Настоящее изобретение относится к защите поверхности лопаток турбомашины перед частичной обработкой поверхности, которая является абразивной обработкой или просто не подходит для поверхностей, которые не должны обрабатываться. Она также относится к варианту поверхностной защиты любой механической детали, подвергаемой аналогичной обработке поверхности.
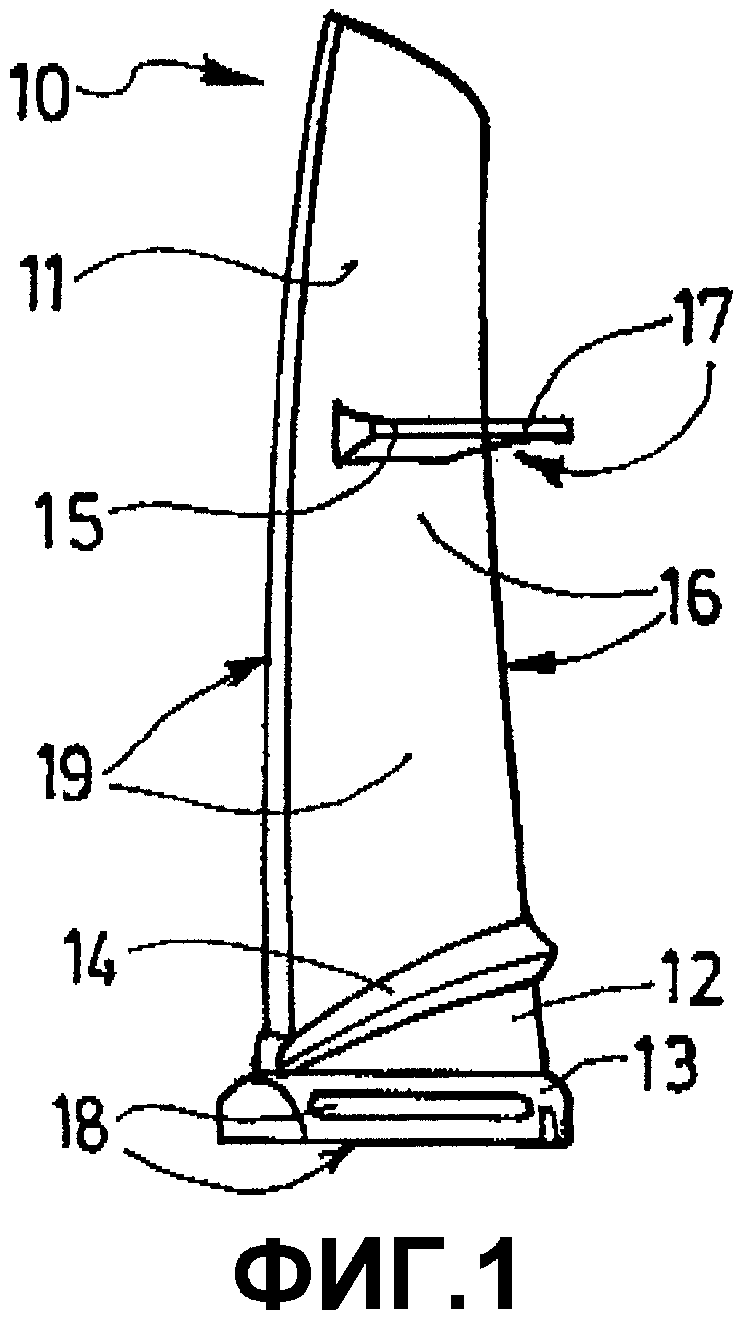
Как показано на Фиг.1, лопатка 10 турбомашины, в данном случае компрессора или вентилятора турбореактивного двигателя, состоит из пера 11, содержащего вогнутую и выпуклую поверхности 19, ножку 12 и хвостовик 13, устанавливаемый в осевое гнездо, образованное в диске машины, поддерживающем лопатку (не показан). Полка 14 отделяет перо 11 (аэродинамический профиль) от ножки 12.
Таким образом, диск поддерживает несколько лопаток, где все перья удерживаются на равном расстоянии друг от друга, в частности, бандажными полками 15, расположенными в средней части каждой из упомянутых поверхностей пера, и где торцы двух соседних бандажных полок двух соседних перьев контактируют между собой.
Поверхностная обработка лопатки 10, обычно изготовленной из титана или титанового сплава, содержит первый этап обработки поверхности Е1, заключающийся в пескоструйной обработке с целью повышения шероховатости при подготовке ко второму этапу Е2 так называемого "нанесения металлического покрытия" при помощи термического напыления. В данном случае требуется именно напыление либо медного сплава, например Cu-Ni-In (медь - никель - индий), с использованием плазменной горелки, при этом пластичность данного сплава обеспечивает гашение вибрации, возникающей при работе двигателя, в контакте между лопатками и диском; либо сплава карбида вольфрама, например WC-Co (карбид вольфрама - кобальт), который является достаточно прочным, чтобы предотвратить износ, обусловленный трением между соседними перьями.
При помощи плазменной горелки напыление покрытия из сплава на обрабатываемой поверхности выполняется с высокой скоростью при высокой температуре (более 2500К), чтобы обеспечить его связь с этой поверхностью.
Этапы Е1 имеют очень большую истирающую способность, а этапы Е2 не желательны для иных поверхностей, кроме обрабатываемых. При обработке бандажных полок требуется обеспечить защиту между инструментами пескоструйной обработки и/или плазменными горелками и поверхностями 19 лопаток 10, чтобы гарантировать отсутствие воздействия на лопатки. Если говорить более точно, только торцевые поверхности 17 бандажных полок 15, которые будут контактировать с торцевыми поверхностями 17 других бандажных полок соседних лопаток, подвергаются при изготовлении описанным выше способам обработки поверхности. Кроме того, упомянутые две поверхности 19 пера 11 имеют спиральный рельеф с очень точной геометрией, который должен быть защищен.
При обработке хвостовика покрытие должно наноситься только на контактные поверхности 18, находящиеся с каждой стороны хвостовика 13 лопатки 10. Другие области 12 и 13 хвостовика должны быть защищены, по меньшей мере, во время этапа обработки Е2.
В настоящее время для достижения этого рабочий вручную накладывает вокруг обрабатываемых поверхностей липкую ленту, обладающую достаточной механической прочностью и термостойкостью.
Эти ручные операции являются длительными и утомительными из-за сложности формы лопаток, требуемой точности и трудности доступа к защищаемым поверхностям. Они не обеспечивают постоянного качества, так как не являются точно воспроизводимыми повторно, и плохое прилипание липкой ленты обуславливает риск закрытия или даже отслоения уже нанесенного покрытия. Кроме того, во время нанесения металлического покрытия наблюдается такой эффект, когда частицы наносимого покрытия попадают в формируемый слой покрытия после удара о защитную поверхность. В результате адгезионные свойства или свойства гомогенности этих частиц являются недостаточно высокими, и сопротивление соответствующих областей напряжениям, возникающим в турбомашинах, снижается.
Таким образом, существует потребность в повышении производительности и качества этих операций.
Кроме того, рабочие, задействованные в этих операциях, подвержены нервному напряжению, в особенности из-за повышенного внимания, необходимого при их выполнении; они также подвержены расстройствам мускульно-скелетной системы, возникающим из-за выполнения монотонных действий.
Для преодоления всех этих недостатков в настоящем изобретении предлагается защитная маска для обработки поверхностей лопатки турбомашины, содержащей хвостовик и, возможно, бандажные полки, которая устойчива к воздействию при обработке поверхности и устанавливается вокруг упомянутых поверхностей, создавая при этом съемное и повторно используемое устройство, и эта защитная маска отличается тем, что из-за расположения упомянутых поверхностей либо на хвостовике лопатки, либо на торце бандажной полки она состоит, по меньшей мере, из одной детали, повторяющей форму соответственно хвостовика или бандажных полок, и содержит отверстия, через которые обеспечен открытый доступ к обрабатываемым поверхностям.
Обработка поверхности включает этап пескоструйной обработки и/или этап нанесения металлического покрытия.
Термин "оснастка" обозначает деталь или группу деталей, являющихся, по меньшей мере частично, жесткими, форма и материал которых обеспечивают закрытие областей защищаемых поверхностей. Материалы, из которых изготовлена оснастка, также способны сопротивляться воздействию рабочей среды этапов Е1 и Е2. Благодаря наличию оснастки, соответствующей настоящему изобретению, исключается необходимость нанесения вручную липкой ленты, и операция закрытия может быть точно воспроизводимой.
Так как этап Е2 вызывает повышение температуры, то защитная маска предпочтительно обладает устойчивостью к воздействию температуры при обработке поверхности, в данном случае при напылении с использованием плазменной горелки.
Из-за того что этап Е2 требует предварительной механической обработки, также предпочтительно, чтобы защитная маска, применяемая на этапе Е1, была изготовлена из материала, устойчивого к абразивному действию пескоструйной обработки.
Защитная маска преимущественно изготавливается из нержавеющей стали, кремнийорганического или полимерного материала.
Такая маска может применяться как для пескоструйной обработки, так и для плазменного напыления, и может повторно использоваться для множества лопаток турбомашины.
Настоящее изобретение станет более понятным после прочтения приведенного ниже описания защитной маски для двух вариантов применения настоящего изобретения и рассмотрения приложенных чертежей, из которых:
- на Фиг.1 показан общий вид лопатки компрессора;
- на Фиг.2 показан вид сбоку первого варианта реализации настоящего изобретения, представляющего собой маску такой формы, которая позволяет обрабатывать хвостовик лопатки;
- на Фиг.3 изображено устройство, позволяющее одновременно обрабатывать несколько лопаток;
- на Фиг.4А и 4В показаны общие виды других модификаций первого варианта реализации настоящего изобретения, состоящего из масок, предназначенных для защиты поверхностей лопатки от пескоструйной обработки и плазменного напыления областей, расположенных на обрабатываемых поверхностях хвостовика лопатки; и
- на Фиг.5 показан общий вид второго варианта реализации настоящего изобретения, состоящего из маски, предназначенной для защиты поверхностей лопатки от пескоструйной обработки и плазменного напыления областей, расположенных на обрабатываемых поверхностях бандажных полок лопатки.
На Фиг.2 показана нижняя часть лопатки компрессора, где можно увидеть перо 11, полку 14 и хвостовик 13. В данном случае хвостовик имеет форму "ласточкин хвост" и является прямолинейным (этот случай не является ограничивающим и приведен в качестве примера). Чтобы сделать возможным гашение вибраций лопатки в гнезде во время работы двигателя, на области хвостовика, контактирующие с боковыми сторонами этого гнезда, наносится покрытие 13R. Чтобы это покрытие могло наноситься при помощи плазменной горелки, устанавливается маска 100, соответствующая настоящему изобретению, которая частично повторяет форму хвостовика лопатки и может устанавливаться на место достаточно просто путем монтажа с применением определенного усилия, т.е. с применением посадки с усилием. Маска 100 изготовлена преимущественно из нержавеющей стали и имеет определенную толщину. В этой маске выполнено окно 100R с каждой стороны хвостовика. Форма и размеры окон зависят от формы и размеров покрытия 13R, наносимого с использованием плазменной горелки. Это покрытие 13R находится на двух поверхностях хвостовика, которые будут контактировать с диском турбомашины.
Так как плазменную горелку Т размещают предпочтительно перпендикулярно обрабатываемой поверхности, то стенки окна также перпендикулярны этой поверхности. Частицы расплавленного металла проходят через это окно в процессе нанесения металлического покрытия с использованием плазменной горелки. Такая конструкция имеет то преимущество, что частицы расплавленного металла, поступающие из плазменной горелки непараллельно оси этого окна, попадают на маску в область, окружающую окно 100R, не отражаясь внутрь этого окна. Таким образом, эти частицы не будут повторно сцепляться с формируемым слоем и не будут оказывать на него неблагоприятное воздействие. После нанесения слоя требуемой толщины маску удаляют. Форма покрытия 13R точно повторяет форму, определяемую окном; следовательно, нет необходимости проводить эту операцию повторно.
Эта маска используется для обработки и других лопаток, если металлизированная область, окружающая окно, не имеет слишком большую толщину. Таким образом, маску можно использовать несколько раз, прежде чем потребуется восстановить ее форму путем "деметаллизации" области, окружающей окно. Такое восстановление маски выполняется преимущественно путем химико-механической обработки с использованием способов, известных специалистам в данной области техники.
Если необходима предварительная подготовка поверхности, то эту же маску используют для защиты поверхностей, которые не должны подвергаться пескоструйной обработке.
Этот тип маски, кроме того, обладает тем преимуществом, что он позволяет одновременно обрабатывать несколько лопаток. Для этого на внешней стороне нижней стенки маски выполнен паз 110, что позволяет впоследствии использовать установочную оправку 43.
На Фиг.3 показано устройство для обработки нескольких лопаток. Лопатки, на каждой из которых установлена защитная маска 100, устанавливаются в единую оснастку 40.
Оснастка 40 содержит станину 42, на которой лопатки закрепляются таким образом, что перья направлены вниз, в результате чего маски располагаются сверху. К окнам 100R обеспечивается свободный доступ. Оправка 43 соединяет маски 100 с помощью пазов 110. Благодаря этой оправке маски могут быть точно выровнены друг относительно друга. Боковые пластины 41 устанавливают вдоль ряда из масок так, чтобы они закрывали и защищали полки лопаток. После окончания сборки напротив первого окна устанавливают обрабатывающий инструмент, который затем перемещают с определенной скоростью параллельно окнам. При такой конструкции пескоструйная обработка с последующим нанесением металлического покрытия, либо только нанесение металлического покрытия, может применяться к группе из N лопаток с обеспечением постоянного уровня качества.
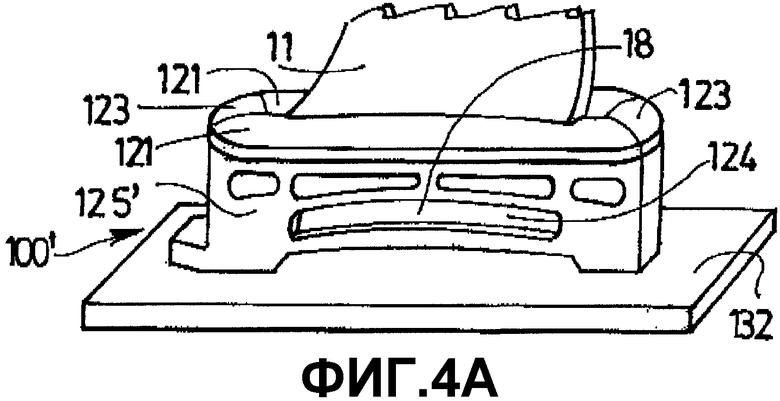
На Фиг.4А и 4 В изображена маска, сконструированная для лопаток с изогнутым хвостовиком, например лопаток больших вентиляторов.
Для выполнения этапа Е1 пескоструйной обработки поверхностей 18 хвостовика 13 пера 11 лопатки 10 предназначена защитная маска 100', показанная на Фиг.4А, которая содержит каркас 125, изготовленный из кремнийорганического или полимерного материала и закрепленный на основании 132, конструкция которого позволяет устанавливать хвостовик 13 пера 11 таким образом, что к обрабатываемым поверхностям 18 обеспечен открытый доступ через отверстия 124.
Для этого данный каркас содержит две полуоболочки 121, повторяющие форму упомянутых выше поверхностей и изготовленные с использованием их чертежей.
Эти две полуоболочки 121 собираются с помощью съемных затворов 123, например, таких, которые устанавливаются в эти полуоболочки, что позволяет их разбирать, а затем повторно собирать и использовать для обработки другой лопатки.
Для выполнения этапа Е2 плазменного напыления на поверхностях 18 хвостовика 13 пера 11 предназначена защитная маска 100", показанная на Фиг.4 В, которая содержит четыре опоры 127, закрепленные на основании 132", конструкция которых позволяет устанавливать на них две проставки 126 из нержавеющей стали, поддерживающие перо 11 и две маски 128 из нержавеющей стали, поддерживающие и закрывающие хвостовик 13 пера 11 с каждой его стороны, при этом данная конструкция обеспечивает свободный доступ к обрабатываемым поверхностям 18 через отверстия 131.
В этом случае по периферии отверстий 131 установлены планки 129, ограничивающие требуемую площадь обрабатываемой поверхности, что позволяет точно регулировать эту площадь. Положение планок 129 можно регулировать, передвигая их по маскам 128 и закрепляя при помощи зажимных винтов 130.
В примере, показанном на чертеже, планки 129 могут ограничивать только длину отверстий 131, при этом аналогичная система может быть использована также и для ограничения ширины, и два таких устройства могут легко собираться одновременно.
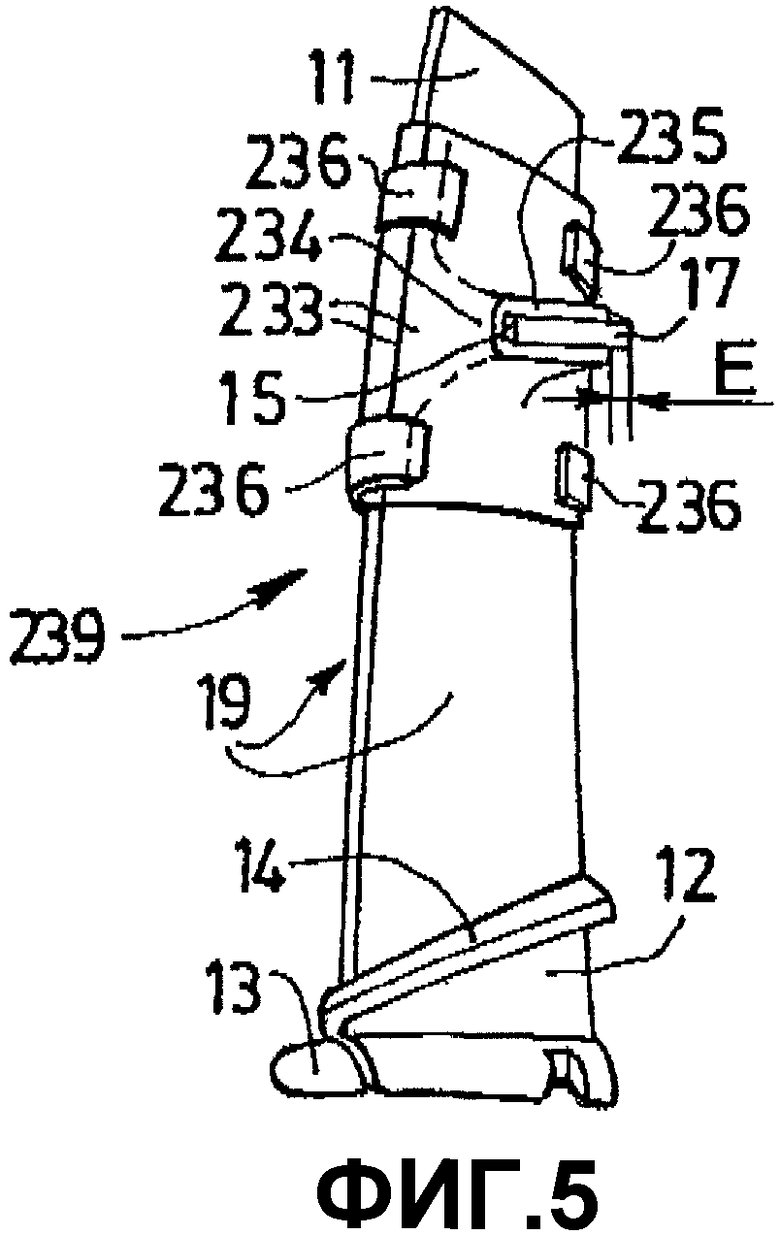
На Фиг.5 показан вариант реализации настоящего изобретения, предназначенный для обработки бандажных полок лопатки. Защитная маска 239, содержащая две полуоболочки 233, повторяет форму бандажных полок (образуя каналы 234) и тех областей поверхностей 19 пера, которые примыкают к этим бандажным полкам. Такая форма основана непосредственно на форме лопатки 10. Две полуоболочки 233 собираются вместе на обрабатываемой поверхности при помощи четырех зажимов 236, например пластинчатых пружин из нержавеющей стали, вставляемых в отверстия (на чертежах не показаны), выполненные для этой цели в маске 239.
В этом случае маска изготавливается из кремнийорганического материала. Этот материал устойчив к механическому воздействию при пескоструйной обработке и к тепловому воздействию при нанесении металлического покрытия.
Две полуоболочки 233 обеспечивают выход обрабатываемых торцевых поверхностей 17 бандажных полок через отверстия 235 на достаточное расстояние "Е" от маски.
Маска 239 применяется для пескоструйной обработки и плазменного напыления и ее можно использовать несколько раз.
Настоящее изобретение не ограничивается показанными здесь вариантами его реализации и содержит все модификации, доступные специалистам данной области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖНЫХ ПОЛОК ЛОПАТОК ТУРБОМАШИН ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2586191C1 |
| СПЛАВ, ЗАЩИТНЫЙ СЛОЙ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2011 |
|
RU2550461C2 |
| Способ восстановления бандажных полок лопаток турбомашин из жаропрочных никелевых сплавов | 2017 |
|
RU2667110C1 |
| Способ нанесения функционально-ориентированного износостойкого покрытия на лопатку газотурбинного двигателя | 2018 |
|
RU2718877C2 |
| ЛОПАТКА АВИАЦИОННЫХ КОМПРЕССОРОВ И ТУРБИН | 2003 |
|
RU2243851C1 |
| АНАЛИЗ ПОВЕРХНОСТИ ДЛЯ ОБНАРУЖЕНИЯ ЗАКРЫТЫХ ОТВЕРСТИЙ И УСТРОЙСТВО | 2010 |
|
RU2532616C2 |
| СПОСОБ ПОДГОТОВКИ ПОДЛОЖКИ ДЛЯ ТЕРМИЧЕСКОГО НАПЫЛЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ | 2014 |
|
RU2659521C2 |
| Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов | 2016 |
|
RU2641210C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СЛОЯ ПОСРЕДСТВОМ ЛАЗЕРНОЙ ТРИАНГУЛЯЦИИ | 2010 |
|
RU2541440C2 |
| СПОСОБ УПРОЧНЕНИЯ БЛОКА СОПЛОВЫХ ЛОПАТОК ТУРБОМАШИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2010 |
|
RU2445199C2 |



Настоящее изобретение относится к защитной маске, которая используется при обработке поверхностей лопаток турбомашины, таких как поверхности хвостовика или бандажных полок. Маска используется при пескоструйной обработке и/или нанесении металлического покрытия на лопатку. Маска образована, по меньшей мере, из одной детали, повторяющей форму соответственно хвостовика или бандажных полок, и содержит отверстия, через которые обеспечен открытый доступ к обрабатываемым поверхностям. Упомянутые отверстия имеют форму, приспособленную для обрабатываемые поверхностях, со стенками, перпендикулярными этим поверхностям, так что частицы, которые поступают не в направлении отверстий, попадают на маску и не отражаются на обрабатываемых поверхностях. Данная маска устойчива к воздействию упомянутой обработки поверхности и устанавливается на защищаемую поверхность, создавая согласно настоящему изобретению съемное и повторно используемое устройство. Использование такого устройства повышает качество и производительность операций обработки. 7 з.п. ф-лы, 6 ил.
1. Защитная маска для поверхностной обработки поверхностей (17, 18) лопатки (10) турбомашины, содержащей хвостовик и, возможно, бандажные полки, причем упомянутая маска устанавливается вокруг упомянутых поверхностей и устойчива к воздействию при обработке поверхности, создавая при этом съемное и повторно используемое устройство, при этом упомянутые поверхности расположены либо на хвостовике лопатки, либо на торце бандажной полки, причем маска образована, по меньшей мере, из одной детали (100, 100′, 100′′, 239), повторяющей форму соответственно хвостовика или бандажных полок, и содержит отверстия, через которые обеспечен открытый доступ к обрабатываемым поверхностям, отличающаяся тем, что упомянутые отверстия имеют форму, приспособленную для обрабатываемых поверхностей, со стенками, перпендикулярными этим поверхностям, так что частицы, которые поступают не в направлении отверстий, попадают на маску и не отражаются на обрабатываемые поверхности.
2. Маска по п.1, отличающаяся тем, что она образована, по меньшей мере, из двух полуоболочек (121, 233), скрепляемых вместе с помощью затворов или зажимов (123, 236).
3. Маска по п.1, отличающаяся тем, что она изготовлена из материала, устойчивого к тепловому воздействию при плазменном напылении.
4. Маска по п.1, отличающаяся тем, что она изготовлена из материала, устойчивого к воздействию при пескоструйной обработке.
5. Маска по любому из пп.1-4, отличающаяся тем, что она повторяет форму хвостовика лопатки и изготовлена из нержавеющей стали.
6. Маска по п.5, отличающаяся тем, что она выполнена с возможностью установки на место на лопатке просто путем применения посадки с усилием.
7. Маска по любому из пп.1-4, отличающаяся тем, что она изготовлена из кремнийорганического или полимерного материала.
8. Маска по п.1, отличающаяся тем, что она предназначена для поверхностной обработки поверхностей лопатки турбомашины, которая содержит бандажные полки (15), торцы которых должны быть обработаны, и упомянутые торцы выступают на определенное расстояние "Е" от упомянутой маски.
| ТЕНЗОИЗМЕРИТЕЛЬНЫЙ ДАТЧИК S-ОБРАЗНОГО ТИПА | 2024 |
|
RU2827307C1 |
| RU 94033247 A1, 20.07.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОДЯЩИХ МИКРОСТРУКТУР | 1990 |
|
RU2024645C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОПРОФИЛЬНОЙ ПЛОСКОЙ ПОВЕРХНОСТИ | 1997 |
|
RU2120493C1 |

