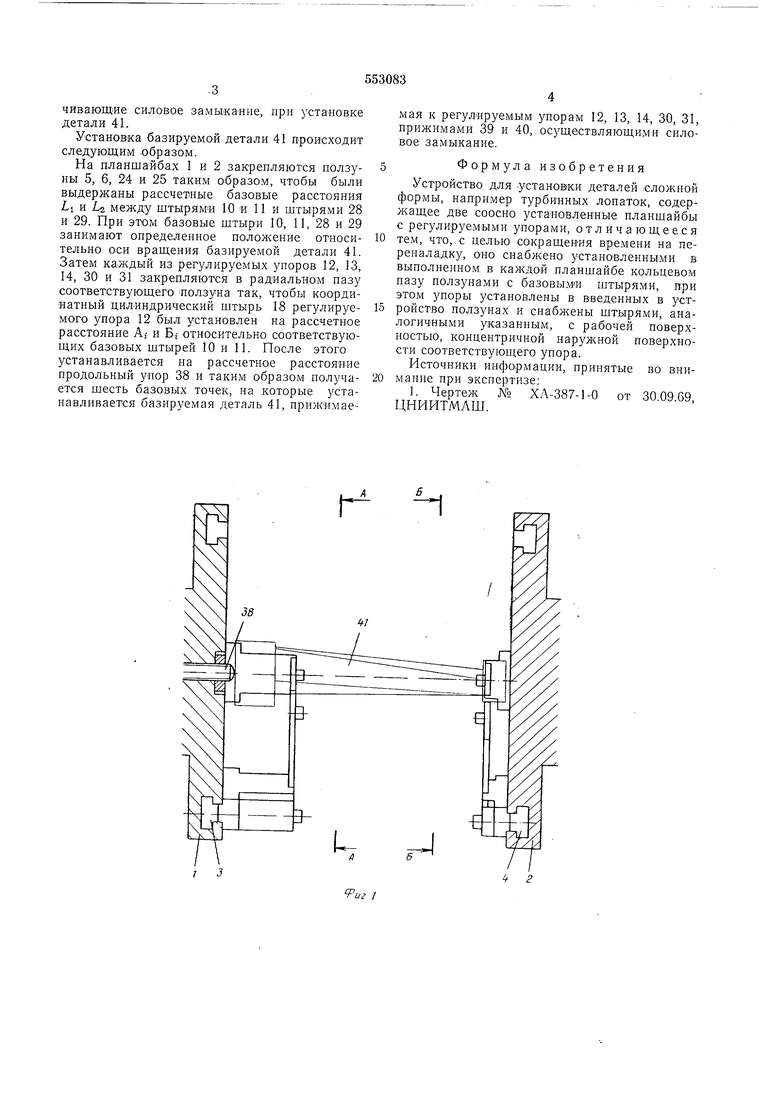
чивающяе силовое замыкаяие, при )становке детали 41.
Установка базируемой детали 41 происходит следующим .образом.
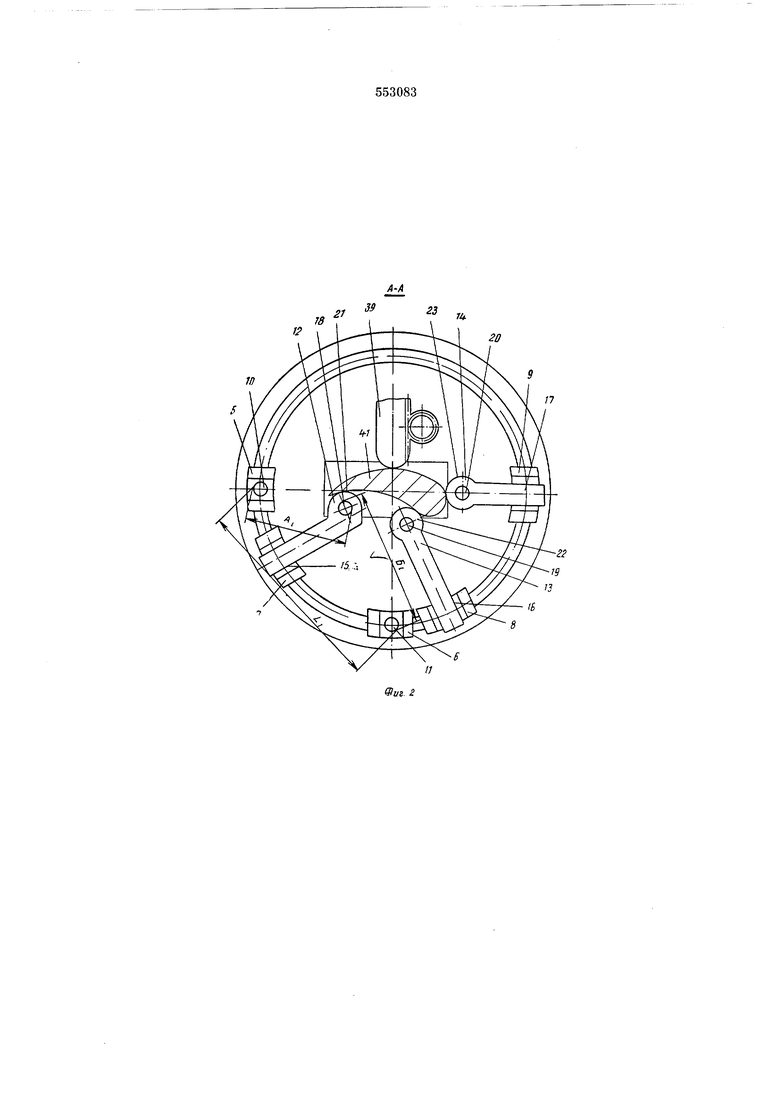
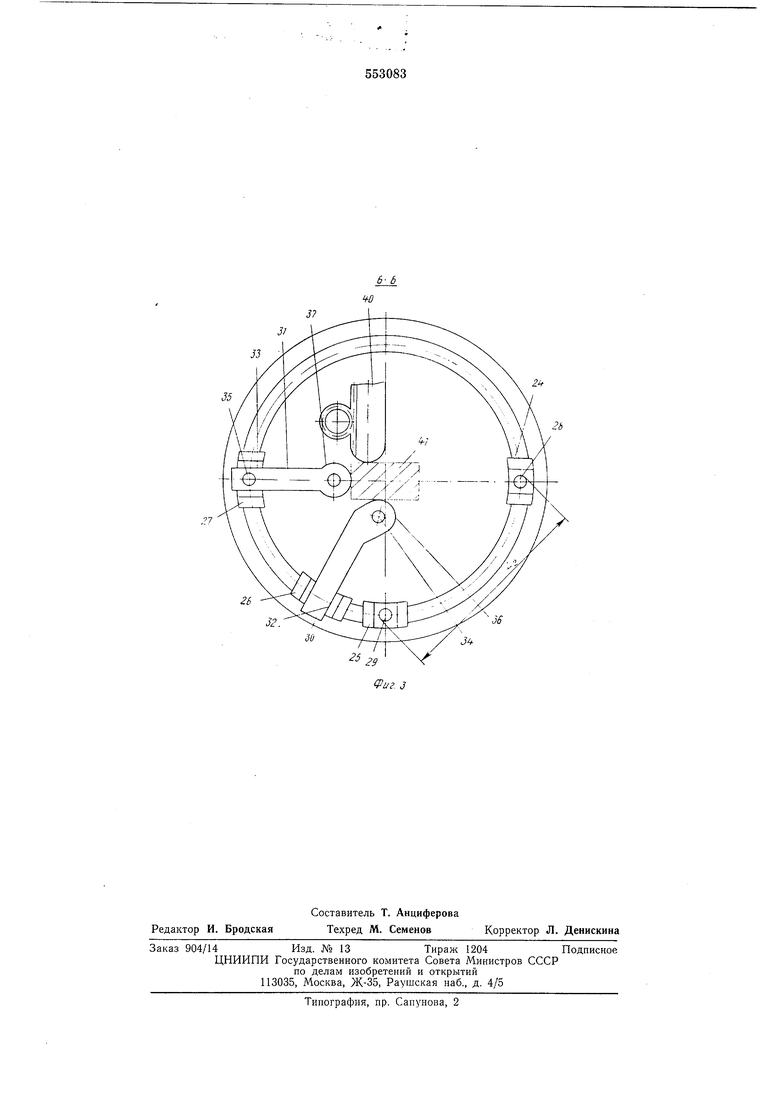
На планшайбах 1 и 2 закрепляются ползуны 5, 6, 24 и 25 таким образом, чтобы были выдержаны рассчетные базовые расстояния LI и La между штырями 10 и 11 и штырями 28 и 29. При этом базовые штыри 10, II, 28 и 29 занимают определенное положение относительно оси врашения базируемой детали 41. Затем каждый из регулируемых упоров 12, 13, 14, 30 и 31 закрепляются в радиальном пазу соответствуюнхего ползуна так, чтобы координатный цилиндрический штырь 18 регулируемого упора 12 был установлен на рассчетное расстояние Aj и Бг относительно соответствуюших базовых штырей 10 и 11. После этого устанавливается на рассчетное расстояние продольный упор 38 и таким образом получается шесть базовых точек, на которые устанавливается базируемая деталь 41, прижимаемая к регулируемым упорам 12, 13, 14, 30, 31, прижимами 39 и 40, осуществляюшими силовое замыкание.
Формула изобретения
Устройство для установки деталей сложной формы, например турбинных лопаток, содержаш,ее две соосно установленные планшайбы с регулируемыми упорами, отличаюш,ееся тем, что, с целью сокращения времени на переналадку, опо снабжено установленными в выполненном в каждой планшайбе кольцевом пазу ползунами с базовы.мИ штырями, при этом упоры установлены в введенных в устройство ползунах и снабжены штырями, аналогичными указанным, с рабочей поверхностью, концентричной наружной поверхности соответствующего упора.
Источники информации, принятые во внимание прИ экспертизе:
1. Чертеж № ХА-387-1-0 от 30.0969 ПНПИТМАШ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| СПОСОБ КОНТРОЛЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2168150C2 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Устройство к протяжным станкам для закрепления нежестких деталей | 1985 |
|
SU1329925A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Поворотно-делительное устройство | 1985 |
|
SU1284787A1 |
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Установка для обработки отверстий | 1985 |
|
SU1298049A1 |
7 J
К Н
г
12
20
17
13
J
J/
л
26
J2.
2
гь
js
j
