Настоящее изобретение относится к способу обертывания продукта, в частности кондитерских изделий, таких как пралине или шоколад, имеющих в общем выпуклую форму, в обертку из листового материала, которая может быть запечатанной, плотно прилегая к поверхности продукта.
Способ типа, к которому относится изобретение, описан, например, в EP 0 591 742 A1. В данном случае, обертку получают, исходя из двух листов, первый из которых имеет форму тарелки, чтобы охватывать большую часть продукта; затем другой лист укладывают на оставшуюся часть продукта таким образом, что листу придают ответную («комплементарную») форму, соответствующую форме самого продукта.
После того, как два листа сварены по периферии для придания обертке герметичности, а края, которые выступают за пределы зоны сварки, обрезаны, полученную таким образом обертку подвергают стадии формования, которая заставляет первый лист покрывать практически весь продукт, скрывая второй лист из поля зрения.
EP 1 046 579 A1 описывает аналогичный способ получения сформированной обертки, которая содержит, в качестве интегральной части самой обертки, образование маленькой чашки ("рифленого корпуса"). В данном случае, вслед за выполнением промежуточной упаковки, образованной первым чашеобразным листом, с ограждающей стенкой, содержащей продукт, и отверстием, окруженным радиальным фланцем, и вторым листом, расположенным так, чтобы перекрывать и возможно быть герметично соединенным с указанным радиальным фланцем, предусматривают возможность формирования периферийных областей указанного фланца с получением стенки, которая окружает ограждающую стенку первого отформованного листа на радиальном расстоянии, образуя маленькую чашку ("рифленый корпус").
Данная стадия проводится посредством формующего средства, которое содержит формующую полость, которая может принимать внутри себя промежуточную упаковку, и выступающий элемент, который может проникать в формующую полость как пуансон, чтобы сжимать периферийные области первого и второго листов между внутренней поверхностью формующей полости и наружной поверхностью выступающего элемента.
Чтобы улучшить прилипание обертки к поверхности продукта, WO 2008/018008 Al описывает способ типа в EP 1 046 579, в котором формование маленькой чашки, интегральной с упаковкой, получают посредством оправки с радиально подвижными лепестками, которые способны принимать радиально втянутую конфигурацию, в которой лепестки оправки имеют возможность проникать в формующую полость для улучшения прилипания обертки к продукту и одновременно придания части обертки формы, подобной маленькой чашке.
Задача изобретения состоит в создании способа, который дополнительно обеспечивает возможность улучшения прилипания обертки к наружной поверхности продукта, ограничивая посредством этого наличие воздуха внутри обертки, которая делается воздухонепроницаемой за счет прилипающего или сварного соединения между двумя листами, которые составляют саму обертку.
Еще одна задача изобретения состоит в создании способа, который позволяет обеспечить контакт обертки фактически по всей поверхности продукта, даже когда продукт имеет наружную поверхность с небольшими неровностями и выступами, которые действуют в качестве прокладок между наружной общей поверхностью продукта и оберткой.
Данные неровности и/или выступы являются обычными, например, в пралине, имеющем в общем выпуклую форму, к поверхности которого прикладывают куски шоколада или высушенные фрукты или, например, кокосовую стружку.
Указанные задачи решаются посредством способа и устройства, имеющих признаки, указанные в прилагаемой формуле изобретения, которая образует интегральную часть настоящего описания.
Изобретение будет описано далее, исключительно в качестве неограничивающего примера, со ссылкой на сопровождающие чертежи, на которых:
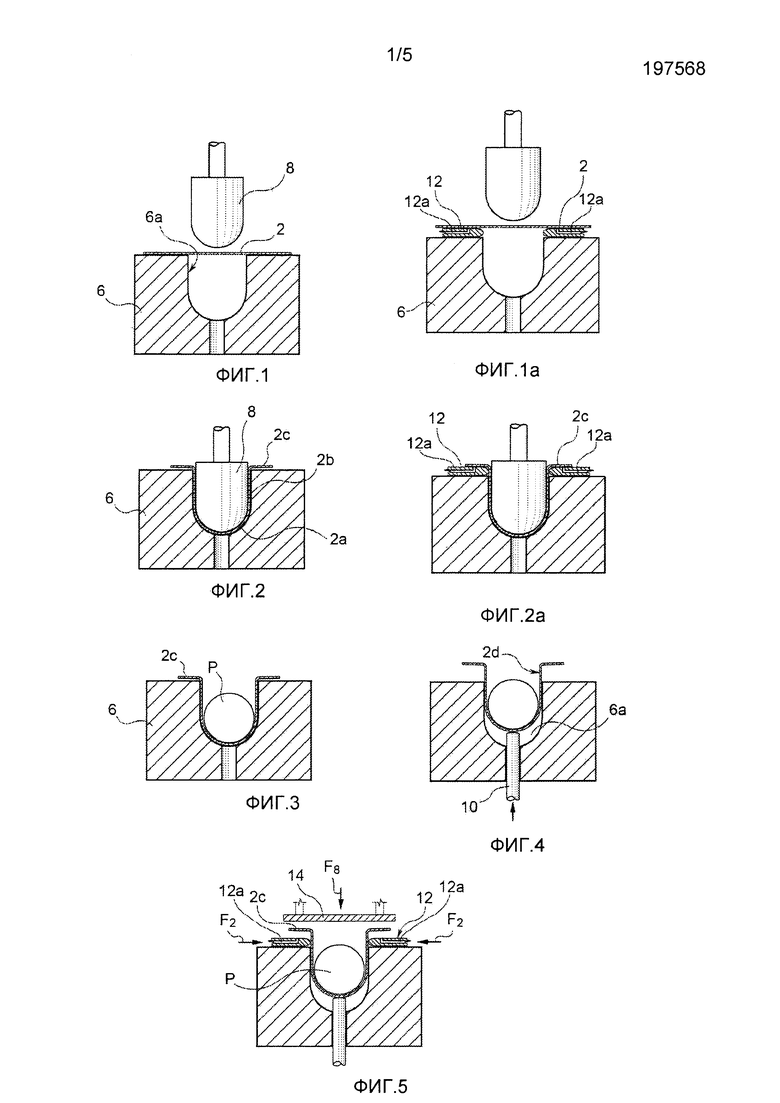
Фиг. 1-7 - последовательные стадии варианта выполнения способа согласно изобретению;
Фиг. 1a, 2a и 6a - стадии реализации, соответствующие стадиям на Фиг. 1, 2 и 6 в альтернативном варианте выполнения способа;
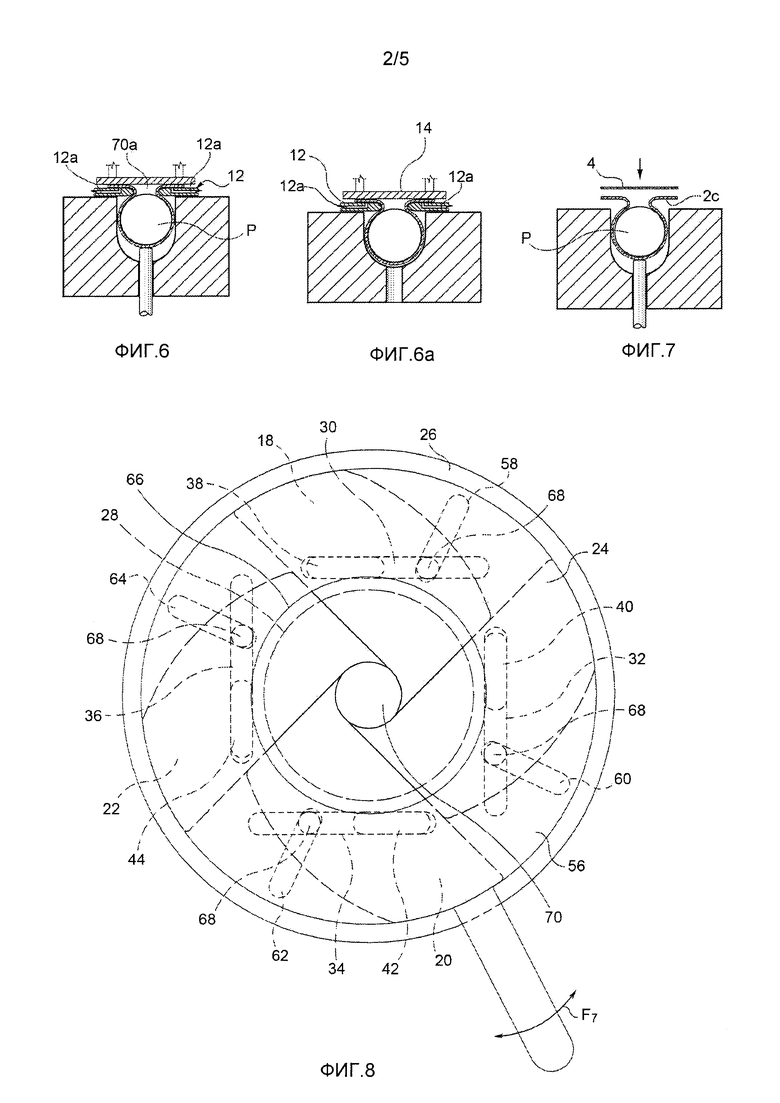
Фиг. 8 - вид в плане ирисового инструмента, используемого в способе;
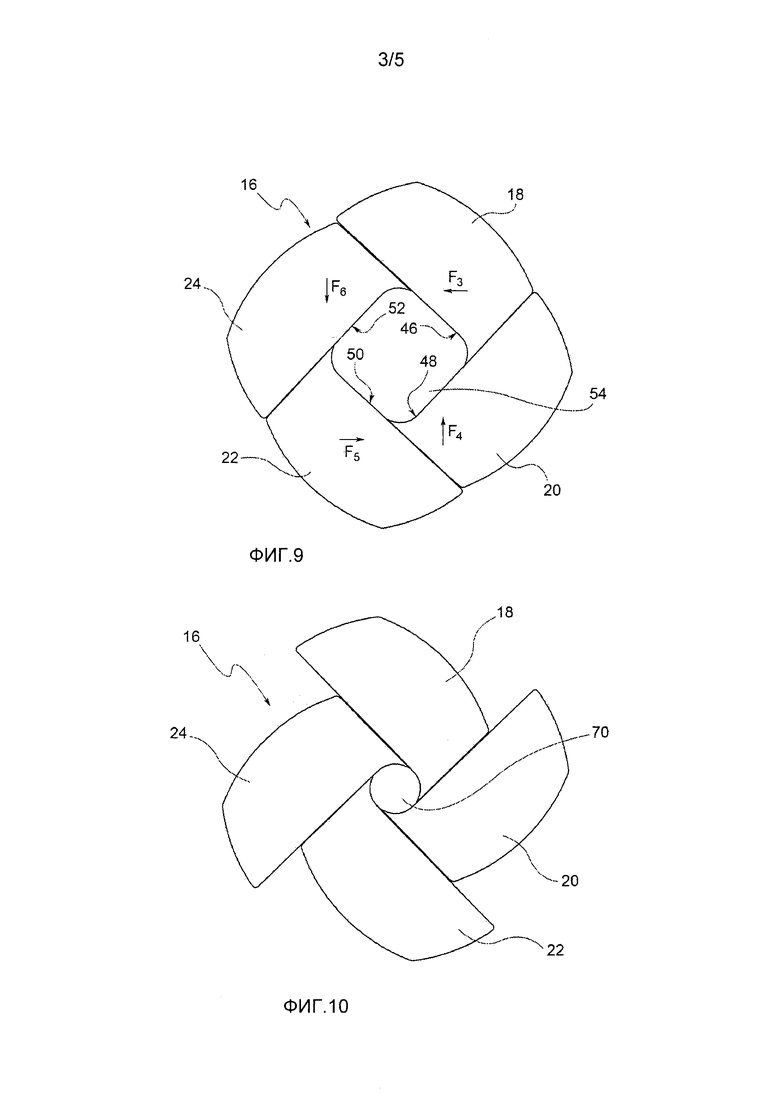
Фиг. 9 и 10 - схематичные виды в плане, показывающие две конфигурации створочных средств ирисового инструмента показанного на Фиг. 8 и соответственно показанного на Фиг. 5 и 6 с деталью 12;
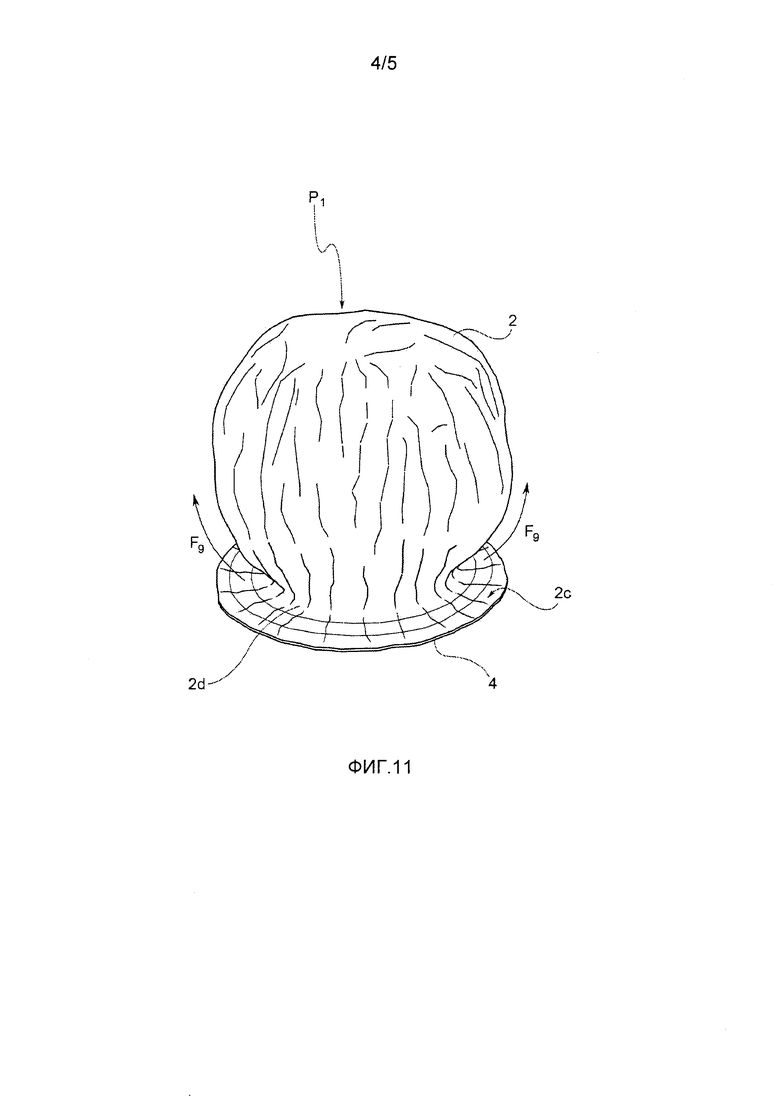
Фиг. 11 - вид в перспективе, показывающий результат упаковочной операции, включающей стадии, показанные на Фиг. 1-7;
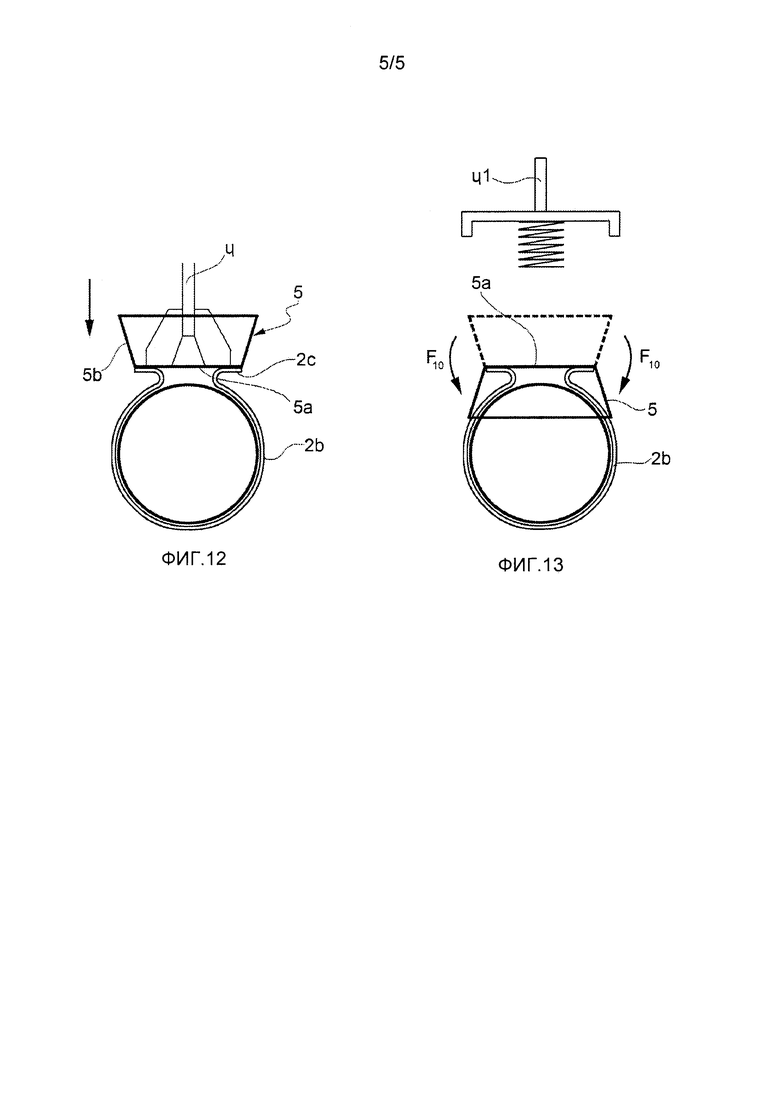
Фиг. 12 и 13 - схематичные виды, показывающие рабочие стадии, которые следуют за стадией, показанной на Фиг. 6 или 6a, в варианте выполнения способа, который приводит к продукту, упакованному в герметичную обертку, содержащую маленькую чашку или рифленый корпус, связанный с ней.
Продукт, подлежащий упаковке, в показанном иллюстративном варианте выполнения, представляет собой шоколадную конфету (пралине) P в общем круглой формы. В частности, это может быть пралине, содержащее сферический вафельный корпус с пастообразной и кремовой начинкой, покрытый снаружи шоколадом или аналогичным покрытием, возможно с нанесением гранулированных пищевых веществ, таких как кокосовая стружка, кусочки фундука и тому подобное, которые могут придавать наружной поверхности пралине неправильную общую форму.
Способ по изобретению является особенно предпочтительным для получения прилипания обертки к неправильной поверхности типа, указанного выше; однако, изобретение также подходит для применения с натуральными продуктами, имеющими различную форму, но предпочтительно, имеющими в общем выпуклую форму, более предпочтительно, с одним концом или обоими концами куполообразной формы.
Все еще оставаясь кондитерским продуктом, его можно отнести к шоколадным яйцам, полым или с содержимым, или к шоколадным конфетам (пралине), имеющим приблизительно сферическую форму или форму с плоской нижней стенкой.
Согласно изобретению, плотно прилипающую обертку формируют вокруг продукта P с использованием двух листов из алюминия или из ламинированного материал, обозначенных позициями 2 и 4 (см. Фиг.7 для последнего).
Предпочтительным материалом, составляющим листы 2 и 4, может быть алюминий или полипропилен; однако, возможно использовать другой пластиковый материал, который подходит для контакта с пищей, или еще бумагу или металлизированную бумагу; листы 2 и 4 могут быть обеспечены в виде единственного слоя или в виде множества слоев, например, составных материалов или совместных экструдатов, таких как алюминиевый/пластиковый материал, бумажный/пластиковый материал, бумажный/металлизированный пластиковый материал. В частности, предпочтительно, чтобы два листа 2 и 4 были покрыты на своих внутренних поверхностях, которые предназначены быть обращенными к продукту P, сварным лаком или слоем термосваривающего материала так, чтобы обеспечить возможность сваривания двух листов, как будет видно ниже.
Два листа могут быть любой желательной формы, но предпочтительно заранее нарезаны с круглой формой.
Первая стадия работы по упаковке продукта P состоит в операции придания листу 2 в целом чашеобразной конфигурации (Фиг. 1 и 2), предпочтительно посредством глубокой вытяжки. Данную операцию обычно проводят посредством инструмента, содержащего пресс-форму 6, которая, внутри себя, образует полость 6a, в которую может проникать пробойник 8, имеющий форму, которая по существу является ответной полости 6a; в частности, нижняя часть полости 6a пресс-формы имеет форму, которая точно ответна форме половины продукта P, который предназначен к оборачиванию листом 2.
Посредством пробойника 8, лист 2 таким образом формуют согласно чашеобразной конфигурации, содержащей нижнюю часть 2a, ответную указанной половине, или нижней части продукта P, трубчатую стеночную часть 2b, образующую отверстие для введения продукта, и кольцевую фланцевую часть 2c, окружающее это отверстие; причем трубчатая стенка 2b имеет такое осевое протяжение (в высоту), чтобы оно продолжалось выше верхней части продукта P, когда последний вставляют в отформованный лист; трубчатая стеночную часть, которая, как указано выше, продолжается между плоскостью кольцевого фланца 2c и верхней частью продукта P, обозначенной как 2d на Фиг.4, будет обозначаться ниже термином «шейка».
На следующей стадии (Фиг. 3), в лист 2, которому заранее придана чашеобразная конфигурация, вводят продукт P; на Фиг. 3 показано, что продукт вводят в отформованный лист, когда последний находится в формующей полости 6; конечно, предполагается, что данная опция не является обязательной, можно извлекать отформованный лист из пресс-формы и переносить его в другую пресс-форму или в другое образование с полостью, которое способно поддерживать лист 2 с целью введения продукта P.
Согласно отличительному признаку способа по изобретению, после введения продукта P в чашеобразный лист 2, на трубчатой стеночной части 2b в области шейки 2d, то есть в области непосредственно над верхом продукта проводят операцию образования суженной шейки. Данную работу проводят посредством скрепления кольцевого фланца 2c или точнее ограничения его способности двигаться радиально (согласно стрелкам F2 на Фиг. 5); таким образом, трубчатую стенку 2b устанавливают с плотным прилипанием к поверхности продукта, как в его нижней области, так и в верхней области крышки.
Фиг. 4, 5 и 6 показывают способ выполнения данной операции, ее проводят с помощью ирисового сужающего инструмента 12, с помощью элемента 14 давления и с помощью средства извлечения, которое связано с вакуумом и связано с ирисовым инструментом 12.
Согласно необязательному варианту выполнения, показанному на Фиг. 4, отформованный лист, содержащий продукт, поднимают посредством толкающего элемента 10, который может скользить в сквозном проходе через пресс-форму так, чтобы сделать, чтобы шейная часть 2d вышла из формующей полости 6a.
Операцию образования суженной шейки выполняют посредством ирисового инструмента 12, один вариант выполнения которого показан на Фиг. 8. Данный инструмент содержит створочные средства, обозначенные в целом позицией 16 (Фиг. 9 и 10) и способные перемещаться между конфигурацией, в которой они образуют увеличенное отверстие (Фиг. 9), и конфигурацией, в которой они образуют узкое отверстие (Фиг. 10 и 8). Указанные створочные средства 16 содержат множество лепестков 18, 20, 22, 24 (в примере показаны четыре лепестка), основные поверхности которых являются копланарными и которые связаны с кольцевой пластиной 26. Пластина 26 имеет центральное отверстие, профиль которого обозначен 28 (Фиг. 8), и множество проушин 30, 32, 34 и 36, с которыми входит в контакт соответствующий ползунок 38, 40, 42 и 44, выступающий из поверхности лепестков, которая обращена к пластине 26. Соответственно лепестки имеют возможность прямолинейного поступательного перемещения относительно пластины 26 в направлении стрелок F3, F4, F5 и F6 (Фиг. 9). Лепестки имеют соответствующие профили 46, 48, 50 и 52 передних краев (т.е. профили, обращенные к центру инструмента), которые, в увеличенной конфигурации, образуют центральное отверстие 54, имеющее такой размер, что, когда ирисовый инструмент приводят в действие, чтобы образовать суженную шейку в отформованном листе, при этом отверстие окружает шейку 2d.
Поступательным перемещением лепестков управляют посредством кольцевого элемента 56, имеющего центральное отверстие, профиль которого обозначен 66 (Фиг. 8) и который имеет множество прорезей или радиальных проушин 58, 60, 62 и 64, с которыми входят в контакт с возможностью скольжения штифты 68, выступающие из верхней поверхности лепестков. Вращение кольцевого элемента 56 (посредством рукояти F7) управляет поступательным перемещением лепестков из увеличенной конфигурации к узкой конфигурации, показанной на Фиг. 10, в которой передние профили лепестков образуют узкое центральное отверстие 70 (Фиг. 10 и Фиг. 8).
Радиальный размер отверстия 70 такой, что лист 2, следуя движению ирисового инструмента в узкую конфигурацию, имеет такое узкое отверстие, что лист покрывает некоторую часть поверхности верхней крышки продукта P. В одном варианте выполнения (Фиг. 4-6), для выполнения операции образования суженной шейки 2d в листе 2, отформованный лист поднимают из полости с глубокой вытяжкой посредством толкающего элемента 10 так, чтобы сделать, чтобы вышла шейная область 2d (Фиг. 4). Затем, ирисовый инструмент 12, связанный с пресс-формой 6, перемещают из его увеличенного положения (Фиг. 5) в его узкую конфигурацию (Фиг. 6). В то же самое время или перед перемещением ирисового инструмента из увеличенной конфигурации в узкую конфигурацию, элемент 14 давления перемещают в направлении стрелки F8 так, чтобы скрепить кольцевой фланец 2c между указанным элементом давления и верхней поверхностью ирисового инструмента. Давление, прикладываемое элементом 14 давления, можно отрегулировать так, чтобы заблокировать края фланца 2c или ограничить за счет трения его способность скольжения в радиальном направлении (стрелка F2).
Когда фланец заблокирован или ограничена его способность скольжения, операция образования суженной шейки вызывает плотную установку трубчатой стенки 2b листа 2 со значительным прилипанием к наружной поверхности продукта.
Необязательно или в качестве альтернативы, створочные средства 16, в области своего контакта с фланцем 2c листа 2, могут иметь сквозные проходы 12a, связанные с вакуумом (Фиг. 5 и 6), который прикладывают, чтобы вызвать прикрепление створочных средств к фланцу 2c, во время операции образования суженной шейки, улучшая дополнительно прилипание стенки листа 2 к поверхности продукта и получающееся в результате удаление воздуха, перед соединением листа 4 с фланцем 2c.
Осевую протяженность шейки 2d выбирают так, чтобы получить отверстие 70a (Фиг. 6) с немного уменьшенным размером относительно первоначального размера отверстия чашеобразного листа.
Работу по подъему отформованного листа, показанную на Фиг. 4, необходимо рассматривать исключительно необязательной и иллюстративной. Как показано на Фиг. 1a, 2a и 6a, действительно можно осуществлять глубокую вытяжку листа 2 в пресс-форме 6с с помощью соответствующего ирисового инструмента 12 так, чтобы фланец 2c был образован над ирисовым инструментом (Фиг. 2a).
Сдавливающее действие, прикладываемое к кольцевому фланцу 2c, преимущественно также уплощает кольцевую поверхность фланца, которая, вслед за операцией глубокой вытяжки листа 2, в общем имеет морщины или небольшие складки, обычно с радиальным направлением.
Это обеспечивает по существу плоский кольцевой фланец 2c, с которым лист 4 соединяют (Фиг. 7) посредством термосварки или возможно посредством соединения с помощью клеящего материала.
Это обеспечивает получение упакованного продукта PI, который имеет конфигурацию, показанную на Фиг. 11, и узкую шейку 2d, окруженной фланцем, и образован за счет прилипания кольцевого фланца 2c и листа 4. В необязательной последующей операции, указанный фланец может быть дополнительно отформован, согласно направлению стрелок F9, так, чтобы привести его в контакт со стеночной частью листа 2, который окружает область узкой шейки.
Способ по изобретению также может быть использоваться для получения продукта, упакованного в герметичную обертку, которая содержит маленькую чашку, или лучше маленькую чашку со складчатыми стенками ("рифленым корпусом"), вслед за необязательными рабочими стадиями, показанными на Фиг. 12 и 13, являющимися продолжением рабочей стадии, показанной на Фиг. 6 или 6a.
В данном варианте выполнения, вместо использования второго, плоского листа 4, происходит использование второго листа 4, которому заранее придана форма (например, посредством глубокой вытяжки) маленькой чашки 5 (Фиг. 12), с нижней стенкой 5а и расширенной и предпочтительно складчатой боковой стенкой 5b.
Аналогично операции, описанной выше со ссылкой на Фиг. 6, маленькую чашку или рифленый корпус 5 располагают, например, посредством присасывающего инструмента U, при этом его нижняя стенка 5а опирается на фланец 2c первого листа (Фиг. 12), причем вогнутость маленькой чашки обращена в противоположном направлении относительно фланца 2c, или, в проиллюстрированном примере, вверх. Затем нижнюю стенку 5а и фланец 2c соединяют посредством скрепления или предпочтительно посредством термосварки или ультразвуковой сварки. Если соединение осуществляют посредством термосварки или ультразвуковой сварки, маленькая чашка 5, на своей наружной поверхности, или по меньшей мере на поверхности нижней стенки 5а, обращенной к фланцу 2c, имеет покрытие, образованное пленкой термосварного материала, например сварным лаком или полиэтиленовым композитом.
После того, как операция сваривания была проведена, с применением сварной пластины, боковую стенку 5b складывают на 180° согласно стрелкам F10 посредством подходящего инструмента U1, так, чтобы привести указанную стенку в положение, в котором она окружает оборачиваемый продукт, на небольшом расстоянии от него (Фиг. 13). Конечно, данный вариант выполнения включает заключительную операцию переворачивания продукта на 180° так, чтобы нижняя стенка 5а маленькой чашки действовала в качестве несущей поверхности для упаковки.
Вследствие этого, способ по изобретению достигает цели получения по существу герметичной обертки, которая изолирует продукт от контакта с воздухом и которая прилегает точно к наружной поверхности продукта.
Само собой разумеется, что способ по изобретению может быть автоматизирован и применяться в промышленной области, предусматривая одновременную упаковку множества продуктов.
Очевидно, не отходя от принципа изобретения, варианты выполнения и в частности конструктивные элементы могут быть очень разнообразными относительно конструктивных элементов, описанных и проиллюстрированных исключительно в качестве неограничивающего примера, без выхода из объема правовых притязаний формулы изобретения, которая следует далее.
Способ предназначен для обертывания продукта, прилипающего к поверхности обертки. Способ содержит обеспечение первого и второго листа материала, придание первому листу чашеобразной конфигурации, нижняя часть которой по существу совпадает с нижней частью поверхности продукта, трубчатую часть, выступающую за верх продукта, вставленного в отформованный лист, и кольцевую фланцевую концевую часть, окружающую отверстие трубчатой части, введение продукта в отформованный лист и соединение второго листа с фланцем для образования закрытой обертки. При этом после введения продукта и перед соединением второго листа с фланцем образуют суженную шейку у трубчатой части непосредственно над верхом продукта, оказывая на фланец давление для скрепления краев фланца или для ограничения его радиального перемещения так, чтобы вызвать прилипание трубчатой стенки к значительной части верхней поверхности продукта. Устройство для осуществления способа содержит формующее средство для получения чашеобразной конфигурации из первого листа с нижней частью, по существу соответствующей нижней части поверхности продукта, трубчатую часть, выступающую за верх продукта, вставленного в отформованный лист, и кольцевую фланцевую концевую часть, окружающую отверстие трубчатой части, а также содержит средства для введения продукта в отформованный лист и для соединения второго листа с фланцем. При этом устройство содержит ирисовый инструмент для образования суженной шейки трубчатой части непосредственно над верхней частью продукта и элемент давления, взаимодействующий с ирисовым инструментом для оказания на фланец давления, подходящего для скрепления краев фланца или для ограничения его радиального перемещения при образовании суженной шейки для осуществления прилипания трубчатой стенки к значительной части верхней поверхности продукта. Кондитерское изделие, упакованное в герметичную обертку, изготовлено вышеописанным способом. Группа изобретений обеспечивает повышение качества. 3 н. и 13 з.п. ф-лы, 16 ил.
1. Способ обертывания продукта (P) в обертку из листового материала, прилипающего к поверхности продукта, включающий стадии:
- обеспечения первого (2) и второго листа (4) обертывающего материала,
- придания указанному первому листу (2) чашеобразной конфигурации, содержащей нижнюю часть (2a), по существу ответную нижней части поверхности продукта, трубчатую часть (2b), которая продолжается выше верха продукта, вставленного в указанный отформованный таким образом лист, и которая образует отверстие для введения продукта, и кольцевую фланцевую концевую часть (2c), окружающую указанное отверстие,
- введения продукта (P) в указанный первый отформованный лист (2), и
- соединения указанного второго листа (4) с указанным кольцевым фланцем (2c) так, чтобы образовать закрытую обертку вокруг указанного продукта,
отличающийся тем, что после введения продукта и перед соединением указанного второго листа (4) с указанным кольцевым фланцем он включает операцию образования суженной шейки у указанной трубчатой части (2b) указанного первого листа (2) в области (2d) непосредственно над верхом продукта, оказывая на указанный кольцевой фланец (2c) давление, подходящее для скрепления краев фланца (2c) или для ограничения его радиального перемещения так, чтобы вызвать прилипание указанной трубчатой стенки (2b) к значительной части верхней поверхности продукта.
2. Способ по п. 1, отличающийся тем, что указанную операцию образования суженной шейки выполняют посредством ирисового инструмента (12), содержащего створочные средства (16), перемещаемые между увеличенной конфигурацией, образующей отверстие (54), профиль которого способен окружать указанную трубчатую часть (2b), и узкой конфигурацией, в которой указанные створочные средства совместно образуют отверстие (70), профиль которого имеет малый радиальный размер.
3. Способ по п. 2, отличающийся тем, что ирисовый инструмент (12) содержит множество лепестков с основными копланарными поверхностями (18, 20, 22, 24), способными совершать прямое поступательное перемещение и установленными с возможностью прямолинейного скольжения в соответствующем желобе (30, 32, 34, 36) опорной пластины (26), и исполнительное средство (56), связанное с указанными створочными средствами (16) для поступательного перемещения указанных лепестков одновременно из увеличенной конфигурации в узкую конфигурацию.
4. Способ по любому из пп. 1-3, отличающийся тем, что операцию образования суженной шейки выполняют посредством прикладывания давления к указанному кольцевому фланцу (2c) между элементом (14) давления и поверхностью указанного ирисового инструмента, обращенной к указанному элементу давления.
5. Способ по любому из пп. 1-3, отличающийся тем, что после соединения второго листа (4) с указанным кольцевым фланцем (2c) указанный фланец сгибают в контакт со стенкой (2b) обертки.
6. Способ по любому из пп. 1-3, отличающийся тем, что указанному второму листу (4) заранее придана форма маленькой чашки (5), содержащей нижнюю стенку (5a) и расширенную, предпочтительно складчатую, боковую стенку (5b).
7. Способ по п. 6, отличающийся тем, что указанный второй лист (4), которому придана форма маленькой чашки (5), имеет плавящееся при нагревании покрытие на своей наружной поверхности.
8. Способ по п. 6, отличающийся тем, что указанный второй лист, которому придана форма маленькой чашки (5), располагают так, что указанная нижняя стенка опирается на кольцевой фланец (2c), а вогнутость обращена в противоположном направлении относительно указанного фланца (2c), нижнюю стенку (5b) указанной маленькой чашки (5) соединяют посредством сварки или скрепления с указанным фланцем (2c), а затем указанную боковую стенку (5b) переворачивают в положение, окружающее продукт, обернутый указанным первым листом.
9. Способ по любому из пп. 1-3, 7-8, отличающийся тем, что указанными первым (2) и вторым (4) листами являются листы из алюминия, бумаги или пластикового материала, которые, если требуется, покрыты на стороне, обращенной к продукту (P), плавящимся при нагревании лаком.
10. Способ по любому из пп. 1-3, 7-8, отличающийся тем, что указанный первый (2) и второй (4) листы выбирают из алюминиевого/пластикового и бумажного/пластикового ламинированных материалов, которые, если требуется, могут быть покрыты плавящимся при нагревании слоем.
11. Кондитерское изделие, упакованное в герметичную обертку, прилипающую к поверхности продукта, полученное посредством способа по любому из пп. 1-10.
12. Кондитерское изделие по п. 11, получаемое посредством способа по любому из пп. 6-8, в котором указанный второй лист (4) имеет форму маленькой чашки (5), имеющей нижнюю стенку (5a) и расширенную, предпочтительно складчатую, боковую стенку (5b), при этом указанная нижняя стенка имеет на своей поверхности, обращенной к указанному фланцу (2c), плавящееся при нагревании покрытие и соединена с указанным фланцем (2c) посредством сварки.
13. Упаковочное устройство для обертывания продукта (P) в обертку из листового материала, прилипающего к поверхности продукта, образованную из первого (2) и второго (4) листов обертывающего материала, содержащее:
- формующее средство (6, 8) для придания указанному первому листу (2) чашеобразной конфигурации, содержащей нижнюю часть (2a), по существу ответную нижней части поверхности продукта, трубчатую часть (2b), которая продолжается выше верха продукта, когда он вставлен в указанный отформованный таким образом лист, и которая образует отверстие для введения продукта, и кольцевую фланцевую концевую часть (2c), окружающую указанное отверстие;
- средство для введения продукта в указанный первый отформованный лист; и
- средство для соединения указанного второго листа (4) с указанным кольцевым фланцем,
отличающееся тем, что оно содержит ирисовый инструмент (12), выполненный для образования суженной шейки указанной трубчатой части (2b) указанного первого листа (2) в области (2d) непосредственно над верхней частью продукта, и элемент (14) давления, взаимодействующий с указанным ирисовым инструментом (12) для оказания на указанный кольцевой фланец (2c) давления, подходящего для скрепления краев фланца или для ограничения его радиального перемещения в процессе операции образования суженной шейки так, чтобы вызвать прилипание указанной трубчатой стенки (2b) к значительной части верхней поверхности продукта.
14. Устройство по п. 13, отличающееся тем, что указанный ирисовый инструмент (12) содержит створочные средства (16), перемещаемые между увеличенной конфигурацией, образующей отверстие (54), профиль которого способен окружать указанную трубчатую часть (2b), и узкой конфигурацией, в которой указанные створочные средства совместно образуют отверстие (70), профиль которого имеет малый радиальный размер.
15. Устройство по п. 14, отличающееся тем, что указанные створочные средства (16) содержат множество лепестков с основными копланарными поверхностями (18, 20, 22, 24), способными совершать прямое поступательное перемещение, и установленных с возможностью прямолинейного скольжения в соответствующем желобе (30, 32, 34, 36) опорной пластины (26), и исполнительное средство (56), связанное с указанными створочными средствами (16), для поступательного перемещения указанных лепестков одновременно из увеличенной конфигурации в узкую конфигурацию.
16. Устройство по любому из пп. 13-15, отличающееся тем, что указанный элемент (14) давления выполнен с возможностью взаимодействия с указанным ирисовым инструментом (12) для сдерживания или ограничения скольжения краев указанного кольцевого фланца (2c) во время работы указанного ирисового инструмента (12) с образованием суженной шейки в указанной трубчатой части (2b) указанного первого листа (2).
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| 0 |
|
SU199995A1 | |
| US 3851440 A, 03.12.1974 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕРТЫВАНИЯ ПРОДУКТА В ОБЕРТКУ, ИЗГОТОВЛЕННУЮ ИЗ ЛИСТОВОГО МАТЕРИАЛА, И ПИЩЕВОЙ ПРОДУКТ, ОБЕРНУТЫЙ В ОБЕРТКУ | 2000 |
|
RU2242412C2 |

