Изобретение относится к инструментальному производству и может быть использовано в токарных и строгальных технологических операциях.
Известен резец, содержащий державку, в которой расположены режущая пластина и узел ее крепления, и вставку из материала с высоким демпфированием, размещенную в выборке державки, резец снабжен подвижным упором, размещенным в опорной части, выполненной на державке и имеющей выборку, при этом продольная ось упора параллельна продольной оси резца, а в месте сопряжения опорной части с опорной плоскостью державки выполнен упругий шарнир, причем на вставке выполнен выступ, размещенный в выборке опорной части (патент РФ №2009768, МПК5 B23B 27/00, 1994 г.).
Недостатками являются: низкие эксплуатационные характеристики резца, так как невозможно управлять его жесткостью при обработке различных конструкционных материалов; недостаточная стойкость резца в связи с тем, что режущая пластина не виброизолирована от державки.
Известен универсальный демпфирующий резец, содержащий режущую пластину и узел ее крепления, державку с выборкой в ней и вставку из материала с высоким демпфированием, резец снабжен металлической оправкой и тонкостенным контейнером, причем режущая пластина узлом ее крепления жестко фиксирована на верхней поверхности оправки, выполненной в виде прямоугольного параллелепипеда и размещенной в тонкостенном контейнере с равномерными зазорами по его основанию и стенкам, заполненными вставкой из материала с высоким демпфированием, при этом верхняя поверхность оправки установлена выступающей над контейнером без соприкосновения с ним режущей пластины и узла ее крепления, а контейнер неподвижно закреплен в выборке, выполненной по форме контейнера и ориентированной по нормали к верхней плоскости переднего конца державки с обеспечением отсутствия контактирования режущей пластины и узла ее крепления на оправке с державкой.
Указанный резец имеет следующие недостатки:
1. Низкие эксплуатационные характеристики резца, связанные с тем, что жесткость вставки из материала с высоким демпфированием, заполняющим равномерные зазоры между оправкой и контейнером, неизменна при любых параметрах технологического процесса, и при обработке различных конструкционных материалов невозможно управление жесткостью резца, поэтому каждый раз требуется экспериментально определять величину задаваемых зазоров или подбирать состав новых материалов с высоким демпфированием с необходимыми наполнителями, добиваясь требуемой жесткости.
2. Большие трудоемкость и затраты времени на подготовку резца к работе, обусловленные выдерживанием равномерных зазоров между основанием и стенками контейнера при размещении в нем оправки, заполнением зазоров вставкой из материала с высоким демпфированием, последующей полимеризацией материала, закреплением неподвижно контейнера в выборке державки; сложен и демонтаж резца: извлечение контейнера из выборки и освобождение из него оправки.
3. Недостаточная стойкость резца, из-за наличия пространства между узлом крепления и верхней плоскостью переднего конца державки, то есть консольного расположения режущей пластины над державкой, что вызывает дополнительные напряжения изгиба и ведет к износу инструмента.
Технической задачей предлагаемого изобретения является улучшение эксплуатационных характеристик резца, снижение трудоемкости и затрат времени на подготовку его к работе и демонтаж, а также повышение стойкости резца.
Технический результат по улучшению эксплуатационных характеристик резца, снижению трудоемкости и затрат времени на подготовку его к работе и демонтаж, а также повышению стойкости резца достигается тем, что универсальный демпфирующий резец с управляемой жесткостью, содержащий режущую пластину и узел ее крепления, державку с выборкой в ней и вставку из материала с высоким демпфированием, снабжен металлической оправкой и контейнером, причем режущая пластина узлом ее крепления жестко фиксирована на верхней поверхности оправки, выполненной в виде прямоугольного параллелепипеда и размещенной в контейнере, при этом верхняя поверхность оправки установлена выступающей над контейнером без соприкосновения с ним режущей пластины и узла ее крепления, а контейнер с оправкой расположен в выборке, выполненной по форме контейнера и ориентированной по нормали к верхней поверхности переднего конца державки с обеспечением отсутствия контактирования режущей пластины и узла ее крепления на оправке с державкой, контейнер изготовлен из вулканизированного материала с образованием замкнутой эластичной оболочки с сообщаюмися полыми боковыми стенками и днищем параллелепипеда с внутренними размерами, равными поперечным размерам оправки, а во внешней стенке днища закреплен цилиндрический штуцер, расположение контейнера с оправкой произведено свободно с зазорами в выборке, имеющей в дне сквозное отверстие диаметром, большим диаметра штуцера, который пропущен соосно с отверстием, при этом через штуцер закачан воздух в полости днища и боковых поверхностей замкнутой эластичной оболочки контейнера до заполнения ею зазоров между выборкой, самоцентрирования оправки на одинаковых расстояниях от стенок и дна выборки, а также создания необходимого избыточного давления для образования единой механической системы оправка-контейнер с закачанным сжатым воздухом - державка, с возможностью дистанционного бесступенчатого управления жесткостью резца за счет изменения давления сжатого воздуха в замкнутой эластичной оболочке контейнера, кроме того, в пространстве между узлом крепления режущей пластины на оправке и верхней плоскостью переднего конца державки установлена с предварительным напряжением сжатия вставка из материала с высоким демпфированием.
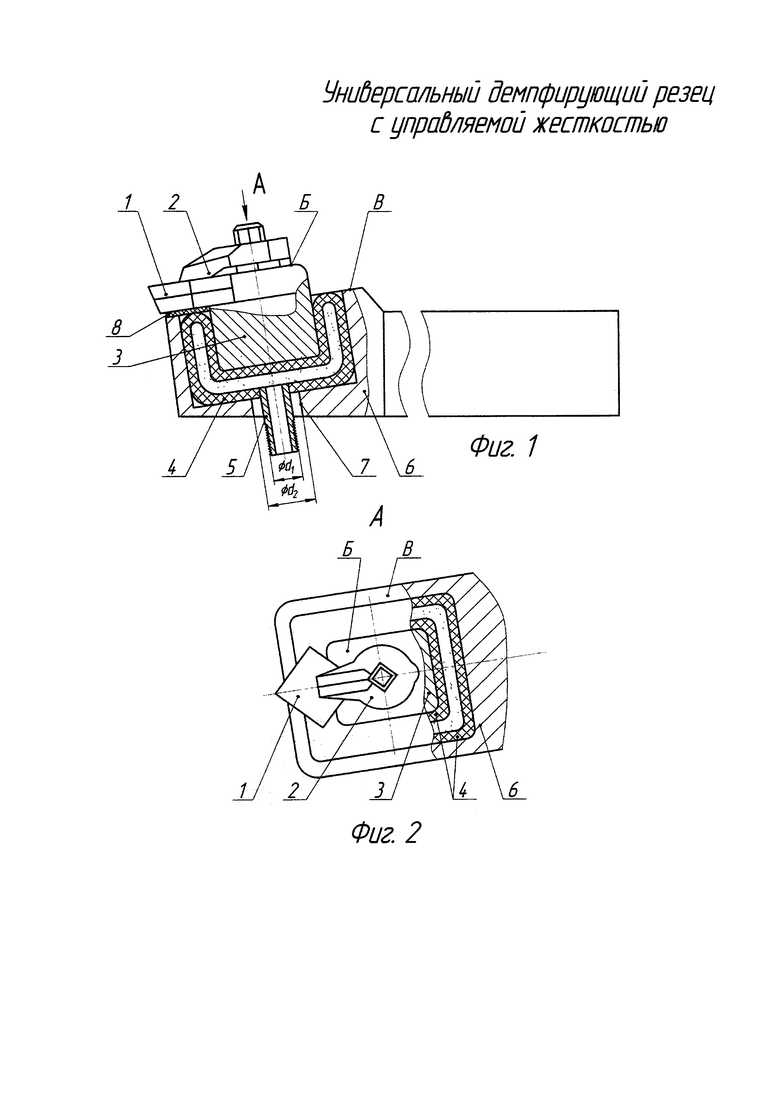
На фиг. 1 представлен общий вид резца в процессе обработки материала; на фиг. 2 - вид А на фиг. 1.
Режущая пластина 1 узлом ее крепления 2 жестко фиксирована на верхней поверхности Б металлической оправки 3, изготовленной в виде прямоугольного параллелепипеда и размещенной в контейнере 4, при этом верхняя поверхность Б оправки 3 установлена выступающей над контейнером 4 без соприкосновения с ним режущей пластины и узла ее крепления 2. Контейнер 4 изготовлен из вулканизированного материала с образованием замкнутой эластичной оболочки с сообщающимися полыми боковыми стенками и днищем параллелепипеда с внутренними размерами, равными поперечным размерам оправки 3, а во внешней стенке днища закреплен цилиндрический штуцер 5. Контейнер 4 с оправкой 3 расположен свободно с зазорами в выборке, выполненной по форме контейнера 4 и ориентированной по нормали к верхней плоскости В переднего конца державки 6 с обеспечением отсутствия контактирования режущей пластины 1 и узла ее крепления 2 на оправке 3 с державкой 6, штуцер 5 пропущен соосно со сквозным отверстием 7 в дне выборки, диаметр отверстия 7 больше диаметра штуцера 5.
Через штуцер 5 закачан сжатый воздух в полости днища и боковых поверхностей замкнутой эластичной оболочки контейнера 4 до заполнения ею зазоров между выборкой, самоцентрирования оправки 3 на одинаковых расстояниях от стенок и дна выборки, а также создания необходимого избыточного давления для образования единой механической системы оправка 3 - контейнер 4 с закачанным сжатым воздухом - державка 6, с возможностью дистанционного бесступенчатого управления жесткостью резца за счет изменения давления сжатого воздуха в замкнутой эластичной оболочке контейнера 4. В пространстве между узлом крепления 2 режущей пластины 1 на оправке 3 и верхней плоскостью В переднего конца державки 6 установлена с предварительным напряжением сжатия вставка 8 из материала с высоким демпфированием.
Жесткое фиксирование режущей пластины соответствующей формы на верхней поверхности Б металлической оправки 3 в зависимости от вида выполняемой технологической операции может быть осуществлено узлом крепления 2 любой конструкции, в том числе и специальными резцовыми вставками.
Замкнутая эластичная оболочка контейнера 4 с сообщающимися полыми стенками и днищем параллелепипеда может быть изготовлена, например, из резины или тканевого каркаса с двухсторонними резиновыми обкладками, подвергнутыми вулканизации. Так как внутренние размеры параллелепипеда равны поперечным размерам державки 6, а эластичная оболочка растяжима, то размещение оправки 3 в контейнере 4 происходит быстро и не является трудоемким, а контейнер 4 плотно охватывает находящуюся в нем часть оправки 3, при этом, чтобы верхняя часть оправки 3 была установлена выступающей над контейнером 4 без соприкосновения с ним режущей пластины 1 и узла ее крепления 2, высота контейнера 4 должна быть меньше длины оправки 3.
Размеры выборки, выполненной по форме контейнера 4 и ориентированной по нормали к верхней поверхности Б переднего конца державки 6, выбирают таким образом, чтобы в выборке с малыми зазорами был расположен контейнер 4, плотно охватывающий находящуюся в нем часть оправки 3, при этом глубина выборки должна обеспечивать отсутствие контактирования режущей пластины 1 и узла ее крепления 2 на оправке 3 с державкой 6, что обуславливает наличие пространства между узлом крепления и верхней плоскостью В конца державки 6. В сквозное отверстие 7 дна выборки державки 6 соосно пропускают цилиндрический штуцер 5, диаметр d1 штуцера 5 меньше диаметра d2 отверстия 7 (d1<d2), что не дает возможности взаимодействовать штуцеру 5 с державкой 6 при всех режимах обработки изделия.
Через штуцер 5 в сообщающиеся полости днища и боковых поверхностей замкнутой эластичной оболочки контейнера 4 закачивают сжатый воздух до заполнения ею зазоров между выборкой державки 6 и создают необходимое избыточное давление для образования единой механической системы оправка 3 - контейнер 4 с закачанным сжатым воздухом - державка 6. Минимальным избыточным давлением Pmin в контейнере 4, обуславливающим работоспособность резца, является давление, обеспечивающее отсутствие проворачивания (проскальзывания) по поверхности контакта контейнера 4 относительно выборки, а также вырыв контейнера 4 с оправкой 3 из державки 6. Кроме того, за счет созданного избыточного давления в контейнере 4 происходит самоцентрирование оправки 3 с расположением ее на одинаковых расстояниях от стенок и дна выборки державки 6, и не требуется дополнительного неподвижного закрепления контейнера 4 в выборке. Давление внутри замкнутой эластичной оболочки контейнера 4 контролируют манометром. В пространстве между узлом крепления 2 режущей пластины 1 на оправке 3 и верхней плоскостью В переднего конца державки 6 устанавливают вставку 8 из материала с высоким демпфированием, этим достигается отсутствие консольного расположения режущей пластины 1 и узла ее крепления 2 над державкой 6. При установке вставка 8 подвергнута предварительному напряжению сжатия, которое создает силы, направленные в противоположную сторону от сил, изгибающих режущую пластину 1 с узлом ее крепления 2 в процессе резания.
Смонтированный резец устанавливают в резцедержателе (манометр и резцедержатель не показаны). Производят тарировку жесткость-давление образованной механической системы.
Универсальный демпфирующий резец с управляемой жесткостью работает следующим образом.
В зависимости от обрабатываемого материала и технологических режимов его обработки по произведенной тарировке жесткость-давление управляют жесткостью резца за счет изменения давления сжатого воздуха в замкнутой эластичной оболочке контейнера 4, закачиванием воздуха через штуцер 5 в полости контейнера 4 увеличивают жесткость резца, при сбрасывании - уменьшают. Так как в процессе обработки изделия режущая пластина 1, узел ее крепления 2, оправка 3 и штуцер 5 виброизолированы от державки 6, то сжатым воздухом, закачанным в полости днища и боковых поверхностей контейнера 4, осуществляется демпфирование возникающих продольных и поперечных вибраций и ударных нагрузок. Вставка 8, установленная в пространстве между узлом крепления 2 режущей пластины 1 на оправке 3 и верхней плоскостью В переднего конца державки 6 и подвергнутая предварительному напряжению сжатия, увеличивает эффективность демпфирования и приводит к повышению стойкости резца.
Дистанционное бесступенчатое управление жесткостью резца изменением давления сжатого воздуха в замкнутой эластичной оболочке контейнера 4 осуществимо и непосредственно в процессе механической обработки материалов, что создает возможность смещения собственных колебаний инструмента и вынуждающей силы резания, позволяет избежать нежелательного явления резонанса и приводит к дополнительному увеличению стойкости резца и улучшению его эксплуатационных характеристик.
Управление подачей сжатого воздуха в замкнутую эластичную оболочку контейнера 4 до создания необходимого давления или сбрасыванием давления воздуха из полых стенок и днища контейнера 4 осуществляют через штуцер 5, например, при помощи трехпозиционного крана, установленного на воздуховоде от средства подачи сжатого воздуха, например компрессора. Первая позиция крана связывает средство подачи сжатого воздуха с замкнутой эластичной оболочкой контейнера 4. Второе положение крана перекрывает подачу воздуха в полые боковые поверхности и днище контейнера 4. Третья позиция связывает контейнер 4 с атмосферой (компрессор и трехпозиционный кран не показаны). Возможно управление жесткостью резца также при помощи системы клапанов, золотниковых или других устройств.
Замену режущей пластины 1 возможно производить без сбрасывания давления воздуха в полых стенках и днище контейнера 4.
При необходимости демонтирования резца державку 6 освобождают из резцедержателя, сбрасывают давление в замкнутой эластичной оболочке контейнера 4 до величины атмосферного, и ранее существовавшая механическая система оправка 3 - контейнер 4 с закачанным сжатым воздухом - державка 6 распадается на отдельные составляющие части оправка 3 в контейнере 4 без сжатого воздуха и державка 6, после чего оправку 3 освобождают из контейнера 4. Демонтаж резца происходит быстро и практически не требует трудозатрат.
Оригинальностью предложенного универсального резца с управляемой жесткостью является то, что контейнер 4 изготовлен из вулканизированного материала с образованием замкнутой эластичной оболочки с сообщающимися полыми боковыми стенками и днищем параллелепипеда с внутренними размерами, равными поперечным размерам оправки 3, а во внешней стенке днища закреплен цилиндрический штуцер 5, расположение контейнера 4 с оправкой 3 произведено свободно с зазорами в выборке, имеющей в дне сквозное отверстие 7 диаметром d2, большим диаметра d1 штуцера 5, который пропущен соосно с отверстием 7, при этом через штуцер 5 закачан сжатый воздух в полости днища и боковых поверхностей замкнутой эластичной оболочки контейнера 4 до заполнения ею зазоров между выборкой, самоцентрирования оправки 3 на одинаковых расстояниях от стенок и дна выборки, а также создания необходимого избыточного давления для образования единой механической системы оправка 3 - контейнер 4 с закачанным сжатым воздухом - державка 6, с возможностью дистанционного управления жесткостью резца за счет изменения давления сжатого воздуха в замкнутой эластичной оболочке контейнера 4, кроме того, в пространстве между узлом крепления 2 режущей пластины 1 на оправке 3 и верхней плоскостью В переднего конца державки 6 установлена с предварительным напряжением сжатия вставка 8 из материала с высоким демпфированием. Это позволяет:
1. Улучшить эксплуатационные характеристики резца за счет дистанционного бесступенчатого управления его жесткостью изменением давления сжатого воздуха в замкнутой эластичной оболочке контейнера.
2. Снизить трудоемкость и затраты времени на подготовку резца к работе, так как при закачке сжатого воздуха в полости днища и боковых поверхностей замкнутой эластичной оболочки контейнера происходит заполнение ею зазоров между выборкой, самоцентрирование оправки на одинаковых расстояниях от стенок и дна выборки, а также создания необходимого избыточного давления для образования единой механической системы оправка-контейнер с закачанным сжатым воздухом - державка без дополнительного закрепления контейнера в выборке.
3. Упростить демонтаж резца путем сбрасывания давления в замкнутой эластичной оболочке контейнера до величины атмосферного, после чего существовавшая механическая система оправка-контейнер с закачанным сжатым воздухом - державка распадается на отдельные части без трудозатрат.
4. Повысить стойкость резца установкой с предварительным напряжением сжатия вставки из материала с высоким демпфированием в пространстве между узлом крепления режущей пластины на оправке и верхней плоскостью переднего конца державки.
Таким образом, предлагаемый универсальный демпфирующий резец с управляемой жесткостью позволяет достичь технического результата по улучшению эксплуатационных характеристик резца, снижению трудоемкости и затрат времени на подготовку его к работе и демонтаж, а также повышению стойкости резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2012 |
|
RU2511193C9 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С УПРАВЛЯЕМОЙ ЖЕСТКОСТЬЮ | 2013 |
|
RU2535196C2 |
| Демпфирующий резец с варьируемой жесткостью | 2019 |
|
RU2696115C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С ВАРЬИРУЕМОЙ ЖЕСТКОСТЬЮ | 2019 |
|
RU2702527C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2011 |
|
RU2479385C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2010 |
|
RU2457078C2 |
| Демпфирующий резец | 2021 |
|
RU2755559C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2015 |
|
RU2596546C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2015 |
|
RU2582403C1 |
| Демпфирующий резец | 2018 |
|
RU2686500C1 |
Резец содержит режущую пластину и узел ее крепления, державку с выборкой в ней и вставку из материала с высоким демпфированием, металлическую оправку и контейнер, причем режущая пластина узлом ее крепления жестко фиксирована на верхней поверхности оправки, выполненной в виде прямоугольного параллелепипеда и размещенной в контейнере. Контейнер с оправкой расположен в выборке, выполненной по форме контейнера и ориентированной по нормали к верхней плоскости переднего конца державки с обеспечением отсутствия контактирования режущей пластины и узла ее крепления на оправке с державкой. Для улучшения эксплуатационных характеристик резца, а также повышения стойкости резца контейнер изготовлен из вулканизированного материала с образованием замкнутой эластичной оболочки с сообщающимися полыми боковыми стенками и днищем параллелепипеда с внутренними размерами, равными поперечным размерам оправки, а во внешней стенке днища закреплен цилиндрический штуцер. При этом через штуцер закачан сжатый воздух в полости днища и боковых поверхностей замкнутой эластичной оболочки контейнера до заполнения ею зазоров между выборкой и оправкой с возможностью дистанционного бесступенчатого управления жесткостью резца за счет изменения давления сжатого воздуха в замкнутой эластичной оболочке контейнера. В пространстве между узлом крепления режущей пластины на оправке и верхней плоскостью переднего конца державки установлена с предварительным напряжением сжатия вставка из материала с высоким демпфированием. 2 ил.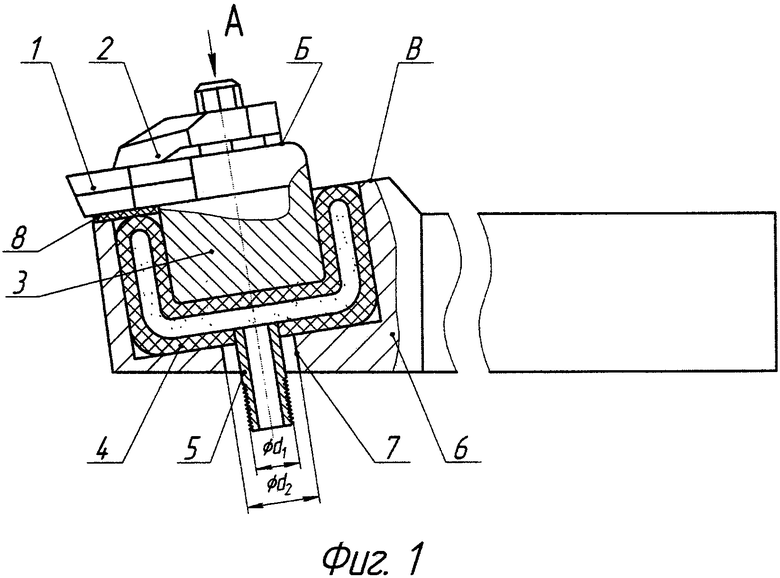
Универсальный демпфирующий резец с управляемой жесткостью, содержащий режущую пластину, жестко зафиксированную узлом крепления на верхней поверхности оправки, выполненной в виде прямоугольного параллелепипеда и размещенной в контейнере, державку с выборкой в ней и вставку из материала с высоким демпфированием, при этом верхняя поверхность оправки установлена выступающей над контейнером без соприкосновения с ним режущей пластины и узла ее крепления, а контейнер с оправкой расположен в выборке, выполненной по форме контейнера и ориентированной по нормали к верхней плоскости переднего конца державки с обеспечением отсутствия контактирования режущей пластины и узла ее крепления на оправке с державкой, отличающийся тем, что контейнер изготовлен из вулканизированного материала с образованием замкнутой эластичной оболочки с сообщающимися полыми боковыми стенками и днищем и с внутренними размерами, равными поперечным размерам оправки, при этом во внешней стенке днища закреплен цилиндрический штуцер, контейнер с оправкой расположен свободно с зазорами в выборке, в дне которой выполнено сквозное отверстие диаметром, большим диаметра штуцера, который пропущен соосно отверстию, при этом штуцер предназначен для закачивания сжатого воздуха в полости днища и боковых стенок замкнутой эластичной оболочки контейнера до заполнения ею зазоров между выборкой и оправкой, самоцентрирования оправки на одинаковых расстояниях от стенок и дна выборки и создания необходимого избыточного давления для образования единой механической системы оправка-контейнер с закачанным сжатым воздухом - державка с возможностью дистанционного бесступенчатого управления жесткостью резца за счет изменения давления сжатого воздуха в замкнутой эластичной оболочке контейнера, при этом вставка из материала с высоким демпфированием установлена с предварительным напряжением сжатия в пространстве между узлом крепления режущей пластины на оправке и верхней плоскостью переднего конца державки.
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2010 |
|
RU2457078C2 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2011 |
|
RU2457077C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2011 |
|
RU2479385C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2012 |
|
RU2511193C9 |
| JP 08206901 A, 13.08.1996. | |||

