Изобретение относится к способу и устройству для заворачивания продукта в листовой материал и разработано, в частности, для возможного использования при упаковывании таких продуктов как, например, продовольственные продукты, в частности кондитерские. В этой области применения продукты (например, сферические пралине, полые или наполненные шоколадные яйца и т.п.) часто заворачивают в листы материала такого типа как, например, алюминий.
Известен метод, который позволяет приблизительно сферическое пралине (конфета с начинкой) завернуть в лист алюминия. Для этой цели продукт, помещенный на лист алюминия, пропускают через упругие пластины так, чтобы после принятия листом в основном чашеобразной формы ( в результате обвертывания вокруг продукта), он сжат сзади продукта в виде пучка или хвоста, когда последний появляется из упругой конструкции. Пучок или хвост, сформированный таким образом, затем осаживают на продукт так, чтобы последний становился полностью обернутым в лист.
Изобретение, которое достигает тот же конечный результат несколько отличающимся методом, описано в[2].
Указанные изобретения дают отличные результаты, в частности в том, что касается внешнего вида получаемого конечного продукта. Он обычно предназначается для установки в бумажную чашку с гофрированными стенками так, чтобы часть обертки, которая прижата к продукту, была направлена вниз и находилась на дне чашки. Верхняя часть продукта таким образом защищена листом, аккуратно обернутым вокруг продукта. Известные изобретения могли бы быть улучшены, в частности, в том, что касается изоляции от внешней атмосферы.
С этой точки зрения общеизвестна (например, германская модель DE 1784647) упаковка пищевых продуктов (таких, как шоколад и продукты на основе сахара) в плотно подогнанные обертки из листового материала, такого, как алюминий, которые изготавливаются путем формирования двух сопряженных алюминиевых пластин, точно копирующих форму соответствующей половины продукта. Изготовленные таким образом две пластины из листовой обертки затем соединяют между собой по средней линии продукта, например, тепловой герметизацией, позволяющей использовать наличие покрытия из термоплавкого материала на взаимно соединяемых поверхностях с последующим удалением остающихся частей алюминиевого листа, которые расположены вне зоны уплотнения.
Однако это неудобно для использования в указанной области, в частности, когда завернутый продукт должен быть установлен в бумажную чашку. Фактически уплотнение вдоль средней линии придает продукту в целом вид, типичный для автоматически упакованного промышленного продукта. С другой стороны, желательно, в частности в кондитерской области, чтобы промышленный продукт сохранял присутствие характеристик, типичных для продуктов ручного или полуручного изготовления и, следовательно, не оставлял на выступающей части видимой линию уплотнения, которая является признаком вторжения машины.
Цель изобретения - сохранение преимуществ, указанных выше, но устранение рассмотренных недостатков.
В соответствии с изобретением эта цель достигнута благодаря методу, имеющему отличительные признаки, перечисленные в 1 части формулы изобретения.
На фиг. 1 - 6 показаны последовательно этапы метода, соответствующего изобретению; на фиг. 7 - конечный результат операции упаковывания. Продукт, который должен быть упакован, образован обычно сферическим пралине P. Например, это может быть пралине, состоящее из сферической вафельной оболочки, заполненной пастой или кремом и покрытой снаружи шоколадом, например ореховым шоколадом или подобным покрытием, возможно с применением тертого кокосового ореха, рубленного ореха и т.п., которое придает внешней поверхности пралине P в основном неровный внешний вид.
Следует, однако, подчеркнуть, что изобретение может быть применено для продуктов различных типов и совершенно различных очертаний. Однако в области кондитерской промышленности может быть сделано упоминание о полых и заполненных шоколадных яйцах, различном шоколаде, приблизительно сферических пралине с плоским основанием, маленьких меренга (пирожное бизе) и т.п.
В соответствии с изобретением два маленьких листа 1 и 2 из алюминия или другого пластинчатого материала обеспечивают изготовление плотно прилегающей, герметичной оболочки вокруг продукта P.
Выбор алюминиевого листа рассматривается как предпочтительный, потому что он может быть обжат легко вокруг продукта, а также потому, что у продукта может быть неровная поверхность. В частности, внутренние поверхности листов 1 и 2, которые намечено направить к продукту P, предварительно покрыты лаком или слоем термоплавкого материала. Это необходимо по причинам, которые станут понятны из нижеследующего.
Кроме того, оберточные листы 1 и 2 не обязательно имеют одинаковые размеры. Первый лист 1 обычно имеет размеры значительно большие, чем развертка на плоскости соприкасающейся половины продукта P (полусферической, чашеобразной части в данном случае).
Для листа 1, который обычно по форме квадратный или прямоугольный, следует предусмотреть, чтобы его размеры были приблизительно достаточными для покрытия продукта P полностью, самое большее оставляющие полярную часть, противоположную листу 1, непокрытой. Для куска 2 можно выбрать размеры такие, чтобы его стороны приблизительно соответствовали или даже были немного меньше, чем развертка на плоскости, соприкасающейся половины продукта P; в отношении примера на иллюстрации эта половина также образована полусферической чашеобразной частью.
Две упомянутые половины могут считаться разделенными теоретической экваториальной плоскостью Pe, которая обозначает максимальное поперечное сечение продукта P; это относится и к сферическому продукту P, как показано в варианте на иллюстрациях (сферическое пралине P), и к продукту другой формы, такой, например, как яйцо или формы, воспроизводящей очертания маленькой фигуры. Для любой формы продукта P экваториальная плоскость Pe, которая определяет положение максимального поперечного сечения, обычно может быть установлена; в этой связи можно также отметить, что, несмотря на их природу, кондитерские продукты часто образованы двумя взаимодополняющими частями (полыми или заполненными), соединенными вдоль экваториальной плоскости Pe.
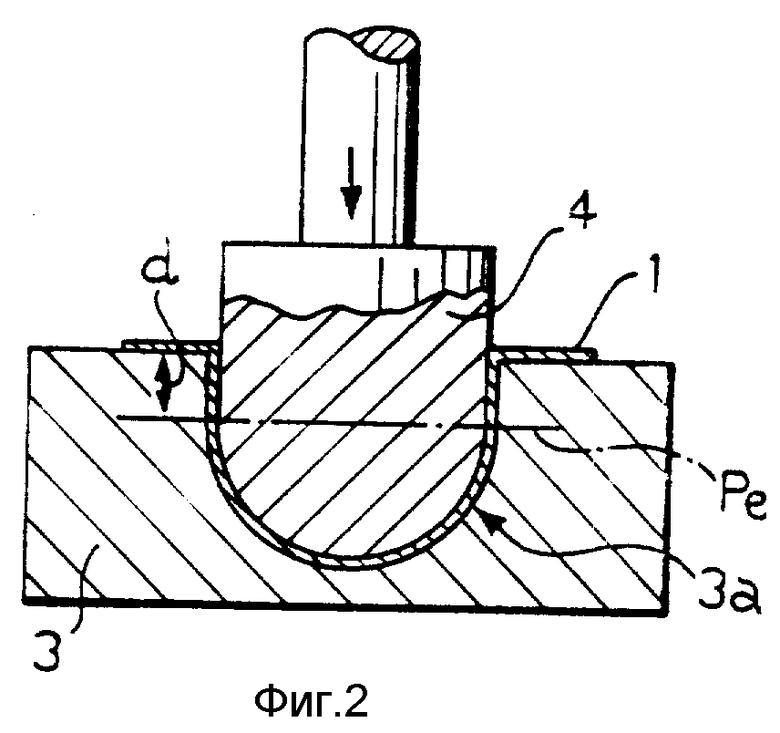
Первый этап упаковывания продукта P заключается в операции, в которой листу 1 придается очертания (возможно вытяжением) в основном тарелко- или чашеобразной формы. Этот этап обычно выполняют при помощи инструмента, состоящего из матрицы 3 с полостью 3a, в которую может входить пуансон 4. Для общего представления о возможных критериях изготовления таких формообразующих инструментов полезные справки могут быть получены в [2]. У полости 3a и подвижной части инструмента 4 поверхности сопряженные, чтобы придать листу 1 форму путем зажатия между ними. В частности, у нижней части (см. фиг. 2) полости 3a в матрице 2 форма точно сопряжена с формой половины продукта P, которая должна быть завернута в лист 1.
Полость 3a, однако (и соответственно инструмент для вытяжения 4) обычно "глубже", чем было бы необходимо для придания листу 1 формы, точно сопряженной с соответствующей половиной продукта P. Это видно на фиг. 2, где показано положение воображаемой экваториальной плоскости Pe продукта P по отношению к углублению 3a. Эта экваториальная плоскость Pe не точно выровнена с плоскостью входного отверстия в полость 3a; и наоборот, плоскость Pe расположена дальше внутри матрицы 3 на расстояние d (на фиг. 2).
Величина расстояния d может быть, например, порядка 8-10 мм для случая сферического продукта P с диаметром порядка 25-30 мм.
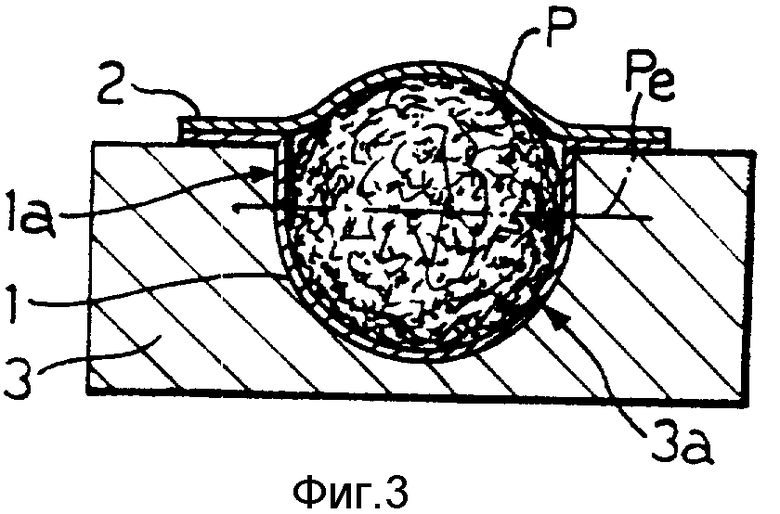
Результатом действия формы, приданной полости 3a и плунжеру 4, является придание листу алюминия 1 тарелко- или чашеобразной формы, такой, чтобы он мог вместить продукт P, как показано на фиг. 3. На этой фигуре принято, что продукт P вложен в чашеобразный лист 1, когда последний еще остается в матрице для вытяжения 3. В действительности этот выбор не следует рассматривать в качестве необходимого в том смысле, что после получения чашеобразной формы лист 1 может быть удален из матрицы 3 и перемещен в другую матрицу или другую полость для удержания листа 1 и установки продукта P.
Какой бы выбор ни был сделан, следует отметить, что как только продукт P вложен в чашеобразный лист 1, он таким образом плотно обернут значительно выше диаметральной плоскости Pe.
Другими словами, как только лист 1 был сформирован в добавок к полусферической основной части, которая предназначена для размещения полусферической нижней чашеобразной части продукта P, у него образуется шейка 1a, которая предназначена покрыть, хотя не слишком плотно, противоположную (верхнюю) полусферическую чашеобразную часть продукта P. Упоминание о полусферических чашеобразных частях диктуется тем фактом, что описываемый пример использования относится к продукту P, составленному в основном сферическими пралине. Те же соображения применяют подобным образом, если рассматривают яйцеобразные, эллиптические или со смешанной образующей чашеобразные части вместо сферических чашеобразных частей.
Для ориентирования можно сказать, что лист 1 должен покрывать от 2/3 до 3/4 длины продукта P относительно "вертикальной" оси продукта P, которая означает ось, перпендикулярную к экваториальной плоскости Pe.
В этих условиях (т.е. на фиг. 3) лист 2 прикладывают к продукту P.
Обычно лист 2 просто помещают на верхнюю часть продукта P, которая слегка выступает вверх из входного отверстия полости 3a.
Так как выступающая из отверстия 3a часть продукта P мала, то лист 2 может оставаться по крайней мере приблизительно в нужном положении без необходимости предварительного формирования, чтобы придать форму, точно сопряженную с той частью продукта P, который выступает из полости 3a.
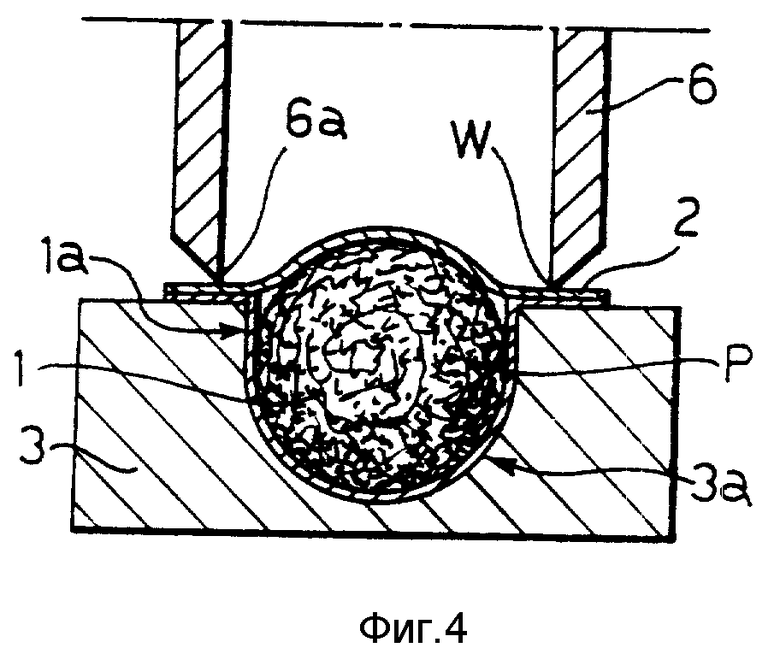
Наоборот, лист 2 принимает форму только в ходе последующего шага, когда листы 1 и 2 приведены в состояние, в котором они плотно сжаты вместе вдоль очертания выходной части полости 3a и соединены под действием инструмента 6 (и, возможно, к тому же образованы).
В этой связи следует заметить, что хотя на фиг. 4 показан единственный инструмент 6, два этапа, описанных выше (соединение и обрезка), могут быть также выполнены последовательно с использованием двух различных инструментов.
Соединение двух листов 1 и 2 предназначено для того, чтобы гарантировать, что листовая обертка, сформированная вокруг продукта P, изолирована от окружающей среды и таким образом предохраняет продукт от вступления в контакт с воздухом и возможности испортиться. Соединение может быть выполнено с использованием чисто механического соединения (например, фальцеванием), склеивания с нанесенным материалом или даже (в соответствии с наиболее предпочтительным решением) тепловым уплотнением предпочтительно путем плавления термоплавких покрытий на внутренних сторонах листов 1 и 2 (прямым воздействием тепла или воздействием ультразвуковых вибрационных полей).
Это может быть достигнуто, например, при помощи теплоуплотняющего инструмента типа обычно используемого, например, для прикрепления листов алюминия, покрытого термоплавким материалом к горловинам чашеобразных контейнеров, содержащих жидкость или пастообразные продукты (например, йогурт или подобные продукты).
Края, которые были соединены вместе, могут быть обрезаны с использованием полого пробойника, режущая кромка 6 которого (фиг. 4) тянется вдоль линии (окружности в варианте на иллюстрации, в котором продукт P сферический), с внешней стороны окружающей край входного отверстия полости 3a.
Режущий инструмент 6 может быть с успехом выполнен, например, как звукопровод для приложения ультразвукового фронта, выполняющего соединение одновременно с обрезанием. Похожее соединение может быть выполнено вместе с образованием путем нагрева режущего инструмента так, чтобы вызвать местное плавление термоплавкого материала, нанесенного на алюминиевые листы.
В любом случае ценно, что инструмент, который сначала действует на соединяемые края листов 1 и 2 (обычно плавящий инструмент), заканчивает одновременно и придание формы листу 2 вокруг чашеобразной верхней части продукта P, которая выступает из полости 3a. В основном закрытая и плотно прилегающая обертка образована вокруг продукта P простой точной операцией придания формы (которая выполняется с листом 1 в течение операции, показанной на фиг. 2); придание формы листу 2, однако, достигнуто не как результат специальной формообразующей операции, а в период присоединения листа 2 к листу 1. Следовательно, указанный процесс позволяет сэкономить одну из частных формообразующих операций заворачивания, которая обычно выполняется в известных изобретениях.
Кроме того, по мере рассмотрения этапа заворачивания продукта P листом 1 становится фактом то, что формирование первого листа 1, заглубленным ниже экваториальной плоскости Pe, создает возможность значительно уменьшить размеры второго листа 2, чем достигается общая экономия оберточного материала.
Данное изобретение дает возможность предохранить обертку, образованную в результате соединения листов 1 и 2 вокруг продукта P, от сохранения внутри нее между наружной оболочкой продукта P и внутренней оболочкой закрытой обертки заметных масс воздуха, который может вызвать определенную порчу продукта или возможно потребовать устройства окончательной упаковки.
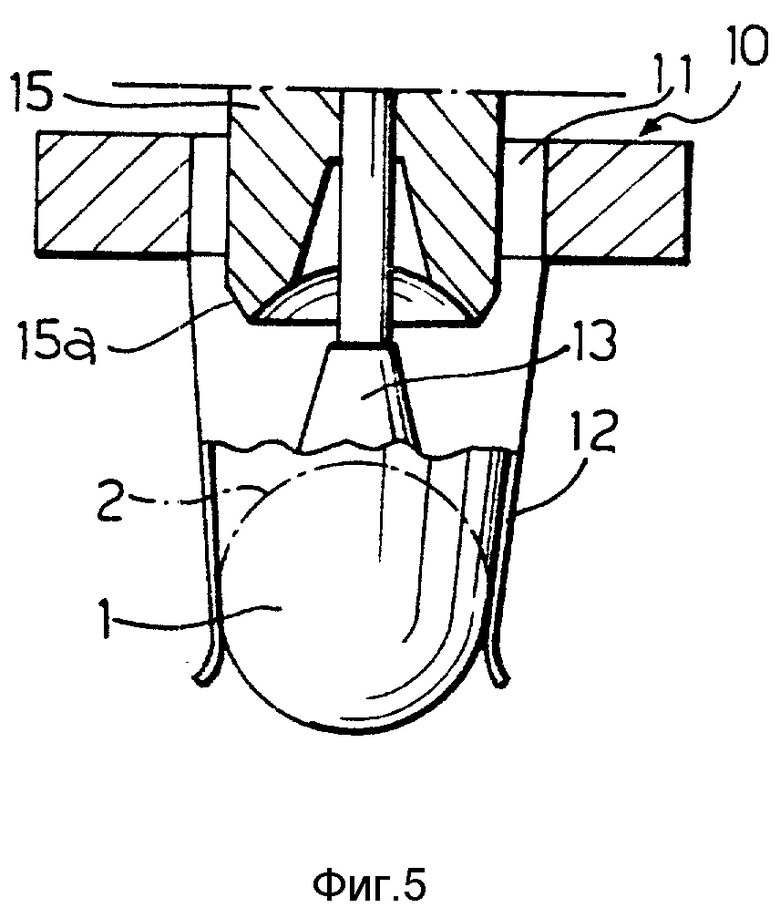
По завершении соединения и образования листов 1 и 2 (фиг. 4) продукт P, завернутый в листы 1 и 2, которые соединены по краям периметра, вводят в инструмент 10, в основном подобный описанному в [1]. Для этой цели продукт P вынимают из полости, в которой его держали для соединения листов 1 и 2 (в данном описании принято, что эта полость соответствует полости 3a, в которой было выполнено начальное формообразование листа 1, но этот выбор, конечно, не обязателен), и вводят в верхнее отверстие 11 инструмента 10, причем лист 1 удерживают направленным вниз.
Инструмент 10 по [1] состоит обычно из опорной конструкции, в которой находится отверстие 11 (которое в варианте на иллюстрации принято в виде круга с вертикальной осью), из которого выступает вниз несколько упругих пластин 12, например, из металла, причем пластины упруго нагружены так, чтобы при отсутствии внешних сил сходились по направлению к вертикальной оси отверстия 11 в конгруэнтных положениях в устройство, сравнимое с устройством наружных листьев артишока.
Продукт P, завернутый в листы 1 и 2, с листом 1, направленным вниз, пропускают вертикально сверху вниз через отверстие 11 под действием толкающего элемента 13. Упругие пластины 12 раздвигаются в результате прохождения продукта P и затем опять сближаются за продуктом так, что лист 1 становится плотно прижатым к половине (верхней половине в положении, показанном на фиг. 5), которая первоначально была напротив листа 1. Нечто вроде хвоста или пучка образуется таким образом листом 1 сзади продукта P, появляющегося из инструмента 10, причем лист 1 заключает лист 2 внутри себя, как показано схематически пунктирной линией на фиг. 5.
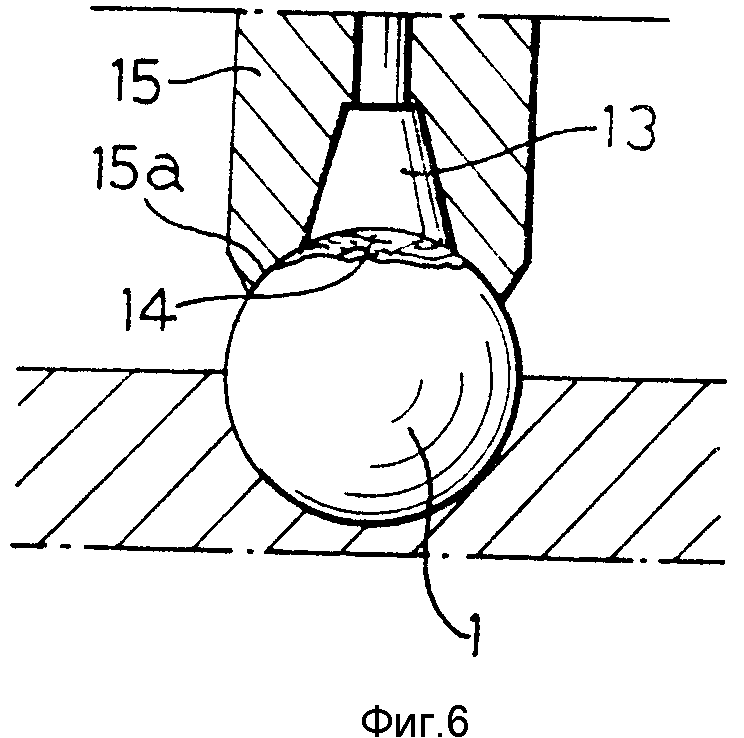
В частности, когда пластины 12 сходятся упруго сзади спускающегося продукта P (детальное описание этого метода и критериев выполнения этой операции см. в [1]), они сжимают лист 1 и лист 2 сзади продукта 2, таким образом собирая в кучу листовой материал, который можно осадить так, чтобы плотно прижать к продукту P, как обозначено 14 на фиг.6. Осаживание кучи листового материала (образованной частично листом 2, который плотно прижимается к продукту P и частично листом 1, который в свою очередь завернут на лист 2, выполняется осаживающим инструментом 15, который смонтирован вокруг толкающего элемента 13, чтобы скользить вниз, и на нижнем конце которого имеется полость 15a, которая точно соответствует форме верхней части продукта. За описанием критерия, который регулирует движение толкающего элемента 13 и осаживающего инструмента 15, следует опять обратиться к [1].
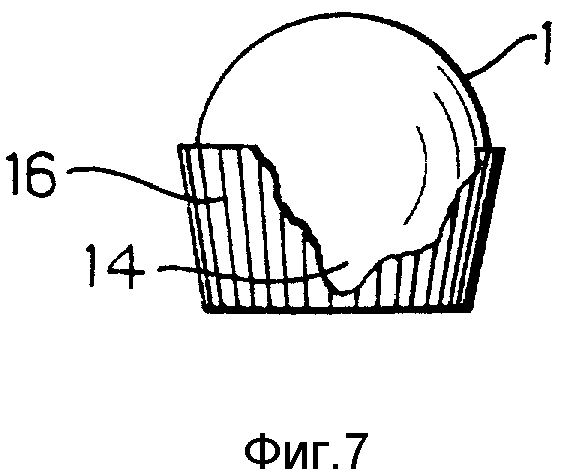
По завершении осаживания листовой обертки продукт P может быть помещен в бумажную чашку 16 с гофрированными стенками, соответствующую условиям, показанным на фиг. 7. Следует оценить, что в этом положении только лист 1 виден снаружи чашки 16. Этот лист покрывает не только половину продукта P, но практически весь продукт P, заключая лист 2 внутри себя. Лист 2, однако, не виден ни снаружи, ни в нижней области 14, которая расположена напротив донной стенки чашки 16.
Более того линия уплотнения, вдоль которой листы 1 и 2 соединены, не видна снаружи.
Продукт, таким образом, сохраняет желаемый внешний вид без уплотнительных линий, видимых снаружи несмотря на то, что упакован в обертку, которая может обеспечить длительную изоляцию от наружной атмосферы.
Изобретение касается способа и устройства для заворачивания продукта в обертку. Плотно прижатая обертка для продукта Р, изготовленная из двух листов, из которых первый лист 1 сделан в форме тарелки таким образом, чтобы окружать большую часть продукта Р. Второй лист 2 наложен на остаток продукта Р так, чтобы он принял форму, сопряженную с формой самого продукта. После того, как листы 1, 2 соединены по периферии, чтобы придать обертке качество герметичности, и края, которые расположены вне области соединения, обрезаны, сформированную обертку подвергают операции придания формы, в результате которой первый лист 1 покрывает практически полностью весь продукт Р, скрывая второй лист из вида. 2 с. и 25 з.п.ф-лы, 7 ил.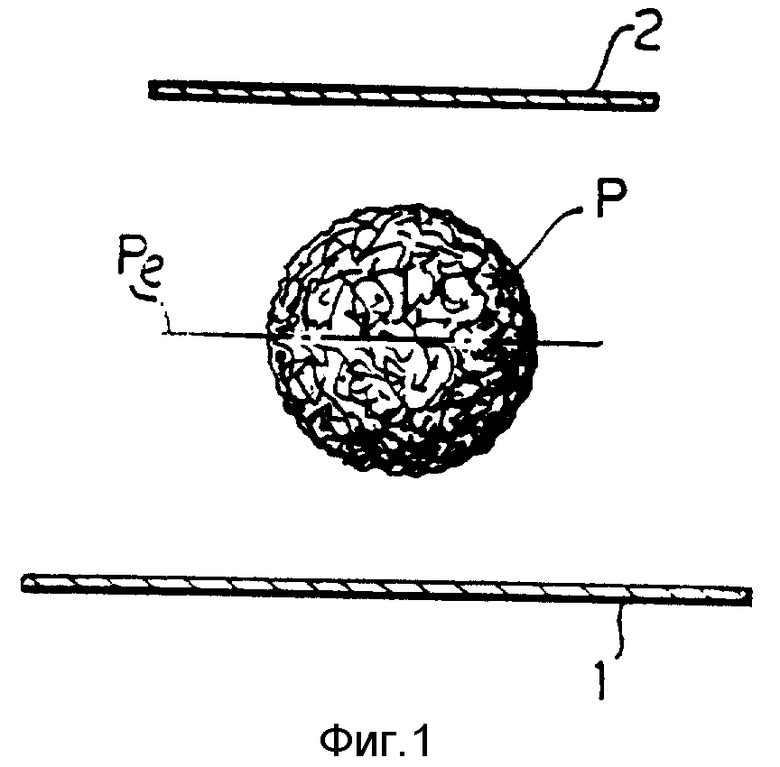
| EP, патент, 0082952, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| DE, заявка, 3243500, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
