Изобретение касается машины для укладки волокон согласно ограничительной части п.1 формулы изобретения, а также способа укладки волокнистого полотна на заготовку. Изобретение касается также системы для изготовления волокнистых композитных конструктивных элементов.
Из публикации WO 2009/042225 A2 известна машина для укладки волокон с целью изготовления волокнистых однонаправленных тканей (Gelege). Эта машина для укладки волокон имеет трехосный стол, который обладает возможностью вращения относительно головки для укладки волокон вокруг вертикальной оси вращения и обладает возможностью линейного передвижения в двух направлениях. На этом трехосном столе расположен вакуумный стол, который служит гладкой инструментальной поверхностью. Головка для укладки волокон установлена неподвижно на раме машины над вакуумным столом и имеет направляющие шины для волоконной ленты, которые могут перемещаться посредством линейного актуатора в вертикальном направлении, чтобы доставлять волоконную ленту к поверхности инструмента.
Задачей изобретения является предложить машину для укладки волокон, которая позволит быстро и бесперебойно укладывать волокна.
Эта задача для вышеназванной машины для укладки волокон решается с помощью признаков п.1 формулы изобретения. Путем вытягивания волокон на один ход укладки обеспечивается возможность укладки, при которой волокна перед собственным нанесением вытягиваются из узла снабжения, при этом волокна чаще всего разматываются с рулонов и направляются по нескольким направителям (отклоняющим устройствам). Во время последующего, непосредственно нанесения на заготовку волокна не должны больше вытягиваться из узла снабжения волокнами. Это разделение подачи волокон позволяет оптимизировать соответствующий участок движения укладочной головки.
Под заготовкой в смысле изобретения понимается любая подложка, на которую планомерно наносятся волокна. В частности, такая подложка может представлять собой плоскую поверхность, например, в виде удаляемой позднее пленки или покрытой средством для скольжения поверхности основы, от которой позднее отделяется волокнистая однонаправленная ткань (Gelege – нетканая текстильная структура из параллельно уложенных/вытянутых волокон). Также заготовка в смысле изобретения представляет собой частично изготовленную волокнистую однонаправленную ткань или другой полуфабрикат продукта, который предназначен для обкладывания волокнами. Далее, подложка может представлять собой предварительно сформованный формовочный инструмент, в котором выполнено определенная структура будущей нижней стороны волокнистой однонаправленной ткани.
Отдельные пряди волокон у предлагаемой изобретением машины для укладки волокон предпочтительно предварительно покрыты связующим уже при их нахождении в узле снабжения волокнами. Такие предварительно снабженные покрытием волокна могут особенно контролируемым образом приклеиваться, соответственно, привязываться к волокнистой однонаправленной ткани, при этом количество связующего в любое время является оптимально дозированным. Для улучшения процесса связывания на укладочной головке может быть предусмотрено, в частности, нагревательное устройство, например, в виде теплоизлучателя. В принципе, подвод предварительно снабженных покрытием волокон к укладочной головке, в отличие от не снабженных покрытием волокон, связан со специфическими требованиями. Поэтому для снабженных покрытием волокон предлагаемый изобретением вариант осуществления машины для укладки волокон может особенно оптимизировать транспортировку волокон. В профессиональных кругах такие связующие называются также матрицей.
Под разъемным зажимным устройством понимается любое устройство, которое в зажатом состоянии может передавать на пряди волокон достаточные удерживающие силы для надежного вытягивания их из узла снабжения волокнами с преодолением их обусловленного трением сопротивления.
Под узлом снабжения волокнами в смысле изобретения понимается любая запасная область для выпуска прядей волокон. В частности, соответствующие пряди волокон могут быть намотаны на сменные бобины. Узел снабжения волокнами включает в себя также направители прядей волокон, посредством которых осуществляется подача к подвижной укладочной головке. Благодаря этому возможен практически свободный выбор размещения сменных бобин, соответственно, шпулярника для бобин относительно укладочной головки.
В предпочтительных в общем вариантах осуществления изобретения бобины могут сидеть на осях вращения, приводимых в движение против направления разматывания, при этом приводы этих осей вращения имеют ограничение вращающего момента. Ограничение вращающего момента может осуществляться, например, с помощью фрикционной муфты или же с помощью настройки электрического привода в зависимости от вращающего момента. Таким образом, при необходимости, в частности, во время разматывания с бобины, может поддерживаться определенное предварительное натяжение данной пряди волокон.
Кроме того, в общем предпочтительно узел снабжения волокнами может иметь один или несколько магазинов компенсаторов, чтобы поддерживать транспортировку прядей волокон при определенном натяжении и чтобы делать ее более равномерной.
В общем, предпочтительно заготовка помещена в машине для укладки волокон с возможностью поворота вокруг оси, так что направление укладки волокон относительно заготовки может изменяться устанавливаемым образом. В зависимости от потребности, крепление заготовки может также иметь другие движения, например, в плоскости, параллельной направлению укладки.
В одном из предпочтительных вариантов осуществления изобретения узел снабжения волокнами установлен стационарно. Это позволяет получить большой запас прядей волокон при хорошем доступе для технического обслуживания. Особенно предпочтительно, но не обязательно, укладочная головка может передвигаться относительно узла снабжения волокнами только в одной единственной плоскости. Такое ограничение движения укладочной головки в одной плоскости реализуемо относительно простыми средствами направления прядей волокон между укладочной головкой и узлом снабжения волокнами.
В общем, предпочтительно предусмотрено, что зажимное устройство во время укладки участка волокнистого полотна разжато. При этом укладывается длина волокнистого полотна, вытянутая на ход укладки, которая находится в накопительной области между узлом снабжения волокнами и укладочной головкой. При этом укладочная головка движется преимущественно в противоположном направлении движению, посредством которого осуществлено вытягивание волокнистого полотна.
В одном из, в общем, предпочтительных детальных вариантов осуществления изобретения зажимное устройство включает в себя по меньшей мере один, предпочтительно два взаимодействующих друг с другом зажимных ролика. Применение зажимных роликов уменьшает скопление истертого связующего и волокон и позволяет простым образом задавать начальный вращающий момент для защиты установки при ошибке функционирования. Особенно предпочтительно зажимные ролики могут быть оснащены устройством свободного хода против направления вытягивания. Благодаря этому зажимные ролики могут также, например, еще прижиматься друг к другу, когда расположенное ниже зажимных роликов транспортировочное звено уже продолжает вытягивать пряди волокон для укладки. В предпочтительном детальном варианте осуществления зажимные ролики разжимаются только вскоре после начала такого дальнейшего вытягивания, чтобы сделать равномерным направление волокна в целом.
Выполненная, в общем, предпочтительно укладочная головка включает в себя два проходящих под углом друг к другу подвода, причем посредством первого из этих подводов первая группа прядей волокон, а посредством второго из этих подводов - вторая группа прядей волокон направляются в область перекрещивания для объединения этих двух групп прядей волокон в волокнистое полотно. При этом группы прядей волокон могут быть расположены перпендикулярно направлению укладки со сдвигом на ширину пряди волокон, и объединенные группы прядей волокон могут, например, гомогенизироваться посредством компактирующего ролика и наноситься на заготовку. Такая укладочная головка, имеющая две направляющие, предпочтительным с точки зрения ориентации направляющих образом выполнена по существу зеркально-симметрично относительно средней плоскости.
В общем, предпочтительно волокна могут разделяться посредством установленного на укладочной головке режущего устройства, причем это режущее устройство включает в себя несколько отдельно настраиваемых режущих звеньев, которые могут отделять разные части волокон поперек направления укладывания. Благодаря этому, в общем, начало и/или конец данного укладываемого полотна могут конфигурироваться по своей форме, так что даже у заготовок произвольной формы, краевая избыточная часть или недостающая часть волокнистого полотна, во всяком случае, является небольшой.
При этом в одном из особенно предпочтительных усовершенствований режущее устройство имеет актуаторное звено для приведения в действие по меньшей мере одного из режущих звеньев, причем это актуаторное звено выполнено отдельно от режущего звена. Особенно предпочтительно актуаторное звено расположено на отсоединяемой в целях технического обслуживания верхней части укладочной головки. Такая верхняя часть может быть выполнена, например, с возможностью поворота вверх относительно нижней части, так чтобы подвергающиеся износу режущие звенья и при необходимости другие механические элементы укладочной головки были простым образом доступны в нижней части. Разумеется, что при исполнении укладочной головки с двумя проходящими под углом друг к другу направляющими предпочтительно над каждой из этих направляющих расположена соответствующая верхняя часть. Пряди волокон могут, в частности, проходить в укладочной головке между верхней частью и нижней частью.
Предпочтительно на укладочной головке предусмотрен по меньшей мере один продвигающий ролик для приводной подачи, причем этот продвигающий ролик расположен между зажимным устройством и выходным компактирующим роликом укладочной головки. Приводная подача прядей волокон служит для особенно равномерного нанесения волокнистого полотна. Кроме того, продвигающий ролик служит для подвода отрезанного в укладочной головке конца волокнистого полотна к заготовке, для начала укладки нового волокнистого полотна.
В одном из предпочтительных, в общем, вариантов осуществления изобретения машина для укладки волокон полностью установлена на раме машины. Это позволяет при необходимости просто перемещать или заменять всю машину для укладки волокон в производственной линии, без необходимости демонтажа этой машины на отдельные части. К тому же такая конструкция делает более удобной интеграцию машины для укладки волокон в автоматизированную производственную линию.
Кроме того, предпочтительно машина для укладки волокон имеет климатически закрытый корпус. В смысле изобретения это следует понимать так, что по меньшей мере одна окружающая заготовку область машины для укладки волокон внутри корпуса снабжена контролируемым кондиционированием. Особенно во время и непосредственно после укладки волокнистых полотен такое кондиционирование является важным для хорошего результата. Кондиционирование в смысле изобретения включает в себя также чистое темперирование без влияния на влажность воздуха.
Чтобы можно было просто обслуживать машину для укладки волокон и чтобы делать более удобной интеграцию в автоматизированную производственную линию, заготовка предпочтительно расположена на паллете, транспортируемом автоматизированным образом. Под паллетом в смысле изобретения следует понимать любое сменное основание для заготовки.
В одном из возможных усовершенствований транспортировочное пространство может сокращаться за счет того, что несущая заготовку поверхность паллета наклонена относительно вертикали на угол меньше 30 градусов. Это усовершенствование включает в себя, в частности, вертикальную ориентацию этой поверхности. Таким образом может использоваться большая высота пространства производственного цеха, и при этом при транспортировке и подводе паллета вместе с заготовкой он не занимает слишком много места в ширину. В этом смысле может быть также, кроме того, предусмотрено, чтобы укладочное устройство проходило в плоскости, которая наклонена относительно вертикали меньше, чем на 30 градусов.
Задача изобретения решается, кроме того, с помощью способа укладки волокнистого полотна на заготовку, включающего в себя шаги:
a) зажатие предназначенных для укладки волокон в зажимном устройстве укладочной головки;
b) передвижение укладочной головки относительно узла снабжения волокнами в стартовое положение, при этом волокна вытягиваются из узла снабжения волокнами на один ход укладки;
c) разжатие зажимного устройства;
d) передвижение укладочной головки из стартового положения в конечное положение при укладке волокон на заготовку, так что волокна (13) не вытягиваются из узла (42) снабжения волокнами во время нанесения волокон (13) на заготовку (12).
Благодаря этому процессу гарантируется равномерное выкладывание волокон на заготовку, без передачи нежелательных сил вследствие одновременного вытягивания из узла снабжения волокнами. К тому же скорость вытягивания волокон и скорость выкладывания могут устанавливаться независимо друг от друга, так что весь процесс оптимизирован. В обычном случае вытягивание волокон осуществляется в ходе первого, уходящего движения укладочной головки, при котором нет контакта с заготовкой. Затем укладочная головка устанавливается на заготовку, так что посредством возвратного движения вытянутые волокна выкладываются на заготовку.
Особенно предпочтительно этот способ выполняется посредством предлагаемой изобретением машины для укладки волокон. При этом в частности, каждый из специфических признаков предлагаемой изобретением машины для укладки волокон может считаться отдельным признаком усовершенствования предлагаемого изобретением способа.
Предпочтительно волокна после шага c движутся относительно укладочной головки посредством приводного продвигающего ролика, при этом волокна, в частности, не вытягиваются посредством продвигающего ролика из узла снабжения волокнами. Тем самым простым образом может достигаться начальная подача для старта процесса укладки.
Можно сказать, что, в зависимости от конструктивного расчета машины для укладки волокон, между вышеназванными шагами способа может быть предусмотрено произвольное количество промежуточных шагов. В рамках всех предусмотренных в целом шагов должно быть, в частности, обеспечено постоянное наличие какой-либо фиксации волокон для предотвращения неконтролируемого выхода волокон из головки для укладки волокон.
Задача изобретения решается, кроме того, с помощью системы изготовления волокнистых композитных конструктивных элементов, включающей в себя
по меньшей мере одну первую машину для укладки волокон для нанесения волокнистых однонаправленных тканей на заготовку; и
другую, отличающуюся от этой машины для укладки волокон обрабатывающую станцию для модификации заготовки;
при этом заготовка посредством автоматизированного транспортировочного устройства может переправляться как к машине для укладки волокон, так и к другой обрабатывающей станции.
До сих пор машины для укладки волокон применялись как отдельные машины для изготовления в высокой степени индивидуальных и сложных конструктивных элементов небольшими количествами экземпляров. Для достижения высокой пропускной способности заготовок в рамках серийного производства предусмотрена предлагаемая изобретением привязка машины для укладки волокон к автоматизированному производству заготовок.
В общем, предпочтительно по меньшей мере одна машина для укладки волокон предлагаемой изобретением системы выполнена в виде предлагаемой изобретением машины для укладки волокон. Но в общем предлагаемая изобретением система может также иметь несколько машин для укладки волокон разного конструктивного типа для оптимизации процесса изготовления заготовок.
В одном из особенно предпочтительных вариантов осуществления изобретения эта система включает в себя вторую машину для укладки волокон, которая пространственно разобщена от первой машины для укладки волокон и посредством автоматизированного транспортировочного устройства соединена с первой машиной для укладки волокон. При этом предпочтительно, но не обязательно эти по меньшей мере две машины для укладки волокон одинаковы по конструкции.
При этом в первом возможном усовершенствовании эти машины для укладки волокон предусмотрены в виде параллельных обрабатывающих станций, которые выполняют одни и те же обрабатывающие шаги на синхронно обрабатываемых заготовках. Тем самым может повышаться пропускная способность и адаптироваться к вероятной более высокой пропускной способности других обрабатывающих станций.
В одном из альтернативных или дополнительных этому вариантов осуществления предусмотрено, что машины для укладки волокон в виде последовательных обрабатывающих станций поочередно выполняют разные обрабатывающие шаги на одной заготовке. Благодаря этому изготовление заготовки может дополнительно оптимизироваться, и между обработками в этих машинах для укладки волокон могут, в частности, предприниматься другие обрабатывающие шаги.
В общем, предпочтительно эта система включает в себя по меньшей мере одну буферную станцию для приема, накопления и дальнейшей передачи нескольких заготовок. Это позволяет значительно улучшить логистику в автоматизированном производстве с высокой пропускной способностью. Предпочтительно заготовки пребывают в буферных станциях каждая на своих паллетах.
В одном из предпочтительных вариантов осуществления изобретения указанная другая обрабатывающая станция включает в себя по меньшей мере что-то одно, выбранное из группы: устройство для обработки давлением, термокамера и/или устройство для нанесения лакокрасочного покрытия. Такая обрабатывающая станция особенно для изготовления серийных деталей для автомобилей или самолетов предпочтительно в автоматизированном варианте комбинируется с машиной для укладки волокон.
Для сокращения занимаемой площади и для общего улучшения гибкости автоматизированное транспортировочное устройство включает в себя предпочтительно погрузочное устройство, посредством которого обеспечена возможность загрузки и разгрузки машины для укладки волокон только с одной стороны. Это позволяет вдвигать заготовку в машину для укладки волокон и выдвигать, подобно тупиковому проходу. В общем, предпочтительно посредством этого погрузочного устройства одновременно возможна замена обработанной заготовки на необработанную заготовку.
При этом в одном из предпочтительных детальных вариантов осуществления изобретения погрузочное устройство выполнено в виде вращающегося устройства для замены, которое включает в себя вращающееся крепление для помещения по меньшей мере двух заготовок.
Далее, изобретение касается, в общем, машины для укладки волокон, скомбинированной с вышеописанным погрузочным устройством, посредством которого обеспечена возможность загрузки и разгрузки машины для укладки волокон только с одной стороны. Разумеется, что такая машина для укладки волокон может включать в себя, к тому же, каждый из других признаков вышеописанных машин для укладки волокон.
В общем, предпочтительно укладочная головка машины для укладки волокон может двигаться в некоторой вертикальной плоскости, при этом угол между этой плоскостью и погрузочным путем машины для укладки волокон составляет от 0° до 30°. Это позволяет конструировать компактную и, в частности, конструктивно узкую машину для укладки волокон. При этом особенно предпочтительно погрузочный путь и эта плоскость находятся под углом 0°, т.е. расположены параллельно, соответственно, на одной линии. В общем, предпочтительно укладочная головка может двигаться только в вертикальной плоскости.
Под погрузочным путем понимается в общем, в частности, прямо проходящий участок автоматизированной транспортировки заготовки между наружной областью машины для укладки волокон и положением обработки заготовки. Погрузочный путь является, таким образом, во-первых, частью автоматизированного транспортировочного устройства, а во-вторых, частью машины для укладки волокон.
В одном из возможных примеров осуществления укладочная головка машины для укладки волокон может двигаться в вертикальной плоскости, при этом шпулярник для бобин с волокнами машины для укладки волокон включает в себя несколько бобин с волокнами, имеющих параллельные друг другу оси бобин, при этом угол между осями бобин и вертикальной плоскостью составляет от 60° до 90°. Благодаря расположению шпулярников для бобин с волокнами и соответствующих направляющих для волокон, это тоже позволяет получить конструктивно узкую машину для укладки волокон. Особенно предпочтительно этот угол составляет примерно 90°. Таким образом погрузочный путь, укладочная головка и шпулярники для бобин с волокнами могут располагаться приблизительно в одну линию друг за другом. В частности, предусмотрены по меньшей мере два шпулярника для бобин с волокнами, которые предназначены каждый для одной группы прядей волокон и которые размещаются рядом друг с другом.
Описанные выше варианты осуществления машины для укладки волокон в отношении ориентации плоскости движения укладочной головки, погрузочного пути и/или осей бобин допускают значительные степени свободы в конструктивном исполнении и выборе размеров пространства. Это касается, в частности, расположения других компонентов машины для укладки волокон, в частности электрического блока управления и узла кондиционирования.
Далее, изобретение касается, в общем, системы для изготовления волокнистых композитных конструктивных элементов, включающей в себя по меньшей мере одну первую машину для укладки волокон для нанесения волокнистых однонаправленных тканей на заготовку; и
другую, одинаковую по конструкции или отличающуюся обрабатывающую станцию для модификации заготовки;
при этом заготовка посредством автоматизированного транспортировочного устройства может переправляться как к машине для укладки волокон, так и к другой обрабатывающей станции,
при этом транспортировочное устройство включает в себя погрузочное устройство, посредством которого обеспечена возможность загрузки и разгрузки линии для укладки волокон только с одной стороны. При этом особенно предпочтительно это погрузочное устройство в одном из предпочтительных детальных вариантов осуществления выполнено в виде вращающегося устройства для замены, которое включает в себя вращающееся крепление для помещения по меньшей мере двух заготовок. Такая система может комбинироваться со всеми индивидуальными признаками вышеописанной системы. В частности, машина для укладки волокон может представлять собой вышеописанную машину для укладки волокон.
Другие преимущества и признаки изобретения следуют из описанных ниже примеров осуществления, а также из зависимых пунктов формулы изобретения.
Ниже несколько примеров осуществления изобретения описываются и поясняются более подробно с помощью прилагаемых чертежей. На чертежах показано:
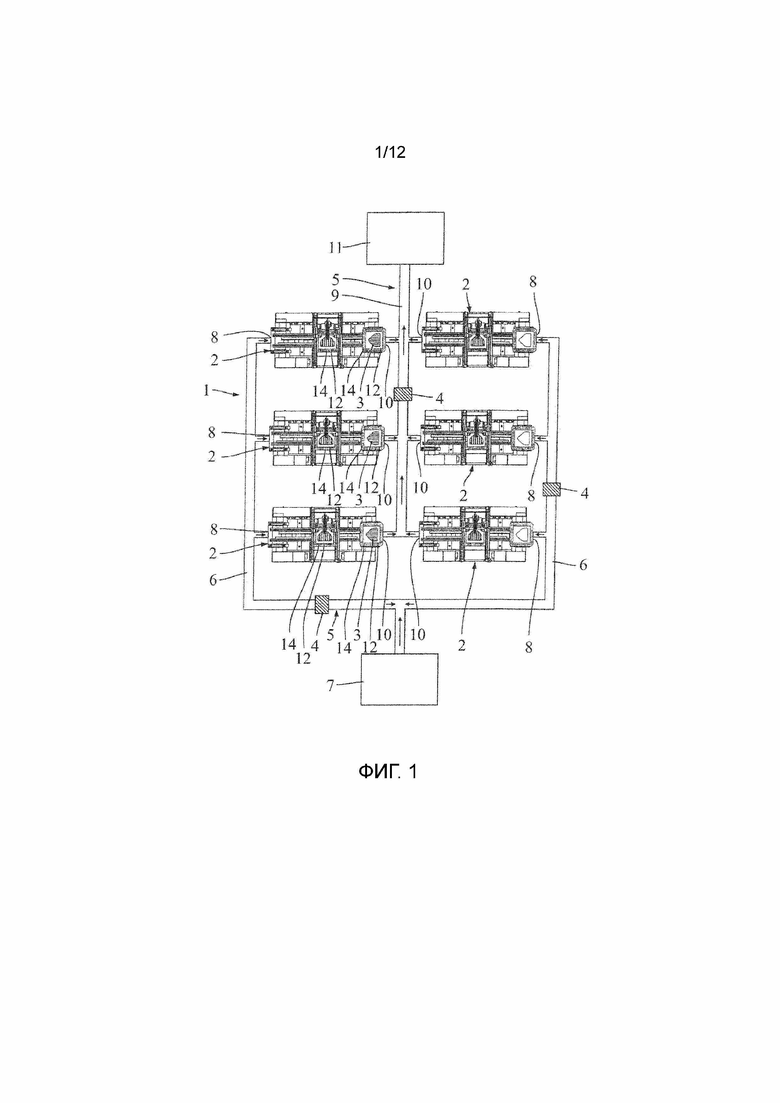
фиг.1: схематичное изображение системы для изготовления волокнистых композитных конструктивных элементов по первому примеру осуществления с несколькими расположенными параллельно друг другу машинами для укладки волокон для изготовления волокнистых однонаправленных тканей;
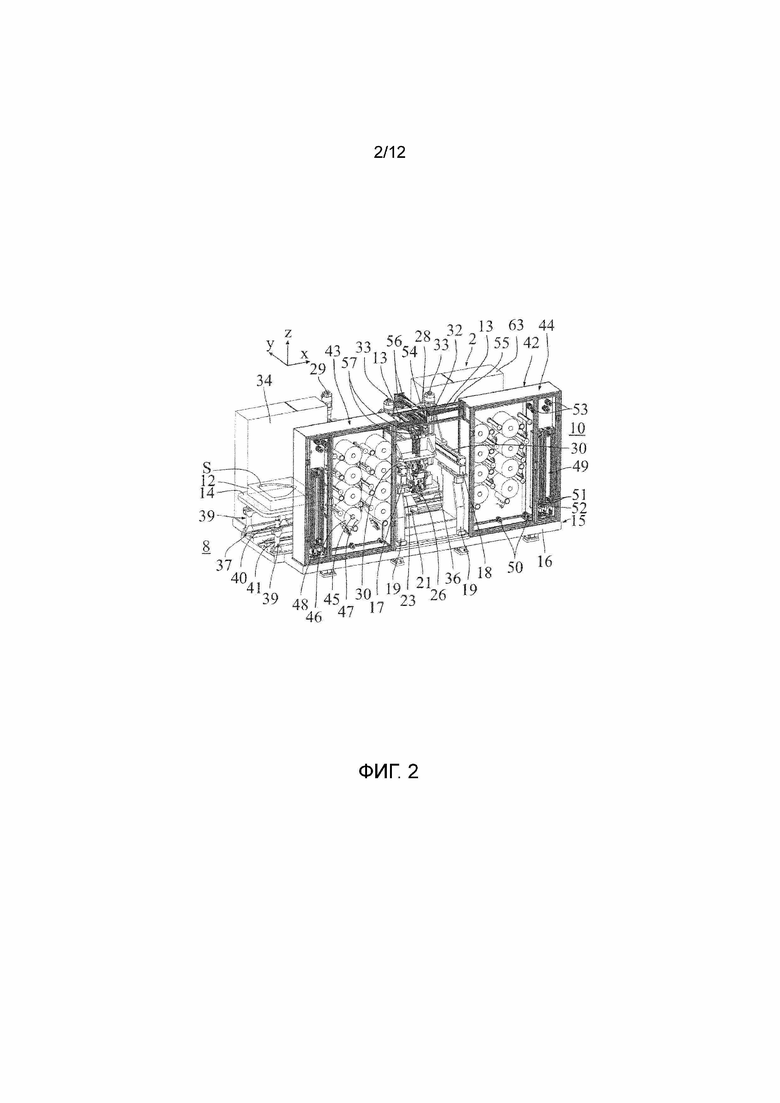
фиг.2: вид в перспективе предлагаемой изобретением машины для укладки волокон, в частности в виде части системы, изображенной на фиг.1;
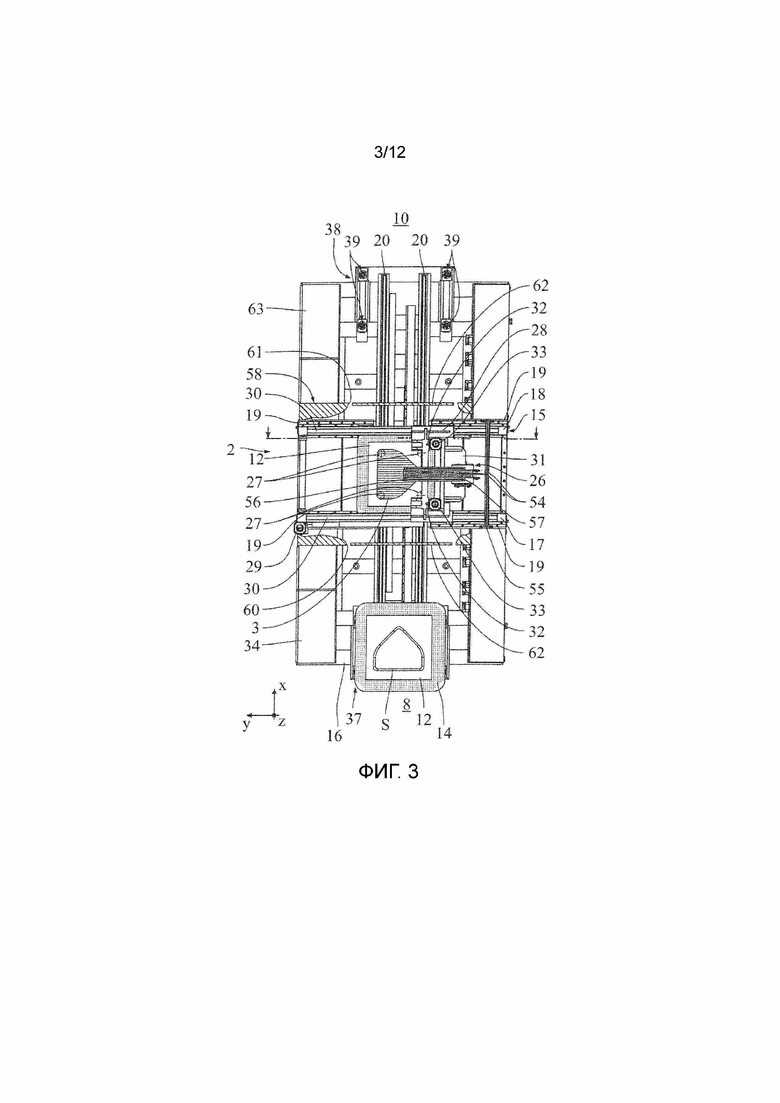
фиг.3: вид сверху машины для укладки волокон с фиг.2;
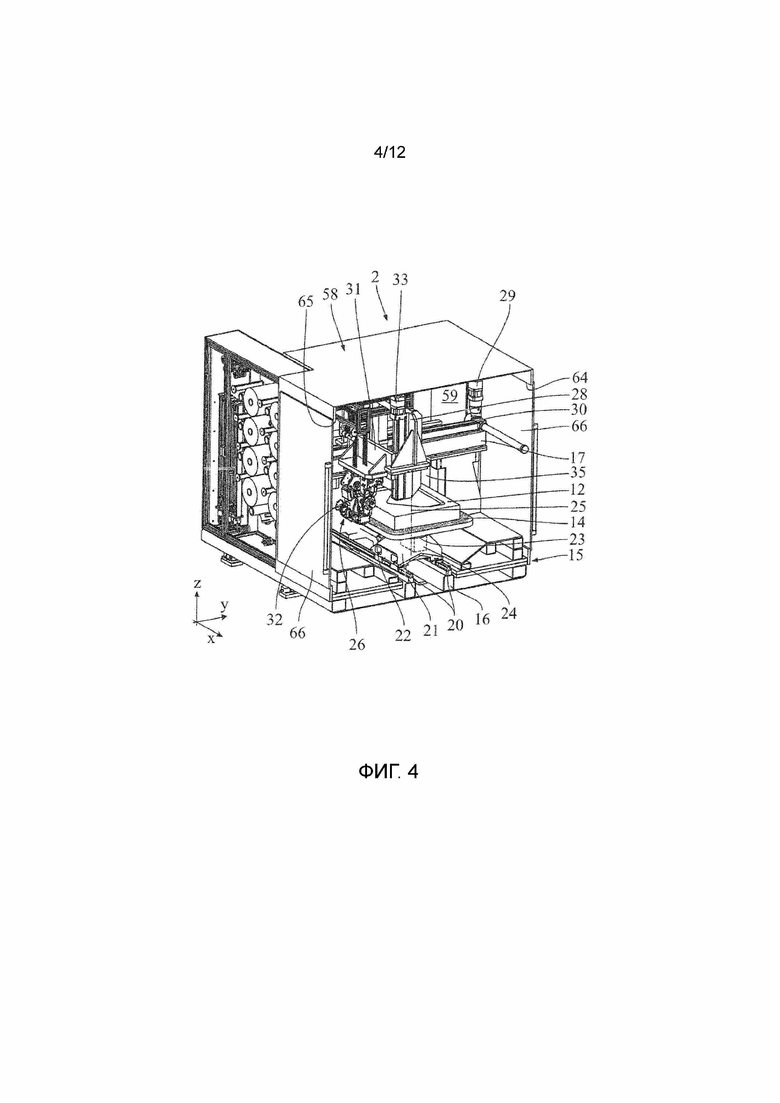
фиг.4: изображение в перспективе сечения машины для укладки волокон с фиг.3 по линии сечения IV-IV;
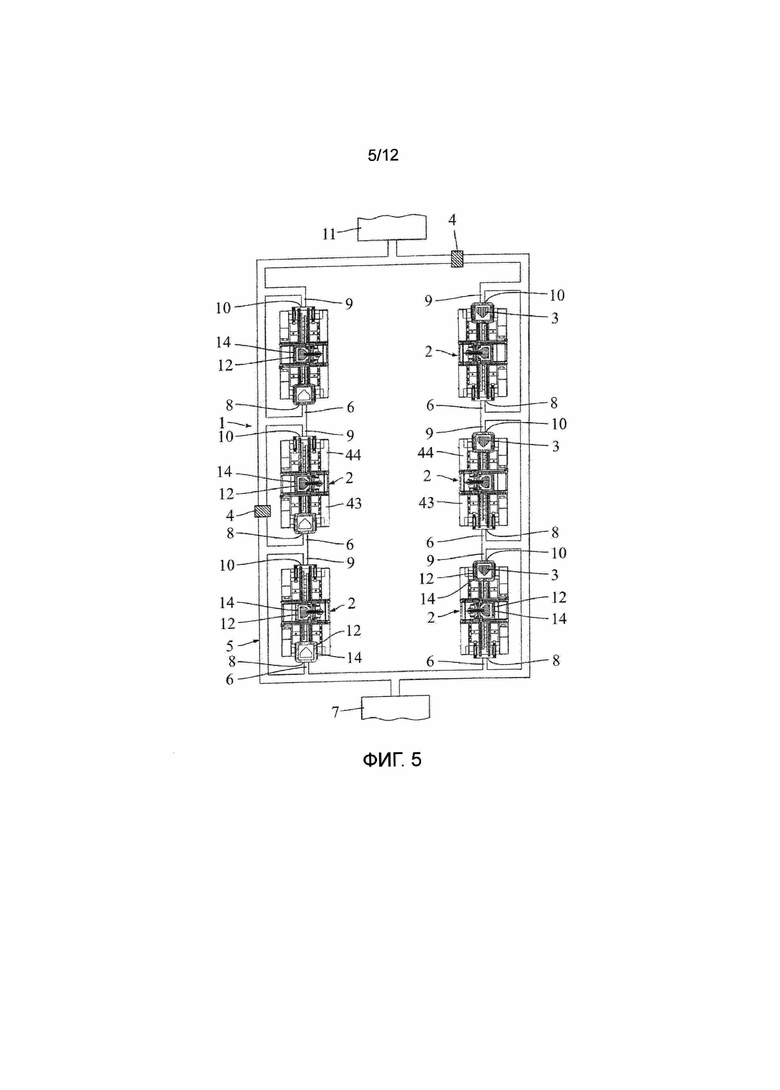
фиг.5: схематичное изображение системы для изготовления волокнистых композитных конструктивных элементов по второму примеру осуществления с расположенными в ряд друг с другом машинами для укладки волокон для изготовления волокнистых однонаправленных тканей;
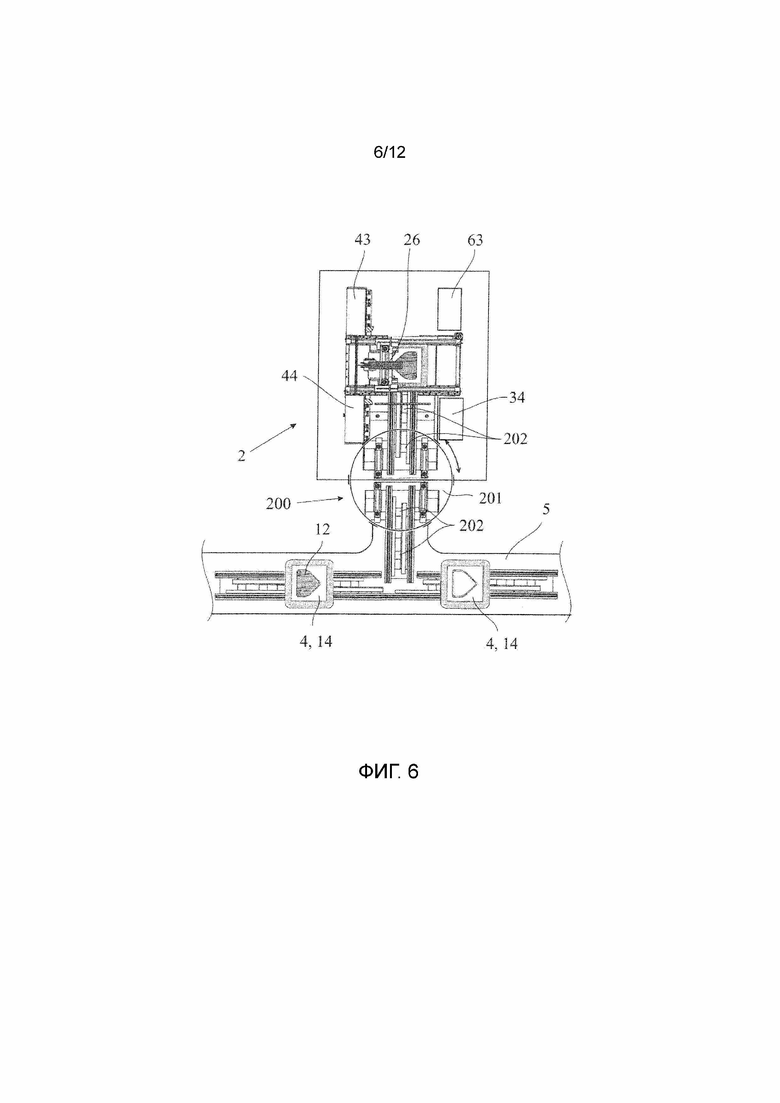
фиг.6: другой вариант осуществления изобретения, при котором для машины для укладки волокон предусмотрено одностороннее погрузочное устройство;
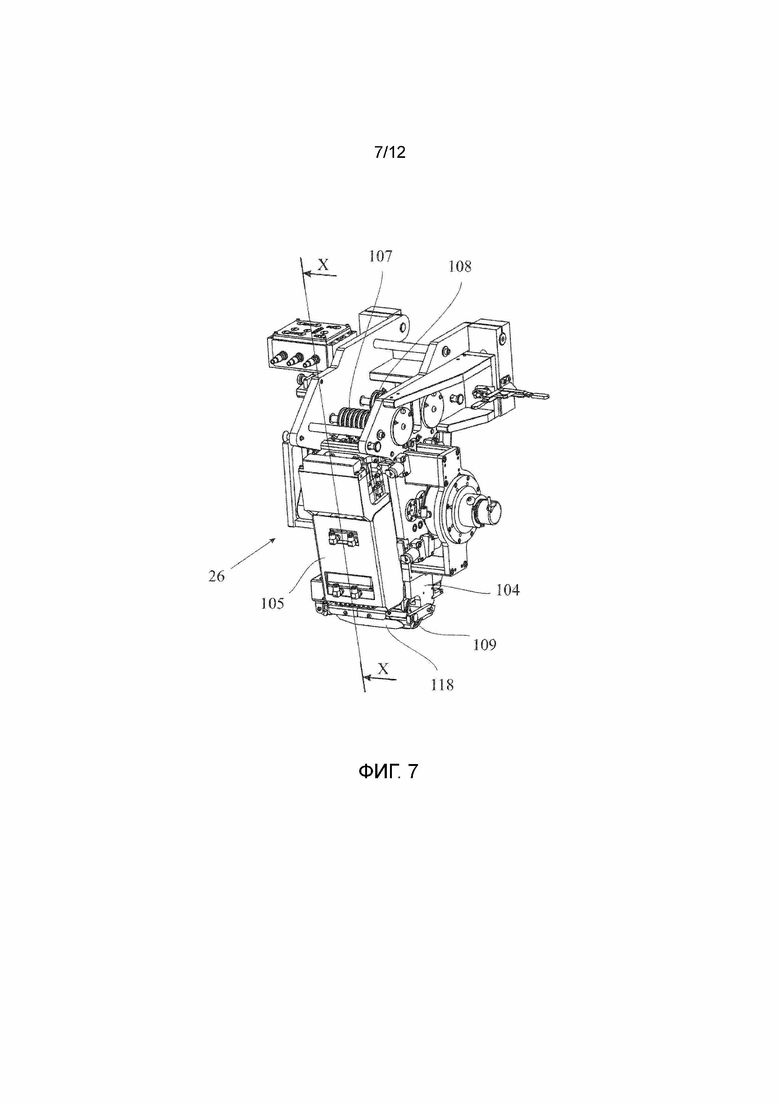
фиг.7: пространственный вид предлагаемой изобретением укладочной головки машины для укладки волокон с фиг.2;
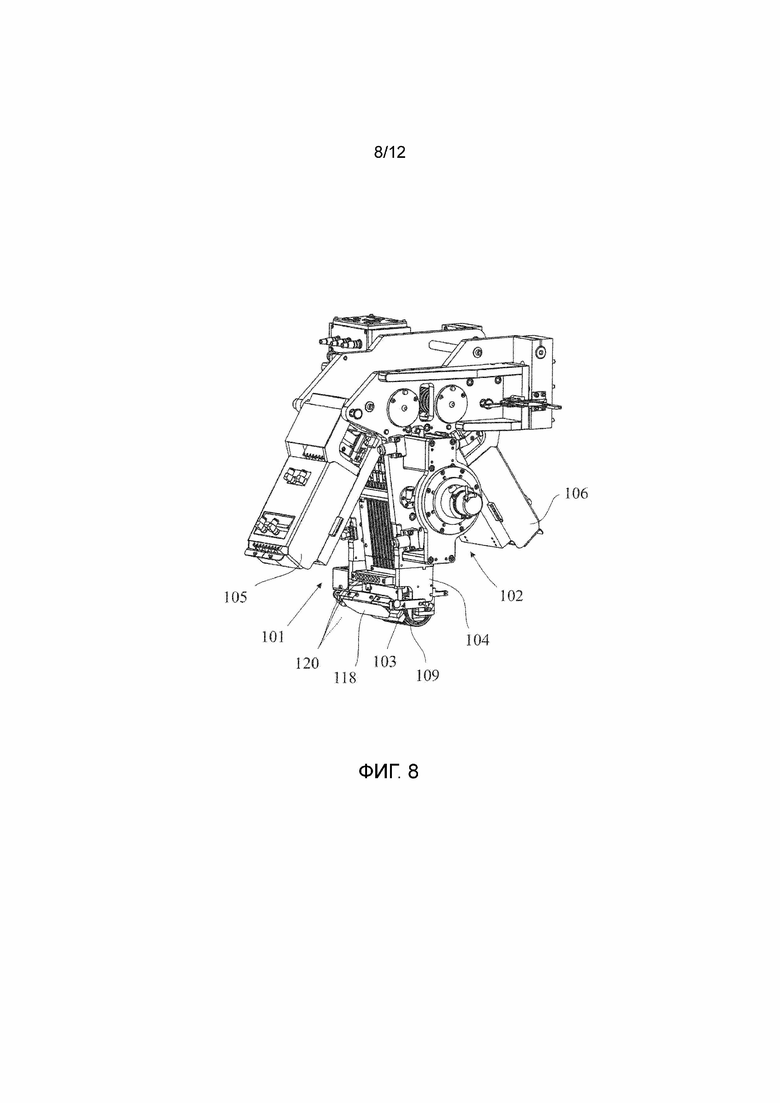
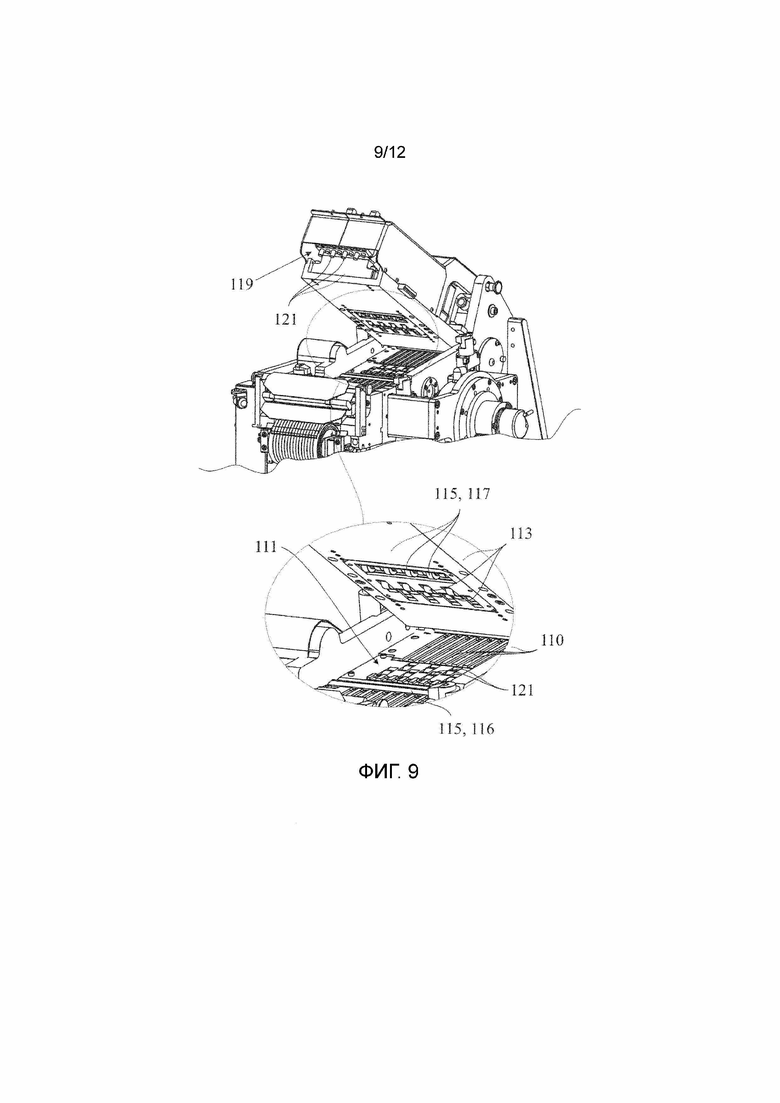
фиг.8: укладочная головка с фиг.7 в положении, открытом в целях технического обслуживания;
фиг.9: укладочная головка с фиг.8 из другой перспективы и
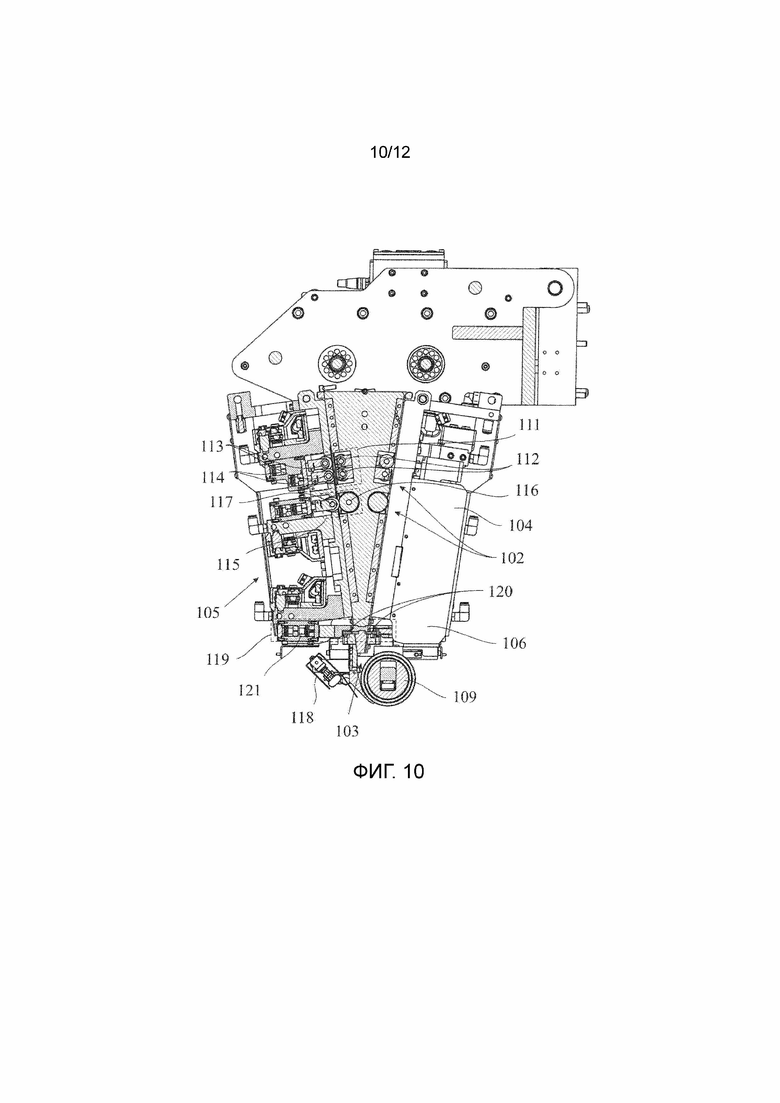
фиг.10: вид сечения укладочной головки с фиг.7 по линии сечения X-X;
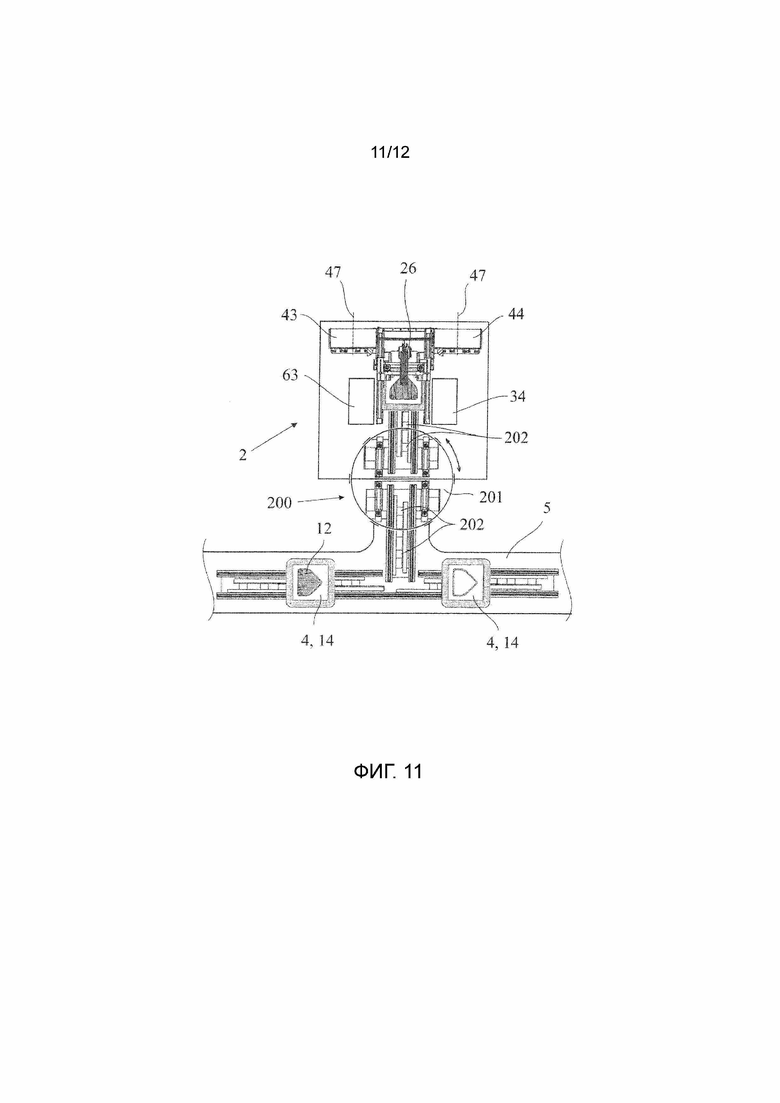
фиг.11: первая модификация варианта осуществления с фиг.6;
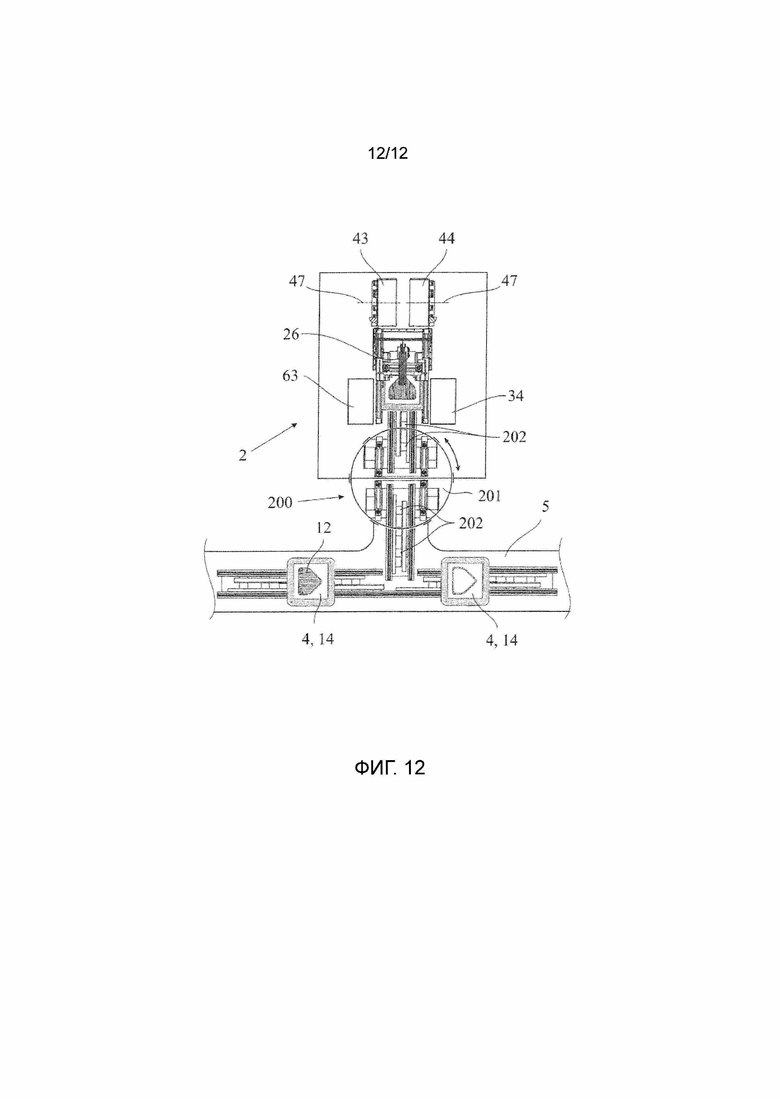
фиг.12: вторая модификация варианта осуществления с фиг.6.
Ниже с помощью фиг.1-4 описан первый пример осуществления изобретения. Система 1 для изготовления волокнистых композитных конструктивных элементов, ниже также называемая линией для укладки волокон, имеет несколько машин 2 для укладки волокон для изготовления волокнистых однонаправленных тканей (Gelege) 3. Машины 2 для укладки волокон одинаковы по конструкции. На фиг.1 линия 1 для укладки волокон имеет шесть одинаковых по конструкции машин 2 для укладки волокон, которые расположены двумя группами. Каждая группа имеет три машины 2 для укладки волокон, которые расположены параллельно друг другу. Для автоматической загрузки и разгрузки машин 2 для укладки волокон линия 1 для укладки волокон имеет транспортировочное устройство 4, 5. Это транспортировочное устройство имеет, например, несколько транспортировочных салазок 4, которые могут передвигаться по направляющей 5. Направляющая 5 имеет загрузочный участок 5, который проходит от места 7 приема до соответствующей загрузочной стороны 8 машин 2 для укладки волокон.
На загрузочном участке 6 установлены с возможностью передвижения по меньшей мере одни транспортировочные салазки 4. Направляющая 5 имеет, кроме того, разгрузочный участок 9, который проходит от соответствующей разгрузочной стороны 10 машин 2 для укладки волокон до места 11 выкладывания. На разгрузочном участке 9 с возможностью передвижения установлены по меньшей мере одни транспортировочные салазки 4.
Посредством транспортировочного устройства 4, 5 заготовки 12, т.е. объекты, предназначенные для обкладывания волокнами 13, могут передвигаться от места 7 приема до загрузочных сторон 8, и обложенные волокнами 13 заготовки 12 могут передвигаться от загрузочных сторон 10 к месту 11 выкладывания.
Заготовки 12 расположены на паллетах 14. Машины 2 для укладки волокон одинаковы по конструкции, так что ниже описана только одна из машин 2 для укладки волокон.
Машина 2 для укладки волокон имеет раму 15 машины, имеющую станину 16 машины и расположенные на ней поперечины 17, 18. Станина 16 машины распространяется по существу в горизонтальном направлении x и проходящем перпендикулярно ему горизонтальном направлении y. Поперечины 17, 18 проходят параллельно направлению y и в направлении x расположены на станине 16 машины на расстоянии. Поперечины 17, 18 установлены каждая двумя концами посредством продольных опор 19 в направлении z над станиной 16 машины. Направление z проходит перпендикулярно направлению x и y, так что направление x, y и z образуют декартову систему координат.
На станине 16 машины расположены две x-направляющие шины 20, которые распространяются в направлении x, а в направлении y расположены на расстоянии друг от друга. На x-направляющих шинах 20 оперты x-салазки 21, которые посредством x-приводного двигателя 22 могут передвигаться в направлении x между загрузочной стороной 8 и разгрузочной стороной 10. Для этого x-направляющие шины распространяются в направлении x по всей станине 16 машины. На x-салазках 21 расположен инструментальный стол 23, который посредством c-приводного двигателя 24 может поворачиваться вокруг вертикальной оси 25 поворота. Эта вертикальная ось 25 поворота называется также c-осью. C-ось 25 проходит параллельно направлению z.
Инструментальный стол 23 посредством x-салазок 21 может линейно передвигаться исключительно в направлении x. Инструментальный стол 23 служит для размещения данной заготовки 12 относительно укладочной головки 26 для волокон (ниже называемой укладочной головкой). Для механического зажатия и высвобождения паллетов 14 с соответствующей заготовкой 12 инструментальный стол 12 имеет несколько зажимных узлов 27. Эти зажимные узлы 27 схематично изображены на фиг.3. Зажимные узлы 27, в принципе, известны и выполнены, например, в виде зажимов 15 с базированием по нулевой точке. Зажимные узлы 27 могут приводиться в действие электромеханическим, гидравлическим или пневматическим приводом. Для укладки волокон 13 на двухмерную или трехмерную поверхность S данной заготовки 12 укладочная головка 26 может размещаться в направлении z над инструментальным столом 23.
Укладочная головка 26 может передвигаться в направлении y и в направлении z. Для этого на поперечинах 17, 18 оперты y-салазки 28, которые могут передвигаться линейного в направлении y посредством y-приводного двигателя 29. Y-салазки 28 оперты на y-направляющие шины, которые расположены на верхней стороне поперечин 17, 18. Y-салазки 28 распространяются между поперечинами 17, 18. Для передвижения укладочной головки 26 в направлении z на y-салазках 28 расположены z-салазки 31. Эти z-салазки 31 оперты на z-направляющие шины 32 и посредством z-приводных двигателей 33 могут передвигаться в направлении z. Z-направляющие шины 32 проходят параллельно направлению z и расположены на расстоянии друг от друга в направлении x.
Укладочная головка 26 расположена на z-салазках 31. Предпочтительно укладочная головка 26 закреплена с возможностью замены. Укладочная головка 26 может передвигаться линейно исключительно в направлении y. Поворот укладочной головки 26 на z-салазках 31 невозможен.
В одном из не изображенных, альтернативных вариантов осуществления укладочная головка 26 дополнительно или альтернативно может обладать возможностью поворота вокруг оси поворота, проходящей параллельно направлению x, то есть представлять собой a-ось. Благодаря этому могут изготавливаться сравнительно более сильно искривленные трехмерные волокнистые однонаправленные ткани 3.
Укладочная головка 26 может линейно передвигаться в направлении z посредством z-салазок 31 по меньшей мере на 200 мм, в частности, по меньшей мере на 400 мм, и особенно предпочтительно по меньшей мере на 600 мм. Для изготовления трехмерных волокнистых тканей 3 блок 34 управления машины 2 для укладки волокон выполнен таким образом, что головка 26 для укладки волокон во время укладки волокон 13 посредством z-салазок 31 может линейно передвигаться на протяжении своего хода по меньшей мере на 50 мм, в частности по меньшей мере на 100 мм, и в частности, по меньшей мере на 150 мм.
Для передвижения инструментального стола 23 в направлении x под поперечинами 17, 18 и между принадлежащими каждой их них продольными опорами 19 выполнены проходные отверстия 35, 36 для инструментального стола 23. Для автоматической загрузки инструментального стола 23 паллетами 14 на загрузочной стороне 8 расположен первый узел 37 манипулирования паллетами, в отличие от чего для автоматической разгрузки паллетов 14 с формовочным инструментом с инструментального стола 23 на разгрузочной стороне 10 расположен второй узел 38 манипулирования паллетами. Узлы 37, 38 манипулирования паллетами закреплены в направлении x с концевой стороны на станине 16 машины. Узлы 37, 38 манипулирования паллетами выполнены в виде подъемных узлов, которые служат для подъема и опускания паллетов 14.
Для этого узлы 37, 38 манипулирования паллетами имеют по меньшей мере три, в частности по меньшей мере четыре подъемных элемента 39. Эти подъемные элементы 39 имеют поршень 40, который может перемещаться в надлежащем цилиндре 41 в направлении z. Подъемные элементы 39 могут приводиться в действие электромеханическим, гидравлическим или пневматическим приводом. В частности, принадлежащие данному узлу 36, 38 манипулирования паллетами подъемные элементы 39 для подъема или опускания какого-либо паллета 14 с формовочным инструментом синхронно приводятся в действие посредством блока 34 управления.
Машина 2 для укладки волокон имеет узел 42 снабжения волокнами для предоставления предназначенных для укладки волокон 13. Этот узел 42 снабжения волокнами имеет два шпулярника 43, 44 для бобин с волокнами, при этом первый шпулярник 43 для бобин с волокнами в направлении x расположен рядом с первой поперечиной 17, а второй шпулярник 44 для бобин с волокнами - рядом со второй поперечиной 18. Шпулярники 43, 44 для бобин с волокнами закреплены в направлении y с концевой стороны на станине 16 машины. Шпулярники 43, 44 для бобин с волокнами имеют по несколько держателей 45 бобин с волокнами для бобин 46 с волокнами. Бобины 46 с волокнами расположены на каждом держателе 45 бобин с волокнами и оперты с возможностью вращения вокруг соответствующей горизонтальной оси 47 вращения. Соответствующая горизонтальная ось 47 вращения проходит параллельно направлению y.
От каждой из бобин с волокнами волокна 13 в виде пряди волокон направляются к укладочной головке 26. В укладочной головке отдельные пряди волокон объединяются в волокнистое полотно и гомогенизируются, прежде чем это волокнистое полотно наносится на заготовку.
Оси 47 вращения держателей бобин с волокнами в настоящем случае оснащены приводом, так что бобины сидят на осях 47, приводимых в движение против направления разматывания, при этом приводы осей 47 имеют ограничение вращающего момента. Ограничение вращающего момента может осуществляться, например, с помощью фрикционной муфты или же с помощью настройки электрического привода, зависящей от частоты вращения. Таким образом при необходимости, в частности во время разматывания, может поддерживаться определенное предварительное натяжение данной пряди волокон.
Волокна, соответственно, пряди 13 волокон через направляющие элементы 50 в виде направляющих роликов могут подводиться к соответствующему магазину 48, 49 компенсаторов, который служит для компенсации изменений действующего на волокна 13 растягивающего напряжения. Каждый магазин 48, 49 компенсаторов имеет направительные (отклоняющие) элементы 51 в виде направительных (отклоняющих) роликов, которые могут перемещаться в направлении z и посредством грузов осуществляют предварительный натяг волокон 13. Эти направительные элементы 51 называются также компенсаторами. Путем перемещения направительных элементов 51 могут компенсироваться динамические эффекты, которые, с одной стороны, вызваны инерцией бобин 46 с волокнами, а с другой стороны, неравномерной транспортировкой волокон 13 в случае резания отдельных волокон 13 во время складывания волокон 13. Волокна 13 могут изменять направление посредством направляющих элементов 53 в виде направляющих роликов и могут вестись из соответствующего шпулярника 43, 44 для бобин с волокнами. Положение направительных элементов 51 регулируется при работе магазинов 48, 49 компенсаторов. Для этого служат сенсоры 52, которые определяют отклонение направительных элементов 51 в направлении z. Отклонение в направлении z регулируется вокруг некоторого номинального положения, при этом держатели 45 бобин с волокнами оснащены регулируемым тормозом. Предпочтительно этот тормоз представляет собой действующий против направления мотания, ограниченный по вращающему моменту привод.
Волокна 13 выходят из шпулярников 43, 44 для бобин с волокнами в направлении x и с помощью вертикально расположенных направительных элементов 54, которые образуют вертикальную ось изменения направления, изменяют направление в направлении y. Направительные элементы 54 выполнены в виде направительных роликов. Направительные элементы 54 оперты на несущую раму 55, которая закреплена между шпулярниками 43, 44 для бобин с волокнами. На обращенной от укладочной головки 26 и шпулярников 43, 44 для бобин с волокнами стороне y-салазок 28 расположены горизонтальные направительные элементы 56 в виде направительных роликов, которые изменяют направление волокон 13 сначала с направления y на направление z, а после этого с направления z снова на направление y. Направительные элементы 56 образуют горизонтальные оси изменения направления. Между y-салазками 28 и шпулярниками 43, 44 для бобин с волокнами над z-салазками 31 расположены другие горизонтальные направительные элементы 57. Эти направительные элементы 57 образуют горизонтальные оси изменения направления и изменяют направление волокон 13 с направления y на направление z к укладочной головке 26. Направительные элементы 57 выполнены в виде направительных роликов.
Машина 2 для укладки волокон имеет корпус 58 машины, который изображен только на фиг.3 и 4. Корпус 58 машины ограничивает внутреннее пространство 59, в котором расположены продольные опоры 19 вместе с поперечинами 17, 18, y-салазки 28, z-салазки 31 и головка 26 для укладки волокон. Корпус 58 машины имеет в направлении загрузочной стороны 8 первое корпусное отверстие 60, а в направлении разгрузочной стороны 10 - второе корпусное отверстие 60, 61, которые с помощью соответствующих закрывающих элементов 62 могут плотно закрываться и открываться. Корпусные отверстия 60, 61 и надлежащие закрывающие элементы 62 на фиг.3 обозначены только в общих чертах. Закрывающие элементы 62 выполнены, например, в виде дверей или сегментных фартуков.
Для кондиционирования внутреннего пространства 59 машина 2 для укладки волокон имеет узел 63 кондиционирования, который расположен на станине 16 машины. В целом благодаря этому образован климатически закрытый корпус 58 в смысле изобретения.
Для входа во внутреннее пространство 59 в корпусе 58 машины выполнены два других корпусных отверстия 64, 65, которые оканчиваются во внутреннее пространство 59 между каждыми соседними продольными опорами 19. Корпусные отверстия 64, 65 могут закрываться посредством дверей 66.
Принцип действия системы для изготовления волокнистых композитных конструктивных элементов 1 и машины 2 для укладки волокон следующий.
Машины 2 для укладки волокон автоматически посредством транспортировочного устройства 4, 5 загружаются паллетами 14, на которых расположены предназначенные для обкладывания заготовки 12. Для этого указанные по меньшей мере одни транспортировочные салазки 4 передвигаются от места 7 приема на загрузочном участке 6 направляющей 5 до соответствующей загрузочной стороны 8 машин 2 для укладки волокон.
Загрузка осуществляется таким образом, что транспортировочное устройство 4, 5 подводит паллет 14 к первому узлу 37 манипулирования паллетами. Первый узел 37 манипулирования паллетами находится предпочтительно в приподнятом положении. Если первый узел 37 манипулирования паллетами не находится в приподнятом положении, то он переводится в приподнятое положение до или после загрузки. Загрузка данной машины 2 для укладки волокон осуществляется параллельно во времени с укладкой волокон 13 и/или с разгрузкой инструментального стола 23.
В то время как узел 37 манипулирования паллетами на загрузочной стороне 8 предоставляет предназначенную для обкладывания заготовку 12, посредством укладочной головки 26 создается волокнистая однонаправленная ткань. Для этого паллет 14 вместе с расположенной на нем заготовкой 12 зажимается на инструментальном столе 23 посредством зажимных узлов 27. Инструментальный стол 23 во время укладки волокон посредством x-салазок 21 линейно передвигается в направлении x и для достижения желаемой ориентации волокон посредством c-приводного двигателя 24 поворачивается вокруг оси 25 поворота. Затем укладочная головка 26 при укладке волокон передвигается посредством y-салазок 28 в направлении y и посредством z-салазок в направлении z.
Путем передвижения укладочной головки 26 в направлении z при необходимости может также создаваться трехмерная волокнистая ткань 3.
После окончательного изготовления волокнистой ткани 3 x-салазки 21 передвигаются в направлении x к разгрузочной стороне 10. Там в опущенном положении находится второй узел 38 манипулирования паллетами. Для автоматической разгрузки паллета 14 он посредством зажимных узлов 27 отсоединяется от инструментального стола. После этого подъемные элементы 39 второго узла 38 манипулирования паллетами переводятся из опущенного в приподнятое положение, так что паллет 14 вместе с окончательно обложенной заготовкой 12 автоматически выгружается с инструментального стола 23.
После этого x-салазки 21 передвигаются от разгрузочной стороны 10 к загрузочной стороне 8, где первый узел 37 манипулирования паллетами в приподнятом положении предоставляет следующий паллет 14. Если инструментальный стол 23 находится ниже паллета 14, подъемные элементы 39 первого узла 37 манипулирования паллетами переводятся из приподнятого в опущенное положение, вследствие чего паллет 14 располагается на инструментальном столе 23. После этого паллет 14 посредством зажимных узлов 27 зажимается на инструментальном столе 23. Теперь инструментальный стол 23 для следующего процесса укладки волокон передвигается в направлении x к укладочной головке 26, так что она может начинать новый процесс укладки волокон.
Подъемные элементы 39 первого узла 37 манипулирования паллетами для новой загрузки снова переводятся в приподнятое положение. Автоматическая разгрузка машины 2 для укладки волокон осуществляется посредством транспортировочного устройства 4, 5, которое ведет от соответствующей разгрузочной стороны 10 к месту 11 складывания. Разгрузка каждой машины 2 для укладки волокон осуществляется параллельно во времени с загрузкой инструментального стола 23 паллетом 14 и расположенной на нем и предназначенной для обкладывания заготовкой 12 и/или с обкладыванием заготовки 12 волокнами 13. Для разгрузки транспортировочные салазки 4 принимают паллет 14 и расположенную на нем заготовку 12 от второго узла 38 манипулирования паллетами и передвигаются от данной разгрузочной стороны 10 на разгрузочном участке 9 направляющей 5 к месту 11 складывания. Подъемные элементы 39 второго узла 38 манипулирования паллетами после разгрузки переводятся в опущенное положение, так что снова возможна разгрузка инструментального стола 23.
Корпусные отверстия 60, 61 кондиционируемого корпуса 58 машины, как правило, закрыты посредством закрывающих элементов 62 и открываются, только когда инструментальный стол 23 передвигается от загрузочной стороны 8 к укладочной головке 26 или от укладочной головки 26 к разгрузочной стороне 10 или от разгрузочной стороны 10 к загрузочной стороне 8.
Укладка волокон 13 осуществляется однонаправлено, когда укладочная головка 26 передвигается в направлении y к шпулярникам 43, 44 для бобин с волокнами. При этом процессе передвижения расстояние между вертикальными направительными элементами 54 и горизонтальными направительными элементами 56 сокращается, так что волокна 13 не должны вытягиваться из шпулярников 43, 44 для бобин с волокнами во время процесса укладки волокон. Благодаря этому укладка волокон может осуществляться сравнительно быстро. Затем, при обратном передвижении головки 26 для укладки волокон от шпулярников 43, 44 для бобин с волокнами волокна 13 для следующего процесса укладки волокон вытягиваются из шпулярников 43, 44 для бобин с волокнами. Изменения растягивающего напряжения волокон 13 выравниваются посредством магазинов 48, 49 компенсаторов.
Ниже с помощью фиг.5 описан второй пример осуществления изобретения. В отличие от первого примера осуществления, машины 2 для укладки волокон расположены двумя группами в ряд друг с другом. Направляющая 5 выполнена таким образом, что транспортировочные салазки 4 через данный загрузочный участок 6 и данный разгрузочный участок 9 могут передвигаться к загрузочной стороне 8 и разгрузочной стороне 10 каждой из машин 2 для укладки волокон. Шпулярники 43, 44 для бобин с волокнами каждой машины 2 для укладки волокон расположены в направлении промежуточного пространства 67. Это промежуточное пространство 67 образуется двумя рядами машин 2 для укладки волокон. В промежуточном пространстве 67 расположен, например, запасной склад бобин 46 с волокнами для нового комплектования шпулярников 43, 44 для бобин с волокнами. В отношении остальной конструкции и остального принципа действия системы 1 и машин 2 для укладки волокон ссылаемся на предыдущий пример осуществления.
В общем имеет место следующее. Машины 2 для укладки волокон обеспечивают возможность укладки стоп волокна из материала Low Preg и/или материала Slit-Tow, или сухих волокон, которые могут быть снабжены связующим. Для всех примеров осуществления волокна 13 в смысле изобретения предпочтительно предварительно покрыты связующим уже в узле для снабжения волокнами.
Волокна 13 представляет собой предпочтительно углеродные волокна и/или стекловолокна.
Волокнистые однонаправленны ткани 3 могут изготавливаться с любой ориентацией волокон и/или контуром. Машины 2 для укладки волокон функционируют автономно.
Для загрузки и разгрузки машин 2 для укладки волокон система для изготовления волокнистых композитных конструктивных элементов может иметь вышестоящее устройство управления. Машины 2 для укладки волокон для достижении высокой производительности включены, в частности, в поточную линию. Каждая машина 2 для укладки волокон предпочтительно выполнена с четырьмя осями.
В случае, если головка 26 для укладки волокон выполнена с возможностью поворота вокруг дополнительной a-оси (не изображено), данная машина 2 для укладки волокон выполнена с пятью осями.
С помощью каждой машины 2 для укладки волокон могут изготавливаться как трехмерные, так и трехмерные волокнистые ткани 3. Укладочная головка 26 может передвигаться линейно по двум осям. В частности, укладочная головка 26 может передвигаться линейно исключительно по двум осям, а именно, по горизонтальной y-оси и вертикальной z-оси. Поэтому движение укладочной головки осуществляется в одной единственной плоскости, которая здесь задается y-осью и z-осью.
Инструментальный стол 23 может линейно передвигаться по одной оси и может поворачиваться вокруг оси 25 поворота. В частности, инструментальный стол 23 может линейно передвигаться исключительно по одной x-оси и может поворачиваться вокруг вертикальной z-оси 25 поворота. Эта комбинация осей позволяет просто, гибко и эффективно изготавливать двухмерные и трехмерные волокнистые однонаправленные ткани 3 с любой ориентацией волокон и/или контуром.
Загрузка машины 2 для укладки волокон и/или инструментального стола 23 осуществляется автоматически. Для этого предусмотрены транспортировочное устройство 4, 5 и узел 37 манипулирования паллетами.
Соответственно разгрузка инструментального стола 23 и/или машины 2 для укладки волокон осуществляется автоматически. Для этого предусмотрены узел 38 манипулирования паллетами и транспортировочное устройство 4, 5. Транспортировочное устройство может быть также выполнено таким образом, чтобы заготовки 12 или, соответственно, паллеты 14 могли передвигаться посредством самой направляющей. Для этого направляющая представляет собой, например, роликовый транспортер или ленточный транспортер. Тогда транспортировочные салазки не требуются. Узлы 37, 38 манипулирования паллетами представляют собой, например, устройство для замены паллетов. Машина 2 для укладки волокон доступна для загрузки и разгрузки с двух противоположных сторон, в частности паллеты 14 могут загружаться сквозь машину 2 для укладки волокон. Благодаря транспортировочному устройству 4, 5 машина 2 для укладки волокон пригодна для интегрирования в поточные линии.
С помощью машины 2 для укладки волокон могут, например, изготавливаться волокнистые однонаправленные ткани 3 размером 1500 мм х 1500 мм х 100 мм. Такие ткани применяются, например, в автомобильной промышленности. Изобретение не ограничено волокнистыми однонаправленными тканями этого размера, названного в качестве примера.
В другом предпочтительном варианте осуществления в соответствии с фиг.6 предлагаемая изобретением машина для укладки волокон с помощью погрузочного устройства 200 соединена с автоматизированным транспортировочным устройством 4, 5, посредством которого обеспечена возможность загрузки и разгрузки линии для укладки волокон только с одной стороны. Погрузочное устройство 200 образует при этом T-образное ответвление в транспортировочном устройстве 4, 5, так что паллет 14 вместе с заготовкой 12, подобно тупиковому проходу, может вдвигаться с помощью ответвления в машину для укладки волокон и выдвигаться из нее.
При этом осуществляется транспортировка между наружной частью транспортировочного устройства 4, 4 и положением обработки в машину для укладки волокон на некотором, по меньшей мере частично проходящем внутри машины для укладки волокон погрузочном пути 202. Этот погрузочный путь 202 по своей технической реализации может соответствовать, например, вышеописанной направляющей инструментального стола по x-оси. В настоящем случае погрузочный путь 202 ответвляется под прямым углом от транспортировочного устройства 4, 5, однако могут быть предусмотрены и другие углы. Погрузочный путь 202 в одном из общих вариантов осуществления может быть также расположен в виде линейного продолжения наружной части транспортировочного устройства.
Погрузочное устройство 200 выполнено, в частности, в виде вращающегося устройства для замены, которое включает в себя вращающееся крепление 201 для помещения по меньшей мере двух заготовок 12. При этом заготовки 12 расположены каждая на своем паллете 14. Вращающееся крепление 201 обладает возможностью вращения подобно вращающейся тарелке по существу в горизонтальной плоскости. При этом для повышения пропускной способности вращающееся крепление может одновременно загружаться необработанной заготовкой 12 со стороны наружного транспортировочного устройства 4, 5, а также обработанной заготовкой из машины для укладки волокон. Затем крепление вращается на 180 градусов. После этого обработанная заготовка может транспортироваться транспортировочным устройством 4, 5 дальше, а необработанная заготовка может передвигаться по погрузочному пути 202 в машину 2 для укладки волокон.
Разумеется, что вращающееся крепление, в зависимости от требований, может иметься также в комбинации с загружаемой с обеих сторон машиной 2 для укладки волокон, которая описана выше и показана на фиг.1-фиг.5.
Показанная на фиг.6 машина для укладки волокон включает в себя предпочтительно, как описано выше в связи с фиг.2-фиг.4, укладочную головку 26, которая может двигаться в одной единственной, вертикально расположенной плоскости. Укладочная головка 26 снабжается из двух шпулярников 43, 44 для бобин с волокнами. В качестве других компонентов схематично изображены в своем положении электрический блок 34 управления и узел 63 кондиционирования. В настоящем случае погрузочный путь 202 проходит под прямым углом 90° к вертикально расположенной плоскости движения укладочной головки. Оси бобин, соответственно, оси вращения бобин 47 с волокнами проходят параллельно вертикально расположенной плоскости.
В показанной на фиг.11, первой модификации инструментальный стол модифицирован так, что погрузочный путь 202 проходит параллельно той вертикально расположенной плоскости, в которой движется укладочная головка 26. В частности, средняя ось погрузочного пути 202 проходит в вертикально расположенной плоскости. Расположение шпулярников 43, 44 для бобин с волокнами, а также блока 34 управления и узла 63 кондиционирования соответственно относительно укладочной головки осталось прежними, но вместе с укладочной головкой они были повернуты относительно автоматизированного транспортировочного устройства 4, 5 на 90°.
В показанной на фиг.12, второй модификации дополнительно к изменениям на фиг.11 шпулярники 43, 44 для бобин с волокнами были повернуты относительно укладочной головки 26 на 90°. В результате оси 47 бобин проходят теперь уже под углом 90° к вертикально расположенной плоскости. Соответственно шпулярники 43, 44 для бобин с волокнами могут располагаться по существу в одну линию с укладочной головкой 26 и с погрузочным путем 202. Это позволяет получить особенно узкую конструкцию машины 2 для укладки волокон.
В общем названные компоненты машины для укладки волокон, а именно, указанные несколько шпулярников 43, 44 для бобин с волокнами, узел 63 кондиционирования и электрический блок 34 управления, могут располагаться относительно укладочной головки 26 и/или погрузочного пути 202 любым образом. Поэтому для машины 2 для укладки волокон наружный размер, форма очертания, положение доступа для технического обслуживания или тому подобное могут адаптироваться к соответствующему требованию.
У системы, показанной на фиг.1-фиг.6, машины 2 для укладки волокон предпочтительно скомбинированы с по меньшей мере одной другой обрабатывающей станцией (не изображено) для модификации заготовки 12, которая отличается от вышеописанной машины 2 для укладки волокон. При этом речь может идти как о машине для укладки волокон другого конструктивного типа, так и об обрабатывающей станции, которая выполнена не для укладывания волокон на заготовку. Причем эта другая обрабатывающая станция соединена с машиной 2 для укладки волокон посредством автоматизированного транспортировочного устройства 4, 5.
В частности, другая обрабатывающая станция может представлять собой устройство для обработки давлением, в частности прессовое устройство, посредством которого заготовка 12 в рабочем шаге, следующем после нанесения волокон 13, деформируется, соответственно, прессуется.
Альтернативно или дополнительно другая обрабатывающая станция представляет собой термокамеру и/или устройство для нанесения лакокрасочного покрытия. Речь может идти также об иной обрабатывающей станции, которая, в частности, находит применение в автоматизированном изготовлении конструктивных элементов самолетов или конструктивных элементов автомобилей.
В варианте осуществления, показанном в качестве примера на фиг.1, в частности, сделана более удобной параллельная обработка нескольких заготовок 12 на их соответствующих паллетах 14. При этом система включает в себя несколько одинаковых по конструкции машин 2 для укладки волокон, которые пространственно разобщены друг с другом и соединены посредством автоматизированного транспортировочного устройства 4, 5. При этом производимые на заготовках 12 модификации соответственно идентичны.
В варианте осуществления, показанном в качестве примера на фиг.5, в частности, более удобным образом несколько машин 2 для укладки волокон в виде последовательных обрабатывающих станций поочередно выполняют разные обрабатывающие шаги на одной заготовке 12. Показанная система может эксплуатироваться при надлежащем управлении транспортировочным устройством 4, 5, например, как два параллельных, расположенных между местом 7 извлечения и местом 11 выкладывания ряда, каждый из трех расположенных последовательно одна за другой машин 2 для укладки волокон. В каждом раду на одной и той же заготовке 12 друг за другом могут производиться три разных обрабатывающих шага. Для этого в каждом ряду могут быть также расположены машины для укладки волокон разной конструкции. Возможна также комбинация с обрабатывающей станцией, отличающейся от машины для укладки волокон, в одном ряду.
Место 7 извлечения и/или место 11 выкладывания могут быть выполнены каждое в виде буферной станции для приема, накопления и дальнейшей передачи нескольких заготовок 12. Таким образом буферные станции 11, 12 образуют промежуточный накопитель для заготовок 12 на их паллетах 14, благодаря чему усовершенствовано включение в автоматизированное общее производство с соответствующими скоростями потока.
Ниже более точно поясняется предлагаемая изобретением укладочная головка 26, которая применяется в вышеописанной машине для укладки волокон.
Укладочная головка 26 в виде заменяемого модуля расположена на другой машине 2 для укладки волокон. Как описано выше, укладочная головка 26 может двигаться в направлении y, ниже называемом также направлением укладывания. Кроме того, укладочная головка 26 может двигаться в перпендикулярном ему направлении z, чтобы устанавливаться на заготовку или сниматься с нее. Поэтому в целом укладочная головка 26 движется в одной единственной плоскости, которая задается y-осью и z-осью.
Укладочная головка имеет два проходящих под углом друг к другу подвода 101, 102, при этом посредством первого подвода 101 первая группа прядей 13 волокон, а посредством второго подвода 102 - вторая группа прядей 13 волокон направляются в область 103 перекрещивания для объединения этих двух групп прядей 13 волокон в одно волокнистое полотно. В настоящем случае каждая группа включает в себя восемь прядей волокон, так что в целом 16 прядей 13 волокон объединяются в одно волокнистое полотно.
Подводы 101, 102 проходят под острым углом примерно 15° друг к другу, так что центральная область 104 укладочной головки 26 выполнена примерно в конусообразной форме. С каждой стороны этой конусообразной области 104 расположено по одной отсоединяемой верхней части 105, 106. Эти верхние части 105, 106 в целях технического обслуживания могут поворачиваться вверх относительно центральной области (см. фиг.8, фиг.9) и сниматься.
Обе группы прядей 13 волокон с входной стороны укладочной головки посредством роликовых направляющих 107, 108 распределяются на два подвода 101, 102. В каждом из подводов 101, 102 одинаковым образом отрабатывается группа из прядей 13 волокон, так что укладочная головка имеет по существу симметричную конструкцию в отношении двух подводов 101, 102.
Пряди волокон обеих групп в поперечном направлении, соответственно, перпендикулярно плоскости движения укладочной головки проведены со сдвигом на одну ширину пряди, так что в области 103 перекрещивания в поперечном направлении в результирующее волокнистое полотно всегда попеременно направляются одна прядь 13 волокон первой группы и одна прядь 13 волокон второй группы.
Непосредственно после этого объединения волокнистое полотно движется через расположенный с концевой стороны укладочной головки компактирующий ролик 109, посредством которого это волокнистое полотно прижимается при выкладывании на заготовку 12.
Область 103 перекрещивания и компактирующий ролик 109 нагреваются посредством нагревательного устройства 118 в виде теплоизлучателя, так что активируется предварительно нанесенное в виде покрытия связующее волокон.
При этом в подводах 101, 102 на пряди 13 волокон оказывается воздействие, соответственно как описано ниже.
Пряди 13 волокон одного подвода движутся в параллельных направляющих пазах 110, которые расположены со стороны центральной области 104. В направлении транспортировки пряди волокон пересекают сначала зажимное устройство 111, посредством которого эти пряди 13 волокон контролируемым образом могут зажиматься и снова высвобождаться. Зажимное устройство включает в себя для каждой из прядей 13 волокон один нижний, расположенный в центральной области зажимной ролик 112, и один верхний, расположенный на верхней части зажимной ролик 113. Для каждой из прядей волокон предусмотрена, таким образом, пара взаимодействующих друг с другом зажимных роликов 112, 113, между которыми может зажиматься прядь волокон.
Расположенные каждый на верхней части зажимные ролики 113 с целью разъемного зажатия соединены с актуатором 114, с помощью которого верхний зажимной ролик 113 может прижиматься к пряди 13 волокон и нижнему зажимному ролику 112.
Кроме того, пары зажимных роликов 112, 113 снабжены свободным ходом в направлении транспортировки прядей 13 волокон, так что даже в зажатом состоянии имеется только зажимное действие против направления транспортировки.
Продвигающий ролик 115 в направлении транспортировки расположен за зажимным устройством 111. Посредством этого продвигающего ролика 115 возможна приводная подача прядей волокон в направлении транспортировки. Приводной ролик расположен между зажимным устройством 111 и выходным компактирующим роликом 109 укладочной головки 26.
Продвигающий ролик 115 выполнен в настоящем случае в виде пар двух взаимодействующих роликов 116, 117, распределенных по всей ширине группы прядей 13 волокон. Продвигающий ролик приводится в действие посредством вращательного привода.
Режущее устройство 119 расположено на укладочной головке между продвигающим роликом 115 и выходным компактирующим роликом 109. Посредством этого режущего устройства могут отделяться волокна, соответственно, группа прядей 13 волокон. Для этого режущее устройство 119 включает в себя несколько отдельно настраиваемых режущих звеньев 120, которые могут отделять разные части волокон поперек направления укладывания. В настоящем случае для каждой из восьми прядей 13 волокон одной группы предусмотрено одно, соответственно отдельно настраиваемое режущее звено 120. Соответствующая отдельная настройка режущих звеньев позволяет придавать желаемую форму концу, соответственно, началу укладываемого волокнистого полотна.
Режущее устройство 119 включает в себя, кроме того, актуаторное звено 121, имеющее восемь отдельных актуаторов для индивидуального приведения в действие восьми режущих звеньев 120. При этом актуаторное звено 121 выполнено отдельно от режущих звеньев 120 и расположено на соответствующей верхней части 105, 106 укладочной головки 26. Режущие звенья 120, в отличие от этого, зафиксированы в центральной области 104. После поворота вверх верхней части 105, 106 актуаторное звено 121 отсоединено от режущих звеньев 120, так что режущие звенья 120 быстрым и простым образом доступны для технического обслуживания.
Итак, укладочная головка 26 функционирует следующим образом.
После укладывания участка волокнистого полотна на заготовку 12 режущим устройством 119 отделены пряди 13 волокон, и передний конец прядей 13 волокон находится в области режущего устройства. Укладочная головка 26 максимально близко придвинута в направлении укладывания в пределах хода укладывания к последнему неподвижному в данном пространстве направителю 56 узла 42 снабжения волокнами. Затем укладочная головка 26 отводится от заготовки на небольшой ход в направлении z, чтобы компактирующий ролик 109 больше не касался заготовки 12.
После этого осуществляется зажатие предназначенных для укладывания прядей 13 волокон в зажимном устройстве 111 укладочной головки 26.
Потом укладочная головка 26 передвигается относительно узла 42 снабжения волокнами в направлении y на один ход укладывания в стартовое положение. При этом благодаря зажатию волокна вытягиваются из узла 42 снабжения волокнами на этот ход укладывания.
Потом укладочная головка 26 снова передвигается на некоторый отрезок в направлении последнего направителя 56 узла снабжения волокнами, при этом продвигающий ролик 115, снабженный приводом, транспортирует волокна, пока волокнистое полотно не подойдет к компактирующему ролику 109. При этом волокна не вытягиваются из узла 42 снабжения волокнами вследствие движения укладочной головки 26. При первом участке продвижения волокон зажимной ролик может еще пребывать в зажатом состоянии, так как он имеет свободный ход в направлении транспортировки волокон.
Потом зажимное устройство разжимается. Укладочная головка 26 до этого или после этого опускается на заготовку 12 и находится при этом в стартовом положении для укладывания волокнистого полотна. В это время заготовка при необходимости была приведена в измененное положение, соответственно, ориентацию.
Затем укладочная головка 26 передвигается из стартового положения в конечное положение при укладывании волокон 13 на заготовку 12. Так как до этого пряди 13 волокон были вытянуты из узла снабжения волокнами, волокна 13 не вытягиваются из узла 42 снабжения волокнами во время укладывания волокон на заготовку 12.
Разумеется, что предлагаемое изобретением вытягивание волокон на один ход укладывания реализуемо, независимо от размещения шпулярников 43, 44 для бобин. Вытягивание на данный ход укладывания осуществляется всегда путем движения укладочной головки относительно последнего неподвижного в данном пространстве направителя узла 42 снабжения волокнами. Соответственно размещение, в частности, шпулярников 43, 44 для бобин, относительно укладочной головки 26 может выбираться практически свободно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для укладки волокон и способ изготовления волокнистых нетканых матов | 2014 |
|
RU2660034C2 |
| СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ИЗ ВОЛОКНИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2715834C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ЗАГОТОВОК | 2013 |
|
RU2632298C2 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ВОЛОКОН С ГИБКИМИ ТРУБАМИ НАПРАВЛЕНИЯ ПОДАЧИ ВОЛОКОН | 2008 |
|
RU2476321C2 |
| УКЛАДОЧНОЕ УСТРОЙСТВО ДЛЯ УПРАВЛЯЕМОЙ УКЛАДКИ ПУЧКОВ УПРОЧНЯЮЩИХ ВОЛОКОН | 2013 |
|
RU2632300C2 |
| Способ нашивки объемных преформ | 2019 |
|
RU2722494C1 |
| МАЛОГАБАРИТНАЯ ЧЕТЫРЕХОСНАЯ МАШИНА ДЛЯ УКЛАДКИ ВОЛОКОН | 2017 |
|
RU2723124C2 |
| МОДУЛЬНАЯ ГОЛОВКА ДЛЯ УКЛАДКИ ВОЛОКОН | 2020 |
|
RU2788509C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ TFP-ТЕХНОЛОГИИ ВОЛОКНИСТОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ, ПО СУЩЕСТВУ, ПРОИЗВОЛЬНУЮ ГЕОМЕТРИЮ ПОВЕРХНОСТИ | 2006 |
|
RU2388599C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ TFP-ТЕХНОЛОГИИ ОДНО- ИЛИ МНОГОСЛОЙНОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ И ОПОРНЫЙ СЛОЙ | 2006 |
|
RU2406607C2 |
Изобретение относится к машине для укладки волокон для изготовления волокнистых однонаправленных тканей. Техническим результатом является повышение скорости и обеспечение бесперебойности укладки волокна. Технический результат достигается в машине для укладки волокон для изготовления волокнистых однонаправленных тканей, которая включает инструментальный стол для подвода заготовки в направлении (x) подвода, укладочную головку для нанесения волокон на заготовку и узел снабжения волокнами для подвода нескольких прядей волокон к укладочной головке. Причем эти несколько прядей волокон объединяются в укладочной головке в одно предназначенное для нанесения на заготовку волокнистое полотно. При этом укладочная головка выполнена с возможностью перемещения относительно узла снабжения волокнами в направлении (y) укладывания. Причем на укладочной головке расположено зажимное устройство для разъемного зажима прядей волокон. При этом укладывание участка волокнистого полотна на заготовку осуществляется после того, как пряди волокон посредством укладочной головки были вытянуты на один ход укладывания, так что волокна не вытягиваются из узла снабжения волокнами во время нанесения волокон на заготовку. 2 н. и 14 з.п. ф-лы, 12 ил.
1. Машина (2) для укладки волокон для изготовления волокнистых однонаправленных тканей, включающая в себя инструментальный стол (23) для подвода заготовки (12) в направлении (x) подвода;
укладочную головку (26) для нанесения волокон (13) на заготовку (12);
и
узел (42) снабжения волокнами для подвода нескольких прядей (13) волокон к укладочной головке (26);
причем эти несколько прядей (13) волокон объединяются в укладочной головке (26) в одно предназначенное для нанесения на заготовку (12) волокнистое полотно;
при этом укладочная головка (26) выполнена с возможностью перемещения относительно узла (42) снабжения волокнами в направлении (y) укладывания;
отличающаяся тем,
что на укладочной головке (26) расположено зажимное устройство (111) для разъемного зажима прядей (13) волокон, при этом укладывание участка волокнистого полотна (13) на заготовку (12) осуществляется после того, как пряди (13) волокон посредством укладочной головки (26) были вытянуты на один ход укладывания, так что волокна (13) не вытягиваются из узла (42) снабжения волокнами во время нанесения волокон (13) на заготовку (12).
2. Машина для укладки волокон по п.1, отличающаяся тем, что узел (42) снабжения волокнами установлен стационарно, при этом, в частности, укладочная головка (26) может передвигаться относительно узла (42) снабжения волокнами только в одной единственной плоскости.
3. Машина для укладки волокон по одному из предыдущих пунктов, отличающаяся тем, что зажимное устройство (111) во время укладывания участка волокнистого полотна (13) разжато.
4. Машина для укладки волокон по одному из предыдущих пунктов, отличающаяся тем, что зажимное устройство (111) включает в себя по меньшей мере один, в частности два взаимодействующих друг с другом зажимных ролика (112, 113).
5. Машина для укладки волокон по одному из предыдущих пунктов, отличающаяся тем, что укладочная головка (26) включает в себя два проходящих под углом друг к другу подвода (101,102), причем посредством первого из этих подводов (101) первая группа прядей (13) волокон, а посредством второго из этих подводов (102) - вторая группа прядей (13) волокон направляются в область (103) перекрещивания для объединения этих двух групп прядей (13) волокон в волокнистое полотно.
6. Машина для укладки волокон по одному из предыдущих пунктов, отличающаяся тем, что волокна (13) могут разделяться посредством установленного на укладочной головке (26) режущего устройства (119), причем это режущее устройство (119) включает в себя несколько отдельно настраиваемых режущих звеньев (120), которые могут отделять разные поперек направления укладывания части волокон (13).
7. Машина для укладки волокон по п.6, отличающаяся тем, что режущее устройство (119) имеет актуаторное звено (121) для приведения в действие по меньшей мере одного из режущих звеньев (120), причем это актуаторное звено (121) выполнено отдельно от режущего звена (120) и, в частности, расположено на отсоединяемой в целях технического обслуживания верхней части (105, 106) укладочной головки (26).
8. Машина для укладки волокон по одному из предыдущих пунктов, отличающаяся тем, что на укладочной головке (26) предусмотрен по меньшей мере один продвигающий ролик (115) для приводной подачи, причем этот продвигающий ролик (115) расположен между зажимным устройством (111) и выходным компактирующим роликом (109) укладочной головки (26).
9. Машина для укладки волокон по одному из предыдущих пунктов, отличающаяся тем, что машина (2) для укладки волокон полностью установлена на раме (15) машины.
10. Машина для укладки волокон по одному из предыдущих пунктов, отличающаяся тем, что машина (2) для укладки волокон включает в себя климатически закрытый корпус (58).
11. Машина для укладки волокон по одному из предыдущих пунктов, отличающаяся тем, что заготовка (12) расположена на палете (14), транспортируемой автоматизированным образом.
12. Машина для укладки волокон по п.11, отличающаяся тем, что несущая заготовку (12) поверхность палеты (14) наклонена относительно вертикали на угол меньше 30 градусов.
13. Машина для укладки волокон по п.12, отличающаяся тем, что укладывающее устройство проходит в плоскости, которая наклонена относительно вертикали меньше, чем на 30 градусов.
14. Машина для укладки волокон по одному из предыдущих пунктов, отличающаяся тем, что соответствующие пряди (13) волокон намотаны на сменные бобины (46), причем эти бобины (46) сидят на осях (47) вращения, приводимых в движение против направления разматывания, при этом приводы этих осей (47) вращения имеют ограничение вращающего момента.
15. Способ укладки волокнистого полотна на заготовку (12), в частности, посредством устройства по одному из предыдущих пунктов, включающий в себя шаги:
a) зажатие предназначенных для укладывания волокон (13) в зажимном устройстве (111) укладочной головки (26);
b) передвижение укладочной головки (26) относительно узла (42) снабжения волокнами в стартовое положение, при этом волокна (13) вытягиваются из узла (42) снабжения волокнами на один ход укладывания;
c) разжатие зажимного устройства (111);
d) передвижение укладочной головки (26) из стартового положения в конечное положение при укладке волокон (13) на заготовку (12), так что во время нанесения волокон (13) на заготовку (12) волокна (13) не вытягиваются из узла (42) снабжения волокнами.
16. Способ по п.15, отличающийся тем, что волокна (13) после шага c) движутся относительно укладочной головки (26) посредством приводного продвигающего ролика (115), при этом волокна (13), в частности, не вытягиваются посредством продвигающего ролика (115) из узла (42) снабжения волокнами.
| Устройство для формирования стабилизированных импульсов магнитного потока | 1981 |
|
SU1001066A1 |
| ГОЛОВКА ДЛЯ НАНЕСЕНИЯ ВОЛОКОН С УСТРОЙСТВАМИ ДЛЯ РАЗРЕЗАНИЯ ОТДЕЛЬНЫХ ВОЛОКОН | 2008 |
|
RU2476320C2 |
| FR 3006938 A1, 19.12.2014 | |||
| US 2014260858 А1, 18.09.2014 | |||
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДРАПИРОВАНИЯ | 2010 |
|
RU2543174C2 |
| КОМПОЗИЦИИ И СПОСОБЫ | 2014 |
|
RU2686080C2 |
| DE 10005202 A1, 02.11.2000 | |||
| СПОСОБ ПОЛУЧЕНИЯ ДИГИДРАТА БИС(1-ГИДРОКСИЭТАН-1,1-ДИФОСФОНАТО(2-)) КУПРАТА (II) АММОНИЯ | 2002 |
|
RU2230070C2 |
| US 20090148647 A1, 11.06.2009 | |||
| US 20040253429 A1, 16.12.2004 | |||
| WO 1996036477 A1, 21.11.1996 | |||
| WO 2011085792 A1, 21.07.2011. | |||

