Область техники, к которой относится изобретение
Изобретение относится к установке для обработки конструктивных элементов воздушного судна с признаками, указанными в ограничительной части пункта 1 формулы изобретения, и к способу обработки конструктивных элементов воздушного судна с признаками, указанными в ограничительной части пункта 12 формулы изобретения.
Уровень техники
Процесс автоматизированного изготовления воздушных судов и других летательных аппаратов включает такую важную операцию, как обработка фюзеляжей, крыльев и других крупногабаритных деталей на соответствующих крупногабаритных гибких производственных модулях. В таких гибких производственных модулях конструктивный элемент воздушного судна обычно прикрепляется к зажимной раме, которая затем перемещается в продольном направлении при помощи двух позиционирующих опор позиционирующего устройства с различными степенями свободы, в то время как инструментальные средства, закрепленные на станине, например, заклепочные машины, производят соответствующую обработку в определенных точках конструктивного элемента воздушного судна.
Такой гибкий производственный модуль или станция для обработки как часть установки для обработки конструктивных элементов воздушного судна известны из описания ближайшего аналога (патент US 8,220,134 В2). Представленная там станция для обработки содержит зажимную раму и заклепочную машину, которая прикреплена к С-образной станине. С-образная станина установлена на направляющих с возможностью перемещения вдоль зажимной рамы между двумя позиционирующими опорами.
Недостаток известных установок для обработки заключается в том, что смена конструктивного элемента воздушного судна в зажимной раме представляет собой трудоемкий и длительный процесс, который приводит к относительно долгому простою установки для обработки во время выполнения операции смены. Приходится не только снимать с зажимной рамы готовый конструктивный элемент воздушного судна, обработанный на станции для обработки, но также устанавливать на зажимную раму и прикреплять к ней следующий конструктивный элемент воздушного судна, подлежащий обработке. При этом обычно доступна только одна продольная сторона зажимной рамы такой станции для обработки с Сообразной станиной, поскольку на обеих коротких сторонах зажимной рамы расположены позиционирующие опоры, а на другой продольной стороне зажимной рамы находится указанная С-образная станина, которая вследствие своей охватывающей формы также ограничивает доступ к зажимной раме сверху, например, при помощи грузоподъемного крана.
Кроме того, большой вес конструктивного элемента воздушного судна делает трудоемким его подъем с зажимной рамы с учетом больших расстояний, поэтому из практических соображений можно рассматривать только перемещение конструктивного элемента воздушного судна с зажимной рамы на передвижное транспортирующее устройство, которое подъезжает к указанной продольной стороне и отъезжает от нее, однако, для этой цели необходимо наличие подъездного пути.
Процесс замены конструктивного элемента воздушного судна на станции для обработки известного уровня техники предусматривает также, что после проведения обработки порожнее транспортирующее устройство подается по подъездному пути к продольной стороне станции для обработки, обработанный конструктивный элемент воздушного судна перегружается с зажимной рамы на транспортирующее устройство, транспортирующее устройство с обработанным конструктивным элементом воздушного судна отъезжает, обработанный конструктивный элемент воздушного судна снимается с транспортирующего устройства, необработанный конструктивный элемент воздушного судна устанавливается на транспортирующее устройство, транспортирующее устройство снова подъезжает к станции для обработки, а затем необработанный конструктивный элемент воздушного судна перегружается с транспортирующего устройства на зажимную раму и прикрепляется к ней. В результате этого возникает длительное время простоя станции для обработки, которое оказывает большое влияние на стоимость изготовления конструктивного элемента воздушного судна.
Раскрытие изобретения
Задача изобретения состоит, таким образом, в том, чтобы усовершенствовать установку для обработки конструктивных элементов воздушного судна и способ обработки конструктивных элементов воздушного судна известного уровня техники, обеспечив уменьшение времени простоя указанной установки до и после обработки.
Эта задача решена при помощи установки для обработки конструктивных элементов воздушного судна с признаками, указанными в отличительной части пункта 1 формулы изобретения, и способа обработки конструктивных элементов воздушного судна с признаками, указанными в отличительной части пункта 12 формулы изобретения.
Важным для изобретения является тот факт, что возможности для быстрой загрузки станции для обработки, а также одновременно для выполнения предварительной или окончательной обработки на станции для обработки конструктивного элемента воздушного судна открываются в том случае, если позиционирующее устройство станции для обработки может самостоятельно перемещать установленный конструктивный элемент воздушного судна из рабочей зоны станции для обработки в погрузочно-разгрузочную зону, расположенную на расстоянии от рабочей зоны. В такой погрузочно-разгрузочной зоне обработанный конструктивный элемент воздушного судна может быть снят с зажимной рамы, а на позиционирующее устройство погружен новый конструктивный элемент воздушного судна. Таким образом, прежде всего, исключается необходимость погрузки и выгрузки на подъездном пути рядом с рабочей зоной, как описано выше, благодаря чему значительно сокращается время, которое требуется для погрузки и выгрузки. Кроме того, появляется возможность параллельного выполнения предварительной и окончательной обработки конструктивных элементов воздушного судна.
Предпочтительный вариант осуществления согласно пункту формулы изобретения предусматривает наличие направляющих для перемещения позиционирующего устройства из рабочей зоны в погрузочно-разгрузочную зону. С учетом веса как зажимной рамы, так и позиционирующих опор эти направляющие, называемые здесь опорными направляющими, образуют подходящую конструкцию для перемещения такого большого веса.
Предпочтительный вариант осуществления согласно пункту формулы изобретения предусматривает использование грузоподъемного крана в качестве погрузочного устройства. Это, во-первых, дает возможность переносить конструктивный элемент воздушного судна в течение некоторого времени только при помощи крана, поэтому позиционирующее устройство может быть отведено, пока конструктивный элемент воздушного судна снова не будет сгружаться, и, во-вторых, также дает возможность перемещать конструктивный элемент воздушного судна с приемной рамы при помощи крана, по меньшей мере на короткое расстояние. Таким образом, конструктивный элемент воздушного судна может сгружаться краном даже за пределами погрузочно-разгрузочной зоны.
Альтернативно или дополнительно вариант осуществления согласно пункту формулы изобретения предусматривает использование управляемых стопоров на позиционирующем устройстве в качестве погрузочного устройства согласно изобретению. С их помощью зажимная рама позиционирующего устройства может самостоятельно - без отдельного грузоподъемного устройства - сгружать и погружать конструктивный элемент воздушного судна.
Предпочтительный вариант осуществления предлагаемого способа согласно пункту 12 формулы изобретения предусматривает одновременную предварительную обработку другого конструктивного элемента воздушного судна на разгрузочной площадке во время обработки конструктивного элемента воздушного судна в рабочей зоне станции для обработки.
Краткое описание чертежей
Ниже только в качестве примера приведено описание варианта осуществления со ссылками на прилагаемые чертежи, на которых показаны
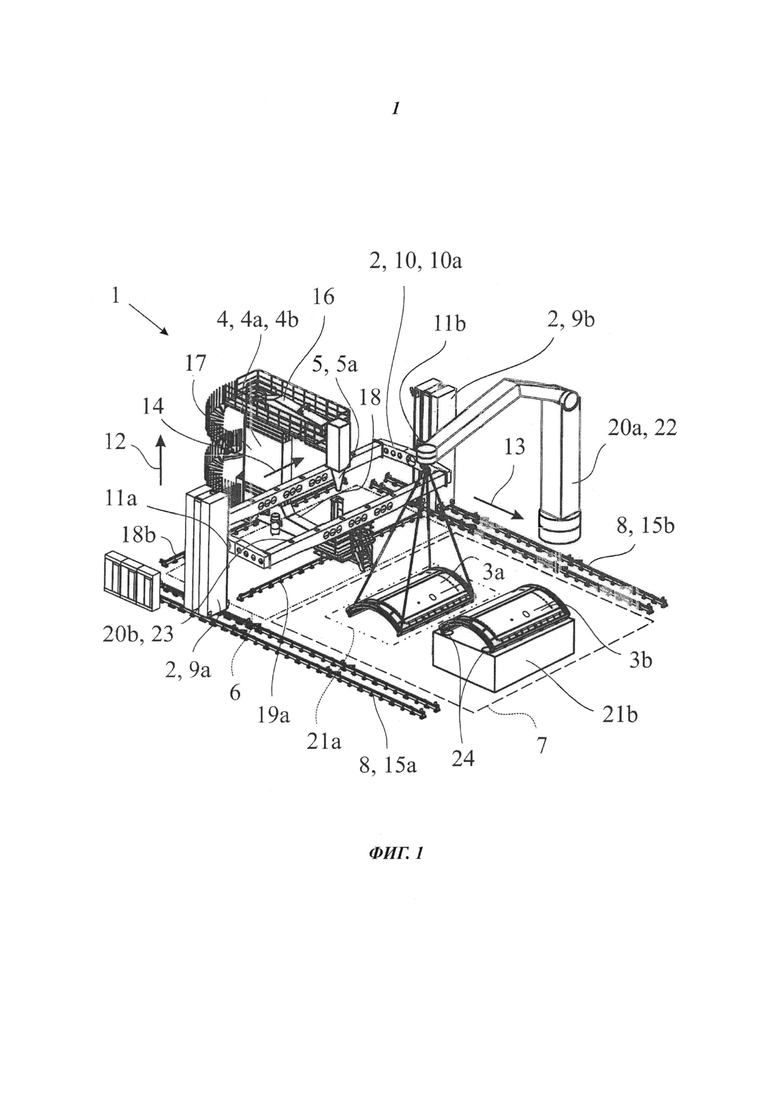
фиг. 1 - вид в аксонометрии установки для обработки конструктивных элементов воздушного судна согласно изобретению с рабочей зоной и погрузочно-разгрузочной зоной, а также с грузоподъемным краном для загрузки и выгрузки позиционирующего устройства;
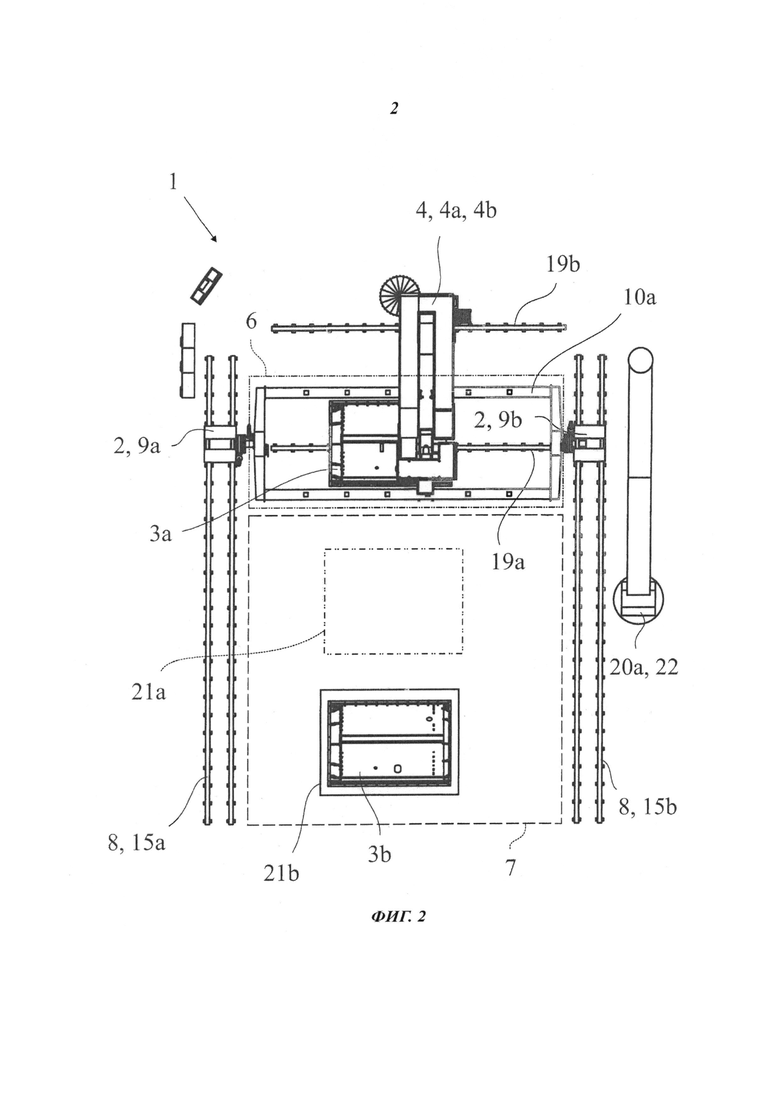
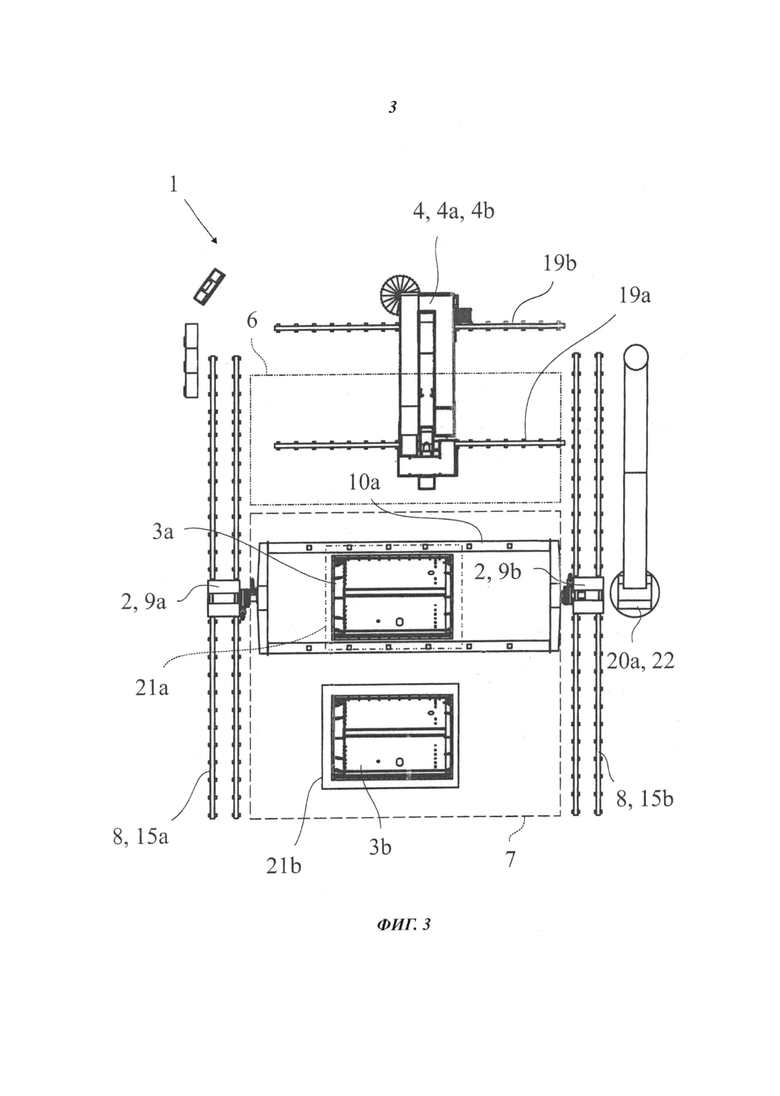
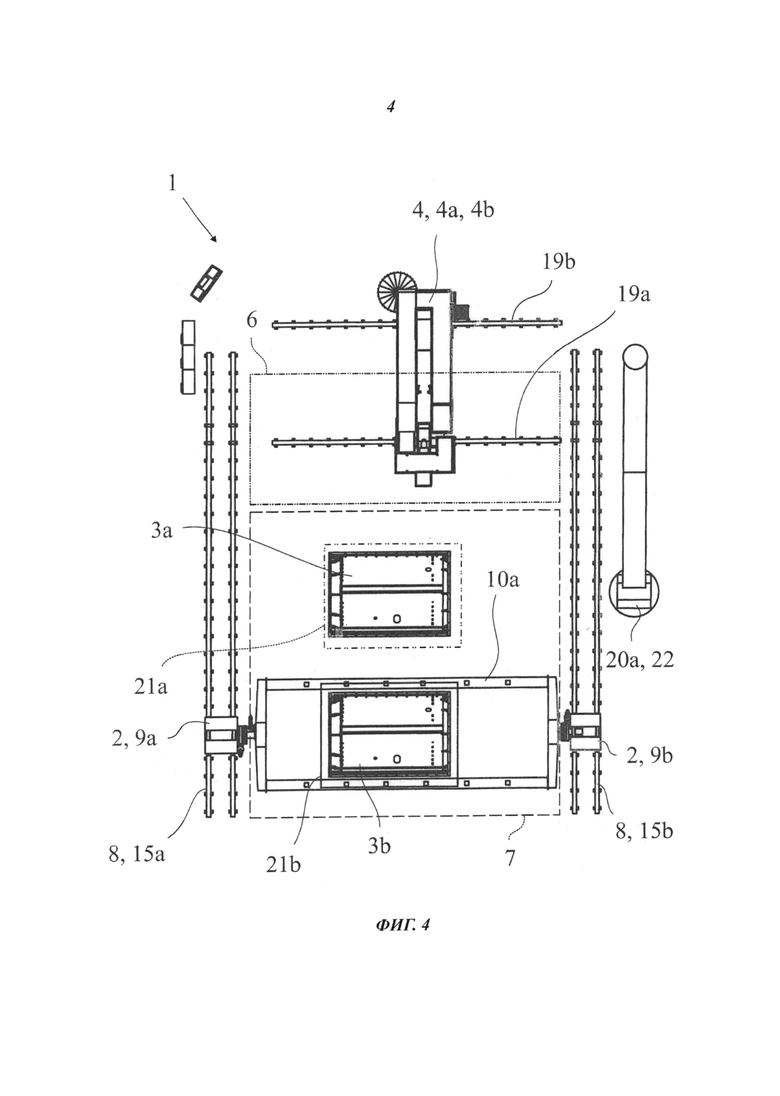
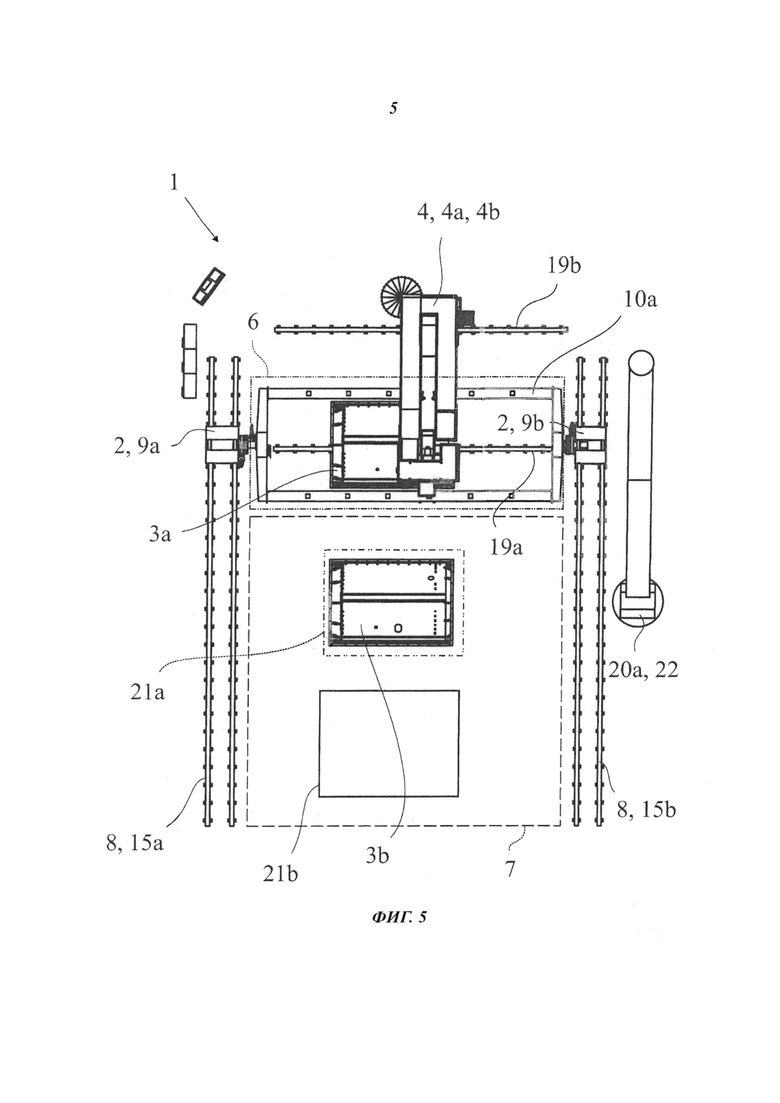
фиг. 2-5 - виды сверху установки для обработки с фиг. 1 во время различных стадий обработки, а также загрузки и выгрузки.
Осуществление изобретения
Установка для обработки конструктивных элементов воздушного судна согласно изобретению, показанная на фиг. 1, содержит станцию 1 для обработки, которая, в свою очередь, содержит позиционирующее устройство 2 для приема и перемещения конструктивного элемента 3a, b воздушного судна и манипулятор 4 с инструментальным средством 5.
На фиг. 1 на позиционирующем устройстве 2 конструктивный элемент 3a, b воздушного судна не установлен, в то время как на фиг. 2 и 5 показано позиционирующее устройство 2 с установленным конструктивным элементом 3a, b воздушного судна в процессе обработки.
Инструментальное средство 5 в данном случае и вообще предпочтительно представляет собой заклепочную машину 5a. Манипулятор 4, который согласно изобретению предназначен для перемещения инструментального средства 5, в данном случае следует понимать в широком смысле применительно к робототехнике, т.е. как подвижную часть, в принципе, любого роботизированного устройства. Кроме заклепочной машины 5а на манипуляторе 4 могут быть установлены другие аналогичные или отличные инструментальные средства.
Перемещение конструктивного элемента 3a, b воздушного судна при помощи позиционирующего устройства 2 согласно изобретению наряду с перемещением по вертикали установленного конструктивного элемента 3a, b воздушного судна может включать также поворот относительно одной или нескольких осей, расположенных предпочтительно перпендикулярно друг другу.
Согласно изобретению рабочая зона 6 станции 1 для обработки определяется как область, в которой конструктивный элемент 3a, b воздушного судна, установленный на позиционирующем устройстве 2, может обрабатываться инструментальным средством 5. Иными словами, указанная рабочая зона 6 состоит из плоской области, которая показана, в частности, на фиг. 1-5 и в которой или над которой возможна обработка конструктивного элемента 3a, b воздушного судна, установленного на позиционирующем устройстве 2, инструментальным средством 5. Если также определить трехмерное пространство, образованное теми геометрическими точками, в которых конструктивный элемент 3a, b воздушного судна, установленный на позиционирующем устройстве 2, может обрабатываться инструментальным средством 5 с учетом подвижности манипулятора 4, то рабочая зона 6 в этом смысле представляет собой проекцию этого трехмерного пространства на плоскость основания. Рабочая зона 6 в большой степени определяется также гибкостью и подвижностью манипулятора 4 и инструментального средства 5, установленного на станине 4a.
Установка для обработки согласно изобретению отличается тем, что указанная установка содержит погрузочно-разгрузочную зону 7 для погрузки и/или выгрузки конструктивного элемента 3a, b воздушного судна, расположенную на расстоянии от рабочей зоны 6, при этом установка для обработки содержит транспортировочное устройство 8, которое предназначено для того, чтобы перемещать конструктивный элемент 3a, b воздушного судна, установленный на позиционирующее устройство 2, между рабочей зоной 6 и погрузочно-разгрузочной зоной 7. При таком перемещении конструктивный элемент 3a, b воздушного судна, установленный на позиционирующее устройство 2, в частности, полностью выходит из рабочей зоны 6 и также полностью входит в погрузочно-разгрузочную зону 7.
При этом решающим фактором является то, что конструктивный элемент 3a, b воздушного судна перемещается между рабочей зоной 6 и погрузочно-разгрузочной зоной 7. Обычно позиционирующее устройство 2 или по меньшей мере его части также перемещаются между рабочей зоной 6 и погрузочно-разгрузочной зоной 7. При этом не обязательно, чтобы в какой-либо момент времени позиционирующее устройство 2 полностью находилось в рабочей зоне 6 или в погрузочно-разгрузочной зоне 7. Так, из изображения на фиг. 1 следует, что позиционирующее устройство 2 в показанном положении не полностью находится в рабочей зоне 6.
Погрузочно-разгрузочная зона 7 отличается тем, что она находится на расстоянии от рабочей зоны 6 и, таким образом, является обособленной, поэтому позиционирующее устройство 2 или конструктивный элемент 3a, b воздушного судна, установленный на позиционирующем устройстве 2, можно разгружать, когда указанный конструктивный элемент 3a, b воздушного судна находится на позиционирующем устройстве 2 в этой погрузочно-разгрузочной зоне 7. Погрузочно-разгрузочная зона 7 также представляет собой плоскость в том же смысле, как это описано для рабочей зоны 6.
Предпочтительно и, как показано на чертежах, предусмотрено, чтобы позиционирующее устройство 2 содержало две позиционирующие опоры 9a, b c расположенным между ними держателем 10 для установки конструктивного элемента 3a, b воздушного судна. Держатель 10 предпочтительно имеет прямоугольную форму и может представлять собой, в частности, зажимную раму 10а, как показано на чертеже.
Кроме того, предпочтительно предусмотрено, чтобы каждая из позиционирующих опор 9a, b содержала крепежное приспособление 11a, b для держателя 10, при этом указанные крепежные приспособления 11a, b установлены на соответствующих позиционирующих опорах 9а, b c возможностью перемещения в вертикальном направлении 12. Таким образом, под крепежным приспособлением 11a, b следует понимать часть позиционирующего устройства 2, которая образует соединение между держателем 10 и позиционирующими опорами 9a, b, а также позволяет поворачивать держатель 10 относительно оси крепежных приспособлений 11a, b. В принципе, крепежные приспособления 11a, b могут представлять собой вал с приводом вращения.
При помощи перемещения крепежных приспособлений 11a, b на различную высоту в указанном вертикальном направлении 12 можно, в частности, обеспечить наклон зажимной рамы 10а в плоскости, образуемой позиционирующими опорами 9a, b. В этом варианте осуществления к крепежным приспособлениям 11a, b относится также механизм позиционирующих опор 9а, b, который обеспечивает компенсацию изменения расстояния между двумя позиционирующими опорами 9a, b во время такого наклона зажимной рамы 10а.
Перемещение конструктивного элемента 3a, b воздушного судна в погрузочно-разгрузочную зону 7 можно осуществлять особенно простым способом, если погрузочно-разгрузочная зона 7 предпочтительно смещена относительно рабочей зоны 6 в направлении, которое здесь и далее обозначено как направление Y 13, при этом указанное направление Y 13 является, по существу, перпендикулярным направлению между позиционирующими опорами 9a, b, которое здесь и далее обозначено как направление X 14. Тогда при помощи "бокового" перемещения относительно позиционирующих опор конструктивный элемент 3a, b воздушного судна можно транспортировать в погрузочно-разгрузочную зону 7.
Такое перемещение осуществляется благодаря тому, что транспортировочное устройство 8 предпочтительно содержит первую опорную направляющую 15а и вторую опорную направляющую 15b, которые предназначены для того, чтобы перемещать позиционирующее устройство 2 и, в частности, позиционирующие опоры 9a, b, в направлении Y 13 между рабочей зоной 6 и погрузочно-разгрузочной зоной 7. Таким образом, транспортировочное устройство 8 предназначено для перемещения позиционирующих опор 9a, b по их опорным направляющим 15a, b, для чего транспортировочное устройство 8 может также содержать соответствующий привод.
При этом обеспечиваются дополнительные преимущества, если рабочая зона 6 и погрузочно-разгрузочная зона 7, как показано на фиг. 1 и 2, по меньшей мере частично расположены между первой опорной направляющей 15a и второй опорной направляющей 15b.
Установка для обработки согласно изобретению является особенно полезной, если на станции 1 для обработки доступ к конструктивному элементу 3a, b воздушного судна, установленному на позиционирующем устройстве 2, ограничен сверху. Это имеет место в том случае, если согласно предпочтительному варианту осуществления, показанному на фиг. 1-5, манипулятор 4 содержит станину 4a с верхней горизонтальной опорой 16, которая по меньшей мере частично расположена над рабочей зоной 6. Препятствие, образуемое при этом в рабочей зоне 6, обходится согласно изобретению путем перемещения держателя 10 в погрузочно-разгрузочную зону 7.
В усовершенствованном варианте осуществления предпочтительно предусмотрено, чтобы станина 4a представляла собой С-образную станину 4b, которая наряду с уже указанной верхней горизонтальной опорой 16 содержит стойку 17 и нижнюю горизонтальную опору 14. Такая С-образная станина 4b имеет, с одной стороны, хорошую несущую способность, в частности, для опоры тяжелого инструментального средства 5, и вместе с тем хорошую подвижность для обеспечения максимально возможного размера рабочей зоны 6. Эта рабочая зона 6 может достигать требуемой длины, в частности, в том случае, если установка для обработки содержит направляющие 19a, b станины, которые предназначены для перемещения С-образной станины 4b в направлении X 14, т.е., между позиционирующими опорами 9a, b. В соответствии с этим С-образная станина 4b предпочтительно содержит привод для такого перемещения по направляющим 19a, b станины.
Для обеспечения оптимальной обработки инструментальное средство 5, как показано на чертеже, может быть прикреплено к верхней горизонтальной опоре 16.
Другой предпочтительный вариант осуществления предусматривает, что направляющие 19a, b станины содержат первую направляющую 19a станины и вторую направляющую 19b станины, при этом нижняя горизонтальная опора 18 проходит в направлении Y 13 и установлена, как на первую направляющую 19a станины, так и на вторую направляющую 19b станины, и при этом первая направляющая 19a станины, предпочтительно проходит посредине рабочей зоны 6 в направлении X 14, а вторая направляющая 19b станины расположена на расстоянии от рабочей зоны 6. Таким образом, вследствие этого расстояния от рабочей зоны 6 вторая направляющая 19b станины расположена за пределами рабочей зоны 6.
Как, в частности, показано на фиг. 1, предпочтительно, чтобы установка для обработки содержала погрузочное устройство 20a, b, которое предназначено для перемещения конструктивного элемента 3a, b воздушного судна с позиционирующего устройства 2 на разгрузочную площадку 21a, b. Альтернативно или дополнительно погрузочное устройство 7a, b может быть предназначено для того, чтобы перемещать конструктивный элемент 3a, b воздушного судна с разгрузочной площадки 21a, b на позиционирующее устройство 2.
Такая разгрузочная площадка 21b, с одной стороны, может представлять собой специальную конструкцию или устройство, как показано справа на фиг. 1, где разгрузочная площадка обозначена ссылочным номером 21b. Однако разгрузочная площадка 21b может также представлять собой просто предусмотренный для этой цели участок пола, как разгрузочная площадка 21a, показанная на фиг. 1 слева.
В принципе, разгрузочная площадка 21a, b может быть расположена в любом месте за пределами рабочей зоны 6. Предпочтительное расположение разгрузочной площадки 21a, b предусматривает, чтобы разгрузочная площадка 21a, b была размещена в погрузочно-разгрузочной зоне 7. Иными словами, в этом случае конструктивный элемент 3a, b воздушного судна не только снимается с позиционирующего устройства 2, когда он вместе с позиционирующим устройством 2 находится в погрузочно-разгрузочной зоне 7, но и остается в этой погрузочно-разгрузочной зоне 7 после съема с позиционирующего устройства 2.
В качестве предпочтительного усовершенствования предусмотрено также, чтобы погрузочно-разгрузочная зона 7 содержала дополнительную разгрузочную площадку 21b, при этом, как показано на фиг. 1-5, разгрузочная площадка 21a и дополнительная разгрузочная площадка 21b смещены относительно друг друга в направлении Y 13.
Кроме того, погрузочное устройство 20a, b предпочтительно содержит грузоподъемный кран 22. Он предназначен для того, чтобы поднимать конструктивный элемент 3a, b воздушного судна и перемещать его между позиционирующим устройством 2 и разгрузочной площадкой 21a, b. На промежуточной операции грузоподъемный кран 22 может переносить конструктивный элемент 3a, b воздушного судна или помещать его на не показанную промежуточную разгрузочную площадку. Это может быть целесообразным в том случае, когда конструктивный элемент 3a, b воздушного судна должен быть уложен на разгрузочную площадку 21a, b, которая находится под фактической позицией зажимной рамы 10а в погрузочно-разгрузочной зоне 7. В этом случае грузоподъемный кран 22 может поднимать конструктивный элемент 3a, b воздушного судна и удерживать его до тех пор, пока зажимная рама 10a не переместится таким образом, чтобы освободить пространство над разгрузочной площадкой 21a, b, ранее недоступной для грузоподъемного крана 22, который может выгрузить на нее конструктивный элемент 3a, b воздушного судна.
Альтернативно или дополнительно погрузочное устройство 20b может содержать управляемые стопоры 23, установленные на позиционирующем устройстве 2, в данном случае, в частности, на зажимной раме 10а. С их помощью процесс погрузки или выгрузки конструктивного элемента 3a, b воздушного судна на разгрузочной площадке 21a, b, расположенной в погрузочно-разгрузочной зоне 7, может быть осуществлен следующим образом: зажимная рама 10a устанавливается в такую позицию, чтобы прикрепленный к ней конструктивный элемент 3a, b воздушного судна снимался с соответствующей разгрузочной площадки 21a, b уже в удобном для выгрузки положении, в котором указанный конструктивный элемент 3a, b воздушного судна уже прилегает к соответствующей поверхности разгрузочной площадки 21a, b. После этого следует только освободить управляемые стопоры 23. Благодаря таким управляемым стопорам 23, устраняется необходимость обеспечивать доступ сверху к погрузочно-разгрузочной зоне 7 для вышеуказанного грузоподъемного крана 22 при погрузке и выгрузке.
Обратный процесс погрузки может, соответственно, содержать позиционирование зажимной рамы 10a таким образом, чтобы путем фиксации управляемых стопоров 23 прикрепить конструктивный элемент 3a, b воздушного судна, находящийся на разгрузочной площадке 21a, b в погрузочно-разгрузочной зоне 7, к зажимной раме 10a и переместить его с разгрузочной площадки 21a, b путем перемещения зажимной рамы 10a. В целом, такие управляемые стопоры 23 позволяют быстро выполнять операции выгрузки и погрузки.
Эти управляемые стопоры 23 можно также предусмотреть в комбинации с грузоподъемным краном 22 и применять совместно с ним.
Наряду с вертикальной загрузкой сверху при помощи грузоподъемного крана 22, как описано выше, или какого-либо другого погрузочного устройства 20a, b возможна также горизонтальная и, следовательно, боковая загрузка при помощи соответствующего погрузочного устройства 20a, b.
Аналогично управляемым стопорам 23 позиционирующего устройства 2 предпочтительно предусмотреть, чтобы разгрузочная площадка 21a, b содержала крепежные средства 24 для установки конструктивного элемента 3a, b воздушного судна. Эти крепежные средства 24 также могут быть управляемыми и соответствовать по своим функциям управляемым стопорам 23.
Альтернативно или дополнительно к этому варианту осуществления с крепежными средствами 24 разгрузочная площадка 21a, b может быть предназначена для окончательной или предварительной обработки конструктивного элемента 3a, b воздушного судна. При этом под окончательной или предварительной обработкой следует понимать любую обработку - будь то ручная, автоматическая или даже выполняемая при помощи не показанного дополнительного манипулятора - конструктивного элемента 3a, b воздушного судна, которая осуществляется не в рабочей зоне 6 станции 1 для обработки, независимо от того, происходит ли она до или после соответствующей обработки в рабочей зоне 6. Если разгрузочная площадка 21a, b находится за пределами погрузочно-разгрузочной зоны 7, то соответствующую окончательную или предварительную обработку можно также предусмотреть за пределами погрузочно-разгрузочной зоны. Способ согласно изобретению представлен со ссылками на фиг. 2-5 и осуществляется при помощи установки для обработки с фиг. 1, показанной на виде сверху.
Способ обработки конструктивных элементов воздушного судна согласно изобретению включает обработку конструктивного элемента 3a воздушного судна, установленного на позиционирующее устройство 2, в рабочей зоне 6 при помощи инструментального средства 5, расположенного на манипуляторе 4. Эта операция способа показана на фиг. 2.
Указанный способ отличается тем, что включает перемещение конструктивного элемента воздушного судна 3 при помощи позиционирующего устройства 2 из рабочей зоны 6 в погрузочно-разгрузочную зону 7, расположенную на расстоянии от рабочей зоны 6. На фиг. 3 показана установка для обработки после окончания этой операции способа.
Кроме того, способ отличается тем, что включает выгрузку конструктивного элемента 3a воздушного судна с позиционирующего устройства 2 на разгрузочную площадку 21a, которая расположена за пределами рабочей зоны 6. Указанную выгрузку можно производить, в принципе, любым способом, при этом при этом предпочтительными являются уже описанные варианты осуществления с применением грузоподъемного крана 22 или управляемых стопоров 23, являющихся, соответственно, составными частями погрузочного устройства 20a, b.
Способ содержит также погрузку другого конструктивного элемента 3b воздушного судна на позиционирующее устройство 2 с другой разгрузочной площадки 21b, которая расположена за пределами рабочей зоны 6.
На фиг. 4 показана установка для обработки после окончания выполнения этой операции способа. Кроме того, из фиг. 4 следует, что разгрузочная площадка 21a и альтернативно или дополнительно также дополнительная разгрузочная площадка 21b расположены в погрузочно-разгрузочной зоне 7. Выгрузка конструктивного элемента 3a воздушного судна с позиционирующего устройства 2 на разгрузочную площадку 21а осуществляется либо путем подъема конструктивного элемента 3a воздушного судна не показанным на фиг. 4 грузоподъемным краном 22 и установки на разгрузочную площадку 21а только после того, как зажимная рама 10a позиционирующего устройства 2 переместится таким образом, чтобы разгрузочная площадка 21a стала доступной, либо путем непосредственного подъема конструктивного элемента 3a воздушного судна с разгрузочной площадки 21a при помощи управляемых стопоров 23.
Соответствующим образом с использованием одной из двух предпочтительных возможностей осуществляется погрузка другого конструктивного элемента 3b воздушного судна с другой разгрузочной площадки 21b на позиционирующее устройство 2. При этом грузоподъемный кран 22 может удерживать конструктивный элемент 3n воздушного судна, поднятый с разгрузочной площадки 21b, до тех пор, пока зажимная рама 10a не будет установлена в позицию, показанную на фиг. 4, и только после достижения этой позиции конструктивный элемент 3b воздушного судна устанавливается на зажимную раму 10а.
И в заключение, способ согласно изобретению включает перемещение второго конструктивного элемента 3b воздушного судна при помощи позиционирующего устройства 2 в рабочую зону 6 и обработку второго конструктивного элемента 3b инструментальным средством 5 воздушного судна, расположенным на манипуляторе 4, как показано на фиг. 5.
В предпочтительном варианте усовершенствования способа согласно изобретению предусмотрено, чтобы во время обработки конструктивного элемента 3a воздушного судна в рабочей зоне 6 осуществлялась одновременная предварительная обработка другого конструктивного элемента 3b воздушного судна на дополнительной разгрузочной площадке 21b.
Альтернативно или дополнительно можно предусмотреть, чтобы во время обработки конструктивного элемента 3b воздушного судна в рабочей зоне 6 осуществлялась одновременная окончательная обработка конструктивного элемента 3a воздушного судна на разгрузочной площадке 21a.
Другие предпочтительные варианты осуществления способа согласно изобретению получаются в результате реализации предпочтительных вариантов осуществления установки для обработки согласно изобретению.
Изобретение относится к установке для обработки конструктивных элементов воздушного судна при помощи станции для обработки. Установка содержит позиционирующее устройство для установки и перемещения конструктивного элемента, манипулятор с инструментальным средством, погрузочно-разгрузочную зону, которая расположена на расстоянии от рабочей зоны, и транспортировочное устройство, выполненное с возможностью перемещения полностью конструктивного элемента, установленного на позиционирующем устройстве, между рабочей зоной и погрузочно-разгрузочной зоной. Установка также содержит погрузочное устройство, которое выполнено с возможностью перемещения элемента с позиционирующего устройства на разгрузочную площадку и с разгрузочной площадки на позиционирующее устройство. При этом разгрузочная площадка служит для окончательной или предварительной обработки конструктивного элемента. Позиционирующее устройство содержит две позиционирующие опоры, между которыми расположен держатель, представляющий собой зажимную раму, которая предназначена для приема конструктивного элемента. Достигается существенное сокращение времени простоя установки для обработки конструктивных элементов воздушного судна. 2 н. и 10 з.п. ф-лы, 5 ил. 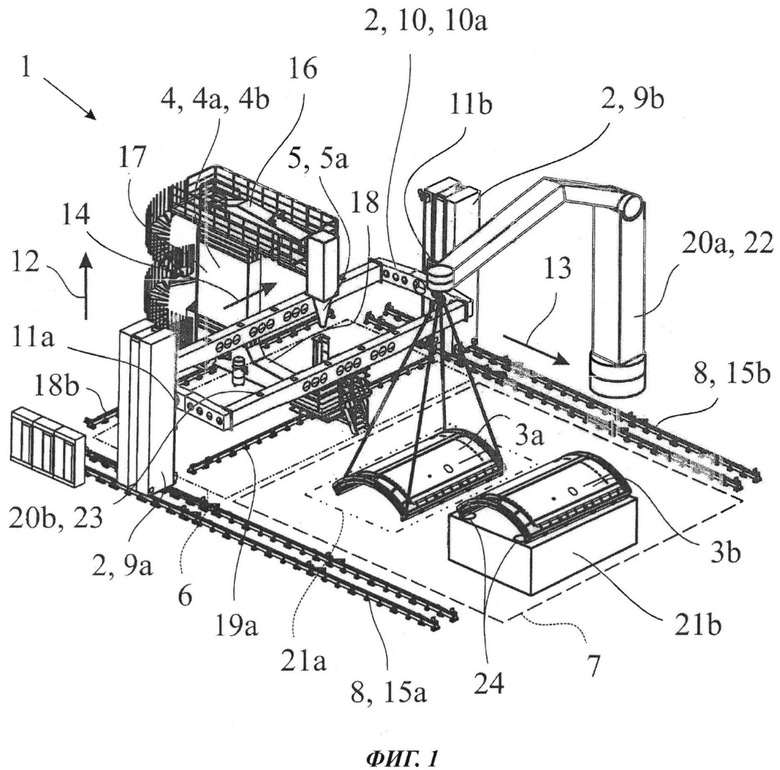
1. Установка для обработки конструктивных элементов воздушного судна со станцией (1) для обработки, которая содержит позиционирующее устройство (2) для установки и перемещения конструктивного элемента (3а, b) воздушного судна и манипулятор (4) с инструментальным средством (5), предпочтительно представляющим собой заклепочную машину (5а), при этом манипулятор (4) предназначен для перемещения инструментального средства (5) и при этом рабочая зона (6) станции (1) для обработки определяется областью, в которой конструктивный элемент (3а, b) воздушного судна, установленный на позиционирующее устройство (2), может обрабатываться инструментальным средством (5), причем позиционирующее устройство (2) содержит две позиционирующие опоры (9а, b), между которыми расположен держатель (10), имеющий предпочтительно прямоугольную форму и представляющий собой, в частности, зажимную раму (10а), которая предназначена для приема конструктивного элемента (3а, b) воздушного судна, отличающаяся тем, что она содержит:
погрузочно-разгрузочную зону (7), которая предназначена для погрузки и/или выгрузки конструктивного элемента (3а, b) воздушного судна и расположена на расстоянии от рабочей зоны (6),
транспортировочное устройство (8), выполненное с возможностью перемещения, в частности, полностью конструктивного элемента (3а, b) воздушного судна, установленного на позиционирующем устройстве (2), между рабочей зоной (6) и погрузочно-разгрузочной зоной (7), и
погрузочное устройство (20а, b), которое выполнено с возможностью перемещения конструктивного элемента (3а, b) воздушного судна с позиционирующего устройства (2) на разгрузочную площадку (21а, b) и с разгрузочной площадки (21а, b) на позиционирующее устройство (2), причем указанная разгрузочная площадка (21а, b) служит для окончательной или предварительной обработки конструктивного элемента (3а, b) воздушного судна.
2. Установка для обработки по п.1, отличающаяся тем, что каждая из позиционирующих опор (9а, b) содержит крепежное приспособление (11а, b) для держателя (10), причем каждое из крепежных приспособлений (11а, b) установлено с возможностью перемещения в вертикальном направлении (12) по соответствующей позиционирующей опоре (9а, b).
3. Установка для обработки по п.1 или 2, отличающаяся тем, что погрузочно-разгрузочная зона (7) смещена в направлении Y (13) относительно рабочей зоны (6), при этом указанное направление Y (13) является, по существу, перпендикулярным направлению X (14) между позиционирующими опорами (9а, b).
4. Установка для обработки по п.3, отличающаяся тем, что транспортировочное устройство (8) содержит первую опорную направляющую (15а) и вторую опорную направляющую (15b), которые предназначены для перемещения по ним позиционирующего устройства (2), в частности позиционирующих опор (9а, b), в направлении Y (13) между рабочей зоной (6) и погрузочно-разгрузочной зоной (7).
5. Установка для обработки по п.3, отличающаяся тем, что манипулятор (4) содержит станину (4а) с верхней горизонтальной опорой (16), которая расположена по меньшей мере частично выше рабочей зоны (6), при этом станина (4а) представляет собой С-образную станину (4b) со стойкой (17) и нижней горизонтальной опорой (18) и при этом установка для обработки содержит направляющие (19а, b) станины, которые служат для перемещения С-образной станины (4b) в направлении X (14).
6. Установка для обработки по п. 5, отличающаяся тем, что инструментальное средство (5) прикреплено к верхней горизонтальной опоре (16).
7. Установка для обработки по п.5 или 6, отличающаяся тем, что направляющие (19а, b) станины содержат первую направляющую (19а) станины и вторую направляющую (19b) станины, при этом нижняя горизонтальная опора (18) ориентирована в направлении Y (13) и расположена как на первой направляющей (19а) станины, так и на второй направляющей (19b) станины и при этом первая направляющая (19а) станины проходит предпочтительно в направлении X (14) посредине рабочей зоны (6), а вторая направляющая (19b) станины расположена на расстоянии от рабочей зоны (6).
8. Установка для обработки по п.1, отличающаяся тем, что разгрузочная площадка (21а, b) расположена в погрузочно-разгрузочной зоне (7), при этом погрузочно-разгрузочная зона (7) содержит дополнительную разгрузочную площадку (21b) и при этом разгрузочная площадка (21а) и дополнительная разгрузочная площадка (21b) смещены относительно друг друга в направлении Y (13).
9. Установка для обработки по п.1 или 8, отличающаяся тем, что погрузочное устройство (20а, b) содержит грузоподъемный кран (22).
10. Установка для обработки по п.9, отличающаяся тем, что погрузочное устройство (20b) содержит управляемые стопоры (23), расположенные на позиционирующем устройстве (2), в частности на зажимной раме (10а).
11. Установка для обработки по одному из пп.1, 8 или 10, отличающаяся тем, что разгрузочная площадка (21 а, b) содержит крепежные средства (24) для установки конструктивного элемента (3а, b) воздушного судна.
12. Способ обработки конструктивных элементов воздушного судна, включающий:
- обработку конструктивного элемента (3а) воздушного судна, установленного на позиционирующее устройство (2), в рабочей зоне (6) при помощи инструментального средства (5), расположенного на манипуляторе (4), причем позиционирующее устройство (2) содержит две позиционирующие опоры (9а, b), между которыми расположен держатель (10), имеющий предпочтительно прямоугольную форму и представляющий собой, в частности, зажимную раму (10а), которая предназначена для приема конструктивного элемента (3а, b) воздушного судна, отличающийся тем, что указанный способ включает также:
- перемещение конструктивного элемента (3а) воздушного судна при помощи позиционирующего устройства (2) из рабочей зоны (6) в погрузочно-разгрузочную зону, (7), расположенную на расстоянии от рабочей зоны (6),
- выгрузку конструктивного элемента воздушного судна (3а) посредством погрузочного устройства (20а, b) с позиционирующего устройства (2) на разгрузочную площадку (21а), расположенную за пределами рабочей зоны (6),
- погрузку другого конструктивного элемента (3b) воздушного судна посредством погрузочного устройства (20а, b) с дополнительной разгрузочной площадки (21b), которая расположена за пределами рабочей зоны (6), на позиционирующее устройство (2),
- перемещение второго конструктивного элемента (3b) воздушного судна при помощи позиционирующего устройства (2) в рабочую зону (6) и
- обработку второго конструктивного элемента (3b) воздушного судна при помощи инструментального средства (5), установленного на манипуляторе (4),
при этом во время обработки конструктивного элемента (3а) воздушного судна в рабочей зоне (6) на дополнительной разгрузочной площадке (21b) выполняют одновременную предварительную обработку второго конструктивного элемента (3b) воздушного судна.
| Топка | 1980 |
|
SU956915A1 |
| US 8220134 B2, 17.07.2012 | |||
| DE 202008009987 U1, 17.12.2009 | |||
| СПОСОБ, УСТРОЙСТВО И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ОБШИВКИ | 2007 |
|
RU2448876C2 |

