Изобретение относится к прессу для дополнительного литья под давлением второй детали на первой детали. Пресс содержит подвижную часть и неподвижную часть, при этом, по меньшей мере, первый элемент пресс-формы располагают на одной из частей пресса и, по меньшей мере, второй элемент пресс-формы располагают на другой части пресса таким образом, чтобы образовать полость между двумя частями пресс-форм, когда пресс закрывают. Первая часть пресс-формы имеет первую опорную поверхность, и вторая часть пресс-формы имеет вторую опорную поверхность, при этом обе опорные поверхности расположены в соответствующей части пресс-формы таким образом, чтобы в закрытом положении пресса с первой частью, вставленной в первую часть пресс-формы, по меньшей мере, часть переднего конца первой детали оказалась зажатой между двумя опорными поверхностями, образуя герметичное соединение для полости. Изобретение относится также к способу для использования пресса в соответствии с изобретением.
Все большее распространение получает дополнительное литье второй детали на первой. Эту технологию применяют, например, для литья под давлением дозировочных головок на вершине юбок с целью изготовления тюбиков. Для этого необходим пресс, содержащий неподвижную часть и подвижную часть. Например, на неподвижной части располагают одну или несколько матриц и столько же стержней цилиндрической формы располагают напротив матриц на подвижной части. Подвижную часть отодвигают от неподвижной части, на стержни надевают юбки, затем пресс опять закрывают посредством сближения подвижной части с неподвижной частью. Передний конец юбок проникает в полость, образованную пространством, находящимся между вершинной стороной стержня и дном матрицы. Затем в этой полости выполняют дозировочную головку путем литья под давлением. Давление литья составляет примерно 500-600 бар на одну рабочую полость. Поэтому необходимо, чтобы цилиндрическая поверхность стержня точно соответствовала внутреннему диаметру юбок и чтобы цилиндрическая поверхность передней части матрицы, то есть части, обращенной к стержню, точно соответствовала наружному диаметру юбок, чтобы обеспечить идеальную герметичность полости и избежать утечки нагнетаемой массы. Эта точность поверхности предполагает соответствующие расходы.
В документах FR 2532882 A1, FR 2527510 A1 и JP 5008260 А описан пресс для дополнительного литья под давлением второй детали на первой детали. Прессы имеют подвижную часть и неподвижную часть, при этом первый элемент пресс-формы располагают на одной из частей пресса и, по меньшей мере, второй элемент пресс-формы располагают на другой части пресса таким образом, чтобы образовать полость между двумя частями, когда пресс закрывают. Первая часть пресс-формы имеет первую опорную поверхность, и вторая часть пресс-формы имеет вторую опорную поверхность, при этом обе опорные поверхности расположены в соответствующей части пресс-формы таким образом, чтобы в закрытом положении пресса с первой частью, вставленной в первую часть пресс-формы, и с первой опорной поверхностью, выдвинутой в рабочее положение, по меньшей мере, часть переднего конца первой детали оказалась зажатой между двумя опорными поверхностями, образуя герметичное соединение для полости. В первом документе зажатие происходит между вершиной цилиндрической части стержня и периферическим краем матрицы. Во втором документе, подробно рассматривающем вышеупомянутую проблему утечки, предложенное решение состоит в выполнении кольцевого фланца, находящегося в вершине стержня и прижимающего вершину юбки к соответствующей опорной поверхности матрицы. Таким образом, зажатие и его снятие связаны соответственно с закрыванием и с открыванием пресса.
Вместе с тем, иногда необходимо осуществить зажатие после закрывания или снятие зажатия до открывания пресс-формы. Таким образом, задачей изобретения является обеспечение зажатия и снятия зажатия между моментом закрывания и моментом открывания пресс-формы.
Эту задачу решают за счет того, что первая опорная поверхность является подвижной в первой части пресс-формы и что предусмотрены средства перемещения первой опорной поверхности между задним положением и передним положением, называемым рабочим положением, таким образом, чтобы в закрытом положении пресса с первой деталью, вставленной в первую часть пресс-формы, и с первой опорной поверхностью, выдвинутой в рабочее положение, по меньшей мере, часть переднего конца первой детали оказалась зажатой между двумя опорными поверхностями, образуя во время всего литья под давлением герметичное соединение для полости. В этих условиях герметичность полости обеспечена зажатием, по меньшей мере, части переднего конца первой детали между двумя опорными поверхностями. Если опорная поверхность находится в убранном положении, закрывание пресса не приводит к зажатию первой детали. Сначала необходимо переместить первую опорную поверхность до ее рабочего положения, чтобы произошло зажатие. Точно так же, можно устранить зажатие после литья под давлением, но до открывания пресса. Поскольку первая деталь выполнена из пластического материала, она деформируется в достаточной степени под давлением, создаваемым двумя опорными поверхностями, чтобы обеспечить герметичность на их границе раздела, не придерживаясь при этом исключительно высокой точности опорных поверхностей, впрочем, как и остальных частей пресс-формы.
В предпочтительном примере осуществления изобретения первая часть пресс-формы представляет собой стержень, а вторая часть пресс-формы представляет собой матрицу, при этом стержень предпочтительно установлен на подвижной части пресса, а матрица находится на неподвижной части пресса.
Если первая деталь является цилиндрической, то предпочтительно, чтобы стержень состоял из полой цилиндрической детали и из клапана, частично расположенного внутри цилиндрической детали, при этом имеются средства для перемещения клапана относительно цилиндрической детали между задним положением и передним положением, в котором, если пресс закрыт, первая опорная поверхность прижата ко второй опорной поверхности с расположением между ними, по меньшей мере, части переднего конца первой детали. В этом случае первая опорная поверхность может быть образована частью вершинной стороны клапана, а вторая опорная поверхность - частью стенки дна матрицы. Первая опорная поверхность и вторая опорная поверхность имеют кольцевую форму, окружающую полость.
Предпочтительно клапан содержит шток, заканчивающийся спереди головкой большего сечения, причем эта головка оснащена цилиндрической стенкой с таким же наружным контуром, что и цилиндрическая часть стержня, и закрыта в направлении матрицы вершинной стенкой, периферическая часть которой образует первую опорную поверхность и центр которой образует часть рабочей полости второй детали и ограничивает часть полости.
Объектом изобретения является также способ использования пресса. Этот способ содержит следующие этапы:
(a) Открывание пресса;
(b) Установка первой детали на или в первую часть пресс-формы;
(c) Закрывание пресса;
(d) Литье под давлением второй детали на первой детали в полости, полученной между двумя частями пресс-формы;
(e) Открывание пресса;
(f) Удаление готового предмета и возвращение на этап (b).
Заявленный способ отличается тем, что на этапе (с) или во время этапа (d), предшествующего этапу (d) и следующего за этапом (с), по меньшей мере, часть переднего конца первой детали оказывается зажатой между первой опорной поверхностью и второй опорной поверхностью с образованием герметичного соединения для полости.
Точно так же, зажатие части переднего конца первой детали можно снять на этапе (е) или во время этапа (d1), следующего за этапом (d) и предшествующего этапу (е).
Зажатие на этапе (с) или (d) и/или снятие этого зажатия на этапе (е) или (d1) можно осуществить посредством перемещения первой опорной поверхности относительно второй опорной поверхности таким образом, чтобы их сблизить или их раздвинуть. Это зажатие можно, в частности, получить посредством перемещения клапана относительно цилиндрической детали.
Далее следует более подробное описание со ссылками на фигуры.
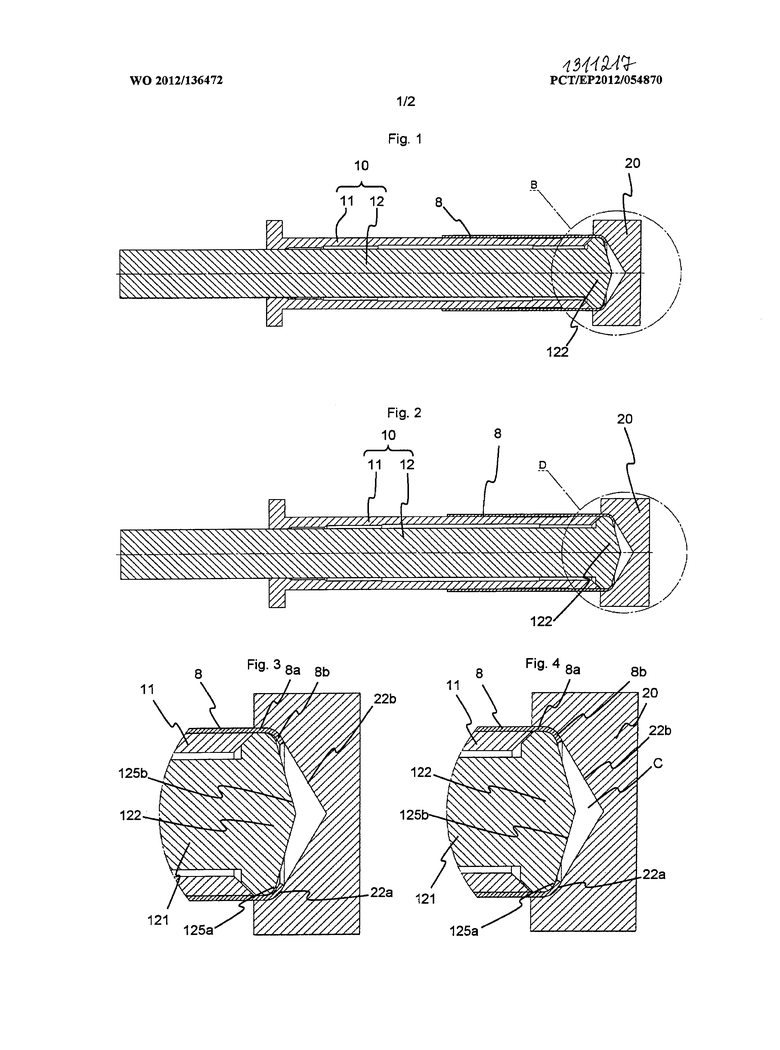
На фиг.1 показаны сердечник и матрица, при этом пресс закрыт, и клапан находится в заднем положении, вид в разрезе;
на фиг.2 показан вид, аналогичный фиг.1, при этом клапан находится в переднем положении;
на фиг.3 показан увеличенный вид части В фиг.1, при этом клапан находится в заднем положении;
на фиг.4 показан увеличенный вид части D фиг.2, при этом клапан находится в переднем положении;
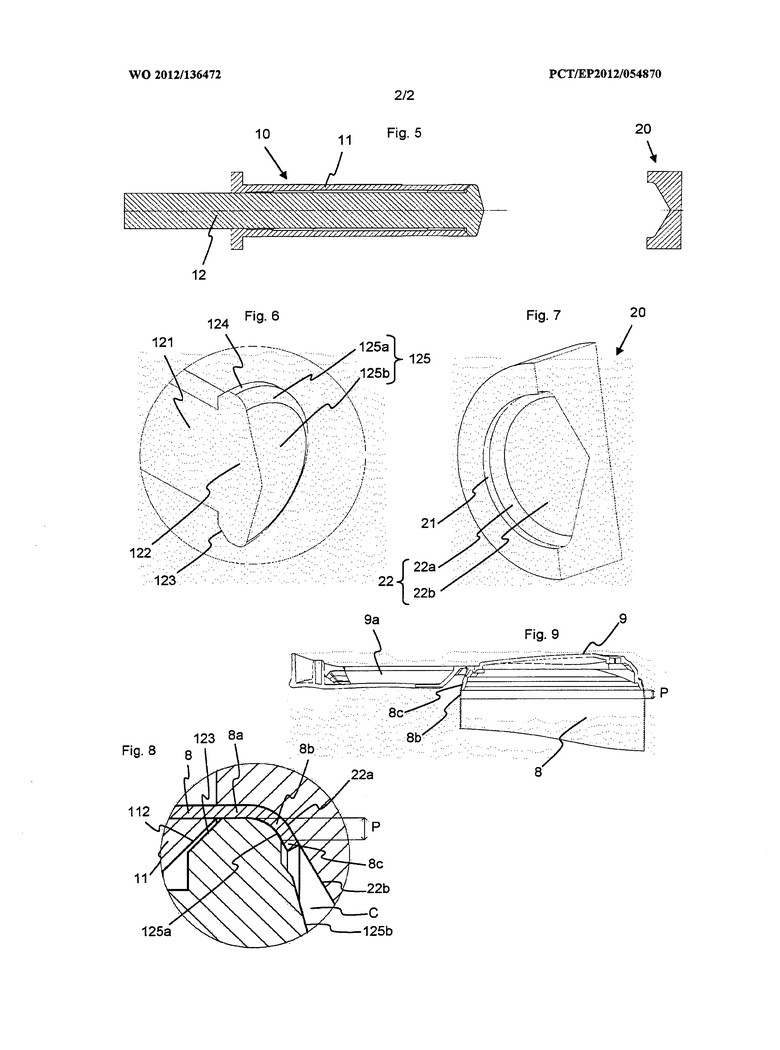
на фиг.5 схематично показаны матрица и стержень при открытом прессе;
на фиг.6 показана головка клапана, вид в изометрии в разрезе;
на фиг.7 показана матрица, вид в изометрии в разрезе;
на фиг.8 показана зона зажатия, когда клапан находится в переднем положении, увеличенный вид;
на фиг.9 показан пример тюбика, полученного при помощи пресса и способа в соответствии с изобретением.
Заявленное устройство призвано упростить пресс, предназначенный для дополнительного литья второй детали на первой детали. В настоящем примере речь идет о дополнительном литье на юбке 8, образующей первую деталь, дозировочной головки 9, образующей вторую деталь, с целью получения цельного тюбика.
Условно будем считать, что передняя часть стержня 10, цилиндра 11, клапана 12 или юбки 8 является частью рассматриваемого элемента, находящейся со стороны матрицы 20, то есть на фигурах справа. Аналогично передняя часть матрицы 20 соответствует части матрицы, находящейся со стороны стержня 10.
Прессы для дополнительного литья содержат неподвижную часть и подвижную часть, на каждой из которых установлен формодержатель; эти элементы на фигурах не показаны. Как правило, матрица 20 дополнительно отливаемой детали находится на неподвижной части, тогда как стержень 10 находится в подвижной части. Матрица 20 образует второй элемент пресс-формы, тогда как стержень 10 образует первый элемент пресс-формы.
Сначала, как показано на фиг.5, подвижную часть отодвигают от неподвижной части и первую деталь, в данном случае юбку 8, устанавливают на стержень 10. Затем пресс закрывают таким образом, чтобы стержень частично зашел в матрицу вместе с передним концом 8а, 8b, 8с юбки 8.
Согласно изобретению стержень 10 содержит не только цилиндрическую стенку, на которую надевают юбку 8, но также клапан 12. Для этого цилиндрическую стенку выполняют в виде полого цилиндра 11, внутри которого клапан 12 может перемещаться при помощи не показанных средств перемещения. Эти средства могут представлять собой гидравлические или пневматические поршни или, например, кулачки.
Этот клапан 12 в основном состоит из штока 121 и головки 122, более широкой, чем шток. Задняя сторона 123 этой головки частично выполнена в виде усеченного конуса, причем конус расширяется в направлении вершинной стороны. Эта усеченная конусная часть продолжена цилиндрической стенкой 124 и вершинной стенкой 125. Контур цилиндрической стенки 124 соответствует контуру наружной стороны цилиндра 11 и внутреннему контуру юбки. Как правило, контур представляет собой окружность. Вместе с тем, можно предусмотреть контур в виде эллипса или любой другой соответствующей формы. Иначе говоря, цилиндрическая стенка 124 и наружная сторона цилиндра имеют одинаковое поперечное сечение. Вершинная стенка 125 состоит из двух частей: окружного края 125а, который служит опорной поверхностью, и центра 125b, который служит рабочей полостью для внутренней стороны второй детали, в данном случае дозировочной головки 9.
Передняя кромка 112 цилиндра 11, обращенная к матрице 20, тоже имеет форму усеченного конуса, который расширяется в переднем направлении, то есть в направлении матрицы 20. Эта усеченная конусная сторона 112 имеет форму, соответствующую усеченной конусной форме задней стороны 123 головки клапана. Она служит упором для этой задней стороны 123, когда клапан находится в заднем положении. Под (усеченным) конусом следует понимать не только конус в виде тела вращения, но также любой другой тип конуса, образованного контуром юбки.
Наружный контур цилиндра 11 и цилиндрической стенки 124 клапана 12 по существу соответствует внутреннему контуру юбок 8. В данном случае обычно речь идет об окружностях или эллипсах.
Матрица 20 имеет впадину с цилиндрической стенкой 21, продолженной стенкой дна 22. Эта стенка дна 22 выполняет две функции: ее окружной край 22а служит опорной поверхностью, тогда как ее центр 22b служит рабочей полостью для наружной стороны второй детали, в данном случае дозировочной головки 9.
Внутренний контур цилиндрической стенки 21 матрицы по существу соответствует наружному контуру юбок 8. Опорная поверхность 22а матрицы 20 имеет форму, соответствующую форме опорной поверхности 125а клапана.
Для обеспечения работы необходимо, чтобы опорные поверхности 125а, 22а не были параллельными движению перемещения подвижной части пресса и/или движению перемещения клапана 12, иначе пропадет эффект зажатия. В представленных примерах опорные поверхности имеют наклон в сторону центра относительно направления движения пресса и/или клапана таким образом, что передний конец 8а, 8b, 8с юбки 8 стремится замкнуться. Как видно из примера тюбика на фиг.9, наклон опорных поверхностей необязательно должен быть большим и, в частности, таким большим, как на фиг.1-5 и 8, которые являются лишь схематичной иллюстрацией.
Пресс в соответствии с изобретением работает следующим образом:
a) Пресс открывают и клапан отодвигают, если это не было сделано ранее.
b) Затем на цилиндр 11 устанавливают первую деталь, в данном случае юбку 8. Не показанные средства ограничивают захождение юбки дальше определенного положения. Эти средства могут представлять собой, например, кольца для регулировки длины в зависимости от используемых юбок. Передний конец юбки слегка выступает в направлении матрицы за пределы цилиндрической стенки 124 клапана.
c) Затем пресс опять закрывают. Конец 8а, 8b, 8с юбки, который выступает за пределы цилиндра 11, заходит в цилиндрическую часть 21 матрицы, затем слегка деформируется в соответствии с формой, наклоненной к центру стенки дна 22. Параллельно передний конец стержня, в основном образованный головкой клапана 122, тоже заходит во впадину матрицы. Когда пресс закрывают, получают положение, показанное на фиг.1 и 3. В этом положении между матрицей и стержнем герметичности нет.
с1) Клапан 12 перемещают в переднее положение, показанное на фиг.2, 4 и 8. В этом положении часть 8b переднего конца юбки оказывается зажатой между опорной поверхностью 125 клапана и опорной поверхностью 22а матрицы. Давление, которым опорная поверхность 125а клапана действует на матрицу 20 и на часть 8b юбки, зажатую между двумя опорными поверхностями 125а, 22а, по меньшей мере, равно давлению литья, то есть примерно 500-600 бар. Зона зажатия Р показана на фиг.8 и 9. Поскольку эти две поверхности являются кольцевыми, образуется стык, который герметично закрывает полость С, в которой посредством дополнительного литья будет выполнена вторая деталь. Эта полость С образована пространством, заключенным между центром 125b вершинной стенки клапана и центром 22b стенки дна матрицы.
d) В полости С посредством литья под давлением получают вторую деталь, в данном случае дозировочную головку 9. Во время литья под давлением масса не может выйти из этой полости.
d1) Клапан 12 отодвигают назад.
e) Открывают пресс.
f) Готовый тюбик удаляют. Процесс может вернуться на этап b.
Вместо отодвигания клапана 12 на этапе d1 его можно осуществить между этапом е и этапом f на этапе е1. Таким образом, снятие зажатия происходит при открывании пресса на этапе е. Опорная поверхность 125а приходит в рабочее положение (посредством прижатия части переднего конца первой детали ко второй опорной поверхности 22а) перед началом литья под давлением, остается в этом положении в течение всего литья под давлением и отходит назад только после завершения литья под давлением. Герметичный стык, образованный при зажатии переднего конца первой детали между двумя опорными поверхностями, сохраняется во время всего процесса литья под давлением.
Если стержень не оборудован клапаном, этапы с1 и d1 или е1 не происходят. Опорные поверхности сдвигаются или раздвигаются только за счет закрывания или открывания пресса на этапах сие.
Для увеличения границы плавления между первой деталью, в данном случае юбкой 8, и второй деталью, в данном случае дозировочной головкой 9, можно предусмотреть часть 8с юбки за пределами части 8b, зажатой между двумя опорными поверхностями, причем этот передний конец 8с выходит в полость дополнительного литья. Таким образом, дополнительное литье происходит не только на уровне передней кромки юбки, как показано на фиг.4, но также на внутренней поверхности части 8с юбки, которая выступает из зоны зажатия между опорными поверхностями внутрь полости дополнительного литья. Этот вариант выполнения представлен на фиг.8.
Для обеспечения герметичности пресса достаточно, чтобы кольцевая часть, образующая опорную поверхность 125а головки клапана, по существу соответствовала геометрии опорной поверхности 22а матрицы. Поскольку между этими двумя поверхностями находится часть 8b переднего конца юбки, точность этих поверхностей необязательно должна быть высокой.
Точность поверхности цилиндра 11 не играет никакой роли для герметичности, как и точность поверхности цилиндрической части 124 головки клапана и точность поверхности цилиндрической части 21 матрицы. За счет этого стоимость изготовления этих деталей значительно снижается.
Этот способ не ограничивается дополнительным литьем круглой детали на передней стороне цилиндрической детали. Способ можно также применять для дополнительного литья дозировочной головки 9, закрывающей верх цилиндра, образующего юбку 8 и оснащенного шарнирным колпачком 9а, смещенным относительно юбки, как в тюбике, показанном на фиг.9.
В целом способ можно применять для любой первой детали, даже не цилиндрической, имеющей передний конец, который может быть зажат между двумя опорными поверхностями, одна из которых принадлежит к подвижной части, а другая к неподвижной части пресса, таким образом, чтобы часть, зажатая между двумя опорными поверхностями, образовала герметичное соединение для полости дополнительного литья. За счет зажатия этого переднего конца между двумя опорными поверхностями он деформируется по бокам, обеспечивая боковую герметичность между двумя опорными поверхностями. Для этого необязательно, чтобы перемещение клапана происходило параллельно направлению перемещения подвижной части пресса.
Способ предназначен для дополнительного литья под давлением одного пластического материала на другом пластическом материале. Как правило, оба материала являются совместимыми, то есть совместно плавятся во время дополнительного литья. Однако можно предусмотреть также несовместимые материалы, если геометрия двух деталей позволяет предусмотреть средства крепления. В частности, можно предусмотреть средства крепления на части 8с юбки, которая проникает в полость за пределы зоны зажатия 8b, Р.
Подвижный клапан 12 позволяет компенсировать изменения толщины юбок, связанные с допусками экструзии, а также высоту юбок, связанную с допусками обрезания по длине.
Список обозначений:
8 Первая деталь (юбка)
8а Часть юбки, которая заходит в матрицу, не достигая зоны зажатия
8b Часть юбки, находящаяся в зоне зажатия
8с Часть юбки, находящаяся за пределами зоны зажатия
9 Вторая деталь, то есть дополнительно отливаемая деталь (дозировочная головка)
10 Стержень (первая часть пресс-формы)
11 Цилиндр
12 Клапан
121 Шток клапана
122 Головка клапана
123 Задняя конусная стенка головки
124 Цилиндрическая стенка головки
125 Вершинная стенка головки
125а Опорная поверхность вершинной стенки
125b Поверхность рабочей полости
20 Матрица (вторая часть пресс-формы)
21 Цилиндрическая стенка
22 Стенка дна
22а Опорная поверхность
22b Поверхность рабочей полости
Р Зона зажатия
С Полость для литья под давлением второй детали
Изобретение относится к прессу для дополнительного литья под давлением второй детали (9) на первой детали (8). Пресс содержит подвижную часть и неподвижную часть. При этом, по меньшей мере, первый элемент (10) пресс-формы располагают на одной из частей пресса и, по меньшей мере, второй элемент (20) пресс-формы располагают на другой части пресса таким образом, чтобы образовать полость (С) между двумя частями (10, 20) пресс-форм, когда пресс закрывают. Первая часть (10) пресс-формы имеет первую опорную поверхность (125а), а вторая часть (20) пресс-формы имеет вторую опорную поверхность (22а). При этом обе опорные поверхности расположены в соответствующей части пресс-формы так, чтобы в закрытом положении пресса с первой деталью, вставленной в первую часть (10) пресс-формы, и с первой опорной поверхностью (125а), выдвинутой в рабочее положение. По меньшей мере, часть (8b) переднего конца первой детали (8) оказалась зажатой между двумя опорными поверхностями (125а, 22а), образуя герметичное соединение для полости (С). Технический результат, достигаемый при использовании пресса по изобретению, заключается в обеспечении зажатия и снятия зажатия между моментом закрывания и моментом открывания пресс-формы. 3 н. и 13 з.п. ф-лы, 9 ил.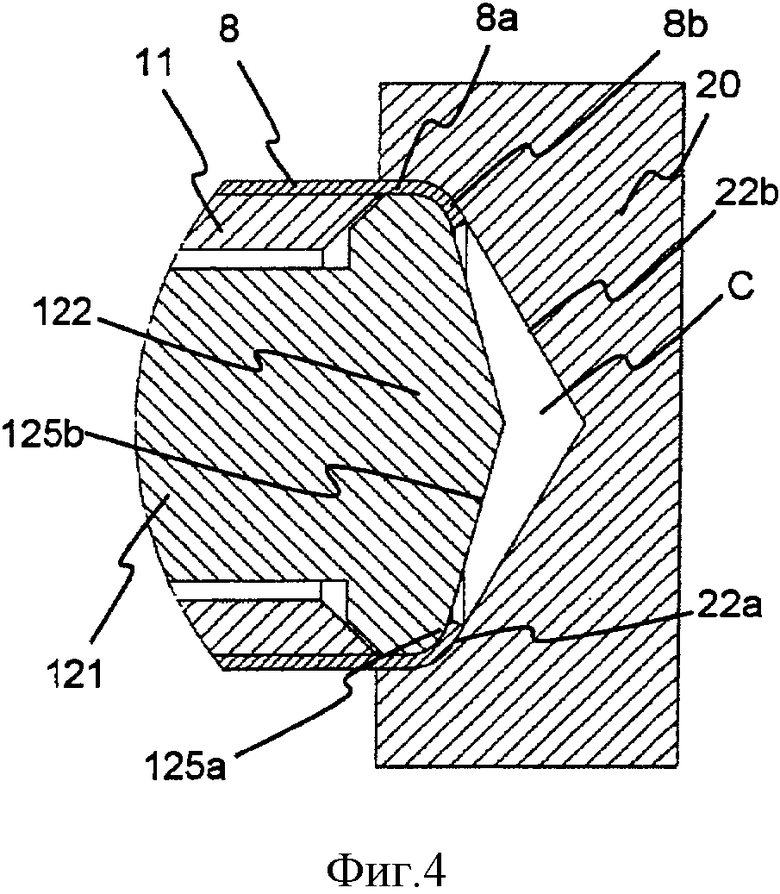
1. Пресс для дополнительного литья под давлением второй детали (9) на первой детали (8), содержащий подвижную часть и неподвижную часть, при этом, по меньшей мере, первый элемент (10) пресс-формы расположен на одной из частей пресса и, по меньшей мере, второй элемент (20) пресс-формы расположен на другой части пресса с образованием полости (С) между двумя частями (10, 20) пресс-форм при закрытом прессе, при этом первая часть (10) пресс-формы имеет первую опорную поверхность (125а), а вторая часть (20) пресс-формы имеет вторую опорную поверхность (22а), при этом обе опорные поверхности расположены в их соответствующей части пресс-формы так, чтобы в закрытом положении пресса с первой деталью, вставленной в первую часть (10) пресс-формы, по меньшей мере, часть (8b) переднего конца первой детали (8) была зажата между двумя опорными поверхностями (125а, 22а), образуя герметичное соединение для полости (С), отличающийся тем, что первая опорная поверхность (125а) является подвижной в первой части (10) пресс-формы, причем имеются средства перемещения первой опорной поверхности (125а) между задним положением и передним положением, называемым рабочим положением, так, чтобы в закрытом положении пресса с первой деталью, вставленной в первую часть (10) пресс-формы, и с первой опорной поверхностью (125а), выдвинутой в рабочее положение, по меньшей мере, часть (8b) переднего конца первой детали (8) оказалась зажатой между двумя опорными поверхностями (125а, 22а), образуя во время всего литья под давлением герметичное соединение для полости (С).
2. Пресс для литья под давлением по п.1, отличающийся тем, что первая часть пресс-формы представляет собой стержень (10), а вторая часть пресс-формы представляет собой матрицу (20).
3. Пресс для литья под давлением по п.2, отличающийся тем, что стержень (10) установлен на подвижной части пресса, а матрица (20) установлена на неподвижной части пресса.
4. Пресс по п.2 или 3, отличающийся тем, что стержень состоит из полой цилиндрической детали (11) и из клапана (12), частично расположенного внутри цилиндрической детали (11), при этом имеются средства для перемещения клапана (12) относительно цилиндрической детали (11) между задним положением и передним положением, в котором, при закрытом прессе, первая опорная поверхность (125а) прижата ко второй опорной поверхности (22а) с расположением между ними, по меньшей мере, части переднего конца первой детали.
5. Пресс по п.4, отличающийся тем, что первая опорная поверхность образована частью (125а) вершинной стороны клапана (12), а вторая опорная поверхность образована частью (22а) стенки дна матрицы (20).
6. Пресс по п.5, отличающийся тем, что первая опорная поверхность (125а) и вторая опорная поверхность (22а) имеют кольцевую форму, окружающую полость (С).
7. Пресс по п.4, отличающийся тем, что клапан (12) содержит шток (121), заканчивающийся спереди головкой (122) большего сечения, причем эта головка имеет цилиндрическую стенку (124) с таким же наружным контуром, что и цилиндрическая часть (11) стержня, и закрыта в направлении матрицы (20) вершинной стенкой (125), периферическая часть (125а) которой образует первую опорную поверхность и центр (125b) которой образует часть рабочей полости второй детали и ограничивает часть полости (С).
8. Пресс по п.5 или 6, отличающийся тем, что клапан (12) содержит шток (121), заканчивающийся спереди головкой (122) большего сечения, причем эта головка имеет цилиндрическую стенку (124) с таким же наружным контуром, что и цилиндрическая часть (11) стержня, и закрыта в направлении матрицы (20) вершинной стенкой (125), периферическая часть (125а) которой образует первую опорную поверхность и центр (125b) которой образует часть рабочей полости второй детали и ограничивает часть полости (С).
9. Первая часть пресс-формы для пресса по одному из пп.1-8, отличающаяся тем, что имеет первую опорную поверхность (125а), подвижную в первой части (10) пресс-формы для зажатия между ней (125а) и соответствующей опорной поверхностью (22а) второй части пресс-формы, по меньшей мере, части (8b) переднего конца первой детали (8), вставленной в первую часть (10) пресс-формы с образованием герметичного соединения для полости (С) в течение всего процесса литья под давлением.
10. Первая часть пресс-формы по п.9, отличающаяся тем, что содержит стержень (10), состоящий из полой цилиндрической детали (11) и из клапана (12), частично расположенного внутри цилиндрической детали (11), при этом имеются средства для перемещения клапана (12) относительно цилиндрической детали (11) между задним положением и передним положением, в котором, если пресс закрыт в направлении матрицы (20), первая опорная поверхность (125а) прижата ко второй опорной поверхности (22а) с расположением между ними, по меньшей мере, части переднего конца первой детали.
11. Первая часть пресс-формы по п.10, отличающаяся тем, что первая опорная поверхность образована частью (125а) вершинной стороны клапана (12).
12. Первая часть пресс-формы по п.11, отличающаяся тем, что первая опорная поверхность (125а) имеет кольцевую форму.
13. Первая часть пресс-формы по одному из пп.10, 11 или 12, отличающаяся тем, что клапан (12) содержит шток (121), заканчивающийся спереди головкой (122) большего сечения, причем эта головка имеет цилиндрическую стенку (124) с таким же наружным контуром, что и цилиндрическая часть (11) стержня, и закрыта в направлении матрицы (20) вершинной стенкой (125), периферическая часть (125а) которой образует первую опорную поверхность и центр (125b) которой образует часть рабочей полости второй детали и ограничивает часть полости (С).
14. Способ дополнительного литья второй детали на первой детали в прессе для литья под давлением по одному из пп.1-8, в котором осуществляют этапы, на которых:
а. открывают пресс,
b. устанавливают первую деталь на или в первую часть пресс-формы,
с. закрывают пресс,
d. льют под давлением вторую деталь на первой детали в полости, образованной между двумя частями пресс-формы,
е. открывают пресс,
f. удаляют готовый предмет и возвращаются на этап (b),
отличающийся тем, что на этапе (с) или во время этапа (c1), предшествующего этапу (d) и следующего за этапом (с), по меньшей мере, часть переднего конца первой детали (8) зажимают между первой опорной поверхностью (125а) и второй опорной поверхностью (22а) с образованием герметичного соединения для полости (С), при этом зажатие части переднего конца первой детали снимают на этапе (е) или во время этапа (d1), следующего за этапом (d) и предшествующего этапу (е).
15. Способ по п.14, отличающийся тем, что зажатие на этапе (с) или (c1) и/или снятие этого зажатия на этапе (е) или (d1) осуществляют посредством перемещения первой опорной поверхности относительно второй опорной поверхности.
16. Способ по пп.14 или 15, отличающийся тем, что зажатие на этапе (с) или (c1) и/или снятие этого зажатия на этапе (е) или (d1) осуществляют посредством перемещения клапана (12) относительно цилиндрической детали (11).
| СПОСОБ РАННЕЙ ДИАГНОСТИКИ ТРОМБОЭМБОЛИИ СЕГМЕНТАРНЫХ И СУБСЕГМЕНТАРНЫХ ЛЕГОЧНЫХ АРТЕРИЙ | 2013 |
|
RU2532882C1 |
| ВСПУШИВАТЕЛЬ ЛЕНТ ЛЬНА | 2013 |
|
RU2527510C1 |
| JP 05008260 A, 19.01.1993 | |||
| US 4806301 A, 21.02.1989 | |||
| ЛОЖЕЧКО | |||
| Ю.П., Литье под давлением термопластов, Профессия, Санкт-Петербург, 2010, с.87-89,109,137-144. | |||

