Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к обратному клапану для устройства инжекционного формования металла или для устройства литья под давлением и, более конкретно, но не исключительно, изобретение относится к уплотнителю для указанного клапана и, в частности, к манжетному уплотнителю для такого клапана.
Уровень техники
Из предшествующего уровня техники известно множество обратных клапанов, предназначенных для устройств инжекционного формования из пластика и металла. Хотя многие из этих обратных клапанов удовлетворительно работают при работе с пластиком, они не обеспечивают хорошую работу в условиях инжекционного формирования металла. Пластик является достаточно вязким и не проявляет тенденцию протекания через небольшие зазоры. Расплавленные металлы являются гораздо более горячими и имеют намного меньшую вязкость, поэтому приемлемый зазор должен быть гораздо меньшим, чем приемлемый зазор при формовании пластика. Это требует обеспечения гораздо меньшего допуска для формования из металла. До последнего времени не было разработано удовлетворительное уплотнение для обратного клапана, используемого при формировании из металла. Обратные клапаны в настоящее время не удовлетворяют двойному требованию очень малой обводной утечки и способности противостоять рабочим условиям в среде, в которой возникают чрезвычайно жесткие механические нагрузки, химическая реакционность и высокие температуры. Обратные клапаны, используемые в настоящее время, имеют короткий срок службы и их требуется часто заменять, что приводит к существенным перерывам в процессах формования или литья и к снижению производительности при изготовлении деталей удовлетворительного качества.
Приведенные ниже ссылки на патентные документы представляют альтернативные варианты уплотнений, доступных в настоящее время.
В патенте США 5865442, выданном 2 февраля 1999 г., автора Iwashita описано уплотнение для поршня, сформированное на одной стороне корпуса поршня. Корпус поршня имеет конусную поверхность, на которую устанавливают задний участок уплотнителя. Передняя поверхность имеет манжету. Уплотнение прижимается к стенке цилиндра под действием объединенных усилий, прикладываемых конусной поверхностью, и давления масла к участку манжеты. Уплотнитель приклеен к поршню с вулканизацией.
В американском патенте 2742333, выданном 17 апреля 1956 г., автора Taylor и др. описан пластмассовый уплотнитель, который сформован в канавке поршня. Этот уплотнитель имеет участок манжеты, которая прижата с образованием плотного уплотнительного контакта к стенке цилиндра под действием уплотнительного кольца, расположенного на поршне.
В американском патенте 4231578, выданном 4 ноября 1980 г., автора Traub описан узел уплотнителя, предназначенный для уплотнения вала. Уплотнитель содержит первое уплотнительное кольцо, имеющее Y-образную конфигурацию поперечного сечения, и второе уплотняющее кольцо, имеющее, в общем, L-образную конфигурацию поперечного сечения. Эти два кольца взаимодействуют вдоль L-образного участка. Y-образный уплотнитель изготовлен из резины и L-образное кольцо - из фторопласта.
В патенте США 4743033, выданном 10 мая 1988 г., описан узел уплотнения, предназначенный для подземных скважин. Первый неэластомерный элемент уплотнения имеет участок втулки, закрепленный на поршне и расширяющийся наружу, участок юбки, который соединяется с образованием уплотнения с цилиндрической поверхностью скважины. Второй уплотнительный элемент из упругого металла закреплен на поршне и образует участок муфты в форме усеченного конуса, который плотно соединен с участком юбки первого элемента.
В патенте США 5507505, выданном 16 апреля 1996 г., автора Stein и др. описан манжетный уплотнитель, который имеет последовательность концентрических канавок, сформированных на поверхности манжеты, находящейся в контакте со стенкой полимерного тела.
Хотя в каждом из указанных выше ссылочных документов описано использование манжетных уплотнителей, в конкретной среде ни один из них не способен противостоять условиям нагрева, давления и условиям коррозии, возникающим при формовании металлических деталей. Сомнительно даже, что какой-либо из них может удовлетворительно работать в среде устройства для инжекционного формования пластика.
Существует потребность в обратном клапане, используемом при инжекционном формовании металлов и для литья под давлением, который был бы долговечным, мог бы противостоять воздействию высоких температур, давлениям, возникающим при инжектировании, и коррозионной среде и обеспечивал бы эффективное уплотнение инжекционного канала, предотвращая обратный поток расплавленного металла в цилиндр подачи во время такта инжекции. Ни один из указанных выше патентов не описывает уплотнитель обратного клапана или устройство уплотнения, которое можно было бы модифицировать для эффективного уплотнения такого обратного клапана во время инжектирования металла в формы.
Раскрытие изобретения
Настоящее изобретение относится к усовершенствованному уплотнителю для устройства инжекционного формования или литья под давлением или, более конкретно, к манжетному уплотнителю для стопорного кольца обратного клапана устройства инжекционного формования металла.
В частности, изобретение относится к уплотнителю для обратного клапана формовочного устройства, который содержит кольцо, имеющее заднюю поверхность, соединяемую с поверхностью клапана для блокирования потока инжектируемого материала в канал расплавленного материала, и канавку, расположенную внутри круглой поверхности кольца. Канавка проходит назад от передней поверхности клапана.
Изобретение также относится к обратному клапану для формовочного устройства. Обратный клапан имеет участок хвостовика или участок кольца, перемещаемый вдоль участка хвостовика между открытым положением канала для расплава и закрытым положением канала для расплава. Канавка выполнена на передней стороне участка кольца. В канавку при работе поступает расплав, который выталкивает внешний круглый участок кольца в радиальном направлении, обеспечивая уплотнение между участком кольца и стенкой устройства.
Краткое описание чертежей
Предпочтительные варианты выполнения настоящего изобретения будут описаны ниже со ссылкой на прилагаемые чертежи, на которых представлено:
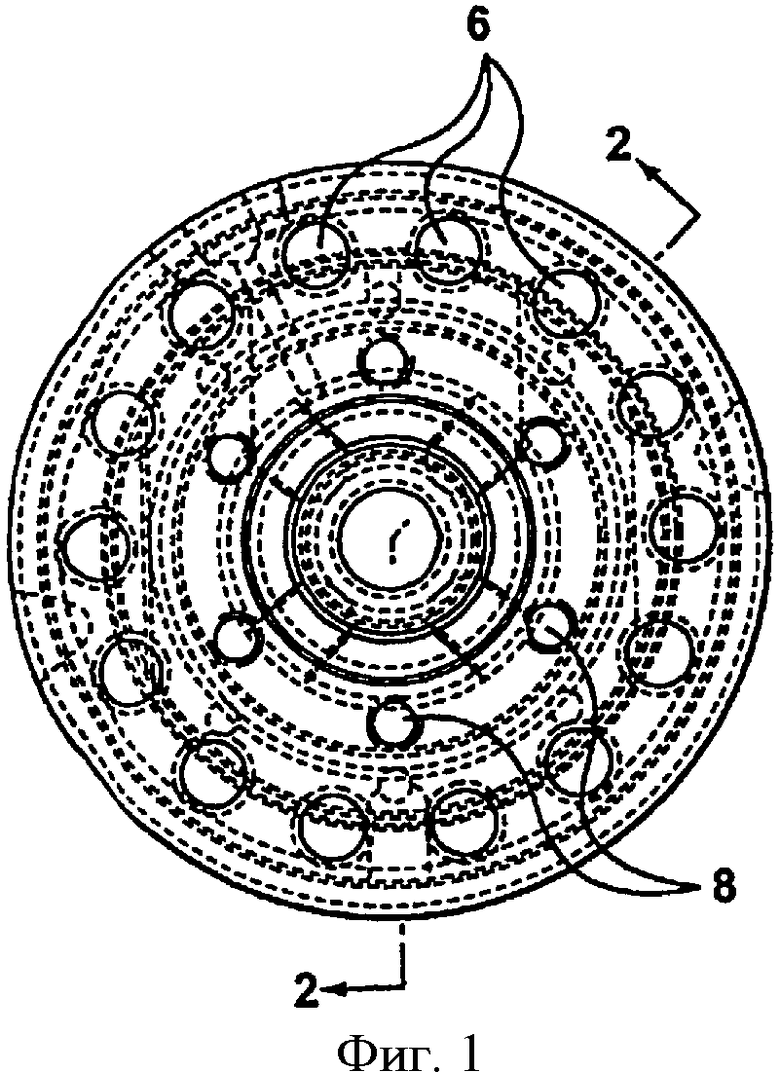
фиг.1 - вид с торца инжекционного цилиндра устройства инжекционного формования металла;
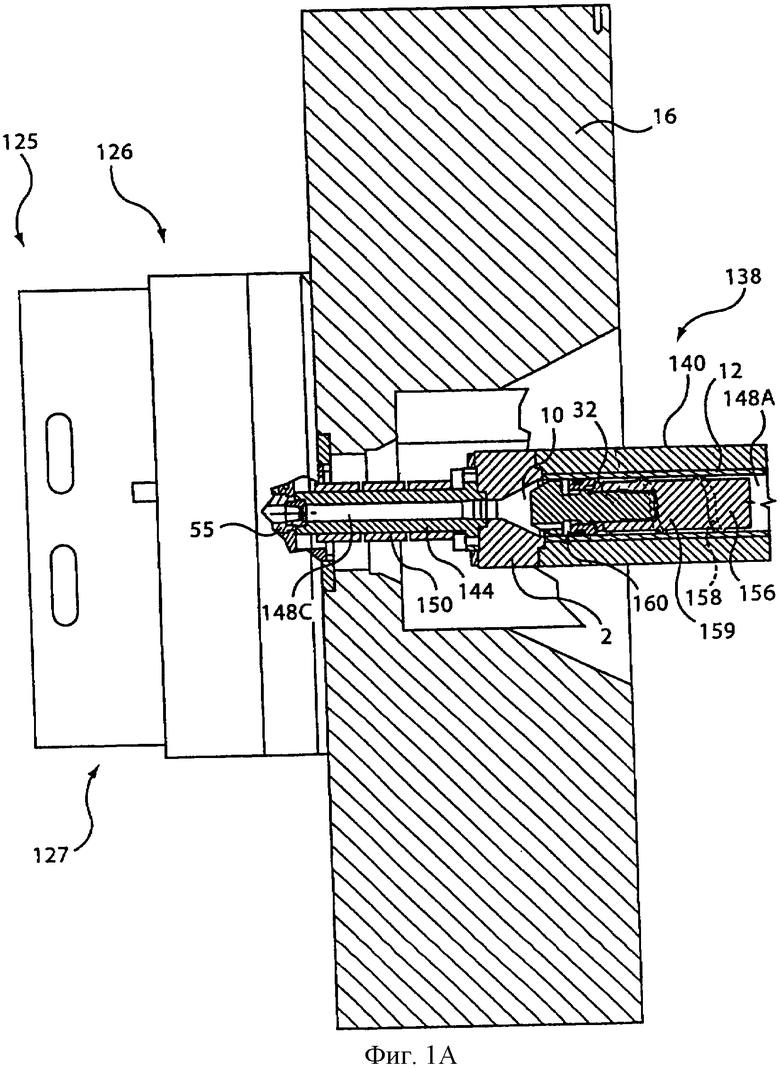
фиг.1А - поперечное сечение узла цилиндра, известного из уровня техники, предназначенного для устройства инжекционного формования;
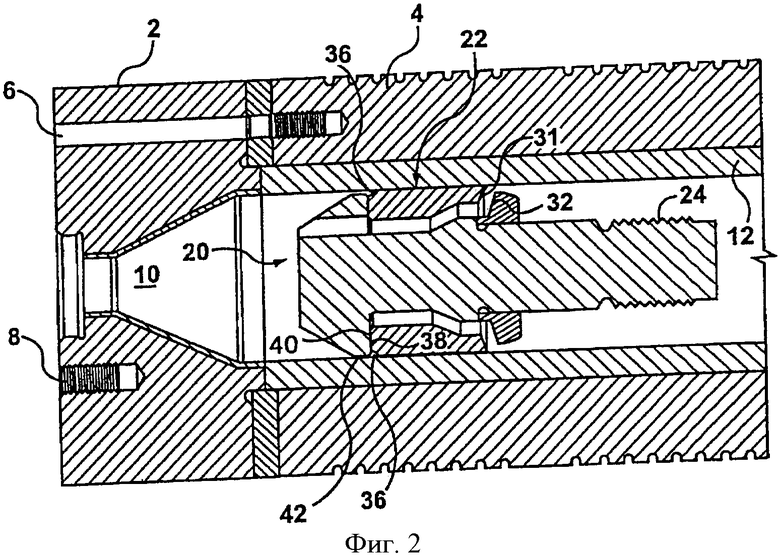
фиг.2 - поперечное сечение вдоль линии 2-2, обозначенной на фиг.1, с обратным клапаном в открытом положении;
фиг.3 - поперечное сечение вдоль линии 3-3, обозначенной на фиг.4, усовершенствованного обратного клапана в закрытом положении;
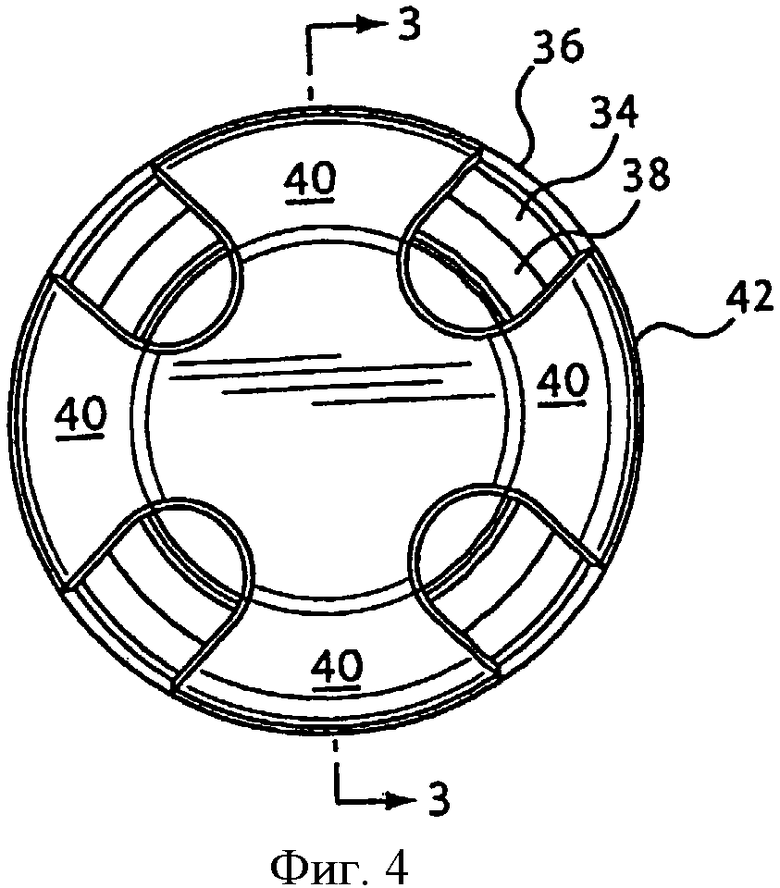
фиг.4 - вид с торца обратного клапана, представленного на фиг.3;
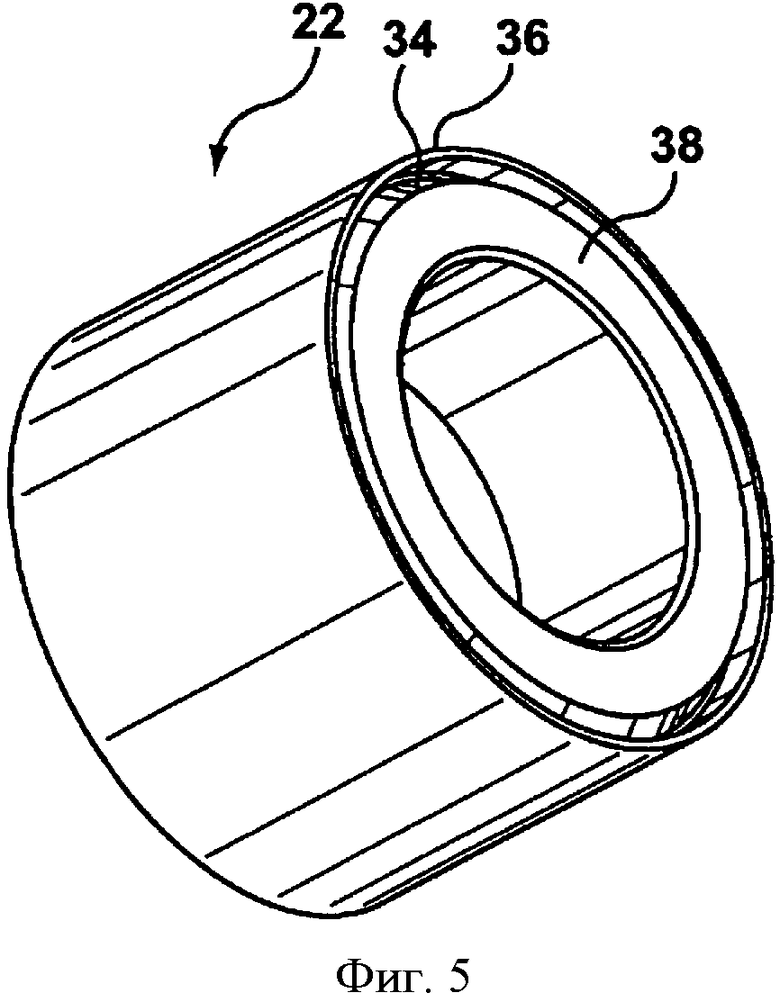
фиг.5 - изометрическая проекция стопорного кольца, предназначенного для уплотнения обратного клапана;
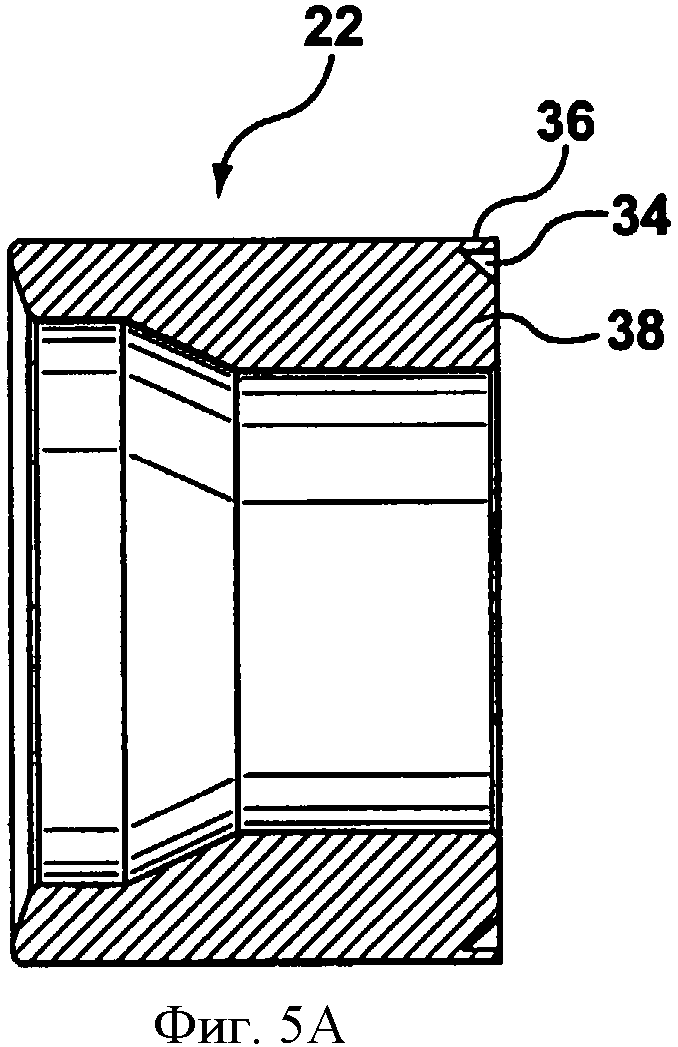
фиг.5А - поперечное сечение стопорного кольца;
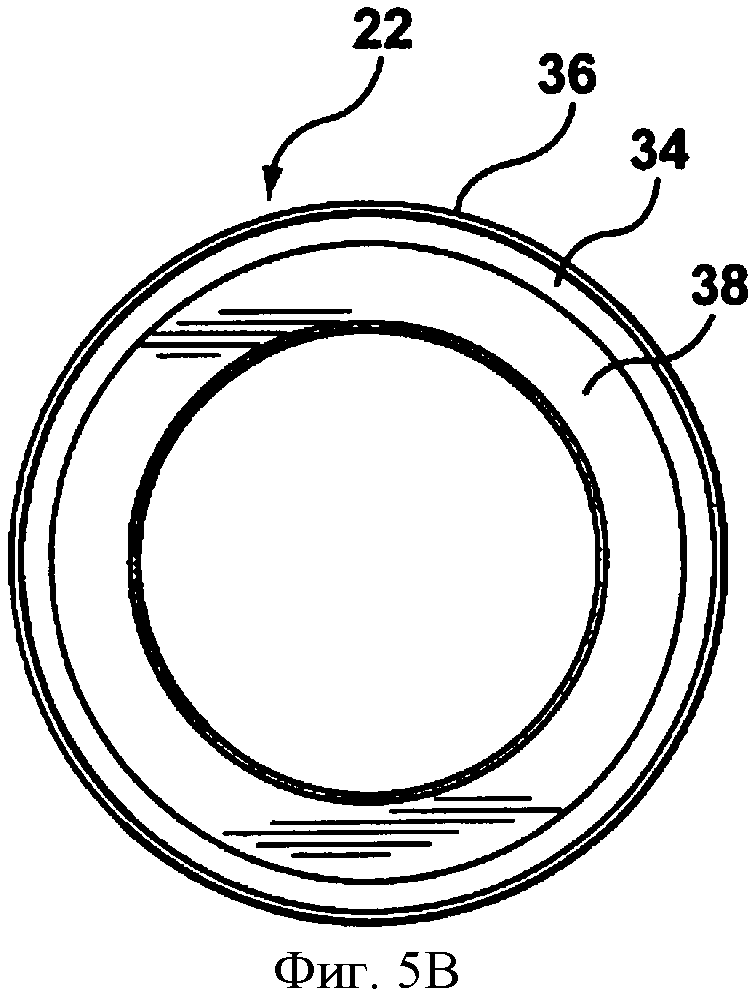
фиг.5В - вид с торца стопорного кольца;
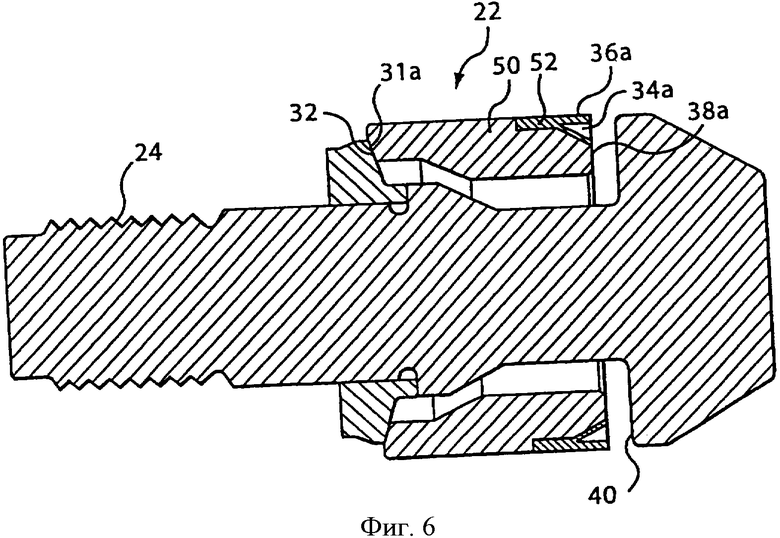
фиг.6 - поперечное сечение предпочтительного варианта выполнения усовершенствованного обратного клапана.
Осуществление изобретения
Структура и работа настоящего изобретения поясняются ниже в контексте улучшения работы и долговечности обратного клапана, который выполнен с возможностью его использования в узле цилиндра системы инжекционного формования, предназначенной для формирования из сплава металла, такого как магний в полутвердом (т.е. тиксотропном) состоянии. Подробное описание конструкции и работы нескольких таких систем инжекционного формования раскрыто в патентах США 5040589 и 6494703. Несмотря на указанное выше в настоящем изобретении не предполагается подобное ограничение общих функций обратного клапана или его совместимости с другими сплавами металлов (например, алюминия, цинка и т.д.).
Узел цилиндра системы инжекционного формования предшествующего уровня техники показан со ссылкой на фиг.1А.
Здесь показан узел 138 цилиндра, содержащий удлиненную деталь 140 цилиндрической формы с осевым цилиндрическим отверстием 148А, выполненным в ней. Узел цилиндра показан соединенным с неподвижной плитой 16 модуля зажима (не показана). Отверстие 148А выполнено с возможностью взаимодействия с винтом 156, установленным в нем, для обработки и транспортировки исходного металла и последующей передачи по каналам расплава формуемого металла во время его инжекции. Винт 156 содержит спиральную нарезку 158 вдоль удлиненного участка 159 цилиндрического корпуса. Задний участок винта, который не показан, выполнен с возможностью соединения с узлом привода, который не показан, и передний участок винта 156 выполнен с возможностью установки в обратный клапан 160. Рабочий участок обратного клапана 160 расположен перед плечом 32 или перед винтом 156 с соединяемой стороны. Узел 138 цилиндра содержит головку 2 цилиндра, которая расположена в промежуточном положении между выпускным отверстием 144 устройства и передней оконечностью цилиндра 140. В головке 2 цилиндра выполнен канал 10 для расплава, сформированный в ней, который соединяет отверстие 148А цилиндра с взаимодополняющим каналом 148С, который установлен через выходное отверстие 144 устройства. Канал 10 для расплава, проходящий через головку 2 цилиндра, имеет сужающийся внутрь участок для перехода диаметра канала для расплава в гораздо более узкий канал 148С для расплава выпускного отверстия 144 устройства. В центральном отверстии 148А цилиндра 140 расположена прокладка 12 из коррозионно-стойкого материала, такого как StelliteTM, для защиты материала обкладки цилиндра, который обычно изготовлен из сплава на основе никеля, такого как Inconeltm, от коррозионного воздействия расплавленного металла при высокой температуре. Другие участки узла 138 цилиндра, которые входят в контакт с расплавленным формуемым металлом, также могут содержать аналогичные защитные обкладки или покрытия. Цилиндр 140, кроме того, выполнен с возможностью соединения с источником раздробленного исходного металла через отверстие подачи, которое не показано, которое расположено на верхнем заднем участке цилиндра 140, который не показан. Отверстие подачи направляет исходное сырье через отверстие 148А в цилиндр 140. Исходное сырье затем последовательно обрабатывают с получением формовочного материала посредством его механической обработки под действием винта 156 при взаимодействии с отверстием 148А цилиндра и при управляемом его нагреве. Нагрев обеспечивается с помощью последовательности нагревателей, которые не показаны, которые расположены вдоль существенного участка длины узла 138 цилиндра, и нагревателей 150, установленных вдоль выпускного отверстия 144 устройства.
Форма для инжекции содержит, по меньшей мере, одну формовочную полость, которая не показана, сформированную так, что она находится в непосредственном взаимодействии между взаимодополняющими формовочными вставками, используемыми совместно между холодной половиной формы, которая не показана, и горячей половиной 125 формы. Холодная половина формы содержит узел пластины сердечника с, по меньшей мере, одной формовочной вставкой сердечника, расположенной в нем. Горячая половина 125 формы содержит узел 127 пластины полости с, по меньшей мере, одной взаимодополняющей вставкой формирования полости, установленной так, что она обращена к системе 126 литника. Система 126 литника образует средство соединения канала 148С расплава выходного отверстия 144 устройства с, по меньшей мере, одной формовочной полостью для ее заполнения. Известно, что система 126 литника может представлять собой смещенный горячий литник или горячий литник с множеством ответвлений, холодный литник, холодный вертикальный литник или любое другое общеизвестное средство распределения расплава. При работе формовочные вставки сердечника и полости взаимодействуют между собой в положении закрытой и зажатой формы для формирования, по меньшей мере, одной формовочной полости, в которую подают и в которой формуют расплав формуемого металла из системы 126 литника.
Во время работы выпускное отверстие 144 устройства узла 138 цилиндра фиксируется во втулке 55 вертикального литника инжекционной формы, в то время как расплав инжектирует внутрь формы (т.е. воздействуют против сил реакции, генерируемых при инжектировании расплава).
Процесс формования содержит следующие этапы:
i) установление притока исходного металла в задний оконечный участок цилиндра 140;
ii) обработку (т.е. сдвиг) и нагрев исходного металла с получением тиксотропного расплава формируемого материала с использованием:
а. работы (т.е. вращения и отвода) винта 156, которая выполняет функцию переноса исходного сырья/расплава в результате взаимодействия со спиральными нарезками 158 с осевым отверстием 148А вдоль длины цилиндра 140, мимо обратного клапана 160 и в область накопления, определенную в передней части обратного клапана 160;
b. нагрева исходного материала по мере его перемещения вдоль существенного участка узла 138 цилиндра;
iii) закрытие и зажим половин инжекционной формы;
iv) инжектирование накопленного расплава через выходное отверстие 144 устройства в инжекционную форму посредством перемещения вперед винта 156;
v) в случае необходимости заполнение каких-либо остаточных полостей в, по меньшей мере, формовочной полости посредством приложения существенного инжекционного давления (т.е. пакетирование);
vi) открывание инжекционной формы после отверждения сформованной детали в результате охлаждения инжекционной формы;
vii) извлечение сформованной детали из инжекционной формы; и
viii) в случае необходимости выдержку инжекционной формы для приведения ее в состояние, пригодное для последующего цикла формования (например, подачи агента для смазки пресс-формы).
Этапы подготовки объема расплава для последующего инжектирования (т.е. этапы i) и ii)) обычно известны как "восстановление", в то время как этапы заполнения и пакетирования, по меньшей мере, одной полости формы (т.е. этапы iv) и v)) обычно называют "инжектированием".
Обратный клапан 160 во время работы обеспечивает перемещение расплава в область накопления в передней части цилиндра 140, но в остальном предотвращает его обратный поток во время инжектирования расплава. Правильное функционирование обратного клапана 160 основано на разности давлений между расплавом с обеих его сторон (т.е. более высокого давления позади клапана во время восстановления и более высокого давления перед клапаном во время инжектирования). Структура и работа типичного обратного клапана, предназначенного для использования при инжекционном формовании металла, описаны в патенте США 5680894.
На фиг.1 и 2 показан участок узла цилиндра для узла инжекционного формования из металла в соответствии с предпочтительным вариантом выполнения настоящего изобретения. На фиг.1 показан вид оконечной части узла цилиндра, а на фиг.2 показано поперечное сечение узла, включающего улучшенное уплотнение в соответствии с настоящим изобретением.
Как показано на фиг.2, головка 2 цилиндра закреплена на цилиндре 4 посредством болта, проходящего через каналы 6 для болтов. Пластина полости (не показана) закреплена на головке 2 цилиндра посредством болтов, проходящих внутрь отверстий 8 для болтов. Хвостовик 22 обратного клапана закреплен на винте инжектирования, также как винт 156, показанный на фиг.1А, посредством резьбы 24. Стопорное кольцо 22 передвинуто в представленное его открытое положение в результате приложения давления расплава, образующегося в результате вращения винта в канале так, как будет понятно в данной области техники. Расплав протекает через канал между плечами 31 и 32 и вдоль поверхностей между кольцом 32 и хвостовиком 20 для заполнения канала 10 перед хвостовиком 20. Когда достаточное количество расплава подают в канал 10 для расплава, вращение винта останавливают и расплав инжектируют внутрь формы посредством перемещения винта в направлении вперед. Движение вперед винта приводит к приложению давления со стороны расплава к передней поверхности кольца 22 для перемещения его обратно с прижимом для уплотнения пути расплавленного металла на плечах 31 и 32, как показано на фиг.3. Расплав также создает давление в канавке 34 для прижима внешнего продолжения канавки 34 к внутренней стенке обкладки 12 цилиндра 4, что предотвращает, таким образом, протечку металла в область между внутренней стенкой обкладки 12 и внешней стенкой кольца 22.
На фиг.3 показан хвостовик 20 обратного клапана, который выполнен с резьбой 24, соединяющийся с резьбой пластифицирующего винта, такого как винт 156, обеспечивающего, в случае необходимости, возможность отсоединения обратного клапана от винта. Стопорное кольцо 22 имеет первое плечо 31, которое соединяется с плечом 32 седла 33 стопорного кольца, когда обратный клапан находится в представленном закрытом положении. Плечи 31 и 32 выполнены несколько наклонными, что обеспечивает более длинную уплотнительную поверхность, более гладкий канал для протекания и предотвращает обратное протекание расплава внутрь цилиндра инжекционного устройства при инжектировании расплава внутрь формы. Стопорное кольцо 22, хвостовик 20 и обкладка 12 цилиндра, предпочтительно, изготовлены из стали, обладающей высокой прочностью при высокой температуре и давлении и не подверженной коррозии. Например, при формировании магния эти элементы не должны содержать никель, должны противостоять температуре вплоть до 600°С и давлению вплоть до 129 МПа.
Передний участок кольца 22 содержит канавку или участок 34 выреза. Канавка 34 образует участок 36 кругового кольца, который изгибается под давлением, прикладываемым расплавом в канале для расплава по мере перемещения винта вперед для инжекции расплава в форму. Расплав внутри канавки 34 прижимается к поверхностям канавки и с усилием расплава прижимает участок 36 кольца в направлении к поверхности обкладки 12 цилиндра для формирования уплотнения, которое предотвращает поток расплава обратно вдоль стенки обкладки 12 цилиндра.
Посредством использования участка 36 кольца, обладающего определенной гибкостью, может быть обеспечено эффективное уплотнение от протечек очень жидкого расплава, и при этом не требуется обеспечение высоких уровней допуска, необходимых при использовании уплотнительных устройств, использовавшихся ранее при инжекционном формовании металлов и при литье под давлением. При использовании такой конструкции давление расплава способствует поддержанию уплотнения во время инжектирования, в то время как в использовавшихся ранее цилиндрических уплотнениях давление расплава стремилось разделить цилиндрический уплотнитель и стенку цилиндра. Такое давление требовало очень высокой степени допуска между внутренним диаметром цилиндра и внешним диаметром стопорного кольца. Такое плотное уплотнение создает проблему износа между цилиндром и стопорным кольцом и фрикционных потерь из-за близкого расположения поверхностей цилиндра и стопорного кольца. Эти проблемы в существенной степени исключаются посредством нового стопорного кольца 22, поскольку стопорное кольцо 22 может иметь небольшой зазор между внешней поверхностью стопорного кольца 22 и обкладкой 12 стенки цилиндра в связи с тем, что отгибание участка 36 кольца под действием давления расплава поддерживает уплотнение в незначительном зазоре.
В существующих конструкциях обратного клапана для формования металла включены разрезы и швы. Эти разрезы и швы приводят к осевой утечке расплавленного металла, обладающего низкой вязкостью, вдоль стенок цилиндра и других продольных поверхностей на пути потока. Такая утечка является разрушительной для процесса инжектирования и создает непредсказуемые вариации в объеме впрыска, а также может привести к раннему возникновению режима механического отказа клапана, в частности к высокой скорости эрозии различных поверхностей. Заявленная конструкция простого манжетного уплотнителя устраняет необходимость использования разрезов или швов и, практически, устраняет утечку и существенно продлевает приемлемый срок службы клапана, также обеспечивая высокую степень повторимости объема впрыска в течение длительного периода времени.
Как представлено на фиг.4, конец хвостовика 20 разветвлен на четыре пальца 40, образующих четыре зоны для пропускания расплава в полость формы, когда винт (не показан) отведен назад и обратный клапан находится в открытом положении. Пальцы 40 также обеспечивают упор для стопорного кольца 22, гарантируя то, что оно будет перемещаться вместе с обратным клапаном. Внешний контур 42 разветвленного кольца хвостовика 20 может быть выполнен таким, что он будет образовывать незначительные зазоры с внутренней поверхностью цилиндра, обеспечивая отсутствие контакта при перемещении между пальцами 40 и обкладкой 12 цилиндра.
На фиг.5, 5А и 5В подробно представлено стопорное кольцо 22. Внутренняя стенка 38 образует переднюю стопорную поверхность, которая находится в контакте с пальцами 40, когда обратный клапан находится в открытом положении. Внешний контур 42 обеспечивает передний стопор для участка 36 кольца.
На фиг.6 представлен второй вариант выполнения изобретения. В этом варианте выполнения стопорное кольцо сформировано из двух деталей. Основная деталь 50 обеспечивает внешнюю поверхность канала для потока расплава через клапан и плечо для поддержки уплотнительной части 52, которая либо прикреплена к основной части 50 посредством пайки или сварки или другого соответствующего средства, либо может быть установлена с возможностью свободного передвижения. Детали стопорного кольца 22а, аналогичные деталям стопорного кольца 22, обозначены одинаковыми ссылочными позициями с добавлением суффикса а.
Конечно, следует учесть, что приведенное выше описание было представлено только в качестве примера и что модификации деталей могут быть выполнены в пределах объема настоящего изобретения. Например, хотя изобретение было описано со ссылкой, в общем, на V-образную канавку в стопорном кольце, канавка может иметь множество других форм, таких как овальная или даже прямоугольная. Существенный аспект состоит в том, что канавка обеспечивает поверхность, которая принимает на себя компонент силы, направленный в радиальном направлении для перемещения гибкого участка, с обеспечением уплотняющего контакта с поверхностью цилиндра.
Изобретение относится к области литейного производства, в частности к изготовлению отливок инжекционным литьем под давлением. Обратный клапан снабжен уплотнителем, выполненным в виде кольца. Кольцо может перемещаться между открытым положением канала для расплава и закрытым положением канала для расплава. На передней поверхности кольца выполнена канавка, образующая кольцевой выступ. Выступ выполнен с возможностью отгибания под действием инжектируемого материала для обеспечения уплотнения между указанным участком кольца и стенкой канала для расплава. Канавка может иметь V-образную форму. Достигается увеличение долговечности работы уплотнителя обратного клапана и эффективности его уплотнения. 3 н. и 10 з.п. ф-лы, 9 ил.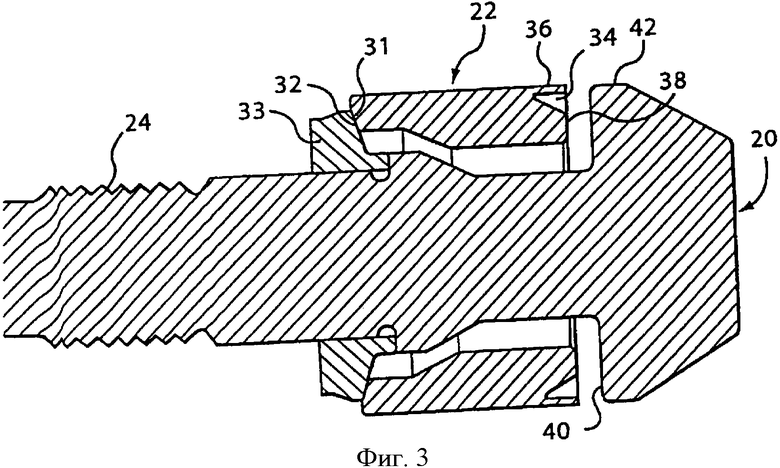
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МЕТОДОМ ИНЖЕКЦИИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ИМЕЮЩЕГО ДЕНДРИТНЫЕ СВОЙСТВА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023532C1 |
| US 5680894 А, 28.10.1997 | |||
| Матричное запоминающее устройство на цилиндрических магнитных доменах | 1976 |
|
SU645205A1 |
| US 5865442 А, 02.02.1999. | |||

