Областью настоящего изобретения является самолетостроение и, в частности, область производства турбинных лопаток для турбомашин.
Лопатки турбомашин, как правило, состоят из трех частей: верхней части или полки, центральной части или пера лопатки и нижней части или ножки; причем верхняя и нижняя части разделены с пером лопатки полкой. Перо лопатки предназначено для размещения в газовой струе для производства работы путем расширения газов струи, что позволяет приводить в движение ротор турбомашины. Основным моментом при изготовлении лопатки является соблюдение относительной направленности пера лопатки относительно ножки, поскольку последняя прикреплена к диску и, таким образом, неподвижно установлена относительно ротора турбомашины; причем такая направленность определяет положение пера лопатки в газовом потоке и, как следствие, его аэродинамический коэффициент полезного действия.
Изготовление лопатки начинается, как правило, с литья заготовки, которая имеет окончательный номинальный размер пера лопатки и является только черновой заготовкой для ножки и полки. Затем необходимо вырезать ножку и полку для придания им окончательной формы. В частности, размер ножки имеет большое значение, поскольку именно он определяет хорошую направленность пера лопатки относительно воздушной струи. Представляется важным выполнить данную операцию нарезания ножки без увеличения неточностей расположения пера лопатки относительно ножки, в частности избегая добавления к допустимым отклонениям, связанным с изготовлением пера лопатки, очень больших допустимых отклонений обработки.
Обработка ножки, как правило, осуществляется путем размещения лопатки в известной системе отсчета, связанной с рабочей машиной и фактически выражающейся в шести опорных точках, образующих упоры, на которые лопатка должна опираться. Как правило, на основании этих точек определяется базовая поверхность, ориентированная параллельно направлению входной кромки лопатки, которое отождествляется с направленностью, которую имеет перо лопатки относительно стороны ее ножки, которая предназначена для вхождения в контакт с углублением диска, на котором она будет установлена. Оптимальный аэродинамический коэффициент полезного действия пера лопатки достигается, если механическая обработка ее ножки приводит к тому, что данная базовая поверхность лопатки совпадает с расчетной плоскостью направленности лопатки, которая также определяется относительно той же стороны ножки.
Точки лопатки, находящиеся в контакте с этими упорами, для некоторых лопаток выражены опорной точкой на внешней поверхности лопатки, которая образована в процессе ковки или литья. Следующий этап, который является основным для достижения правильного расположения ножки относительно пера лопатки, заключается в закреплении лопатки таким образом, чтобы она не двигалась во время механической обработки ножки, а боковые стороны утолщения или елочного замка ножки были правильно ориентированы. Одна из трудностей, связанная с этой операцией, заключается в трехмерной форме пера лопатки, не имеющей ровной поверхности, на которой размещается очень хорошо усиленная опора.
Известная специалистам технология заключается в механическом закреплении пера лопатки в системе отсчета, выраженной шестью точками, связанными с рабочей машиной, путем упора в нее зажимной детали. После придания перу лопатки хорошей направленности, т.е. заставив ее поворачиваться с так называемым предварительно выбранным углом, который придает ему хороший угол атаки в газовом потоке в турбомашине, приступают к механической обработке стороны ножки, которая будет служить в качестве пространственного эталона для продолжения операций. Последующие операции по механической обработке формы ножки, а затем формы полки осуществляются, таким образом, путем размещения обработанной стороны ножки против соответствующей системы отсчета, которая определена на обрабатывающем станке.
Такая технология не гарантирует в самом начале хорошей стабильности во время механической обработки стороны ножки, образующей пространственный эталон, поскольку упор, который, как правило, выполняется в центральной части спинки пера лопатки, ограничен тем, что он выполняет свою функцию только в одном направлении. Прилагаемое давление, кроме того, ограничено прочностью пера лопатки и прочностью кривизны, формирующей толщину этой спинки. В случае отсутствия достаточного упора перо лопатки может перемещаться во время механической обработки, и наоборот, очень большой упор будет выражаться в маркировке поверхности спинки, связанной в ряде случаев с деформацией профиля этой спинки, толщина которой относительно небольшая. Далее эта технология аккумулирует неточности в расположении обрабатываемых конструктивных элементов, поскольку используется прежде всего система отсчета, связанная с пером лопатки во время ее установки на обрабатывающем станке, затем механическая обработка ножки осуществляется в системе отсчета, связанной с обрабатывающим станком, и, наконец, механическая обработка полки осуществляется в системе отсчета, связанной со стороной хвостовика.
Другая, обычно используемая технология заключается в погружении пера лопатки, полностью или, по меньшей мере, ее соответственной части в блок покрытия оболочкой, выполненный из материала с низкой точкой плавления, такого как сплав олова и висмута. Прежде всего, производится обработка стороны ножки пера лопатки. Данная сторона затем служит в качестве пространственного эталона для размещения лопатки в системе отсчета из шести точек. Затем перо лопатки погружается в блок покрытия оболочкой, выполненный из материала с низкой точкой плавления. Таким образом, вопрос точного размещения пера лопатки переносится на размещение блока покрытия оболочкой, содержащей, конструктивно, ровные поверхности, которые будут образовывать эталонные плоскости для последующих операций механической обработки. После механической обработки ножки и полки блок удаляется путем расплавления, и лопатка вновь обретает свою нормальную внешнюю форму. Этот метод все еще содержит, однако, недостаток повышения неточности размещения ножки, добавляя к допустимому отклонению при изготовлении пера лопатки неточности, связанные с размещением вокруг нее блока.
Задачей настоящего изобретения является устранение этих недостатков за счет предлагаемого способа четкого определения системы отсчета пространственного размещения одной лопатки для механической обработки ее ножки, который не содержит недостатков известного уровня техники, в частности, который устраняет неточности, обусловленные перемещением эталонных плоскостей, используемых во время механической обработки этих концов. Еще одной задачей является разработка устройства, позволяющего осуществлять механическую обработку ножки лопатки турбины с применением этого способа.
Итак, для решения поставленной задачи предлагается устройство для покрытия оболочкой пера лопатки турбомашины в блоке покрытия оболочкой, содержащей основание, на котором размещается блок литейной формы для заливки обволакивающего металла вокруг упомянутого пера лопатки; причем упомянутый блок литейной формы содержит рабочую полость, определяющую базовую поверхность на блоке, образуя опору для размещения блока в пространстве; причем упомянутое основание удерживает, кроме того, лоткообразный держатель для удерживания лопатки посредством шести опорных точек, образуя систему отсчета для размещения упомянутой лопатки в пространстве и определяя так называемую плоскость направленности, отображающую угловое положение пера лопатки относительно ножки лопатки; причем упомянутые эталонные плоскости и плоскости направленности ориентированы по существу параллельно направлению входной кромки лопатки, когда она размещена против упомянутых шести опорных точек, отличающееся тем, что лоткообразный держатель перемещается при вращении относительно упомянутого основания вокруг оси, ориентированной по существу параллельно направлению входной кромки лопатки, таким образом, чтобы позволить изменять угол, образованный между упомянутыми эталонными плоскостями и плоскостями направленности.
Таким образом, достигается более высокая точность при расположении пера лопатки лопасти в газовом потоке турбомашины, поскольку устройство позволяет производить лишь только одно перемещение системы отсчета для расположения пера лопатки в пространстве; причем оно осуществляется непосредственно от шести точек лопатки к плоскости блока покрытия оболочкой. Вследствие этого механическая обработка ножки и полки осуществляется для всех лопаток на основании одной и той же базовой поверхности, которая является поверхностью, расположенной на блоке покрытия оболочкой.
Согласно варианту осуществления, лоткообразный держатель образован двумя конструктивными элементами, расположенными с одной и другой стороны блока и жестко соединенными друг с другом при помощи средств соединения.
Предпочтительно опорные точки рассредоточены на двух конструктивных элементах.
Средства крепления лопатки, таким образом, рассредоточены таким образом, что они удалены как можно дальше друг от друга, что представляет собой преимущество для более стабильного удерживания лопатки.
Предпочтительно рабочие полости формы блока формовочной формы определяют две плоскости, ориентированные по существу параллельно направлению, которое принимает одна из боковых сторон полки ножки лопатки в положении на упомянутом устройстве; причем как одна, так и вторая могут служить в качестве базовой поверхности.
Благодаря такому конструктивному решению облегчается выполнение предстоящих операций механической обработки. Кроме того, имеется более ограниченный объем блока покрытия оболочкой; причем меньшие габаритные размеры придают больше гибкости для установки устройств механической обработки ножки и полки и предоставляют в связи с этим возможность производить две операции одновременно.
Предпочтительно устройство содержит средство для регулировки угла вращения лоткообразного держателя, диапазон эффективности которого составляет более или менее 2°.
Изобретение относится также к способу покрытия лопатки турбомашины металлом с низкой точкой плавления для удерживания упомянутой лопатки в процессе механической обработки ее ножки и/или ее полки; причем перо лопатки упомянутой лопатки обработано до заданного размера; причем упомянутая ножка находится в состоянии черновой обработки и содержит сторону, ориентированную по существу параллельно направлению входной кромки лопатки, образуя пространственный эталон для расположения во вращении пера лопатки в пространстве; причем упомянутый способ содержит этап измерения предварительно выбранного угла, что делает так называемую плоскость направленности, отображающую расположение во вращении пера лопатки в пространстве, с расчетной плоскостью направленности упомянутого пера лопатки, определенной одновременно как оптимальная направленность для пера лопатки в газовой струе турбомашины; причем две плоскости ориентированы по существу параллельно направлению входной кромки лопатки, а их направленности определены в угловом отношении применительно к стороне упомянутой ножки, образуя пространственный эталон; причем упомянутый способ содержит, кроме того, этап заливки упомянутого металла с низкой точкой плавления вокруг упомянутого пера лопатки в блоке формовочной формы для образования блока покрытия оболочкой. Способ отличается тем, что содержит, перед заливкой металла с низкой точкой плавления, этап вращения упомянутого пера лопатки относительно блока формовочной формы на угол, равный измеренному, предварительно выбранному углу.
Такое вращение позволяет, благодаря относительному положению, заданному стенкам блока относительно пера лопатки, ориентировать последнюю непосредственно в хорошем положении для механической обработки фасок ее ножки и попутно ее полки.
И, наконец, изобретение относится к способу изготовления лопатки турбины, содержащему этап покрытия ее пера лопатки оболочкой способом, описание которого приведено выше.
Предпочтительно данный способ предусматривает, что механическая обработка ножки и полки осуществлена одновременно на одном и том же станке механической обработки; причем лопатка удерживается на упомянутом станке посредством блока покрытия оболочкой.
Таким образом, достигается выигрыш времени, который ценен при производстве лопаток турбины, без потери качества ориентированности перьев лопаток относительно их расчетного положения в газовой струе турбомашины.
Изобретение станет лучше понятно, а его другие цели, детали, отличительные особенности и преимущества проявятся более отчетливо в нижеследующем детальном описании, иллюстрирующем вариант практической реализации изобретения, приведенный в качестве примера, исключительно иллюстративного, не имеющего ограничительного характера, со ссылкой на прилагаемые чертежи, на которых:
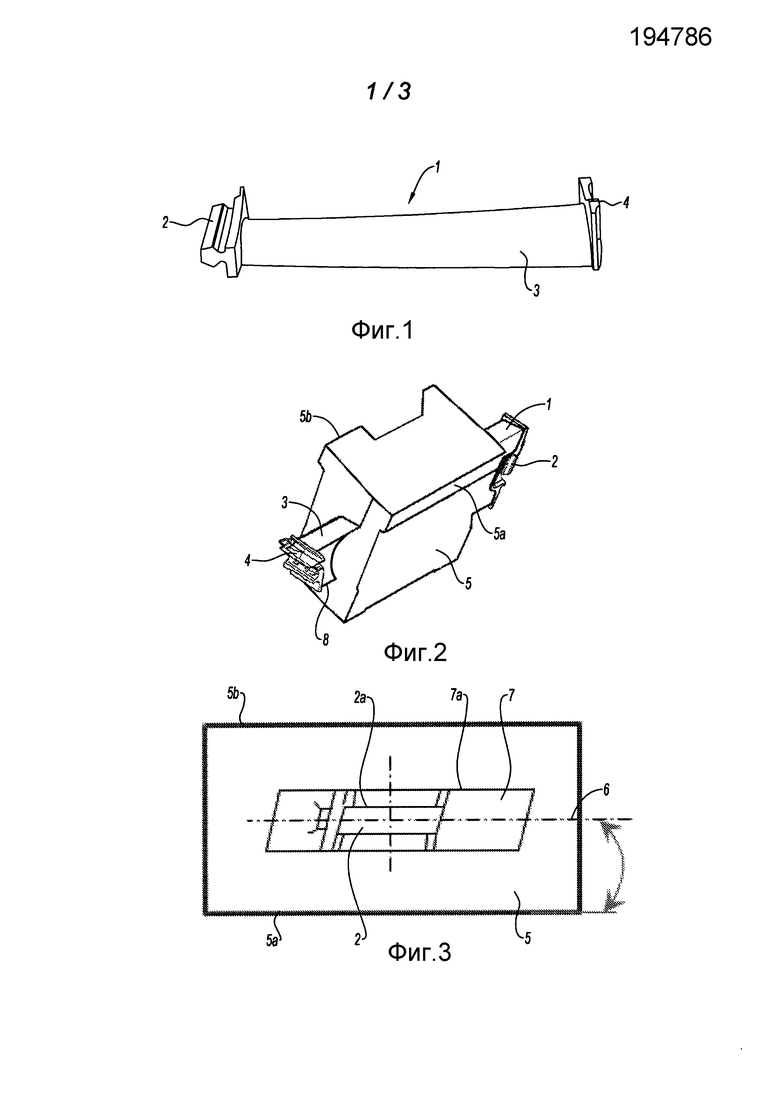
Фиг.1 представляет собой вид в изометрии лопатки турбины турбомашины, полученной в необработанном виде в результате литья, перед механической обработкой ее ножки и ее полки;
Фиг.2 - вид в изометрии лопатки турбины, утопленной в блок покрытия оболочкой;
Фиг.3 - вид снизу покрытой оболочкой лопатки турбины, показанной на фиг.2;
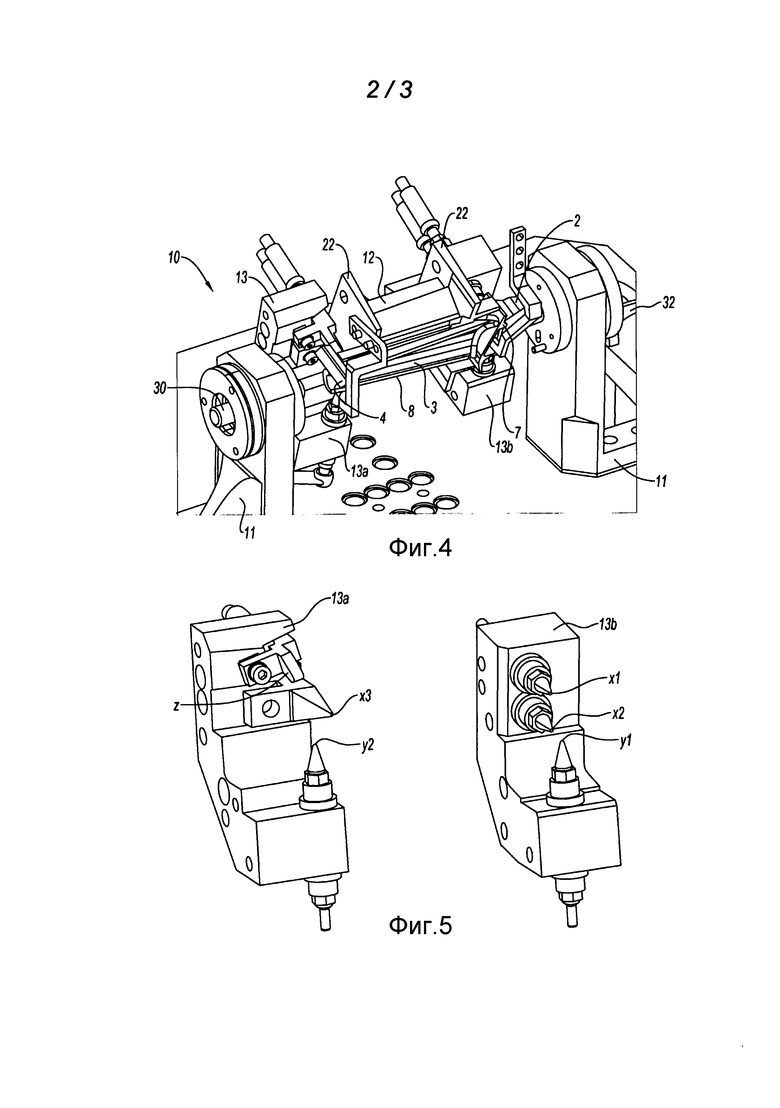
Фиг.4 - вид в изометрии части устройства покрытия оболочкой лопатки турбины согласно способу практической реализации изобретения;
Фиг.5 - детальный вид устройства, показанного на фиг.4, изображающий отдельный элемент устройства покрытия оболочкой,
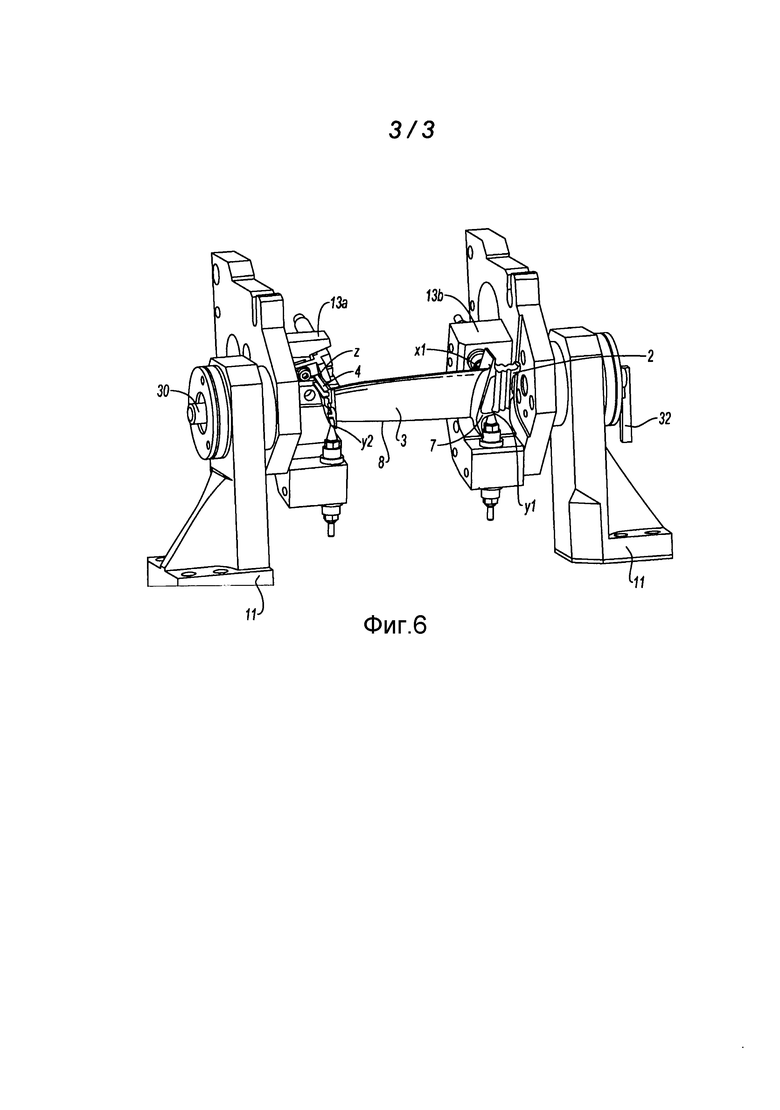
Фиг.6 - второй вариант изображения в изометрии части устройства покрытия оболочкой, показанного на фиг.4.
На фиг.1 можно увидеть лопатку турбины 1, состоящую (снизу вверх, т.е. слева направо на фигуре) из ножки 2, пера лопатки 3 и полки 4. Лопатка 1 образована в результате литья вместе со своим пером лопатки 3, обработанным до заданного размера, т.е. которое не требует подгонки, в то время как ножка 2 и полка 4 находятся в состоянии черновой обработки, которые надо будет обработать для придания им окончательной формы. В частности, точная направленность ножки относительно пера лопатки должна быть определена в процессе такой механической обработки посредством вращения относительно настоящей боковой стороны ножки с предварительно выбранным углом, который может варьировать ±2°, с целью получения лучшего максимально возможного аэродинамического коэффициента полезного действия лопатки. Затем будет произведена обработка полки для того, чтобы проявились, как правило, уплотнительные элементы.
На фиг.2 показана лопатка 1, заключенная в блоке покрытия оболочкой 5, причем большая часть пера лопатки 3 погружена в металл с низкой точкой плавления, в то время как ножка 2 и полка 4 свободны и могут быть обработаны рабочей машиной. Блок покрытия оболочкой 5 содержит параллельные плоскости 5a, 5b, которые вытянуты по существу параллельно входной кромке 8 и в угловом плане точно ориентированы, с привязкой к направленности пера лопатки для того, чтобы служить базовой поверхностью для расположения пера лопатки в пространстве при установке на рабочей машине.
На фиг.3 также показана лопатка 1 (вид снизу), утопленная в блок 5, со своими ножками 2 и полкой 7, которая его ограничивает. Этот блок 5 в данном случае изображен в виде прямоугольного параллелепипеда с двумя параллельными сторонами 5a и 5b, одна из которых, по меньшей мере, будет служить в качестве базовой поверхности во время механической обработки концов лопатки. Эти две стороны расположены по существу параллельно двум боковым сторонам полки 7 ножки лопатки.
Одновременно перо лопатки 3 содержит так называемую плоскость направленности 6, 15, ориентированную параллельно направлению входной кромки 8 лопатки, которая в данном случае соответствует по существу срединной поверхности пера лопатки и которая точно определена применительно к шести базисным точкам лопатки, которые определяют положение ее пера лопатки в пространстве. Направленность этой плоскости 6 относительно профиля 2a ножки 2 или боковой стороны 7a его полки 7, которая, таким образом, взята как сторона ножки, образуя пространственный эталон, на основании которого определено расположение во вращении лопатки в пространстве, определяет угол атаки, который будет иметь перо лопатки с газовой струей, когда она будет установлена на турбомашине. Как указывалось ранее, оптимальный аэродинамический коэффициент полезного действия пера лопатки достигается, если механическая обработка ее ножки приводит к тому, что эта плоскость направленности пера лопатки совпадает с расчетной плоскостью направленности пера лопатки. Эта расчетная плоскость, определенная также в свою очередь относительно стороны полки 7 или профиля ножки 2 лопатки, предоставляется вычислительным центром фирмы. Управление углом, который составляет плоскость сторон 5a или 5b блока покрытия оболочкой 5 с плоскостью направленности 6 пера лопатки, является задачей изобретения. Она изображена равной нулю на фиг.3.
Далее со ссылкой на фиг.4 видны основные конструктивные элементы устройства 10, служащие заливке блока покрытия оболочкой 5 на пере лопатки 3 лопасти 1. Это устройство 10 в основном состоит из трех частей: основания 11, прикрепленного к земле, блока формовочной формы 12, также неподвижно установленного и прочно удерживаемого основанием 11, и лоткообразного держателя 13, удерживаемого основанием 11 и перемещающегося во вращении относительно этого основания 11 и блока формовочной формы 12, вокруг горизонтальной оси 30. Устройство 10 в данном случае удерживает лопатку 1, которая расположена в лоткообразном держателе 13. Эта лопатка вместе со своей входящей кромкой 8 расположена по существу в горизонтальном положении, параллельном оси 30.
Блок формовочной формы 12 размещен между двумя конструктивными элементами 13a и 13b лоткообразного держателя, которые его сжимают и которые соединены друг с другом жестким средством соединения, находящимся на заднем плане устройства 10. Речь идет об обычной литейной форме для заливки металла с низкой точкой плавления вокруг пера лопатки, во-первых, с рабочей полостью формы, предназначенной для образования параллельных сторон 5a и 5b блока 5 с высокой точностью, что касается их направленности, и, во-вторых, с питательным отверстием заливки, расположенным в ее верхней части (не показано), и двумя пластинами 22, 15, расположенными с одной и другой стороны блока формовочной формы, между блоком формовочной формы 12 и двумя конструктивными элементами подвижного лоткообразного держателя 13, таким образом, чтобы содержать жидкий металл во время заливки и образовывать края в расширении блока 5 вдоль пера лопатки 3. Блок формовочной формы в данном случае изображен лишь частично, одной дополнительной частью, надвигающейся на переднюю часть пера лопатки 2 лопасти для полного обволакивания во время заливки.
Лоткообразный держатель 13 подвижен во время вращения вокруг горизонтальной оси 30, которая удерживается двумя подшипниками, удерживаемыми основанием 11. Регулировка во время вращения лоткообразного держателя 13 обеспечивается при помощи средства регулировки 32, которое позволяет определить и регулировать угловое положение лоткообразного держателя относительно основания 11 и, как следствие, относительно блока формовочной формы 12. Благодаря ему устанавливается предварительно выбранный угол, т.е. более конкретно угловое отклонение, которое желательно увидеть между плоскостью направленности 6 и плоскостями сторон 5a и 5b блока покрытия оболочкой.
На фиг.5 показан один подвижный лоткообразный держатель 13 без своей лопатки 1. Он содержит шесть опорных точек для удерживания лопатки на уровне ее шести базисных точек для ее расположения в пространстве. Пять опорных точек X1, X2, X3, Y1 и Y2 точно определяют пространственное положение, которое должно иметь перо лопатки 2 во время заливки металла с низкой точкой плавления, и, в частности, направленность ее плоскости направленности 6 при вращении вокруг оси 30. Шестая точка Z определяет продольное положение пера лопатки вдоль оси 30 путем взаимодействия с полкой 4 лопатки; неточность расположения пера лопатки вдоль этой оси не имеет негативных последствий, причем она выражается, в конечном счете, простым продольным смещением блока 5 на пере лопатки 3.
На фиг.6 изображено устройство, показанное на фиг.4, в облегченном варианте исполнения таким образом, что проявляется расположение лопатки 1 с четырьмя опорными точками в положении против четырех из шести базисных точек для расположения лопатки в пространстве, причем две последние не показаны.
Теперь будет приведено описание процесса установки, а затем обволакивания лопатки 1 блоком 5 на устройстве заливки 10 в соответствии со способом практической реализации изобретения.
Лопатка 1, образованная в результате литья, анализируется во время проведения контроля ее качества после операции литья, в ходе которого осуществляется контроль ее направленности относительно, например, боковой стороны полки 7, такой, какой она образовалась в результате литья. Выполненное угловое измерение позволяет определить, на какой угол должена быть смещена ножка 2, используя направленность ее профилей или боковых сторон полки 7 во время ее механической обработки для того, чтобы перо лопатки 3 было правильно ориентировано в газовой струе турбомашины. Предварительно выбранный угол равен углу, который образует плоскость направленности 6 с расчетной плоскостью направленности пера лопатки в пространстве, т.е. углу, который придал бы ей оптимальную направленность в газовом потоке. Этот предварительно выбранный угол, таким образом, измерен, как и на основе достигнутого уровня техники, путем сравнения направленности одной из боковых сторон 7a полки 7 или профиля 2a ножки 2 лопатки с расчетной направленностью, которая определена во взаимосвязи с шестью базовыми точками лопатки, для ее расположения в пространстве.
После определения этого угла лопатка располагается в лоткообразном держателе 13, размещая в линию свои шесть базисных точек расположения против шести опорных точек X1, X2, X3, Y1, Y2 и Z лоткообразного держателя 13. Путем применения средств регулировки 32 оператор поворачивает лоткообразный держатель 13 на своей оси 30 относительно основания 11 на угол, равный предварительно выбранному, ранее измеренному углу, в направлении, которое корригирует наблюдаемое угловое смещение.
Оператор заливает, таким образом, металл с низкой точкой плавления в жидком состоянии в блок формовочной формы 12 при помощи питательного отверстия заливки. Металл распределяется вокруг пера лопатки 3 в пределах внутренней границы формовочной формы, которую допускают рабочие полости формы и две боковые пластины 22. После отвердения блока покрытия оболочкой 5 покрытая лопатка удаляется из инструмента 10, и она готова для установки на рабочей машине для механической обработки ее ножки 2 и ее полки 4. После корректировки предварительно выбранного угла путем вращения, которому было подвержено перо лопатки перед обволакиванием, стороны 5a и 5b блока правильно ориентированы относительно плоскости направленности 6 пера лопатки; они смогут, таким образом, служить эталоном расположения для пера лопатки и, таким образом, эталоном для расположения блока в рабочей машине.
В дальнейшем нет необходимости осуществлять перенос эталона пера лопатки 3 на одну из боковых сторон полки 7 для расположения лопатки перед механической обработкой ее ножки 2, ни ожидать механической обработки ножки для применения в качестве эталона для механической обработки полки 4. Таким образом, представляется возможным осуществлять одновременно механическую обработку своих двух концов, располагая лопатку, покрытую оболочкой, в рабочей машине, содержащей, например, двойной абразивный круг.
Таким образом, положение пера лопатки правильно определено после заливки блока (5), более нет необходимости менять регулировки станков механической обработки, переходя от одной лопатки к следующей, если только осуществляется механическая обработка ножек одного и того же типа лопатки.
Таким образом, достигается значительный выигрыш времени в процессе практической реализации лопатки турбины, а также более оптимальное расположение в связи с уменьшением количества последовательных перемещений системы отсчета.
Изобретение относится к производству турбинных лопаток. Устройство покрытия оболочкой пера лопатки содержит основание (11), на котором размещен блок формы (12) для заливки металла. Блок формы содержит рабочую полость формы, определяющую эталонную плоскость на блоке для его размещения в пространстве. На основании (11) размещен лоткообразный удерживатель (13) лопатки посредством шести опорных точек, которые определяют плоскость направленности, отображающую угловое положение пера лопатки относительно ножки лопатки. Лоткообразный удерживатель (13) выполнен подвижным с возможностью вращения относительно основания (11) вокруг оси, ориентированной параллельно направлению входной кромки лопатки, для изменения угла, образованного между эталонной плоскостью и плоскостью направленности. Обеспечивается точность механической обработки лопатки. 3 н. и 5 з.п. ф-лы, 6 ил.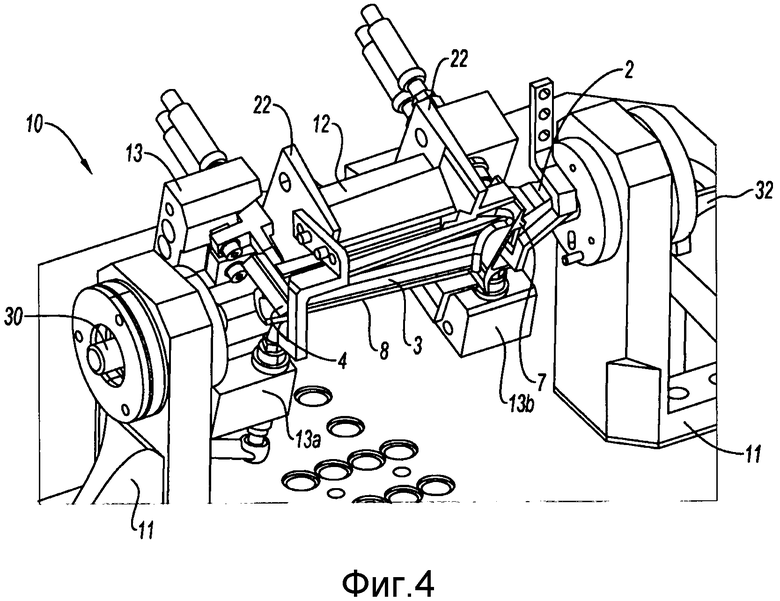
1. Устройство для покрытия оболочкой пера (3) лопатки (1) турбомашины в блоке покрытия оболочкой (5), содержащее основание (11), на котором размещен блок (12) литейной формы для заливки обволакивающего материала вокруг упомянутого пера (3) лопатки, причем блок литейной формы содержит рабочую полость формы, определяющую базовые плоскости (5а, 5b) на блоке (5), образующую опору для расположения блока (5) в пространстве, причем упомянутое основание (1) дополнительно удерживает средство удерживания (13) лопатки (1) посредством шести опорных точек (X1, Х2, Х3, Y1, Y2, Z) с образованием системы отсчета для расположения упомянутой лопатки в пространстве и определением плоскости направленности (6), отображающей угловое положение пера (3) лопатки относительно ножки (2) лопатки (1), при этом упомянутые базовые плоскости (5а, 5b) и плоскость направленности (6) ориентированы параллельно направлению входной кромки (8) лопатки (1), когда она размещена напротив упомянутых шести опорных точек, отличающееся тем, что средство удерживания (13) выполнено подвижным с возможностью вращения относительно упомянутого основания (11) вокруг оси (30), ориентированной параллельно направлению входной кромки лопатки (1), с возможностью изменения угла, образованного между упомянутыми базовой плоскостью и плоскостью направленности.
2. Устройство по п. 1, в котором средство удерживания (13) образовано двумя конструктивными элементами (13а, 13b), размещенными с одной и другой стороны блока (12) литейной формы и жестко соединенными друг с другом средствами соединения.
3. Устройство по п. 2, в котором опорные точки рассредоточены на двух конструктивных элементах (13а, 13b).
4. Устройство по п. 1, в котором рабочие полости форм блока (12) литейной формы определяют две плоскости (5а, 5b), ориентированные параллельно направлению, которое занимает одна из боковых сторон (7а) полки (7) ножки лопатки (1) в положении на упомянутом устройстве, причем как одна, так и другая могут служить в качестве первой базовой поверхности.
5. Устройство по п. 1, содержащее средство (32) для регулировки угла вращения средства удерживания (13), диапазон измерения которого составляет ±2°.
6. Способ покрытия оболочкой пера лопатки турбомашины (1) посредством плавкого материала для удерживания лопатки (1) в процессе механической обработки ее ножки (2) и/или ее полки (4), причем перо (3) лопатки обработано до конечного размера, а упомянутая ножка (2) содержит сторону (2а), ориентированную параллельно направлению входной кромки (8) лопатки, образуя пространственный эталон для размещения во вращении пера лопатки в пространстве, включающий:
- этап измерения предварительно выбранного угла, который образует плоскость направленности (6), отображающую расположение во вращении пера (3) лопатки в пространстве, с расчетной плоскостью направленности упомянутого пера лопатки, определенной как оптимальная направленность для пера (3) лопатки в газовой струе турбомашины, причем две плоскости направленности ориентированы параллельно направлению входной кромки (8) лопатки, а их направленность определена во взаимосвязи со стороной упомянутого ножки с образованием пространственной базы;
- этап заливки упомянутого плавкого материала вокруг упомянутого пера лопатки в блоке (12) литейной формы для образования блока покрытия оболочкой (5), отличающийся тем, что он содержит перед заливкой материала этап вращения упомянутого пера (3) лопатки относительно блока (12) литейной формы на угол, предварительно выбранный на этапе измерения.
7. Способ изготовления лопатки турбомашины, характеризующийся тем, что осуществляют покрытие оболочкой пера (3) лопатки способом по п. 6.
8. Способ по п. 7, в котором механическая обработка ножки (2) и полки (4) выполнена одновременно на одном и том же станке механической обработки, причем лопатка (1) удерживается на упомянутом станке посредством блока покрытия оболочкой (5).
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВОСПРОИЗВЕДЕНИЯ СТЕРЕОФОНИЧЕСКОГО ЗВУКА | 2011 |
|
RU2540774C2 |
| Способ закрепления деталей сложной формы | 1976 |
|
SU619321A1 |
| Устройство для установки деталей сложной формы | 1973 |
|
SU553083A1 |
| DE 4124340A1, 28.01.1993. | |||

