Область техники
Настоящее изобретение относится к натягиваемому предмету одежды (типа трусов) и способу его производства.
Уровень техники
В качестве традиционного натягиваемого подгузника известен натягиваемый подгузник, который содержит наружную оболочку, выполненную с возможностью носиться вокруг передней стороны (живота) и задней стороны (спины) пользователя, и участок для области промежности, выполненный с возможностью носиться вдоль области промежности пользователя, который расположен между передней стороной и задней стороной наружной оболочки, и в котором на участке в области промежности расположен впитывающий слой (например, см. патентную литературу 1 и 2).
Наружная оболочка имеет двухслойную структуру, состоящую из материала внутреннего слоя и материала наружного слоя, ламинированных практически по всем своим поверхностям, и для образования наружной оболочки применяется лист, на котором материал внутреннего слоя и материал наружного слоя крепятся друг к другу через промежуточный, эластичный элемент. Такой лист разделен в ширину на два, и впитывающий слой расположен таким образом, чтобы соединять параллельно разделенные участки листа; наружные кромки материалов наружного слоя, образующих листы, соответствующим образом загибаются, и обе кромки впитывающего слоя крепятся с помощью загнутых участков. Соответственно впитывающий слой является согнутым в районе центрального участка, и листы накладываются друг на друга таким образом, чтобы материал внутреннего слоя находился внутри, и листы, которые накладываются таким образом, чтобы впитывающий слой размещался между ними, соединяются с заданными интервалами в поперечном направлении. Затем центральный участок сцепляющего участка разрезают в поперечном направлении листов и отрезанные части отделяют. Таким образом, натягиваемый подгузник, содержащий наружную оболочку, образованную путем соединения листов и впитывающий слой, установленный на такой наружной оболочке, готов (см., например, патентную литературу 1).
Еще одна описанная структура содержит сплошной лист наружной оболочки, который закрывает тело от передней поверхности до задней поверхности; лентовидные листовые материалы, тянущиеся в поперечном направлении, множество которых расположено в шахматном порядке в продольном направлении на наружной поверхности листа наружной оболочки; и эластично растягивающийся элемент ниже талии, который также действует как эластично растягивающийся элемент, образующий сборки, который помещается со стороны талии на кромках наложенных друг на друга участков подложек лентовидного листа и листа наружной оболочки и прикрепляется с помощью термоплавкого клея или т.п. (например, см. патентную литературу 3). Поскольку каждая кромка лентовидных листовых материалов со стороны промежности в CD-направлении (поперечное направление, перпендикулярное направлению движения технологической линии) расположена таким образом, чтобы закрывать основание подложки другого лентовидного листа, лист наружной оболочки в целом имеет двухслойную структуру, содержащую, по меньшей мере, лист наружной оболочки и лентовидные листовые материалы (лист наружной оболочки имеет трехслойную структуру на перекрывающемся участке лентовидных листовых материалов). Такой способ производства содержит непрерывное размещение натянутого, эластично растягивающегося элемента между листом наружной оболочки и лентовидными листовыми подложками, и наряду с этим прикрепление эластично растягивающегося элемента к кромкам лентовидных листовых подложек со стороны талии с помощью термоплавкого клея. Следовательно, необходимо размещать соответствующие лентовидные листовые материалы в шахматном порядке для того, чтобы соответствующие лентовидные листовые подложки частично совмещались друг с другом, и поэтому важна точность позиционирования лентовидных листовых материалов относительно натянутых эластично растягивающихся элементов.
Список цитируемой литературы
Патентная литература
Патентная литература 1: JP-A-2005-279077 ("JP-A" означает нерассмотренную опубликованную патентную заявку Японии)
Патентная литература 2: JP-T-2008-508082 ("JP-T" означает опубликованную рассмотренную патентную публикацию)
Патентная литература 3: патент Японии № 4659109
Сущность изобретения
Пользователи натягиваемого подгузника хотят потребительских свойств, подобных свойствам нижнего белья, и желают дополнительного улучшения гибкости и воздухопроницаемости, потому что традиционные натягиваемые подгузники содержат наружную оболочку двухслойной структуры, в которой материал внутреннего слоя и материал наружного слоя ламинированы практически по всей поверхности. Как правило, это весьма вероятно в том случае, когда применяется лист, упрочненный под давлением, такой как материалы спанбонд. Кроме того, желательно устройство подгузника, при котором лентовидные листовые материалы, чтобы служить в качестве элементов для сборок на талии, расположенных в продольном направлении, имеют двухслойную структуру или трехслойную структуру, чтобы дополнительно улучшалась воздухопроницаемость.
Настоящее изобретение относится к натягиваемому предмету одежды, который решает проблему влажности внутри подгузника во время ношения путем смягчения области, окружающей талию, наружной оболочки натягиваемого подгузника и улучшения ее воздухопроницаемости. Кроме того, настоящее изобретение относится к способу производства натягиваемого предмета одежды, на котором листовые материалы ленточного типа (лентовидные листовые материалы), которые образуются при разрезания листа, такого как нетканый материал, на ленты небольшой ширины, стабильно располагаются с заданными интервалами и хорошей точностью в том случае, когда листовые материалы ленточного типа крепятся к нему.
РЕШЕНИЕ ПРОБЛЕМЫ
Настоящее изобретение относится к натягиваемому предмету одежды, содержащему передний участок, который выполнен с возможностью носиться вокруг передней стороны (живота) пользователя, участок для области промежности, который выполнен с возможностью носиться в области промежности пользователя, и задний участок, который выполнен с возможностью носиться вокруг задней стороны (спины) пользователя, в котором поперечные боковые кромки переднего участка и поперечные боковые кромки заднего участка соединяются, образуя при этом форму трусов. Каждый из переднего и заднего участков состоит из наружной оболочки, полученной путем ламинирования материала внутреннего слоя и материала наружного слоя, и наружная оболочка содержит многочисленные однослойные области, образуемые материалом внутреннего слоя или материалом наружного слоя, где многочисленные однослойные области расположены с интервалами в продольном направлении наружной оболочки, и ламинированные области, где ламинированы материал внутреннего слоя и материал наружного слоя, обладают эластичностью в направлении окружности талии наружной оболочки.
Кроме того, настоящее изобретение относится к способу производства натягиваемого предмета одежды. Способ производства натягиваемого предмета одежды согласно настоящему изобретению содержит:
стадию резки первого листового материала для образования наружной оболочки в многочисленных местах поперечного направления с образованием при этом многочисленных кусков листовых материалов ленточного типа;
стадию ламинирования и скрепления многочисленных кусков листовых материалов ленточного типа со вторыми листовыми материалами с интервалами, расположенными на расстоянии друг от друга, для получения наружной оболочки;
стадию ориентирования вторых листовых материалов лицевой стороной вовнутрь и при этом наложения наружной оболочки и прикрепления наложенной наружной оболочки с заданным интервалом в поперечном направлении наружной оболочки; и
стадию разрезания наружной оболочки на участках сцепления в поперечном направлении.
Настоящее изобретение относится к способу производства натягиваемого предмета одежды. Способ производства натягиваемого предмета одежды согласно настоящему изобретению содержит:
стадию резки первого листового материала для образования наружной оболочки в многочисленных местах поперечного направления с образованием при этом многочисленных кусков листовых материалов ленточного типа;
стадию транспортировки многочисленных кусков листовых материалов ленточного типа поочередно в разных направлениях с одновременным сохранением положений в поперечном направлении, полученных во время резки листа на полосы, для разделения при этом листовых материалов ленточного типа на листовые материалы ленточного типа для передней стороны и листовые материалы ленточного типа для задней стороны;
стадию ламинирования и скрепления соответствующих листовых материалов ленточного типа для передней стороны и для задней стороны с отделенными друг от друга вторыми листовыми материалами для передней стороны и задней стороны с одновременным сохранением положений в поперечном направлении, полученных во время резки листа на полосы, чтобы получить сплошной элемент наружной оболочки, размещаемый на переднем участке, и сплошной элемент наружной оболочки, размещаемый на заднем участке;
стадию регулирования полагающихся им положений сплошного элемента наружной оболочки, размещаемого на переднем участке, и сплошного элемента наружной оболочки, размещаемого на заднем участке, с получением заданного интервала;
стадию прикрепления впитывающего слоя таким образом, чтобы образовалась перемычка между сплошным элементом наружной оболочки, размещаемым на переднем участке, и сплошным элементом наружной оболочки, размещаемым на заднем участке;
стадию ориентирования вторых листовых материалов лицевой стороной вовнутрь и при этом наложения сплошного элемента наружной оболочки, размещаемого на переднем участке, и сплошного элемента наружной оболочки, размещаемого на заднем участке, и скрепления сплошных элементов наружной оболочки с заданным интервалом в поперечном направлении; и
стадию разрезания сплошных элементов наружной оболочки в поперечном направлении на участках сцепления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фигура 1
На фиг. 1 представлен вид в перспективе, показывающий предпочтительный вариант осуществления (первый вариант осуществления изобретения) натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 2
На фиг. 2 представлен развернутый вид в перспективе, показывающий предпочтительный вариант осуществления натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 3
На фиг. 3 показан (1) вид в перспективе и частично увеличенный вид в перспективе, (2) увеличенный вид в разрезе основного участка и (3) увеличенный вид сверху основного участка, которые показывают первый пример натягиваемого предмета одежды.
Фигура 4
На фиг. 4 представлена фотография боковой поверхности натягиваемого предмета одежды в состоянии, при котором натягиваемый предмет одежды по первому примеру надет на имитирующий манекен.
Фигура 5
На фиг. 5 представлен (1) вид в перспективе, (2) увеличенный вид в разрезе основного участка и (3) увеличенный вид сверху основного участка, которые показывают второй пример натягиваемого предмета одежды.
Фигура 6
На фиг. 6 представлен (1) вид в перспективе, (2) увеличенный вид в разрезе основного участка и (3) увеличенный вид сверху основного участка, которые показывают третий пример натягиваемого предмета одежды.
Фигура 7
На фиг. 7 представлен (1) вид в перспективе, (2) увеличенный вид в разрезе основного участка и (3) увеличенный вид сверху основного участка, которые показывают четвертый пример натягиваемого предмета одежды.
Фигура 8
На фиг. 8 представлен (1) вид в перспективе, (2) увеличенный вид в разрезе основного участка и (3) увеличенный вид сверху основного участка, которые показывают пятый пример натягиваемого предмета одежды.
Фигура 9
На фиг. 9 представлен вид в перспективе, показывающий второй вариант осуществления натягиваемого предмета одежды.
Фигура 10
На фиг. 10 представлен чертеж, дающий общее представление о стадиях производства первого аспекта предпочтительного варианта осуществления (первый вариант осуществления) способа производства натягиваемого предмета одежды согласно настоящему изобретению, на которой (1) представлен вид в перспективе, показывающий все стадии производства, и (2) представлен вид сверху, показывающий состояние, в котором ламинируется впитывающий слой.
Фигура 11
На фиг. 11 представлен (1) вид сверху и (2) вид спереди, которые схематически показывают основной участок согласно первому аспекту.
Фигура 12
На фиг. 12 представлен вид в перспективе основного участка, показывающий пример способа производства натягиваемого предмета одежды, показанного на фиг. 10.
Фигура 13
На фиг. 13 представлен вид сверху основного участка, показывающий пример способа производства натягиваемого предмета одежды, показанного на фиг. 10.
Фигура 14
На фиг. 14 представлен (1) вид сверху и (2) вид спереди, которые схематически показывают основные участки стадий производства согласно второму аспекту способа производства натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 15
На фиг. 15 представлен (1) вид сверху и (2) вид спереди, которые схематически показывают основные участки стадий производства согласно третьему аспекту способа производства натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 16
На фиг. 16 представлен (1) вид сверху и (2) вид спереди, которые схематически показывают основные участки стадий производства согласно четвертому аспекту способа производства натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 17
На фиг. 17 представлен вид в перспективе, дающий общее представление о стадиях производства согласно пятому аспекту способа производства натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 18
На фиг. 18 представлен вид в перспективе, дающий общее представление о стадиях производства согласно предпочтительному варианту осуществления (второй вариант осуществления) способа производства натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 19
На фиг. 19 представлен схематический вид стадий производства, показывающий первый аспект предпочтительного варианта осуществления (третий вариант осуществления) способа производства натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 20
На фиг. 20 представлен вид в перспективе основного участка, показывающий способ производства натягиваемого предмета одежды по первому аспекту третьего варианта осуществления изобретения.
Фигура 21
На фиг. 21 представлены виды сверху основных участков способа производства натягиваемого предмета одежды согласно первому аспекту третьего варианта осуществления изобретения, на которых (1) представляет собой вид сверху основного участка, где первый листовой материал и второй листовой материал, размещаемые на заднем участке, наблюдаются сверху, и (2) представляет собой вид сверху основного участка, где первый листовой материал и второй листовой материал, размещаемые на переднем участке, наблюдаются сверху, и который находится ниже, чем первый нижний отделяющий валок.
Фигура 22
На фиг. 22 представлен вид сверху, показывающий листовые материалы ленточного типа в разрезанном состоянии, согласно первому аспекту третьего варианта осуществления изобретения.
Фигура 23
На фиг. 23 представлен вид сбоку, показывающий листовые материалы ленточного типа в состоянии отделения на отделяющем валке согласно первому аспекту третьего аспекта.
Фигура 24
На фиг. 24 представлен вид в перспективе основного участка, показывающий второй аспект третьего варианта осуществления способа производства натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 25
На фиг. 25 представлен вид в перспективе основного участка, показывающий третий аспект третьего варианта осуществления способа производства натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 26
На фиг 26 представлен вид в перспективе основного участка, показывающий четвертый вариант осуществления способа производства натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 27
На фиг. 27 представлен вид в перспективе основного участка, показывающий первый аспект пятого варианта осуществления способа производства натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 28
На фиг. 28 представлен вид сверху, показывающий листовые материалы ленточного типа в разрезанном состоянии, согласно первому аспекту пятого варианта осуществления изобретения.
Фигура 29
На фиг. 29 представлен вид сверху, показывающий листовые материалы ленточного типа в разрезанном состоянии, согласно второму аспекту пятого варианта осуществления изобретения.
Фигура 30
На фиг. 30 представлен вид сбоку основного участка, показывающий пример взаимного расположения листовых материалов ленточного типа и вторых листовых материалов для переднего участка и заднего участка, на обеих сторонах бокового скрепляющего участка натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 31
На фиг. 31 представлен вид сбоку основного участка, показывающий пример взаимного расположения листовых материалов ленточного типа и вторых листовых материалов для переднего участка и заднего участка, на обеих сторонах бокового скрепляющего участка натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 32
На фиг. 32 представлен вид сбоку основного участка, показывающий пример взаимного расположения листовых материалов ленточного типа и вторых листовых материалов для переднего участка и заднего участка на обеих сторонах бокового скрепляющего участка натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 33
На фиг. 33 представлен вид сбоку основного участка, показывающий пример взаимного расположения листовых материалов ленточного типа и вторых листовых материалов для переднего участка и заднего участка, на обеих сторонах бокового скрепляющего участка натягиваемого предмета одежды согласно настоящему изобретению.
Фигура 34
На фиг. 34 представлен чертеж, показывающий шестой вариант осуществления изобретения, соответствующий способу производства натягиваемого предмета одежды согласно настоящему изобретению, который представляет вид сверху основного участка, показывающий случай, когда каждый из многочисленных кусков непрерывных компонентов 3S эластичного элемента подается на многочисленные куски листовых материалов ленточного типа на фиг. 21 (1) согласно первому варианту осуществления изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ниже со ссылкой на вид в перспективе, представленный на фиг. 1, и развернутый вид в перспективе, представленный на фиг. 2, будет описан предпочтительный вариант осуществления (первый вариант осуществления изобретения) натягиваемого предмета одежды согласно настоящему изобретению.
В данном описании в натягиваемых предметах одежды 10 и 100 продольное направление натягиваемого предмета одежды определяется как Y-направление, и поперечное направление натягиваемого предмета одежды определяется как X-направление и также упоминается как "направление вдоль окружности талии".
Как показано на фиг. 1 и на фиг. 2, натягиваемый предмет одежды согласно настоящему варианту осуществления изобретения, представляет собой, например, натягиваемый подгузник, и содержит передний участок 21, выполненный с возможностью носиться вокруг передней стороны (вокруг живота) пользователя, участок для области промежности 13, выполненный с возможностью носиться вдоль области промежности пользователя, и задний участок 23, выполненный с возможностью носиться вокруг задней стороны (спины) пользователя. Такой натягиваемый подгузник 10 далее будет описан более подробно.
Натягиваемый подгузник 10 состоит из наружной оболочки 11, образованной передним участком 21 и задним участком 23, и впитывающего слоя 40, который образует участок в области промежности 13.
Наружная оболочка 11 формируется в форме кольца путем соединения одной поперечной боковой кромки 21A переднего участка 21 и одной поперечной боковой кромки 23A заднего участка 23, и дополнительного соединения другой поперечной боковой кромки 21B переднего участка 21 и другой поперечной боковой кромки 23B заднего участка 23. Боковые скрепляющие участки 25 представляют собой участок сцепления поперечных боковых кромок 21A и 23A и участок сцепления поперечных боковых кромок 21B и 23B соответственно.
Кроме того, участок в области промежности 13 состоит из впитывающего слоя 40, который образует перемычку между передним участком 21 и задним участком 23 и, следовательно, выполнен с возможностью носиться в области промежности пользователя. Натягиваемая форма (форма трусов) состоит из наружной оболочки 11, образованной в форме кольца, и впитывающего слоя 40, который образует перемычку в области участка промежности 13.
Впитывающий слой 40, который образует участок в области промежности, также продолжается до точки, находящейся немного ниже отверстия для талии 12 наружной оболочки 11, и крепится на переднем участке 21 и заднем участке 23 наружной оболочки 11. Таким образом, в области, окружающей талию, наружная оболочка 11 содержит центральную область, на которой крепится впитывающий слой 40, и две боковые области, на которых впитывающий слой 40 не крепится. Вышеупомянутая "область, окружающая талию", относится к области, тянущейся практически от верхней кромки отверстия для талии 12 до нижнего положения в продольном направлении (Y-направлении), расположенного близко от места нахождения верхней точки бедра.
Вышеупомянутая наружная оболочка 11 образуется путем ламинирования материала внутреннего слоя 31 и материалов наружного слоя 33 и содержит многочисленные однослойные области, в которых присутствует один слой материалов внутреннего слоя 31, расположенные с интервалами в продольном направлении (Y-направлении) наружной оболочки 11. На чертеже показана структура, при которой материал внутреннего слоя 31 присутствует в однослойных областях, и материалы наружного слоя 33 ламинированы на материале внутреннего слоя 31 с интервалами в продольном направлении наружной оболочки 11.
Ламинированная область, где ламинированы материал внутреннего слоя 31 и материалы наружного слоя 33, обладает эластичностью в поперечном направлении (X-направлении) натягиваемого подгузника 10. Ламинированная область может содержать эластичный элемент 35 между материалом внутреннего слоя 31 и материалами наружного слоя 33. В таком случае каждый эластичный элемент 35 вставляется в своем натянутом состоянии между материалом внутреннего слоя 31 и материалом наружного слоя 33, благодаря чему ламинированная область обладает эластичностью. Альтернативно, как подробно описано ниже, как материал внутреннего слоя 31, так и материал наружного слоя 33 или один из них может представлять собой эластичный материал.
Кроме того, предпочтительно, чтобы на многих участках эластичный элемент 35 был разрезан для того, чтобы ламинированные области материала внутреннего слоя 31 и материалов наружного слоя 33 не обладали значительной эластичностью в центральной области наружной оболочки 11, на которой крепится впитывающий слой 40.
В качестве листовых материалов для материала внутреннего слоя 31 и материала наружного слоя 33 в качестве примера можно упомянуть, например, нетканые материалы, полученные с помощью различных способов производства, такие как нетканый материал, полученный воздушной набивкой, термоскрепляемый рулонный нетканый материал, нетканый материал спанлейс, нетканый материал спанбонд и нетканый материал мелтблоун, тканые материалы, трикотажные материалы, пленки на основе смолы и т.п., соответственно, и также можно применять листовые материалы, формируемые при объединении упомянутых выше материалов путем ламинирования и т.п.
Кроме того, с точки зрения улучшения воздухопроницаемости и текстуры, материал внутреннего слоя 31, как правило, предпочтительно образуется из нетканого материала, и с точки зрения предотвращения протечки экскреторных веществ, предпочтительно образуется из водоотталкивающего нетканого материала.
Эластичные элементы 25 могут представлять собой любые эластичные материалы, обычно применяемые во впитывающих изделиях, таких как подгузники и гигиенические салфетки. Примеры таких эластичных материалов включают в себя синтетические каучуки, такие как стирол-бутадиеновый, бутадиеновый, изопреновый и неопреновый, натуральный каучук, EVA, эластичные полиолефины и полиуретан, и т.п. Формы эластичных элементов предпочтительно включают в себя нить или жгут (плоский каучук) с прямоугольным, квадратным, круглым или полигональным сечением или мультифиламентную нить.
Далее будет описан впитывающий слой 40. Как показано на фиг. 2 в качестве примера, впитывающий слой 40 содержит верхний лист 41, нижний лист 42 и впитывающий слой 43, удерживающий жидкость, который находится между ними. Такой впитывающий слой 43 покрыт покровным листом 44, который сгибается в местах пунктирных линий в направлениях, показанных на чертеже стрелками. Кроме того, со стороны поверхности, контактирующей с кожей, расположена пара боковых листов 46 и 46, которые образуют внутренние трехмерные сборки 45. Вышеупомянутый нижний лист 42 и лист 47, контактирующий с одеждой, расположены в указанном порядке со стороны поверхности, не контактирующей с кожей.
Для такого впитывающего слоя 40 можно применять материал, который обычно применяют для подгузника такого типа, и материал специально не ограничивается.
Предпочтительно, чтобы верхний лист 41 был образован из гидрофильного нетканого материала. В качестве гидрофильного нетканого материала предпочтительно можно применять нетканые материалы, именуемые нетканым материалом, полученным воздушной набивкой, нетканым материалом точечной склейки, нетканым материалом спанбонд, нетканым материалом спанлейс и трехмерным нетканым материалом, в котором его волокна представляют собой полипропиленовые моноволокна, бикомпонентные волокна из полипропилена и полиэтилена, бикомпонентные волокна из полиэтилентерефталата и полиэтилена и т.п., которые подверглись обработке для придания гидрофильных свойств. Кроме того, в качестве верхнего листа 41 также можно применять лист, полученный путем формирования открытых пор в пленке на основе смолы.
Нижний лист 42 специально не ограничивается при условии, что он обладает водоотталкивающими свойствами и влагопроницаемостью. Например, в качестве примера можно упомянуть пористую пленку, получаемую компаундированием расплава гидрофобной термопластичной смолы и тонкодисперсного неорганического наполнителя, содержащего карбонат кальция и т.п., или органического полимера, не обладающего совместимостью, и т.п. для формования пленки, с последующим одноосным или двухосным растяжением пленки. Примеры термопластичной смолы могут включать в себя полиолефины. Примеры полиолефинов могут включать в себя полиэтилены от высокой до низкой плотности, линейные полиэтилены низкой плотности, полипропилен, полибутен и т.п., которые можно применять сами по себе или в смеси.
Для впитывающего слоя 43, например, можно применять слой, в котором используется волокнистый наполнитель или комбинация волокнистого наполнителя и впитывающего полимера и т.п. В качестве волокна, из которого состоит наполнитель, можно применять натуральные гидрофильные волокна, такие как целлюлозные волокна, и синтетические волокна (предпочтительно волокна, подвергнутые обработке для придания гидрофильных свойств) и т.п. Хотя плотность материала, как правило, не ограничивается, предпочтительно она
составляет от 150 г/м2 до 500 г/м2. Кроме того, для покровного листа 44 можно применять тонкую бумагу (бумагу санитарно-гигиенического назначения), такую как гидрофильная бумага санитарно-гигиенического назначения, нетканые материалы, формованные из гидрофильных волокон, таких как хлопок и вискоза, нетканые материалы, формованные из синтетических волокон на основе смол, подвергнутых обработке для придания гидрофильных свойств (композитные нетканые материалы, такие как спанбонд-мелтблоун-спанбонд (SMS), спанбонд-мелтблоун-мелтблоун-спанбонд (SMMS) и спанбонд-спанбонд-мелтблоун-спанбонд (SSMS)), и т.п.
Для бокового листа 46 предпочтительно применять водоотталкивающий нетканый материал и, как правило, применяют нетканый материал спанбонд, нетканый материал спанбонд-мелтблоун (SM), нетканый материал SMS и т.п. Для листа 47, контактирующего с одеждой, можно применять различные нетканые материалы, чтобы создавать тканеподобный внешний вид.
Натягиваемый подгузник 10 согласно данному варианту осуществления изобретения содержит многочисленные однослойные области, в каждой из которых присутствует один слой материала внутреннего слоя 31 без материала наружного слоя 33, расположенные с интервалами в продольном направлении наружной оболочки 11; вследствие чего на участках однослойных областей можно заметно повысить воздухопроницаемость с одновременным сохранением эластичности, равной эластичности традиционного натягиваемого подгузника, и сохранением подгонки подгузника по фигуре (пользователя) и подвижности тела. Следовательно, можно значительно уменьшить влажность внутри подгузника. Кроме того, поскольку применяемое количество материалов наружного слоя 33 может уменьшаться, обеспечивается так называемый экологически благоприятный продукт, и можно снижать технологическую себестоимость продукта. Кроме того, благодаря наличию однослойных областей улучшается мягкость наружной оболочки 11, телодвижения во время ношения подгузника становятся плавными, и износостойкость улучшается.
Далее будут описаны примеры расположения структур материалов наружного слоя 33, материала внутреннего слоя 31 и эластичных элементов 35 согласно вышеупомянутому, предпочтительному варианту осуществления изобретения. Сначала будет описан первый пример натягиваемого подгузника 10 согласно первому варианту осуществления изобретения, и будут описаны отличающиеся части других примеров и второго варианта осуществления изобретения, упомянутого ниже. Части, которые, как правило, не описываются, аналогичны частям первого варианта осуществления изобретения и первого примера, и для применения пригодны уже приведенные пояснения. Кроме того, одинаковые материалы и детали имеют одинаковые обозначения.
Первый пример натягиваемого подгузника 10 будет описан с помощью фиг. 3. Как показано на фиг. 3, в вышеупомянутом натягиваемом подгузнике 10 согласно первому варианту осуществления изобретения натягиваемый подгузник 10 (10A) по первому примеру имеет устройство, в котором материалы наружного слоя 33 крепятся к материалу внутреннего слоя 31 через эластичные элементы 35 с помощью клея, такого как термоплавкий клей (не показан), с заданными интервалами в продольном направлении (Y-направлении) натягиваемого подгузника 10. Эластичные элементы 35 крепятся к материалам наружного слоя 33 и материалу внутреннего слоя 31 в своем натянутом состоянии. Хотя натягиваемый подгузник 10 содержит то же самое количество материалов наружного слоя 33, что и количество прикрепляемых эластичных элементов 35, многочисленные куски эластичных элементов 35 могут быть расположены на одном материале наружного слоя 33. При этом увеличенный вид в разрезе основного участка на фиг. 3 (2) показывает положение, в котором материал внутреннего слоя 31 подгибается назад к стороне поверхности, контактирующей с кожей, таким образом, чтобы закрыть участок (не показан), к которому прикрепляется впитывающий слой 40.
В центральной области наружной оболочки 11, где крепится впитывающий слой 40, эластичные элементы 35 разрезаются во многих местах, и поэтому ламинированные области из материала внутреннего слоя 31 и материалов наружного слоя 33 не обладают в этом месте значительной эластичностью.
Ширину материала наружного слоя 33 и интервалы, через которые крепятся материалы наружного слоя 33, выбирают соответствующим образом. Например, предпочтительно, чтобы ширина материала наружного слоя 33 была приблизительно равна ширине эластичного элемента 35 или больше нее. Например, предпочтительно устанавливать ширину материала наружного слоя 33 в диапазоне от 0,5 мм до 60 мм, и предпочтительно устанавливать интервалы при креплении материалов наружного слоя 33 в диапазоне от 1 мм до 40 мм. Кроме того, предпочтительно, чтобы ширина материала наружного слоя 33 находилась в диапазоне от 5 мм до 10 мм, и интервалы прикрепления материалов наружного слоя 33 находились в диапазоне от 5 мм до 10 мм. Когда ширина и интервалы прикрепления материала наружного слоя 33 регулируются в упомянутых выше диапазонах, удобство ношения натягиваемого подгузника 10 дополнительно повышается. Кроме того, путем установления одинаковых интервалов при креплении можно получать эффект равномерного распределения давления, прилагаемого к телу в результате сокращения эластичных элементов, и также можно получать улучшение эффекта, который выражается во внешнем виде (эстетическое впечатление, обеспечиваемое регулярностью расположения).
Поскольку поперечные кромки (кромки в продольном направлении подгузника) материалов наружного слоя 33 представляют собой свободные концы, когда усилие, прилагаемое для растяжения эластичных элементов 35, ослабляется, материалы наружного слоя 33 сжимаются вследствие сокращения эластичных элементов с образованием оборок 36 (см. увеличенный вид в перспективе). Вследствие чего присутствует эффект, который может вызывать умиление видом подгузника в целом. Кроме того, место прикрепления материала наружного слоя 33 к материалу внутреннего слоя 31 не ограничивается центральным участком материала наружного слоя 33 в поперечном направлении (Y-направлении), и может отклоняться в одном из двух поперечных направлений. А именно, в поперечном направлении материала наружного слоя 33 расстояние от места крепления к материалу внутреннего слоя 31 до одной из кромок может быть длинным, а расстояние до другой кромки может быть коротким. Таким образом, при изменении расстояний от места крепления до кромок, оборки легко образуются на более длинном расстоянии.
Кроме того, боковые скрепляющие участки 25 представляют собой участки, где поперечные боковые кромки переднего участка 21 наружной оболочки 11 и поперечные боковые кромки заднего участка 23 наружной оболочки 11 соответственно соединяются путем скрепления, такого как упрочнение под давлением (тиснение). Например, материал внутреннего слоя 31 (31 A) переднего участка 21 и материал внутреннего слоя 31 (31B) заднего участка 23 соединяются вместе в таком положении, что материал наружного слоя 33 (33A) переднего участка 21 и материал наружного слоя 33 (33B) переднего участка 21 оказываются напротив друг друга. Вследствие чего в боковом скрепляющем участке 25 эластичный элемент 35 (35A), расположенный на переднем участке 21, и эластичный элемент 35 (35B), расположенный на заднем участке 23, находятся в таком положении, что они оказываются напротив друг друга через материал внутреннего слоя 31.
Такое устройство также можно применять для описанного ниже примера применения эластичных элементов 35 и для второго варианта осуществления изобретения. Кроме того, если не считать эластичные элементы 35, такое устройство также можно применять в упомянутом ниже примере, в котором эластичные элементы 35 не применяются.
В вышеупомянутом боковом скрепляющем участке 25 участок, где ламинированы материал внутреннего слоя 31 и материал наружного слоя 33, превращается в участок, где прочность сцепления является значительной, а участок, содержащий только материал внутреннего слоя 31, превращается в участок, где прочность сцепления является слабой. Следовательно, в области, содержащей только материал внутреннего слоя, участок сцепления легко снимается. Кроме того, поскольку боковой скрепляющий участок 25 содержит области, содержащие только материал внутреннего слоя 31, гибкость бокового скрепляющего участка 25 повышается, удобство при ношении улучшается, и дополнительно улучшается ощущение на коже и текстура со стороны поверхности, контактирующей с кожей.
В качестве материалов для материала внутреннего слоя 31 и материалов наружного слоя 33 можно применять листы, описанные в вышеупомянутом первом варианте осуществления изобретения. Эластичные элементы 25 могут представлять собой любые эластичные материалы, обычно применяемые во впитывающих изделиях, таких как подгузники и гигиенические салфетки. Примеры таких эластичных материалов включают в себя синтетические каучуки, такие как стирол-бутадиеновый, бутадиеновый, изопреновый и неопреновый, натуральный каучук, EVA, эластичные полиолефины и полиуретан. Формы эластичных элементов предпочтительно включают в себя нить или жгут (плоский каучук) с прямоугольным, квадратным, круглым или полигональным сечением или мультифиламентную нить.
В первом примере натягиваемого подгузника 10A можно получать эффекты, упомянутые в первом варианте осуществления изобретения для натягиваемого подгузника 10. Кроме того, наружной оболочке 11 придается эластичность в областях ламинирования материалов наружного слоя 33 и материала внутреннего слоя 31, где расположены эластичные элементы 35. Такая эластичность улучшает подгонку натягиваемого подгузника по фигуре. Как показано на увеличенном виде фиг. 3(1), поскольку поперечные кромки (кромки в продольном направлении подгузника) материалов наружного слоя 33 представляют собой свободные концы, когда усилие, прикладываемое для растяжения эластичных элементов 35, ослабляется, материалы наружного слоя 33 благодаря сокращению эластичных элементов сжимаются с образованием оборок 36. Вследствие чего присутствует эффект, который может вызывать умиление видом подгузником в целом. Кроме того, поскольку эластичные элементы 35 покрыты материалами наружного слоя 33, эластичные элементы 35 защищены материалами наружного слоя 33. Таким образом, прямое приложение внешней силы к материалам наружного слоя 33 предотвращается, и поэтому эластичные элементы 35 становится трудно порвать.
Кроме того, как показано на фиг. 4, для материалов наружного слоя 33 можно применять окрашенные или принтованные листы. При применении таких листов (лентовидные листы, которые в большом количестве видны на фотографии в поперечном направлении) легко отличить ламинированные области, и становится возможным обеспечивать натягиваемый подгузник 10 с прекрасным дизайном.
Хотя первый пример, приведенный на фиг. 3, показывает устройство подгузника, при котором материалы наружного слоя 33 крепятся к материалу внутреннего слоя 31 через эластичные элементы 35 с заданными интервалами, также можно применять, например, устройство подгузника, при котором, наоборот, разрезанные на ленты материалы внутреннего слоя 31 с помощью термоплавкого клея крепятся к материалу наружного слоя 33 через эластичные элементы 35 с заданными интервалами.
Далее с помощью фиг. 5 будет описан второй пример натягиваемого подгузника 10. Как показано на фиг. 5, натягиваемый подгузник 10 (10B) согласно второму примеру имеет устройство, при котором материалы наружного слоя 33 крепятся на материале внутреннего слоя 31 через эластичные элементы 35 с заданными интервалами с помощью скрепляющих участков 37 в натягиваемом подгузнике 10 согласно вышеупомянутому первому варианту осуществления изобретения. Ширина материала наружного слоя 33 и интервал между материалами наружного слоя 33 соответствуют первому примеру. При таком устройстве подгузника соответствующие эластичные элементы 35 находятся в натянутом состоянии, и оба их конца крепятся путем прикрепления с помощью клея 39, придавая при этом эластичность всей наружной оболочке 11. На других участках, отличающихся от его обоих концов, каждый эластичный элемент 35 не прикреплен к материалу наружного слоя 33 и материалу внутреннего слоя 31. Вследствие чего можно получать хорошую эластичность в ламинированных областях, состоящих из материалов наружного слоя 33 и материала внутреннего слоя 31, без подавления эластичности эластичных элементов 35. В центральной области наружной оболочки 11, к которой крепится впитывающий слой 40, ламинированные области из материалов наружного слоя 33 и материала внутреннего слоя 31 обладают эластичностью.
Кроме того, при таком устройстве подгузника, сборки можно образовывать путем регулярного размещения скрепляющих участков 37 на тех участках, где материал внутреннего слоя 31 и материалы наружного слоя 33 образуют два слоя с эластичными элементами 35, расположенными между ними. В упомянутом втором примере воздухопроницаемость улучшается, поскольку с помощью сборок образуются зазоры, которые позволяют осуществлять вентиляцию в продольном направлении (Y-направлении) на участках между материалами наружного слоя 33 и материалом внутреннего слоя 31. Кроме того, сборки обеспечивают изделиям дизайн внешнего вида.
В натягиваемом подгузнике 10 (10B) по второму примеру можно получать эффекты, подобные эффектам в натягиваемом подгузнике 10 согласно вышеупомянутому первому варианту осуществления изобретения. Кроме того, поскольку материалы наружного слоя 33 крепятся к материалу внутреннего слоя 31 путем образования скрепляющих участков 37, расположенных с интервалами, на поперечных боковых участках материалов наружного слоя 33 в направлении окружности талии также можно получать воздухопроницаемость в поперечном направлении (Y-направление показано на чертеже с помощью стрелки) материалов наружного слоя 33 между материалами наружного слоя 33 и материалом внутреннего слоя 31. Благодаря этому также можно обеспечивать воздухопроницаемость на участках материалов внутреннего слоя 31 с материалами наружного слоя 33 в добавление к воздухопроницаемости на участках материала внутреннего слоя 31 без материалов наружного слоя 33. Следовательно, можно обеспечить натягиваемый подгузник 10 (10B), который не теряет своей мягкости, имеет прекрасную эластичность, хорошую воздухопроницаемость и с трудом становится влажным от пота, несмотря на то, что наружная оболочка 11 содержит ламинированные области.
Третий пример натягиваемого подгузника 10 будет описан с помощью фиг. 6. Как показано на фиг. 6, натягиваемый подгузник 10 по третьему примеру (10C) имеет устройство, при котором материалы наружного слоя 33 сами по себе обладают эластичностью в продольном направлении (направление по окружности талии), и такие материалы наружного слоя 33 крепятся к материалу внутреннего слоя 31 в натянутом состоянии с помощью клея 32 подобно натягиваемому подгузнику 10 согласно вышеупомянутому первому варианту осуществления изобретения. В качестве клея применяют, например, термоплавкий клей, двухстороннюю липкую ленту и т.п.
В данном контексте эластичность, которой обладают материалы наружного слоя 33 сами по себе, относится, например, к эластичности, которая может заменять эластичность, которую придают с помощью вышеупомянутых эластичных элементов.
В качестве материалов наружного слоя 33, обладающих эластичностью, можно применять эластичные листы, такие как нетканые материалы, содержащие эластичные волокна и эластичные пленки. В том случае, когда текстуре и тканеподобному внешнему виду придается особое значение, предпочтительно, чтобы такие эластичные листы содержали на поверхности волокнистый слой. В том случае, когда такой волокнистый слой является неэластичным, его можно подвергать растяжению с помощью обработки под растягивающей нагрузкой или т.п. для того, чтобы неэластичный, волокнистый слой не подавлял эластичность эластичного листа. Примером обработки под растягивающей нагрузкой служит, например, обработка для образования выступов-углублений (профилирование листа) с целью ослабления связей между волокнами или с целью частичного вытягивания волокон в волокнистом слое, и таким образом, эластичность проявляется без подавления эластичности эластичного листа. Благодаря обработке поверхности волокнистого слоя с целью образования выступов-углублений на поверхностях материалов наружного слоя 33 образуются углубления и выступы (углубление представляет собой бороздки 34), как показано на фиг. 6 (3) на увеличенном виде сверху основного участка.
Интервалы между вышеупомянутыми бороздками 34 доводятся, например, до равных интервалов. Кроме того, в том случае, когда степень придаваемой эластичности изменяется от места к месту, также можно менять интервалы между бороздками 34. Например, в том случае, когда толщина материалов наружного слоя 33 составляет от 0,01 мм до 0,2 мм, в области, где требуется значительная эластичность, интервалы между бороздками 34 доводят приблизительно до 2-5 мм, и в области, где требуется небольшая эластичность, интервалы между бороздки 34 доводят приблизительно до 0,5-2 мм. Интервалы между бороздками 34 также меняются в зависимости от толщины материалов наружного слоя 33. Способ обработки материалов наружного слоя 33 не ограничивается, при условии, что материалы наружного слоя благодаря бороздкам 34 обладают требуемой эластичностью.
Кроме того, ширина материала наружного слоя 33 и интервалы между материалами наружного слоя 33 находятся в соответствии с первым примером.
Кроме того, обработку с целью образования выступов-углублений (профилирование листа) в виде обработки под растягивающей нагрузкой также осуществляют в отношении материалов наружного слоя 33 на впитывающем слое 40. После обработки под растягивающей нагрузкой материалы наружного слоя 33 вытягиваются и соединяются с материалом внутреннего слоя 31. После соединения материалы наружного слоя 33 и материал внутреннего слоя 31 подвергают термоскреплению (эластичные элементы разрезают) на соответствующих участках впитывающего слоя 40 таким образом, что материалы наружного слоя 33 делаются неэластичными и теряют свою эластичность на соответствующих участках, при этом выступы-бороздки, образованные на материалах наружного слоя 33 на впитывающем слое 40, становятся менее рельефными.
Что касается вышеупомянутых материалов наружного слоя, обладающих эластичностью, с растяжимым нетканым материалом, по сути в нерастянутом состоянии по всей его длине соединяют, например, (1) лист, содержащий эластичный волокнистый слой и растяжимый волокнистый слой (слои), который (которые) объединен/объединены с одной или обеими поверхностями эластичного волокнистого слоя; (2) лист, содержащий сетевидный эластичный лист и растяжимый волокнистый слой (слои), который (которые) объединен/объединены с одной или обеими поверхностями эластичного листа; (3) лист, содержащий эластичный лист, образованный эластичной пленкой, и растяжимый волокнистый слой (слои), который (которые) объединен/объединены с одной или обеими поверхностями эластичного листа; (4) эластичный лист, в котором много эластичных филаментных нитей, склонных растягиваться в одном направлении без пересечения друг с другом.
Что касается вышеупомянутого листа (1), в качестве примера можно упомянуть, например, (a) эластичный нетканый материал, в котором, по сути неэластичный волокнистый слой расположен, по меньшей мере, на одной поверхности эластичного волокнистого слоя, где оба волокнистых слоя скрепляются по всей поверхности путем приплавления в местах пересечения волокон в состоянии, при котором структурообразующие волокна в эластичном волокнистом слое сохраняют формы волокна, и нетканый материал находится либо в состоянии, при котором часть структурообразующих волокон из неэластичного волокнистого слоя проникла в эластичный волокнистый слой, либо в состоянии, при котором часть структурообразующих волокон из эластичного волокнистого слоя проникла в неэластичный волокнистый слой, или в том и другом состоянии. Кроме того, в качестве вышеупомянутых листов (1) - (3) можно предпочтительно применять (b) эластичный лист, содержащий эластичный слой с эластичной растяжимостью, и по сути неэластичный, волокнистый слой, в котором два слоя превращены в ламинированный лист путем ламинирования в направлении их толщины и частичного сцепления, и растяжение осуществляется в отношении ламинированного листа и т.п. В качестве средства для осуществления таких растяжений и для получения растяжимых волокнистых слоев и вышеупомянутых нетканых материалов (1) - (3) предпочтительно осуществлять вышеупомянутую обработку с целью образования выступов-углублений (профилирование листа).
Что касается вышеупомянутого эластичного нетканого материала (a), на границе эластичного волокнистого слоя и неэластичного волокнистого слоя и вблизи нее места пересечения структурообразующих волокон эластичного волокнистого слоя и структурообразующих волокон неэластичного волокнистого слоя сцепляются путем приплавления и, следовательно, равномерно сцепляются по сути по всей поверхности. Поскольку два слоя сцепляются по всей поверхности, предотвращается образование промежутков из-за отделения двух слоев, и образуется эластичный нетканый материал с многослойной структурой, который создает ощущение целостности, подобной однослойному нетканому материалу. Вышеупомянутое состояние, при котором структурообразующие волокна эластичного волокнистого слоя сохраняют формы волокна, относится к состоянию, при котором большая часть структурообразующих волокон в эластичном волокнистом слое не деформируется до пленочной формы или пленочной структуры, содержащей волокна, даже в том случае, когда применяется нагревание, давление или т.п. Кроме того, в эластичном волокнистом слое места пересечения структурообразующих волокон в слое сцепляются путем приплавления. Аналогичным образом в неэластичном волокнистом слое места пересечения структурообразующих волокон также соединяются путем приплавления в слое.
В том случае, когда неэластичные волокнистые слои расположены на обеих поверхностях эластичного волокнистого слоя, по меньшей мере, одна из поверхностей находится либо в состоянии, при котором часть ее структурообразующих волокон проникла в эластичный волокнистый слой, либо состоянии, при котором часть структурообразующих волокон эластичного волокнистого слоя проникла, по меньшей мере, в один из неэластичных волокнистых слоев, или в обоих упомянутых состояниях.
Эластичный волокнистый слой обладает способностью растягиваться и способностью сжиматься, когда растягивающее усилие ослабляется. Кроме того, он представляет собой совокупность волокон, обладающих эластичностью. Кроме того, эластичный волокнистый слой может быть в форме полотна или нетканого материала, отформованного из волокон, обладающих эластичностью. Например, он может представлять собой нетканый материал, отформованный с помощью способа раздувного формования, технологии спанбонд, технологии мелтблоун или т.п. Как правило, полотно, полученное с помощью способа раздувного формования, является предпочтительным. В качестве структурообразующих волокон для эластичного волокнистого слоя, например, можно применять волокна, полученные из исходных материалов, таких как термопластические эластомеры и каучуки. Как правило, волокна, полученные из термопластичных эластомеров в качестве исходных материалов, являются предпочтительными для растяжимого нетканого материала согласно варианту осуществления изобретения, содержащего нетканый материал, полученный воздушной набивкой, в качестве основной структуры, поскольку возможно формование из расплава с применением экструдера, такого же, как для обычных термопластичных смол, и волокна, полученные таким образом, легко соединяются приплавлением. Примеры термопластичных эластомеров могут включать в себя эластомеры на основе стирола, такие как SBS, SIS, SEBS и SEPS, эластомеры на основе олефинов, эластомеры на основе полиэфира и эластомеры на основе полиуретана. Их можно применять в виде только одного типа или в виде комбинации двух или более типов.
Неэластичный волокнистый слой обладает способностью к растяжению, однако по сути является неэластичным. В данном контексте способность к растяжению может представлять собой либо случай, когда структурообразующие волокна растягиваются сами по себе, либо случай, когда структурообразующие волокна сами по себе не растягиваются, однако волокнистый слой в целом растягивается благодаря отделению волокон, которые скреплены путем приплавления в местах пересечения волокон, структурному изменению в трехмерной структуре, образованной из многочисленных кусков волокон путем приплавления волокон и т.п., или отрыву структурообразующих волокон. Примеры волокон, которые образуют неэластичный волокнистый слой, могут включать в себя волокна, отформованные из полиэтилена (PE), полипропилена (PP), полиэфиров (PET и PBT), полиамидов и т.п. Волокна, которые образуют неэластичный волокнистый слой, могут представлять собой либо короткие волокна, либо длинные волокна и могут быть либо гидрофильными, либо гидрофобными. Кроме того, также можно применять бикомпонентые волокна типа бикомпонентного волокна с оболочкой из второго компонента или с расположенными плотно друг к другу волокнами, расщепляемые волокна, волокна с модифицированным поперечным сечением, извитые волокна, волокна, дающие усадку при нагревании и т.п. Такие волокна можно применять только в виде одного типа или в виде комбинации двух или более типов. Неэластичный волокнистый слой может представлять собой полотно или нетканый материал из непрерывных филаментных нитей или коротких волокон.
Вышеупомянутый эластичный лист (b) получают путем проведения обработки под растягивающей нагрузкой ламинированного листа, содержащего эластичный слой с эластичной растяжимостью, и по сути неэластичный волокнистый слой (слои), который (которые) ламинирован на одну или обе поверхности эластичного слоя, где неэластичный волокнистый слой (слои) частично скрепляется с образованием регулярной структуры.
Эффекты натягиваемого подгузника 10 (10C) по третьему примеру такие же, как эффекты, упомянутые для натягиваемого подгузника 10 согласно вышеупомянутому первому варианту осуществления изобретения. В данном примере, поскольку материалы наружного слоя 33 подвергаются обработке под растягивающей нагрузкой таким образом, что содержат углубления и выступы, не требуется эластичных элементов, которые расположены между материалом внутреннего слоя 31 и материалами наружного слоя 33, обеспечивается мягкий внешний вид и прикосновение, и также на материалах наружного слоя 33 можно формировать оборки путем уменьшения ширины наносимого клея 32 по сравнению с шириной материала наружного слоя 33. Кроме того, может уменьшаться количество материалов для эластичных элементов.
Кроме того, при изменении ширины материалов наружного слоя 33 также меняется сила упругости и можно регулировать подходящее давление на различные области при сжатии подгузника, соответствующее каждому месту, такому как участок талии, участок в области подвздошной кости и поясницы. Например, при увеличении ширины на участке талии и участке в области подвздошной кости больше, чем в других местах, можно повышать силу упругости и можно увеличивать давление на эти области при сжатии подгузника.
В натягиваемом подгузнике 10 по третьему примеру в том случае, когда эластичность ламинированных областей небольшая, при необходимости между материалами наружного слоя 33 и материалом внутреннего слоя 31 можно размещать эластичный элемент 35 по первому примеру.
Четвертый пример натягиваемого подгузника 10 будет описан с помощью фиг. 7. В четвертом примере натягиваемого подгузника 10 (10D) применяются материалы, подобные материалам натягиваемого подгузника 10A по вышеупомянутому первому примеру натягиваемого подгузника 10 согласно вышеупомянутому первому варианту осуществления изобретения. В натягиваемом подгузнике 10 по вышеупомянутому первому примеру, как показано на фиг. 7, материалы наружного слоя 33 и материал внутреннего слоя 31, скрепляемые с помощью клея, такого как термоплавкий клей (не показан), через эластичные элементы 35, подвергали обработке под растягивающей нагрузкой, такой как обработка для образования выступов-углублений в направлении вокруг талии (X-направление). Таким образом, материалы наружного слоя 33 и материал внутреннего слоя 31 обладают способностью к растяжению. Эластичные элементы 35 крепятся на материалах наружного слоя 33 и материале внутреннего слоя 31 в своем натянутом состоянии. Как упомянуто выше, способ обработки под растягивающей нагрузкой не ограничивается при условии, что он представляет собой способ, который делает материалы наружного слоя 33 и материал внутреннего слоя 31 растяжимыми.
Кроме того, ширина материала наружного слоя 33 и интервалы между материалами наружного слоя 33 соответствуют вышеупомянутому первому примеру.
В четвертом примере натягиваемого подгузника 10 (10D) можно получать эффекты, подобные эффектам натягиваемого подгузника 10A по вышеупомянутому первому примеру. Кроме того, проводя обработку с целью образования выступов-углублений (профилирование листа) в виде обработки под растягивающей нагрузкой, материалы наружного слоя 33 и материал внутреннего слоя 31 можно делать растяжимыми. Таким образом, эластичность проявляется без подавления эластичности эластичных элементов 35 и, следовательно, можно улучшить подгонку натягиваемого подгузника 10D по фигуре.
Пятый пример натягиваемого подгузника 10 будет описан с помощью фиг. 8. Как показано на фиг. 8, натягиваемый подгузник 10 (10E) по пятому примеру имеет устройство, при котором в натягиваемом подгузнике 10 согласно вышеупомянутому первому варианту осуществления изобретения формируются поры 15 в наружной оболочке 11 на участке материала внутреннего слоя 31, на котором материалы наружного слоя 33 отсутствуют. Такое устройство можно применять для всех натягиваемых подгузников 10, которые описаны в описании. Поры 15 формируются с заданными интервалами. Например, предпочтительно, чтобы каждая пора имела диаметр, который меньше, по меньшей мере, чем интервал между материалами наружного слоя 33 в зависимости от интервалов удаления материалов наружного слоя 33, и чтобы интервал между порами составлял, например, до 101% или более и 500% или менее от диаметра поры 15. Более предпочтительно интервал между порами составляет до 200% или более и 300% или менее от диаметра поры 15. Поры 15 можно формировать с помощью нагретой иглы, лазерной обработки или т.п.
Натягиваемый подгузник 10 по пятому примеру (10E) также обладает эффектами, подобными эффектам натягиваемого подгузника 10 согласно вышеупомянутому первому варианту осуществления изобретения. В данном примере, поскольку поры 15 формируются в материале внутреннего слоя 31, воздухопроницаемость дополнительно повышается.
Далее со ссылкой на фиг. 9 будет описан второй вариант осуществления натягиваемого подгузника согласно настоящему изобретению.
Как показано на фиг. 9, натягиваемый подгузник 100 в качестве примера натягиваемого подгузника имеет устройство, в котором наружная оболочка 11 также формируется на участке для области промежности 13, и впитывающий слой 40 расположен внутри (со стороны поверхности, контактирующей с кожей) наружной оболочки 11, сформированной на участке для области промежности 13. Что касается наружной оболочки 11 в вышеупомянутом первом варианте осуществления изобретения, как правило, натягиваемый подгузник 100 содержит участок для области промежности 13, который формируется таким образом, чтобы образовывать сплошную перемычку между передним участком 21 и задним участком 23. Материал внутреннего слоя 31 формируется на заднем участке 23, переднем участке 21 и участке для области промежности 13 вышеупомянутой наружной оболочки 11, и материалы наружного слоя 33 ламинируются с интервалами на материал внутреннего слоя 31 заднего участка 23 и переднего участка 21 вдоль направления вокруг талии (X-направление). Следовательно, материалы наружного слоя 33 не ламинируются на материал внутреннего слоя 31 на участке области промежности 13.
Как упомянуто выше, устройство материалов наружного слоя 33 согласно настоящему изобретению также можно применять к натягиваемому подгузнику 100, содержащему наружную оболочку, которая формируется как непрерывная от передней стороны до задней стороны через область промежности, и может улучшать воздухопроницаемость натягиваемого подгузника. Кроме того, можно уменьшать количество материалов, применяемых для материалов наружного слоя 33, и, следовательно, можно снижать технологическую себестоимость.
Далее будет описан первый аспект предпочтительного варианта осуществления (первый вариант осуществления) способа производства натягиваемого подгузника согласно настоящему изобретению, со ссылкой на фиг. 10-13. Первый аспект способа производства относится к способу производства вышеупомянутого натягиваемого подгузника 10 (10A). Для частей, которые специально не описаны в других упомянутых ниже вариантах, соответственно применяются пояснения, которые упоминаются подробно в отношении первого аспекта.
Как показано на фиг. 10-13, например, первый листовой материал 1S подается сверху, второй листовой материал 2S подается снизу, и непрерывный компонент 3S эластичного элемента, который затем превращается в эластичные элементы 35, подается в зазор между первым листовым материалом 1S и вторым листовым материалом 2S. Первый листовой материал 1S образует материалы наружного слоя 33, а второй листовой материал 2S образует материал внутреннего слоя 31. Для такого первого листового материала 1S (материалы наружного слоя 33), второго листового материала 2S (материал внутреннего слоя 31) и непрерывного элемента 3S эластичного элемента (эластичные элементы 35) применяются материалы, подобные материалам, соответственно упомянутым выше в отношении натягиваемого подгузника 10.
Сначала вышеупомянутый первый листовой материал 1S делится на многочисленные куски в поперечном направлении на продольно-резальном валке 211 для материала наружного слоя, при этом образуются узкие листовые материалы ленточного типа 33T. Затем листовые материалы ленточного типа 33T и 33T отделяются друг от друга с заданными интервалами d1 с помощью средства установки интервалов 213. Ширина листового материала ленточного типа 33T (часть, отделенная от первого листового материала 1S) в вышеупомянутом натягиваемом подгузнике 10A превращается в ширину каждого материала наружного слоя 33 (33A, 20 33B), и установленный интервал в вышеупомянутом натягиваемом подгузнике 10A также превращается в интервал между материалами наружного слоя 33.
Хотя это не показано на чертеже, вышеупомянутое средство установки интервалов содержит средство, оборудованное направляющими валками, для соответствующих листовых материалов ленточного типа, которое выполнено с возможностью расширять интервалы до заданных интервалов с помощью углов и мест размещения валков и при этом сводить вместе листовые материалы ленточного типа и второй листовой материал 2S; или средство, оборудованное направляющими для регулирования движения листа (оборудование для коррекции блуждания листа) соответствующих листовых материалов ленточного типа, которое выполнено с возможностью сводить вместе листовые материалы ленточного типа и второй листовой материал 2S.
Кроме того, многочисленные куски непрерывных компонентов 3S эластичного элемента предварительно размещаются параллельно друг другу и подаются вместе со вторым листовым материалом 2S, при этом соответствующие непрерывные компоненты эластичного элемента находятся в натянутом состоянии, и на них наносится клей (не показан), подаваемый из устройства для нанесения клея 215. Соответствующие непрерывные компоненты 3S эластичного элемента подаются с заданными интервалами d2. При этом предпочтительно подавать их таким образом, чтобы центр поперечного направления непрерывного компонента 3S эластичного элемента находился в центре поперечного направления вышеупомянутого листового материала ленточного типа 33T. В таком случае в качестве вышеупомянутого устройства для нанесения клея 215 применяют, например, термопистолет для нанесения клеев-расплавов, и в качестве клея применяют термоплавкий клей.
Таким образом, непрерывные компоненты 3S эластичного элемента в их натянутом состоянии с заданными интервалами d2 подают в зазор между прижимными валками 217 и 218 на второй листовой материал 2S. Наряду с этим на каждый непрерывный компонент эластичного элемента подается каждый листовой материал ленточного типа 33T таким образом, чтобы непрерывный компонент 3S эластичного элемента находился в центре поперечного направления листовых материалов ленточного типа 33T.
Кроме того, второй листовой материал 2S, непрерывные компоненты 3S эластичного элемента и листовые материалы ленточного типа 33T пропускаются между прижимными валками 217 и 218, и благодаря давлению между валками второй листовой материал 2S и листовые материалы ленточного типа 33T склеиваются друг с другом через непрерывные компоненты 3S эластичного элемента с помощью термоплавкого клея, нанесенного на непрерывные компоненты 3S эластичного элемента, образуя при этом сплошной элемент 11S наружной оболочки, который предназначен для наружной оболочки 11. При этом путем подачи клея из устройства для нанесения клея 215 либо на один из листовых материалов ленточного типа 33T или второй листовой материал 2S, либо как на листовые материалы ленточного типа 33T, так и на второй листовой материал 2S, непрерывные компоненты эластичного элемента приклеиваются к материалу (материалам).
Далее осуществляют стадию разрезания эластичного элемента, чтобы блокировать проявление эластичной функции непрерывных компонентов 3S эластичного элемента на участке второго листового материала 2S, на котором крепится впитывающий слой 40. В процессе разрезания такого эластичного элемента, например, на сплошном элементе 11S наружной оболочки можно формировать нефункционализированную область 11N с помощью режущего валка 219, содержащего участок, образующий нефункционализированную область (не показан), который блокирует проявление сжимающей силы непрерывных компонентов 3S эластичного элемента. Участок, образующий нефункционализированную область, состоит из многих выпуклых участков или режущих пластин, которые выполнены с возможностью разрезать непрерывные компоненты 3S эластичного элемента, или многих крепирующих шпилек, которые выполнены с возможностью сшивать непрерывные компоненты 3S эластичного элемента путем термоскрепления или т.п.
Валок 220, соответствующий режущему валку 219, является принимающим валком режущего валка, и его внешняя поверхность представляет собой гладкую поверхность.
Далее сплошной элемент 11S наружной оболочки разрезается на центральном участке его поперечного направления с применением продольно-резального валка 221 для наружной оболочки, и разносится с заданным интервалом для того, чтобы сформировать передний участок 21 и задний участок 23. Размер и т.п. натягиваемого подгузника 10, включая такой заданный интервал, выбирают соответствующим образом в зависимости от размера и предполагаемого использования.
Далее впитывающий слой 40, который получен при разрезании сплошного тела 40S впитывающего слоя, подаваемый с участка формирования впитывающего слоя 4, размещают на заданных местах переднего участка 21 и заднего участка 23 сплошного элемента 11S наружной оболочки. При этом впитывающий слой 40 размещают таким образом, чтобы его продольное направление стало, например, перпендикулярным переднему участку 21 и заднему участку 23. Впитывающий слой 40 крепится на сплошном элементе 11S наружной оболочки, с одновременным сохранением натянутого состояния сплошного элемента 11S наружной оболочки. Например, впитывающий слой 40 крепится с одновременным сохранением сплошного элемента 11S наружной оболочки в таком состоянии, чтобы он не сокращался под действием сжимающей силы со стороны непрерывного компонента 3S эластичного элемента. Обычно эластичный элемент, который сокращается в продольном направлении впитывающего слоя 40, также находится на впитывающем слое 40, и в таком случае впитывающий слой 40 также крепится к сплошному элементу 11S наружной оболочки, с одновременным сохранением впитывающего слоя 40 в растянутом состоянии. В это время на впитывающий слой 40 или на сплошной элемент 11S наружной оболочки предварительно наносится клей.
Затем кромки с наружной стороны сплошного элемента 11S наружной оболочки в поперечном направлении сгибаются таким образом, чтобы закрыть обе кромки впитывающего слоя 40 в продольном направлении, и впитывающий слой 40 крепится на отогнутых назад участках. При этом клей предварительно наносится на заданные места внутренних сторон отогнутых назад участков, впитывающий слой 40 и т.п.
Далее впитывающий слой 40 складывается вдвое в продольном направлении, и на него накладываются передний участок 21 сплошного элемента 11S наружной оболочки и задний участок 23 сплошного элемента 11S наружной оболочки с одновременным ориентированием вторых листовых материалов 2S лицевой стороной вовнутрь. Затем осуществляют стадию скрепления боковых кромок для соединения переднего участка 21 и заднего участка 23 в их поперечном направлении с заданным интервалом. Заданный интервал на такой стадии скрепления боковых кромок определяет длину натягиваемого подгузника 10 в поперечном направлении. Таким образом получают сплошное тело 10S натягиваемого подгузника.
Затем сплошное тело 10S натягиваемого подгузника разрезается в поперечном направлении в местах сцепления, получаемых путем скрепления на боках (боковых кромок). В результате натягиваемый подгузник 10 (10A) готов и, таким образом можно получать устройство подгузника, которое описано в первом примере вышеупомянутого натягиваемого подгузника.
В вышеупомянутом первом аспекте способа производства однослойные области, формируемые материалом внутреннего слоя 31, образуются путем ламинирования многочисленных кусков листовых материалов ленточного типа 33T, которые образованы при резке первого листового материала 1S, со вторым листовым материалом 2S в состоянии, при котором соответствующие листовые материалы ленточного типа 33T разносятся на некоторое расстояние друг от друга. Таким образом, воздухопроницаемость в однослойной области заметно увеличивается и, следовательно, можно обеспечить натягиваемый подгузник 10 (10A), в котором значительно уменьшается влажность внутри подгузника.
Кроме того, поскольку применяемое количество материалов наружного слоя 33 может уменьшаться, в виде натягиваемого подгузника одноразового использования можно производить так называемый экологически благоприятный продукт. Кроме того, поскольку применяемое количество материалов наружного слоя 33 может уменьшаться, можно снижать технологическую себестоимость.
Далее со ссылкой на вид сверху (1) и вид спереди (2), показывающие основной участок на фиг. 14, будет описан второй аспект способа производства согласно настоящему изобретению. Второй аспект относится к способу производства вышеупомянутого натягиваемого подгузника 10 (10B).
Как показано на фиг. 14, например, первый листовой материал 1S подается сверху, второй листовой материал 2S подается снизу, и непрерывный компонент 3S эластичного элемента, который становится эластичными элементами 35, подается в зазор между первым листовым материалом 1S и вторым листовым материалом 2S. Первый листовой материал 1S образует материалы наружного слоя 33, и второй листовой материал 2S образует материал внутреннего слоя 31. для упомянутого первого листового материала 1S (материалы наружного слоя 33), второго листового материала 2S (материал внутреннего слоя 31) и непрерывного компонента 3S эластичного элемента (эластичные элементы 35) соответственно применяются материалы, аналогичные материалам упомянутого выше натягиваемого подгузника 10.
Сначала вышеупомянутый первый листовой материал 1S делится на многочисленные куски в поперечном направлении на продольно-резальном валке 211 для материала наружного слоя для формирования узких листовых материалов ленточного типа 33T, и листовые материалы ленточного типа 33T и 33T разносятся на некоторое расстояние друг от друга с заданными интервалами d1 с помощью средства установки интервалов 213, которое аналогично такому средству, описанному в вышеупомянутом первом аспекте. Ширина листового материала ленточного типа 33T (первый отделенный листовой материал 1S) равна ширине материала наружного слоя 33 вышеупомянутого натягиваемого подгузника 10A, и интервалы между ними равны интервалам между материалами наружного слоя 33 в вышеупомянутом натягиваемом подгузнике 10A.
Кроме того, многочисленные куски эластичных элементов 35 размещаются параллельно друг другу и подаются вместе со вторым листовым материалом 2S в их натянутом состоянии, и в таком состоянии на них наносится клей (не показан), подаваемый из устройства для нанесения клея 215. Соответствующие непрерывные компоненты 3S эластичного элемента подаются с заданными интервалами d2. Такой клей подают периодически. Например, как показано на вышеупомянутой фиг. 5, клей наносится на участки непрерывных компонентов 3S эластичного элемента (эластичные элементы 35), которые расположены на соответствующих местах: участки наружных кромок впитывающего слоя 40, закрепленного на переднем участке 21 и заднем участке 23 наружной оболочки 11, которая образована вторым листовым материалом 2S; оба конца переднего участка 21 в направлении по окружности талии; и обе кромки заднего участка 23 в направлении по окружности талии. При этом непрерывные компоненты 3S эластичного элемента подаются таким образом, чтобы центр поперечного направления непрерывного компонента 3S эластичного элемент соответствовал центру поперечного направления листового материала ленточного типа 33T.
В таком случае в качестве вышеупомянутого устройства для нанесения клея 215 применяют, например, термопистолет для нанесения клеев-расплавов, и в качестве клея применяют термоплавкий клей.
Таким образом, второй листовой материал 2S, непрерывные компоненты 3S эластичного элемента и листовые материалы ленточного типа 33T пропускаются между прижимными валками 217 и 218. Кроме того, второй листовой материал 2S и листовые материалы ленточного типа 33T благодаря давлению между валков частично склеиваются через непрерывные компоненты 3S эластичного элемента с помощью термоплавкого клея, нанесенного на непрерывные компоненты 3S эластичного элемента.
Ширина вышеупомянутого листового материала ленточного типа 33T, и интервалы листовых материалов ленточного типа 33T соответствуют вышеупомянутому натягиваемому подгузнику 10A.
Далее осуществляют процесс скрепления, при котором первый листовой материал 1S, непрерывные компоненты 3S эластичного элемента и второй листовой материал 2S, которые частично склеены друг с другом, пропускают через уплотняющие валки 231 в наложенном друг на друга состоянии. С помощью таких уплотняющих валков 231 образуются скрепляющие участки 37 с интервалами на обеих сторонах листовых материалов ленточного типа 33T в поперечном направлении, и листовые материалы ленточного типа 33T крепятся на второй листовой материал 2S. Для образования скрепленных участков 37 предпочтительно применять скрепление под давлением.
При применении скрепления под давлением драпировка листового материала не утрачивается при отверждении клея и т.п. и, следовательно, можно обеспечивать хорошую текстуру.
Кроме того, на вышеупомянутой стадии непрерывные компоненты 3S эластичного элемента находятся между листовых материалов ленточного типа 33T и вторым листовым материалом 2S и между скрепленными участками 37 и 37, и также периодически скрепляются с листовыми материалами ленточного типа 33T и вторым листовым материалом 2S с помощью клея. Вследствие этого, большой участок непрерывных компонентов 3S эластичного элемента свободен от листовых материалов ленточного типа 33T и второго листового материала 2S. Таким образом, можно повышать воздухопроницаемость листовых материалов ленточного типа 33T (материалы наружного слоя 33) в поперечном направлении.
Кроме того, на вышеупомянутой стадии скрепления скрепляющие участки 37 формируются регулируемым образом на участках нетканого материала, где листовые материалы ленточного типа 33T и второй листовой материал 2S образуют два слоя при размещении между ними непрерывных компонентов 3S эластичного элемента в их натянутом состоянии, таким образом, чтобы листовые материалы ленточного типа 33T (материалы наружного слоя 33) могли образовывать сборки (не показаны), когда сокращаются непрерывные компоненты эластичного элемента (эластичные элементы 35). А именно, участки между периодически скрепленными участками в листовых материалах ленточного типа 33T собираются снаружи (стороны поверхности, контактирующей с кожей) при сокращении эластичных элементов, образованных непрерывными компонентами 3S эластичного элемента. Таким образом образуются вышеупомянутые сборки.
Таким образом получают сплошной элемент 11S наружной оболочки, который предназначен для наружной оболочки 11.
Далее, начиная со стадии разрезания эластичного элемента с применением режущих валков 219, как описано в вышеупомянутом первом аспекте, последовательно осуществляют остальные стадии, завершая при этом изготовление натягиваемого подгузника 10 (10B) (например, см. вышеупомянутую фиг. 5). При таком аспекте на стадии разрезания эластичного элемента, каждый из эластичных элементов 35 разрезают на одном из участков в центральном месте области, на которой должен располагаться поглотитель. Альтернативно, поскольку стадия разрезания эластичного элемента не является обязательной, нет необходимости разрезать эластичные элементы 35.
Во втором аспекте способа производства согласно настоящему изобретению можно получать эффекты, подобные эффектам вышеупомянутого первого аспекта, и можно повышать воздухопроницаемость областей, на которых формируются листовые материалы ленточного типа 33T (материалы наружного слоя 33). Кроме того, сборки можно формировать в поперечном направлении материалов наружного слоя 33 одновременно со скреплением листовых материалов ленточного типа 33T. Таким образом можно обеспечивать декоративный эстетический внешний вид.
Кроме того, при скреплении непрерывных компонентов эластичного элемента с первым листовым материалом 1S или вторым листовым материалом 2S, и скреплении первого листового материала 1S и второго листового материала 2S, клей становится больше ненужным и, следовательно, становится возможным уменьшать нагрузку на окружающую среду, и по сравнению с первым аспектом уменьшаются затраты.
Далее со ссылкой на вид сверху (1) и вид спереди (2), показывающие основной участок на фиг. 15, будет описан третий аспект способа производства согласно настоящему изобретению. Третий аспект относится к способу производства вышеупомянутого натягиваемого подгузника 10 (10C).
Как показано на фиг. 15, первый листовой материал 1S подается сверху, и второй листовой материал 2S подается из снизу. Первый листовой материал 1S образует материалы наружного слоя 33 и сам по себе обладает эластичностью в продольном направлении (направление по окружности талии). Примером является материал, содержащий волокнистый слой на поверхности эластичного листа. Следовательно, нет ничего общего с вышеупомянутым первым аспектом, эластичные элементы 35 не применяются. Второй листовой материал 2S образует материал внутреннего слоя 31.
Сначала всю площадь поверхности вышеупомянутого первого листового материала 1S подвергают обработке для образования выступов-углублений (профилированию листа) в виде обработки под растягивающей нагрузкой с применением тиснильного валка (валка с выступами-углублениями) 241. В результате на первом листовом материале 1S в поперечном направлении образуются бороздки 34 (иллюстрация после резки первого листового материала 1S пропущена). Таким образом, в результате обработки для образования выступов-углублений (профилирования листа) волокнистому слою первого листового материала 1S в его продольном направлении придается способность к растяжению без подавления эластичности эластичного листа, чтобы при этом дать возможность первому листовому материалу 1S проявлять эластичность. Интервалы между бороздками 34 регулируются в зависимости от толщины нетканого материала первого листового материала 1S и, например, доводятся до уровня интервалов, который находится в соответствии с вышеупомянутым натягиваемым подгузником 10C. Кроме того, на месте, соответствующем валку 241, расположен тиснильный валок (валок с выступами-углублениями) 242, который входит в зацепление с тиснильным валком (валок с выступами-углублениями) 241.
Далее первый листовой материал 1S, который подвергся вышеупомянутой обработке для образования выступов-углублений (профилированию), на продольно-резальном валке 211 делят на многочисленные куски для материала наружного слоя, получая при этом листовые материалы ленточного типа 33T. Кроме того, листовые материалы ленточного типа 33T и 33T разносятся на некоторое расстояние друг от друга с определенными интервалами d1 с помощью средства установки интервалов 213, аналогичного такому средству, описанному в вышеупомянутом первом аспекте. Ширина листового материала ленточного типа 33T и интервалы между листовыми материалами ленточного типа 33T находятся в соответствии с вышеупомянутым натягиваемым подгузником 10A. Кроме того, вышеупомянутую обработку с целью образования выступов-углублений (профилирование) можно проводить после разделения первого листового материала 1S на многочисленные куски на продольно-резальном валке 211 для материала наружного слоя.
С другой стороны, второй листовой материал 2S подается в состоянии, кода на него нанесен клей (не показан), подаваемый устройством для нанесения клея 215. Предпочтительно, чтобы клей подавался приблизительно на центральный участок места, к которому каждый из листовых материалов ленточного типа 33T прикрепляется на следующей стадии, и способ подачи может быть непрерывным или периодическим.
Таким образом, листовые материалы ленточного типа 33T подаются с заданными интервалами на второй листовой материал 2S между прижимными валками 217 и 218. Кроме того, благодаря пропусканию вышеупомянутого второго листового материала 2S и листовых материалов ленточного типа 33T между прижимными валками 217 и 218, под действием давления между валками второй листовой материал 2S и листовые материалы ленточного типа 33T склеиваются друг с другом с помощью клея, нанесенного на второй листовой материал 2S.
В результате получают сплошной элемент 11S наружной оболочки, который предназначен для наружной оболочки 11.
Далее, начиная со стадии резки наружной оболочки с применением продольно-резального валка 221, описанной в первом аспекте вышеупомянутого способа производства согласно настоящему изобретению, последовательно осуществляют остальные стадии, завершая при этом изготовление натягиваемого подгузника 10 (10C) (например, см. вышеупомянутую фиг. 6).
В третьем аспекте способа производства согласно настоящему изобретению можно получать эффекты, аналогичные эффектам вышеупомянутого первого аспекта. Кроме того, поскольку самим листовым материалам ленточного типа 33T придается эластичность, нет необходимости размещать эластичные элементы между первым листовым материалом 1S (материалы наружного слоя 33) и вторым листовым материалом 2S (материал внутреннего слоя 31), и это делает возможным уменьшение количества материалов и уменьшение материальных затрат.
Далее со ссылкой на вид сверху (1) и вид спереди (2), показывающие основной участок на фиг. 16, ниже будет описан четвертый аспект способа производства согласно настоящему изобретению. Четвертый аспект относится к способу производства вышеупомянутого натягиваемого подгузника 10 (10D).
Четвертый аспект относится к способу производства, включающему в себя проведение обработки для образования выступов-углублений (профилирование листа) в виде стадии растяжения, находящейся между стадией приклеивания с помощью прижимных валков 217 и 218 второго листового материала 2S ко второму листовому материалу 2S и листовым материалам ленточного типа 33T (первый листовой материал 1S), представляющим собой материалы наружного слоя 33, через непрерывные компоненты 3S эластичного элемента, и стадией разрезания эластичных элементов с помощью режущего валка 219 в вышеупомянутом первом аспекте. Четвертый аспект аналогичен вышеупомянутому первому аспекту за исключением того, что проводится обработка для образования выступов-углублений (профилирование листа). В данном контексте обработка для образования выступов-углублений (профилирование листа) представляет собой стадию обеспечения волокнистого слоя способностью к растяжению без подавления, например, способности к растяжению растяжимого листа, образующего материалы наружного слоя 33, путем прессования рабочими поверхностями тиснильного валка (валка с выступами-углублениями) 241 листовых материалов ленточного типа 33T и материала внутреннего слоя 31. В результате листовые материалы ленточного типа 33T обеспечиваются бороздками 34 с интервалами между ними. Предпочтительно, чтобы интервалы между бороздками 34 доводились, например, до интервалов, равных интервалам между бороздками в вышеупомянутом натягиваемом подгузнике 10C. Кроме того, тиснильный валок (валок с выступами-углублениями) 242, который входит в зацепление с тиснильным валком (валок с выступами-углублениями) 241, расположен на месте, соответствующем валку 241.
Сначала подобно вышеупомянутому первому аспекту узкие листовые материалы ленточного типа 33T, которые получены при делении первого листового материала 1S на многочисленные куски, прикрепляются ко второму листовому материалу 2S (материалу внутреннего слоя 31). Например, листовые материалы ленточного типа 33T представляют собой неэластичный нетканый материал. Затем листовые материалы ленточного типа 33T и материал внутреннего слоя 31, которые склеены через промежуточные непрерывные компоненты 3S эластичного элемента, подвергаются обработке для образования выступов-углублений (профилированию) в виде обработки под растягивающей нагрузкой с помощью тиснильного валка (валка с выступами-углублениями) 241. Таким образом, способность к растяжению проявляется в продольном направлении листового материала ленточного типа 33T и материала внутреннего слоя 31 таким образом, что эластичность непрерывных компонентов 3S эластичного элемента не подавляется. Обработка для образования выступов-углублений (профилирование) не влияет на эластичность непрерывных компонентов 3S эластичного элемента. В результате проведения такой обработки для образования выступов-углублений (профилирование листа) поверхности вышеупомянутых листовых материалов ленточного типа 33T обеспечиваются выступами-углублениями в поперечном направлении (углубление представляет собой бороздки 34). Интервалы между бороздками 34 регулируются в зависимости от толщины нетканого материала первого листового материала 1S и, например, доводятся до интервалов, соответствующих случаю вышеупомянутого натягиваемого подгузника 10C. Кроме того, способ вышеупомянутой обработки под растягивающей нагрузкой не ограничивается обработкой для образования выступов-углублений (профилирование листа) при условии, что способ представляет собой способ изготовления растяжимых листовых материалов ленточного типа 33T и материала внутреннего слоя 31.
В вышеупомянутом четвертом аспекте можно получать эффекты, подобные эффектам вышеупомянутого первого варианта. Кроме того, поскольку способность к растяжению проявляется в листовых материалах ленточного типа 33T (материалы наружного слоя 33) и материале внутреннего слоя 31, можно обеспечивать эластичность наружной оболочки 11 в направлении окружности талии (см. вышеупомянутую фиг. 7) натягиваемого подгузника. Кроме того, при формировании бороздок 34 на листовых материалах ленточного типа 33T легко образуются сборки.
Далее со ссылкой на схематичный вид в перспективе фиг. 17 будет описан пятый аспект способа производства. Пятый аспект относится к еще одному способу производства вышеупомянутого натягиваемого подгузника 10 (10A). Как показано на фиг. 17, в пятом аспекте первый листовой материал 1S подается в состоянии, при котором он предварительно разделен на первый листовой материал 1SA для формирования переднего участка 21 наружной оболочки 11 и первый листовой материал 1SB для формирования заднего участка 23. Аналогично, второй листовой материал 2S подается в состоянии, при котором он разделен на второй листовой материал 2SA для формирования переднего участка 21 и второй листовой материал 2SB для формирования заднего участка 23. Кроме того, вышеупомянутые первые листовые материалы 1SA и 1SB соответственно делят на многочисленные куски на продольно-резальном валке 211 для материала наружного слоя, получая при этом листовые материалы ленточного типа 33TA и 33TB. Кроме того, листовые материалы ленточного типа 33TA и 33TA и листовые материалы ленточного типа 33TB и 33TB соответственно разносятся на некоторое расстояние друг от друга с заданными интервалами с помощью средства установки интервалов 213. Ширина листовых материалов ленточного типа 33TA и 33TB (разделенные первые листовые материалы 1SA и 1SB) равна ширине материала наружного слоя 33 вышеупомянутого натягиваемого подгузника 10A, и интервалы между ними также равны интервалам между материалами наружного слоя 33 вышеупомянутого натягиваемого подгузника 10A.
Следующие стадии аналогичны стадиям вышеупомянутого первого аспекта за исключением того, что стадия резки сплошного элемента 11S наружной оболочки с применением продольно-резального валка для наружной оболочки не проводится.
В вышеупомянутом пятом аспекте можно получать эффекты, подобные эффектам вышеупомянутого первого аспекта. Кроме того, поскольку первый листовой материал 1S подается в состоянии, при котором он предварительно разделен на первые листовые материалы 1SA и 1SB, и второй листовой материал 2S подается в состоянии, при котором он разделен на вторые листовые материалы 2SA и 2SB, нет необходимости устанавливать продольно-резальный валок для наружной оболочки. Следовательно, можно уменьшать производственные площади, и можно снижать технологическую себестоимость.
Способ, включающий в себя подачу первого листового материала 1SA и первого листового материала 1SB в разделенном состоянии, как в пятом аспекте способа производства, можно применять для вышеупомянутых второго - четвертого аспектов. В любом случае следующие стадии аналогичны стадиям вышеупомянутых второго - четвертого аспектов соответственно, за исключением того, что стадия резки сплошного элемента 11S наружной оболочки с применением продольно-резального валка для наружной оболочки не проводится.
Далее со ссылкой на схематичный вид в перспективе на фиг. 18 будет описан предпочтительный вариант осуществления (второй вариант осуществления) способа производства натягиваемого подгузника согласно настоящему изобретению. Второй вариант осуществления способа относится к примеру, в котором способ производства согласно настоящему изобретению применяется к способу производства традиционного натягиваемого подгузника, содержащего отверстия для ног, и представляет собой способ производства вышеупомянутого натягиваемого подгузника 100.
Как показано на фиг. 18, первый листовой материал 1S подается сверху, и второй листовой материал 2S подается снизу, и непрерывные компоненты 3S эластичного элемента, которые принадлежат эластичным элементам 35, одновременно подаются в зазор между первым листовым материалом 1S и вторым листовым материалом 2S. Первый листовой материал 1S образует материалы наружного слоя 33, и второй листовой материал 2S образует материал внутреннего слоя 31. Для такого первого листового материала 1S (материалы наружного слоя 33), второго листового материала 2S (материал внутреннего слоя 31) и непрерывных компонентов 3S эластичного элемента (эластичные элементы 35) применяют соответственно материалы, аналогичные материалам, описанным в первом примере натягиваемого подгузника.
Сначала первый листовой материал 1S делят на многочисленные куски на продольно-резальном валке 211 для материала наружного слоя с образованием листовых материалов ленточного типа 33T. Затем листовые материалы ленточного типа 33T и 33T разносятся на некоторое расстояние друг от друга с заданными интервалами d1 с помощью средства установки интервалов (не показано), аналогичного средству, описанному в вышеупомянутом первом аспекте первого варианта осуществления изобретения. Ширина листового материала ленточного типа 33T (разделенные первый листовой материал 1S) превращается в ширину, равную ширине материала наружного слоя 33 в вышеупомянутом натягиваемом подгузнике 10A, и интервалы во время разнесения материалов также превращаются в интервалы, равные интервалам между материалами наружного слоя 33 в вышеупомянутом натягиваемом подгузнике 10A.
Кроме того, многочисленные куски непрерывных компонентов 3S эластичного элемента размещаются параллельно друг другу и подаются в зазор между вторым листовым материалом 2S и соответственно листовыми материалами ленточного типа 33T, расположенными с интервалами, при растянутом состоянии соответствующих непрерывных компонентов 3S эластичного элемента, и в состоянии, при котором нанесен клей (не показан), подаваемый устройством для нанесения клея (не показано), аналогичным устройству, описанному в вышеупомянутом первом аспекте. При этом предпочтительно, чтобы листовые материалы ленточного типа 33T и непрерывные компоненты 3S эластичного элемента подавались таким образом, что центр поперечного направления непрерывного компонента 3S эластичного элемента соответствовал центру поперечного направления вышеупомянутого листового материала ленточного типа 33T. Например, в таком случае в качестве вышеупомянутого устройства для нанесения клея (не показано) применяют, например, термопистолет для нанесения клеев-расплавов, и в качестве клея применяют термоплавкий клей.
Таким образом, второй листовой материал 2S, непрерывные компоненты 3S эластичного элемента и листовые материалы ленточного типа 33T пропускаются между прижимными валками 217 и 218. Кроме того, с помощью давления между валками второй листовой материал 2S и листовые материалы ленточного типа 33T склеиваются через непрерывные компоненты 3S эластичного элемента с помощью термоплавкого клея, добавленного к непрерывным компонентам 3S эластичного элемента, при этом получают сплошной элемент 11S наружной оболочки, который предназначен для наружной оболочки 11.
Затем с помощью режущего валка 219 осуществляют стадию разрезания эластичных элементов, которая блокирует проявление эластичной функции непрерывных компонентов 3S эластичного элемента в области, к которой на следующей стадия должен крепиться впитывающий слой 40. Способ разрезания аналогичен способу согласно вышеупомянутому первому аспекту.
Далее аналогично вышеупомянутому первому аспекту впитывающий слой 40, полученный при разрезании сплошного материала 40S впитывающего слоя, который подается с участка 4 формирования впитывающего слоя, помещают на заданные положения сплошного элемента 11S наружной оболочки на переднем участке 21 и заднем участке 23. Затем оба конца поперечного направления сплошного элемента 11S наружной оболочки загибают назад таким образом, чтобы закрыть обе кромки впитывающего слоя 40 в продольном направлении, и на отогнутых назад участках крепится впитывающий слой 40.
Далее раскрываются отверстия для ног 110 на участках, находящихся с обеих боковых сторон впитывающего слоя 40, прикрепленного к сплошному элементу 11S наружной оболочки.
Далее впитывающий слой 40 складывается вдвое в продольном направлении и накладывается на передний участок 21 сплошного элемента 11S наружной оболочки и задний участок 23 сплошного элемента 11S наружной оболочки с ориентированием второго листового материала 2S лицевой стороной вовнутрь и, начиная со стадии скрепления боковых участков для соединения переднего участка 21 и заднего участка 23 с определенными интервалами в их поперечном направлении, осуществляют остальные стадии, завершая при этом изготовление натягиваемого подгузника 100.
В вышеупомянутом втором варианте осуществления способа производства, поскольку однослойные области, образуемые материалом внутреннего слоя 31, формируются на части наружной оболочки 11 аналогично вышеупомянутому первому аспекту, воздухопроницаемость в однослойной области заметно увеличивается и, следовательно, можно обеспечивать натягиваемый подгузник 100, в котором влажность внутри подгузника значительно уменьшается.
Кроме того, поскольку можно уменьшать применяемое количество материалов наружного слоя 33, можно производить натягиваемый подгузник одноразового использования в виде так называемого экологически благоприятного продукта. Кроме того, поскольку может уменьшаться применяемое количество материалов наружного слоя 33, можно снижать технологическую себестоимость.
Как описано выше, в натягиваемом предмете одежды и способе производства натягиваемого предмета одежды согласно настоящему изобретению можно заметно повышать воздухопроницаемость натягиваемых предметов одежды 10 и 100, поскольку материал внутреннего слоя 31 образует однослойные области на участках, не содержащих материалов наружного слоя 33, путем размещения материалов наружного слоя с интервалами в продольном направлении.
В вышеупомянутом способе производства способ производства, в котором листовые материалы ленточного типа 33T приклеиваются ко второму листовому материалу 2S, предполагается высокая точность расположения в местах приклеивания. Такой способ производства включает в себя способ производства натягиваемого предмета одежды согласно настоящему изобретению, который упоминается ниже. Далее способ производства будет описан как способ производства натягиваемого подгузника.
Первый аспект предпочтительного варианта осуществления (первый вариант осуществления) способа производства натягиваемого подгузника согласно настоящему изобретению будет описан ниже со ссылкой на фиг. 19-23. Такой первый аспект относится к способу производства вышеупомянутого натягиваемого подгузника 10. Для мест, которые, как правило, не описаны в других, упомянутых ниже аспектах, соответствующим образом применяются пояснения, подробно описанные в первом аспекте.
На фиг. 21 представлен чертеж, показывающий виды сверху основных участков фиг. 20, где фиг. 21 (1) представляет собой вид сверху основного участка первого листового материала 1S и второго листового материала 2S, размещаемых на заднем участке 23, который наблюдается сверху, и фиг. 21 (2) представляет собой вид сверху основного участка первого листового материала 1S и второго листового материала 2S, размещаемых на переднем участке 21, который наблюдается сверху, и который находится ниже, чем первый нижний отделяющий валок 253. С помощью фиг. 21 разъясняется взаимное расположение второго листового материала 2S и листовых материалов ленточного типа 33T и взаимное расположение листовых материалов ленточного типа 33T и непрерывного компонента 3S эластичного элемента. Ленточный тип относится к состоянию узкого и длинного лентовидного листа, и резка относится к делению множества листовых материалов в поперечном направлении, чтобы обеспечить для многочисленных кусков форму лент. В настоящем изобретении листовой материал разрезают вдоль направления подачи материала (направление стрелки A1, упомянутое ниже), и при этом делят его на многочисленные куски в поперечном направлении листового материала.
Как показано на фиг. 19-21, первый листовой материал 1S подается в направлении стрелки A1. Такой первый листовой материал 1S образует материалы наружного слоя 33. Такой первый листовой материал 1S разрезают на продольно-резальном валке 211 для материала наружного слоя и делят на многочисленные куски для образования узких листовых материалов ленточного типа 33T (материалы наружного слоя 33). Например, соответствующие листовые материалы ленточного типа 33T разрезают на равные ширины (см. фиг. 22 для конкретики).
Кроме того, соответствующие листовые материалы ленточного типа 33T подаются в зазор между первым верхним отделяющим валком 251 и первым нижним отделяющим валком 253 в состоянии, при котором во время резки положения соответствующих листовых материалов ленточного типа 33T в поперечном направлении сохраняются. Многочисленные куски листовых материалов ленточного типа 33T, подаваемые в зазор между валками, поочередно отбираются один за другим и наматываются на первый верхний отделяющий валок 251 и первый нижний отделяющий валок 253, чтобы быть разведенными в разных направлениях (например, верхнем направлении и нижнем направлении). Как правило, многочисленные куски листовых материалов ленточного типа 33T поочередно отбираются один за другим и разделяются на листовые материалы ленточного типа для передней стороны и задней стороны (см. фиг. 23 для конкретики). Вышеупомянутые разные направления относятся к направлению, которое начинается от первого листового материала 1S со стороны первой поверхности, которая представляет собой одну из двух поверхностей первого листового материала 1S, и направление, которое начинается от первого листового материала 1S со стороны второй поверхности, которая противоположна первой поверхности, относительно первого листового материала 1S, подаваемого к месту разделения. Другими словами, разные направления могут представлять собой два направления, которые начинаются от обеих поверхностей первого листового материала 1S и тянутся в противоположном направлении относительно друг друга, параллельном первому листовому материалу 1S, и направления необязательно являются прямо противоположными направлениями. Следовательно, направления не ограничиваются вышеупомянутым верхним направлением и нижним направлением, и также могут представлять собой два разных направления в плоскости, которая перпендикулярна соответствующим осям вращения верхнего первого отделяющего валка 251 и нижнего первого отделяющего валка 253. Кроме того, каждое из направлений расположения соответствующих осей вращения верхнего первого отделяющего валка 251 и нижнего первого отделяющего валка 253 может находиться под углом, таким как 90°, относительно горизонтального направления. В таком случае верхняя сторона и нижняя сторона меняются на правую сторону и левую сторону, хотя ради удобства в настоящем варианте осуществления изобретения они упоминаются как верхняя сторона и нижняя сторона. В настоящем варианте осуществления изобретения, разные направления относятся к направлениям, которые идут к соответствующим валкам, а именно к первому верхнему отделяющему валку 251 и первому нижнему отделяющему валку 253.
Когда листовые материалы ленточного типа 33T для задней стороны, которые наматывались на первый верхний отделяющий валок 251 и были отделены в верхнем направлении, наматываются на второй верхний отделяющий валок 252, со стороны направления, противоположного направлению подачи первого листового материала 1S (в направлении стрелки A),подается второй листовой материал 2S в зазор между первым верхним отделяющим валком 251 и вторым верхним отделяющим валком 252 таким образом, чтобы он наворачивался непосредственно на второй верхний отделяющий валок 252. Такой второй листовой материал 2S образует материал внутреннего слоя 31. Кроме того, многочисленные куски непрерывных компонентов 3S эластичного элемента размещаются параллельно друг другу и подаются вместе со вторым листовым материалом 2S в состоянии, при котором соответствующие непрерывные компоненты эластичного элемента растянуты, и когда на них нанесен клей (не показан), подаваемый из устройства для нанесения клея 215. При этом, например, они подаются таким образом, чтобы центр поперечного направления непрерывных компонентов 3S эластичного элемента находился в центре поперечного направления листового материала ленточного типа 15 33T. Непрерывные компоненты 3S эластичного элемента образуют эластичные элементы 35. В таком случае в качестве вышеупомянутого устройства для нанесения клея 215 применяют, например, термопистолет для нанесения клеев-расплавов, и в качестве клея применяют термоплавкий клей.
Таким образом, давление прикладывается между первым верхним отделяющим валком 251 и вторым верхним отделяющим валком 252, и листовые материалы ленточного типа 33T приклеиваются на второй листовой материал 2S через непрерывные компоненты 3S эластичного элемента с помощью клея, нанесенного на непрерывные компоненты 3S эластичного элемента. При этом листовые материалы ленточного типа 33T перемещаются с одновременным наматыванием на поверхность первого верхнего отделяющего валка 251 без проскальзывания и, следовательно, положения соответствующих листовых материалов ленточного типа 33T в поперечном направлении во время резки сохраняются. В таком положении листовые материалы ленточного типа 33T приклеиваются ко второму листовому материалу 2S без соскальзывания с первого верхнего отделяющего валка 251. В результате образуется сплошной элемент 11S наружной оболочки, который предназначен для заднего участка 23, образованный вторым листовым материалом 2S, к которому через непрерывные компоненты 3S эластичного элемента приклеиваются листовые материалы ленточного типа 33T. Кроме того, обе стороны сплошного элемента 11S наружной оболочки для заднего участка 23 переворачиваются в положение, при котором сплошной элемент 11S наружной оболочки наматывается на второй верхний отделяющий валок 252, и сплошной элемент 11S наружной оболочки подается в направлении стрелки A2.
С другой стороны, когда листовые материалы ленточного типа 33T для передней стороны, которые наматывались на первый нижний отделяющий валок 253 и были отделены в нижнем направлении, наматываются на второй нижний отделяющий валок 254, второй листовой материал 2S подается со стороны направления, противоположного направлению подачи первого листового материала 1S (в направлении стрелки A1), в зазор между первым нижним отделяющим валком 253 и вторым нижним отделяющим валком 254 таким образом, чтобы он наматывался непосредственно на второй нижний отделяющий валок 254. Кроме того, многочисленные куски непрерывных компонентов 3S эластичного элемента размещаются параллельно друг другу и подаются вместе со вторым листовым материалом 2S в состоянии, при котором соответствующие элементы растянуты, и когда на них нанесен клей (не показан), подаваемый из устройства для нанесения клея 215. При этом предпочтительно, чтобы они подавались таким образом, чтобы центр поперечного направления непрерывного компонента 3S эластичного элемента находился в центре поперечного направления вышеупомянутого листового материала ленточного типа 33T. В таком случае в качестве вышеупомянутого устройства для нанесения клея 215 применяют, например, термопистолет для нанесения клеев-расплавов, и в качестве клея применяют термоплавкий клей.
Что касается устройства для нанесения клея 215, хотя для соответствующих непрерывных компонентов 3S эластичного элемента применяются специальные термопистолеты для нанесения клеев-расплавов, также предпочтительно применять термопистолет для нанесения клеев-расплавов интегрированного типа (не показан) с многочисленными форсунками, из которых клей эжектируется в места нахождения соответствующих непрерывных эластичных компонентов 3S.
Кроме того, вместо нанесения на непрерывные компоненты 3S эластичного элемента клей можно наносить на поверхность второго листового материала 2S в места, где располагаются непрерывные компоненты 3S эластичного элемента. Нанесение может быть непрерывным или периодическим.
Кроме того, верхние первый и второй отделяющие валки 251 и 252, и нижние первый и второй отделяющие валки 253 и 254 представляют собой вращающиеся валки, и первый верхний отделяющий валок 251 и первый нижний отделяющий валок 253 вращаются с помощью приводного устройства для вращения, которое не показано на чертеже. Примеры приводного устройства для вращения могут включать в себя двигатель. Кроме того, предпочтительно, чтобы каждый из вращающихся валков имел поверхность с большой силой трения, такую как шероховатая поверхность, или содержать резину на цилиндрической поверхности валка для того, чтобы лист подавался с его тангенциальной скоростью. Кроме того, второй верхний отделяющий валок 252 и второй нижний отделяющий валок 254 могут представлять собой валки, которые вращаются с помощью приводного устройства для вращения. В таком случае, приводное устройство для вращения вращается с тангенциальной скоростью, равной тангенциальным скоростям первого верхнего отделяющего валка 251 и первого нижнего отделяющего валка 253.
Таким образом, давление прикладывается между первым нижним отделяющим валком 253 и вторым нижним отделяющим валком 254, и листовые материалы ленточного типа 33T приклеиваются на второй листовой материал 2S через непрерывные компоненты 3S эластичного элемента с помощью клея, нанесенного на непрерывные компоненты 3S эластичного элемента. При этом листовые материалы ленточного типа 33T перемещаются путем наматывания на вращающиеся поверхности первого нижнего отделяющего валка 253 без проскальзывания и, следовательно, приклеиваются ко второму листовому материалу 2S в состоянии, при котором положения соответствующих листовых материалов ленточного типа 33T в поперечном направлении во время резки сохраняются. В результате образуется сплошной элемент 11S наружной оболочки, который предназначен для переднего участка 21, образованный из второго листового материала 2S, к которому через непрерывные компоненты 3S эластичного элемента приклеиваются листовые материалы ленточного типа 33T. Кроме того, обе стороны сплошного элемента 11S наружной оболочки для переднего участка 21 переворачиваются в положение, когда сплошной элемент 11S наружной оболочки наматывается на второй нижний отделяющий валок 254, и сплошной элемент 11S наружной оболочки подается в направлении стрелки A3.
Поскольку листовые материалы ленточного типа 33T поочередно отбираются в верхнем и нижнем направлениях, взаимные расположения соответствующих положений листовых материалов ленточного типа 33T, отделяемых в верхнем направлении, и листовых материалов ленточного типа 33T, отделяемых в нижнем направлении, на втором листовом материале 2S отличаются друг от друга. Следовательно, в том случае, когда положения листовых материалов ленточного типа 33T, расположенных на втором листовом материале 2S для задней стороны, и положения листовых материалов ленточного типа 33T, расположенных на втором листовом материале 2S для передней стороны, стыкуются на задней стороне и передней стороне, положения при подаче листовых материалов ленточного типа 33T, размещаемых на втором листовом материале 2S для задней стороны, и положения при подаче листовых материалов ленточного типа 33T, размещаемых на втором листовом материале 2S для передней стороны, отличаются друг от друга. Следовательно, путем регулирования, по меньшей мере, одного из двух положений при подаче вторых листовых материалов 2S (например, путем смещения одного из двух вторых листовых материалов 2S в его поперечном направлении), можно согласовывать взаимное расположение листовых материалов ленточного типа 33T, расположенных на втором листовом материале 2S для задней стороны, и взаимное расположение листовых материалов ленточного типа 33T, которые расположены на втором листовом материале 2S для передней стороны.
Кроме того, в соответствующих вторых листовых материалах 2S для задней стороны и передней стороны, к которым приклеиваются листовые материалы ленточного типа 33T, положения листовых материалов ленточного типа 33T, расположенные в поперечном направлениях соответствующих вторых листовых материалов 2S, могут отличаться в случае нанесения на подгузник.
Как описано выше, для того, чтобы приклеить листовые материалы ленточного типа 33T ко второму листовому материалу 2S через непрерывные компоненты 3S эластичного элемента, на которые нанесен клей, необходимо, чтобы второй листовой материал 2S, непрерывные компоненты 3S эластичного элемента и листовые материалы ленточного типа 33T ламинировались из одного и того же направления (направление при их разделении) в указанном порядке, и подавались в зазор между верхними первым и вторым отделяющими валками 251 и 252 и в зазор между нижними первым и вторым отделяющими валки 253 и 254. Путем подачи таким способом можно предотвратить приклеивание клея, нанесенного на непрерывные компоненты 3S эластичного элемента, к поверхности валков.
Далее регулируются положения соответствующих сплошных элементов 11S наружной оболочки на переднем участке 21 и заднем участке 23, чтобы получить заданный интервал D. На данной стадии регулирования положений, например, регулируется положение сплошного элемента 11S наружной оболочки для переднего участка 21. Как правило, направление подачи сплошного элемента 11S наружной оболочки для переднего участка 21 доводится до направления (направление стрелки A4), которое параллельно направлению подачи (направление стрелки A2) сплошного элемента 11S наружной оболочки для заднего участка 23, и поверхность на стороне второго листового материала 2S сплошного элемента 11S наружной оболочки для переднего участка 21 и поверхность на стороне второго листового материала 2S сплошного элемента 11S наружной оболочки для заднего участка 23 регулируются таким образом, чтобы направления находились в одной плоскости (например, верхней поверхности) и на одинаковой высоте.
Сначала обе поверхности сплошного элемента 11S наружной оболочки для переднего участка 21 переворачиваются с помощью валка 260 для переворачивания 260, чьи оси вращения расположены в направлении, перпендикулярном направлению подачи (направление стрелки A3) сплошного элемента 11S наружной оболочки переднего участка 21. С помощью такого поворота также меняется направление подачи. Затем для того, чтобы направление подачи превратилось в направление стрелки B и изменилось на поперечное направление (предпочтительно направление под углом 90°) относительно меняемого направления подачи, обе поверхности сплошного элемента 11S наружной оболочки для переднего участка 21 переворачиваются с помощью первого валка 261, чьи оси вращения расположены под заданным углом (например, 30°-60°, предпочтительно 45°) относительно вышеупомянутого меняемого направления подачи, и направление подачи регулируется до направления стрелки B. Затем направление подачи сплошного элемента 11S наружной оболочки для переднего участка 21 меняется с горизонтального направления на вертикальное направление стрелки C с помощью второго валка 262. Затем направление подачи сплошного элемента 11S наружной оболочки для переднего участка 21 меняется с вертикального направления на горизонтальное направление с помощью третьего валка 263. Далее обе поверхности сплошного элемента 11S наружной оболочки для переднего участка 21 переворачиваются с помощью четвертого валка 264, чьи оси вращения расположены под заданным углом 20 (например, 30°-60°, предпочтительно 45°) относительно направления подачи сплошного элемента 11S наружной оболочки для переднего участка 21, чтобы при этом направить поверхность со стороны второго листового материала 2S сплошного элемента 11S наружной оболочки для переднего участка 21 и поверхность со стороны второго листового материала 2S сплошного элемента 11S наружной оболочки для заднего участка 23 в направлениях, лежащих в одной плоскости (верхней поверхности), и расположить поверхности на одинаковой высоте; и направление подачи меняется на поперечное направление (например, направление под углом 90° является предпочтительным), чтобы получить при этом направление подачи в направлении стрелки A4, которое параллельно сплошному элементу 11S наружной оболочки для заднего участка 23.
На первом и третьем валках 261 и 263 поверхности со стороны второго листового материала 2S соответствующих сплошных элементов 11S наружной оболочки на переднем участке 21 и заднем участке 23 доводятся до одинаковой высоты путем регулирования интервала соответствующих сплошных элементов 11S наружной оболочки на переднем участке 21 и заднем участке 23 до заданного интервала D и путем регулирования интервала второго и четвертого валков 262 и 264 с учетом диаметров первого и третьего валков 261 и 263. Кроме того, поскольку первый и четвертый валки 261 и 264 представляют собой так называемые поворотные валки, они не вращаются и имеют такие поверхности валка, что лист скользит на них. Валок для переворачивания 260, второй валок 262 и третий валок 263 представляют собой вращающиеся валки, и также могут представлять собой валки, которые вращаются от привода с помощью приводного устройства для вращения, которое не показано на чертеже. Примеры приводного устройства для вращения могут включать в себя двигатель. Кроме того, предпочтительно, чтобы каждый из вращающихся валков имел поверхность с большой силой трения, такую как шероховатая поверхность, или содержал резину на цилиндрической поверхности валка для того, чтобы лист подавался с его тангенциальной скоростью. Кроме того, предпочтительно, чтобы тангенциальная скорость каждого валка была постоянной скоростью для того, чтобы лист не мог слишком натягиваться или ослабляться.
Устройство вышеупомянутого валка для переворачивания 260 и первого - четвертого валков (261-264) приводится для примера, и также можно выбрать другое устройство валков при условии, что поверхности на стороне второго листового материала 2S для соответствующего сплошного элемента 11S наружной оболочки для переднего участка 21 и заднего участка 23 могут быть направлены в направлениях, которые расположены в одной плоскости, и располагаться на одинаковой высоте, чтобы получить при этом направление подачи в направлении, которое параллельно соответствующим сплошным элементам 11S наружной оболочки на переднем участке 21 и заднем участке 23.
Помимо вышеупомянутого способа регулирования только с помощью комбинации валков ниже в качестве примера приводится способ регулирования положений соответствующих сплошных элементов 11S наружной оболочки, размещаемых на переднем участке 21 и заднем участке 23 с заданным интервалом D: обе поверхности второго листового материала 2S, к которому с передней стороны прикреплены листовые материалы ленточного типа 33T, переворачиваются, и с применением средства установки интервалов (не показано) регулируются положения второго листа 2S, размещаемого с задней стороны, и второго листа 2S, размещаемого с передней стороны, чтобы привести их в состояние, когда листовые материалы ленточного типа 33T размещаются на стороне поверхности (или на стороне задней поверхности) и должны подаваться параллельно друг другу в одной плоскости с помощью способа, аналогичного способу производства натягиваемого подгузника 10, который описан со ссылкой вышеупомянутые фиг. 10-13. Кроме того, высоту второго листового материала 2S, расположенного с задней стороны, и высоту второго листового материала 2S, расположенного с передней стороны, можно доводить до одинаковой высоты с применением валков (не показаны).
Затем с помощью аналогичных стадий, которые описаны в вышеупомянутом примере способа производства, начиная со стадии ламинирования впитывающего слоя 40, осуществляют последующие стадии, чтобы образовать перемычку между вторыми листовыми материалами 2S соответствующих сплошных элементов 11S наружной оболочки на переднем участке 21 и заднем участке 23. Кроме того, перед ламинированием впитывающего слоя 40 также можно осуществлять стадию разрезания эластичных элементов, которая блокирует проявление эластичной функции непрерывных компонентов 3S эластичного элемента на участке второго листового материала 2S, к которому крепится впитывающий слой 40, тем же способом, который описан в примере вышеупомянутого способа производства.
В результате натягиваемый подгузник 10 (см. вышеупомянутую фиг. 1) готов и, следовательно, можно получать устройство подгузника, которое описано в примере вышеупомянутого натягиваемого подгузника.
Предпочтительно, чтобы листовые материалы ленточного типа 33T имели ширину, которая приблизительно равна или больше ширины непрерывных компонентов 3S эластичного элемента. Например, предпочтительно регулировать ширину листовых материалов ленточного типа 33T в диапазоне от 0,5 мм до 60 мм, и предпочтительно регулировать интервалы прикрепления листовых материалов ленточного типа 33T в диапазоне от 1 мм до 40 мм. Кроме того, предпочтительно, чтобы ширина листовых материалов ленточного типа 33T регулировалась в диапазоне от 3 мм до 30 мм, и интервалы прикрепления листовых материалов ленточного типа 33T регулировались в диапазоне от 3 мм до 30 мм. Кроме того, предпочтительно, чтобы ширина листовых материалов ленточного типа 33T регулировалась в диапазоне от 5 мм до 10 мм, и интервалы прикрепления листовых материалов ленточного типа 33T регулировались в диапазоне от 5 мм до 10 мм.
Кроме того, поскольку поперечные кромки (кромки в продольном направлении подгузника) листовых материалов ленточного типа 33T представляют собой свободные концы, когда усилие для растяжения непрерывных компонентов 3S эластичного элемента ослабляется, листовые материалы ленточного типа 33T сжимаются вследствие сокращения эластичных элементов с образованием оборок (не показано). Вследствие этого присутствует эффект, который может вызывать умиление видом подгузником в целом. Кроме того, места прикрепления листовых материалов ленточного типа 33T ко второму листовому материалу 2S не ограничиваются центральным участком листовых материалов ленточного типа 33T в поперечном направлении (Y-направление), и могут отклоняться в одном из двух поперечных направлений. А именно, в поперечном направлении листовых материалов ленточного типа 33T расстояние от места прикрепления ко второму листовому материалу 2S до одной из кромок может быть длинным, и расстояние до другой кромки может быть коротким. Таким образом, при изменении расстояний от места прикрепления до кромок, оборки легко образуются на более длинном расстоянии. Кроме того, нанесение непрерывных компонентов 3S эластичного элемента на листовые материалы ленточного типа 33T путем смещения мест приклеивания непрерывных компонентов 3S эластичного элемента по отношению к листовым материалам ленточного типа 33T становится более легким с применением способа производства согласно настоящему изобретению, который дает высокую точность положений листовых материалов ленточного типа 33T при подаче.
В способе производства по вышеупомянутому первому аспекту сплошной элемент 11S наружной оболочки для переднего участка 21 можно изготавливать на стадии получения сплошного элемента 11S наружной оболочки для заднего участка 23, и сплошной элемент 11S наружной оболочки для заднего участка 23 можно изготавливать на стадии получения сплошного элемента 11S наружной оболочки для переднего участка 21.
В способе производства натягиваемого подгузника по вышеупомянутому первому аспекту однослойные области, образованные из материала внутреннего слоя 31, формируются с одновременным сохранением эластичности, равной эластичности традиционного натягиваемого подгузника, и сохранением подгонки по фигуре и подвижности тела, путем ламинирования многочисленных кусков листовых материалов ленточного типа 33T, образованных путем резки первого листового материала 1S со вторым листовым материалом 2S в состоянии, при котором положения листовых материалов ленточного типа 33T в поперечном направлении во время резки сохраняются соответственно. Таким образом, в однослойной области воздухопроницаемость заметно увеличивается и, следовательно, можно обеспечить натягиваемый подгузник, в котором влажность внутри подгузника значительно уменьшается.
Кроме того, поскольку применяемое количество материалов наружного слоя 33 может уменьшаться, можно производить натягиваемый подгузник одноразового использования в виде так называемого экологически благоприятного продукта. Кроме того, поскольку применяемое количество материалов наружного слоя 33 может уменьшаться, можно снижать технологическую себестоимость. Кроме того, с помощью однослойных областей улучшается мягкость наружной оболочки 11, телодвижения во время ношения становятся плавными, и улучшается удобство при ношении.
Кроме того, поскольку листовые материалы ленточного типа 33T для передней стороны и задней стороны ламинируются и крепятся на втором листовом материале 2S, в то время как они наматываются на валки, с сохранением соответствующих положений в поперечном направлении во время резки, листовые материалы ленточного типа 33T могут размещаться на втором листовом материале 2S с высокой точностью. Предпочтительно пресекать величину отклонения листовых материалов ленточного типа 33T в поперечном направлении в диапазоне их ширины или менее и, например, в том случае, когда ширина листового материала ленточного типа 33T составляет 3 мм, величину отклонения в поперечном направлении можно пресекать при 2 мм или менее. Хотя подробности будут упомянуты ниже, при этом становится легко размещать и приклеивать многочисленные куски непрерывных компонентов 3S эластичного элемента на кусок листового материала ленточного типа 33T и, следовательно, становится возможным с помощью участков в продольном направлении легко менять силу упругости, и можно обеспечивать натягиваемый предмет одежды с прекрасной подгонкой по фигуре.
Кроме того, поскольку листовые материалы ленточного типа 33T для передней стороны и задней стороны ламинируются и крепятся на вторых листовых материалах 2S в состоянии, при котором сохраняются соответствующие положения в поперечном направлении, полученные во время резки листа на полосы, и в состоянии, при котором листовые материалах ленточного типа наматываются на первый верхний отделяющий валок 251 и первый нижний отделяющий валок 253, можно стабилизировать натяжение листовых материалов ленточного типа 33T. Как правило, поскольку листовые материалы ленточного типа 33T можно приклеивать ко вторым листовым материалам 2S в состоянии, при котором листовые материалы ленточного типа 33T имеют постоянное натяжение, наружная оболочка натягиваемого подгузника 10 в целом осуществляется в состоянии равномерного натяжения и, следовательно, износостойкость улучшается.
Кроме того, листовые материалы ленточного типа 33T не шатаются в поперечном направлении во время доставки, поэтому точность мест крепления листовых материалов ленточного типа 33T на втором листовом материале 2S может дополнительно повышаться.
Кроме того, поскольку расстояние между листовыми материалами ленточного типа 33T такое же, как ширина листового материала ленточного типа 33T, листовые материалы ленточного типа 33T ламинируются и крепятся на втором листовом материале 2S через равные интервалы. Таким образом, во время изготовления натягиваемого подгузника 10 листовые материалы ленточного типа 33T, приклеиваемые через непрерывные компоненты 3S эластичного элемента, одинаково и равномерно расположены по всей поверхности наружной оболочки 10 трусов и, следовательно, можно обеспечить натягиваемый подгузник 10 с хорошей износостойкостью. Кроме того, при регулировании интервалов, через которые крепятся листовые материалы ленточного типа 33T, до одинаковых интервалов, можно получать эффект равномерного распределения давления, прилагаемого к телу при сокращении непрерывных компонентов 3S эластичного элемента (эластичные элементы 35), и также можно получать эффект улучшения эстетического впечатления от внешнего вида (эстетическое впечатление, обеспечиваемое регулярностью).
Направление подачи одного из сплошных элементов 11S наружной оболочки осуществляется параллельным образом с помощью двух валков (первого и четвертого валков 261 и 264), чьи оси расположены под заданным углом θ (0°<θ<90°) относительно направления стрелки A1, а высоту сплошного элемента 11S наружной оболочки можно регулировать с помощью двух валков (второго и третьего валков 262 и 263), чьи оси расположены параллельно относительно направления подачи листа (например, направление стрелки A1). Таким образом, интервал между соответствующими сплошными элементами 11S наружной оболочки на переднем участке 21 и заднем участке 23 можно легко регулировать до заданного интервала D, и кроме того, поверхности со стороны вторых листовых материалов 2S соответствующих сплошных элементов 11S наружной оболочки на переднем участке 21 и заднем участке 23 можно легко размещать на одинаковой высоте. В результате, когда впитывающий слой 40 ламинируется на соответствующих сплошных элементах 11S наружной оболочки на переднем участке 21 и заднем участке 23, нет необходимости выравнивать высоты соответствующих сплошных элементов 11S наружной оболочки и, следовательно, стадия ламинирования впитывающего слоя 40 облегчается.
Кроме того, в зависимости от устройства производственного оборудования и пространства для размещения производственного оборудования в некоторых случаях существуют трудности в подаче соответствующих непрерывных компонентов 3S эластичного элемента и соответствующих вторых листовых материалов 2S для передней стороны и для задней стороны, взятых из одного и того же направления при отделении, в зазоры верхней пары отделяющих валков 251 и 252 (первого и второго) и в зазоры нижней пары отделяющих валков 253 и 254 (первого и второго) соответственно. В таких случаях может быть изменено направление подачи непрерывных компонентов 3S эластичного элемента, или можно изменять направление подачи как непрерывных компонентов 3S эластичного элемента, так и вторых листовых материалов 2S. Способы производства таких устройств (подгузника) будут описаны ниже.
Далее со ссылкой на фиг. 24 будет описан второй аспект первого варианта осуществления изобретения. Второй аспект относится к способу производства вышеупомянутого натягиваемого подгузника 10, который представляет собой способ производства, в котором непрерывные компоненты 3S эластичного элемента подаются из направлений, противоположных направлениям, описанным в первом аспекте.
Как показано на фиг. 24, аналогично вышеупомянутому первому аспекту первый листовой материал 1S (материалы наружного слоя 33) подается в направлении стрелки A1 на продольно-резальный валок 211 для материала наружного слоя для получения множества разрезанных в поперечном направлении и разделенных на многочисленные куски узких листовых материалов ленточного типа 33T (материалов наружного слоя 33). Кроме того, соответствующие листовые материалы ленточного типа 33T подаются в зазор между первым верхним отделяющим валком 251 и первым нижним отделяющим валком 253 в состоянии, при котором положения в поперечном направлении, полученные во время резки листа на полосы, сохраняются. Затем листовые материалы ленточного типа 33T поочередно наматываются на первый верхний отделяющий валок 251 и первый нижний отделяющий валок 253 для того, чтобы разделить листовые материалы ленточного типа 33T на два разных направления (например, верхнее направление и нижнее направление).
Кроме того, аналогично вышеупомянутому первому аспекту второй листовой материал 2S (материал внутреннего слоя 31) подается со стороны направления, противоположного направлению подачи (направление стрелки A1) первого листового материала 1S в зазор между первым верхним отделяющим валком 251 и вторым верхним отделяющим валком 252, для того, чтобы второй листовой материал 2S наматывался непосредственно на второй верхний отделяющий валок 252. Кроме того, многочисленные куски непрерывных компонентов 3S эластичного элемента (эластичные элементы 35) подаются параллельно вместе со вторым листовым материалом 2S в состоянии, при котором соответствующие непрерывные компоненты 3S эластичного элемента растянуты и когда на них нанесен клей (не показан), подаваемый из устройства для нанесения клея 215.
Таким образом, между первым верхним отделяющим валком 251 и вторым верхним отделяющим валком 252 прикладывается давление и, следовательно, образуется сплошной элемент 11S наружной оболочки, который предназначен для заднего участка 23, который образован из второго листового материала 2S, к которому через непрерывные компоненты 3S эластичного элемента приклеиваются листовые материалы ленточного типа 33T. Кроме того, обе стороны сплошного элемента 11S наружной оболочки для заднего участка 23 переворачиваются в положение, в котором сплошной элемент 11S наружной оболочки наматывается на второй верхний отделяющий валок 252, и сплошной элемент 11S наружной оболочки подается в направлении стрелки A2.
С другой стороны, листовые материалы ленточного типа 33T для передней стороны наматываются на первый нижний отделяющий валок 253 и отделяются в нижнем направлении, и дополнительно наматываются на второй нижний отделяющий валок 254 и перемещаются. Направляющий валок 255, который расположен с нижней стороны второго нижнего отделяющего валка 254, подает второй листовой материал 2S для передней стороны со стороны направления, противоположного направлению подачи первого листового материала 1S, и второй листовой материал 2S наматывается непосредственно на направляющий валок 255 с нижней стороны направляющего валка и подается в зазор между направляющим валком 255 и вторым нижним отделяющим валком 254. Кроме того, в зазор между направляющим валком 255 и вторым нижним отделяющим валком 254 параллельно подаются многочисленные куски непрерывных компонентов 3S эластичного элемента, которые принадлежат эластичным элементам 35 для передней стороны, на второй листовой материал 2S, наматываемый на направляющий валок 255, из того же направления, что и направление подачи (направление стрелки A1) первого листового материала 1S. Соответствующие непрерывные компоненты 3S эластичного элемента подаются в состоянии, при котором соответствующие элементы растянуты, и когда на них нанесен клей (не показан), подаваемый из устройства для нанесения клея 215; листовые материалы ленточного типа 33T перемещаются с одновременным наматыванием на второй нижний отделяющий валок 254, и второй листовой материал 2S приклеивается через упомянутые непрерывные компоненты 3S эластичного элемента. Вышеупомянутый направляющий валок 255 предпочтительно представляет собой вращающийся валок, который вращается с помощью приводного устройства для вращения (не показано), аналогичного упомянутому выше. В таком случае предпочтительно, чтобы тангенциальная скорость направляющего валка 255 соответствовала тангенциальной скорости второго нижнего отделяющего валка 254. Кроме того, предпочтительно, чтобы направляющий валок 255 имел поверхность с большой силой трения, такую как шероховатая поверхность, или содержал резину на цилиндрической поверхности валка для того, чтобы лист не мог скользить по цилиндрической поверхности валка.
Таким образом, давление прикладывается между вторым нижним отделяющим валком 254 и направляющим валком 255, и листовые материалы ленточного типа 33T приклеиваются на второй листовой материал 2S через непрерывные компоненты 3S эластичного элемента с помощью клея, нанесенного на непрерывные компоненты 3S эластичного элемента. При этом листовые материалы ленточного типа 33T перемещаются при наматывании на вращающиеся поверхности первого нижнего отделяющего валка 253 и второго нижнего отделяющего валка 254 без проскальзывания и, следовательно, приклеиваются ко второму листовому материалу 2S в таком состоянии, при котором положения в поперечном направлении, полученные во время резки листа на полосы, сохраняются. Кроме того, листовые материалы ленточного типа 33T приклеиваются ко второму листовому материалу 2S без соскальзывания с соответствующих поверхностей первого нижнего отделяющего валка 253 и второго нижнего отделяющего валка 254. В результате образуется сплошной элемент 11S наружной оболочки, который предназначен для заднего участка 21, образованный из второго листового материала 2S, к которому через непрерывные компоненты 3S эластичного элемента приклеиваются листовые материалы ленточного типа 33T. Кроме того, сплошной элемент 11S наружной оболочки для переднего участка 21 подается в направлении стрелки A5 из зазора между вторым нижним отделяющим валком 254 и направляющим валком 255.
Как описано выше, для того, чтобы приклеить листовые материалы ленточного типа 33T ко второму листовому материалу 2S через непрерывные компоненты 3S эластичного элемента, на которые нанесен клей, необходимо, чтобы второй листовой материал 2S, непрерывные компоненты 3S эластичного элемента и листовые материалы ленточного типа 33T ламинировались в указанном порядке со стороны одинакового направления и подавались в зазор между вторым нижним отделяющим валком 254 и направляющим валком 255. помощью такой подачи можно предотвратить приклеивание клея, нанесенного на непрерывные компоненты 3S эластичного элемента, к поверхностям валков.
Далее регулируют положения соответствующих сплошных элементов 11S наружной оболочки на переднем участке 21 и заднем участке 23, чтобы получить заданный интервал D. На данной стадии регулирования положений направление подачи сплошного элемента 11S наружной оболочки для переднего участка 21 регулируется до направления (направление стрелки A4), которое параллельно направлению подачи (направление стрелки A2) сплошного элемента 11S наружной оболочки для заднего участка 23, и поверхность со стороны второго листового материала 2S сплошного элемента 11S наружной оболочки для переднего участка 21 и поверхность со стороны второго листового материала 2S сплошного элемента 11S наружной оболочки для заднего участка 23 регулируются таким образом, чтобы они были в направлении одной плоскости (например, верхней поверхности) и на одинаковой высоте.
Сначала обе поверхности сплошного элемента 11S наружной оболочки для переднего участка 21 переворачиваются с помощью первого валка 261, чьи оси вращения расположены под заданным углом (например, 30°-60°, предпочтительно 45°) относительно направления подачи (направление стрелки A5) сплошного элемента 11S наружной оболочки для переднего участка 21, и направление подачи меняется на направление стрелки B1. Затем направление подачи сплошного элемента 11S наружной оболочки для переднего участка 21 меняется с горизонтального направления на вертикальное направление (направление стрелки C) с помощью второго валка 262. Затем направление подачи сплошного элемента 11S наружной оболочки для переднего участка 21 меняется с вертикального направления на горизонтальное направление (направление стрелки B2) с помощью третьего валка 263. Далее обе поверхности сплошного элемента 11S наружной оболочки для переднего участка 21 переворачиваются с помощью четвертого валка 264, чьи оси вращения расположены под заданным углом (например, 30°-60°, предпочтительно 45°) относительно направления подачи сплошного элемента 11S наружной оболочки для переднего участка 21, чтобы направить при этом поверхность со стороны второго листового материала 2S сплошного элемента 11S наружной оболочки для переднего участка 21 и поверхность со стороны второго листового материала 2S сплошного элемента 11S наружной оболочки для заднего участка 23 в направлениях, лежащих в одной плоскости (верхняя поверхность), и расположить их на одинаковой высоте, и направление подачи превращается в направление подачи (направление стрелки A4), которое параллельно сплошному элементу 11S наружной оболочки для заднего участка 23.
Следовательно, с помощью первого и третьего валков 261 и 263 поверхности со стороны второго листового материала 2S соответствующих сплошных элементов 11S наружной оболочки на переднем участке 21 и заднем участке 23 регулируются, чтобы быть на одинаковой высоте, путем доведения интервала соответствующих сплошных элементов 11S наружной оболочки на переднем участке 21 и заднем участке 23 до заданного интервала D, и регулирования интервала второго и четвертого валков 262 и 264 с учетом диаметра первого и третьего валков 261 и 263.
Последующие стадии производства аналогичны стадиям способа производства, который описан в вышеупомянутом первом аспекте.
Далее со ссылкой на фиг. 25 будет описан третий аспект первого аспекта. Третий аспект относится к способу производства вышеупомянутого натягиваемого подгузника 10, который представляет собой способ производства, в котором непрерывные компоненты 3S эластичного элемента и второй листовой материал 2S подаются со стороны направлений, противоположных направлениям, описанным в первом аспекте.
Как показано на фиг. 25, сплошной элемент 11S наружной оболочки, размещаемый на заднем участке 23, образуется аналогично вышеупомянутому первому аспекту; оба поверхности переворачиваются в положение, при котором сплошной элемент 11S наружной оболочки наматывается на второй верхний отделяющий валок 252, и сплошной элемент 11S наружной оболочки подается в направлении стрелки A2.
С другой стороны, листовые материалы ленточного типа 33T для передней стороны наматываются на первый нижний отделяющий валок 253 и разделяются в нижнем направлении, дополнительно наматываются на второй нижний отделяющий валок 254 и перемещаются. Направляющий валок 255 расположен с нижней стороны нижнего второго отделяющего валка 254, и второй листовой материал 2S для передней стороны подается со стороны направления стрелки A3, которое аналогично направлению подачи первого листового материала 1S, и отправляется в зазор между вторым нижним отделяющим валком 254 и направляющим валком 255. Кроме того, в зазор между направляющим валком 255 и вторым нижним отделяющим валком 254 подаются параллельно многочисленные куски непрерывных компонентов 3S эластичного элемента, которые принадлежат эластичным элементам 35 для передней стороны, на второй листовой материал 2S со стороны одинакового направления в направлении подачи (направление стрелки A1) первого листового материала 1S. Соответствующие непрерывные компоненты 3S эластичного элемента подаются в состоянии, при котором соответствующие элементы растянуты и на них нанесен клей (не показан), подаваемый из устройства для нанесения клея 215; и листовые материалы ленточного типа 33T, перемещаемые с одновременным наматыванием на второй нижний отделяющий валок 254, приклеиваются через упомянутые непрерывные компоненты 3S эластичного элемента.
Таким образом, давление прикладывается между вторым нижним отделяющим валком 254 и направляющим валком 255, и листовые материалы ленточного типа 33T приклеиваются на второй листовой материал 2S через непрерывные компоненты 3S эластичного элемента с помощью клея, нанесенного на непрерывные компоненты 3S эластичного элемента. При этом листовые материалы ленточного типа 33T перемещаются при наматывании на вращающиеся поверхности первого нижнего отделяющего валка 253 без проскальзывания и, следовательно, приклеиваются ко второму листовому материалу 2S в состоянии, при котором их положения в поперечном направлении, полученные во время резки листа на полосы, сохраняются. Кроме того, листовые материалы ленточного типа 33T приклеиваются ко второму листовому материалу 2S без соскальзывания с соответствующих поверхностей первого нижнего отделяющего валка 253 и второго нижнего отделяющего валка 254. В результате образуется сплошной элемент 11S наружной оболочки, который предназначен для заднего участка 21, образованный из второго листового материала 2S, к которому через непрерывные компоненты 3S эластичного элемента приклеены листовые материалы ленточного типа 33T. Кроме того, сплошной элемент 11S наружной оболочки для переднего участка 21 подается в направлении стрелки A5 из зазора между вторым нижним отделяющим валком 254 и направляющим валком 255.
Далее положения соответствующих сплошных элементов 11S наружной оболочки на переднем участке 21 и заднем участке 23 доводятся до заданного интервала D. Такой способ регулирования положений аналогичен регулированию согласно вышеупомянутому второму аспекту. В результате поверхность со стороны второго листового материала 2S сплошного элемента 11S наружной оболочки для переднего участка 21 и поверхность со стороны второго листового материала 2S сплошного элемента 11S наружной оболочки для заднего участка 23 направляются в направлениях, лежащих в одной плоскости (верхняя поверхность), и располагаются на одинаковой высоте; и направление подачи превращается в направление подачи (направление стрелки A4), которое параллельно сплошному элементу 11S наружной оболочки для заднего участка 23.
Следующие стадии производства аналогичны стадиям способа производства, который описан в вышеупомянутом первом аспекте.
При втором и третьем аспектах также можно получить эффекты, аналогичные эффектам вышеупомянутого первого аспекта. Кроме того, для того, чтобы листовые материалы ленточного типа 33T приклеились ко второму листовому материалу 2S через непрерывные компоненты 3S эластичного элемента, на которые нанесен клей, необходимо, чтобы второй листовой материал 2S, непрерывные компоненты 3S эластичного элемента и листовые материалы ленточного типа 33T ламинировались в указанном порядке со стороны одного и того же направления и подавались в зазор между вторым нижним отделяющим валком 254 и направляющим валком 255. С помощью такой подачи можно предотвратить приклеивание клея, нанесенного на непрерывные компоненты 3S эластичного элемента, к поверхностям валков.
Далее со ссылкой на фиг. 26 будет описан второй вариант осуществления способа производства согласно настоящему изобретению. Второй вариант осуществления изобретения представляет собой предпочтительный пример способ производства натягиваемого подгузника, при котором в вышеупомянутом натягиваемом подгузнике 10 непрерывные компоненты 3S эластичного элемента не применяются.
Как показано на фиг. 26, первый листовой материал 1S, обладающий эластичностью (материалы наружного слоя 33), подается в направлении стрелки A1 аналогично первому аспекту первого варианта осуществления изобретения.
В качестве первого листового материала 1S (материалы наружного слоя 33), обладающего эластичностью, можно применять эластичные листы, такие как нетканые материалы, содержащие эластичные волокна, и эластичные пленки или т.п. В том случае, когда текстуре и тканеподобному внешнему виду придается особое значение, предпочтительно, чтобы такие растяжимые листы содержали на поверхности волокнистый слой. В том случае, когда такой волокнистый слой является неэластичным, волокнистый слой становится растягивающимся в результате обработки под растягивающей нагрузкой или т.п. таким образом, чтобы неэластичный, волокнистый слой не подавлял эластичности эластичного листа. В качестве примера обработки под растягивающей нагрузкой, например, может служить обработка для образования выступов-углублений (профилирование листа), при которой сцепление между волокнами разрезается или волокна растягиваются в волокнистом слое, и таким образом, эластичность проявляется без подавления эластичности эластичного листа, содержащего волокнистый слой.
Вся площадь поверхности первого листового материала 1S подвергается обработке для образования выступов-углублений (профилирование листа) в виде обработки под растягивающей нагрузкой с помощью тиснильного валка (валка с выступами-углублениями) 241 с поверхностью, на которой образованы выступы-углубления. Кроме того, тиснильный валок (валок с выступами-углублениями) 242, который входит в зацепление с тиснильным валком (валок с выступами-углублениями) 241, расположен на месте, соответствующем тиснильному валку (валку с выступами-углублениями) 241. В результате на первом листовом материале 1S в поперечном направлении образуются бороздки (иллюстрация пропущена). С помощью такой обработки для образования выступов-углублений (профилирование листа), волокнистому слою первого листового материала 1S придают способность к растяжению в его продольном направлении без подавления эластичности эластичного листа, чтобы при этом дать возможность первому листовому материалу 1S проявлять эластичность. Получаемые интервалы между бороздками зависят от толщины нетканого материала первого листового материала 1S, и, например, формируются через равные интервалы. Кроме того, в том случае, когда степень придаваемой эластичности меняется в каждом месте, также возможно менять интервалы между бороздками. Например, в том случае, когда толщины первого листового материала 1S находятся в диапазоне от 0,01 мм до 0,2 мм, в области, где требуется значительная эластичность, интервалы между бороздками регулируются в диапазоне приблизительно от 2 мм до 5 мм, и в области, где требуется слабая эластичность, интервалы между бороздками регулируются в диапазоне приблизительно от 0,5 мм до 2 мм. Интервалы между бороздками также меняют в зависимости от толщины первого листового материала 1S.
В данном контексте эластичность, которой обладает первый листовой материал 1S, относится, например, к эластичности, которая может заменять эластичность, обеспечиваемую вышеупомянутыми непрерывными компонентами 3S эластичного элемента. Способ обработки первого листового материала 1S не ограничивается, при условии, что материалы наружного слоя благодаря бороздкам 34 обладают требуемой эластичностью.
Что касается вышеупомянутого первого листового материала 1S, обладающего эластичностью, с растяжимым нетканым материалом по сути в нерастянутом состоянии, по всей его длине соединяют, например, (1) лист, содержащий эластичный волокнистый слой, и растяжимый волокнистый слой (слои), который объединен с одной или обеими поверхностями эластичного волокнистого слоя, (2) лист, содержащий сетевидный эластичный лист, и растяжимый волокнистый слой (слои), который объединен с одной или обеими поверхностями эластичного листа, (3) лист, содержащий эластичный лист, изготовленный из эластичной пленки, и растяжимый волокнистый слой (слои), который объединен с одной или обеими поверхностями эластичного листа, (4) эластичный лист, в котором много эластичных филаментных нитей, склонных растягиваться в одном направлении без пересечения друг с другом.
Что касается вышеупомянутого листа (1), в качестве примера можно упомянуть, например, (a) эластичный нетканый материал, в котором по сути неэластичный волокнистый слой расположен, по меньшей мере, на одной поверхности эластичного волокнистого слоя, где оба волокнистых слоя сцепляются по всей поверхности путем приплавления в местах пересечения волокон в состоянии, при котором структурообразующие волокна в эластичном волокнистом слое сохраняют формы волокон, и нетканый материал находится либо в состоянии, при котором часть структурообразующих волокон из неэластичного волокнистого слоя проникла в эластичный волокнистый слой, либо в состоянии, при котором часть структурообразующих волокон из эластичного волокнистого слоя проникла в неэластичный волокнистый слой, или в том и другом состоянии. Кроме того, в качестве вышеупомянутых листов (1) - (3) можно предпочтительно применять (b) эластичный лист, содержащий эластичный слой с эластичной растяжимостью, и по сути неэластичный, волокнистый слой, в котором два слоя превращены в ламинированный лист путем ламинирования в направлении их толщины и частичного сцепления, и растяжение осуществляется в отношении ламинированного листа и т.п. В качестве средства для осуществления таких растяжений и для получения растяжимых волокнистых слоев и вышеупомянутых нетканых материалов (1) - (3) предпочтительно осуществлять вышеупомянутую обработку с целью образования выступов-углублений (профилирование листа).
Что касается вышеупомянутого эластичного нетканого материала (a), на границе эластичного волокнистого слоя и неэластичного волокнистого слоя и вблизи нее места пересечения структурообразующих волокон эластичного волокнистого слоя и структурообразующих волокон неэластичного волокнистого слоя сцепляются путем приплавления и, следовательно, равномерно сцепляются по сути по всей поверхности. Поскольку два слоя сцепляются по всей поверхности, предотвращается образование промежутков из-за отделения двух слоев, и образуется эластичный нетканый материал с многослойной структурой, который создает ощущение целостности, подобной однослойному нетканому материалу. Вышеупомянутое состояние, при котором структурообразующие волокна эластичного волокнистого слоя сохраняют формы волокон, относится к состоянию, при котором большая часть структурообразующих волокон в эластичном волокнистом слое не деформируется до пленочной формы или пленочной структуры, содержащей волокна, даже в том случае, когда применяется нагревание, давление или т.п. Кроме того, в эластичном волокнистом слое места пересечения структурообразующих волокон в слое скрепляются путем приплавления. Аналогичным образом в неэластичном волокнистом слое места пересечения структурообразующих волокон также соединяются путем приплавления в слое.
В том случае, когда неэластичные волокнистые слои расположены на обеих поверхностях эластичного волокнистого слоя, по меньшей мере, одна из поверхностей находится в либо в состоянии, при котором часть ее структурообразующих волокон проникла в эластичный волокнистый слой, либо состоянии, при котором часть структурообразующих волокон эластичного волокнистого слоя проникла, по меньшей мере, в один из неэластичных волокнистых слоев, или в обоих упомянутых состояниях.
Эластичный волокнистый слой обладает способностью растягиваться и способностью сжиматься, когда растягивающее усилие ослабляется. Кроме того, он представляет собой совокупность волокон, обладающих эластичностью. Кроме того, эластичный волокнистый слой может быть в форме полотна или нетканого материала, отформованного из волокон, обладающих эластичностью. Например, он может представлять собой нетканый материал, отформованный с помощью способа раздувного формования, технологии спанбонд, технологии мелтблоун или т.п. Как правило, полотно, полученное с помощью способа раздувного формования, является предпочтительным. В качестве структурообразующих волокон для эластичного волокнистого слоя, например, можно применять волокна, полученные из исходных материалов, таких как термопластические эластомеры и каучуки. Как правило, волокна, полученные из термопластичных эластомеров в качестве исходных материалов, являются предпочтительными для растяжимого нетканого материала согласно варианту осуществления изобретения, содержащего нетканый материал, полученный воздушной набивкой, в качестве основной структуры, поскольку возможно формование из расплава с применением экструдера, такого же, как для обычных термопластичных смол, и волокна, полученные таким образом, легко скрепляются приплавлением. Примеры термопластичных эластомеров могут включать в себя эластомеры на основе стирола, такие как SBS, SIS, SEBS и SEPS, эластомеры на основе олефинов, эластомеры на основе полиэфира и эластомеры на основе полиуретана. Их можно применять в виде только одного типа или в виде комбинации двух или более типов.
Неэластичный волокнистый слой обладает способностью к растяжению, однако по сути является неэластичным. В данном контексте способность к растяжению может представлять собой либо случай, когда структурообразующие волокна растягиваются сами по себе, либо случай, когда структурообразующие волокна сами по себе не растягиваются, однако волокнистый слой в целом растягивается благодаря отделению волокон, которые скреплены путем приплавления в местах пересечения волокон, структурному изменению в трехмерной структуре, образованной из многочисленных кусков волокон путем приплавления волокон и т.п., или отрыву структурообразующих волокон. Примеры волокон, которые образуют неэластичный волокнистый слой, могут включать в себя волокна, отформованные из полиэтилена (PE), полипропилена (PP), полиэфиров (PET и PBT), полиамидов и т.п. Волокна, которые образуют неэластичный волокнистый слой, могут представлять собой либо короткие волокна, либо длинные волокна и могут быть либо гидрофильными, либо гидрофобными. Кроме того, также можно применять бикомпонентые волокна типа бикомпонентного волокна с оболочкой из второго компонента или с расположенными плотно друг к другу волокнами, расщепляемые волокна, волокна с модифицированным поперечным сечением, извитые волокна, волокна, дающие усадку при нагревании и т.п. Такие волокна можно применять только в виде одного типа или в виде комбинации двух или более типов. Неэластичный волокнистый слой может представлять собой полотно или нетканый материал из непрерывных филаментных нитей или коротких волокон.
Вышеупомянутый эластичный лист (b) получают путем проведения обработки под растягивающей нагрузкой ламинированного листа, содержащего эластичный слой с эластичной растяжимостью, и по сути неэластичный волокнистый слой (слои), который (которые) ламинирован на одну или обе поверхности эластичного слоя, где неэластичный волокнистый слой (слои) частично скрепляется с образованием регулярной структуры.
Далее первый листовой материал 1S, который был подвергнут вышеупомянутой обработке для образования выступов-углублений (профилирование листа), разрезают на множество лент в поперечном направлении на продольно-резальном валке 211 для материала наружного слоя и делят на многочисленные куски, получая при этом узкие листовые материалы ленточного типа 33T (материалы наружного слоя 33). Например, соответствующие листовые материалы ленточного типа 33T разрезают на ленты равной ширины.
Кроме того, соответствующие листовые материалы ленточного типа 33T подаются в зазор между первым верхним отделяющим валком 251 и первым нижним отделяющим валком 253 в состоянии, при котором положения в поперечном направлении, полученные во время резки листа на полосы, сохраняются аналогично вышеупомянутому первому аспекту. Многочисленные листовые материалы ленточного типа 33T подаются в зазор между валками и наматываются на первый верхний отделяющий валок 251 и первый нижний отделяющий валок 253 поочередно, чтобы разделить листовые материалы ленточного типа 33T на два разных направления для передней стороны и для задней стороны.
Когда листовые материалы ленточного типа 33T для задней стороны, которые наматывались на первый верхний отделяющий валок 251 и были отделены в верхнем направлении, наматываются на второй верхний отделяющий валок 252, второй листовой материал 2S подается со стороны направления, противоположного направлению подачи первого листового материала 1S (направление стрелки A1), в зазор между первым верхним отделяющим валком 251 и вторым верхним отделяющим валком 252 для того, чтобы наматываться непосредственно на второй верхний отделяющий валок 252. При этом на места, к которым должны приклеиваться листовые материалы ленточного типа 33T, предварительно наносится клей 32 с помощью устройства для нанесения клея 215.
Кроме того, давление прикладывается между первым верхним отделяющим валком 251 и вторым верхним отделяющим валком 252, и листовые материалы ленточного типа 33T приклеиваются с помощью клея 32, нанесенного со стороны нижней поверхности второго листового материала 2S, с помощью устройства для нанесения клея (иллюстрация пропущена). При этом листовые материалы ленточного типа 33T приклеиваются ко второму листовому материалу 2S в состоянии, при котором сохраняются их положения в поперечном направлении, полученные во время резки листа на полосы. Кроме того, листовые материалы ленточного типа 33T приклеиваются ко второму листовому материалу 2S без соскальзывания с первого верхнего отделяющего валка 251. Следовательно, образуется сплошной элемент 11S наружной оболочки, который предназначен для заднего участка 23, образованный из второго листового материала 2S, к которому приклеены листовые материалы ленточного типа 33T. Кроме того, обе стороны сплошного элемента 11S наружной оболочки для заднего участка 23 переворачиваются в положение, при котором сплошной элемент 11S наружной оболочки наматывается на второй верхний отделяющий валок 252, и сплошной элемент 11S наружной оболочки подается в направлении стрелки A2.
С другой стороны, листовые материалы ленточного типа 33T для передней стороны наматываются на первый нижний отделяющий валок 253, отделяются в нижнем направлении, дополнительно наматываются на второй нижний отделяющий валок 254 и перемещаются. Направляющий валок 255, который расположен с нижней стороны нижнего отделяющего валка 254, подает второй листовой материал 2S (материал внутреннего слоя 31) для передней стороны со стороны направления стрелки A3, которое представляет собой то же направление подачи, что и направление подачи первого листового материала 1S. При этом клей 32 с помощью устройства для нанесения клея 215 предварительно наносится на места второго листового материала 2S, к которым должны крепиться листовые материалы ленточного типа 33T.
Кроме того, давление прикладывается между вторым нижним отделяющим валком 254 и направляющим валком 255, и листовые материалы ленточного типа 33T приклеиваются на второй листовой материал 2S с помощью клея 32. При этом листовые материалы ленточного типа 33T перемещаются при наматывании на вращающиеся поверхности первого нижнего отделяющего валка 253 и второго нижнего отделяющего валка 254 без проскальзывания и, следовательно, крепятся ко второму листовому материалу 2S в состоянии, при котором сохраняются положения в поперечном направлении, полученные во время резки листа на полосы. Кроме того, листовые материалы ленточного типа 33T приклеиваются ко второму листовому материалу 2S с одновременным сохранением приблизительно постоянного натяжения, без соскальзывания с соответствующих поверхностей первого нижнего отделяющего валка 253 и второго нижнего отделяющего валка 254. В результате образуется сплошной элемент 11S наружной оболочки, который предназначен для переднего (заднему) участка 21, образованный из второго листового материала 2S, к которому приклеены листовые материалы ленточного типа 33T. Кроме того, сплошной элемент 11S наружной оболочки для переднего участка 21 подается в направлении стрелки A5 из зазора между вторым нижним отделяющим валком 254 и направляющим валком 255.
Клей 32, подаваемый к соответствующим вторым листовым материалам 2S, подается в заданные места (например, приблизительно на центральный участок или на одну сторону в поперечном направлении), на которых каждый листовой материал ленточного типа 33T приклеивается, и способ подачи может быть непрерывным или периодическим. В качестве клея 32, применяют, например, термоплавкий клей, двухстороннюю липкую ленту и т.п.
Как описано выше, для того, чтобы листовые материалы ленточного типа 33T были приклеены ко второму листовому материалу 2S, на который нанесен клей 32, необходимо, чтобы второй листовой материал 2S и листовые материалы ленточного типа 33T ламинировались из одного направления и подавались в зазор между верхними первым и вторым отделяющими валками 251 и 252 и в зазор между вторым нижним отделяющим валком 254 и направляющим валком 255. С помощью такой подачи можно предотвратить приклеивание клея 32, нанесенного на второй листовой материал 2S, к поверхностям валков.
Далее положения соответствующих сплошных элементов 11S наружной оболочки на переднем участке 21 и на заднем участке 23 регулируются до заданного интервала D аналогично второму аспекту вышеупомянутого первого варианта осуществления изобретения. На данной стадии регулирования положений направление подачи сплошного элемента 11S наружной оболочки для переднего участка 21 доводится до параллельного направления стрелки A4, которое параллельно направлению подачи (направление стрелки A2) сплошного элемента 11S наружной оболочки для заднего участка 23, и поверхность со стороны второго листового материала 2S сплошного элемента 11S наружной оболочки для переднего участка 21 и поверхность со стороны второго листового материала 2S сплошного элемента наружной оболочки 11S для заднего участка 23 регулируются таким образом, чтобы быть в направлении одной и той же плоскости (например, верхней поверхности) и на одинаковой высоте. Последующие стадии производства аналогичны стадиям способа производства, который описан в вышеупомянутом первом варианте осуществления изобретения.
В таком втором варианте осуществления способа производства согласно настоящему изобретению можно получать эффекты, аналогичные эффектам вышеупомянутого первого варианта осуществления изобретения. Кроме того, поскольку эластичность придается самим листовым материалам ленточного типа 33T, нет необходимости размещать эластичные элементы между первым листовым материалом 1S (материалы наружного слоя 33) и вторым листовым материалом 2S (материал внутреннего слоя 31), и это позволяет уменьшать количество материалов и уменьшать материальные затраты.
Кроме того, поскольку первый листовой материал 1S подвергается обработке под растягивающей нагрузкой для того, чтобы иметь углубления и выступы, обеспечивается мягкий внешний вид и прикосновение, а также на листовых материалах ленточного типа 33T можно формировать оборки путем уменьшения ширины нанесения клея 32 по сравнению с шириной листовых материалов ленточного типа 33T.
Кроме того, путем изменения ширины листовых материалов ленточного типа 33T также изменяют силу упругости и регулируют ее до подходящего давления при сжатии, соответствующего каждому участку, такому как участок талии, участок в области подвздошной кости и поясницы. Например, путем увеличения ширины на участке талии и участке в области подвздошной кости больше, чем в других местах, можно повышать силу упругости и можно увеличивать давление на эти области при сжатии подгузника.
Кроме того, в натягиваемом подгузнике 10, в котором нет эластичных элементов, в том случае, когда эластичность ламинированных областей слабая, в случае необходимости непрерывные компоненты 3S эластичного элемента в первом варианте осуществления изобретения можно размещать между первым листовым материалом 1S и вторым листовым материалом 2S.
Далее со ссылкой на фиг. 27 и фиг. 28 будет описан первый аспект третьего варианта осуществления способа производства согласно настоящему изобретению. Первый аспект третьего варианта осуществления изобретения относится к способу производства натягиваемого подгузника с устройством, при котором в вышеупомянутом натягиваемом подгузнике 10 частично применяются листовые материалы ленточного типа 33T разной ширины.
Как показано на фиг. 27 и фиг. 28, аналогично вышеупомянутому первому варианту осуществления изобретения первый листовой материал 1S (материалы наружного слоя 33) подается в направлении стрелки A1 и разрезается на ленты в направлении подачи с применением продольно-резального валка 211 для материала наружного слоя, чтобы получить узкие листовые материалы ленточного типа 33T (материалы наружного слоя 33). При этом, например, листовые материалы ленточного типа 33T (33Тс), размещаемые в области подвздошных костей, изготавливают более широкими, а другие листовые материалы ленточного типа 33T изготавливают таким образом, чтобы они были одинаковой ширины. Например, листовые материалы ленточного типа 33Тс образуют приблизительно в 1,05-3 раза, предпочтительно приблизительно в 1,1-2 раза шире, чем другие листовые материалы ленточного типа 33T. Кроме того, соответствующие листовые материалы ленточного типа 33T подаются в зазор между первым верхним отделяющим валком 251 и первым нижним отделяющим валком 253 в состоянии, при котором сохраняются их положения в поперечном направлении, полученные во время резки листа на полосы.
Многочисленные куски листовых материалов ленточного типа 33T поочередно наматываются на первый верхний отделяющий валок 251 и первый нижний отделяющий валок 253, чтобы при этом разделиться по двум разным направлениям (например, верхнее направление и нижнее направление). Как правило, многочисленные куски листовых материалов ленточного типа 33T разделяются на листовые материалы ленточного типа для передней стороны и для задней стороны.
Листовые материалы ленточного типа 33T для задней стороны наматываются на первый верхний отделяющий валок 251, отделяются в верхнем направлении, дополнительно наматываются на второй верхний отделяющий валок 252 и перемещаются в верхнем направлении. С другой стороны, с верхней стороны второго верхнего отделяющего валка 252 расположен прессовальный валок 257. Второй листовой материал 2S для задней стороны подается со стороны того же направления (направление стрелки A6), что и направление подачи первого листового материала 1S (направление стрелки A1) и отправляется в зазор между вторым верхним отделяющим валком 252 и прессовальным валком 257. Кроме того, в зазор между прессовальным валком 257 и вторым верхним отделяющим валком 252 подаются непрерывные компоненты 3S эластичного элемента (эластичные элементы 35) для передней стороны, на которые предварительно с помощью устройства для нанесения клея 215 нанесен клей (не показан), на нижнюю сторону второго листового материала 2S со стороны того же направления, что и направление подачи первого листового материала 1S (направление, указанное стрелкой A1), и листовые материалы ленточного типа 33T, перемещаемые с одновременным наматыванием на второй верхний отделяющий валок 252, ламинируются и приклеиваются через непрерывные компоненты 3S эластичного элемента.
Следовательно, давление прикладывается между вторым верхним отделяющим валком 252 и прессовальным валком 257, и листовые материалы ленточного типа 33T приклеиваются на второй листовой материал 2S через непрерывные компоненты 3S эластичного элемента с помощью клея, нанесенного на непрерывные компоненты 3S эластичного элемента. При этом листовые материалах ленточного типа 33T приклеиваются на второй листовой материал 2S в состоянии, при котором сохраняются их положения в поперечном направлении, полученные во время резки листа на полосы. Кроме того, листовые материалы ленточного типа 33T приклеиваются ко второму листовому материалу 2S без соскальзывания с соответствующих поверхностей первого верхнего отделяющего валка 251 и второго верхнего отделяющего валка 252. Каждый непрерывный компонент 3S эластичного элемента для задней стороны подается, например, таким образом, чтобы он располагался в центре поперечного направления каждого листового материала ленточного типа 33T для задней стороны.
Кроме того, многочисленные куски (например, три куска на иллюстрации) непрерывных компонентов 3S эластичного элемента (3Sc), размещаемые в области подвздошных костей, подаются без превышения ширины листового материала ленточного типа 33T (33Тс), поскольку ширина листового материала ленточного типа 33Тс формируется на месте.
Таким образом, образуется сплошной элемент 11S наружной оболочки, который предназначен для заднего участка 23, образованный из второго листового материала 2S, к которому через непрерывные компоненты 3S эластичного элемента приклеены листовые материалы ленточного типа 33T. Кроме того, сплошной элемент 11S наружной оболочки для заднего участка 23 подается в направлении стрелки A7 в состоянии, при котором листовые материалы ленточного типа 33T находятся с нижней стороны.
Кроме того, обе стороны сплошного элемент наружной оболочки 11S для задней стороны переворачиваются, и сплошной элемент 11S наружной оболочки подается в направлении стрелки A2. Для переворота обеих поверхностей, например, горизонтальный валок (не проиллюстрирован) располагается со стороны верхней поверхности (сторона второго листового материала 2S) сплошного элемента 11S наружной оболочки, сплошной элемент 11S наружной оболочки поворачивается на 90° вокруг направления подачи в качестве оси, и сторона поверхности второго листового материала 2S сплошного элемента 11S наружной оболочки, которая повернулась, сразу же принимается вертикальным валком. Кроме того, сплошной элемент 11S наружной оболочки поворачивается на 90°вокруг направления подачи в качестве оси, и сторона верхней поверхности сплошного элемента 11S наружной оболочки, которая повернулась, принимается еще одним горизонтальным валком. Таким образом, обе поверхности сплошного элемента 11S наружной оболочки можно постоянно поворачивать вокруг направления подачи в качестве оси без колебаний в поперечном направлении и в направлении высоты. В результате на следующих стадиях в сплошном элементе 11S наружной оболочки для заднего участка 23 места, где многочисленные куски непрерывных компонентов 3Sc эластичного элемента приклеиваются к одному куску листового материала ленточного типа 33T, располагаются в сплошном слое натягиваемого подгузника на уровне области подвздошных костей.
С другой стороны, аналогично третьему аспекту вышеупомянутого первого варианта осуществления изобретения для формирования передней стороны давление прикладывается между вторым нижним отделяющим валком 254 и направляющим валком 255, и листовые материалы ленточного типа 33T приклеиваются на второй листовой материал 2S через непрерывные компоненты 3S эластичного элемента с помощью клея, нанесенного на непрерывные компоненты 3S эластичного элемента. При этом листовые материалы ленточного типа 33T приклеиваются ко второму листовому материалу 2S в состоянии, при котором сохраняются положения в поперечном направлении, полученные во время резки листа на полосы. Таким образом, образуется сплошной элемент 11S наружной оболочки, который предназначен для переднего участка 21, образованный из второго листового материала 2S, к которому через непрерывные компоненты 3S эластичного элемента приклеены листовые материалы ленточного типа 33T. Кроме того, сплошной 11S элемент наружной оболочки для переднего участка 21 подается в направлении стрелки A5. В результате на следующих стадиях в сплошном элементе 11S наружной оболочки для переднего участка 21 места, где многочисленные куски непрерывных компонентов 3Sc эластичного элемента приклеиваются к одному куску листового материала ленточного типа 33T, располагаются в сплошном слое натягиваемого подгузника на уровне области подвздошных костей.
Далее положения соответствующих сплошных элементов 11S наружной оболочки на переднем участке 21 и заднем участок 23 регулируются таким образом, чтобы получить заданный интервал D аналогично второму аспекту вышеупомянутого первого варианта осуществления изобретения. На такой стадии регулирования положений направление подачи сплошного элемента 11S наружной оболочки для переднего участка 21 регулируется до направления стрелки A4, которая параллельна направлению подачи (направление стрелки A2) сплошного элемента 11S наружной оболочки для заднего участка 23, и поверхность со стороны второго листового материала 2S сплошного элемента 11S наружной оболочки для переднего участка 21 и поверхность со стороны второго листового материала 2S сплошного элемента 11S наружной оболочки для заднего участка 23 располагаются в направлении, лежащем в одной плоскости (например, верхней поверхности), и на одинаковой высоте.
С помощью вышеупомянутых стадий можно получать сплошной элемент 11S наружной оболочки для переднего участка 21 и сплошной элемент 11S наружной оболочки для заднего участка 23, на которых широкие листовые материалы ленточного типа 33Тс расположены с наружной стороны.
Следующие стадии аналогичны стадиям, которые описаны в вышеупомянутом первом варианте осуществления изобретения.
В способе производства согласно первому аспекту вышеупомянутого третьего варианта осуществления изобретения можно получать эффекты, аналогичные эффектам вышеупомянутого первого варианта осуществления изобретения. Кроме того, поскольку многочисленные куски непрерывного компонента 3Sc эластичного элемента можно приклеивать к одному куску листового материала ленточного типа 33Тс путем изготовления более широкого листового материала ленточного типа 33Тс, размещаемого в области подвздошных костей, можно получать преимущество в том, что можно усиливать силу упругости, усиливая при этом сжимающую силу в области подвздошных костей и, следовательно, натягиваемому подгузнику становится трудно сваливаться во время движения и т.п.
Далее со ссылкой на фиг. 29 будет описан второй аспект третьего аспекта. Когда листовые материалы ленточного типа 33Тс, изготовленные более широкими как для переднего участка 21, так и для заднего участка 23, непрерывно накладываются на первый листовой материал 1S, на одной стороне сплошного элемента 11S наружной оболочки в поперечном направлении одного из широких листовых материалов ленточного типа 33Тс обнаруживается интервал с другими листовыми материалами ленточного типа 33T с шириной, равной ширине широкого листового материала ленточного типа 33Тс. Вследствие этого во втором аспекте со ссылкой на фиг. 29 будет описан способ производства, включающий в себя получение с обеих сторон широкого листового материала ленточного типа 33Тс интервалов с соседними листовыми материалами ленточного типа 33T, которые равны интервалам между другими листовыми материалами ленточного типа 33T.
Как показано на фиг. 29, на первом листовом материале 1S с одной стороны накладываются широкие листовые материалы ленточного типа 33Тс для переднего участка 21, и с другой стороны накладываются широкие листовые материалы ленточного типа 33Тс для заднего участка 23. Таким образом, на переднем участке 21 интервалы между широким листовым материалом ленточного типа 33Тс и другими листовыми материалами ленточного типа 33T с обеих сторон широкого листового материала ленточного типа 33Тс становятся равными интервалам между большинством других листовых материалов ленточного типа 33T. Кроме того, также на заднем участке 23 интервалы с другими листовыми материалами ленточного типа 33T с обеих сторон широкого листового материала ленточного типа 33Тс становятся равными интервалам между большинством других листовых материалов ленточного типа 33T. Таким образом, становится возможным получать часть широких листовых материалов ленточного типа 33T с шириной, при которой интервалы между листовыми материалами ленточного типа 33T получаются равными.
В таком случае для приклеивания листовых материалов ленточного типа 33T ко второму листовому материалу 2S (не проиллюстрирован) через непрерывные компоненты 3Sc эластичного элемента можно применять способы производства согласно вышеупомянутым первому и второму вариантам осуществления изобретения.
Хотя в вышеупомянутом третьем аспекте изготовлено два куска широких листовых материалов ленточного типа 33Тс и расположены многочисленные куски непрерывных компонентов 3S эластичного элемента, которые соответствуют листовым материалам ленточного типа 33T, число непрерывных компонентов 3S эластичного элемента, соответствующих листовым материалам ленточного типа 33Тс на переднем участке 21, и число непрерывных компонентов 3S эластичного элемента, соответствующих листовым материалам ленточного типа 33Тс на заднем участке 23, может отличаться. Кроме того, могут размещаться непрерывные компоненты 3S эластичного элемента с разными размерами.
Например, в тех случаях, когда непрерывные компоненты 3S эластичного элемента расположены на талии, в области подвздошных костей, поясницы и т.п., числа соответствующих непрерывных компонентов 3S эластичного элемента на переднем участке 21 и заднем участке 23 могут меняться. Путем увеличения числа непрерывных компонентов 3S эластичного элемента можно увеличивать силу упругости и, следовательно, можно получать значительную сжимающую силу. Альтернативно, число соответствующих непрерывных компонентов 3S эластичного элемента на переднем участке 21 и заднем участок 23 может отличаться. Например, путем регулирования числа непрерывных компонентов 3S эластичного элемента на заднем участке 23 до числа, превышающего их число на переднем участке 21, можно увеличивать силу упругости на заднем участке 23 и пресекать сваливание подгузника. Кроме того, путем регулирования числа непрерывных компонентов 3S эластичного элемента на переднем участке 21 до числа, превышающего их число на заднем участке 23, можно увеличивать силу упругости на переднем участке 21 и пресекать сваливание подгузника.
Далее со ссылкой на фиг. 30 будет описан случай, когда натягиваемый подгузник изготавливают с применением листовых материалов ленточного типа 33T, разрезанных на ленты равной ширины. На фиг. 30-32 листовые материалы ленточного типа 33T показаны с помощью штриховки для легкой интерпретации положений листовых материалов ленточного типа 33T.
На фиг. 30 (1) показан вид сбоку основного участка подгузника, изготовленного с применением листовых материалов ленточного типа 33T, разрезанных на ленты равной ширины. Количества соответствующих листовых материалов ленточного типа 33T, расположенных на переднем участке 21 и заднем участке 23, равны. Положения при подаче вторых листовых материалов 2S, расположенных соответственно на заднем участке 23 и переднем участке 21, относительно листовых материалов ленточного типа 33T, регулируются так, чтобы взаимное расположение второго листового материала 2S и листовых материалов ленточного типа 33T на заднем участке 23, и взаимное расположение второго листового материала 2S и листовых материалах ленточного типа 33T на переднем участке 21 было одинаковым. А именно, расстояния между одной из кромок второго листового материала 2S в поперечном направлении и кромкой листового материала ленточного типа 33T (в поперечном направлении) со стороны упомянутой первой кромки, которая ближе к упомянутой первой кромке, регулируются таким образом, чтобы быть одинаковыми. Когда подгузник изготавливают с применением второго листового материала 2S, к нему приклеивают листовые материалы ленточного типа 33T так, что листовые материалы ленточного типа 33T, приклеенные ко второму листовому материалу 2S, расположенному на переднем участке 21, и листовые материалы ленточного типа 33T, приклеенные ко второму листовому материалу 2S, расположенному на заднем участке 23, совмещаются друг с другом на боковом скрепляющем участке 25. В таком случае, боковой скрепляющий участок 25 имеет в перемежающемся порядке прочное/слабое скрепляющее взаимное расположение и, следовательно, легкость, с которой происходит разъединение слоев на боковом скрепляющем участке, повышается.
В вышеупомянутом примере ширина второго листового материала 2S, расположенного на переднем участке 21, и ширина второго листового материала 2S, расположенного на заднем участке 23, одинаковы. Далее то же самое будет применяться к ширинам вторых листовых материалов 2S.
Кроме того, можно менять взаимное расположение листовых материалов ленточного типа 33T, расположенных на переднем участке 21, и листовых материалов ленточного типа 33T, расположенных на заднем участке 23, до состояния, в котором изготавливается подгузник, путем изменения положений при подаче вторых листовых материалов 2S относительно листового материала ленточного типа 33T во время приклеивания листовых материалов ленточного типа 33T. Например, путем смещения положений при подаче второго листового материала 2S из-за изменения ширины одного куска листового материала ленточного типа 33T по сравнению с устройством, показанным на фиг. 30 (1); на боковом скрепляющем участке 25, как показано на фиг. 30(2), листовые материалы ленточного типа 33T, приклеенные ко второму листовому материалу 2S, расположенному на заднем участке 23, располагаются между листовыми материалами ленточного типа 33T, приклеенными ко второму листовому материалу 2S, расположенному на переднем участке 21, и листовые материалы ленточного типа 33T не накладываются друг на друга. В таком случае нет необходимости регулировать поток второго листового материала 2S, обработку можно осуществлять, не обращая внимания на параметры перемещения наружной оболочки в целом.
Кроме того, ниже будет описан случай, когда число листовых материалов ленточного типа 33T, расположенных на переднем участке 21, и число листовых материалов ленточного типа 33T, расположенных на заднем участке 23, отличаются друг от друга, например, случай, когда одно из чисел равно нечетному числу, а другое равно четному числу.
Например, со ссылкой на фиг. 31(1) будет описан случай, когда число листовых материалов ленточного типа 33T, расположенных на переднем участке 21, равно шести, а число листовых материалов ленточного типа 33T, расположенных на заднем участке 23, равно семи. В случае, когда второй листовой материал 2S, расположенный на переднем участке 21, и второй листовой материал 2S, расположенный на заднем участке 23, к которым прикрепляются листовые материалы ленточного типа 33T, разделенные на продольно-резальном валке для материала наружного слоя (не показан), находятся в одинаковом положении на плоскости (однако, их положения отличаются друг от друга в направлении высоты), расстояние между одной из кромок второго листового материала 2S в поперечном направлении, расположенного на заднем участке 23, и кромкой листового материала ленточного типа 33T в поперечном направлении со стороны упомянутой одной из кромок, которая ближе к упомянутой кромке, и расстояние "b" между одной из кромок второго листового материала 2S в поперечном направлении, расположенного на переднем участке 21, и кромкой листового материала ленточного типа 33T в поперечном направлении со стороны вышеупомянутой одной из кромок, которая ближе к указанной кромке, отличаются друг от друга из-за ширины листового материала ленточного типа 33T. Второй листовой материал 2S подавали относительно листовых материалов ленточного типа 33T таким образом, чтобы расположить его надлежащим образом, и второй листовой материал 2S и листовые материалы ленточного типа 33T приклеивали друг к другу и изготавливали подгузник с применением вторых листовых материалов 2S. В таком случае взаимное расположение листовых материалов ленточного типа 33T, расположенных на переднем участке 21, и листовых материалов ленточного типа 33T, расположенных на заднем участке 23, представляет собой расположение в перемежающемся порядке, и упомянутые листовые материалы ленточного типа не накладываются друг на друга.
Кроме того, со ссылкой на фиг. 31 (2) будет описан случай, когда число листовых материалов ленточного типа 33T, расположенных на переднем участке 21 и заднем участке 23, отличаются друг от друга, как упомянуто выше. Такой пример представляет собой случай, когда расстояние между одной из кромок второго листового материала 2S в поперечном направлении, расположенного на заднем участке 23, и кромкой листового материала ленточного типа 33T в поперечном направлении со стороны вышеупомянутой одной из кромок, которая ближе к указанной кромке, и расстояние "b" между одной из кромок второго листового материала 2S в поперечном направлении, расположенного на переднем участке 21, и кромкой листового материала ленточного типа 33T в поперечном направлении со стороны вышеупомянутого одной из кромок, которая ближе к указанной кромке, являются одинаковыми. Вторые листовые материалы 2S подавали к листовым материалам ленточного типа 33T таким образом, чтобы они были расположен надлежащим образом; второй листовой материал и листовые материалы ленточного типа приклеиваются друг к другу и изготавливают подгузник с применением вторых листовых материалов 2S. В таком случае листовые материалы ленточного типа 33T, расположенные на переднем участке 21, и листовые материалы ленточного типа 33T, расположенные на заднем участке 23, совмещаются друг с другом, образуя боковой скрепляющий участок подгузника. Поскольку на переднем участке 21 расположено меньше листовых материалов ленточного типа 33T, чем на заднем участке 23, листовой материал ленточного типа 33T на переднем участке 21, который не совмещается с листовыми материалами ленточного типа 33T, расположенными на задней стороне 23, создается на боковом скрепляющем участке 25.
В случаях устройств подгузника, показанных на фиг. 31 (1) и (2), возможны корректировки диапазона растяжки и давления, и диапазон свободы в выборе характеристик наружной оболочки (например, планирование давления при сжатии) расширяется. Кроме того, поскольку один из кусков листовых материалов ленточного типа 33T на заднем участке 23 находится много ниже, в любом из двух устройств подгузника подгонка его к ягодицам является очень хорошей.
Далее со ссылкой на фиг. 32 будет описан случай, когда натягиваемый подгузник изготавливают с применением листовых материалов ленточного типа 33T, содержащих листовые материалы ленточного типа 33Тс, разрезанные на ленты разной ширины.
Вид сбоку основного участка подгузника, показанный на фиг. 32, представляет собой случай листового материала ленточного типа 33T, содержащего листовые материалы ленточного типа 33Тс разной ширины, показанные на фиг. 28; регулировали положения вторых листовых материалов 2S при подаче относительно листовых материалов ленточного типа 33T, второй листовой материал и листовые материалы ленточного типа 33T приклеивали друг к другу, и подгузник изготавливали с применением таких вторых листовых материалов 2S. В таком случае листовые материалы ленточного типа 33T, расположенные на переднем участке 21, и листовые материалы ленточного типа 33T, расположенные на заднем участке 23, совмещаются друг с другом на боковом скрепляющем участке 25 подгузника. Кроме того, листовые материалы ленточного типа 33Тс другой ширины совмещаются друг с другом.
Далее со ссылкой на фиг. 33 будет описан еще один пример, в котором натягиваемый подгузник изготавливают с применением листовых материалов ленточного типа 33T, содержащих листовой материал ленточного типа 33Тс, разрезанный на ленты разной ширины.
Вид сбоку основного участка подгузника, показанный на фиг. 33, представляет собой случай листовых материалов ленточного типа 33T, содержащих листовые материалы ленточного типа 33Тс разной ширины, показанные на фиг. 29; регулировали положения вторых листовых материалов 2S при подаче относительно листовых материалов ленточного типа 33T, второй листовой материал и листовые материалы ленточного типа приклеивали друг к другу и изготавливали подгузник с применением таких вторых листовых материалов 2S. В данном случае листовые материалы ленточного типа 33T, расположенные на переднем участке 21, и листовой материал ленточного типа 33T, расположенный на заднем участке 23, совмещаются на боковом скрепляющем участке подгузника. Кроме того, листовые материалы ленточного типа 33T разной ширины также совмещают друг с другом. Кроме того, листовые материалы ленточного типа 33Тс разной ширины, расположенные на переднем участке 21, и листовые материалы ленточного типа 33Тс разной ширины, расположенные на заднем участке 23, совмещаются на боковом скрепляющем участке 25. Кроме того, места между листовыми материалами ленточного типа 33T, которые соответствовали местам, из которых были удалены листовые материалы ленточного типа 33T другой ширины, также совмещаются друг с другом.
Далее будет описан способ регулирования положений соответствующих сплошных элементов 11S наружной оболочки, расположенных на переднем участке 21 и заднем участке 23, для получения заданного интервала D в вариантах осуществления изобретения, описанных на вышеупомянутых фиг. 24-27. Примеры такого способа включают в себя, добавление к способу комбинации вышеупомянутых валков; способ, включающий в себя подачу второго листа 2S, располагаемого на задней стороне, и второго листа 2S, располагаемого на передней стороне, таким образом, чтобы расположить листовые материалы ленточного типа 33T со стороны поверхности, и подачу двух вторых листов 2S в параллельном направлении с применением средства установки интервалов (не показано), аналогично способу производства натягиваемого подгузника 10, который описан на о вышеупомянутых фиг. 10-13. При таком способе высота второго листового материала 2S, располагаемого на задней стороне, и высота второго листового материала 2S, располагаемого на передней стороне, отличаются друг от друга, и отличие в высоте можно регулировать, доводя высоты до одинакового уровня, например, с помощью двух валков (не показаны).
Далее со ссылкой на фиг. 34 будет описан четвертый вариант осуществления изобретения согласно способу производства натягиваемого предмета одежды согласно настоящему изобретению. На фиг. 34 представлен вид сверху основного участка, показывающий случай, когда многочисленные куски непрерывных компонентов 3S эластичного элемента подаются каждый раз подобно фиг. 21 (1) вышеупомянутого первого варианта осуществления изобретения, в отличие от вышеупомянутых первого-третьего вариантов осуществления изобретения. Кроме того, в четвертом варианте осуществления изобретения сохранение интервалов между листовыми материалами ленточного типа 33T поддерживается без отклонения на всех стадиях от резки до приклеивания ко второму листовому материалу 2S подобно вышеупомянутым первому-третьему вариантам осуществления изобретения.
Как показано на фиг. 34, становится возможным направлять многочисленные куски тонкого непрерывного компонента 3S эластичного элемента к одному листовому материалу ленточного типа 33T и приклеивать к листовому материалу ленточного типа 33T второй листовой материал 2S с размещением между ними многочисленных кусков тонких непрерывных компонентов 3S эластичного элемента. При этом предпочтительно учитывать ширину и число тонких непрерывных компонентов 3S эластичного элемента для того, чтобы можно было получать силу упругости, равную силе упругости непрерывного 3S компонента эластичного элемента, состоящего из одного куска. Кроме того, поскольку положения листовых материалов ленточного типа 33T в поперечном направлении, полученные во время резки листа на полосы, сохраняются, регулирование положений листовых материалов ленточного типа 33T осуществляют с высокой точностью; следовательно, даже многочисленные куски тонких непрерывных компонентов 3S эластичного элемента приклеиваются к одному куску листового материала ленточного типа 33T, склеивание можно осуществлять таким образом, чтобы непрерывные компоненты 3S эластичного элемента укладывались в ширину листового материала ленточного типа 33T без соскальзывания листового материала ленточного типа 33T.
Следовательно, поскольку многочисленные куски тонких непрерывных компонентов 3S эластичного элемента могут приклеиваться к одному куску листового материала ленточного типа 33T, может быть затруднительно видеть, что непрерывные компоненты 3S эластичного элемента изготовлены тонкими без уменьшения силы растяжения, пользователь более не будет осознавать сжимающей силы эластичных элементов (непрерывных компонентов 3S эластичного элемента), и удобство при ношении может повышаться.
Например, хотя это зависит от листового материала ленточного типа 33T, в том случае, когда применяется листовой материал ленточного типа 33T с плотностью материала около 16 г/м2 и толщиной около 0,02 мм, непрерывные компоненты 3S эластичного элемента становится затруднительно увидеть, если каждый имеет ширину приблизительно от 0,1 мм до 1 мм, и отрегулированные интервалы между ними составляют приблизительно от 1 мм до 5 мм, и предпочтительно, чтобы ширина составляла приблизительно от 0,1 мм до 0,3 мм, и отрегулированные интервалы составляли приблизительно от 2 мм до 4 мм.
Вышеупомянутые соответствующие варианты осуществления изобретения и соответствующие аспекты можно подходящим образом комбинировать.
Например, четвертый вариант осуществления изобретения может быть объединен с вышеупомянутыми первым-третьим вариантами осуществления изобретения.
Будет описан случай, когда объединяются упомянутые выше второй аспект вышеупомянутого третьего варианта осуществления изобретения и четвертый вариант осуществления изобретения. Например, в первом листовом материале 1S на участках, из которых удалены листовые материалы ленточного типа 33Тс для переднего участка 21, интервалы, которые соответствовали листовым материалам ленточного типа 33Тс, формируются на заднем участке 23. Вследствие этого на таких участках заднего участка 23 сила упругости является слабой. Следовательно, путем приклеивания нескольких (многочисленных) кусков непрерывных компонентов 3S эластичного элемента к соседним участкам листовых материалов ленточного типа 33T по обе стороны от тех участков заднего участка 23, где интервал между листовыми материалами ленточного типа 33T является широким, можно повышать силу упругости на таких участках, чтобы при этом покрыть уменьшение силы упругости на участках с увеличенными интервалами между листовыми материалами ленточного типа 33T.
Хотя в соответствующих вышеупомянутых вариантах осуществления изобретения натягиваемый подгузник является примером натягиваемого предмета одежды согласно настоящему изобретению, также предпочтительной является оболочка натягиваемого подгузника, применяемая для размещения впитывающего слоя со стороны поверхности кожи. Впитывающий слой специально не ограничивается при условии, что он впитывает выделяемую мочу и т.п., и примеры могут включать в себя впитывающие мягкие прокладки, такие как мягкие прокладки для мочи. Примеры впитывающих мягких прокладок могут включать в себя мягкую впитывающую прокладку, содержащую проницаемый для жидкости верхний лист, непроницаемый для жидкости лист, защищающий от протечек, и удерживающий жидкость, впитывающий слой, который помещается между двумя листами и образуется в продольной форме, такой как прямоугольная форма, в плоском виде. Кроме того, предпочтительно, чтобы на обеих сторонах в продольном направлении впитывающей прокладки была образована подходящая пара трехмерных защитных элементов, и предпочтительно, чтобы листовые материалы, содержащие эластичные трехмерные защитные элементы для образования трехмерных защитных элементов, располагались по обе стороны впитывающей прокладки в продольном направлении в виде соответствующих пространственных защитных элементов. Такая впитывающая прокладка расположена таким образом, чтобы в продольном направлении могла образоваться перемычка между задней стороной и передней стороной пользователя через область промежности, и при этом проницаемая для жидкости сторона прокладки была размещена так, чтобы контактировать с кожей пользователя. Предпочтительно, чтобы оболочка подгузника носилась так, чтобы обвертывать впитывающую прокладку.
Кроме того, натягиваемый предмет одежды согласно настоящему изобретению представляет собой конфигурацию, которая содержит обычные впитывающие изделия с натягиваемым устройством, такие как гигиенические трусы и салфетки-подгузники типа трусов, кроме упомянутых выше натягиваемых подгузников. Натягиваемый предмет одежды может быть предназначен либо для детей младшего возраста, либо для взрослых людей.
Описанное здесь изобретение в части настоящих вариантов осуществления изобретения представляет собой изобретение, которое, если не указано иначе, не ограничивается никакими деталями описания, а напротив должно трактоваться широко в пределах сущности и объема изобретения, который установлен в прилагаемой формуле изобретения.
Настоящая заявка имеет приоритет патентной заявки № 2010-291843, поданной в Японии 28 декабря 2010 г, и патентной заявки № 2011-243227, поданной в Японии 7 ноября 2011 г., каждая из которых включена в настоящий документ путем ссылки в полном объеме.
Что касается вышеупомянутых вариантов осуществления изобретения, в настоящем изобретении дополнительно раскрываются натягиваемые предметы одежды или способы производства натягиваемого предмета одежды, упомянутого ниже.
1. Натягиваемый предмет одежды, содержащий передний участок, который выполнен с возможностью носиться вокруг передней стороны пользователя, участок для области промежности, который выполнен с возможностью носиться вдоль области промежности пользователя, и задний участок, который выполнен с возможностью носиться вокруг задней стороны пользователя, который образуется в форме трусов путем соединения поперечных боковых кромок переднего участка и поперечных боковых кромок заднего участка; в котором каждый из переднего участка и заднего участка состоит из наружной оболочки, в которой ламинируются материал внутреннего слоя и материал наружного слоя; наружная оболочка содержит многочисленные однослойные области, которые формируются из материала внутреннего слоя или материала наружного слоя с интервалами в продольном направлении наружной оболочки; и ламинированные области, где ламинированы материал внутреннего слоя и материал наружного слоя, обладают эластичностью в направлении окружности талии наружной оболочки.
2. Натягиваемый предмет одежды по вышеупомянутому п. 1, в котором материал внутреннего слоя находится в однослойных областях, а материал наружного слоя ламинируется на материал внутреннего слоя с интервалами в поперечном направлении наружной оболочки.
3. Натягиваемый предмет одежды по вышеупомянутому п. 1 или 2, в котором каждая из ламинированных областей между материалом внутреннего слоя и материалом наружного слоя содержит эластичный элемент, или оба или один из материалов внутреннего слоя и материалов наружного слоя образуется/образуются из эластичного материала.
4. Натягиваемый предмет одежды по любому из вышеупомянутых пп. 1-3, в котором наружная оболочка подвергалась обработке под растягивающей нагрузкой.
5. Натягиваемый предмет одежды по любому из вышеупомянутых пп. 1-4, в котором материал наружного слоя в ламинированных областях крепится к материалу внутреннего слоя на центральном участке в поперечном направлении материала наружного слоя, и на кромках образуются оборки, которые представляют собой свободные концы материала наружного слоя.
6. Способ производства натягиваемого предмета одежды, содержащий:
стадию резки первого листового материала для образования наружной оболочки в многочисленных местах в поперечном направлении с образованием многочисленных кусков листовых материалов ленточного типа;
стадию ламинирования и скрепления многочисленных кусков листовых материалов ленточного типа со вторыми листовыми материалами с интервалами, расположенными на расстоянии друг от друга, для получения наружной оболочки;
стадию ориентирования вторых листовых материалов лицевой стороной вовнутрь и при этом наложения наружной оболочки и прикрепления наложенной наружной оболочки с заданным интервалом в поперечном направлении наружной оболочки; и
стадию разрезания наружной оболочки на участках сцепления в поперечном направлении.
7. Способ производства натягиваемого предмета одежды по вышеупомянутому п. 6, в котором многочисленные куски листовых материалов ленточного типа разносятся на расстояние друг от друга в поперечном направлении с помощью средства установки интервалов.
8. Способ производства натягиваемого предмета одежды по вышеупомянутому п. 6 или 7, в котором первый лист и второй лист в области, где отсутствует эластичный элемент, соединяются под давлением в состоянии, при котором эластичный элемент помещен между первым листовым материалом и вторым листовым материалом.
9. Способ производства натягиваемого предмета одежды по любому из вышеупомянутых пп. 6-8, в котором обработку под растягивающей нагрузкой осуществляют в отношении одного из двух или как первого листового материала, так и второго листового материала, перед ламинированием первого листового материала и второго листового материала или после получения первого листового материала и второго листового материала в ламинированном состоянии.
10. Способ производства натягиваемого предмета одежды, содержащий:
стадию резки первого листового материала для образования наружной оболочки в многочисленных местах в поперечном направлении с образованием многочисленных кусков листовых материалов ленточного типа;
стадию транспортировки многочисленных кусков листовых материалов ленточного типа поочередно в разных направлениях с одновременным сохранением положений в поперечном направлении, полученных во время резки листа на полосы, для разделения при этом листовых материалов ленточного типа на листовые материалы ленточного типа для передней стороны и листовые материалы ленточного типа для задней стороны;
стадию ламинирования и скрепления соответствующих листовых материалов ленточного типа для передней стороны и для задней стороны с отделенными друг от друга вторыми листовыми материалами для передней стороны и задней стороны с одновременным сохранением положений в поперечном направлении, полученных во время резки листа на полосы, чтобы получить сплошной элемент наружной оболочки, размещаемый на переднем участке, и сплошной элемент наружной оболочки, размещаемый на заднем участке;
стадию регулирования полагающихся им положений сплошного элемента наружной оболочки, размещаемого на переднем участке, и сплошного элемента наружной оболочки, размещаемого на заднем участке, с получением заданного интервала;
стадию прикрепления впитывающего слоя таким образом, чтобы образовалась перемычка между сплошным элементом наружной оболочки, размещаемым на переднем участке, и сплошным элементом наружной оболочки, размещаемым на заднем участке;
стадию ориентирования вторых листовых материалов лицевой стороной вовнутрь и при этом наложения сплошного элемента наружной оболочки, размещаемого на переднем участке, и сплошного элемента наружной оболочки, размещаемого на заднем участке, и скрепления сплошных элементов наружной оболочки с заданным интервалом в поперечном направлении; и
стадию разрезания сплошных элементов наружной оболочки в поперечном направлении на участках сцепления.
11. Способ производства натягиваемого предмета одежды по вышеупомянутому п. 10, в котором стадия разделения листовых материалов ленточного типа на листовые материалы ленточного типа для передней стороны и листовые материалы ленточного типа для задней стороны содержит отделение многочисленных кусков листовых материалов ленточного типа поочередно один за другим и наматывание отделенных листовых материалов ленточного типа на каждый валок из пары отделяющих валков, чтобы благодаря этому осуществить разделение и транспортировку листовых материалов ленточного типа в разных направлениях.
12. Способ производства натягиваемого предмета одежды по вышеупомянутому п. 11, в котором листовые материалы ленточного типа для передней стороны, которые наматываются на один из пары отделяющих валков, ламинируются на втором листовом материале для передней стороны с одновременным сохранением их состояния при намотке, и листовые материалы ленточного типа для задней стороны, которые наматываются на другой отделяющий валок, ламинируются на втором листовом материале для задней стороны с одновременным сохранением их состояния при намотке.
13. Способ производства натягиваемого предмета одежды по любому из вышеупомянутых пп. 10-12, в котором интервал между листовыми материалами ленточного типа равен ширине листового материала ленточного типа.
14. Способ производства натягиваемого предмета одежды по любому из вышеупомянутых пп. 6, 7 и 10-13, в котором листовые материалы ленточного типа и вторые листовые материалы скрепляются с размещением между ними непрерывного компонента эластичного элемента.
15. Способ производства натягиваемого предмета одежды по любому из вышеупомянутых пп. 10-14, в котором стадия регулирования положений соответствующих сплошных элементов наружной оболочки для переднего участка и заднего участка с целью получения заданного интервала содержит размещение поверхности на стороне второго листового материала для переднего участка и поверхности на стороне второго листового материала для заднего участка в направлениях, лежащих в одной плоскости, и на одинаковой высоте.
16. Способ производства натягиваемого предмета одежды по любому из вышеупомянутых пп. 10-15, в котором стадию регулирования положений соответствующих сплошных элементов наружной оболочки для переднего участка и заднего участка с заданным интервалом осуществляют с помощью двух валков, которые выполнены с возможностью транспортировать параллельно направлению подачи один из соответствующих сплошных элементов наружной оболочки для переднего участка и заднего участка, и с помощью двух валков, которые выполнены с возможностью регулировать высоту при подаче одного из сплошных элементов наружной оболочки.
Промышленная применимость
Устройство натягиваемого предмета одежды согласно настоящему изобретению может смягчать область вокруг талии благодаря действию участков однослойных областей, может заметно повышать воздухопроницаемость в указанных областях и значительно уменьшать влажность внутри подгузника с одновременным сохранением эластичности, аналогичной эластичности традиционного натягиваемого предмета одежды, сохраняя при этом подгонку по фигуре пользователя и подвижность, повторяющую телодвижения пользователя.
Согласно способу производства натягиваемого предмета одежды согласно настоящему изобретению можно легко производить натягиваемый предмет одежды с улучшенной вышеупомянутой эластичностью, подгонкой по фигуре, воздухопроницаемостью т.п.
С помощью способа производства натягиваемого предмета одежды согласно настоящему изобретению можно легко производить натягиваемый предмет одежды с устройством, которое может смягчать область вокруг талии благодаря действию участков однослойных областей, заметно повышать воздухопроницаемость в указанных областях и значительно уменьшать влажность внутри подгузника.
Кроме того, поскольку листовые материалы ленточного типа для передней стороны и для задней сторона соответствующим образом ламинируются и крепятся на вторых листовых материалах с одновременным сохранением полагающихся им положений в поперечном направлении, полученных во время резки листа на полосы, листовые материалы ленточного типа можно стабильно размещать на вторых листовых материалах с высокой точностью.
ОПИСАНИЕ ОБОЗНАЧЕНИЙ
10 - натягиваемый предмет одежды (натягиваемый подгузник)
11 - наружная оболочка
11S - сплошной элемент наружной оболочки
13 - участок области промежности
21 - передний участок
21A, 21B - поперечная боковая кромка
23 - задний участок
23A, 23B - поперечная боковая кромка
31 - материал внутреннего слоя
33 - материал наружного слоя
35 - эластичный элемент
1S - первый листовой материал
2S - второй листовой материал
3S - непрерывные компоненты эластичного элемента
33T, 33Tc - листовые материалы ленточного типа 33T
| название | год | авторы | номер документа |
|---|---|---|---|
| НАТЯГИВАЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2636567C2 |
| НАТЯГИВАЕМОЕ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2574980C1 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2007 |
|
RU2434619C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2659888C2 |
| ИМЕЮЩЕЕ ВИД ТРУСОВ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2658584C2 |
| ПРЕДМЕТ ОДЕЖДЫ ТИПА НИЖНЕГО БЕЛЬЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2614608C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2011 |
|
RU2560313C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛАВЛЕННЫХ ЛИСТОВ | 2013 |
|
RU2624293C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2013 |
|
RU2636916C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2012 |
|
RU2550484C1 |
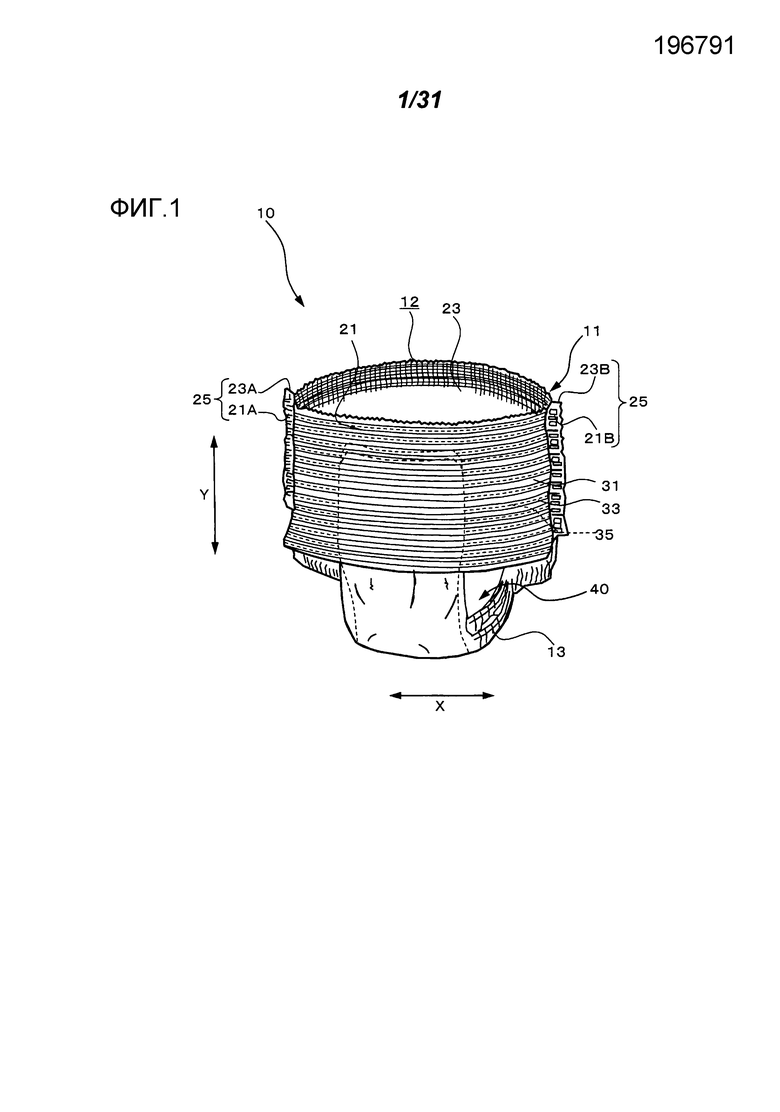

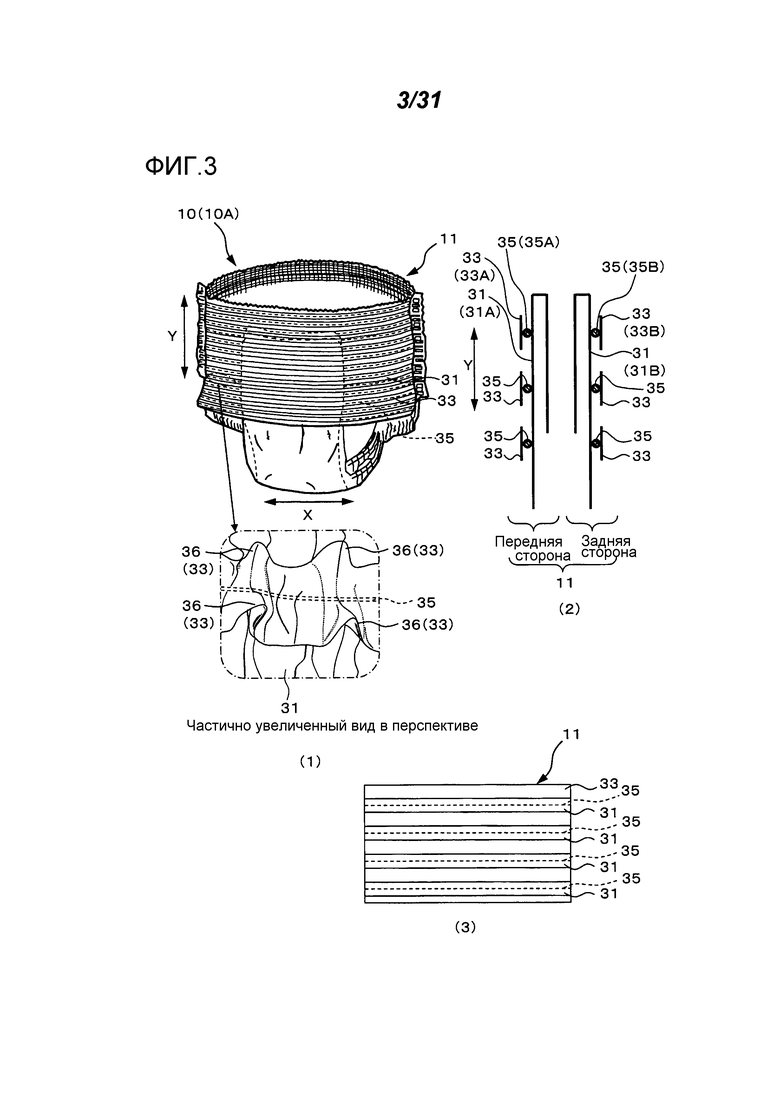
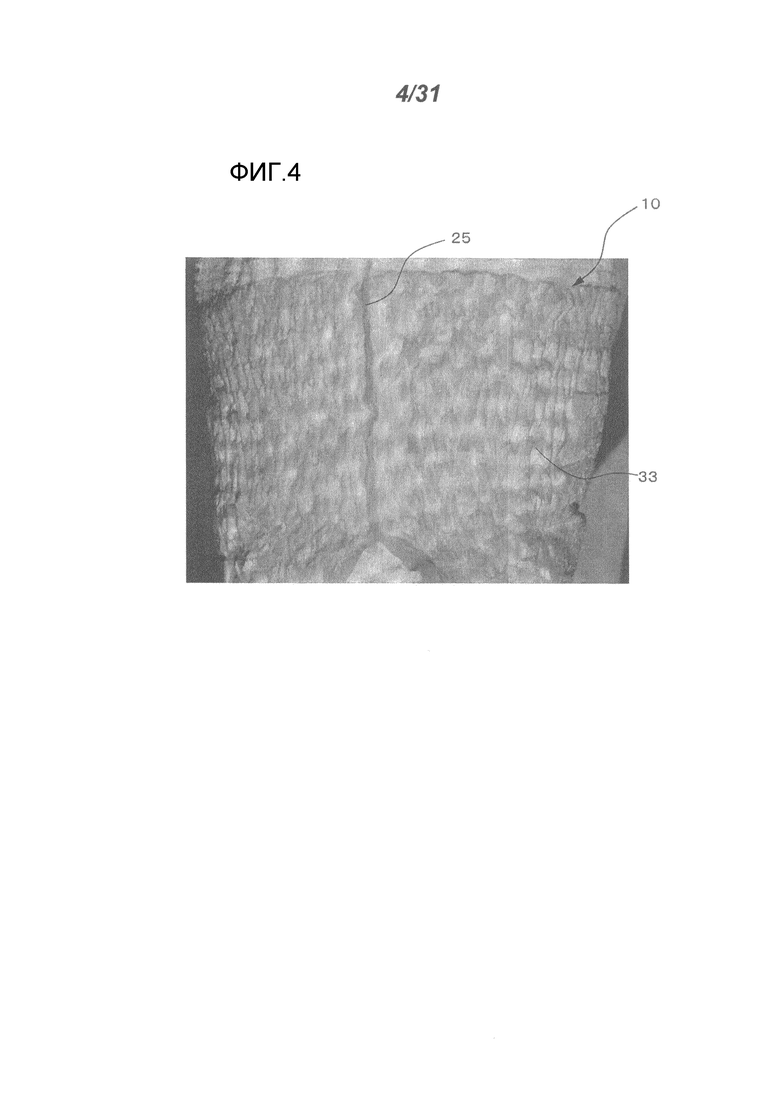

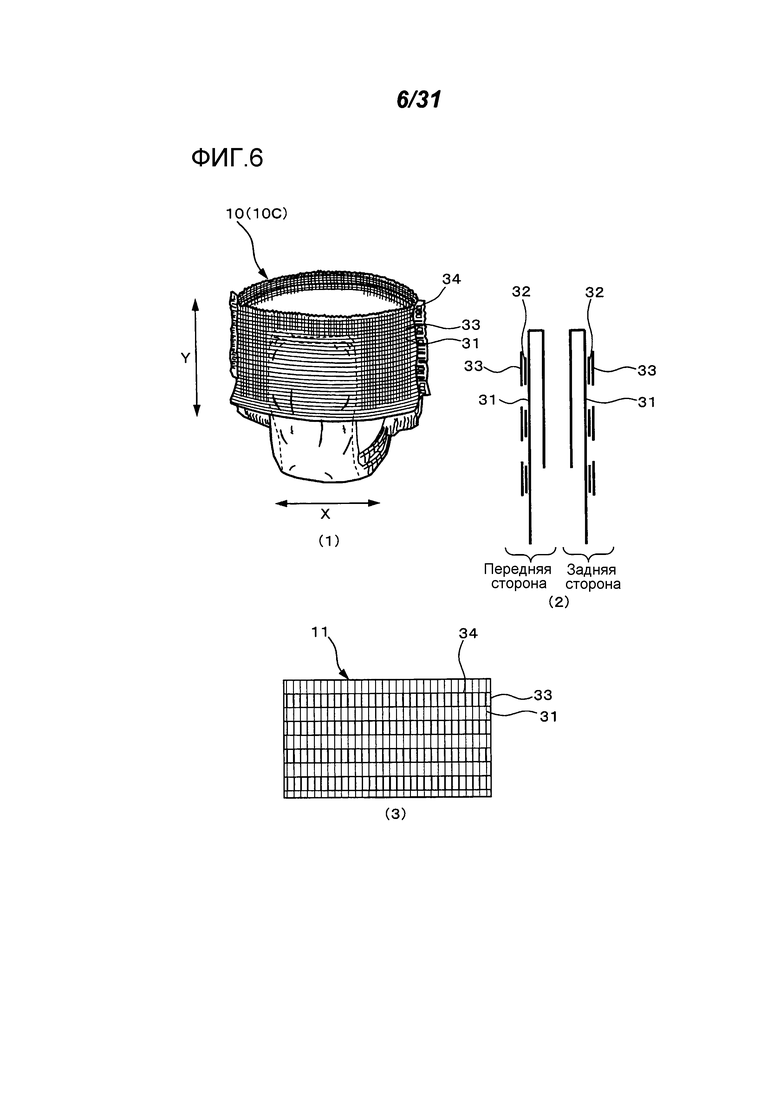

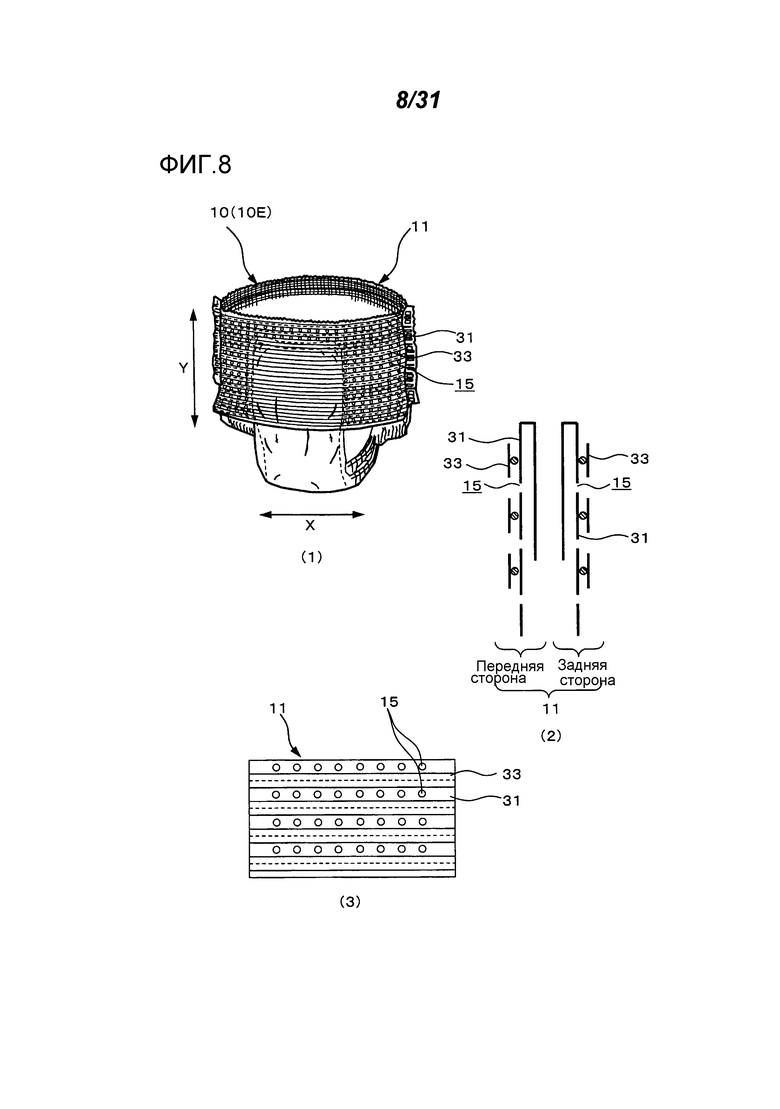
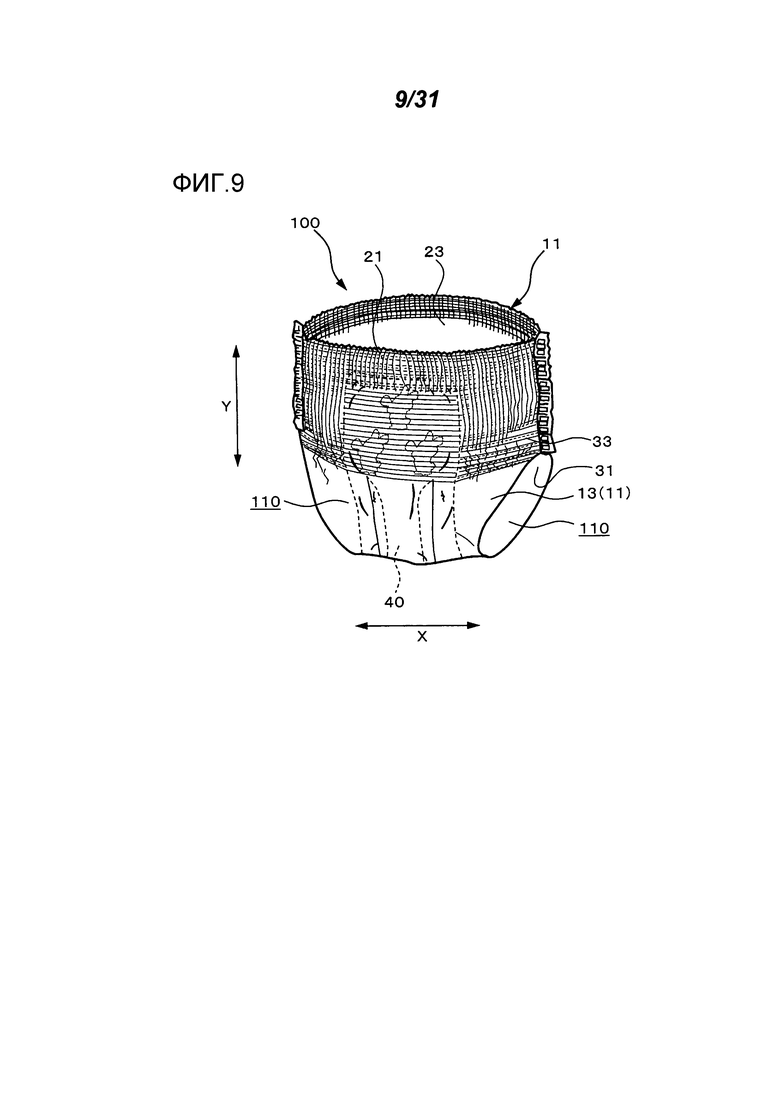
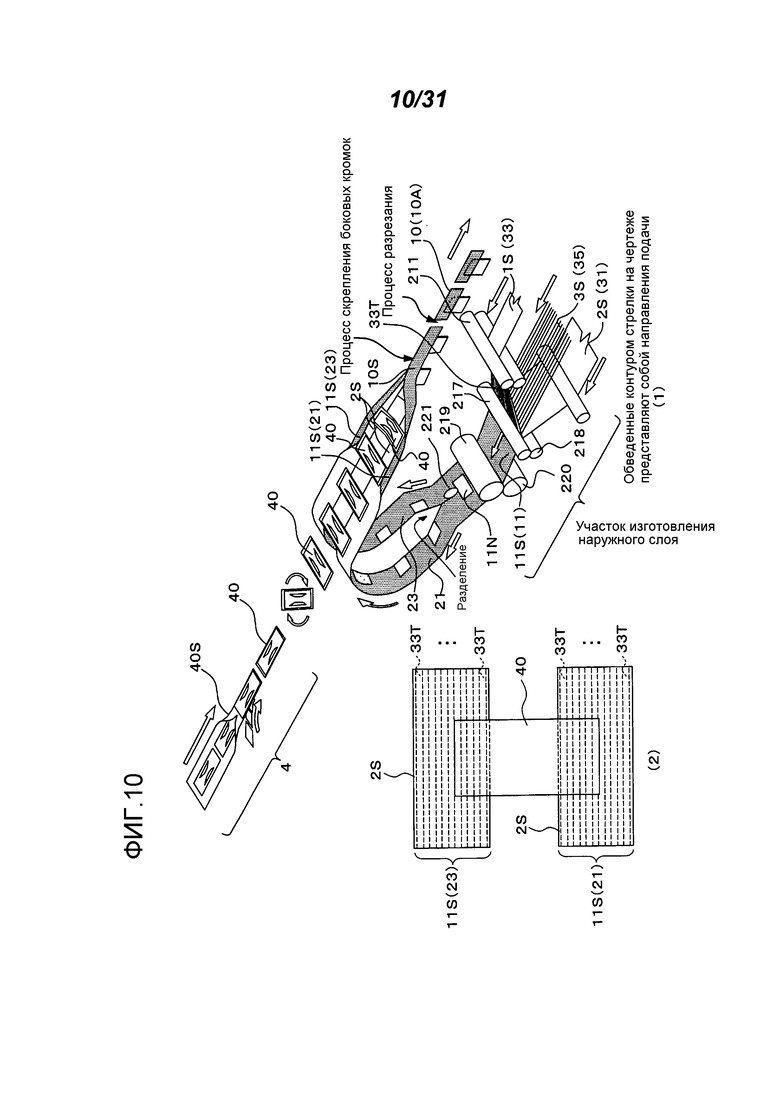
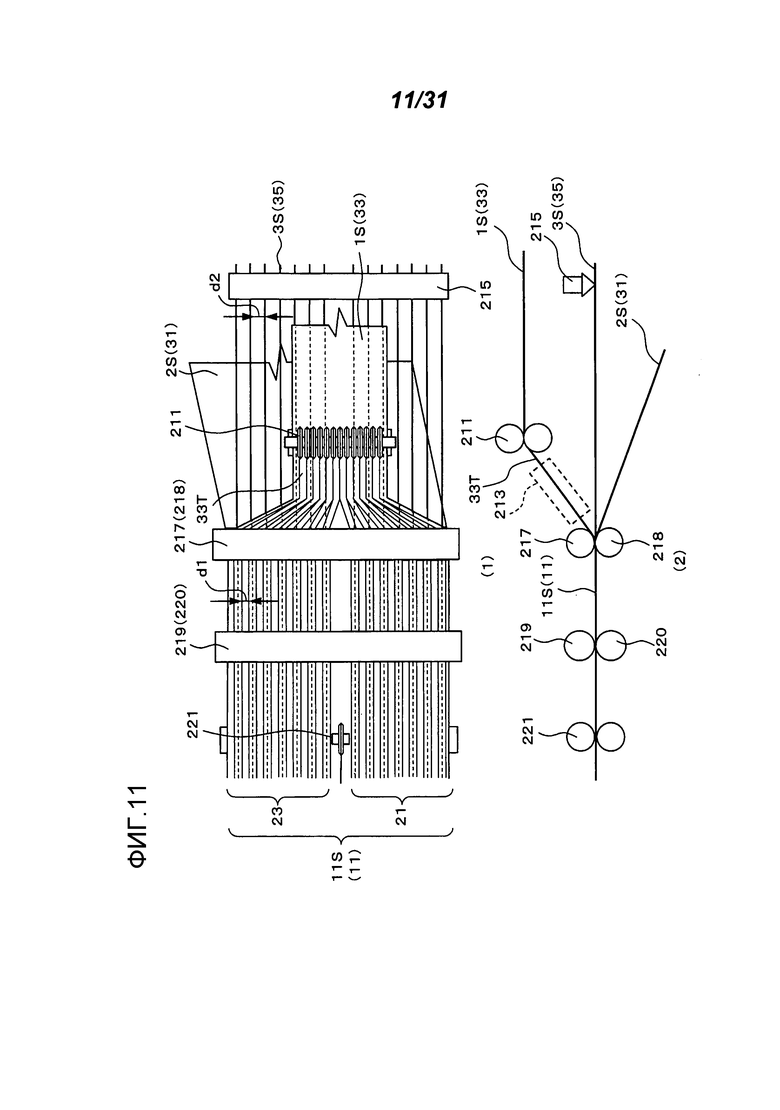
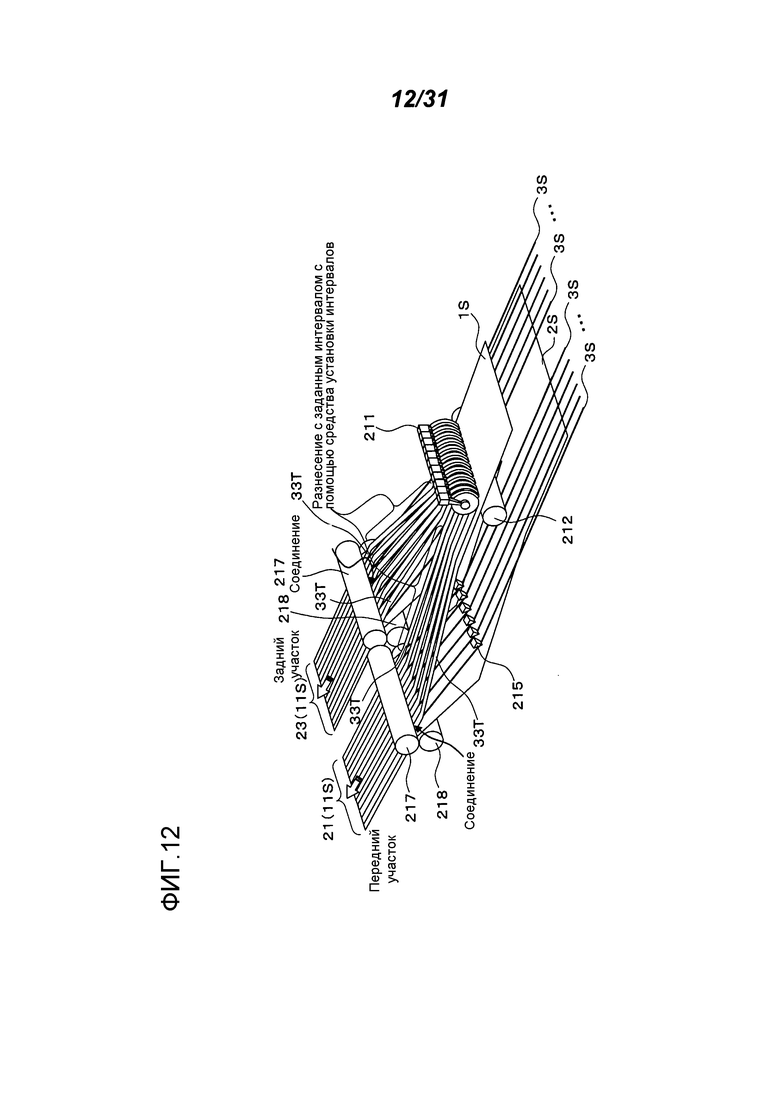
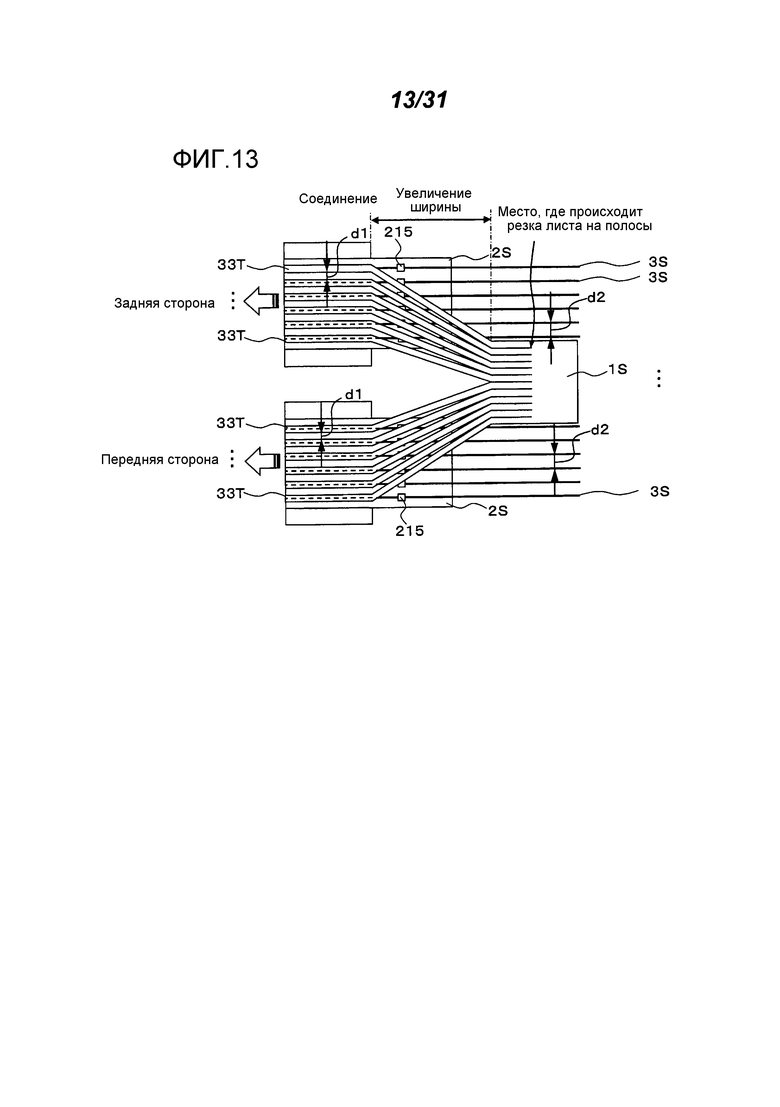
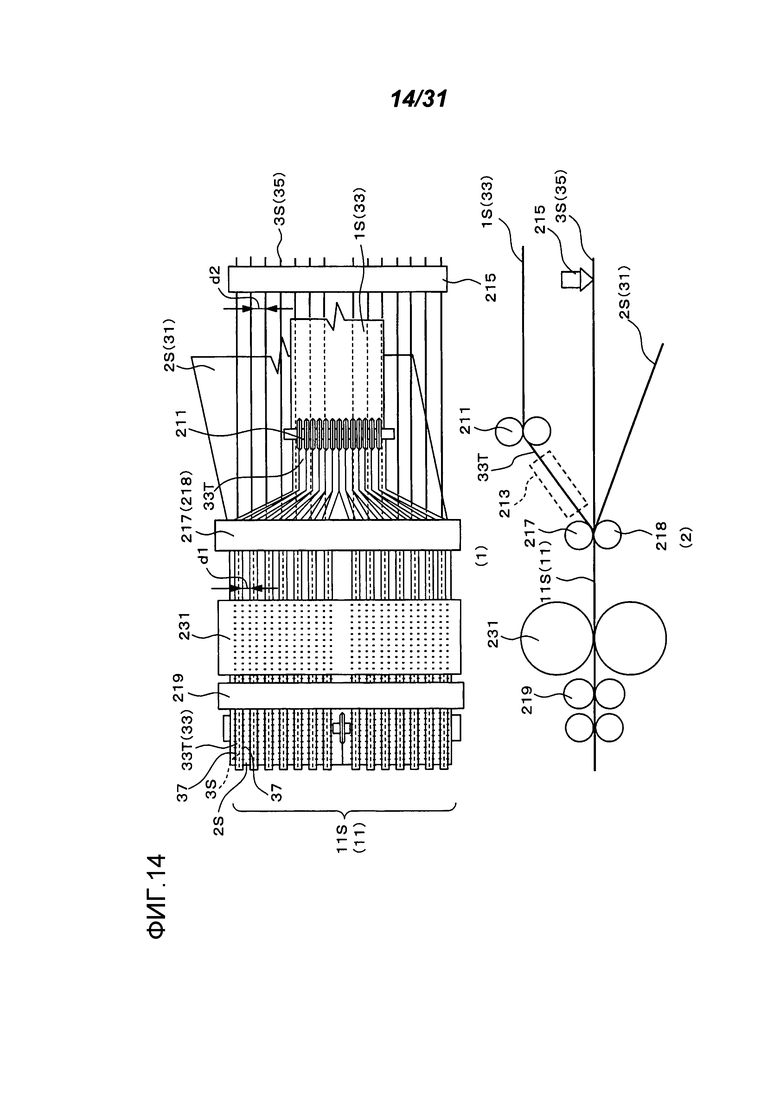
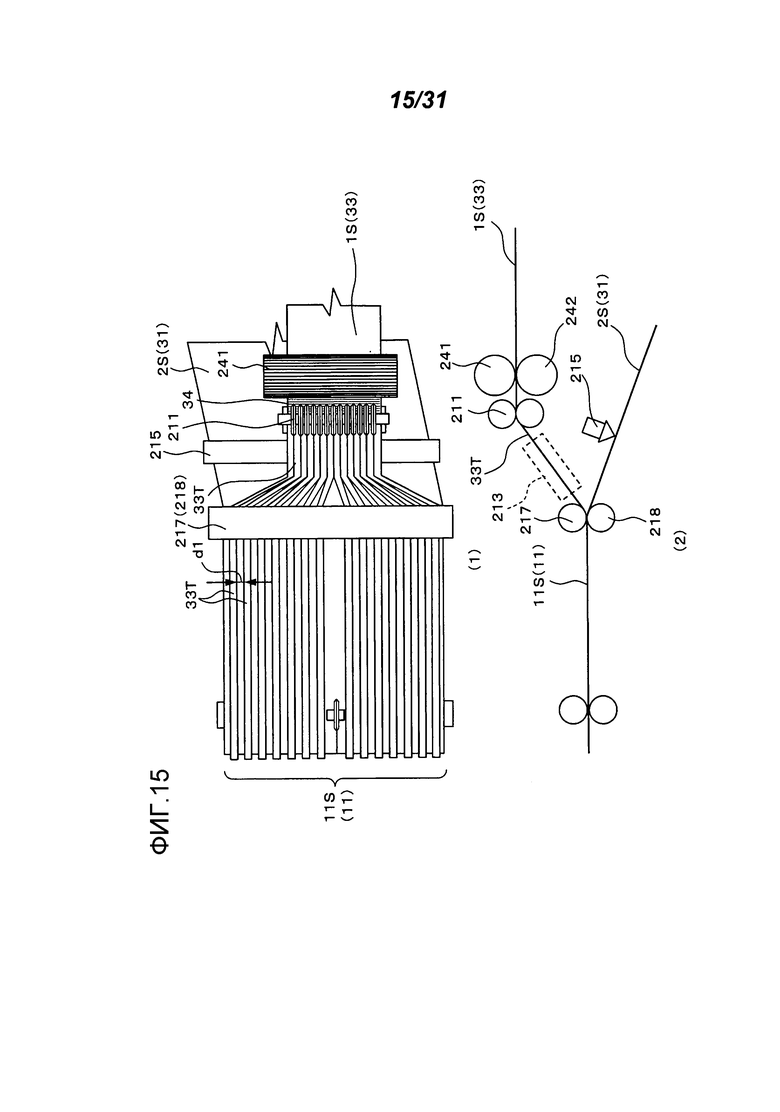


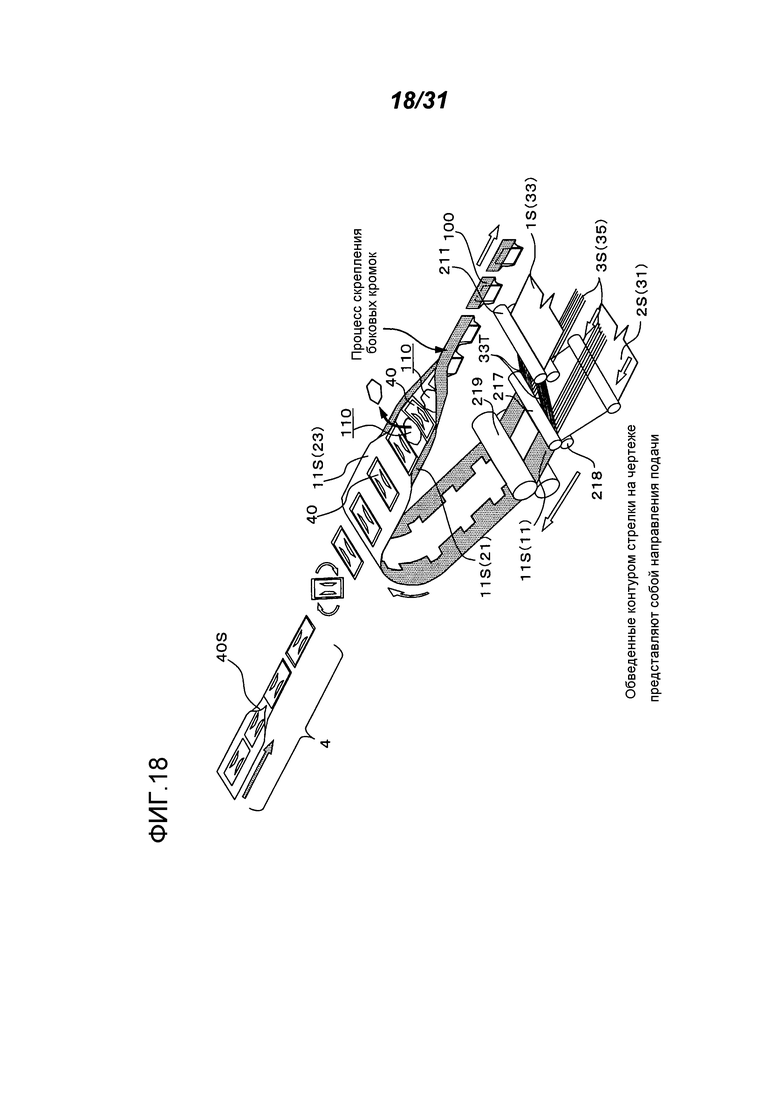
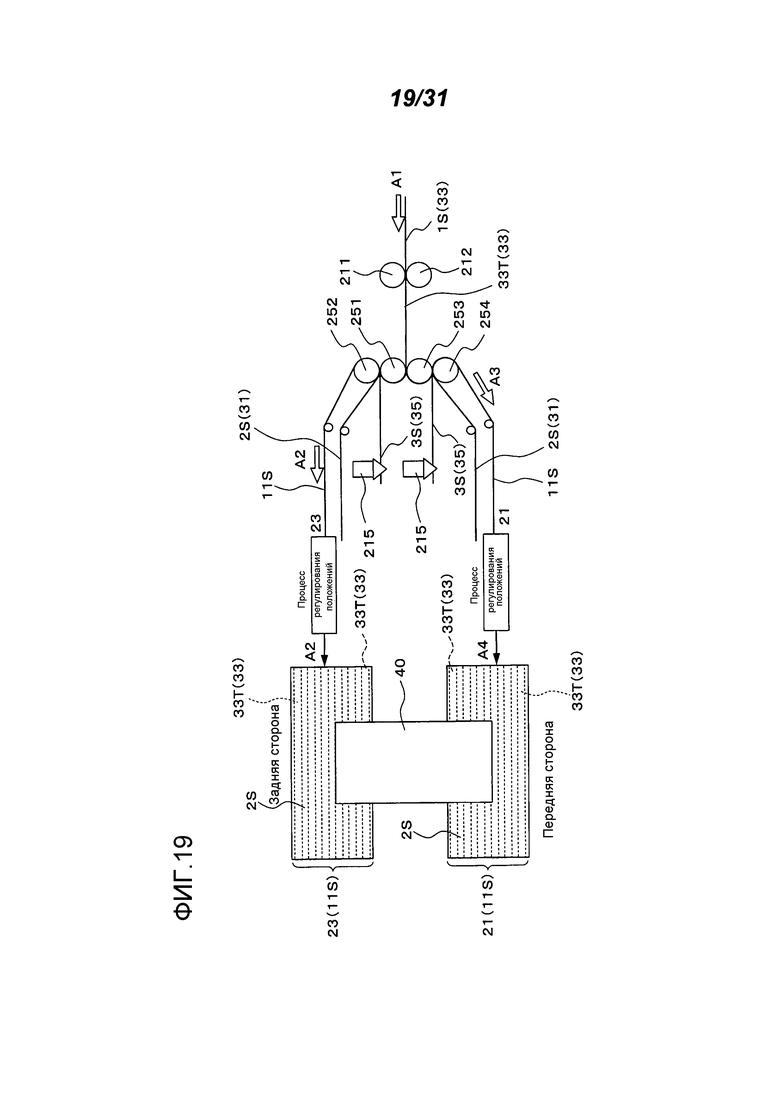
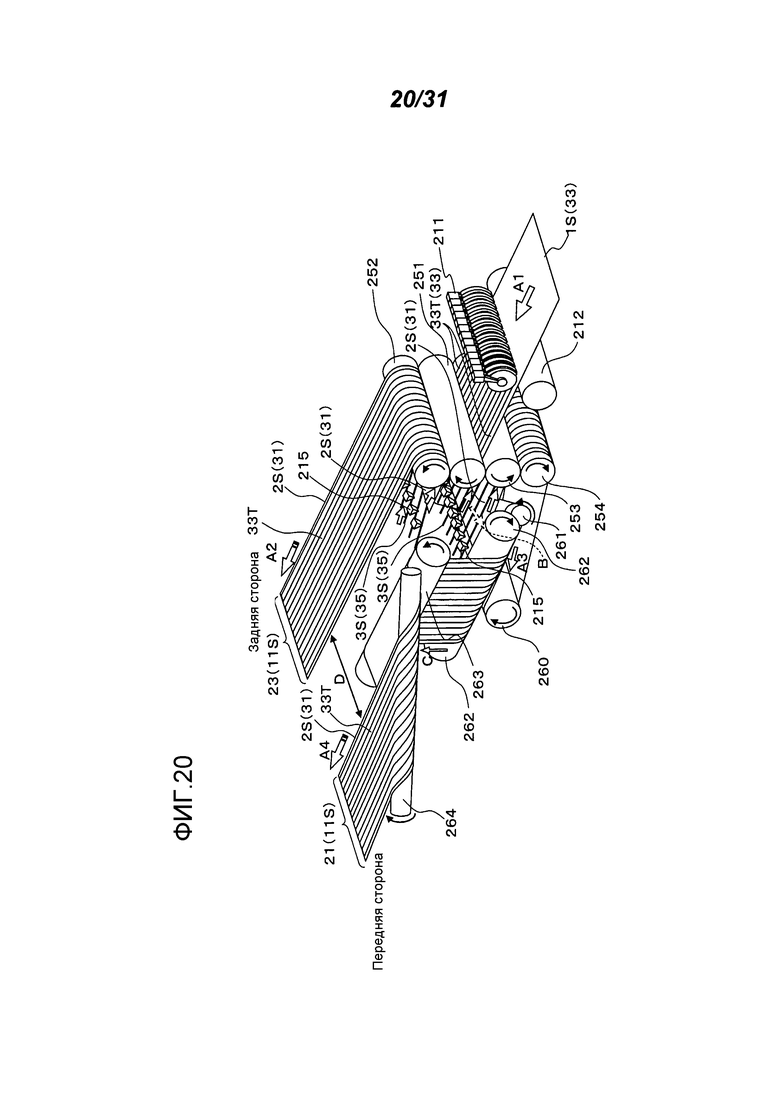
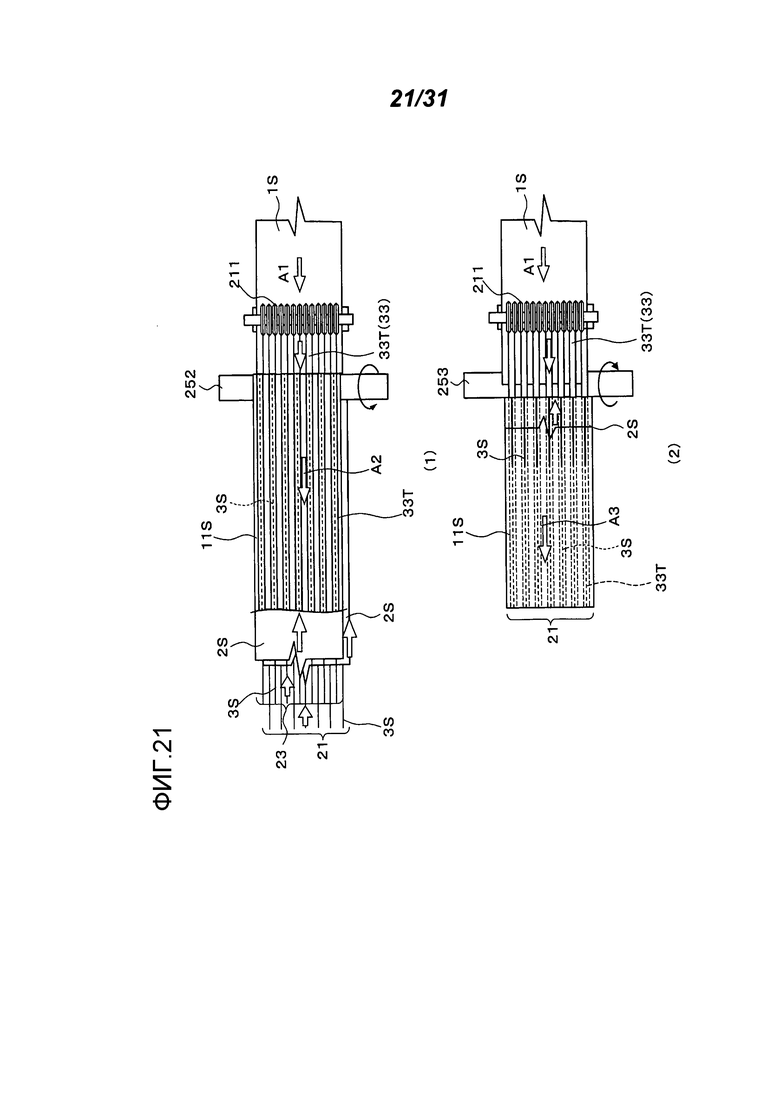
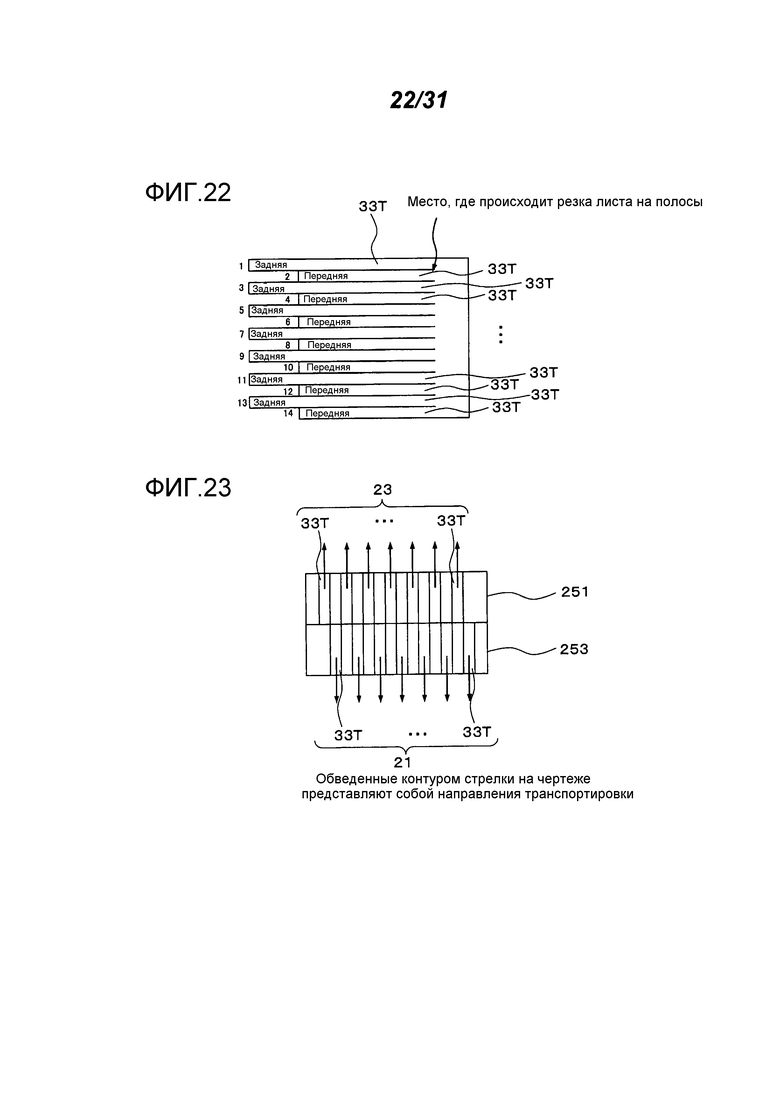
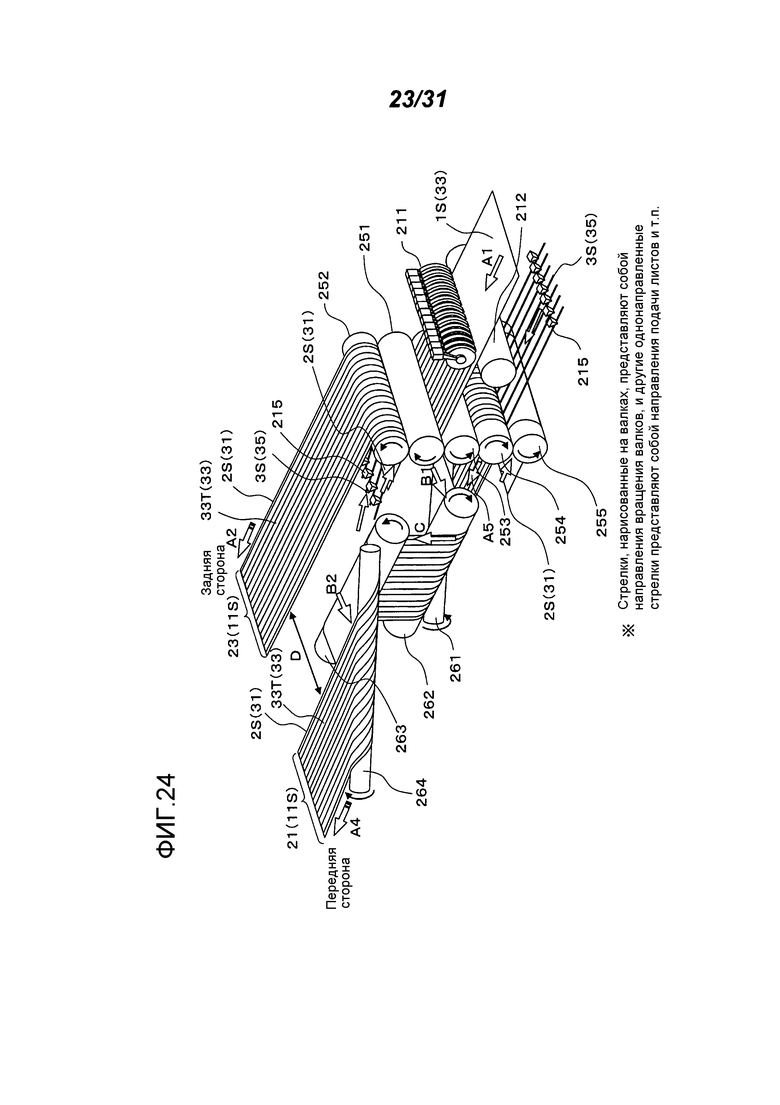
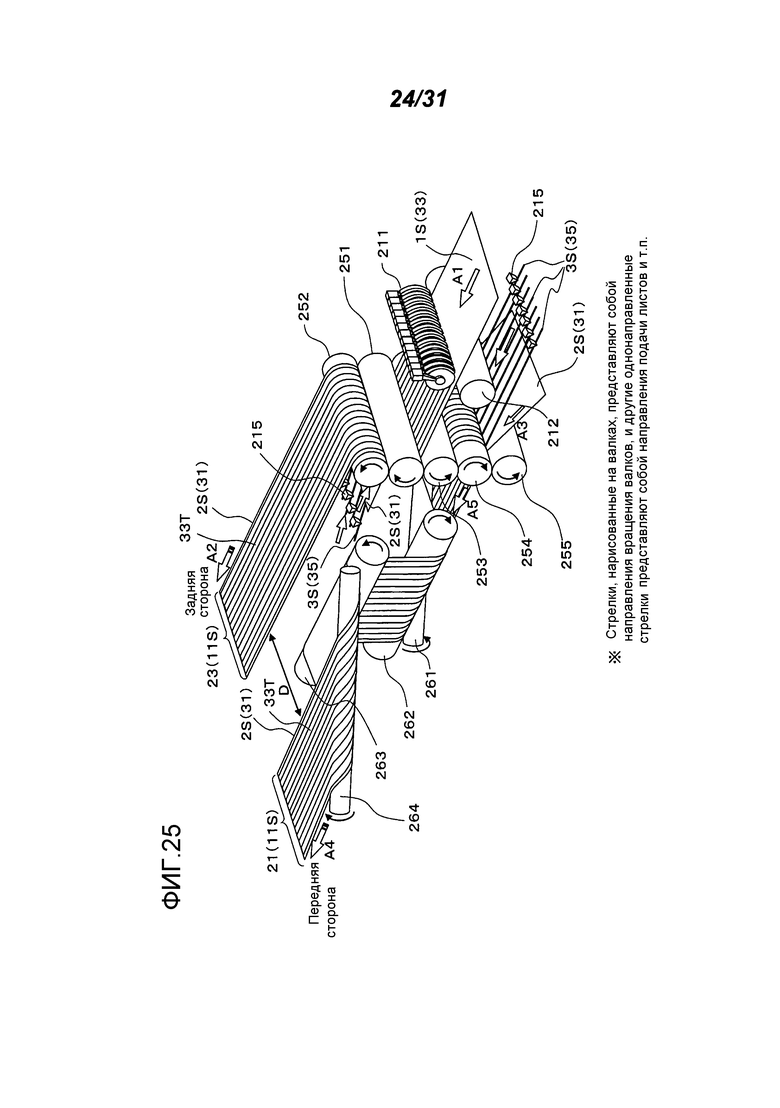

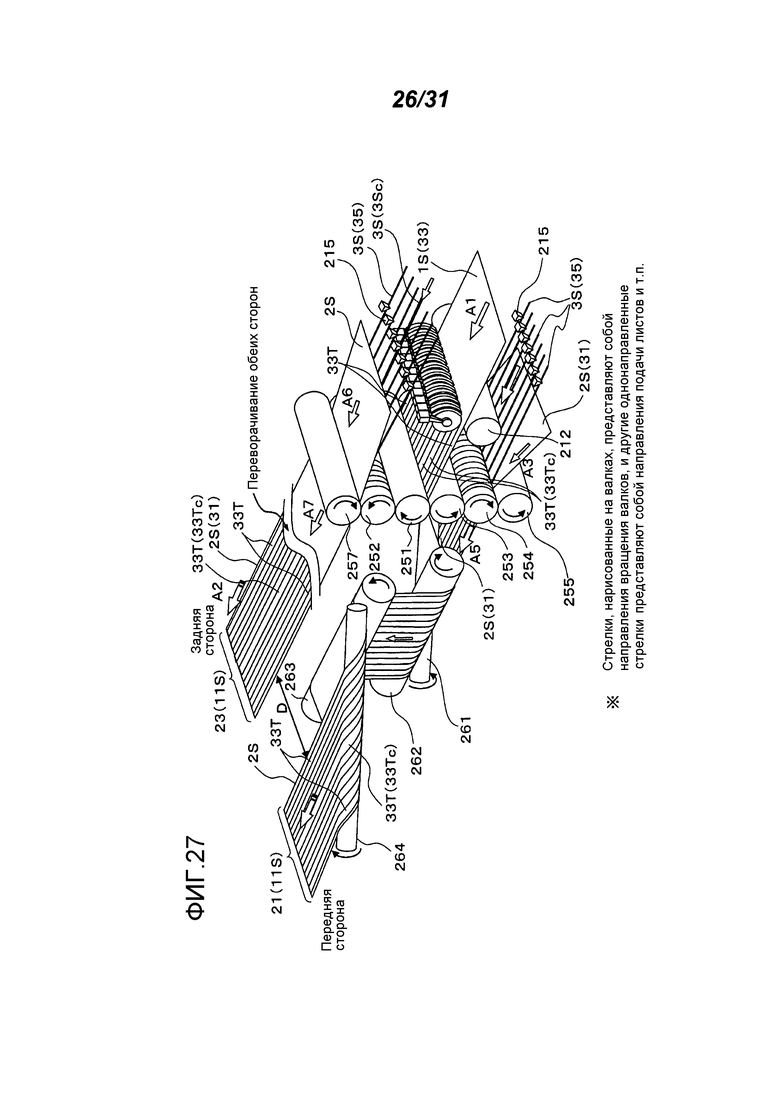

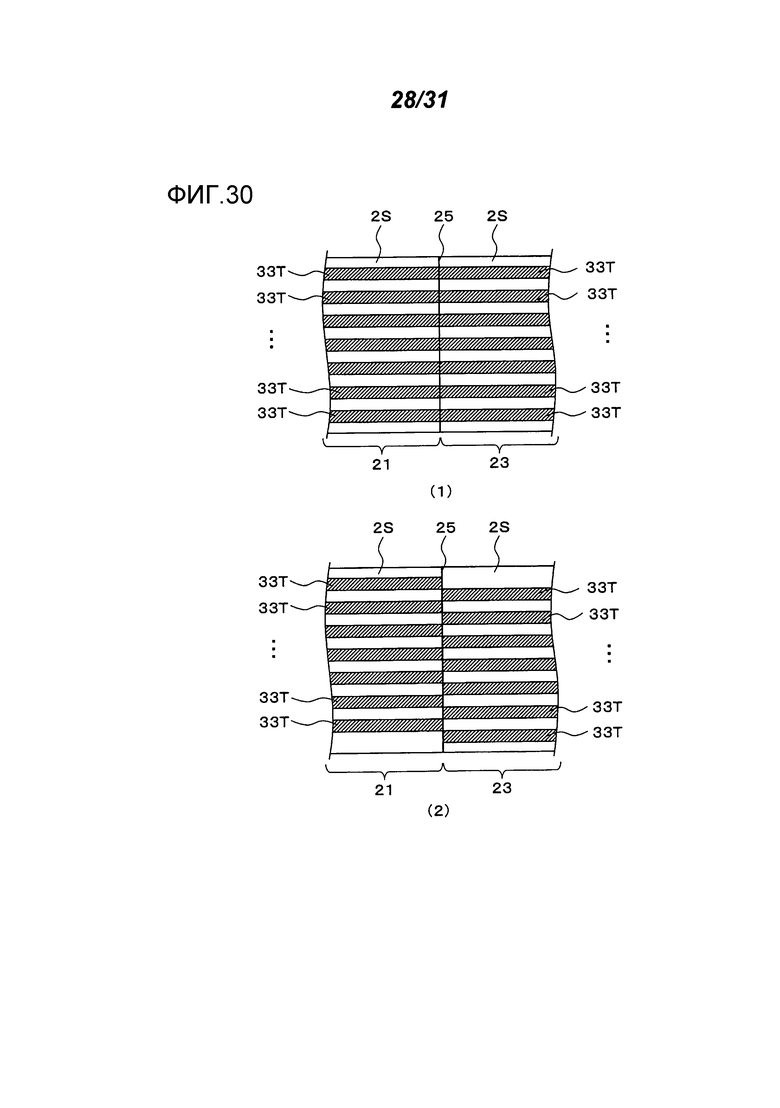
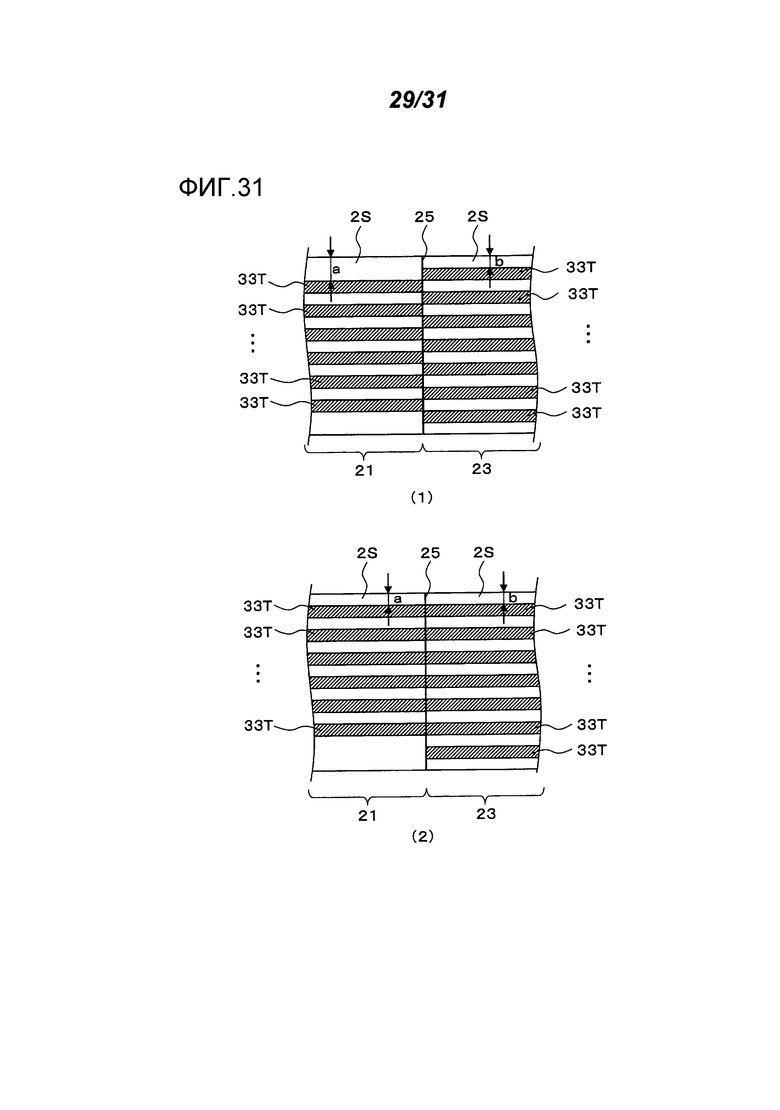
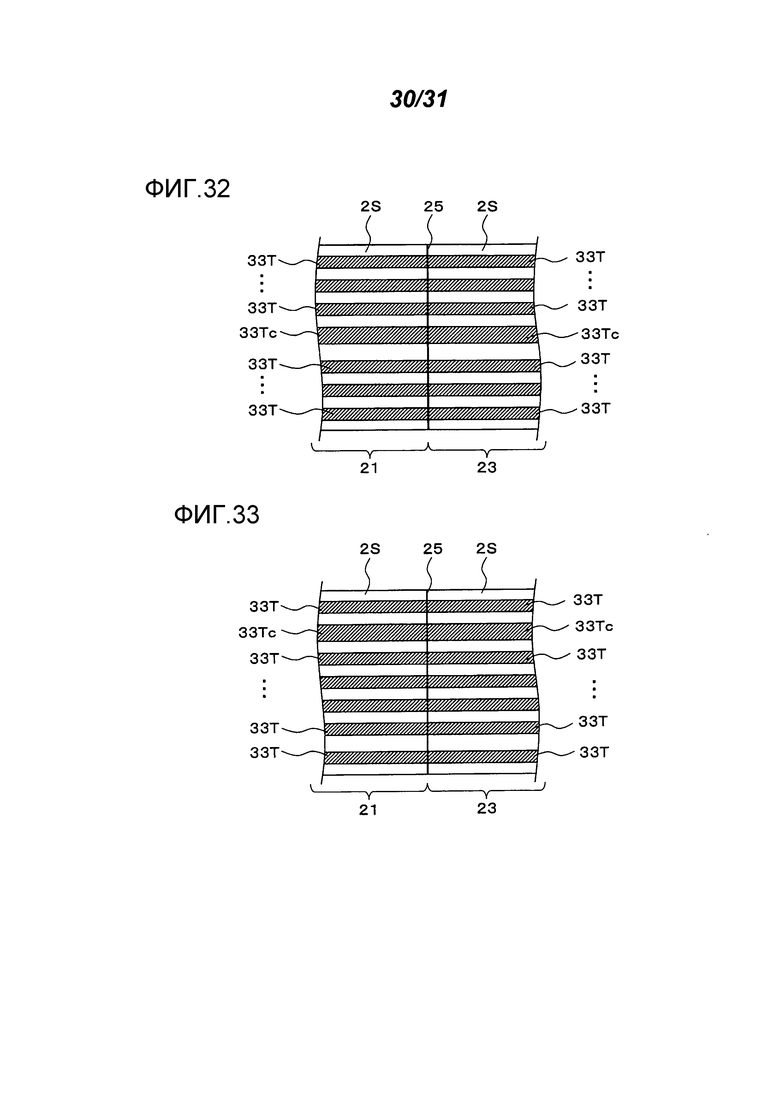
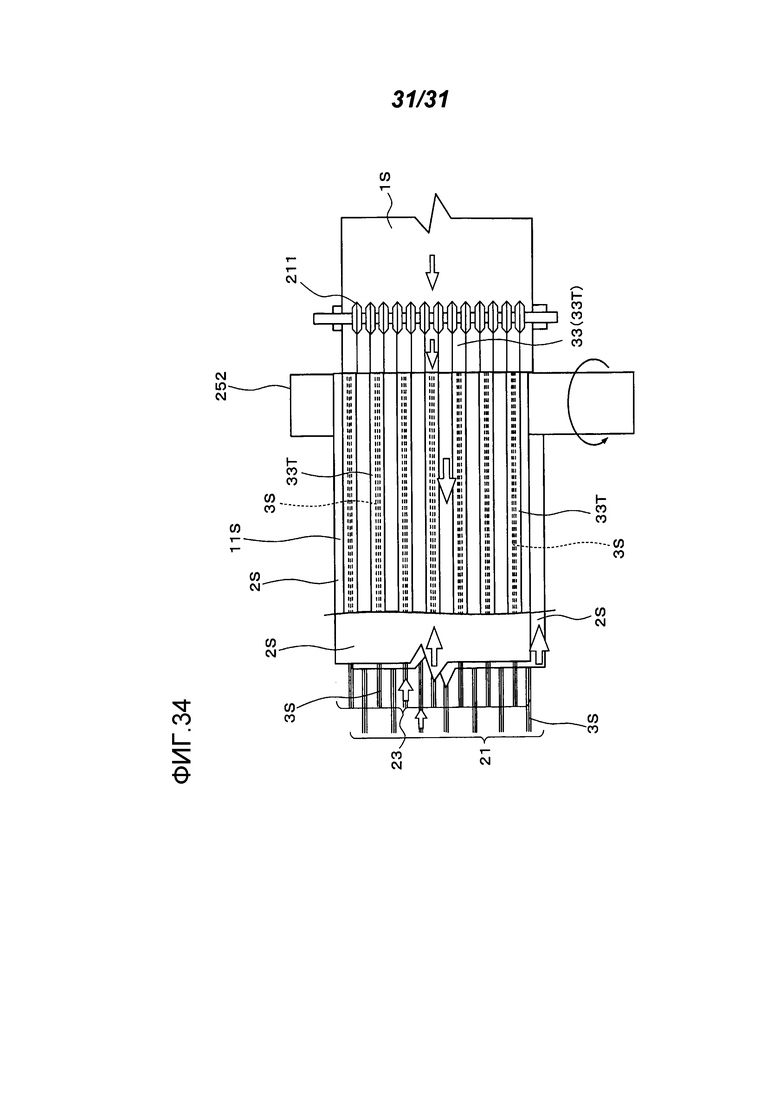
Натягиваемый предмет одежды, содержащий передний участок, который выполнен с возможностью носиться вокруг передней стороны пользователя, участок для области промежности, который выполнен с возможностью носиться вдоль области промежности пользователя, и задний участок, который выполнен с возможностью носиться вокруг задней стороны пользователя, который образуется в форме трусов путем соединения поперечных боковых кромок переднего участка и поперечных боковых кромок заднего участка; в котором каждый из переднего участка и заднего участка состоит из наружной оболочки, в которой ламинируются материал внутреннего слоя и материал наружного слоя; наружная оболочка содержит многочисленные однослойные области, которые образуются из материала внутреннего слоя или материала наружного слоя с интервалами в продольном направлении наружной оболочки; и ламинированные области, где ламинированы материал внутреннего слоя и материал наружного слоя, обладают эластичностью в направлении окружности талии наружной оболочки. 3 н. и 13 з.п. ф-лы, 34 ил.
1. Натягиваемый предмет одежды, содержащий передний участок, который выполнен с возможностью носиться вокруг передней стороны пользователя, участок для области промежности, который выполнен с возможностью носиться вдоль области промежности пользователя, и задний участок, который выполнен с возможностью носиться вокруг задней стороны пользователя, который образуется в форме трусов путем соединения поперечных боковых кромок переднего участка и поперечных боковых кромок заднего участка;
при этом каждый из переднего участка и заднего участка состоит из наружной оболочки, в которой ламинируются материал внутреннего слоя и материал наружного слоя;
наружная оболочка содержит многочисленные однослойные области, которые формируются из материала внутреннего слоя или материала наружного слоя с интервалами в продольном направлении наружной оболочки; и
ламинированные области, где ламинированы материал внутреннего слоя и материал наружного слоя, обладают эластичностью в направлении окружности талии наружной оболочки.
2. Натягиваемый предмет одежды по п. 1, в котором материал внутреннего слоя находится в однослойных областях, а материал наружного слоя ламинируется на материал внутреннего слоя с интервалами в поперечном направлении наружной оболочки.
3. Натягиваемый предмет одежды по п. 1, в котором каждая ламинированная область между материалом внутреннего слоя и материалом наружного слоя содержит эластичный элемент или оба или один из материалов внутреннего слоя и материалов наружного слоя образуется/образуются из эластичного материала.
4. Натягиваемый предмет одежды по п. 1, в котором наружная оболочка подвергалась обработке под растягивающей нагрузкой.
5. Натягиваемый предмет одежды по п. 1, в котором материал наружного слоя в ламинированных областях крепится к материалу внутреннего слоя на центральном участке в поперечном направлении материала наружного слоя, и на кромках образуются оборки, которые представляют собой свободные концы материала наружного слоя.
6. Способ производства натягиваемого предмета одежды, содержащий:
стадию резки первого листового материала для образования наружной оболочки в многочисленных местах в поперечном направлении с образованием многочисленных кусков листовых материалов ленточного типа;
стадию ламинирования и скрепления многочисленных кусков листовых материалов ленточного типа со вторыми листовыми материалами с интервалами, расположенными на расстоянии друг от друга, для получения наружной оболочки;
стадию ориентирования вторых листовых материалов лицевой стороной вовнутрь и при этом наложения наружной оболочки и прикрепления наложенной наружной оболочки с заданным интервалом в поперечном направлении наружной оболочки; и
стадию разрезания наружной оболочки на участках сцепления в поперечном направлении.
7. Способ производства натягиваемого предмета одежды по п. 6, в котором многочисленные куски листовых материалов ленточного типа разносятся на расстояние друг от друга в поперечном направлении с помощью средства установки интервалов.
8. Способ производства натягиваемого предмета одежды по п. 6, в котором первый лист и второй лист в области, где отсутствует эластичный элемент, соединяются под давлением в состоянии, при котором эластичный элемент помещен между первым листовым материалом и вторым листовым материалом.
9. Способ производства натягиваемого предмета одежды по п. 6, в котором обработку под растягивающей нагрузкой осуществляют в отношении одного из двух или как первого листового материала, так и второго листового материала, перед ламинированием первого листового материала и второго листового материала или после получения первого листового материала и второго листового материала в ламинированном состоянии.
10. Способ производства натягиваемого предмета одежды, содержащий:
стадию резки первого листового материала для образования наружной оболочки в многочисленных местах в поперечном направлении с образованием многочисленных кусков листовых материалов ленточного типа;
стадию транспортировки многочисленных кусков листовых материалов ленточного типа поочередно в разных направлениях с одновременным сохранением положений в поперечном направлении, полученных во время резки листа на полосы, для разделения при этом листовых материалов ленточного типа на листовые материалы ленточного типа для передней стороны и листовые материалы ленточного типа для задней стороны;
стадию ламинирования и скрепления соответствующих листовых материалов ленточного типа для передней стороны и для задней стороны с отделенными друг от друга вторыми листовыми материалами для передней стороны и задней стороны с одновременным сохранением положений в поперечном направлении, полученных во время резки листа на полосы, чтобы получить сплошной элемент наружной оболочки, размещаемый на переднем участке, и сплошной элемент наружной оболочки, размещаемый на заднем участке;
стадию регулирования полагающихся им положений сплошного элемента наружной оболочки, размещаемого на переднем участке, и сплошного элемента наружной оболочки, размещаемого на заднем участке с получением заданного интервала;
стадию прикрепления впитывающего слоя таким образом, чтобы образовалась перемычка между сплошным элементом наружной оболочки, размещаемым на переднем участке, и сплошным элементом наружной оболочки, размещаемым на заднем участке;
стадию ориентирования вторых листовых материалов лицевой стороной вовнутрь и при этом наложения сплошного элемента наружной оболочки, размещаемого на переднем участке, и сплошного элемента наружной оболочки, размещаемого на заднем участке, и скрепления сплошных элементов наружной оболочки с заданным интервалом в поперечном направлении; и
стадию разрезания сплошных элементов наружной оболочки в поперечном направлении на участках сцепления.
11. Способ производства натягиваемого предмета одежды по п. 10, в котором стадия разделения листовых материалов ленточного типа на листовые материалы ленточного типа для передней стороны и листовые материалы ленточного типа для задней стороны содержит отделение многочисленных кусков листовых материалов ленточного типа поочередно один за другим и наматывание отделенных листовых материалов ленточного типа на каждый валок из пары отделяющих валков, чтобы благодаря этому осуществить разделение и транспортировку листовых материалов ленточного типа в разных направлениях.
12. Способ производства натягиваемого предмета одежды по п. 10, в котором стадия разделения листовых материалов ленточного типа на листовые материалы ленточного типа для передней стороны и листовые материалы ленточного типа для задней стороны содержит отделение многочисленных кусков листовых материалов ленточного типа поочередно один за другим и наматывание отделенных листовых материалов ленточного типа на каждый валок из пары отделяющих валков, чтобы благодаря этому осуществить разделение и транспортировку листовых материалов ленточного типа в разных направлениях,
в котором листовые материалы ленточного типа для передней стороны, которые наматываются на один из пары отделяющих валков, ламинируются на втором листовом материале для передней стороны с одновременным сохранением их состояния при намотке, и листовые материалы ленточного типа для задней стороны, которые наматываются на другой отделяющий валок, ламинируются на втором листовом материале для задней стороны с одновременным сохранением их состояния при намотке.
13. Способ производства натягиваемого предмета одежды по п. 10, в котором интервал между листовыми материалами ленточного типа равен ширине листового материала ленточного типа.
14. Способ производства натягиваемого предмета одежды по п. 6 или 10, в котором листовые материалы ленточного типа и вторые листовые материалы скрепляются с размещением между ними непрерывного компонента эластичного элемента.
15. Способ производства натягиваемого предмета одежды по п. 10, в котором стадия регулирования положений соответствующих сплошных элементов наружной оболочки для переднего участка и заднего участка с целью получения заданного интервала содержит размещение поверхности на стороне второго листового материала для переднего участка и поверхности на стороне второго листового материала для заднего участка в направлениях, лежащих в одной плоскости, и на одинаковой высоте.
16. Способ производства натягиваемого предмета одежды по п. 10, в котором стадию регулирования положений соответствующих сплошных элементов наружной оболочки для переднего участка и заднего участка с заданным интервалом осуществляют с помощью двух валков, которые выполнены с возможностью транспортировать параллельно направлению подачи один из соответствующих сплошных элементов наружной оболочки для переднего участка и заднего участка, и с помощью двух валков, которые выполнены с возможностью регулировать высоту при подаче одного из сплошных элементов наружной оболочки.
| JP 2009195647 A, 03.09.2009 | |||
| JP 2009160128 A, 23.07.2009 | |||
| JP 2010158590 A, 22.07.2010. |

