Область техники, к которой относится изобретение
Настоящее изобретение относится к натягиваемому (типа трусов) предмету одежды и способу его производства.
Уровень техники
В качестве натягиваемого (типа трусов) предмета одежды известны одноразовый натягиваемый подгузник, одноразовое нижнее белье и т.п. Конкретные примеры обычного натягиваемого подгузника включают в себя сочетание наружной оболочки с основным впитывающим узлом. Наружная оболочка обычно состоит из материала внутреннего слоя и материала наружного слоя в виде ламината, при этом предпринимались попытки улучшения формы и структуры элементов такой наружной оболочки.
Например, в патентной литературе 1 в качестве листа для наружной оболочки одноразового натягиваемого подгузника описан лист, составляющий наружную поверхность изделия, формируемый путем ламинирования множества лентообразных оборчатых элементов вместе с растягиваемыми эластичными элементами. В таком подгузнике оборчатые элементы частично перекрываются ступенчатым образом так, чтобы участки с волнистыми оборками оборчатых элементов скрывали растягиваемые эластичные элементы других оборчатых элементов, образуя при этом наружную форму, подобную юбочке с оборками. Кроме того, в патентной литературе 2 описан случай, когда, как показано на фигуре 7, множество узких лентообразных частей расположено так, чтобы частично перекрывать друг друга на наружной поверхности одноразового подгузника, расположенной вокруг талии. В результате образуется множество складок, выступающих наружу от наружной поверхности подгузника.
Независимо от вышеизложенного, в патентной литературе 3 описан случай, когда в целях улучшения воздухопроницаемости, эластичности и гибкости натягиваемого предмета одежды в области талии на наружной оболочке с двухслойной структурой с интервалами в направлении длины туловища обеспечивают множество однослойных областей. Однослойные области формируют путем ламинирования множества кусков лентообразного листового материала (первый листовой материал) на втором листовом материале с интервалами.
Список цитируемой литературы
Патентная литература
Патентная литература 1: патент Японии №4659109
Патентная литература 2: патент США 2008/0234648
Патентная литература 3: JP-A-2012-139247 ("JP-A" означает опубликованную нерассмотренную патентную заявку Японии)
Сущность изобретения
В настоящем изобретении предлагается натягиваемый предмет одежды, содержащий:
передний участок, который выполнен с возможностью расположения со стороны живота пользователя; участок промежности, который выполнен с возможностью расположения вдоль области промежности пользователя; задний участок, который выполнен с возможностью расположения со стороны спины пользователя; и боковой скрепляющий участок, на котором соединяются продольная боковая кромка переднего участка и продольная боковая кромка заднего участка;
причем наружная оболочка, в которой ламинированы первый листовой материал и второй листовой материал, расположена на переднем участке и заднем участке; наружная оболочка обладает эластичностью в поперечном направлении; и
первый листовой материал содержит области с разрезами, в которых множество разрезанных участков расположено в направлении длины туловища; и содержит совокупность, в которой области с разрезами расположены с интервалами в поперечном направлении первого листового материала.
Кроме того, в настоящем изобретении предлагается способ производства натягиваемого предмета одежды, содержащего передний участок, который выполнен с возможностью носиться со стороны живота пользователя; участок промежности, который выполнен с возможностью носиться вдоль области промежности пользователя; и задний участок, который выполнен с возможностью носиться со стороны спины пользователя; в котором непрерывное полотно первого листового материала и непрерывное полотно второго листового материала, которые служат в качестве наружной оболочки натягиваемого предмета одежды, транспортируются конвейером соответственно; причем способ включает в себя:
стадию образования на непрерывном полотне первого листового материала областей с разрезами, в которых множество разрезанных участков, образованных вдоль направления конвейерной подачи, расположено с интервалами в направлении, перпендикулярном направлению конвейерной подачи, для образования множества областей с разрезами с интервалами в направлении конвейерной подачи;
стадию ламинирования непрерывного полотна первого листового материала и непрерывного полотна второго листового материала с введением между обоими непрерывными полотнами эластичных элементов в их натянутом состоянии, избегая при этом разрезанных участков, с зажатием, прикреплением и фиксацией эластичных элементов между непрерывным полотном первого листового материала и непрерывным полотном второго листового материала для образования переднего участка и заднего участка наружной оболочки;
стадию выкладки напротив друг друга и наложения друг на друга переднего участка и заднего участка и скрепления обеих продольных боковых кромок переднего участка и заднего участка, соответственно, с образованием боковых скрепляющих участков; и
стадию разрезания полученного в результате материала на боковых скрепляющих участках для разделения на отдельные натягиваемые предметы одежды.
Краткое описание чертежей
На фиг. 1 представлен вид в перспективе, показывающий предпочтительный вариант (первый вариант осуществления изобретения) натягиваемого предмета одежды согласно настоящему изобретению.
На фиг. 2 представлен предмет в разобранном виде в перспективе, показывающий предпочтительный вариант натягиваемого предмета одежды согласно настоящему изобретению.
На фиг. 3 показан представленный в разобранном виде в плане передний участок наружной оболочки натягиваемого предмета одежды согласно первому варианту осуществления изобретения.
На фиг. 4 показан первый пример натягиваемого предмета одежды согласно первому варианту осуществления изобретения, где показан: (1) вид в перспективе; (2) увеличенный вид в разрезе основной части наружной оболочки, содержащей область с разрезами; и (3) увеличенный вид в плане основной части переднего участка наружной оболочки, содержащей область с разрезами.
На фиг. 5 представлена альтернативная фотография, показывающая увеличенную область с разрезами наружной оболочки натягиваемого предмета одежды согласно первому варианту осуществления изобретения.
На фиг. 6 показан второй пример натягиваемого предмета одежды согласно первому варианту осуществления изобретения, где показан: (1) вид в перспективе; (2) увеличенный вид в разрезе основной части наружной оболочки, содержащей область с разрезами; и (3) увеличенный вид в плане основной части переднего участка наружной оболочки, содержащей область с разрезами.
На фиг. 7 показан третий пример натягиваемого предмета одежды согласно первому варианту осуществления изобретения, где показан: (1) вид в перспективе; (2) увеличенный вид в разрезе основной части наружной оболочки, содержащей область с разрезами; и (3) увеличенный вид в плане основной части переднего участка наружной оболочки, содержащей область с разрезами.
На фиг. 8 показан четвертый пример натягиваемого предмета одежды согласно первому варианту осуществления изобретения, где показан: (1) вид в перспективе; (2) увеличенный вид в разрезе основной части наружной оболочки, содержащей область с разрезами; и (3) увеличенный вид в плане основной части переднего участка наружной оболочки, содержащей область с разрезами.
На фиг. 9 показан пятый пример натягиваемого предмета одежды согласно первому варианту осуществления изобретения, где показан: (1) вид в перспективе; (2) увеличенный вид в разрезе основной части наружной оболочки, содержащей область с разрезами; и (3) увеличенный вид в плане основной части переднего участка наружной оболочки, содержащей область с разрезами.
На фиг. 10 представлен вид в перспективе, показывающий второй вариант осуществления натягиваемого предмета одежды.
На фиг. 11 представлен вид в плане развернутого предмета одежды, показывающий материал наружного слоя (первый листовой материал) со стороны поверхности, не контактирующей с кожей, в натягиваемом предмете одежды согласно второму варианту осуществления изобретения.
На фиг. 12 представлен вид в перспективе, показывающий общую схему стадий производства по первому аспекту предпочтительного варианта осуществления (первый вариант осуществления изобретения) способа производства натягиваемого предмета одежды согласно настоящему изобретению.
На фиг. 13 показан (1) вид в плане и (2) вид спереди, где схематично показан основной участок (способа производства натягиваемого предмета одежды) по первому аспекту.
На фиг. 14 показан вид спереди, на котором схематично показаны основные участки стадий производства по второму аспекту способа производства натягиваемого предмета одежды согласно настоящему изобретению.
На фиг. 15 показан вид спереди, на котором схематично показаны основные участки стадий производства по третьему аспекту способа производства натягиваемого предмета одежды согласно настоящему изобретению.
На фиг. 16 показан вид спереди, на котором схематично показаны основные участки стадий производства по четвертому аспекту способа производства натягиваемого предмета одежды согласно настоящему изобретению.
На фиг. 17 показан вид в плане, показывающий общую схему стадий производства по пятому аспекту способа производства натягиваемого предмета одежды согласно настоящему изобретению.
На фиг. 18 показан вид в плане, показывающий общую схему модифицированного примера стадий производства по пятому аспекту.
На фиг. 19 представлен вид в перспективе, показывающий общую схему стадий производства согласно предпочтительному варианту осуществления (второй вариант осуществления изобретения) способа производства натягиваемого предмета одежды согласно настоящему изобретению.
Другие и дополнительные цели, признаки и преимущества изобретения можно будет представить более полно из следующего описания.
Описание вариантов осуществления изобретения
При носке описанного выше натягиваемого предмета одежды, в виде натягиваемого подгузника, ощущения пользователя не должны отличаться от ощущения при носке нижнего белья. Поскольку в описанной выше патентной литературе 1 и 2 используется структура, в которой лентообразные тонколистовые подложки, служащие в качестве гофрированных элементов на талии, частично перекрываются при расположении, образуя при этом двухслойную или трехслойную структуру, изделие имеет плохую воздухопроницаемость. С другой стороны, в описанной выше патентной литературе 3 воздухопроницаемость и гибкость можно улучшать в случае использования однослойной области, сохраняя при этом эластичность изделия.
Настоящее изобретение относится к натягиваемому предмету одежды, в котором увеличена прочность наружной оболочки наряду с сохранением высокой воздухопроницаемости, гибкости и эластичности. Дополнительно настоящее изобретение относится к способу производства натягиваемого предмета одежды, в котором при производстве натягиваемого предмета одежды с достаточной надежностью стабильно образуется двухслойная структура наружной оболочки с высокой воздухопроницаемостью и гибкостью.
Объяснение предпочтительного варианта осуществления (первый вариант осуществления изобретения) натягиваемого предмета одежды согласно настоящему изобретению будет представлено ниже со ссылкой на фигуры 1-3.
В данном описании в натягиваемых предметах одежды 10 и 100 направление натягиваемого предмета одежды (вдоль длины туловища пользователя) обозначается как Y-направление, и поперечное направление натягиваемого предмета одежды обозначается как X-направление, и также упоминается как "направление вокруг талии".
Как показано на фиг. 1 и фиг. 2, натягиваемый предмет одежды 10 согласно настоящему варианту осуществления изобретения, например, представляет собой натягиваемый подгузник и содержит передний участок 21, который выполнен с возможностью носиться со стороны живота пользователя; участок промежности 13, который выполнен с возможностью носиться вдоль области промежности пользователя; и задний участок 23, который выполнен с возможностью носиться со стороны спины пользователя. Объяснение такого натягиваемого подгузника 10 (далее также упоминается просто как "подгузник 10") далее будет представлено более подробно.
Натягиваемый подгузник 10 состоит из наружной оболочки 11, которая образует передний участок 21 и задний участок 23, и основного удерживающего жидкость впитывающего узла 40, который образует участок промежности 13.
Наружная оболочка 11 содержит скрепляющий участок для скрепления одной продольной боковой кромки 21A переднего участка 21 с одной продольной боковой кромкой 23A заднего участка 23 и, кроме того, скрепляющий участок для скрепления другой продольной боковой кромки 21B переднего участка 21 с другой продольной боковой кромкой 23B заднего участка 23. Такой скрепляющий участок представляет собой боковые скрепляющие участки 25, 25, выступающие наружу в поперечном направлении подгузника 10. Благодаря такому скреплению наружная оболочка 11 принимает кольцевидную форму. Наружная оболочка 11 обладает эластичностью в направлении вокруг талии натягиваемого подгузника 10.
Основной впитывающий узел 40 образует участок промежности 13, который закрывает места выделения экскрементов пользователя, и одновременно прикрепляется к наружной оболочке 11 таким образом, чтобы между передним участком 21 и задним участком 23 образовалась перемычка. Основной впитывающий узел 40 располагают вблизи нижней части отверстия 12 для талии в наружной оболочке 11.
Таким образом, как показано на фиг. 3, в области вокруг талии между боковыми скрепляющими участками 25 наружная оболочка 11 содержит центральную область М, в которой расположен основной впитывающий узел 40, и две боковых области S, S с обеих ее сторон. Центральная область М и обе боковые области S соответствуют областям, получаемым путем деления каждого из участков (переднего участка 21 и заднего участка 23) наружной оболочки 11 с шириной Н (вдоль длины туловища пользователя) в поперечном направлении. Центральная область М состоит из центрального участка M1, соответствующего по ширине расположению основного впитывающего узла 40, и близлежащих к нему с обеих его сторон участков М2. Размер близлежащего к основному впитывающему узлу участка М2 предпочтительно находится в диапазоне 10 мм или более, и еще более предпочтительно в диапазоне 30 мм или более в поперечном направлении, с точки зрения прикрепления и фиксации эластичных элементов, которые упоминаются ниже, и прочности элементов. Его верхний предел предпочтительно находится в диапазоне 80 мм или менее, и еще более предпочтительно в диапазоне 50 мм или менее. С другой стороны, боковая область S состоит из области бокового внутреннего участка S1, на котором расположены упомянутые ниже разрезанные участки 38, и области бокового наружного участка S2, расположенного около бокового скрепляющего участка 25. Размер области бокового наружного участка S2 в поперечном направлении предпочтительно находится в диапазоне 60 мм или более, и еще более предпочтительно в диапазоне 100 мм или более, с учетом тех же причин, что и в отношении близлежащего к основному впитывающему узлу участка М2 в центральной области М. Верхний предел такого размера предпочтительно находится в диапазоне 300 мм или менее, и еще более предпочтительно в диапазоне 200 мм или менее.
Упомянутая выше "область вокруг талии" относится к области, тянущейся вниз в направлении длины туловища (Y-направлении) практически от верхней кромки отверстия 12 для талии до места вблизи наружного основания бедренной кости. Кроме того, ширина Н (вдоль длины туловища пользователя) области вокруг талии делится на область H1 талии, расположенную вблизи отверстий 12 для талии, и нижнюю, примыкающую к животу область Н2, расположенную в ее нижней части. При таком делении область, на которой расположен основной впитывающий узел 40, может указываться как нижняя, примыкающая к животу область Н2, и область в верхней ее части может указываться как область H1 талии. Кроме того, область H1 талии также может указываться как область, обычно расположенная в верхней половине или четверти ширины Н (вдоль длины туловища пользователя), несмотря на то, что высота отличается в зависимости от применения подгузника.
Наружная оболочка 11 образуется путем ламинирования и скрепления материала наружного слоя 33 (первый листовой материал) со стороны поверхности, не контактирующей с кожей, с материалом внутреннего слоя 31 (второй листовой материал) со стороны поверхности, контактирующей с кожей. В материале наружного слоя 33 вдоль поперечного направления (Х-направления) подгузника 10 частично образовано множество разрезанных участков 38 горизонтальной протяженности. Более конкретно, разрезанные участки 38 расположены в материале наружного слоя 33 не по всей ширине, а на протяжении заранее определенной части ширины. Поэтому материал наружного слоя не отслаивается и сохраняет единство в форме листа на протяжении всей ширины Н (вдоль длины туловища пользователя).
Множество разрезанных участков 38 располагаются в направлении длины туловища (Y-направлении), образуя при этом области 71 с разрезами. Разрезанные участки 38 обозначают здесь участки, на которых первый листовой материал, служащий в качестве материала наружного слоя 33, мелко надрезан. Разрезанные участки 38 могут представлять собой мелкие линейные надрезы, как показано на фиг. 3, или участки, полученные путем срезания широких элементов. Принимая во внимание прочность элементов, разрезанные участки 38 предпочтительно представляют собой мелкие линейные надрезы. На фиг. 1 и фиг. 3 показана только структура материала наружного слоя 33 переднего участка 21. Однако разрезанные участки подобным образом предпочтительно образуют также в материале наружного слоя 33 заднего участка 23, и разрезанные участки 38 можно образовывать в материале наружного слоя 33 только на одном из участков (переднем участке 21 и заднем участке 23) или на другом из указанных участков (то же самое касается фиг. 4-10). Кроме того, также возможна структура, содержащая другие листовые материалы, дополнительно ламинированные на материале наружного слоя 33 (первый листовой материал) и материале внутреннего слоя 31 (второй листовой материал).
В нижней, примыкающей к животу области Н2, области 71 с разрезами образуются в поперечном направлении (X направлении) в обеих боковых областях S, S. Более конкретно, области 71 с разрезами (далее также упоминаемые как области 71A с разрезами) образуются в области бокового внутреннего участка S1 в каждой из боковых областей S, а именно на ее участке, отличающемся от области бокового наружного участка S2, непосредственно примыкающего к основной области бокового скрепляющего участка 25. Кроме того, в области H1 талии области 71 с разрезами (далее также упоминаемые как области 71B с разрезами) также образуются в областях (S1-M-S1), соединяя области боковых внутренних участков S1, S1 с левой стороны и правой стороны материала наружного слоя 33. В таких областях 71 с разрезами участки, заполняющие промежутки между двумя соседними разрезанными участками 38, 38 в направлении длины туловища, служат в качестве лентообразных участков 39 горизонтальной протяженности.
С другой стороны, центральная область М (М2+М1+М2) материала наружного слоя 33 в нижней, примыкающей к животу области Н2 служит в качестве областей 72 без разрезов (далее также упоминаются как области 72M без разрезов для их отличия от других областей без разрезов), в которых разрезанных участков 38 не образуют. Кроме того, в качестве областей 72 без разрезов (далее также упоминаются как области 72S без разрезов для их отличия от других областей без разрезов) на всем протяжении ширины Н (вдоль длины туловища пользователя) материала наружного слоя 33 служат области боковых наружных участков S2, непосредственно примыкающие к боковым скрепляющим участкам 25.
Таким образом, области 71A с разрезами располагаются в левой и правой области бокового внутреннего участка S1, S1 таким образом, чтобы они были расположены с интервалами на протяжении области 72M без разрезов в поперечном направлении нижней, примыкающей к животу области Н2 материала наружного слоя 33. Кроме того, на виде переднего участка 21 и заднего участка 23 материала наружного слоя 33 с одним из боковых скрепляющих участков 25 в центре, области 71A с разрезами располагаются таким образом, чтобы они были расположены с интервалами на протяжении области 72S без разрезов в поперечном направлении. Таким образом, лентообразные участки 39 в областях 71 с разрезами связаны друг с другом в соседних областях 72 без разрезов, при отсутствии их полного разделения.
Можно указать, что области 72M и 72S без разрезов имеют длины в поперечном направлении материала наружного слоя 33 сообразно обстоятельствам, принимая во внимание, упоминаемое позже действие областей 71 с разрезами и прочность скрепления между материалом наружного слоя 33 и материалом внутреннего слоя 31. Отношение (m1/m2) длины (m1 = длина центральных областей (М2+М1+М2)) области 72M без разрезов в поперечном направлении к длине (m2 = длина области бокового внутреннего участка S1 (S1+S1) слева и справа) области 71A с разрезами в поперечном направлении предпочтительно составляет 0,99 или менее, и дополнительно составляет предпочтительно 0,94 или менее для эффективного осуществления действия областей 71 с разрезами. Нижний предел такого отношения предпочтительно составляет 0,3 или более, и дополнительно составляет предпочтительно 0,5 или более, чтобы гарантировать прочность скрепления материалов. Кроме того, отношение (m3/m2) длины (m3 = длина наружных участков (S2+S2) боковой области) области 72S без разрезов в поперечном направлении к длине (m2) области 71A с разрезами в поперечном направлении предпочтительно составляет 0,7 или менее, и дополнительно составляет предпочтительно 0,5 или менее. Нижний предел такого отношения предпочтительно составляет 0,1 или более, и дополнительно составляет предпочтительно 0,2 или более. Кроме того, длина областей 72M и 72S без разрезов в направлении длины туловища может определяться произвольно без ограничения варианта осуществления изобретения, показанного на фиг. 3. Например, область 72M без разрезов можно формировать на протяжении всей области ширины Н (вдоль длины туловища пользователя).
В такой ламинированной области, образованной материалом наружного слоя 33 и материалом внутреннего слоя 31, оба материала соединяются и становятся единым целым, а полученные в результате области обладают эластичностью в направлении вокруг талии, а именно в поперечном направлении (X направлении) натягиваемого подгузника 10.
В частности, в областях 71 с разрезами материала наружного слоя 33 каждый из множества лентообразных участков 39 и материал внутреннего слоя 31 соединяются, и полученные в результате области обладают эластичностью. В областях 72 без разрезов материал наружного слоя 33 и материал внутреннего слоя 31 соединяются в двухмерном положении по всей ширине Н (вдоль длины туловища пользователя), и полученные в результате области обладают эластичностью. Также предпочтительно получать эластичность путем размещения эластичных элементов 35 между материалом внутреннего слоя 31 и материалом наружного слоя 33. В таком случае эластичные элементы 35 зажимают между материалом внутреннего слоя 31 и материалом наружного слоя 33 в их натянутом состоянии, поэтому полученные в результате области обладают эластичностью. Альтернативно, как далее будет описано более подробно, также предпочтительно, чтобы один из материалов (материал внутреннего слоя 31 и материал наружного слоя 33) или оба указанных материала были образованы материалом, обладающим эластичностью.
В областях 71 с разрезами промежутки между разрезанными участками 38 увеличиваются при поперечном сжатии наружной оболочки, обладающей эластичностью, и служат в качестве проникающих отверстий переднего участка 21 и заднего участка 23. Кроме того, если после надевания подгузника 10 наружная оболочка 11 растягивается и сжимается при движении или т.п. тела пользователя, проникающие отверстия открываются и закрываются в соответствии с его движениями, способствуя при этом выбросу влаги в подгузник, и дополнительно улучшая воздухопроницаемость.
Кроме того, благодаря присутствию множества разрезанных участков 38, области 71 с разрезами материала наружного слоя 33 дополнительно легко деформируются и обладают превосходной гибкостью по сравнению с областями 72 без разрезов. Кроме того, отдельные лентообразные участки 39 извиваются благодаря упомянутой выше эластичности, образуя при этом мелкие складки и делая область вокруг талии более мягкой.
Высокую воздухопроницаемость и гибкость, обусловленные присутствием областей 71 с разрезами, можно поддерживать с помощью упомянутых выше областей 72 без разрезов, тянущихся в направлении длины туловища. Их обеспечивают с помощью областей 72 без разрезов, благодаря которым компенсируют уменьшение прочности, обусловленное разрезами в областях 71 с разрезами, и сохраняют эластичность областей 71 с разрезами. Более конкретно, в областях 71 с разрезами лентообразные участки 39 движутся относительно независимо и чрезвычайно чувствительны к силе упругости в поперечном направлении и силе сдвига, обусловленной трением с одеждой или т.п. Однако концевые участки отдельных лентообразных участков 39 при этом соединяются в областях 72 без разрезов, как упомянуто выше, и тем самым дополнительно обеспечивают как единство первого листового материала, так и увеличение прочности по сравнению с полностью разделенными узкими лентообразными кусками. Кроме того, области 72 без разрезов материала наружного слоя 33 соединяются с материалом внутреннего слоя 31 на всей поверхности по ширине Н (вдоль длины туловища пользователя). Таким образом, прочность скрепления двух слоев в целом увеличивается по сравнению с прочностью скрепления материала наружного слоя 33 и материала внутреннего слоя 31, если учитывать образование только лентообразных участков 39.
Таким образом, наряду с обеспечением эластичности наружной оболочки 11 в целом, обеспечивают прочность, которая может выдерживать воздействие силы упругости. В добавление к обеспечению такой прочности с помощью областей 71 с разрезами одновременно обеспечивают высокую воздухопроницаемость, гибкость и увеличение пролонгации превосходного функционирования в качестве наружной оболочки 11.
Как описано выше, наличие гарантии прочности с помощью областей 72 без разрезов материала наружного слоя 33 позволяет произвольно устанавливать число и расположение разрезанных участков 38 и ширину лент на лентообразном участке 39, обеспечивая при этом неограниченную возможность дизайна. Например, в случае расположения разрезов в направлении длины туловища интервал между разрезанными участками 38 можно увеличивать по мере приближения разрезанного участка к участку промежности. Кроме того, длину разрезанного участка 38 можно менять в зависимости от места его нахождения. Например, в случае расположения разрезанных участков в направлении длины туловища их длину можно увеличивать по мере приближения разрезанного участка к участку промежности, и разрезанный участок сам по себе можно образовывать в виде линии прерывистых насечек в поперечном направлении. Кроме того, если образуют разрезанный участок не только в виде прямой горизонтальной линии, но также в виде разрезов S-образной формы, например, чтобы создать подобное оформление, получают более высокую мягкость. Кроме того, размер и расположение областей 71 с разрезами также можно устанавливать произвольно.
В качестве листовых материалов для материала внутреннего слоя 31 и материала наружного слоя 33, например, можно применять нетканые материалы, получаемые с помощью различных способов производства, такие как нетканый материал, полученный воздушной набивкой, нетканый материал горячей прокатки, гидросплетенный нетканый материал "спанлейс", нетканый материал "спанбонд" и нетканый материал "мельтблаун", тканые материалы, вязаные материалы, полимерные пленки и т.п., соответственно, а также можно применять листовые материалы, формуемые путем объединения упомянутых материалов, например, путем ламинирования и т.п.
Кроме того, в частности, материал внутреннего слоя 31 предпочтительно получают из нетканого материала с точки зрения улучшения воздухопроницаемости и текстуры и предпочтительно получают из водоотталкивающего нетканого материала с точки зрения предотвращения протечки выделяемых веществ.
Далее будет представлено объяснение устройства основного впитывающего узла 40. Как в качестве примера показано на фиг. 2, основной впитывающий узел 40 содержит верхний лист 41, нижний лист 42, и удерживающую жидкость, впитывающую сердцевину 43, которая вставлена между ними. Впитывающая сердцевина 43 покрывается покровным листом 44, который сгибается в местах, отмеченных на чертеже пунктирными линиями, в направлениях, указанных стрелками. Кроме того, пара боковых листов 46 и 46, которые образуют внутренние трехмерные складки 45, расположена на стороне поверхности, контактирующей с кожей. Нижний лист 42 и лист 47, контактирующий с одеждой, расположены в указанном порядке на стороне поверхности, не контактирующей с кожей.
Для такого основного впитывающего узла 40 можно применять материал, который обычно применяется для подгузника такого типа, и материал специально не ограничивается.
Предпочтительно, чтобы верхний лист 41 был образован из гидрофильного нетканого материала. В качестве гидрофильного нетканого материала предпочтительно можно применять нетканые материалы, упоминаемые как нетканый материал, полученный воздушной набивкой; нетканый материал, полученный по технологии точечной склейки ("point-bond"); нетканый материал "спанбонд"; гидросплетенный нетканый материал "спанлейс" и объемный нетканый материал, где волокна нетканого материала представляют собой полипропиленовые монофиламенты, двухкомпонентные волокна из полипропилена и полиэтилена, двухкомпонентные волокна из полиэтилентерефталата и полиэтилена и т.п., которые были подвергнуты обработке для придания гидрофильности. В них можно вставлять гидрофильные волокна, такие как вискоза или т.п. Кроме того, в качестве верхнего листа 41 также можно применять лист, получаемый путем образования открытых пор в полимерной пленке. Можно применять лист композита, образованный путем объединения различных типов упомянутых выше нетканых материалов и полимерной пленки с открытыми порами.
Нижний лист 42 специально не ограничивается при условии, что он обладает водоотталкивающими свойствами. Кроме того, нижний лист 42 предпочтительно обладает влагопроницаемостью. Например, лист с водоотталкивающими свойствами и влагопроницаемостью можно изготавливать из пористой пленки, полученной путем компаундирования в расплаве гидрофобной термопластичной смолы и тонкоизмельченного неорганического наполнителя, содержащего карбонат кальция и т.п. или органический полимер, не обладающий совместимостью, и т.п., образуя при этом пленку и подвергая пленку моноаксиальному или биоксиальному растягиванию. Примеры термопластичной смолы могут включать в себя полиолефины. Примеры полиолефинов могут включать в себя полиэтилен (от полиэтилена высокой плотности до полиэтилена низкой плотности), линейный полиэтилен низкой плотности, полипропилен, полибутен и т.п., и полиолефины можно применять по отдельности или при смешении. Для листа 47, контактирующего с одеждой, можно применять различные нетканые материалы с возможностью придавать внешний вид, подобный ткани.
Для впитывающей сердцевины 43, например, можно применять материалы, в которых применяется совокупность волокон или комбинация совокупности волокон и впитывающего полимера и т.п. В качестве волокон, которые составляют такую совокупность волокон, можно применять гидрофильные природные волокна, такие как целлюлозные и хлопковые волокна, и синтетические волокна (предпочтительно волокна, обладающие гидрофильностью, или волокна, подвергнутые обработке для придания гидрофильности) и т.п. Хотя базовый вес специально не ограничивается, предпочтительно он составляет 150 г/м2 или более и 500 г/м2 или менее. Кроме того, для покровного листа 44 можно применять тонкую бумагу (бумагу санитарно-гигиенического назначения), такую как гидрофильная бумага санитарно-гигиенического назначения; нетканые материалы, образованные гидрофильными волокнами, такими как хлопок и вискоза; нетканые материалы, образованные из волокон синтетической смолы, подвергнутых обработке для придания им гидрофильности (композитные нетканые материалы, такие как трехслойный нетканый материал спанбонд-мельтблаун-спанбонд (SMS), спанбонд-мельтблаун-мельтблаун-спанбонд (SMMS) и спанбонд-спанбонд-мельтблаун-спанбонд (SSMS)) и т.п.
Для бокового листа 46 предпочтительно применять водоотталкивающий нетканый материал и, в частности, применяется нетканый материал типа "спанбонд", нетканый материал типа "спанбонд-мельтблаун" (SM), нетканый материал SMS и т.п.
Как описано выше, в натягиваемом подгузнике 10 согласно первому варианту осуществления изобретения благодаря разрезам на разрезанных участках 38 можно улучшать воздухопроницаемость, в то же время сохраняя эластичность, подобную эластичности обычного натягиваемого подгузника, и обеспечивая возможность подгонки изделия к телу и подвижность тела. В добавление к этому, благодаря действию разрезанных участков 38 увеличивается количество сборок, область вокруг талии становится мягкой с высокой степенью гибкости. Кроме того, подгузник 10 обладает прочностью, которая помогает выдерживать различного типа физическое воздействие благодаря совместному действию областей 71 с разрезами и областей 72 без разрезов материала наружного слоя 33, при этом поддерживается воздухопроницаемость, эластичность и гибкость подгузника, приводящие к превосходным тактильным ощущениям при носке. Следовательно, вспотевание тела может уменьшаться даже во время ношения подгузника в течение длительного периода времени. Кроме того, наружная оболочка 11 обладает двухслойной структурой, состоящей из материала внутреннего слоя 31 и материала наружного слоя 33, лентообразные участки 39 непосредственно примыкают друг к другу и, следовательно, через них затруднительно видеть кожу и может улучшаться способность укрывать кожу.
Далее будет представлено объяснение примеров схем расположения кусков материала наружного слоя 33, материала внутреннего слоя 31 и эластичных элементов 35 согласно упомянутому выше предпочтительному варианту осуществления изобретения. Сначала будет представлено объяснение первого примера натягиваемого подгузника 10 согласно первому варианту осуществления изобретения, и затем будет представлено объяснение отличающихся позиций в других примерах и втором варианте осуществления изобретения, упомянутого ниже. Позиции, в отношении которых не представлено специальное объяснение, аналогичны позициям первого варианта осуществления изобретения и первого примера, и соответственно применяются объяснения, описание которых приведено. Кроме того, для одинаковых материалов и частей используются одинаковые символы.
Со ссылкой на фиг. 4 будет представлено объяснение первого примера натягиваемого подгузника 10. Как показано на фиг. 4, натягиваемый подгузник 10 (10A) согласно первому примеру имеет структуру, в которой материал наружного слоя 33 и материал внутреннего слоя 31 скрепляются и фиксируются друг с другом с использованием эластичных элементов 35 между ними с помощью клея (не показан), такого как термоплавкий клей, в натягиваемом подгузнике 10 согласно упомянутому выше первому варианту осуществления изобретения. Множество отрезков эластичных элементов 35 помещают в своем натянутом состоянии в поперечном направлении, избегая при этом разрезанных участков 38, и фиксируют на материале наружного слоя 33 и материале внутреннего слоя 31. В натягиваемом подгузнике 10, несмотря на то, что один эластичный элемент 35 расположен относительно одного лентообразного участка 39, относительно одного лентообразного участка 39 может быть расположено множество отрезков эластичных элементов 35. Кроме того, на фиг. 4(2) приведено сечение наружной оболочки 11, включающее в себя область 71 с разрезами; участки, показанные стрелками, указывают на разрезанные участки 38; и материал наружного слоя 33 делится на участки. При этом на фиг. 4(2) показано состояние, в котором материал внутреннего слоя 31 отгибается назад к стороне поверхности, контактирующей с кожей, таким образом, чтобы закрыть участок (не показан), к которому прикрепляется основной впитывающий узел 40.
В центральной области М наружной оболочки 11, с которой перекрывается основной впитывающий узел 40, эластичные элементы 35 разрезают во многих местах, и поэтому ламинированные области материала внутреннего слоя 31 и материала наружного слоя 33 в этом месте, по сути, не обладают эластичностью. Более конкретно, внутренние концевые участки эластичных элементов 35 прикрепляются к слоям оболочки и фиксируются на них в двухмерном положении в области 72M без разрезов вблизи участка М2 (в направлении длины туловища) центральной области М.
Размер лентообразного участка 39 устанавливают надлежащим образом в зависимости от длины разрезанного участка 38, интервала его размещения или т.п. Предпочтительно доводить ширину ленты на лентообразном участке 39 до ширины, которая, по меньшей мере, практически равна или превышает ширину эластичного элемента 35. Например, в случае натягиваемых подгузников для детей ширина ленты на лентообразном участке 39 составляет 1 мм или более, предпочтительно 3 мм или более и еще более предпочтительно 5 мм или более. Верхний предел ширины такой ленты составляет 60 мм или менее, предпочтительно 40 мм или менее и еще более предпочтительно 30 мм или менее. Более конкретно, ширина ленты составляет 1 мм или более и 60 мм или менее, предпочтительно 3 мм или более и 40 мм или менее, и еще более предпочтительно 5 мм или более и 30 мм или менее. Кроме того, длина (длина разрезанного участка 38) лентообразного участка 39 в поперечном направлении (Х-направлении) составляет 1 см или более, предпочтительно 4 см или более и еще более предпочтительно 6 см или более. Верхний предел такой длины составляет 80 см или менее, предпочтительно 60 см или менее, и еще более предпочтительно 30 см или менее. Более конкретно, длина составляет 1 см или более и 80 см или менее, предпочтительно 4 см или более и 60 см или менее и еще более предпочтительно 6 см или более и 30 см или менее. Кроме того, когда разрезанные участки 38 не представляют собой сплошные разрезы, а представляют собой линию из групп прерывистых разрезов (насечек), общая длина такой линии соответствует длине разрезанного участка в поперечном направлении. Кроме того, когда интервалы между прерывистыми разрезами (насечками) не являются постоянными, линия протяжения в том же поперечном направлении и внутри области с разрезами упоминается как длина разрезанного участка в поперечном направлении.
Скрепление эластичных элементов 35 с материалом наружного слоя 33 и материалом внутреннего слоя 31 осуществляют с помощью способа нанесения такого типа материала как, например, термоплавкий клей. Элементы, на которые наносится термоплавкий клей, могут представлять собой эластичные элементы 35, как таковые, или материал наружного слоя 33 или материал внутреннего слоя 31, между которыми зажимаются эластичные элементы 35. В областях 71 с разрезами (боковой внутренний участок S1 наружной оболочки 11) материала наружного слоя 33, область нанесения на лентообразные участки 39 небольшая и, следовательно, предпочтительно нанесение клея на эластичные элементы 35, как таковые, для скрепления и фиксирования материала наружного слоя 33 с материалом внутреннего слоя 31. С другой стороны, в областях 72M и 72S без разрезов (центральная область М и боковой наружный участок S2 наружной оболочки 11) материала наружного слоя 33, материал наружного слоя 33 и материал внутреннего слоя 31 содержат достаточную область по ширине Н (вдоль длины туловища пользователя) и, следовательно, прочность наружной оболочки 11 можно обеспечивать путем нанесения клея на поверхности листов в обоих слоях. При этом термоплавкий клей также можно наносить на эластичные элементы 35, подлежащие размещению в областях 72 без разрезов. Таким образом, прочность скрепления можно, соответственно, повышать, при этом просачивание термоплавкого клея наружу предотвращается путем разработки способа нанесения.
Множество эластичных элементов 35 располагают в их натянутом состоянии в поперечном направлении между материалом наружного слоя 33 и материалом внутреннего слоя 31, избегая при этом разрезанных участков 38, прикрепляют к ним и фиксируют на них. Более конкретно, эластичные элементы 35 надежно зажимают между материалом наружного слоя 33 и материалом внутреннего слоя 31, прикрепляют к ним и фиксируют на них, обходя разрезанные участки 38 снаружи. Таким образом, эластичные элементы 35 придают материалу наружного слоя 33 и материалу внутреннего слоя 31, образующим наружную оболочку 11 в виде единой оболочки, эластичность в направлении вокруг талии, а именно в поперечном направлении (X направлении). Как упомянуто выше, предпочтительно, чтобы эластичные элементы 35 не только прикреплялись по ширине узкой ленты на лентообразном участке 39 в области бокового внутреннего участка S1 с применением термоплавкого клея, но также безотрывно прикреплялись в двухмерном положении к материалу наружного слоя 33 и материалу внутреннего слоя 31 в центральной области М и области бокового наружного участка S2. Таким образом, соскальзывание каучукового элемента можно предотвращать путем фиксации эластичных элементов не только с применением термоплавкого клея, наносимого на эластичные элементы 35, как таковые, но также путем фиксации эластичных элементов на поверхности листа наружной оболочки 11 (расположение эластичных элементов между ними с применением НМ).
Эластичные элементы 35 предпочтительно расположены глубже, чем боковые кромки 39S лентообразных участков 39 в областях 71 с разрезами материала наружного слоя 33. Более подробно, как показано на частично увеличенном виде наружной оболочки на фиг. 4(1) и фиг. 4(3), эластичные элементы 35 фиксируют в центральной части относительно ширины ленты (ширина в Y-направлении) каждого лентообразного участка 39, а лентообразные участки 39 фиксируют на материале внутреннего слоя 31, применяя для этого центральную часть ленты в направлении ширины. С другой стороны, боковая кромка 39S лентообразного участка 39 служит в качестве нефиксируемого участка 39F, который не прикрепляется к материалу внутреннего слоя 31.
На лентообразном участке 39 при стягивании эластичных элементов 35 возникают оборки (см. фиг. 5). В частности, на нефиксируемом участке 39F боковой кромки 39S возникают складки 7, отходящие от материала внутреннего слоя 31 и образующие при этом оборки. Складки 7 на нефиксируемом участке 37F придают подгузнику 10 гибкость и мягкую текстуру. Вдобавок к этому складки также образуются в материале внутреннего слоя 31 соответственно. Поэтому гибкость наружной оболочки 11 в целом улучшается. Кроме того, складки 7 на нефиксируемом участке 39F выступают и образуются на стороне поверхности, не контактирующей с кожей, а на разрезанных участках 38 дополнительно и гарантированно образуются проникающие отверстия 8, и воздухопроницаемость в упомянутом выше первом варианте осуществления изобретения дополнительно улучшается. Кроме того, оборки придают милый вид (умильность) наружной поверхности подгузника 10.
Кроме того, место приклеивания лентообразного участка 39 к материалу внутреннего слоя 31 не ограничивается центральной частью относительно ширины ленты (ширина в Y-направлении) лентообразного участка 39, и может отклоняться в направлении любого участка 39S боковой кромки. Более конкретно, место приклеивания лентообразного участка 39 к материалу внутреннего слоя 31 может находиться на более длинном расстоянии от одной из боковых кромок лентообразного участка 39 и на более коротком расстоянии от другой боковой кромки относительно ширины ленты. Кроме того, оборки легко образуются на участке с более длинным расстоянием путем изменения расстояния от места приклеивания до боковой кромки. Поэтому для улучшения гибкости и воздухопроницаемости на одной из боковых кромок 39S лентообразного участка 39 формируют большие оборки.
Кроме того, складки 7 не скрепляются с материалом внутреннего слоя 31, тем самым, улучшая гибкость материала внутреннего слоя 31 на данном участке. Следовательно, в областях 71 с разрезами, адаптируемость к неровностям тела, а именно возможность подгонки изделия к телу является хорошей, и наружная оболочка обладает универсальной способностью следовать за движениями тела, обеспечивая при этом подвижность тела. Кроме того, наружная оболочка также гибко реагирует на изменение степени наполнения желудка пользователя до и после приема пищи, уменьшая сдавливание тела при переполнении желудка. Таким образом, наружная оболочка 11 мягко подгоняется к телу пользователя, по мере того как ослабляется натяжение, обусловленное эластичными элементами 35.
До известной степени аналогично упомянутому выше первому варианту осуществления изобретения, такую гибкость можно обеспечивать путем совместного действия областей 71 с разрезами и областей 72 без разрезов. В частности, внутренние концевые участки эластичных элементов 35 удерживаются на близлежащих к ним участках М2 центральной области М с целью предотвращения стягивания основного впитывающего узла 40, и соскальзывание эластичных элементов 35 предотвращается с помощью двухмерного скрепления в местах области 72М без разрезов.
Кроме того, боковые скрепляющие участки 25 представляют собой участки, где продольные боковые кромки переднего участка 21 наружной оболочки 11 и продольные боковые кромки заднего участка 23 наружной оболочки 11, соответственно, соединяются путем скрепления, такого как тиснение. Например, материал внутреннего слоя 31 (31A) переднего участка 21 и материал внутреннего слоя 31 (31B) заднего участка 23 соединяются вместе в состоянии, при котором материал наружного слоя 33 (33A) переднего участка 21 и материал наружного слоя 33 (33B) заднего участка 23 расположены в направлении длины туловища (Y-направлении). Следовательно, на боковых скрепляющих участках 25 эластичные элементы 35 (35A), расположенные на переднем участке 21, и эластичные элементы 35 (35B), расположенные на заднем участке 23, находятся в состоянии, когда они расположены в направлении длины туловища (Y направлении) на всем протяжении материалов внутреннего слоя 31. Кроме того, наружные концевые участки эластичных элементов 35 прикрепляются к материалу внутреннего слоя и фиксируются на нем в двухмерном положении в областях 72S без разрезов в области бокового наружного участка S2, непосредственно примыкающего к боковым скрепляющим участкам 25. Таким образом, с помощью двухмерного скрепления предотвращается соскальзывание наружных концевых участков эластичных элементов 35 в области бокового наружного участка S2, непосредственно примыкающего к боковым скрепляющим участкам.
Такую структуру также можно использовать в примере с применением эластичных элементов 35, объяснение которого будет представлено позже, и во втором варианте осуществления изобретения. Кроме того, такую структуру, за исключением эластичных элементов 35, также можно использовать в примере, в котором эластичные элементы 35 не применяются, объяснение которого будет представлено позже.
В качестве материалов внутреннего слоя 31 и наружного слоя 33 можно применять листы, объяснение которых представлено в упомянутом выше первом варианте осуществления изобретения. Эластичные элементы 35 могут представлять собой любые эластичные материалы, обычно применяемые во впитывающих изделиях, таких как подгузники и гигиенические прокладки. Примеры таких эластичных материалов включают в себя синтетические каучуки, такие как стирол-бутадиеновый каучук, бутадиеновый каучук, изопреновый и неопреновый каучуки; природный каучук, EVA, эластичные полиолефины и полиуретан. Формы эластичных элементов предпочтительно включают в себя нить или жгут (плоский каучук) с прямоугольным, квадратным, круглым или полигональным сечением или мультифиламентную нить.
Как описано выше, в случае натягиваемого подгузника 10A по первому примеру эффект получают благодаря совместному действию областей 71 с разрезами и областей 72 без разрезов материала наружного слоя 33, как описано в упомянутом выше первом варианте осуществления натягиваемого подгузника 10. Одновременно благодаря эластичности эластичных элементов 35 улучшается адаптируемость или возможность подгонки натягиваемого подгузника к телу. Кроме того, с помощью областей 72 без разрезов в подгузнике 10A предотвращается соскальзывание эластичных элементов 35 во время применения, так что обеспечивается воздухопроницаемость, эластичность и гибкость, приводящие к превосходным тактильным ощущениям при носке. Кроме того, поскольку эластичные элементы 35 закрываются материалом наружного слоя 33, эластичные элементы 35 защищены материалом наружного слоя 33. К тому же, предотвращается непосредственное воздействие внешней силы на материал наружного слоя 33, и поэтому становятся трудно порвать эластичные элементы 35. В добавление к этому подгузник 10A обладает свойством, согласно которому подгузнику в целом можно придавать милый вид (умильность) путем формирования оборок. Кроме того, для материала наружного слоя 33 можно применять окрашенные листы или листы с печатными рисунками. С применением таких листов становится возможным обеспечивать натягиваемый подгузник 10A, превосходный по дизайну.
Кроме того, в первом примере, приведенном на фиг. 4, показана структура, при которой материал наружного слоя 33 применяется в виде первого листового материала, содержащего разрезанные участки 38; и материал наружного слоя 33 (первый листовой материал) приклеивают непосредственно к материалу внутреннего слоя 31 (в виде второго листового материала) с использованием эластичных элементов 35 между ними. Однако, с другой стороны, например, также возможна структура, при которой материал внутреннего слоя 31 применяется в виде первого листового материала, содержащего разрезанные участки 38; и материал внутреннего слоя 31 приклеивают непосредственно к материалу наружного слоя 33 (в виде второго листового материала) с использованием эластичных элементов 35 между ними и термоплавкого клея. В таком случае количество складок увеличивается благодаря действию, обусловленному материалом внутреннего слоя 31, разделенного на множество кусков в областях 71 с разрезами, чтобы придать подгузнику мягкость со стороны тела. Кроме того, наряду с сохранением эластичности, подобной эластичности обычного натягиваемого подгузника, обеспечивают возможность подгонки изделия к телу и подвижность тела, и можно получать хорошую воздухопроницаемость на участках между материалами внутреннего слоя 31. Следовательно, можно уменьшать вспотевание тела. Кроме того, наружная оболочка 11 имеет двухслойную структуру, состоящую из материала внутреннего слоя 31 и материала наружного слоя 33. Соответственно, через них затруднительно видеть кожу и способность укрывать кожу может улучшаться.
Кроме того, материал наружного слоя 33 с передней стороны (со стороны живота) может представлять собой первый листовой материал, содержащий разрезанные участки 38, а материал внутреннего слоя 31 с задней стороны (со стороны спины) может представлять собой первый листовой материал, содержащий разрезанные участки 38. С другой стороны, материал внутреннего слоя 31 с передней стороны (со стороны живота) может представлять собой первый листовой материал, содержащий разрезанные участки 38, а материал наружного слоя 33 с задней стороны (со стороны спины) может представлять собой первый листовой материал, содержащий разрезанные участки 38.
Далее со ссылкой на фиг. 6 будет представлено объяснение второго примера натягиваемого подгузника 10. Как показано на фиг. 6, натягиваемый подгузник 10 (10B) по второму примеру в целом снабжен наружной оболочкой 11 с эластичностью в поперечном направлении, обусловленной применением эластичных элементов 35, подобно натягиваемому подгузнику по первому примеру. Поэтому структура и ширина кусков материала наружного слоя 33 соответствуют первому примеру. Натягиваемый подгузник 10 (10B) по второму примеру имеет структуру, в которой материал наружного слоя 33 фиксируется на материале внутреннего слоя 31 с помощью скрепляющих участков 37. Кроме того, на сечении области 71 с разрезами, которое показано на фиг. 6(2), участки материала наружного слоя 33, показанные стрелками, указывают разрезанные участки 38, а скрепляющие участки 37 образуются в местах, указанных с помощью незаштрихованных треугольников. Кроме того, на фиг. 6(3) скрепляющие участки 37 образуются в местах незаштрихованных квадратов.
При такой структуре оба конца каждого эластичного элемента 35 прочно фиксируются путем скрепления в двухмерном положении между материалом наружного слоя 33 и материалом внутреннего слоя 31 с помощью клея в областях 72M и 72S без разрезов. С другой стороны, каждый из эластичных элементов 35 не фиксируется на материале наружного слоя 33 и материале внутреннего слоя 31 в других местах, помимо обоих концов, и используется для придания эластичности. Следовательно, можно получать хорошую эластичность в областях ламинирования материала наружного слоя 33 и материала внутреннего слоя 31, не ухудшая эластичности эластичных элементов 35. Кроме того, просачивание клея наружу подавляется, благодаря фактическому отсутствию клея в областях 71 с разрезами.
Кроме того, при такой структуре в областях 72 (71) с разрезами боковые кромки 39S лентообразных участков 39 материала наружного слоя 33 прикрепляются и фиксируются на материале внутреннего слоя 31 с помощью множества скрепляющих участков 37 и размещением между ними эластичных элементов 35. Поэтому эластичные элементы 35, которые не прикреплены к материалу наружного слоя 33 и материалу внутреннего слоя 31 в областях 72 (71) с разрезами, становится трудно сдвинуть в направлении длины туловища (Y направлении). Кроме того, на нефиксируемых участках 39F боковых кромок 39S между скрепляющими участками 37 в поперечном направлении формируются складки 7, образующие при этом оборки. Кроме того, оборки со складками 7 также формируются на внутреннем материале 31, соответствующем нефиксируемым участкам 39F. Во втором примере воздухопроницаемость улучшается благодаря наличию пустых пространств для вентиляции в направлении длины туловища (Y-направлении) между лентообразными участками 3 9 и материалом внутреннего слоя 31 в складках оборок каждого из лентообразных участков 39 и материала внутреннего слоя 31. Кроме того, складки придают продуктам впечатление от дизайна. При этом расположение скрепляющих участков 37 необязательно должно быть таким же регулярным, как в случае структуры, показанной на фиг. 6. Кроме того, в случае структуры, показанной на фиг. 6, структура может быть образована с возможностью смещения мест расположения скрепляющих участков 37 на каждом лентообразном участке 39. В таком случае места, в которых образуются складки, смещаются и, следовательно, воздух легко входит в пространство между материалом внутреннего слоя 31 и материалом наружного слоя 33, и воздухопроницаемость при этом дополнительно улучшается.
В натягиваемом подгузнике 10 (10B) по второму примеру можно получать эффекты, подобные эффектам, полученным для натягиваемого подгузника 10 в упомянутом выше первом варианте осуществления изобретения. При этом в областях 71 с разрезами на нефиксируемых участках 39F образуются складки 7, и также получают воздухопроницаемость на выступающих участках складок 7 в направлении ширины (стрелка, указывающая Y-направление на чертеже) между материалом наружного слоя 33 и материалом внутреннего слоя 31. Следовательно, также можно обеспечивать воздухопроницаемость на участках материала внутреннего слоя 31 с материалом наружного слоя 33. Соответственно, натягиваемый подгузник 10 (10B), который не теряет свою мягкость, обладает превосходной эластичностью, обладает хорошей воздухопроницаемостью, и в нем, возможно, очень трудно вспотеть, несмотря на то, что наружная оболочка 11 содержит ламинированные области.
Со ссылкой на фиг. 7 будет представлено объяснение третьего примера натягиваемого подгузника 10. В натягиваемом подгузнике 10 согласно упомянутому выше первому варианту осуществления изобретения, как показано на фиг. 7, натягиваемый подгузник 10 (10C) по третьему примеру имеет структуру, в которой материал наружного слоя 33 сам по себе обладает эластичностью в поперечном направлении (Х-направлении), и материал наружного слоя 33 прикрепляется к материалу внутреннего слоя 31 в своем натянутом состоянии с помощью клея 32. В качестве клея, например, можно применять термоплавкий клей, двустороннюю клейкую ленту и т.п. В данном контексте эластичность, которой обладает сам по себе материал наружного слоя 33, относится, например, к эластичности, которую можно использовать вместо эластичности, которую придают материалу с помощью упомянутых выше эластичных элементов.
В качестве материала наружного слоя 33, обладающего эластичностью, можно применять эластичные листы, такие как нетканые материалы, содержащие эластичные волокна и эластичные пленки. В том случае, когда особое значение придается текстуре и тканеподобному внешнему виду, предпочтительно, чтобы такие эластичные листы содержали на поверхности волокнистый слой. В том случае, когда такой волокнистый слой является неэластичным, волокнистый слой можно сделать растяжимым с помощью обработки путем растягивания или т.п. таким образом, чтобы волокнистый неэластичный слой не мог ухудшать эластичность эластичного листа. В качестве примера обработки путем растягивания, например, можно упомянуть обработку на растягивающем устройстве с парой цилиндрических шестерен для ослабления связей между волокнами или частичного растягивания волокон в волокнистом слое, при этом эластичность становится выраженной, не ухудшая эластичности эластичного листа. С помощью обработки на растягивающем устройстве с парой цилиндрических шестерен на поверхности волокнистого слоя, который показан на фиг. 7(3), формируют углубления и выпуклости (углубление представляет собой канавки 34) на поверхностях материала наружного слоя 33.
Интервалы между канавками 34 регулируют, например, таким образом, чтобы сделать их одинаковыми. Кроме того, в том случае, когда степень придаваемой эластичности меняется в каждом месте, также возможно изменение интервалов между канавками 34. Например, в том случае, когда толщина материала наружного слоя 33 составляет 0,01 мм или более и 0,2 мм или менее, в области, где желательна большая эластичность, интервалы между канавками 34 доводят приблизительно до 2 мм или более и 5 мм или менее; и в области, где желательна слабая эластичность, интервалы между канавками 34 доводят приблизительно до 0,5 мм или более и 2 мм или менее. Интервалы между канавками 34 также меняются в зависимости от толщины материала наружного слоя 33. Способ обработки материала наружного слоя 33 не ограничивается при условии, что материалу наружного слоя с помощью формирования канавок 34 придается требуемая эластичность.
Кроме того, лентообразные участки 39 материала наружного слоя 33 по первому примеру применяются и в третьем примере. На сечении области 71 с разрезами, которое показано на фиг. 7(2), участки материала наружного слоя 33, указанные стрелками, указывают на разрезанные участки 38.
Кроме того, обработку на растягивающем устройстве с парой цилиндрических шестерен в качестве обработки путем растягивания также проводят в отношении куска материала наружного слоя 33, находящегося на основном впитывающем узле 40. После обработки путем растягивания материал наружного слоя 33 вытягивают и скрепляют с материалом внутреннего слоя 31. После скрепления куски материала наружного слоя 33 и материала внутреннего слоя 31 подвергают термоскреплению (эластичные элементы при этом разрезают) на соответствующих участках основного впитывающего узла 40, таким образом, чтобы куски материала наружного слоя 33 были неэластичными и теряли свою эластичность на соответствующих участках, и в этом случае выступы-канавки, образуемые на материалах наружного слоя 33 на основном впитывающем узле 40 становятся менее выступающими.
В качестве материала наружного слоя, обладающего эластичностью, с растяжимым нетканым материалом, например, скрепляется: (1) лист, содержащий эластичный волокнистый слой и растяжимый волокнистый слой (слои), который объединен с одной или обеими поверхностями эластичного волокнистого слоя; (2) лист, содержащий сетеподобный эластичный лист и растяжимый волокнистый слой (слои), который объединен с одной или обеими поверхностями эластичного листа; (3) лист, содержащий эластичный лист, образуемый эластичной пленкой, и растяжимый волокнистый слой (слои), который объединен с одной или обеими поверхностями эластичного листа; (4) эластичный лист, в котором множество эластичных, подлежащих растяжению филаментов расположены в одном направлении без пересечения друг с другом, в ненатянутом состоянии на всем протяжении его длины.
В качестве упомянутого выше листа (1), например, (а) можно упомянуть эластичный нетканый материал, в котором неэластичный волокнистый слой расположен, по меньшей мере, на одной поверхности эластичного волокнистого слоя, в котором оба волокнистых слоя скреплены по всей поверхности путем сплавления в точках пересечения волокон в состоянии, когда волокна, составляющие эластичный волокнистый слой, сохраняют формы волокон, и нетканый материал находится в одном из двух состояний: состоянии, при котором волокна, составляющие неэластичный волокнистый слой, пронизывают эластичный волокнистый слой, и в состоянии, при котором часть волокон, составляющих эластичный волокнистый слой, пронизывают неэластичный волокнистый слой, или в обоих упомянутых состояниях. Кроме того, в качестве упомянутых выше листов (1)-(3) можно применять листы, изготовленные из (b) эластичного листа, который получен путем растягивания листа ламината, содержащего эластичный слой с эластичной растяжимостью и неэластичный волокнистый слой с отсутствием эластичности, причем такие слои ламинированы в направлении своей толщины и частично скреплены и т.п. В качестве способа осуществления таких растягиваний и для получения растяжимых волокнистых слоев и упомянутых выше нетканых материалов (1)-(3), предпочтительно проводить упомянутую выше обработку на растягивающем устройстве с парой цилиндрических шестерен.
В упомянутом выше эластичном нетканом материале (а) на границе раздела эластичного волокнистого слоя и неэластичного волокнистого слоя и вблизи границы точки пересечения волокон, составляющих эластичный волокнистый слой, и волокон, составляющих неэластичный волокнистый слой, скрепляются путем сплавления, и таким образом равномерно скрепляются по всей поверхности. Поскольку два слоя скреплены по всей поверхности, предотвращается образование пространств из-за отслаивания двух слоев, и формируется эластичный нетканый материал с многослойной структурой, которая создает ощущение единого целого типа однослойного нетканого материала. Упомянутое выше состояние, при котором волокна, составляющие эластичный волокнистый слой, сохраняют формы волокон, относится к состоянию, при котором большинство волокон, составляющих эластичный волокнистый слой, не деформируются до формы пленки или до пленочной структуры, содержащей волокна, даже в том случае, когда в отношении них применяется нагревание, давление или т.п. Кроме того, в эластичном волокнистом слое точки пересечения составляющих его волокон скреплены сплавлением в слое. Аналогично в неэластичном волокнистом слое точки пересечения составляющих волокон также скреплены путем сплавления в слое.
В том случае, когда неэластичные, волокнистые слои расположены на обеих поверхностях эластичного волокнистого слоя, по меньшей мере, одна из поверхностей находится в состоянии, при котором часть составляющих ее волокон пронизывает эластичный волокнистый слой, или в состоянии, при котором часть волокон, составляющих эластичный волокнистый слой, пронизывает, по меньшей, мере, один из неэластичных, волокнистых слоев, или находится в обоих состояниях.
Эластичный волокнистый слой обладает свойством, которое позволяет ему растягиваться под действием нагрузки, и свойством сокращаться, когда нагрузка, вызывающая растяжение, снимается. Кроме того, он представляет собой совокупность волокон, обладающих эластичностью. Кроме того, эластичный волокнистый слой может быть в форме полотна или нетканого материала, отформованного из волокон, обладающих эластичностью. Например, он может представлять собой нетканый материал, образуемый по технологии аэродинамического формования, по технологии "Спанбонд", технологии "Мельтблаун" или т.п. Особенно предпочтительным является полотно, получаемое по технологии аэродинамического формования. В качестве волокон, составляющих эластичный волокнистый слой, например, можно применять волокна, полученные из таких исходных материалов, как термопластичные эластомеры и каучуки. В частности, волокна, получаемые из термопластичных эластомеров, в качестве исходных материалов являются предпочтительными для поддающегося растягиванию нетканого материала в варианте осуществления изобретения, включающем в себя в качестве основной структуры нетканый материал, полученный воздушной набивкой, поскольку их можно формовать из расплава с применением экструдера также как обычные термопластичные смолы, и полученные таким способом волокна легко скрепляются путем сплавления. Примеры термопластичных эластомеров могут включать в себя эластомеры на основе стирола, такие эластомеры, как SBS, SIS, SEBS и SEPS, эластомеры на основе олефинов, эластомеры на основе сложных полиэфиров и эластомеры на основе полиуретанов. Их можно применять в виде одного типа, как такового, или в виде комбинации двух или более типов.
Неэластичный волокнистый слой обладает способностью к растяжению, однако фактически является неэластичным. В данном контексте способность к растяжению может относиться к одному из двух случаев: случаю, где составляющие волокна растяжимы сами по себе, и случаю, где составляющие волокна нерастяжимы сами по себе, хотя волокнистый слой в целом растягивается благодаря разъединению волокон, которые скреплены путем сплавления в точках пересечения волокон, структурному изменению трехмерной структуры, образуемой из множества отрезков волокон благодаря скреплению волокон путем сплавления и т.п.; или разрыву составляющих волокон. Примеры волокон, из которых состоит неэластичный волокнистый слой, могут включать в себя волокна, образуемые из полиэтилена (РЕ), полипропилена (РР), сложных полиэфиров (PET и РВТ), полиамидов и т.п. Волокна, которые составляют неэластичный волокнистый слой, могут представлять собой любые короткие волокна или длинные волокна, и могут быть либо гидрофильными, либо гидрофобными. Кроме того, также можно применять двухкомпонентные волокна типа "сердцевина-оболочка" или "бок о бок", расщепляемые волокна, волокна с модифицированной поверхностью поперечного сечения, извитые волокна, волокна, подверженные термоусадке, и т.п. Такие волокна можно применять сами по себе в виде одного типа волокна или в виде комбинации двух или более типов волокон. Неэластичный волокнистый слой может представлять собой полотно или нетканый материал из непрерывных филаментов или коротких волокон.
Упомянутый выше эластичный лист (b) получают при проведении обработки путем растягивания ламинированного листа, содержащего эластичный слой с эластичной растяжимостью и неэластичный волокнистый слой (слои), который ламинирован на одну или обе поверхности эластичного слоя, где неэластичный волокнистый слой (слои) частично скрепляется с применением регулярной схемы скрепления.
Эффекты, полученные для натягиваемого подгузника 10 (10C) по третьему примеру, подобны эффектам, упомянутым для натягиваемого подгузника 10 согласно упомянутому выше первому варианту осуществления изобретения. В данном примере обеспечивают мягкий внешний вид и ощущение мягкости на ощупь, поскольку куски материала наружного слоя 33 подвергают обработке путем растягивания, чтобы создать углубления и выпуклости, без необходимости размещать эластичные элементы между материалом внутреннего слоя 31 и кусками материала наружного слоя 33. Кроме того, в областях 71 с разрезами оборки также можно формировать на кусках материала наружного слоя 33 путем уменьшения ширины наносимого клея 32 до меньшего размера, чем ширина лентообразных участков 39. Кроме того, можно уменьшать количество материалов для эластичных элементов.
Кроме того, при изменении ширины отдельных лентообразных участков 39 сила упругости также меняется, и можно доводить силу упругости до подходящего сжимающего давления, соответствующего каждому месту, такому как участок талии, участок над подвздошной костью и поясница. Например, делая ширину участка талии и участка над подвздошной костью больше, чем ширина участков в других местах, можно повышать силу упругости и увеличивать сжимающее давление.
В натягиваемом подгузнике 10 по третьему примеру в том случае, когда эластичность ламинированных областей является недостаточной, по мере необходимости можно вставлять эластичные элементы 35 между соответствующим материалом наружного слоя 33 и материалом внутреннего слоя 31 подобно первому примеру.
Далее со ссылкой на фиг. 8 будет представлено объяснение четвертого примера натягиваемого подгузника 10. В четвертом примере натягиваемого подгузника 10 (10D) применяют материалы, подобные материалам натягиваемого подгузника 10A по упомянутому выше первому примеру, применяемые в натягиваемом подгузнике 10 согласно первому варианту осуществления изобретения. В натягиваемом подгузнике 10 (10D) по четвертому примеру наружную оболочку 11 подвергают обработке путем растягивания. В частности, в натягиваемом подгузнике 10 по упомянутому выше первому примеру, как показано на фиг. 8, материал наружного слоя 33 и материал внутреннего слоя 31, зафиксированные с помощью клея, такого как термоплавкий клей (не показан), с использованием эластичных элементов 35 между ними, подвергают обработке путем растягивания (такой как обработка на растягивающем устройстве с парой цилиндрических шестерен) в направлении вокруг талии (Х-направление). К тому же, материал наружного слоя 33 и материал внутреннего слоя 31 обладают способностью к растяжению. Эластичные элементы 35 фиксируются на кусках материала наружного слоя 33 и материале внутреннего слоя 31 в своем натянутом состоянии. Как упомянуто выше, способ обработки для осуществления растягивания не ограничивается при условии, что он представляет собой способ, который делает куски материала наружного слоя 33 и материал внутреннего слоя 31 растяжимыми.
Кроме того, ширина отдельных лентообразных участков 39 соответствует упомянутому выше первому примеру. При этом на показанном на фиг. 8(2) поперечном сечении области 71 с разрезами материала наружного слоя 33 рассекаются в областях, указанных стрелками.
В четвертом примере натягиваемого подгузника 10 (10D) можно получать эффекты, подобные эффектам, полученным для натягиваемого подгузника 10A по упомянутому выше первому примеру. Кроме того, благодаря проведению обработки путем растягивания, такой как обработка на растягивающем устройстве с парой цилиндрических шестерен, материал наружного слоя 33 и материал внутреннего слоя 31 можно сделать растяжимыми. К тому же, эластичность выражается без ухудшения эластичности эластичных элементов 35, и таким образом можно повышать возможность подгонки натягиваемого подгузника 10D к телу.
Далее со ссылкой на фиг. 9 будет представлено объяснение пятого примера натягиваемого подгузника 10. Как показано на фиг. 9, натягиваемый подгузник 10 (10E) по четвертому примеру имеет структуру, при которой в натягиваемом подгузнике 10 согласно упомянутому выше первому варианту осуществления изобретения формируют поры 15 на участках материала внутреннего слоя 31 между эластичными элементами 35 в областях 71 с разрезами, а именно в областях, где образуются складки 7. Такую структуру можно применять в отношении натягиваемого подгузника 10 со всеми описанными в настоящем документе структурами. Поры 15 формируют с заданным интервалом. Например, поры имеют меньший диаметр, чем интервал, с которым расположены эластичные элементы 35, и интервал между порами доводят, например, предпочтительно до 101% или более и 500% или менее относительно диаметра пор 15. Еще более предпочтительно доводить интервал между порами до 200% или более и 300% или менее относительно диаметра пор 15. Поры 15 можно формировать с помощью нагретой иглы, лазерной обработки или т.п.
Натягиваемый подгузник 10 (10E) по пятому примеру также создает эффект, подобный эффекту натягиваемого подгузника 10 согласно упомянутому выше первому варианту осуществления изобретения. В данном примере поры 15 формируют в материале внутреннего слоя 31 и, следовательно, воздухопроницаемость дополнительно улучшается.
Далее со ссылкой на фиг. 10 будет представлено объяснение второго варианта натягиваемого подгузника согласно настоящему изобретению.
Как показано на фиг. 10, натягиваемый подгузник 100 в качестве примера натягиваемого подгузника имеет устройство, при котором наружную оболочку 11 также образуют на участке промежности 13, и основной впитывающий узел 40 расположен внутри (со стороны поверхности, контактирующей с кожей). В частности, натягиваемый подгузник 100 имеет форму, при которой материал внутреннего слоя 31 (второй листовой материал) и материал наружного слоя 33 (первый листовой материал) стягиваются на всех своих поверхностях, включая передний участок 21, участок промежности 13 и задний участок 23, и внутри в поперечном направлении (X направлении) на участке промежности. Как показано на развернутом виде в плане на фиг. 11, передний участок 21 и задний участок 23 материала наружного слоя 33 содержат упорядоченный массив, в котором области с разрезами расположены с интервалами в поперечном направлении. Кроме того, области 72 без разрезов расположены между областей 71 с разрезами, чтобы обеспечивать прочность.
Таким образом, структуру материала наружного слоя 33 согласно настоящему изобретению также можно применять в отношении натягиваемого подгузника 100, содержащего наружную оболочку, образуемую в виде непрерывной оболочки от передней стороны к задней стороне через промежность, в связи с чем, разрезанные участки 38 формируют частично. Кроме того, для натягиваемого подгузника 100 применяют структуры по первому-пятому примерам первого варианта осуществления изобретения; и натягиваемый подгузник 100 во время функционирования может создавать эффект, подобный эффекту, получаемому во время функционирования согласно упомянутым примерам.
В упомянутом втором варианте осуществления изобретения можно применять структуру, при которой материал наружного слоя 33 расположен только на переднем участке 21 и заднем участке 23, не ограничиваясь структурой, при которой материал наружного слоя 33 расположен на всей поверхности переднего участка 21, участка промежности 13 и заднего участка 23. Кроме того, первый листовой материал, содержащий области 71 с разрезами, может служить в качестве материала внутреннего слоя 31, и второй листовой материал может служить в качестве материала наружного слоя 33. Кроме того, участок промежности 13 на задней стороне может служить только в качестве материала наружного слоя 33, или может состоять из материала наружного слоя 33 и материала внутреннего слоя 31.
В каждом из описанных выше примеров материал внутреннего слоя 31 отгибается вовнутрь относительно талии (см. отогнутые назад участки материала внутреннего слоя 31, показанные на фиг. 2). Следовательно, для материала внутреннего слоя 31 применяют лист, который длиннее в направлении длины туловища, чем материал наружного слоя 33. Кроме того, при отгибании материала внутреннего слоя 31 вовнутрь впитывающий полимер или т.п. может дополнительно предотвращать протечки мочи из конечного участка основного впитывающего узла 40. Кроме того, что касается отгибания назад, материал наружного слоя 33 можно удлинять и отгибать назад вовнутрь вместо материала внутреннего слоя 31, можно отгибать назад оба материала, а именно материал внутреннего слоя 31 и материал наружного слоя 33, или концевой участок основного впитывающего узла 40 можно покрывать отдельным листом, без отгибания назад.
Далее со ссылкой на фиг. 12 и фиг. 13 будет представлено объяснение первого аспекта предпочтительного варианта осуществления (первый вариант осуществления) способа производства натягиваемого подгузника согласно настоящему изобретению. Первый аспект способа производства представляет собой предпочтительный способ производства упомянутого выше натягиваемого подгузника 10 (10A). Укажем, что другие упомянутые ниже аспекты специально не объясняются, поскольку в отношении них соответствующим образом применяются объяснения, которые упомянуты более подробно в отношении первого аспекта.
Способ производства натягиваемого подгузника 10, в котором непрерывное полотно первого листового материала 1S и непрерывное полотно второго листового материала 2S, которые служат в качестве наружной оболочки натягиваемого предмета одежды, транспортируются конвейером соответственно, причем способ включает в себя:
(a) стадию образования на непрерывном полотне 1S первого листового материала областей 71 с разрезами, в которых множество разрезанных участков 38, образованных вдоль направления конвейерной подачи, расположено с интервалами в направлении, перпендикулярном направлению конвейерной подачи, с целью образования множества областей 71 с разрезами с интервалами в направлении конвейерной подачи;
(b) стадию ламинирования непрерывного полотна 1S первого листового материала и непрерывного полотна 2S второго листового материала с введением между обоими непрерывными полотнами эластичных элементов 35 в их натянутом состоянии, избегая при этом разрезанных участков 38, с зажатием, прикреплением и фиксацией эластичных элементов 35 между непрерывным полотном 1S первого листового материала и непрерывным полотном 2S второго листового материала 2S с целью образования переднего участка 21 и заднего участка 23 наружной оболочки 11;
(c) стадию выкладки напротив друг друга и наложения друг на друга переднего участка 21 и заднего участка 23 и скрепления обеих продольных боковых кромок переднего участка 21 и заднего участка 23, соответственно, с образованием боковых скрепляющих участков 25; и
(d) стадию разрезания полученного в результате материала на боковых скрепляющих участках с целью разделения на отдельные натягиваемые предметы одежды.
Более конкретно, как показано на фиг. 12 и фиг. 13, например, непрерывное полотно 1S первого листового материала подается с верхней стороны, а непрерывное полотно 2S второго листового материала подается с нижней стороны, и непрерывный элемент 3S эластичного элемента, который становится затем эластичными элементами 35, подается в зазор между непрерывным полотном 1S первого листового материала и непрерывным полотном 2S второго листового материала. Непрерывное полотно 1S первого листового материала образует куски материала наружного слоя 33, и непрерывное полотно 2S второго листового материала образует материал внутреннего слоя 31. Для такого непрерывного полотна 1S первого листового материала (непрерывное полотно материала наружного слоя 33), непрерывного полотна 2S второго листового материала (непрерывное полотно материала внутреннего слоя 31) и непрерывного элемента 3S эластичного элемента (эластичный элемент 35) применяют такие же материалы, как материалы, соответственно упомянутые выше для натягиваемого подгузника 10.
Сначала с помощью продольно-резального устройства 211, применяемого для материала наружного слоя, в непрерывном полотне 1S первого листового материала формируют области 71 с разрезами, в которых множество разрезанных участков 38, подлежащих образованию вдоль направления конвейерной подачи, расположено с интервалами в направлении, перпендикулярном направлению конвейерной подачи. Таким образом, в областях 71 с разрезами образуется множество упомянутых выше лентообразных участков 39. Кроме того, множество областей 71 с разрезами формируют с интервалами в направлении конвейерной подачи. Напротив продольно-резального устройства 211, поперек непрерывного полотна 1S первого листового материала расположен приемный валок 212. Продольно-резальное устройство 211 для материала наружного слоя имеет форму валка и содержит множество лезвий (не показаны) по окружности резального устройства 211 в направлении оси резального устройства 211. Непрерывное полотно 1S первого листового материала, в котором сформированы области 71 с разрезами, транспортируется конвейером в зазор между тянущими валками 217, 218 в положении, при котором непрерывное полотно 1S первого листового материала наматывается на прижимной валок 217. Альтернативно, непрерывное полотно 1S первого листового материала разрезают с помощью продольно-резального устройства, чтобы получить области 71 с разрезами, и затем материалы, содержащие области 71 с разрезами, можно подавать непосредственно в зазор между тянущими валками 217 и 218 без наматывания их на прижимной валок 217.
Кроме того, как показано на фиг. 12 и фиг. 13, получают множество параллельных кусков непрерывных элементов 3S эластичного элемента и подают в зазор между тянущими валками 217 и 218 вместе с непрерывным полотном 2S второго листового материала в состоянии, при котором соответствующие непрерывные элементы эластичного элемента растянуты, и на соответствующие непрерывные элементы эластичного элемента наносится клей, подаваемый с помощью устройства 215 для нанесения клея (не показано). Соответствующие непрерывные элементы 3S эластичного элемента подают с заданными интервалами d1. При этом предпочтительно, чтобы непрерывный элемент 3S эластичного элемента подавался в области 71 с разрезами непрерывного полотна 1S первого листового материала таким образом, чтобы центр непрерывного элемента 3S эластичного элемента в направлении ширины находился в центре ширины ленты на лентообразном участке 39. В качестве устройства 215 для нанесения клея, например, применяют термоклеевой пистолет и в таком случае в качестве клея применяют термоплавкий клей.
Кроме того, непрерывные элементы 3S эластичного элемента с заданными интервалами d1 подают в зазор между тянущими валками 217 и 218 в их натянутом состоянии на втором листовом материале 2S. В то же время к каждому непрерывному элементу 3S эластичного элемента подается непрерывное полотно 1S первого листового материала таким образом, чтобы непрерывный элемент 3S эластичного элемента попадал в центр ширины ленты на лентообразном участке 39 областей 71 с разрезами. При этом непрерывное полотно 1S первого листового материала можно подавать таким образом, чтобы непрерывный элемент 3S эластичного элемента смещался на заданное расстояние в одном направлении от центра ширины ленты на лентообразном участке 39.
Кроме того, непрерывное полотно 2S второго листового материала, непрерывные элементы 3S эластичного элемента и непрерывное полотно 1S первого листового материала пропускают между тянущими валками 217 и 218, и непрерывное полотно 2S второго листового материала и непрерывное полотно 1S первого листового материала скрепляют через непрерывные элементы 3S эластичного элемента с помощью термоплавкого клея, нанесенного на непрерывные элементы 3S эластичного элемента, благодаря давлению между валками, образуя при этом непрерывный элемент 11S наружной оболочки, который должен представлять собой наружную оболочку 11. Кроме того, предпочтительно подавать клей с помощью устройства 215 для нанесения клея на одну или обе области 72 без разрезов непрерывного полотна 1S первого листового материала и соответствующие участки непрерывного полотна 2S второго листового материала, к которому следует приклеивать непрерывный элемент 3S эластичного элемента. Таким образом, плоскость скрепления непрерывного полотна 1S первого листового материала с непрерывным полотном 2S второго листового материала можно создавать для повышения прочности наружной оболочки 11 и, следовательно, такой способ является предпочтительным.
Далее осуществляют стадию разрезания эластичного элемента с целью лишения непрерывных элементов 3S эластичного элемента эластичной функции на участке непрерывного элемента 11S наружной оболочки, где должен фиксироваться основной впитывающий узел 40. Стадию разрезания эластичного элемента осуществляют перед тем, как основной впитывающий узел 40 будет расположен в заранее определенных местах переднего участка 21 и заднего участка 23 непрерывного элемента 11S наружной оболочки. На упомянутой стадии разрезания эластичного элемента на непрерывном элементе 11S наружной оболочки, например, можно формировать нефункциолизированную область 11N с применением резального валка 219 с участком для образования нефункционализированной области (не показан), который лишает непрерывные элементы 3S эластичного элемента способности проявлять силу сокращения. Участок для образования нефункционализированной области состоит из множества выпуклых участков или лезвий резального устройства, которые выполнены с возможностью разрезать непрерывные элементы 3S эластичного элемента, или из множества тиснильных штырей, выполненных с возможностью отверждать непрерывные элементы 3S эластичного элемента путем термоскрепления или т.п.
Валок 220 напротив резального валка 219 представляет собой приемный валок резального валка, и его наружная поверхность представляет собой гладкую поверхность.
Далее непрерывный элемент 11S наружной оболочки разрезают в центральной части в направлении его ширины с применением продольно-резального устройства 221 для разрезания наружной оболочки так, чтобы образовать передний участок 21 наружной оболочки и задний участок 23 наружной оболочки. В рабочем положении напротив упомянутого выше продольно-резального устройства 221 в поперечном направлении непрерывного элемента 11S наружной оболочки расположен приемный валок 222. Кроме того, пространство между передним участком 21 и задним участком 23 разрезанной наружной оболочки расширяется до пространства заданного размера. В качестве средства для увеличения ширины разъединения предпочтительно применяют, например, раздвигающие разгонные валки 223 и 224 и раздвигающие разгонные валки 225 и 226, которые расположены вертикально на каждом из участков (переднем участке 21 и заднем участке 23) наружной оболочки. Отдельные разрезанные непрерывные элементы 11S наружной оболочки раздвигаются до пространства заданного размера с помощью таких раздвигающих разгонных валков 223-226. Упомянутое выше средство для увеличения ширины разъединения не ограничивается упомянутыми выше раздвигающими разгонными валками 223-226, и можно применять любое средство при условии, что средство расширяет пространство между передним участком 21 и задним участком 23 наружной оболочки.
Кроме того, отделенные друг от друга передний участок 21 и задний участок 23 наружной оболочки направляют таким образом, чтобы оба участка стали параллельны друг другу. В качестве средства для параллельного направления (друг другу) обоих участков предпочтительно применяют направляющие ролики для распараллеливания (не показаны). Упомянутые выше направляющие ролики для распараллеливания, например, состоят из роликов, вертикально расположенных на каждом из участков (переднем участке 21 и заднем участке 23) наружной оболочки. Такое средство для параллельного (друг другу) направления обоих участков не ограничивается упомянутыми выше направляющими роликами, и можно применять любое средство при условии, что средство распараллеливает передний участок 21 и задний участок 23 наружной оболочки.
Размер и т.п. натягиваемого подгузника 10, включая упомянутый заданный интервал, соответственно выбирают в зависимости от размера и предполагаемого применения. При этом упомянутую выше стадию разрезания эластичного элемента можно осуществлять после разрезания непрерывного элемента 11S наружной оболочки в центральной части в направлении ширины или одновременно с таким разрезанием.
Далее основной впитывающий узел 40, который получен при разрезании непрерывного полотна 40S для основного впитывающего узла, подаваемого с участка 4 формирования основного впитывающего узла, располагают на заранее определенных местах переднего участка 21 и заднего участка 23 непрерывного элемента 11S наружной оболочки. При этом основной впитывающий узел 40 располагают в виде перемычки между передним участком 21 и задним участком 23 таким образом, чтобы продольное направление впитывающего узла 40 находилось, например, под прямыми углами относительно переднего участка 21 и заднего участка 23. Основной впитывающий узел 40 фиксируют на непрерывном элементе 11S наружной оболочки, в то же время поддерживая непрерывный элемент 11S наружной оболочки в натянутом состоянии. Например, фиксируют основной впитывающий узел 40, в то же время поддерживая непрерывный элемент 11S наружной оболочки таким образом, чтобы он не стягивался под действием силы сокращения непрерывного элемента 3S эластичного элемента. Обычно эластичный элемент, который сокращается в продольном направлении основного впитывающего узла 40, также расположен на основном впитывающем узле 40, и в таком случае основной впитывающий узел 40 также фиксируют на непрерывном элементе 11S наружной оболочки, в то же время, не давая основному впитывающему узлу 40 сокращаться. В то же время на основной впитывающий узел 40 или непрерывный элемент 11S наружной оболочки предварительно наносят клей.
Вслед за этим концевые участки наружной стороны в поперечном направлении непрерывного элемента 11S наружной оболочки отгибают назад таким образом, чтобы закрыть оба концевых участка (в продольном направлении) основного впитывающего узла 40, и на отогнутых назад участках фиксируют основной впитывающий узел 40. При этом на заранее определенные места внутренних сторон отогнутых назад участков и основного впитывающего узла 40 и т.п. предварительно наносят клей. Поскольку отогнутые назад участки (отогнутые назад участки материала внутреннего слоя 31, которые показаны выше на фиг. 2) непрерывного элемента 11S наружной оболочки формируют из непрерывного полотна 2S второго листового материала, для непрерывного полотна 2S второго листового материала применяется большая ширина листа, чем ширина непрерывного полотна 1S первого листового материала.
Затем продольное направление основного впитывающего узла 40 сгибается пополам, и передний участок 21 непрерывного элемента 11S наружной оболочки и задний участок 23 непрерывного элемента 11S наружной оболочки накладываются друг на друга при ориентации непрерывного полотна 2S второго листового материала внешней стороной вовнутрь. Вслед за этим осуществляют стадию бокового скрепления для скрепления переднего участка 21 и заднего участка 23 с образованием бокового скрепляющего участка 25 с заданным интервалом. Скрепление осуществляют в направлении ширины (направление, перпендикулярное направлению конвейерной подачи) непрерывного элемента 11S наружной оболочки и непрерывного элемента 11S наружной оболочки. Заданный интервал на такой стадии бокового скрепления определяет длину натягиваемого подгузника 10 в поперечном направлении. При этом получают непрерывное полотно 10S натягиваемого подгузника.
Вслед за этим непрерывное полотно 10S натягиваемого подгузника, представляющее собой объединение переднего участка 21 и заднего участка 23 наружной оболочки, разрезают в направлении ширины и разделяют на отдельные натягиваемые подгузники 10 (10A). В результате получение натягиваемого подгузника 10 (10A) завершено, и таким образом можно получать устройство подгузника, которое объяснено в первом примере упомянутого выше натягиваемого подгузника. Непрерывное полотно 10S натягиваемого подгузника разрезают на скрепляющем участке, полученном при осуществлении бокового скрепления. В частности, в одном месте, где находятся скрепляющие участки в направлении ширины непрерывного элемента 11S для наружной оболочки, образуется два боковых скрепляющих участка, и разрез осуществляют между двумя боковыми скрепляющими участками.
Области 71 с частичными разрезами в упомянутом выше первом аспекте способа производства формируют при отсутствии полного разделения непрерывного полотна 1S первого листового материала на узкие лентообразные куски. Поэтому регулировка положения такого непрерывного полотна 1S первого листового материала во время его перемещения облегчается. В частности, облегчается регулировка положения непрерывного элемента 3S эластичного элемента относительно лентообразного участка 39. Кроме того, само по себе непрерывное полотно 1S первого листового материала становится трудно порвать во время перемещения. В дополнение к этому непрерывный элемент 3S эластичного элемента надежно скрепляется с лентообразным участком и фиксируется на нем благодаря двухмерному скреплению в областях 72 без разрезов, и его соскальзывание с листового материала предотвращается. В частности, на упомянутой выше стадии разрезания эластичных элементов, если непрерывный элемент 3S эластичного элемента способен с большой вероятностью сжиматься из-за разрезания, соскальзывание предотвращается путем прекращения стягивания в областях 72 без разрезов. Кроме того, количество клея, наносимого на непрерывный элемент 3S эластичного элемента, можно уменьшать благодаря присутствию двухмерного скрепления в областях 72 без разрезов, и можно предотвращать просачивание клея на разрезанных участках 38. Таким образом, можно производить подгузник высокого качества и высокой надежности.
Кроме того, непрерывный элемент 11S наружной оболочки для переднего участка и непрерывный элемент 11S наружной оболочки для заднего участка можно производить независимо и параллельно без применения продольно-резального устройства 221 для разрезания наружной оболочки. Кроме того, на фиг. 12 показана стадия производства подгузника 10, на которой непрерывное полотно 1S первого листового материала служит в качестве материала наружного слоя 33, и непрерывное полотно 2S второго листового материала служит в качестве материала внутреннего слоя 31. Однако такая стадия не ограничивается этим, и непрерывное полотно 1S первого листового материала может служить в качестве материала внутреннего слоя 31, а непрерывное полотно 2S второго листового материала может служить в качестве материала наружного слоя 33. Такой взаимообмен элементов также подобен описанному ниже способу производства.
Согласно способу производства в натягиваемом предмете одежды согласно настоящему изобретению с помощью разрезов на разрезанных участках 38 можно улучшать воздухопроницаемость, в то же время сохраняя эластичность, подобную эластичности обычного натягиваемого подгузника, и обеспечивая возможность подгонки изделия к телу и подвижность тела. В дополнение к этому, благодаря действию разрезанных участков 38 количество складок увеличивается, и область вокруг талии может становиться мягкой с высокой степенью гибкости. Кроме того, натягиваемый предмет одежды можно стабильно производить с достаточной надежностью, при этом натягиваемый предмет одежды обладает прочностью, благодаря которой может выдерживать различные типы физического воздействия, обладает постоянными характеристиками воздухопроницаемости, эластичности и гибкости, приводящими к превосходным тактильным ощущениям при носке, и обладает повышенной способностью укрывать кожу благодаря совместному действию областей 71 с разрезами и областей 72 без разрезов материала наружного слоя 33.
Таким образом, можно обеспечивать натягиваемый подгузник 10 (10A), в котором на длительный период времени уменьшается вспотевание тела, а тактильные ощущения при носке являются превосходными.
Далее со ссылкой на фиг. 14 будет представлено объяснение второго аспекта способа производства согласно настоящему изобретению. Второй аспект способа производства относится к способу производства упомянутого выше натягиваемого подгузника 10 (10B).
Как показано на фиг. 14, в способе производства по второму аспекту между парой тянущих валков 217 и 218 и парой, состоящей из резального валка 219 и приемного валка 220, подобных упомянутому выше способу производства по первому аспекту, расположен скрепляющий валок 231; и стадию скрепления осуществляют в состоянии, когда непрерывное полотно 1S первого листового материала, непрерывный элемент 3S эластичного элемента и непрерывное полотно 2S второго листового материала накладываются друг на друга и пропускаются в виде расположенных друг на друге материалов через скрепляющий валок 231. В месте, находящемся напротив скрепляющего валка 231, поперек непрерывного элемента 11S наружной оболочки расположен приемный валок 232. Скрепляющие участки 37 образуются с помощью скрепляющего валка 231 с интервалами на обеих боковых кромках 39S, 39S лентообразных участков 39 непрерывного полотна 1S первого листового материала (не показано на фиг. 14, см. упомянутую выше фиг. 6(3)) для фиксации лентообразных участков 39 на непрерывном полотне 2S второго листового материала. Для образования скрепляющих участков 37 предпочтительно применять скрепление с помощью тиснения. В случае применения скрепления с помощью тиснения ущерба образованию складок листового материала не причиняется при отвердевании клея и т.п., и поэтому может сохраняться тонкая текстура.
Непрерывные элементы 3S эластичного элемента находятся между лентообразными участками 39 и непрерывным полотном 2S второго листового материала, и между скрепляющими участками 37 и 37 (не показаны на фиг. 14, см. упомянутую выше фиг. 6(3)); и непрерывные элементы 3S эластичного элемента также с помощью клея фиксируются с интервалами на лентообразных участках 39 и непрерывном полотне 2S второго листового материала на стадии, предшествующей упомянутому выше скреплению с помощью тиснения. Следовательно, значительный участок непрерывных элементов 3S эластичного элемента свободен на лентообразных участках 39 и непрерывном полотне 2S второго листового материала. Поэтому можно улучшать воздухопроницаемость подгузника в направлении длины туловища (Y-направлении) и эластичность материала наружного слоя 33, образуемого из непрерывного полотна 1S первого листового материала.
Клей предпочтительно наносят на непрерывное полотно 2S второго листового материала и непрерывное полотно 1S первого листового материала. На чертеже показан случай, когда клей наносится на оба полотна (непрерывное полотно 2S второго листового материала и непрерывное полотно 1S первого листового материала), однако когда непрерывный элемент 3S эластичного элемента является узким, и клей может заходить за пределы непрерывного элемента 3S эластичного элемента, клей можно наносить только на один из материалов. При этом клей также можно наносить на непрерывный элемент 3S эластичного элемента. В таком случае, с учетом места нанесения клея на непрерывный элемент 3S эластичного элемента, нанесение предпочтительно осуществляют непосредственно перед тем, как сводят вместе непрерывное полотно 2S второго листового материала и непрерывное полотно 1S первого листового материала.
Кроме того, на упомянутой выше стадии скрепления регулярным образом образуют скрепляющие участки 37 (см. упомянутую выше фиг. 6(3)) на участках нетканого материала, где лентообразные участки 39 непрерывного полотна 1S первого листового материала и непрерывного полотна 2S второго листового материала формируют двухслойную структуру с расположенными между ними непрерывными элементами 3S эластичного элемента в его натянутом состоянии, таким образом, чтобы на лентообразных участках 39 (куски материала наружного слоя 33) могли образовываться складки (не показаны) при сокращении непрерывных элементов 3S эластичного элемента (эластичные элементы 35). А именно части лентообразных участков 39 между зафиксированными с интервалами участками выпячиваются наружу (со стороны поверхности, не контактирующей с кожей) при сокращении эластичных элементов, образующих непрерывные элементы 3S эластичного элемента. При этом образуются упомянутые выше складки.
Таким образом, получают непрерывный элемент 11S наружной оболочки, который должен представлять собой наружную оболочку 11.
Затем последовательно осуществляют следующие стадии, начиная со стадии разрезания эластичных элементов (включительно) с применением резального валка 219, объяснение которой представлено в упомянутом выше первом аспекте, благодаря чему завершают получение натягиваемого подгузника 10 (10B) (например, см. упомянутую выше фиг. 4). При таком аспекте на стадии разрезания эластичных элементов каждый из эластичных элементов 35 разрезают в одном месте центрального участка области, на которой должен располагаться впитывающий узел. Альтернативно, поскольку стадия разрезания эластичных элементов не является обязательной, данную стадию можно пропустить.
Во втором аспекте способа производства согласно настоящему изобретению можно получать эффекты, подобные эффектам упомянутого выше первого аспекта, и можно улучшать воздухопроницаемость областей, на которых формируются лентообразные участки 39. Кроме того, складки можно формировать в направлении ширины кусков материала наружного слоя 33 одновременно с фиксацией лентообразных участков 39. К тому же можно обеспечивать эстетическое впечатление от декоративного оформления изделия.
Кроме того, для фиксации непрерывных элементов эластичного элемента на непрерывном полотне 1S первого листового материала или непрерывном полотне 2S второго листового материала и фиксации непрерывного полотна 1S первого листового материала и непрерывного полотна 2S второго листового материала, клей больше не является необходимым, и поэтому становится возможным уменьшать нагрузку на окружающую среду, и уменьшать затраты по сравнению с первым аспектом.
Далее со ссылкой на фиг. 15 будет представлено объяснение третьего аспекта способа производства согласно настоящему изобретению. Третий аспект относится к способу производства упомянутого выше натягиваемого подгузника 10 (10C).
Как показано на фиг. 15, непрерывное полотно 1S первого листового материала подается с верхней стороны, и непрерывное полотно 2S второго листового материала подается с нижней стороны. Непрерывное полотно 1S первого листового материала образует куски материала наружного слоя 33 и само по себе обладает эластичностью в продольном направлении (направление вокруг талии). Примером является материал наружного слоя, содержащий волокнистый слой на поверхности эластичного листа. Следовательно, в качестве отличия от упомянутого выше первого аспекта, эластичные элементы 35 не применяются. Непрерывное полотно 2S второго листового материала образует материал внутреннего слоя 31.
Сначала всю область поверхности непрерывного полотна 1S первого листового материала подвергают такой обработке на растягивающем устройстве с парой цилиндрических шестерен, как обработка путем растягивания с применением вогнуто-выпуклого вала 241. В результате на непрерывном полотне 1S первого листового материала обеспечивают канавки 34 (не показаны на фиг. 15, см. фиг. 7(3)) в направлении ширины. К тому же благодаря обработке на растягивающем устройстве с парой цилиндрических шестерен обеспечивают волокнистый слой непрерывного полотна 1S первого листового материала способностью к растяжению в его продольном направлении, не ухудшая этом эластичности эластичного листа, и тем самым, давая возможность непрерывному полотну 1S первого листового материала проявлять эластичность. Интервалы между канавками 34 регулируют в зависимости от толщины нетканого материала непрерывного полотна 1S первого листового материала и, например, доводят размер интервалов до размера, соответствующего упомянутому выше натягиваемому подгузнику 10C. Кроме того, в месте, находящемся напротив вала 241, расположен вогнуто-выпуклый вал 242, который находится в зацеплении с вогнуто-выпуклым валом 241.
Затем с помощью продольно-резального устройства 211 для материала наружного слоя, описанного в упомянутом выше первом аспекте, формируют области 71 с разрезами в непрерывном полотне 1S первого листового материала, в отношении которого применялась обработка на растягивающем устройстве с парой цилиндрических шестерен. Затем полученные в результате листы транспортируются конвейером в зазор между тянущими валками 217 и 218, сохраняя при этом нарезанное узкими лентами состояние непрерывного полотна 1S первого листового материала. Кроме того, обработку на растягивающем устройстве с парой цилиндрических шестерен можно проводить после разделения непрерывного полотна 1S первого листового материала на множество кусков материала наружного слоя на продольно-резальном устройстве 211 для материала наружного слоя.
С другой стороны, непрерывное полотно 2S второго листового материала подается в состоянии, когда на него наносится клей (не показан), подаваемый устройством 215 для нанесения клея. Кроме того, для участков, соответствующих областям 71 с разрезами непрерывного полотна 1S первого листового материала, предпочтительно, чтобы клей подавался приблизительно в центральную часть того места, где на следующей стадии будет ламинироваться каждый из лентообразных участков 39. Способ подачи клея может быть непрерывным или прерывистым.
К тому же, непрерывное полотно 1S первого листового материала подают с заданными интервалами на непрерывное полотно 2S второго листового материала между тянущими валками 217 и 218. Кроме того, при прохождении второго листового материала 2S и непрерывного полотна 1S первого листового материала между тянущими валками 217 и 218 непрерывное полотно 2S второго листового материала и непрерывное полотно 1S первого листового материала приклеиваются друг к другу благодаря клею, нанесенному на непрерывное полотно 2S второго листового материала, и давлению между валками.
В результате получают непрерывный элемент 11S наружной оболочки, который должен представлять собой наружную оболочку 11.
Затем последовательно осуществляют последующие стадии, начиная со стадии разрезания наружной оболочки (включительно) с применением резального устройства 221 для наружной оболочки, объяснение которого представлено в первом аспекте, упомянутого выше способа производства согласно настоящему изобретению, благодаря чему завершают получение натягиваемого подгузника 10 (10C) (например, см. упомянутую выше фиг. 7).
В третьем аспекте способа производства согласно настоящему изобретению можно получать эффекты, подобные эффектам упомянутого выше первого аспекта. Кроме того, поскольку эластичность обеспечивают для непрерывного полотна 1S первого листового материала, как такового, нет необходимости размещать эластичные элементы между непрерывным полотном 1S первого листового материала и непрерывным полотном 2S второго листового материала, и это позволяет сокращать количество материалов и сокращать затраты на материалы.
Далее со ссылкой на фиг. 16 ниже будет представлено объяснение четвертого аспекта способа производства согласно настоящему изобретению. Четвертый аспект относится к способу производства упомянутого выше натягиваемого подгузника 10 (10D).
Четвертый аспект относится к способу производства, включающему в себя обработку на растягивающем устройстве с парой цилиндрических шестерен в качестве стадии растягивания между стадией склеивания непрерывного полотна 2S второго листового материала, который будет представлять собой материал внутреннего слоя 31, и непрерывного полотна 1S первого листового материала, который будет представлять собой куски материала наружного слоя 33, через непрерывные элементы 3S эластичного элемента с помощью тянущих валков 217 и 218, и стадией разрезания эластичных элементов с помощью резального валка 219, упомянутого выше в первом аспекте. Четвертый аспект аналогичен упомянутому выше первому аспекту за исключением того, что осуществляют обработку на растягивающем устройстве с парой цилиндрических шестерен. В данном контексте обработка на растягивающем устройстве с парой цилиндрических шестерен представляет собой стадию обеспечения волокнистого слоя способностью к растяжению без ухудшения, например, способности к растяжению растяжимого листа, из которого состоят куски материала наружного слоя 33, путем вдавливания выпуклых частей вогнуто-выпуклого вала 241 в материал наружного слоя 33 и материал внутреннего слоя 31. В результате на непрерывном полотне 1S первого листового материала обеспечивают канавки 34 (не показаны на фиг. 16, см. упомянутую выше фиг. 8), расположенные с интервалами. Предпочтительно, чтобы интервалы между канавками 34, например, были подобны интервалам между канавками упомянутого выше натягиваемого подгузника 10C. Кроме того, в месте, находящемся напротив вала 241, расположен вогнуто-выпуклый вал 242, который находится в зацеплении с вогнуто-выпуклым валом 241.
Сначала, подобно упомянутому выше первому аспекту, ламинируют непрерывное полотно 1S первого листового материала, в котором с помощью продольно-резального устройства 211 сформированы области 71 с разрезами, и непрерывное полотно 2S второго листового материала с размещением между ними непрерывного элемента 3S эластичного элемента. Например, непрерывное полотно 1S первого листового материала представляет собой неэластичный нетканый материал. Вслед за этим непрерывное полотно 1S первого листового материала и непрерывное полотно 2S второго листового материала, которые приклеены друг к другу через находящиеся между ними непрерывные элементы 3S эластичного элемента, подвергают обработке путем растягивания на вогнуто-выпуклом валу 241 в качестве обработки на растягивающем устройстве с парой цилиндрических шестерен. При этом обеспечивают способность к растяжению, проявляющуюся в продольном направлении непрерывного полотна 1S первого листового материала и непрерывного полотна 2S второго листового материала таким образом, чтобы эластичность непрерывных элементов 3S эластичного элемента (эластичные элементы 35) не могла ухудшаться. Обработка на растягивающем устройстве с парой цилиндрических шестерен не приводит к ухудшению эластичности непрерывных элементов 3S эластичного элемента. В результате осуществления такой обработки на растягивающем устройстве с парой цилиндрических шестерен поверхностям непрерывного полотна 1S первого листового материала в направлении ширины придают вогнуто-выпуклую форму (вогнутость представляет собой канавки 34). Интервалы между канавками 34 регулируют в зависимости от толщины нетканого материала для непрерывного полотна 1S первого листового материала и, например, интервалы между канавками 34 доводят до интервалов, соответствующих случаю упомянутого выше натягиваемого подгузника 10C. Кроме того, при обработке путем растягивания способ обработки не ограничивается обработкой на растягивающем устройстве с парой цилиндрических шестерен при условии, что он представляет собой способ, который делает растяжимым непрерывное полотно 1S первого листового материала и непрерывное полотно 2S второго листового материала.
При осуществлении четвертого аспекта можно получать эффекты, подобные эффектам упомянутого выше первого аспекта. Кроме того, поскольку способность к растяжению проявляется в кусках материала наружного слоя 33 и материале внутреннего слоя 31, можно обеспечивать эластичность наружной оболочки 11 (см. упомянутую выше фиг. 8) натягиваемого подгузника в направлении вокруг талии. Кроме того, в случае формирования канавок 34 на материале наружного слоя 33 легко образуются складки.
Далее со ссылкой на фиг. 17 ниже будет представлено объяснение пятого аспекта способа производства согласно настоящему изобретению. Пятый аспект относится к еще одному способу производства упомянутого выше натягиваемого подгузника 10 (10A).
Как показано на фиг. 17, в пятом аспекте непрерывное полотно 1S первого листового материала подается в состоянии, предварительно поделенном на непрерывное полотно 1SA первого листового материала, предназначенное для образования переднего участка 21 наружной оболочки 11, и непрерывное полотно 1SB первого листового материала, предназначенное для образования заднего участка 23. Аналогично непрерывное полотно 2S второго листового материала подается в состоянии, поделенном на непрерывное полотно 2SA второго листового материала, предназначенное для образования переднего участка 21, и непрерывное полотно 2SB второго листового материала, предназначенное для образования заднего участка 23. То есть применяют непрерывные полотна 1SA и 1SB первого листового материала и непрерывные полотна 2SA и 2SB второго листового материала, ширина которых соответствует ширине переднего участка и заднего участка, соответственно. Кроме того, на непрерывных полотнах 1SA, 1SB первого листового материала с помощью продольно-резальных устройств 211A и 211B для материала наружного слоя формируют области 71 с разрезами, соответственно. Кроме того, непрерывные полотна 1SA и 1SB первого листового материала, содержащие области 71 с разрезами, наматываются на прижимной вал 217, соответственно, и транспортируются конвейером в зазор между тянущими валками 217, 218 в таком состоянии.
Следующие стадии подобны стадиям упомянутого выше первого аспекта за исключением того, что не осуществляют стадию разрезания непрерывного элемента 11S наружной оболочки с применением продольно-резального устройства для разрезания наружной оболочки.
Альтернативно, как показано на фиг. 18, непрерывное полотно 1S первого листового материала можно делить на непрерывные полотна 1SA и 1SB первого листового материала с помощью продольно-резального устройства 216A; и непрерывное полотно 2S второго листового материала можно делить на непрерывные полотна 2SA и 2SB второго листового материала с помощью продольно-резального устройства 216B. В таком случае после разрезания полотен пространство между непрерывным полотном 1SA первого листового материала и непрерывным полотном 1SB первого листового материала растягивается до пространства заданного размера с помощью раздвигающего разгонного средства (не показано); и одновременно интервал между непрерывным полотном 2SA второго листового материала и непрерывным полотном 2SB второго листового материала растягивается до упомянутого выше заданного интервала с помощью другого раздвигающего разгонного средства (не показано). В качестве каждого из таких средств разъединения полотен можно применять раздвигающий разгонный валок. Кроме того, хотя оно не показано на чертеже, далее предпочтительно расположено средство для распараллеливания направления конвейерных лент с разделенными при разгоне листами. Примеры средства для распараллеливания направления конвейерных лент с листами включают в себя параллельно ориентирующие ролики.
Кроме того, как упомянуто выше, с помощью продольно-резальных устройств 211A, 211B для материала наружного слоя получают непрерывные полотна 1SA, 1SB первого листового материала, содержащие области 71 с разрезами. Затем первый листовой материал 1S и непрерывное полотно 2S второго листового материала посылают в зазор между тянущими валками 217 и 218 таким образом, чтобы между непрерывным полотном 1S первого листового материала и непрерывным полотном 2S второго листового материала вставлялось непрерывное полотно с непрерывным элементом 3S эластичного элемента. После этого осуществляют стадии, подобные стадиям первого аспекта. Таким образом, в результате деления на передний участок 21 и задний участок 23 получают наружную оболочку 11, состоящую из непрерывного полотна первого 1S листового материала и непрерывного полотна 2S второго листового материала с непрерывным элементом 3S эластичного элемента, размещенным между ними. Следовательно, стадию разрезания наружной оболочки 11, которая упомянута выше в первом варианте осуществления изобретения, не проводят.
В пятом аспекте можно получать эффекты, подобные эффектам упомянутого выше первого аспекта. Кроме того, когда непрерывные полотна 1SA и 1SB первого листового материала заданной ширины подают с начальной стадии без предварительного разрезания непрерывного полотна 1S первого листового материала, и непрерывные полотна 2SA и 2SB второго листового материала заданной ширины подают с начальной стадии без предварительного разрезания непрерывного полотна 2S второго листового материала, монтаж продольно-резального устройства для наружной оболочки не является необходимым. Следовательно, можно сокращать эксплуатационное оборудование и уменьшать издержки производства.
Способ, включающий в себя подачу непрерывного полотна 1SA первого листового материала и непрерывного полотна 1SB первого листового материала в разделенном состоянии, который описан в пятом аспекте способа производства, можно применять в отношении упомянутых выше второго-четвертого аспектов. В любом случае следующие стадии подобны стадиям упомянутых выше второго-четвертого аспектов, соответственно, за исключением того, что не осуществляют стадию разрезания непрерывного элемента 11S наружной оболочки с применением продольно-резального устройства для разрезания наружной оболочки.
Далее со ссылкой на фиг. 19 ниже будет представлено объяснение предпочтительного варианта осуществления (второй вариант осуществления) способа производства натягиваемого подгузника согласно настоящему изобретению. Второй вариант осуществления относится к примеру, в котором способ производства согласно настоящему изобретению применяется в отношении способа производства обычного натягиваемого подгузника с отверстиями для ног, и представляет собой способ производства упомянутого выше натягиваемого подгузника 100.
Как показано на фиг. 19, непрерывное полотно 1S первого листового материала подается с верхней стороны, а непрерывное полотно 2S второго листового материала подается с нижней стороны, и непрерывные элементы 3S эластичного элемента, которые должны представлять собой эластичные элементы 35, одновременно подаются в зазор между непрерывным полотном 1S первого листового материала и непрерывным полотном 2S второго листового материала. Непрерывное полотно 1S первого листового материала образует материал наружного слоя 33 на переднем участке, участке промежности и заднем участке. Подобным образом непрерывное полотно 2S второго листового материала образует материал внутреннего слоя 31 на переднем участке, участке промежности и заднем участке. Для непрерывного полотна 1S первого листового материала (материал наружного слоя 33), непрерывного полотна 2S второго листового материала (материал внутреннего слоя 31) и непрерывного элемента 3S эластичного элемента (эластичный элемент 35) применяют материалы, подобные материалам, в отношении которых представлено объяснение в первом примере упомянутого выше натягиваемого подгузника, соответственно.
Сначала с помощью продольно-резального устройства 211 для материала наружного слоя с интервалами формируют области 71 с разрезами на участках, служащих в качестве переднего участка и заднего участка, с обеих сторон непрерывного полотна 1S первого листового материала вдоль направления конвейерной подачи. В месте, расположенном напротив упомянутого выше продольно-резального устройства 211, поперек непрерывного полотна 1S первого листового материала расположен приемный валок 212. Затем непрерывное полотно 1S первого листового материала транспортируется конвейером в зазор между тянущими валками 217 и 218.
Кроме того, готовят множество параллельных кусков непрерывных элементов 3S эластичного элемента и подают их в зазор между непрерывным полотном 2S второго листового материала и непрерывным полотном 1S первого листового материала, при этом соответствующие непрерывные элементы 3S эластичного элемента находятся в растянутом состоянии. При этом предпочтительно подавать непрерывное полотно 1S первого листового материала и непрерывный элемент 3S эластичного элемента таким образом, чтобы центральная часть ширины непрерывного элемента 3S эластичного элемента попадала в центральную часть ширины ленты на лентообразных участках 39 в областях 71 с разрезами. В таком случае клей (не показан) наносится на непрерывное полотно 2S второго листового материала и непрерывное полотно 1S первого листового материала с помощью устройства для нанесения клея (не показано) согласно способу, подобному способу, объяснение которого приведено в упомянутом выше первом аспекте. Например, в качестве упомянутого выше устройства для нанесения клея (не показано) применяют термоклеевой пистолет, и в таком случае в качестве клея применяют термоплавкий клей.
К тому же непрерывное полотно 2S второго листового материала, непрерывные элементы 3S эластичного элемента и непрерывное полотно 1S первого листового материала пропускают между тянущими валками 217 и 218. Кроме того, непрерывное полотно второго листового материала 2S и в непрерывное полотно 1S первого листового материала приклеивают друг к другу через непрерывные элементы 3S эластичного элемента с помощью нанесенного выше термоплавкого клея благодаря давлению между валками, получая при этом непрерывный элемент 11S наружной оболочки, который должен представлять собой наружную оболочку 11.
Затем непрерывный элемент 3S эластичного элемента транспортируют конвейером в зазор между резальным валком 219 и приемным валком 220. Вслед за этим с помощью резального валка 219 осуществляют стадию разрезания эластичных элементов, на которой непрерывные элементы 3S эластичного элемента лишают их эластичной функции в области, к которой на следующей стадии должен прикрепляться основной впитывающий узел 40. Способ разрезания аналогичен способу, упомянутому выше в первом аспекте.
Далее подобно упомянутому выше первому аспекту основной впитывающий узел 40, который получен путем разрезания непрерывного материала 40S основного впитывающего узла и подается с участка 4 образования основного впитывающего узла, помещают на заранее определенные места переднего участка 21 и заднего участка 23 непрерывного элемента 11S наружной оболочки. Затем обе кромки в направлении ширины непрерывного элемента 11S наружной оболочки отгибают назад (вовнутрь) таким образом, чтобы закрыть оба концевых участка основного впитывающего узла 40 в продольном направлении, и фиксируют основной впитывающий узел 40 на отогнутых назад (вовнутрь) участках.
Далее на участках, находящихся с обеих боковых сторон основного впитывающего узла 40, зафиксированного на непрерывном элементе 11S наружной оболочки, вырезаются отверстия для ног 110.
Далее продольное направление основного впитывающего узла 40 сгибают пополам, и передний участок 21 непрерывного элемента 11S наружной оболочки и задний участок 23 непрерывного элемента 11S наружной оболочки накладывают друг на друга при ориентации непрерывного полотна 2S второго листового материала внешней стороной вовнутрь, и осуществляют последующие стадии, начиная со стадии бокового скрепления (включительно) для скрепления переднего участка 21 и заднего участка 23 с заданными интервалами в направлении их ширины, завершая при этом получение натягиваемого подгузника 100.
В способе производства согласно упомянутому выше второму варианту осуществления изобретения можно стабильно производить натягиваемый предмет одежды с достаточной надежностью по способу, подобному упомянутому выше первому аспекту, при этом натягиваемый предмет одежды обладает прочностью, благодаря которой может выдерживать различные типы физического воздействия, обладает постоянными характеристиками воздухопроницаемости, эластичности и гибкости, приводящими к превосходным тактильным ощущениям при носке, и обладает повышенной способностью укрывать кожу благодаря совместному действию областей 71 с разрезами и областей 72 без разрезов материала наружного слоя 33. В частности, в способе производства согласно второму варианту осуществления изобретения регулировку мест образования областей 71 с разрезами в непрерывном полотне 1S первого листового материала можно осуществлять с достаточной точностью, например, путем общепринятой установки мест образования отверстий для ног 1 и общепринятой установки места фиксации эластичных элементов для сборок в области ног на переднем участке и заднем участке и т.п.
Таким образом, воздухопроницаемость подгузника улучшается и, следовательно, можно получать натягиваемый подгузник 10 (10A), в котором уменьшается вспотевание тела, и который обладает превосходной способностью укрывать кожу.
Как описано выше, в натягиваемом предмете одежды согласно настоящему изобретению с помощью разрезов на разрезанных участках 38 можно улучшать воздухопроницаемость, в то же время сохраняя эластичность, подобную эластичности обычного натягиваемого подгузника, и обеспечивая возможность подгонки изделия к телу и подвижность тела. В дополнение к этому благодаря действию разрезанных участков 38 количество складок увеличивается, и область вокруг талии становится мягкой с высокой степенью гибкости. Кроме того, подгузник 10 обладает прочностью, благодаря которой может выдерживать различные типов физического воздействия благодаря совместному действию областей 71 с разрезами и областей 72 без разрезов материала наружного слоя 33, в котором обеспечивается воздухопроницаемость, эластичность и гибкость, приводящие к превосходным тактильным ощущениям при носке. Поэтому вспотевание тела может уменьшаться даже во время ношения подгузника в течение длительного периода времени. Кроме того, поскольку наружная оболочка 11 имеет двухслойную структуру, состоящую из материала внутреннего слоя 31 и материала наружного слоя 32, и лентообразные участки 39 непосредственно примыкают друг к другу, через них становится затруднительно видеть кожу, и может улучшаться способность укрывать кожу.
Кроме того, согласно способу производства натягиваемого предмета одежды согласно настоящему изобретению, как описано выше, натягиваемый предмет одежды можно стабильно производить с достаточной надежностью, при этом натягиваемый предмет одежды обладает прочностью, благодаря которой может выдерживать различные типы физического воздействия, в котором обеспечиваются воздухопроницаемость, эластичность и гибкость, приводящие к превосходным тактильным ощущениям при носке, через него затруднительно видеть кожу и может улучшаться способность укрывать кожу.
Хотя натягиваемый подгузник применяется в качестве примера натягиваемого предмета одежды согласно настоящему изобретению, в упомянутых выше соответствующих вариантах осуществления изобретения, также предпочтительной является оболочка натягиваемого подгузника с размещением основного впитывающего узла со стороны поверхности кожи. В настоящем изобретении основной впитывающий узел специально не ограничивается при условии, что он впитывает выделяемую мочу и т.п., и примеры могут включать в себя впитывающие прокладки, такие как прокладки для мочи. Примеры впитывающих прокладок могут включать в себя впитывающую прокладку, содержащую проницаемый для жидкости верхний лист, непроницаемый для жидкости лист, предотвращающий протечки, и удерживающий жидкость впитывающий узел, который вставлен между двумя листами и образован в виде удлиненной в продольном направлении формы, такой как прямоугольная форма на виде сверху. Кроме того, предпочтительно, чтобы по обе стороны впитывающей жидкость прокладки в ее продольном направлении формировалась подходящая пара трехмерных защитных устройств, и предпочтительно, чтобы в качестве соответствующих трехмерных защитных устройств по обе стороны впитывающей прокладки в ее продольном направлении были расположены листовые материалы, содержащие эластичные элементы трехмерных защитных устройств, предназначенные для образования трехмерных защитных устройств. Такую впитывающую прокладку помещают таким образом, чтобы ее продольное направление могло служить перемычкой между задней стороной и передней стороной пользователя, проходящей через область промежности, чтобы при этом сторона проницаемого для жидкости листа прокладки находилась в контакте с кожей пользователя. Предпочтительно, чтобы оболочка подгузника носилась таким образом, чтобы скрывать впитывающую прокладку.
Кроме того, натягиваемый предмет одежды согласно настоящему изобретению относится к модели, которая помимо упомянутых выше натягиваемых подгузников относится к обычным впитывающим изделиям с натягиваемым устройством, таким как гигиенические трусы и прокладки типа трусов. Натягиваемый предмет одежды может быть любым, подходящим для детей или для взрослых людей. Кроме того, натягиваемый предмет одежды может представлять собой одноразовое нижнее белье, не содержащее основной впитывающий узел.
Что касается упомянутых выше вариантов осуществления изобретения и аспектов, настоящее изобретение дополнительно описано с помощью следующих дополнительных замечаний (натягиваемые предметы одежды или способы производства натягиваемого предмета одежды).
1. Натягиваемый предмет одежды, содержащий:
передний участок, который выполнен с возможностью носиться со стороны живота пользователя; участок промежности, который выполнен с возможностью носиться вдоль области промежности пользователя; задний участок, который выполнен с возможностью носиться со стороны спины пользователя; и боковой скрепляющий участок, на котором скрепляются продольная боковая кромка переднего участка и продольная боковая кромка заднего участка;
в котором наружная оболочка, в которой ламинированы первый листовой материал и второй листовой материал, расположена на переднем участке и заднем участке, и наружная оболочка обладает эластичностью в поперечном направлении; и
первый листовой материал содержит области с разрезами, в которых множество разрезанных участков расположено в направлении длины туловища, и содержит упорядоченный массив, в котором области с разрезами расположены с интервалами в поперечном направлении первого листового материала.
2. Натягиваемый предмет одежды по упомянутому выше п. 1, в котором эластичные элементы на переднем участке и заднем участке помещают между первым листовым материалом и вторым листовым материалом в поперечном направлении, избегая при этом разрезанного участка, или один или оба материала (первый листовой материал и второй листовой материал) образованы из материала, обладающего эластичностью.
3. Натягиваемый предмет одежды по упомянутому выше п. 2, в котором эластичный элемент на переднем участке и заднем участке помещают между первым листовым материалом и вторым листовым материалом в поперечном направлении, избегая при этом разрезанного участка, и конечный участок эластичного элемента зажимают, прикрепляют и фиксируют на первом листовом материале и втором листовом материале в области без разрезов сообразно оси области с разрезами в поперечном направлении.
4. Натягиваемый предмет одежды по упомянутому выше п. 2 или 3, в котором участок, заполняющий промежуток между соседними разрезанными участками в направлении длины туловища, в области с разрезами первого листового материала служит в качестве лентообразного участка горизонтальной протяженности; и множество скрепляющих участков расположено на участках, где перекрываются лентообразный участок и второй листовой материал, и между скрепляющими участками, соседними в поперечном направлении натягиваемого предмета одежды, образуются складки на каждом из лентообразных участков и втором листовом материале.
5. Натягиваемый предмет одежды по любому из упомянутых выше пп. 2-4, в котором оба или один из листовых материалов (первого листового материала и второго листового материала) подвергают обработке путем растягивания.
6. Натягиваемый предмет одежды по любому из упомянутых выше пп. 2-5, в котором первый листовой материал сам по себе обладает эластичностью в направлении вокруг талии, и первый листовой материал прикрепляется ко второму листовому материалу в натянутом состоянии.
7. Натягиваемый предмет одежды по упомянутому выше п. 6, в котором эластичные элементы зажимают между соответствующими кусками первого листового материала и вторым листовым материалом.
8. Натягиваемый предмет одежды по любому из упомянутых выше пп. 2-7, в котором первый листовой материал и второй листовой материал, которые фиксируются через эластичные элементы, подвергают обработке путем растягивания в направлении вокруг талии и фиксируют эластичные элементы в натянутом состоянии на соответствующем первом листовом материале и втором листовом материале.
9. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-8, в котором каждый из лентообразных участков первого листового материала фиксируется на втором листовом материале на участке в направлении ширины лентообразного участка; и на краевых участках, которые представляют собой свободные концы лентообразного участка, образуются оборки.
10. Натягиваемый предмет одежды по упомянутому выше п. 9, в котором каждый лентообразный участок первого листового материала фиксируется на втором листовом материале, на центральном участке в направлении ширины лентообразного участка.
11. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-10, в котором наружную оболочку подвергают обработке путем растягивания.
12. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-11, в котором помещают область с разрезами, избегая при этом центральной области в поперечном направлении, около бокового скрепляющего участка на переднем участке и заднем участке.
13. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-12, в котором натягиваемый предмет одежды представляет собой натягиваемый подгузник, при этом удерживающий жидкость основной впитывающий узел расположен на стороне поверхности, контактирующей с кожей, образуя перемычку от участка промежности до переднего участка и заднего участка; и область с разрезами первого листового материала помещают около бокового скрепляющего участка, избегая при этом ее расположения около области основного впитывающего узла.
14. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-13, в котором участок, заполняющий промежуток между соседними разрезанными участками в направлении длины туловища, служит в качестве лентообразного участка горизонтальной протяженности первого листового материала, и на боковой кромке лентообразного участка содержится незафиксированный на втором листовом материале участок, при этом на незафиксированном участке образуются оборки.
15. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-14, в котором первые листовые материалы служат в качестве материала наружного слоя, который составляет наружную оболочку; второй листовой материал служит в качестве материала внутреннего слоя, который составляет наружную оболочку; и первый листовой материал расположен со стороны поверхности второго листового материала, не контактирующей с кожей.
16. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-14, в котором первые листовые материалы служат в качестве материала внутреннего слоя, который составляет наружную оболочку; второй листовой материал служит в качестве материала наружного слоя, который составляет наружную оболочку; и первый листовой материал расположен со стороны поверхности второго листового материала, контактирующей с кожей.
17. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-16, в котором ширина лентообразного участка между разрезанными участками первого листового материала составляет 1 мм или более, предпочтительно 3 мм или более и более предпочтительно 5 мм или более.
18. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-17, в котором ширина лентообразного участка между разрезанными участками первого листового материала составляет 60 мм или менее, предпочтительно 40 мм или менее и более предпочтительно 30 мм или менее.
19. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-18, в котором ширина лентообразного участка между разрезанными участками первого листового материала составляет 1 мм или более и 60 мм или менее, предпочтительно 3 мм или более и 40 мм или менее, и более предпочтительно 5 мм или более и 30 мм или менее.
20. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-19, в котором второй листовой материал представляет собой материал внутреннего слоя, который составляет наружную оболочку; и лентообразный участок материала наружного слоя фиксируется на материале внутреннего слоя в центральной части относительно ширины ленты.
21. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-20, в котором наружную оболочку также формируют на участке промежности.
22. Натягиваемый предмет одежды по любому из упомянутых выше пп. 1-21, в котором основной впитывающий узел расположен на стороне поверхности наружной оболочки, контактирующей с кожей.
23. Способ производства натягиваемого предмета одежды, содержащего передний участок, который выполнен с возможностью носиться со стороны живота пользователя, участок промежности, который выполнен с возможностью носиться вдоль области промежности пользователя, и задний участок, который выполнен с возможностью носиться со стороны спины пользователя, в котором непрерывное полотно первого листового материала и непрерывное полотно второго листового материала, которые служат в качестве наружной оболочки натягиваемого предмета одежды, транспортируются конвейером, соответственно; включающий в себя:
стадию образования на непрерывном полотне первого листового материала областей с разрезами, в которых должно формироваться множество разрезанных участков вдоль направления конвейерной подачи, расположенных с интервалами в направлении, перпендикулярном направлению конвейерной подачи, с образованием множества областей с разрезами, расположенных с интервалами в направлении конвейерной подачи;
стадию ламинирования непрерывного полотна первого листового материала и непрерывного полотна второго листового материала с образованием переднего участка и заднего участка наружной оболочки;
стадию выкладки напротив друг друга и наложения друг на друга переднего участка и заднего участка и скрепления обеих продольных боковых кромок переднего участка и заднего участка, соответственно, с образованием боковых скрепляющих участков; и
стадию разрезания полученного в результате материала на боковых скрепляющих участках для разделения на отдельные натягиваемые предметы одежды.
24. Способ производства натягиваемого предмета одежды по упомянутому выше п. 23, включающий в себя на стадии образования переднего участка и заднего участка наружной оболочки стадию введения эластичного элемента в его натянутом состоянии между непрерывным полотном первого листового материала и непрерывным полотном второго листового материала, избегая при этом разрезанного участка, чтобы зажать, прикрепить и зафиксировать эластичный элемент между непрерывным полотном первого листового материала и непрерывным полотном второго листового материала.
25. Способ производства натягиваемого предмета одежды по упомянутому выше п. 24, в котором на стадии образования переднего участка и заднего участка наружной оболочки эластичный элемент в состоянии, когда на него нанесен термоплавкий клей, вводят между непрерывным полотном первого листового материала и непрерывным полотном второго листового материала и зажимают, прикрепляют и фиксируют между непрерывными полотнами.
26. Способ производства натягиваемого предмета одежды по упомянутому выше п. 24 или 25, в котором на стадии образования переднего участка и заднего участка наружной оболочки термоплавкий клей наносят, по меньшей мере, на одно из непрерывных полотен первого листового материала и второго листового материала в области без разрезов сообразно оси области с разрезами в направлении конвейерной подачи для прикрепления и фиксации эластичного элемента между непрерывными полотнами.
27. Способ производства натягиваемого предмета одежды по любому из упомянутых выше пп. 24-26, в котором на стадии образования переднего участка и заднего участка наружной оболочки боковая кромка лентообразного участка в области с разрезами непрерывного полотна первого листового материала подвергается скреплению путем тиснения со вторым листовым материалом в состоянии, когда между непрерывным полотном первого листового материала и непрерывным полотном второго листового материала вставлен эластичный элемент.
28. Способ производства натягиваемого предмета одежды по любому из упомянутых выше пп. 23-27, в котором на стадии образования бокового скрепляющего участка передний участок и задний участок накладываются друг на друга при ориентации вторых листовых материалов внешней стороной вовнутрь.
29. Способ производства натягиваемого предмета одежды по любому из упомянутых выше пп. 24-28, в котором эластичные элементы подают в состоянии, когда каждый из (заранее) приготовленного множества кусков непрерывных элементов эластичного элемента находится в натянутом состоянии с нанесенным на него клеем, подаваемым с помощью устройства для нанесения клея.
30. Способ производства натягиваемого предмета одежды по любому из упомянутых выше пп. 23-29, в котором непрерывное полотно первого листового материала для переднего участка и непрерывное полотно первого листового материала для заднего участка подают к одному листу непрерывного полотна второго листового материала в состоянии, когда непрерывное полотно первого листового материала для переднего участка и непрерывное полотно первого листового материала для заднего участка разнесены на определенное расстояние друг от друга в направлении ширины.
31. Способ производства натягиваемого предмета одежды по любому из упомянутых выше пп. 23-30, в котором обработку путем растягивания применяют в отношении одного или обоих непрерывных полотен (а именно непрерывного полотна первого листового материала и непрерывного полотна второго листового материала) перед стадией ламинирования непрерывного полотна первого листового материала и непрерывного полотна второго листового материала, или после того, как непрерывное полотно первого листового материала и непрерывное полотно второго листового материала будут отформованы в виде ламината.
32. Способ производства натягиваемого предмета одежды по любому из упомянутых выше пп. 23-31, в котором натягиваемый предмет одежды содержит основной впитывающий узел, и основной впитывающий узел расположен в заранее определенном месте наружной оболочки.
33. Способ производства натягиваемого предмета одежды по упомянутому выше п. 32, включающий в себя стадию разрезания эластичного элемента с возможностью лишения эластичного элемента эластичной функции на участке, к которому должен прикрепляться основной впитывающий узел, прежде чем в заранее определенном месте наружной оболочки будет расположен основной впитывающий узел.
Сделав описание данного изобретения в виде вариантов осуществления изобретения, авторы изобретения не собираются ограничивать изобретение какими-либо подробностями описания, если не указано иначе, а скорее готовы широко толковать изобретение без отступления от существа и объема изобретения, которые оговорены в прилагаемой формуле изобретения.
Настоящая заявка имеет приоритет патентной заявки №2013-101715, поданной в Японии 13 мая 2013 г., которая включена в настоящий документ в полном объеме путем ссылки.
Описание символов
10 - Натягиваемые подгузники
11 - Наружная оболочка
13 - Участок промежности
21 - Передний участок
21A, 21B - Продольная боковая кромка
23 - Задний участок
23A, 23B - Продольная боковая кромка
25 - Боковой скрепляющий участок
31 - Материал внутреннего слоя (второй лист)
33 - Материал наружного слоя (первый лист)
35 - Эластичный элемент
38 - Разрезанный участок
39 - Лентообразный участок
39S - Боковая кромка лентообразного участка
71 - Область с разрезами
72 - Область без разрезов
1SB - Непрерывное полотно первого листового материала
2SB - Непрерывное полотно второго листового материала
| название | год | авторы | номер документа |
|---|---|---|---|
| НАТЯГИВАЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2582444C2 |
| НАТЯГИВАЕМОЕ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2574980C1 |
| ИМЕЮЩЕЕ ВИД ТРУСОВ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2658584C2 |
| ОДНОРАЗОВАЯ ВПИТЫВАЮЩАЯ СЕРДЦЕВИНА И ОДНОРАЗОВЫЙ ВПИТЫВАЮЩИЙ КОМПЛЕКТ, ВКЛЮЧАЮЩИЙ ЕЕ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2713246C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2659888C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2007 |
|
RU2434619C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ С ПОЯСОМ | 2012 |
|
RU2584526C2 |
| ПРЕДМЕТ ОДЕЖДЫ ТИПА НИЖНЕГО БЕЛЬЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2614608C1 |
| ПОДГУЗНИК ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 2013 |
|
RU2647603C2 |
| ТРУСЫ-ПОДГУЗНИКИ, ИМЕЮЩИЕ ПОЯС, КОТОРЫЙ ОБЕСПЕЧИВАЕТ МЯГКОСТЬ И КОМФОРТ ДЛЯ КОЖИ | 2017 |
|
RU2682791C1 |

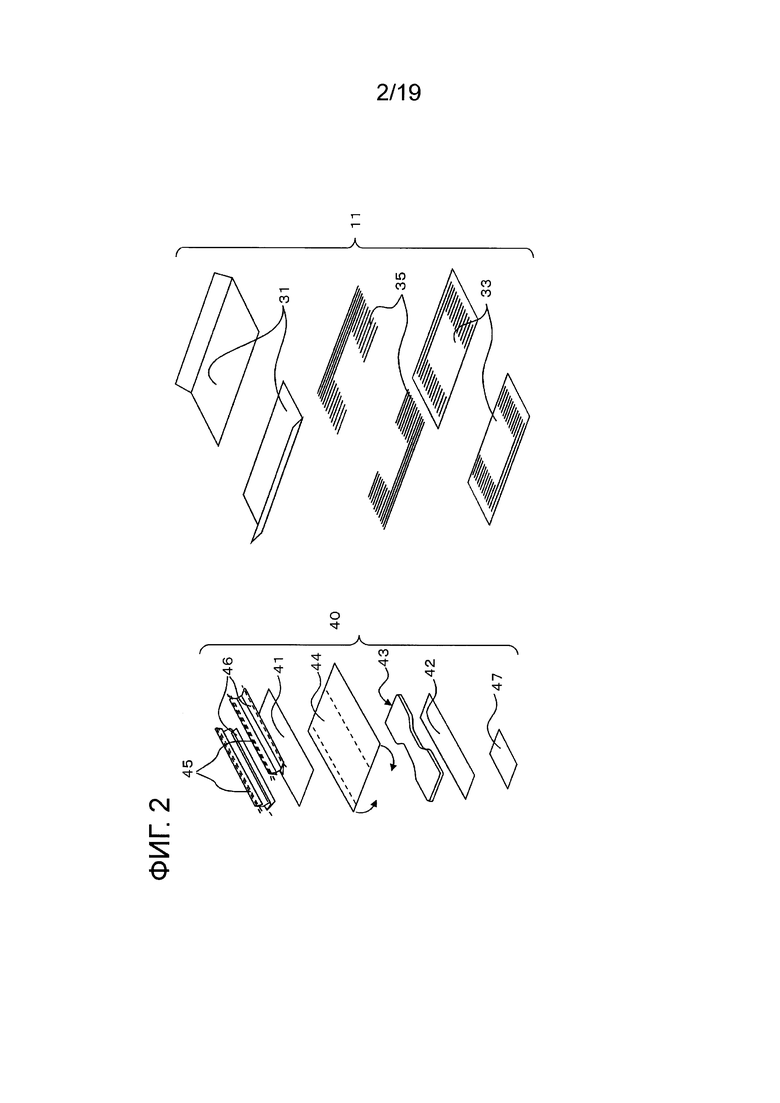
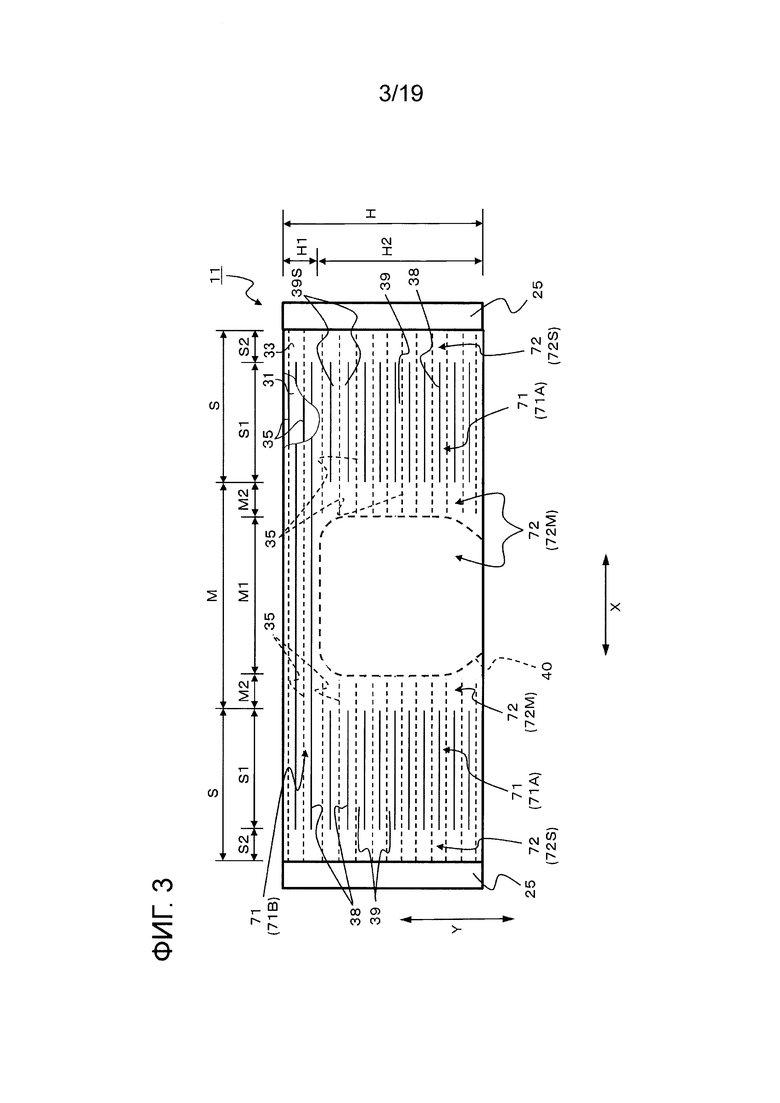

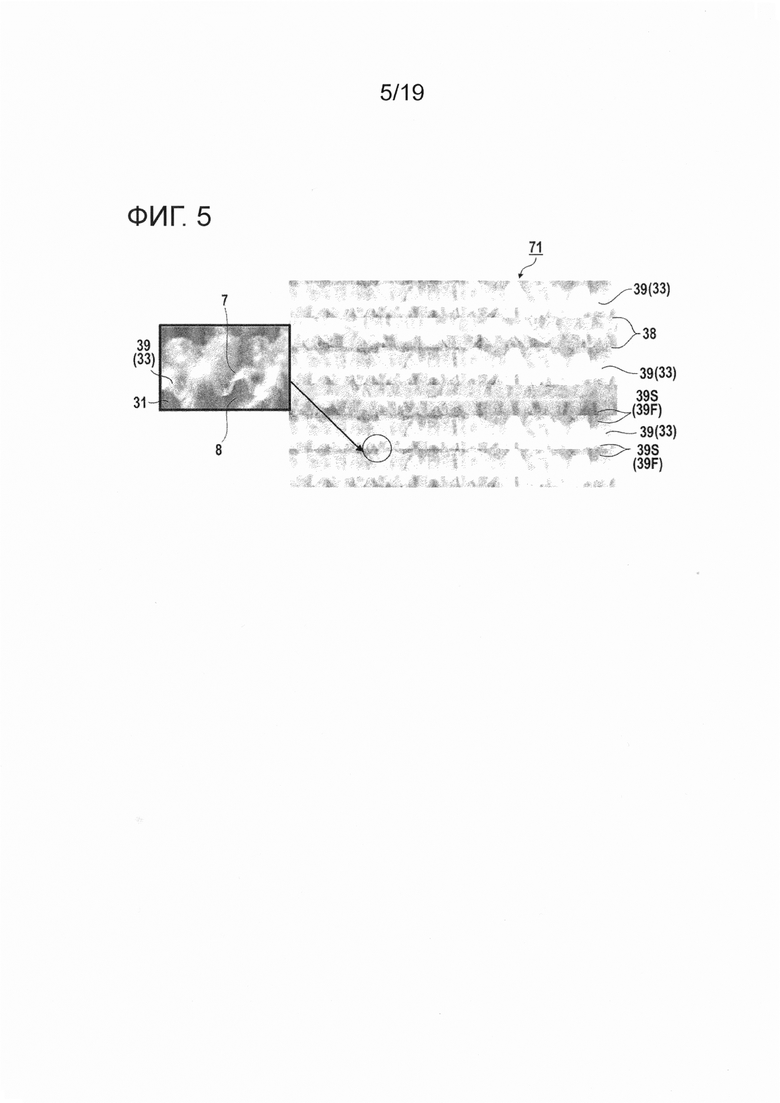
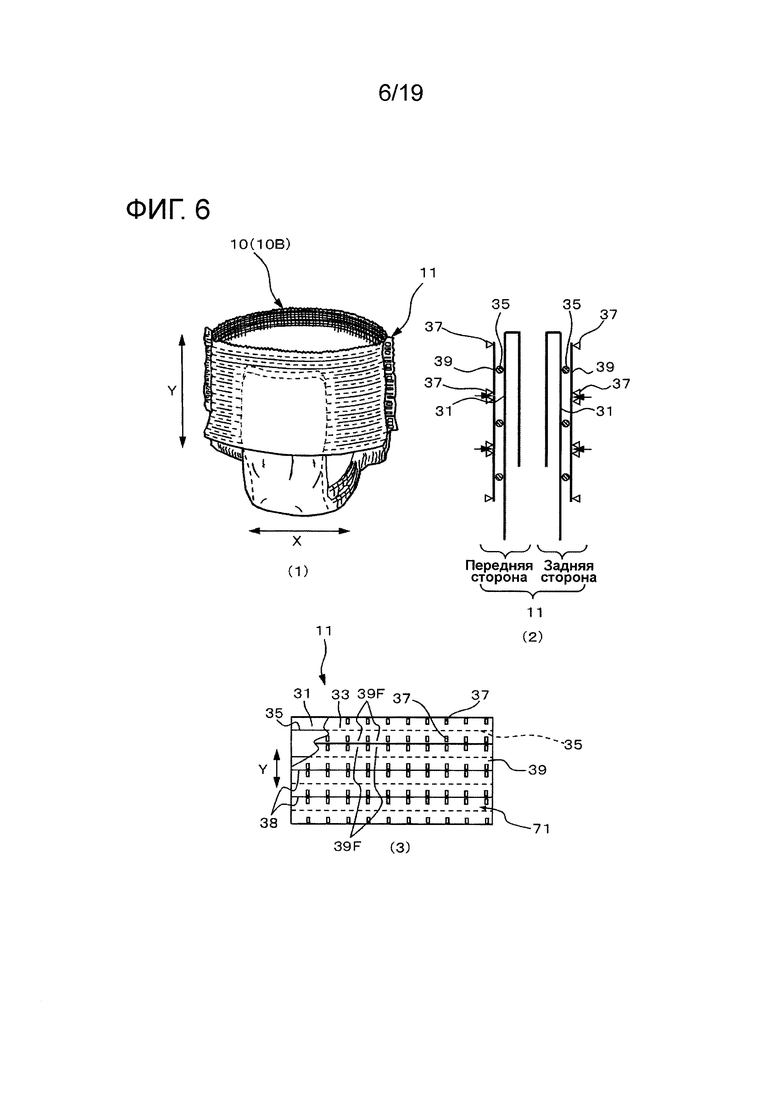
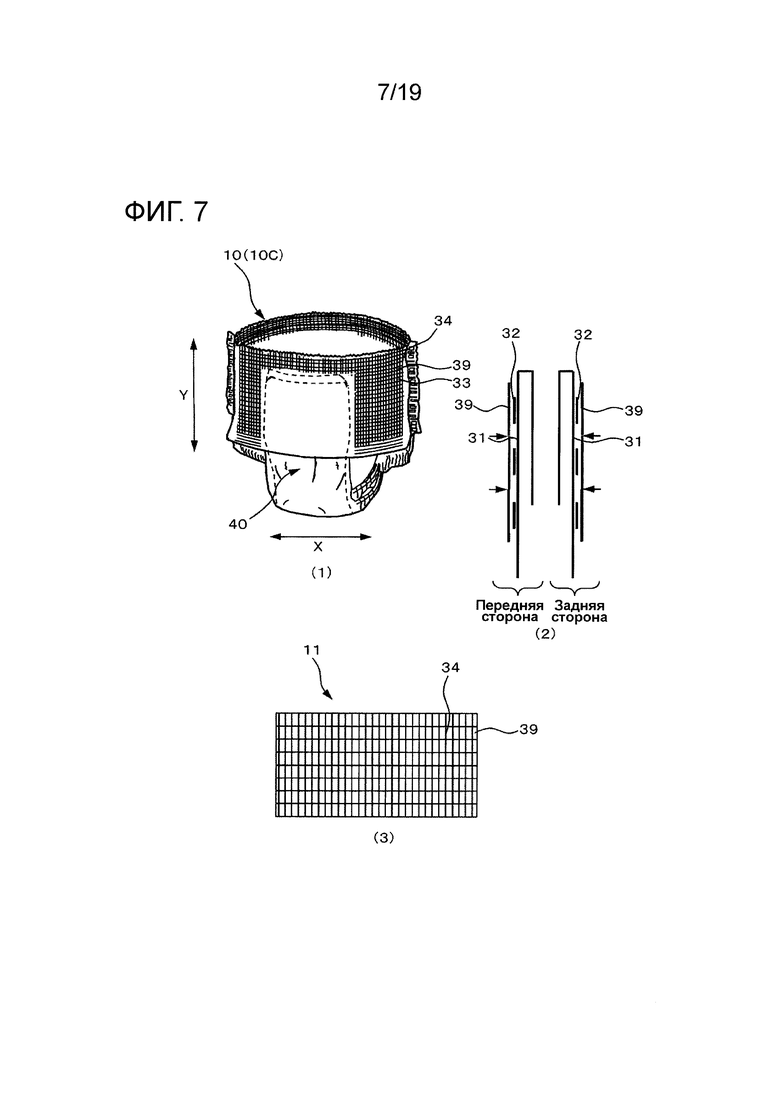
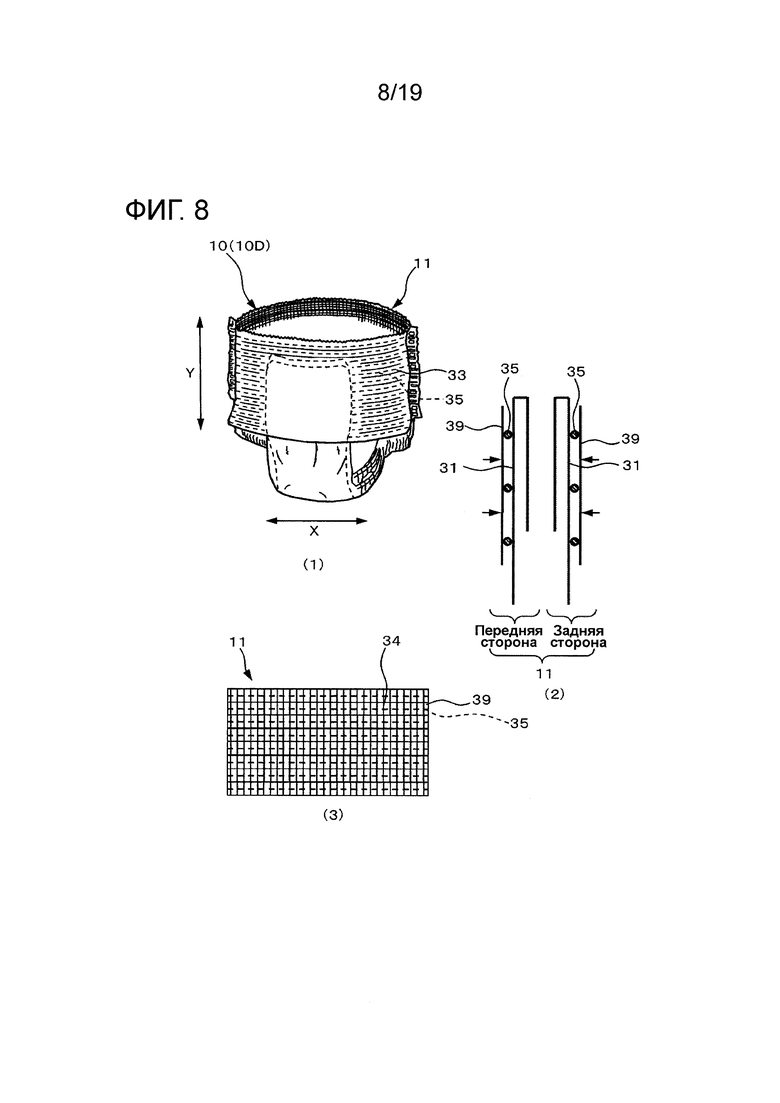







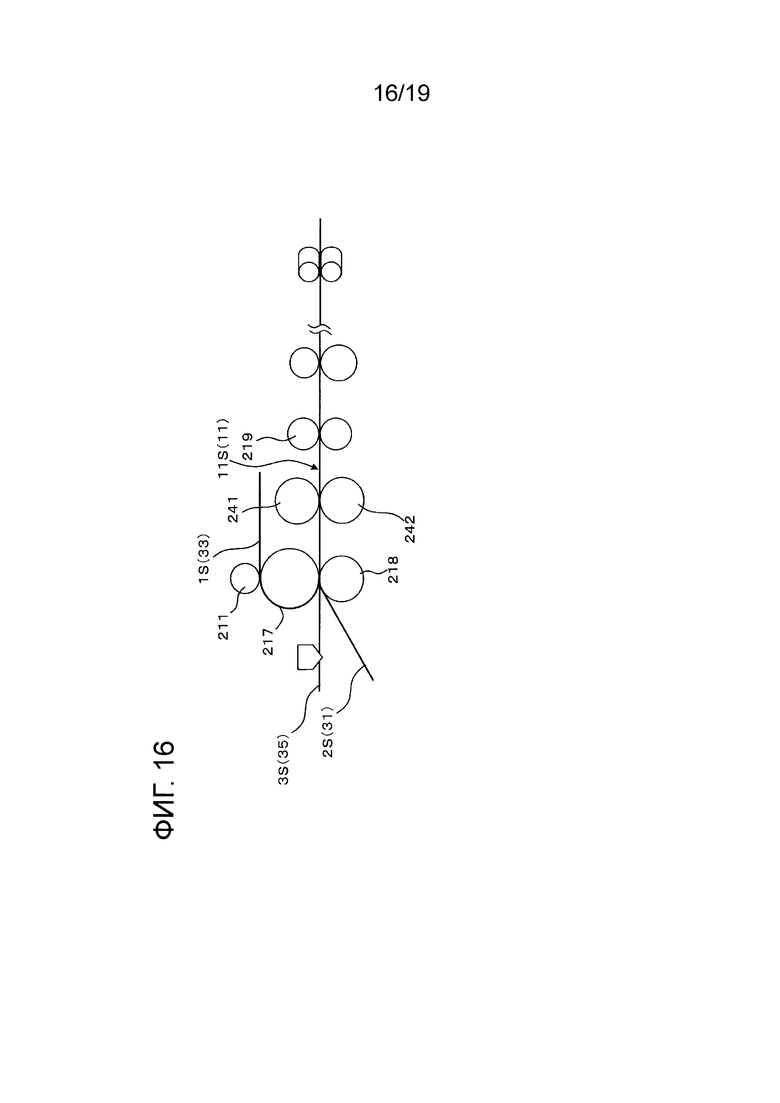


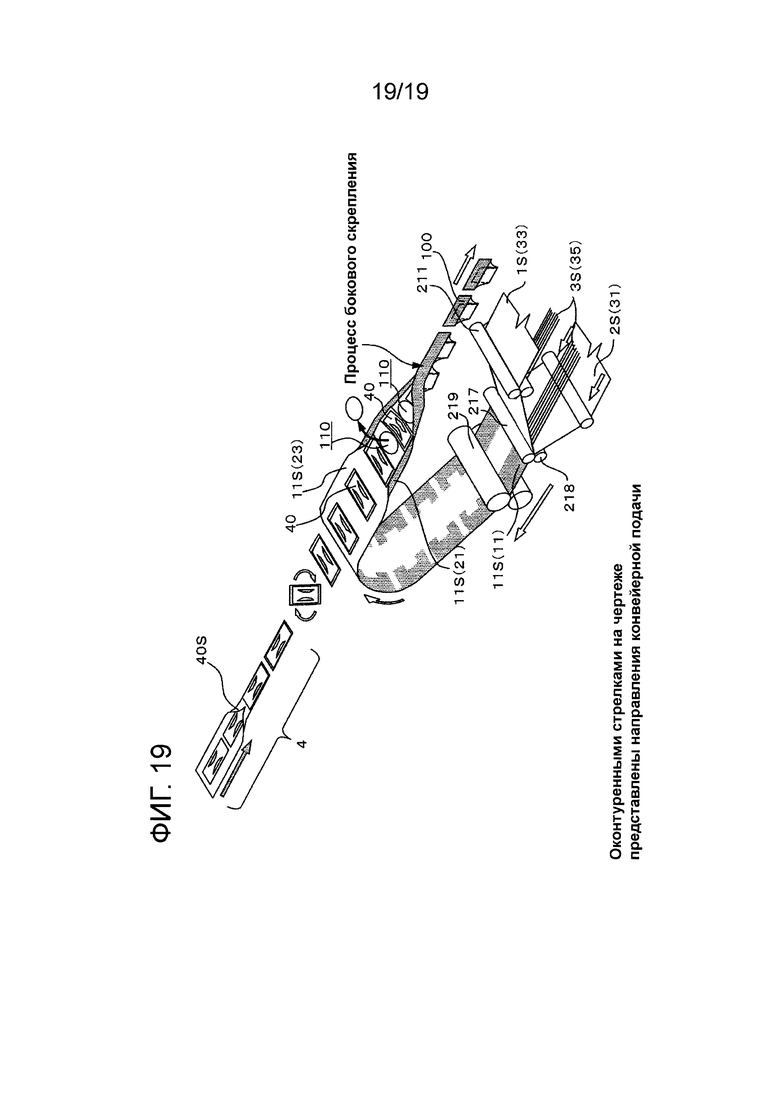
Предложен натягиваемый предмет одежды, содержащий передний участок 21, участок промежности 13, задний участок 23 и боковой скрепляющий участок 25, на котором скрепляются продольные боковые кромки 21A, 21B переднего участка 21 и продольные боковые кромки 23A, 23B заднего участка 23; в котором наружная оболочка 11, в которой ламинированы первый листовой материал и второй листовой материал, расположена на переднем участке 21 и заднем участке 23, и наружная оболочка 11 обладает эластичностью в поперечном направлении; и первый листовой материал содержит области 71 с разрезами, в которых множество разрезанных участков 38 расположены в направлении длины туловища, и содержит упорядоченный массив, в котором области 71 с разрезами расположены с интервалами в поперечном направлении первого листового материала. 2 н. и 10 з.п. ф-лы, 19 ил.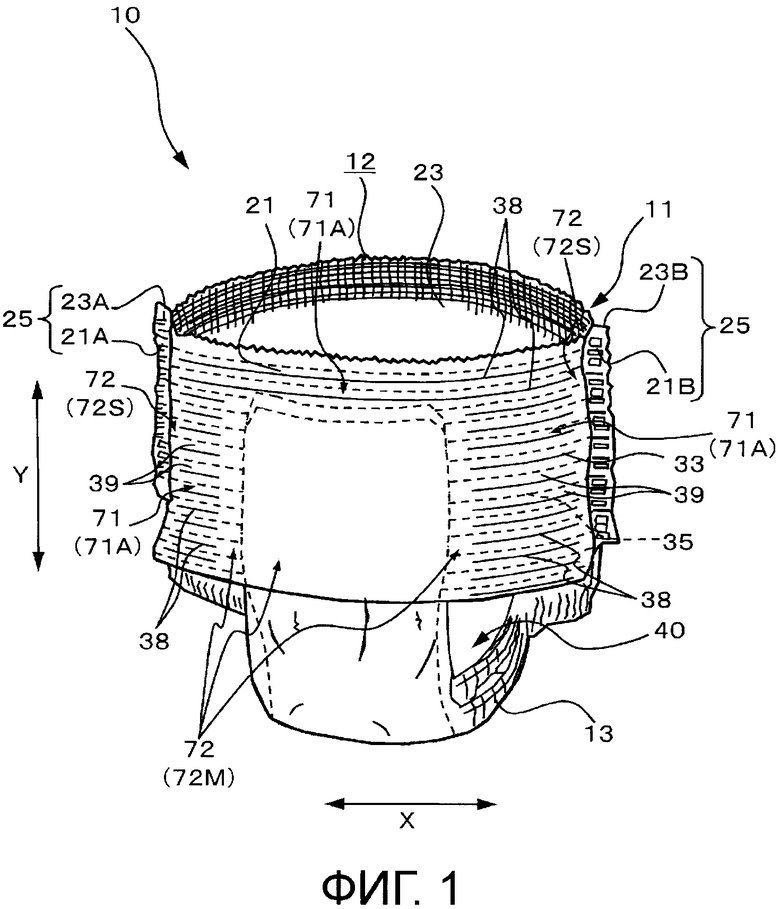
1. Натягиваемый предмет одежды, содержащий:
передний участок, который выполнен с возможностью расположения со стороны живота пользователя; участок промежности, который выполнен с возможностью расположения вдоль области промежности пользователя; задний участок, который выполнен с возможностью расположения со стороны спины пользователя; и боковой скрепляющий участок, на котором соединяются продольная боковая кромка переднего участка и продольная боковая кромка заднего участка;
причем наружная оболочка, в которой ламинированы первый листовой материал и второй листовой материал, расположена на переднем участке и заднем участке; при этом наружная оболочка обладает эластичностью в поперечном направлении; и
первый листовой материал содержит области с разрезами, в которых вдоль поперечного направления множество разрезанных участков горизонтальной протяженности расположено в направлении длины туловища, и содержит совокупность, в которой области с разрезами выровнены с интервалами в поперечном направлении первого листового материала.
2. Натягиваемый предмет одежды по п. 1, в котором на переднем участке и заднем участке эластичный элемент помещен между первым листовым материалом и вторым листовым материалом в поперечном направлении, избегая при этом разрезанного участка, и концевой участок эластичного элемента расположен между первым и вторым листовым материалом, соединен с ними и зафиксирован на них в области без разрезов с выравниванием по области с разрезами в поперечном направлении.
3. Натягиваемый предмет одежды по п. 1 или 2, в котором область с разрезами размещена, избегая при этом центральной области, в поперечном направлении и около бокового скрепляющего участка на переднем участке и заднем участке.
4. Натягиваемый предмет одежды по п. 1 или 2, в котором натягиваемый предмет одежды представляет собой натягиваемый подгузник; основной впитывающий узел, удерживающий жидкость, расположен на стороне поверхности, контактирующей с кожей, представляя собой перемычку, проходящую от участка промежности до переднего участка и заднего участка; и область с разрезами первого листового материала помещают, избегая при этом расположения около области основного впитывающего узла, около бокового скрепляющего участка.
5. Натягиваемый предмет одежды по п. 1 или 2, в котором участок, расположенный между соседними областям с разрезами в направлении длины туловища, служит в первом листовом материале в качестве лентообразного участка горизонтальной протяженности, и на боковой кромке лентообразного участка содержится нефиксируемый на втором листовом материале участок, и при этом на нефиксируемом участке образуются оборки.
6. Натягиваемый предмет одежды по п. 1 или 2, в котором первые листовые материалы служат в качестве материала наружного слоя, который составляет наружную оболочку; второй листовой материал служит в качестве материала внутреннего слоя, который составляет наружную оболочку; и первый листовой материал расположен на стороне поверхности второго листового материала, не контактирующей с кожей.
7. Способ производства натягиваемого предмета одежды, содержащего передний участок, который выполнен с возможностью располагаться со стороны живота пользователя при носке; участок промежности, который выполнен с возможностью располагаться при носке вдоль области промежности пользователя; и задний участок, который выполнен с возможностью располагаться при носке со стороны спины пользователя; при этом непрерывное полотно первого листового материала и непрерывное полотно второго листового материала, которые служат в качестве наружной оболочки натягиваемого предмета одежды, транспортируются конвейером, соответственно, причем способ включает в себя:
стадию образования на непрерывном полотне первого листового материала областей с разрезами, в которых множество разрезанных участков, образованных вдоль направления конвейерной подачи, расположено с интервалами в направлении, перпендикулярном направлению конвейерной подачи, для образования множества областей с разрезами с интервалами в направлении конвейерной подачи;
стадию ламинирования непрерывного полотна первого листового материала и непрерывного полотна второго листового материала с образованием переднего участка и заднего участка наружной оболочки;
стадию выкладки напротив друг друга и наложения друг на друга переднего участка и заднего участка и скрепления обеих продольных боковых кромок переднего участка и заднего участка, соответственно, с образованием боковых скрепляющих участков; и
стадию разрезания полученного в результате материала на боковых скрепляющих участках для разделения на отдельные натягиваемые предметы одежды.
8. Способ производства натягиваемого предмета одежды по п. 7, включающий в себя на стадии образования переднего участка и заднего участка наружной оболочки стадию введения эластичного элемента в его натянутом состоянии между непрерывным полотном первого листового материала и непрерывным полотном второго листового материала, избегая при этом разрезанного участка, для расположения эластичного элемента между непрерывным полотном первого листового материала и непрерывным полотном второго листового материала, соединения с ними и фиксации к ним.
9. Способ производства натягиваемого предмета одежды по п. 8, в котором на стадии образования переднего участка и заднего участка наружной оболочки вводят эластичный элемент в состоянии, когда на него нанесен термоплавкий клей, между непрерывным полотном первого листового материала и непрерывным полотном второго листового материала и зажимают, прикрепляют и фиксируют между ними.
10. Способ производства натягиваемого предмета одежды по п. 8 или 9, в котором на стадии образования переднего участка и заднего участка наружной оболочки наносят термоплавкий клей, по меньшей мере, на одно из непрерывных полотен первого листового материала и непрерывное полотно второго листового материала на область без разрезов с выравниванием по области с разрезами в направлении конвейерной подачи для соединения и фиксации эластичных элементов между ними.
11. Способ производства натягиваемого предмета одежды по п. 8 или 9, в котором на стадии образования переднего участка и заднего участка наружной оболочки боковая кромка лентообразного участка в области с разрезами непрерывного полотна первого листового материала подвергается скреплению путем тиснения со вторым листовым материалом в состоянии, когда эластичный элемент вставлен между непрерывным полотном первого листового материала и непрерывным полотном второго листового материала.
12. Способ производства натягиваемого предмета одежды по п. 8 или 9, в котором на стадии образования бокового скрепляющего участка передний участок и задний участок накладывают друг на друга при ориентации вторых листовых материалов внешней стороной вовнутрь.
| JP 2012139247 A, 26.07.2012 | |||
| JP 2011030791 A, 17.02.2011 | |||
| JP 9262250 A, 07.10.1997 | |||
| JP 2010158590 A, 22.07.2010. |

