Область техники изобретения
Настоящее изобретение относится к трехмерной сетчатой структуре, используемой в матрасах и подушках, а также к способу изготовления трехмерной сетчатой структуры, и устройству для изготовления трехмерной сетчатой структуры.
Предпосылки создания изобретения
В традиционном способе формирования четырех граней трехмерной сетчатой структуры, описанном в РТЫ, применяется экструдирование нисходящих волокон термопластичного синтетического полимера в качестве материала или первичного материала в расплавленном состоянии из фильеры с концевым мундштуком, в котором выполнено множество отверстий, что обеспечивает свободное падение волокон между частично погруженными в воду вытяжными механизмами. С целью формирования трехмерной сетчатой структуры скорость вытягивания волокна меньше скорости его свободного падения. В этом способе применяются две пары расположенных напротив друг друга и образующих прямоугольник вытяжных механизмов, установленных под прямым углом к направлению экструзии. Расстояние между парой расположенных напротив друг друга вытяжных механизмов меньше ширины пучка экструдированных волокон. Все четыре периферийных поверхности пучка волокон входят в контакт с вытяжными механизмами до или после погружения в воду пучка волокон. Все четыре периферийные поверхности получаемой трехмерной сетчатой структуры, расположенные параллельно направлению экструзии, соответственно имеют более высокую плотность по сравнению с плотностью оставшейся части, не относящейся к поверхности. Применение этого способа позволяет укладывать волокна более ровно без необходимости применения послефинишной обработки.
Список Цитирования
Патентная литература
PTL1 : JP 2001-328153a.
Краткое изложение сущности изобретения
Техническая проблема
По мере диверсификации требований к продукции, в которой применяется трехмерная сетчатая структура, требуется более тонкая регулировка упругости (repulsion) и точности размеров. Способ, описанный в PTL1, не обеспечивает простой регулировки упругости (repulsion) или точности размеров. Например, не так просто выровнять поверхность трехмерной сетчатой структуры, сохраняя при этом ее гибкость.
Цель настоящего изобретения состоит в обеспечении простого регулирования упругости (repulsion) и точности размеров при низких затратах, и в получении более гладкой поверхности получаемой трехмерной сетчатой структуры. Цель настоящего изобретения состоит также в обеспечении устойчивого производства трехмерной сетчатой структуры с более гладкой поверхностью путем снижения подачи воды на охлаждение спускных желобов, и в предотвращении застревания волокон.
Решение проблемы
Для решения хотя бы части указанных выше проблем в соответствии с одним из аспектов настоящего изобретения предлагается устройство для изготовления трехмерной сетчатой структуры, в состав которого сходит мундштук, в котором выполнено множество экструзионных отверстий, образующих прямоугольник, и который обеспечивает падение вниз термопластичного синтетического полимера в расплавленном состоянии, экструдируемого из экструзионных отверстий с образованием пучка, состоящего из множества волокон; пара широких спускных желобов, расположенных под мундштуком, размещенных поперек широких граней пучка волокон с наклонными поверхностями, которые соответственно наклонены вниз по направлению к пучку волокон, и установлены напротив друг друга на расстоянии, которое равно ширине или меньше ширины узкой стороны массива экструзионных отверстий на нижних концах наклонных поверхностей; источник воды, расположенный над широкими спускными желобами, для подачи охлаждающей воды на наклонные поверхности; и пара вытяжных механизмов, расположенных под широкими спускными желобами напротив друг друга на расстоянии, меньше расстояния между парой широких спускных желобов, чтобы контактировать с широкими гранями пучка волокон, и направлять пучок волокон в воду, где хаотично располагается множество слипшихся под действием температуры волокон, образующих трехмерную сетчатую структуру.
В соответствии с одним из вариантов осуществления настоящего изобретения в состав аппарата по изготовлению трехмерной сетчатой структуры может дополнительно входить пара узких спускных желобов, расположенных под мундштуком и установленных на узких гранях пучка волокон, образующих наклонные поверхности, которые наклонены соответственно вниз по направлению к пучку волокон, и установлены напротив друг друга на расстоянии, которое равно ширине или меньше ширины широкой стороны массива экструзионных отверстии на нижних концах наклонных поверхностей.
В соответствии с другим аспектом настоящего изобретения предложено устройство для изготовления трехмерной сетчатой структуры, в состав которого входит мундштук, в котором выполнено множество экструзионных отверстий, образующих прямоугольник, и обеспечивающих свободное падение вниз термопластичного синтетического полимера в расплавленном состоянии, экструдируемого из экструзионных отверстий с образованием пучка, состоящего из множества волокон; пара широких спускных желобов, расположенных под мундштуком и установленных на широких гранях пучка волокон, образующих наклонные поверхности, которые наклонены соответственно вниз в направлении пучка волокон и частично погружены в воду, при этом расстояние между ними меньше ширины узкой стороны массива экструзионных отверстий на нижних концах наклонных поверхностей; устройство для подачи воды, расположенное над широкими спускными желобами для подачи охлаждающей воды на наклонные поверхности; и пара вытяжных механизмов, расположенных под широкими спускными желобами и установленных напротив друг друга на расстоянии, которое равно расстоянию между парой широких спускных желобов, чтобы обеспечить контакт с широкими гранями пучка волокон и направить пучок волокон в воду, где хаотично располагается множество слипшихся под действием температуры волокон, образующих трехмерную сетчатую структуру.
В соответствии с одним из вариантов осуществления настоящего изобретения в состав аппарата по изготовлению трехмерной сетчатой структуры может дополнительно входить пара узких спускных желобов, расположенных под мундштуком и установленных на узких гранях пучка волокон, образующих наклонные поверхности, которые наклонены соответственно вниз по направлению к пучку волокон и частично погружены в воду, при этом расстояние между ними меньше ширины широкой стороны массива экструзионных отверстий на нижних концах наклонных поверхностей.
В соответствии с другим предпочтительным вариантом осуществления настоящего изобретения трехмерная сетчатая структура может быть сформирована таким образом, что ее боковые участки будут более жесткими с более высокой объемной плотностью, чем другие участки в местах, соответствующих узким граням пучка волокон, за счет увеличения количества экструзионных отверстий в зонах рядом с обоими концами мундштука по его ширине по сравнению с количеством экструзионных отверстий в оставшейся области, за счет увеличения размера экструзионных отверстий в зонах вблизи обоих концов мундштука по его ширине по сравнению с размером экструзионных отверстий в оставшейся области, или за счет увеличения ширины широкой стороны массива экструзионных отверстий мундштука по сравнению с расстоянием между парой узких спускных желобов.
В соответствии с еще одним предпочтительным вариантом осуществления настоящего изобретения скорость вытягивания вытяжных механизмов может меняться и может временно понижаться с формированием более жесткого центрального участка с более высокой объемной плотностью в направлении вытягивания трехмерной сетчатой структуры по сравнению с объемной плотностью других участков, сформированных при обычной скорости вытягивания.
В соответствии с другим аспектом настоящего изобретения предлагается способ изготовления трехмерной сетчатой структуры, включающий такие этапы, как (а) экструзия и опускание вниз термопластичного синтетического полимера в расплавленном состоянии из мундштука со множеством экструзионных отверстий, образующих прямоугольник, в котором формируется пучок, состоящий из множества волокон; (b) подача охлаждающей воды на пару широких спускных желобов, которые расположены под мундштуком и установлены на широких гранях пучка волокон с наклоном вниз по направлению к пучку волокон, при этом они установлены напротив друг друга на расстоянии, которое равно ширине или меньше ширины узкой стороны массива экструзионных отверстий на наклонных нижних концах; (с) обеспечение контакта волокон, расположенных со стороны широких граней пучка волокон, с верхними поверхностями широких спускных желобов, таким образом, чтобы свивать волокна в петли, хаотично переплетать соседние волокна и обеспечивать их термическое прилипание друг к другу; (d) охлаждение множества переплетенных волокон охлаждающей водой, подаваемой на верхние поверхности широких спускных желобов; (е) формирование широких граней пучка волокон путем направления множества переплетенных волокон наклонно вниз в сторону центра пучка волокон вдоль широких спускных желобов; и (f) сжатие и формообразование пучка волокон с помощью пары вытяжных механизмов, которые расположены под широкими спускными желобами и установлены напротив друг друга на расстоянии, меньше расстояния между парой расположенных напротив друг друга широких спускных желобов, чтобы удерживать между ними широкие грани пучка волокон, и вытягивание пучка волокон на скорости ниже скорости свободного падения пучка во локон, таким образом, чтобы обеспечить погружение в воду пучка волокон, остудить и обеспечить его отверждение.
В соответствии с одним из предпочтительных вариантов осуществления настоящего изобретения на этапе (b) охлаждающая вода может подаваться на пару узких спускных желобов, которые расположены под мундштуком и установлены на узких гранях пучка волокон с наклоном вниз в направлении пучка волокон напротив друг друга на расстоянии, которое равно ширине или меньше ширины широкой стороны массива экструзионных отверстий на наклонных нижних концах. На этапе (с) может обеспечиваться контакт волокон, расположенных на узких гранях пучка волокон, с верхними поверхностями узких спускных желобов, чтобы свивать волокна в петли, хаотично переплетать соседние волокна и обеспечивать термическое прилипание волокон друг к другу. На этапе (d) может обеспечиваться охлаждение множества переплетенных волокон охлаждающей водой, подаваемой на верхние поверхности узких спускных желобов. На этапе (е) могут формироваться узкие грани пучка волокон путем направления множества переплетенных волокон наклонно вниз к центру пучка волокон вдоль узких спускных желобов.
В соответствии с другим предпочтительным вариантом осуществления настоящего изобретения на этапе (а) могут формироваться более жесткие боковые участки с более высокой объемной плотностью по сравнению с объемной плотностью других участков в местах, соответствующих узким граням пучка волокон, за счет увеличения подачи волокон из части мундштука, соответствующей узким граням пучка волокон, по сравнению с подачей волокон из оставшейся части мундштука, или за счет увеличения ширины широкой стороны массива экструзионных отверстий по сравнению с расстоянием между узкими спускными желобами.
В соответствии с еще одним предпочтительным вариантом осуществления настоящего изобретения на этапе (f) может быть временно снижена скорость вытягивания вытяжных механизмов, что приводит к формированию более жесткого центрального участка трехмерной сетчатой структуры с более высокой объемной плотностью в направлении вытягивания по сравнению с объемной плотностью других участков, сформированных при обычной скорости вытягивания.
В соответствии с другим аспектом настоящего изобретения предлагается способ изготовления трехмерной сетчатой структуры, включающий такие этапы, как (а) экструзия и опускание вниз термопластичного синтетического полимера в расплавленном состоянии из мундштука со множеством экструзионных отверстий, образующих прямоугольник, в котором формируется пучок, состоящий из множества волокон; (b) подача охлаждающей воды на пару широких спускных желобов, которые расположены под мундштуком и установлены на широких гранях пучка волокон с наклоном вниз по направлению к пучку волокон и частично погружены в воду, при этом расстояние между ними меньше ширины узкой стороны массива экструзионных отверстий на наклонных нижних концах; (с) обеспечение контакта волокон, расположенных со стороны широких граней пучка волокон, с верхними поверхностями широких спускных желобов, таким образом, чтобы свивать волокна в петли, хаотично переплетать соседние волокна и обеспечивать их термическое прилипание друг к другу; (d) охлаждение множества переплетенных волокон охлаждающей водой, подаваемой на верхние поверхности широких спускных желобов; (е) формирование широких граней пучка волокон путем направления множества переплетенных волокон наклонно вниз в сторону центра пучка волокон вдоль широких спускных желобов, и (f) сжатие и формообразование пучка волокон с помощью пары вытяжных механизмов, которые расположены под широкими спускными желобами и установлены напротив друг друга на расстоянии, которое равно расстоянию между парой расположенных напротив друг друга широких спускных желобов, чтобы удерживать между ними широкие грани пучка волокон, и вытягивание пучка волокон на скорости ниже скорости свободного падения пучка волокон, таким образом, чтобы обеспечить погружение в воду пучка волокон, остудить и обеспечить его отверждение.
В соответствии с одним из предпочтительных вариантов осуществления настоящего изобретения на этапе (b) может подаваться охлаждающая вода на пару узких спускных желобов, которые расположены под мундштуком и установлены на узких гранях пучка волокон с наклоном вниз в направлении пучка волокон и частично погружены в воду, при этом расстояние между ними меньше ширины широкой стороны массива экструзионных отверстий на наклонных нижних концах. На этапе (с) может обеспечиваться контакт волокон, расположенных на узких гранях пучка волокон, с верхними поверхностями узких спускных желобов, чтобы свивать волокна в петли, хаотично переплетать соседние волокна и обеспечивать термическое прилипание волокон друг к другу. На этапе (d) может обеспечиваться охлаждение множества переплетенных волокон охлаждающей водой, подаваемой на верхние поверхности узких спускных желобов. На этапе (е) могут формироваться узкие грани пучка волокон путем направления множества переплетенных волокон наклонно вниз к центру пучка волокон вдоль узких спускных желобов.
В соответствии с другим предпочтительным вариантом осуществления настоящего изобретения на этапе (а) могут формироваться более жесткие боковые участки с более высокой объемной плотностью по сравнению с объемной плотностью других участков в местах, соответствующих узким граням пучка волокон за счет увеличения подачи волокон из части мундштука, соответствующей узким граням пучка волокон, по сравнению с подачей волокон из оставшейся части мундштука или за счет увеличения ширины широкой стороны массива экструзионных отверстий по сравнению с расстоянием между узкими спускными желобами.
В соответствии с еще одним предпочтительным вариантом осуществления настоящего изобретения на этапе (f) может быть временно снижена скорость вытягивания вытяжных механизмов, что приводит к формированию более жесткого центрального участка с более высокой объемной плотностью в направлении вытягивания в трехмерной сетчатой структуре по сравнению с объемной плотностью других участков, сформированных при обычной скорости вытягивания.
В соответствии с другим аспектом настоящего изобретения предложена трехмерная сетчатая структура, производимая с помощью устройства для изготовления трехмерной сетчатой структуры, описанной выше.
Согласно еще одному аспекту настоящего изобретения предлагается трехмерная сетчатая структура, производимая с помощью способа изготовления трехмерной сетчатой структуры, описанной выше.
Прямоугольник массива мундштука не может быть строго прямоугольной формы, но у него может быть одна или несколько криволинейных сторон. Например, когда трехмерная сетчатая структура по настоящему изобретению применяется в матрасе, узкие стороны приблизительно прямоугольной формы, образующие боковые поверхности матраса, не могут быть прямыми, но могут быть произвольным образом искривленными. Когда трехмерная сетчатая структура по настоящему изобретению применяется в подушке, прямоугольная форма может быть заменена любой другой. Термин «широкое направление» или «широкая сторона» и «узкое направление» или «узкая сторона» пучка волокон и мундштука используются только в относительном смысле и не определяет отношения в абсолютной форме. Таким образом, вытяжные механизмы могут быть установлены в любом нужном направлении.
Пара спускных желобов расположена таким образом, чтобы поверхности для задания направления периферийных боковых граней свободно падающего пучка волокон были наклонены к центру. Наклонная поверхность может быть в виде наклонной плоскости или может быть в виде криволинейной поверхности с изменяемой долей наклона. В соответствии с тем вариантом осуществления, где пары спускных желобов расположены соответственно по широкой и по узкой граням пучка волокон, соответствующие наклонные поверхности могут быть выполнены сборными или как единое целое и не прерываться с четырех углов под прямым углом друг к другу.
Вытяжные механизмы оснащены вращающимися телами, которые находятся в контакте с широкими гранями пучка волокон. Эти вращающиеся тела при их вращении вытягивают пучок волокон, удерживая при этом пучок волокон между ними. В соответствии с предпочтительным примером осуществления настоящего изобретения в качестве вращающихся тел используются бесконечные ленты. Это, однако, не накладывает никаких ограничений, и в качестве вращающихся тел могут быть использованы как ролики, так и другие эквивалентные элементы.
В соответствии с аспектом настоящего изобретения, где расстояние между парой расположенных напротив друг друга вытяжных механизмов меньше расстояния между парой расположенных напротив друг друга спускных желобов, расстояние между парой расположенных напротив друг друга вытяжных механизмов устанавливается меньше расстояния между парой расположенных напротив друг друга спускных желобов в соответствии с предпочтительным примером осуществления настоящего изобретения на величину от 1 до 30%, в соответствии с более предпочтительным примером осуществления настоящего изобретения на величину от 3 до 27% и в соответствии с еще более предпочтительным примером осуществления настоящего изобретения на величину от 7 до 25%.
В соответствии с аспектом настоящего изобретения, где расстояние между парой расположенных напротив друг друга спускных желобов равно расстоянию между парой расположенных напротив друг друга вытяжных механизмов, наклонные поверхности пары спускных желобов должны быть частично погружены в воду. Уровень воды, который выражается расстоянием от нижних концов наклонных поверхностей, в соответствии с предпочтительным примером осуществления настоящего изобретения должен быть на высоте от 2 до 45 мм, в соответствии с более предпочтительным примером осуществления настоящего изобретения должен быть на высоте от 3 до 30 мм и в соответствии с еще более предпочтительным примером осуществления настоящего изобретения должен быть на высоте от 5 до 22 мм.
В соответствии с аспектом настоящего изобретения, где расстояние между парой расположенных напротив друг друга спускных желобов равно расстоянию между парой расположенных напротив друг друга вытяжных механизмов, расстояние между парой расположенных напротив друг друга спускных желобов устанавливается меньше ширины широкой стороны массива мундштука и в соответствии с предпочтительным примером осуществления настоящего изобретения устанавливается меньше на величину от 6 до 25%, в соответствии с более предпочтительным примером осуществления настоящего изобретения устанавливается меньше на величину от 3 до 10%, и в соответствии с еще более предпочтительным примером осуществления настоящего изобретения устанавливается меньше на величину от 4 до 7%.
В соответствии с другим аспектом настоящего изобретения предложено устройство для изготовления трехмерной сетчатой структуры, в состав которого входит мундштук, в котором выполнено множество экструзионных отверстий, образующих прямоугольник и обеспечивающих свободное падение вниз термопластичного синтетического полимера в расплавленном состоянии, экструдируемого из экструзионных отверстий с образованием пучка, состоящего из множества волокон; пара широких спускных желобов, расположенных под мундштуком и установленных на широких гранях пучка волокон, образующих наклонные поверхности, которые наклонены соответственно вниз в направлении пучка волокон, и установлены напротив друг друга на расстоянии, которое равно ширине или меньше ширины узкой стороны массива экструзионных отверстий на нижних концах наклонных поверхностей; устройство для подачи воды, расположенное над широкими спускными желобами для подачи охлаждающей воды на наклонные поверхности; водопроницаемые листы, покрывающие верхние поверхности широких спускных желобов; крепежные элементы, фиксирующие водопроницаемые листы к верхним и нижним концам широких спускных желобов; а также вытяжные механизмы, расположенные под широкими спускными желобами и напротив друг друга, чтобы обеспечить контакт с широкими гранями пучка волокон и направлять пучок волокон в воду, где хаотично располагается множество слипшихся под действием температуры волокон, образующих трехмерную сетчатую структуру.
В соответствии с одним из вариантов осуществления настоящего изобретения устройство для подачи воды может быть расположено над водопроницаемыми листами, чтобы охлаждающая вода просачивалась и попадала на верхние поверхности водопроницаемых листов.
В соответствии с другим предпочтительным вариантом осуществления настоящего изобретения устройство для подачи воды может быть расположено над широкими спускными желобами, но под водопроницаемыми листами для подачи охлаждающей воды между верхними поверхностями широких спускных желобов и водопроницаемыми листами, чтобы формировать нижний слой охлаждающей воды. Охлаждающая вода может проникать насквозь на верхние поверхности водопроницаемых листов и формировать верхний слой охлаждающей воды.
В соответствии с еще одним предпочтительным вариантом осуществления настоящего изобретения широкие спускные желоба могут накрывать боковые грани падающего пучка волокон с тем, чтобы обеспечить подачу охлаждающей воды на верхние поверхности широких спускных желобов.
В соответствии с другим аспектом настоящего изобретения предлагается способ изготовления трехмерной сетчатой структуры, включающий такие этапы, как (а) экструзия и опускание вниз термопластичного синтетического полимера в расплавленном состоянии из мундштука со множеством экструзионных отверстий, образующих прямоугольник, чтобы сформировать пучок, состоящий из множества волокон; (b) подача охлаждающей воды на пару широких спускных желобов, которые расположены под мундштуком и напротив друг друга вдоль широких граней пучка волокон с наклоном вниз в направлении пучка волокон, и на водопроницаемые листы, которые расположены выше верхних поверхностей широких спускных желобов и фиксируются верхними и нижними концами; (с) обеспечение контакта волокон, расположенных со стороны широких граней пучка волокон, с верхними поверхностями широких спускных желобов, таким образом, чтобы свивать волокна в петли, хаотично переплетать соседние волокна и обеспечивать их термическое прилипание друг к другу; (d) охлаждение множества переплетенных волокон охлаждающей водой, подаваемой на верхние поверхности широких спускных желобов и водопроницаемые листы; (е) формирование широких граней пучка волокон путем направления множества переплетенных волокон наклонно вниз в сторону центра пучка волокон вдоль широких спускных желобов, и (f) сжатие и формообразование пучка волокон с помощью пары вытяжных механизмов, которые расположены под широкими спускными желобами и установлены напротив друг друга вдоль широких граней пучка волокон, и вытягивание пучка волокон на скорости ниже скорости свободного падения пучка волокон, таким образом, чтобы обеспечить погружение в воду пучка волокон, остудить и обеспечить его отверждение.
Водопроницаемые листы являются гибкими элементами, обладающими водопроницаемостью, и предпочтительными примерами являются ткани, такие как хлопок или полиэстер и металлические сетки. Это, однако, не накладывает ограничений, и в качестве водопроницаемых листов может использоваться любой материал, обладающий водопроницаемостью и гибкостью, что позволяет обеспечить выполнение аналогичных функций и механизмы.
Преимущества настоящего изобретения
В соответствии с одним из аспектов настоящего изобретения расстояние между парой расположенных напротив друг друга вытяжных механизмов устанавливается равным или меньше расстояния между парой расположенных напротив друг друга широких спускных желобов. Расположенные напротив друг друга вытяжные механизмы дополнительно применяют сжатие, в то время как периферийные поверхности пучка волокон формуются при контакте с широкими спускными желобами. Это позволяет внутренний участок пучка волокон подвергать формовке прессованием. Это позволяет создавать трехмерную сетчатую структуру с улучшенной упругостью (repulsion) и с повышенной точностью размеров, которые нельзя получить обычным способом. Это также позволяет создавать трехмерную сетчатую структуру с равномерно гладкой поверхностью.
В соответствии с тем аспектом настоящего изобретения, в котором расстояние между парой расположенных напротив друг друга вытяжных механизмов равно расстоянию между парой расположенных напротив друг друга широких спускных желобов, нижние концы широких спускных желобов погружены в воду для того, чтобы вытягивать пучок волокон с помощью вытяжных механизмов, при тех же характерных особенностях и преимуществах, что описаны выше.
В соответствии с одним из аспектов настоящего изобретения, как широкие спускные желоба, так и узкие спускные желоба используются одновременно для формирования широких граней и узких граней пучка волокна.
В соответствии с другим аспектом настоящего изобретения при использовании данного рационального способа получения трехмерной сетчатой структуры могут быть сформированы более жесткие боковые участки или более жесткие центральные участки, что удовлетворяет различным техническим требованиям на изделие.
В соответствии с другим аспектом настоящего изобретения фиксация водопроницаемых листов к широким спускным желобам выравнивает поток охлаждающей воды на верхних поверхностях широких спускных желобов и тем самым экономит воду до соответствующего уровня. Это также предотвращает плохое формирование волокон и тем самым позволяет создать трехмерную сетчатую структуру с более гладкой поверхностью.
Краткое описание чертежей
На фиг.1 представлен вид сбоку на устройство для изготовления 1 трехмерной сетчатой структуры по варианту осуществления 1 настоящего изобретения;
На фиг.2а представлен вид снизу на мундштук 3 с массивом экструзионных отверстий 31 по варианту осуществления 1, а на фиг.2b представлен вид в плане, иллюстрирующий спускной желоб 4 по варианту осуществления 1;
На фиг.3 представлена схема устройства для изготовления 1 трехмерной сетчатой структуры по варианту осуществления 1 в действии;
На фиг.4 представлено сечение по линии А-А на фиг.3;
На фиг.5 представлен перспективный вид на пучок волокон 21 в процессе изготовления трехмерной сетчатой структуры по варианту осуществления 1;
На фиг. 6а и 6b представлены схемы, иллюстрирующие изменение уровня воды Н путем регулирования высоты установки спускного желоба 4 по варианту осуществления 1;
На фиг.7 представлена схема, иллюстрирующая поперечное сечение трехмерной сетчатой структуры 10 по варианту осуществления 1;
На фиг.8 представлена схема, иллюстрирующая вид сбоку на устройство для изготовления 201 трехмерной сетчатой структуры по варианту осуществления 2 настоящего изобретения;
На фиг.9 представлена схема устройства для изготовления 201 трехмерной сетчатой структуры по варианту осуществления 2 в действии;
На фиг.10а представлена схема, на которой представлен уровень воды Н по варианту осуществления 1 настоящего изобретения, и на фиг.10b представлена схема, на которой представлен уровень воды Н по варианту осуществления 2 настоящего изобретения;
На фиг.11а представлен перспективный вид на трехмерную сетчатую структуру 310 по варианту осуществления 3 настоящего изобретения, а на фиг.11b представлен вид спереди на трехмерную сетчатую структуру 310 по варианту осуществления 3 настоящего изобретения;
На фиг. 12а и 12b представлены схемы, на которых представлены массивы экструзионных отверстий 331 в мундштуке 303 по варианту осуществления 3;
На фиг.13 представлен перспективный вид на трехмерную сетчатую структуру 410 по варианту осуществления 4 настоящего изобретения;
На фиг.14 представлена схема устройства для изготовления 501 трехмерной сетчатой структуры, в соответствии с другим вариантом осуществления настоящего изобретения в действии;
На фиг. 15а и 15b представлены схемы, иллюстрирующие спускной желоб 504 по одному из вариантов осуществления настоящего изобретения, при этом на фиг.15а представлен вид в плане, а на фиг.15b представлен вид по поперечному сечению по линии DD;
На фиг. 16а и 16b представлены схемы, иллюстрирующие преимущества спускного желоба 504 в соответствии с одним из вариантов осуществления настоящего изобретения, при этом на фиг.16а представлен спускной желоб 504 по настоящему изобретению, а на фиг.16b представлен спускной желоб без нижних крепежных элементов 573а и 573b;
На фиг.17 представлена схема, иллюстрирующая способ крепления водопроницаемого листа 571 к спускному желобу 504 по варианту осуществления настоящего изобретения;
На фиг.18 представлена схема устройства для изготовления 601 трехмерной сетчатой структуры в соответствии с другим вариантом осуществления настоящего изобретения в действии;
На фиг. 19а и 19b представлены схемы, иллюстрирующие преимущества спускного желоба 604 в соответствии с одним из вариантов осуществления настоящего изобретения, при этом на фиг.19а представлен спускной желоб 604 по настоящему изобретению, а на фиг.19b представлен спускной желоб без нижних крепежных элементов 673а и 673b;
На фиг. 20а и 20b представлены схемы, иллюстрирующие спускной желоб 704 согласно еще одному варианту осуществления настоящего изобретения, при этом на фиг.20а представлен вид в плане, а на фиг.20b представлен вид в поперечном разрезе по линии Е-Е;
На фиг. 21а и 21b представлены схемы, на иллюстрирующие изменения уровня воды Н при регулировании высоты установки спускного желоба 804 в соответствии с другим вариантом осуществления настоящего изобретения; и
На фиг.22 представлена схема устройства для изготовления 901 трехмерной сетчатой структуры в соответствии с другим вариантом осуществления настоящего изобретения в действии.
Описание вариантов осуществления настоящего изобретения
Устройство для изготовления 1 трехмерной сетчатой структуры по варианту осуществления 1 настоящего изобретения описано ниже со ссылкой на фигуры 1-7.
Как показано на фиг. 1 и 3, устройство для изготовления 1 трехмерной сетчатой структуры представляется в качестве устройства для изготовления трехмерной сетчатой структуры 10, формуемой из волокон 20 термопластичного синтетического полимера, произвольно завитых в петли и термически приклеенных друг к другу с образованием переплетенных клубков. В состав устройства для изготовления 1 трехмерной сетчатой структуры входит мундштук 3, спускной желоб 4, расположенный под мундштуком 3, отверстия для подачи воды 5, расположенные над спускным желобом 4 в качестве оконечных элементов устройства для подачи воды, и вытяжной механизм 6, расположенный под спускным желобом 4. Соответствующие компоненты описаны ниже.
Как показано на фиг. с 1 по 3, мундштук 3, в котором выполнено множество экструзионных отверстий 31, образующих прямоугольник, выполнен за одно целое в виде нижней части фильеры (не показано), чтобы временно удерживать расплавленный термопластичный синтетический полимер под давлением. Экструзия волокон 20 из соответствующих экструзионных отверстий 31 приводит к образованию пучка волокон 21, поперечное сечение которого соответствует форме массива экструзионных отверстий 31 мундштука 3, при этом пучок волокон выдавливается и свободно падает вниз (фиг.3). Свободно падающий пучок волокон 21 имеет широкие грани 22а и 22b и узкие грани 23с и 23d (см. фиг.5). Множество экструзионных отверстий 31 расположены прямоугольником D1×D2 вдоль соответствующих сторон, как показано на фиг.2а. Прямоугольный массив не может быть строго прямоугольной формы. Например, если трехмерная сетчатая структура 10 используется в качестве матраса, экструзионные отверстия 31 могут располагаться на криволинейных поверхностях по толщине матраса.
Как показано на фиг.1, 2b и 3, спускной желоб 4 расположен под мундштуком 3 и включает в свой состав пару широких спускных желобов 42а и 42b, расположенных напротив друг друга на широких гранях 22а и 22b падающего пучка волокон 21, и пару узких спускных желобов 43 с и 43d, расположенных напротив друг друга на узких гранях 23с и 23d пучка волокон 21 с образованием формообразующего отверстия 41 на своем нижнем конце. Широкий спускной желоб 42а и широкий спускной желоб 42b, расположенные напротив друг друга соответственно, имеют наклонную поверхность 44а и наклонную поверхность 44b с наклоном вниз по направлению к пучку волокон 21. Аналогично узкий спускной желоб 43с и узкий спускной желоб 43d, расположенные напротив друг друга соответственно, имеют наклонную поверхность 45с и наклонную поверхность 45d с наклоном вниз по направлению к пучку волокон 21.
Как показано на фиг. 1 и 2, расстояние S1 между соответствующими нижними концами наклонной поверхности 44а и наклонной поверхности 44b меньше ширины узкой стороны D1 в массиве экструзионных отверстий 31, в то время как расстояние S2 между соответствующими нижними концами наклонной поверхности 45с и наклонной поверхности 45d меньше ширины широкой стороны D2 массива экструзионных отверстий 31. Пространство S1×S2, заданное нижними сторонами наклонных поверхностей 44а и 44b и наклонных поверхностей 45с и 45d, определяет формообразующее отверстие 41. Форма наклонной поверхности не ограничена формой, представленной на фиг.1, и может представлять односклонную плоскость или криволинейную поверхность с переменным наклоном. Пара широких спускных желобов 42а и 42b и пара узких спускных желобов 43с и 43d могут выполняться отдельно или как единое целое, чтобы не прерываться в четырех ушах под прямым углом друг к другу. Изобретение может быть реализовано без пары узких спускных желобов 43с и 43d. Изобретение также может быть реализовано, если расстояние S1 задано равным ширине узкой стороны D1, как описано ниже в варианте 2.
Отверстия для подачи воды 5 выполнены в виде соответствующих концевых патрубков подводящих трубопроводов 51а и 51b, которые расположены выше широких спускных желобов 42а и 42b и расположены практически по всей ширине соответствующих широких спускных желобов 42а и 42b, с тем, чтобы подавать охлаждающую воду на наклонные поверхности 44а и 44b (фиг.1). Соответствующие расположенные выше по течению концы подводящих трубопроводов 51а и 51b подключены к источнику водоснабжения (не показано). Охлаждающая вода может подаваться на узкие спускные желоба 43с и 43d путем регулирования расхода воды из подводящих трубопроводов 51а и 51b или из отдельных подводящих трубопроводов (не показаны), расположенных аналогично выше узких спускных желобов 43с и 43d.
Вытяжные механизмы 6 выполнены в виде пары вытяжных механизмов 6а и 6b. Как показано на фигурах 1, 3 и 4, пара вытяжных механизмов 6а и 6b расположена ниже широких спускных желобов 42а и 42b напротив друг друга, и соответственно включает в свой состав бесконечные ленты 61а и 61b, расположенные таким образом, чтобы обеспечить контакт с широкими гранями 22а и 22b пучка волокон 21, при этом шкивы 63а и 64а обеспечивают привод бесконечной ленты 61а, а шкивы 63b и 64b бесконечной ленты 61b. Каждый из вытяжных механизмов 6а и 6b включает приводные двигатели, цепи и шестерни для привода шкивов 63а и 64а или шкивов 63b и 64b и регулирующее устройство привода (не показан), в состав которого входит трансмиссия для изменения скорости вращения бесконечной ленты 61а или бесконечной ленты 61b, и различные контрольно-измерительные приборы. Расстояние В1 между парой бесконечных лент 61а и 61b меньше расстояния S1 между соответствующими нижними концами наклонных поверхностей 44а и 44b (фиг.1). В соответствии с предпочтительным примером осуществления настоящего изобретения расстояние В1 устанавливается меньше расстояния S1 на величину, составляющую от 1 до 30%. Разница расстояний менее 1% может недостаточно влиять на улучшение упругости (repulsion) изделия и стабильность толщины. С другой стороны, разница расстояний более 30% может привести к тому, что бесконечные ленты 61а и 61b будут оставлять следы на изделии или может чрезмерно увеличиться нагрузка на приводы вытяжных механизмов 6. Расстояние В1 устанавливается меньше расстояния S1 и в соответствии с предпочтительным примером осуществления настоящего изобретения устанавливается меньше на величину от 3 до 27%, или в соответствии с еще более предпочтительным примером осуществления настоящего изобретения устанавливается меньше на величину от 7 до 25%. Пара вытяжных механизмов 6а и 6b расположена внутри водяного бака 7. Вытяжные механизмы 6 сконструированы таким образом, что расстояние В1 между парой бесконечных лент 61а и 61b может свободно изменяться. Вытяжные механизмы 6 предназначены для того, чтобы протягивать пучок волокон 21 с помощью бесконечных лент, но альтернативно могут использоваться ролики и другие эквиваленты.
Как показано на фиг.3, емкость для воды 7 используется, чтобы погрузить в нее определенную часть устройства для изготовления трехмерной сетчатой структуры 1, а также остудить и отвердить пучок волокон 21, находящийся в расплавленном состоянии. В соответствии с предпочтительным примером осуществления настоящего изобретения уровень воды Н не должен опускаться ниже нижних концов наклонных поверхностей 44а и 44b спускного желоба 4 (фиг.3). Другими словами, уровень воды Н устанавливается независимо от высоты установки спускного желоба 4, но на уровне нижних концов наклонных поверхностей 44а и 44b, как показано на фиг.6а и 6b. Часть вытяжных механизмов 6 может располагаться выше уровня воды, как показано на фиг.6b. В соответствии с предпочтительным примером осуществления настоящего изобретения уровень воды устанавливается в диапазоне 0≤Wd≤45 (мм), в соответствии с более предпочтительным примером осуществления настоящего изобретения в диапазоне 1≤Wd≤30 (мм), и в соответствии с еще более предпочтительным примером осуществления настоящего изобретения в диапазоне 3≤Wd≤22 (мм), где Wd представляет высоту от нижних концов наклонных поверхностей 44а и 44b. Уровень воды Н может находиться на высоте нижних концов наклонных поверхностей 44а и 44b. Изобретение может быть реализовано при уровне воды равном этой высоте или выше. Однако, в соответствии с предпочтительным примером осуществления настоящего изобретения уровень воды устанавливается с учетом технологического допуска на уровень воды и горизонтальность устройства. В зависимости от условий производства, уровень воды И должен находиться выше нижних концов наклонных поверхностей 44а и 44b более, чем на 3 мм, или в общем случае, уровень воды И не должен располагаться ниже нижних концов наклонных поверхностей 44а и 44b. В зависимости от условий производства, уровень воды Н должен находиться выше нижних концов наклонных поверхностей 44а и 44b более, чем на 45 мм или больше, иначе возможно несвоевременное начало отверждения полимера, плохая адгезия волокон и повышенная шероховатость поверхности.
Ниже описывается способ изготовления трехмерной сетчатой структуры 10 по варианту осуществления 1 настоящего изобретения со ссылкой на фиг.3. Конструкционные элементы, известные из патентов Японии №4350286b и США №7625629, в данном случае не описываются.
В первом способе происходит расплавление смеси, содержащей термопластичный синтетический полимер в качестве основного материала. Расплавленный материал подается в фильеру (не показана), на него подается давление и он экструдируется вниз через экструзионные отверстия 31 мундштука 3 на нижнем конце фильеры с образованием волокон 20. Температура в фильере может быть установлена на уровне от 100 до 400°С, а расход материала от 20 до 200 кг/час. Давление нагнетается внутрь фильеры с помощью, например, 75 мм шнека и может составлять приблизительно от 0,2 до 25 МПа. В случае, если толщина трехмерной сетчатой структуры 10 составляет 100 мм или более, то в соответствии с предпочтительным примером осуществления настоящего изобретения для выравнивания давления в фильере используется, например, шестеренчатый насос. Массив из множества экструзионных отверстий 31 обеспечивает выдавливание множества волокон 20 из мундштука 3 с образованием пучка волокон 21.
Волокна 20, расположенные на широких гранях 22а и 22b периферии пучка волокон 21, входят в контакт с верхней стороной наклонных поверхностей 44а и 44b пары широких спускных желобов 42а и 42b. Такой контакт мешает волокнам 20 падать строго вертикально и приводит к тому, что волокна 20 переплетаются с соседними волокнами 20 и свиваются в петли, и скользят вниз вдоль наклонных поверхностей 44а и 44b, охлаждаясь, при этом, охлаждающей водой, подаваемой через подводящие трубопроводы 51а и 51b. В этом процессе волокна 20 под действием силы тяжести переплетаются в двух плоскостях вдоль наклонной поверхности 44а и 44b. Поток воды, подаваемой через подводящие трубопроводы 51a и 51b, также покрывает наклонные поверхностей 45с и 45d пары узких спускных желобов 43с и 43d. Волокна 2 0, расположенные на узких гранях 23 с и 23d периферии пучка волокон 21, также скользят вниз вдоль наклонных поверхностей 45с и 45d.
Волокна 20 пучка волокон 21, которые при падении не вступают в контакт либо с наклонными поверхностями 44а и 44b, либо с наклонными поверхностями 45с и 45d, проходят через формообразующее отверстие 41. Волокна 20, проходящие через формообразующее отверстие 41, и расположенные вблизи нижних сторон наклонных поверхностей 44а и 44b и нижних сторон наклонных поверхностей 45с и 45d, вступают в контакт с волокнами 20, скользящими вниз вдоль наклонных поверхностей 44а и 44b и наклонных поверхностей 45с и 45d, и свиваются в петли. Нарушение свободного падения в случае такого контакта и переплетение волокон затрагивает радиально соседние волокна 20 центрального участка. Волокна 20, проходящие через формообразующее отверстие 41, и расположенные ближе к центру формообразующего отверстия 41, достигают поверхности воды без такого переплетения. Скорость вытягивания вытяжных механизмов 6 меньше скорости падения пучка волокон 21. Соответствующие волокна 20, достигающие поверхности воды, перегибаются и, по существу, свиваются в петли в непосредственной близости от поверхности воды.
Пучок волокон 21, сформированный с получением трехмерной сетчатой формы, как описано выше, охлаждаться в водяном баке 7 и вытягивается вытяжными механизмами 6. Пучок волокон 21, падающий вниз на бесконечные ленты 61а и 61b, сжимается до расстояния В1 между бесконечными лентами 61а и 62b, который меньше расстояния S1 по узкой стороне формообразующего отверстия 41. При падении пучка волокон 21 вниз на бесконечные ленты 61а и 61b он не полностью погружается в воду для охлаждения и отверждения и поэтому может быть сжат и сформирован с получением заданной формы с помощью бесконечных лент 61а и 61b. Пучок волокон 21 сжимается с получением трехмерной сетчатой формы, затем втягивается вытяжными механизмами 6 и достаточно охлаждаться с приобретением фиксированной формы.
Пучок волокон 21, сформированный с приобретением трехмерной сетчатой формы с помощью ряда описанных выше технологических операций, нарезается необходимой длины с получением трехмерной сетчатой структуры 10. Трехмерная сетчатая структура 10 имеет такую же форму поперечного сечения, что и формообразующее отверстие 41, и дополнительно сжимается и формируется с приобретением плоской формы с помощью вытяжных механизмов 6. Если узкие спускные желоба 43с и 43d не используются, то узкие грани 23с и 23d трехмерной сетчатой структуры 10 могут при необходимости обрабатываться отдельно.
В число доступных примеров термопластичного синтетического полимера, содержащегося в материале трехмерной сетчатой структуры 10 по настоящему изобретению, входят полиолефины, такие как полиэтилен и полипропилен, сложные полиэфиры, такие как полиэтилентерефталат, полиамиды, такие как нейлон 66, поливинилхлорид, полистирол, сополимеры и эластомеры, содержащие любой из этих полимеров в качестве основания, и смеси, содержащие любой из этих полимеров. В состав материала может дополнительно входить антимикробный агент. При применении трехмерной сетчатой структуры 10 для изготовления матраса подходящим материалом является полиэтилен. Добавление к термопластичному синтетическому полимерному материалу антимикробного агента, негорючего материала и огнестойкого материала обеспечит трехмерную сетчатую структуру 10 соответствующими функциями.
Ниже описана трехмерная сетчатая структура 10, изготовленная по варианту осуществления 1 настоящего изобретения. Трехмерная сетчатая структура 10 сформирована из множества волокон 20, произвольно завившихся в петли и склеившихся друг с другом под действием температуры. Как показано на фиг.7, поверхностный слой 12, имеющий более высокую объемную плотность по сравнению с объемной плотностью внутреннего участка 11, формируется в процессе изготовления на боковых гранях, соответствующих широким граням 22а и 22b и узким граням 23с и 23d периферии пучка волокон 21. Поверхностный слой 12 сформирован в процессе производства путем переплетения волокон 20 в двух измерениях вдоль наклонных поверхностей 44а и 44b.
Трехмерная сетчатая структура 10 может использоваться, например, для изготовления матрасов и подушек. Применительно к матрасам трехмерная сетчатая структура 10 может быть единичного размера, двойного размера и других размеров, например, размером от 600 до 2000 мм в ширину и 1300 до 2500 мм в длину. Трехмерная сетчатая структура 10 производится бесконечной, так что она может быть любой длины, а матрас при этом сворачивается. Это удобно для доставки и других целей. В соответствии с предпочтительным примером осуществления настоящего изобретения толщина трехмерной сетчатой структуры 10 составляет от 15 до 300 мм, в соответствии с более предпочтительным примером осуществления настоящего изобретения от 25 до 150 мм, и в соответствии с еще более предпочтительным примером осуществления настоящего изобретения от 30 до 80 мм.
В Таблицах 1(а) и 1(b) приведены результаты одного измерительного теста по изменению расстояния В1 между бесконечными лентами 61 а и 61b вытяжного механизма 6 относительно расстояния S1 между широкими спускными желобами 42а и 42b спускного желоба 4. В измерительном тесте измерялось изменение упругости (repulsion) трехмерной сетчатой структуры 10 и стабильности толщины при изменении расстояния В1 между вытяжными механизмами 6 относительно размера S1 спускного желоба 4.
В Таблице 1(а) представлены результаты испытаний с расстоянием В1 между вытяжными механизмами 6, значение которого установлено равным 108 мм, а в Таблице 1(b) представлены результаты испытаний с расстоянием В1 между вытяжными механизмами 6, значение которого установлено равным 100 мм, при условии, что расстояние S1 в спускном желобе 4 составляет 112 мм. Трехмерная сетчатая структура 10, изготавливаемая в соответствии с условиями испытаний, представленными в Таблице 1(а), имела размеры 955 мм × 1000 мм и ее масса составляла 5,50 кг. Трехмерная сетчатая структура 10, изготавливаемая в соответствии с условиями испытаний, представленными в Таблице 1(b), имела размеры 955 мм × 1000 мм и ее масса составляла 5, 53 кг. В испытаниях измерялась упругость (repulsion) и толщина на левом конце, в центре и на правом конце по ширине 955 мм трехмерной сетчатой структуры 10. Эта ширина соответствует ширине массива экструзионных отверстий 31 в технологическом процессе.
Измерение упругости (repulsion) описывается более конкретно. К центру матраса из трехмерной сетчатой структуры 10 с помощью диска диаметром 150 мм прикладывалась переменная нагрузка, и силы, приводящие к сжатию матраса на 10 мм, 20 мм и 30 мм были измерены как силы упругости (repulsion). Инструменты, используемые для таких измерений: цифровой динамометр ZPS и датчик нагрузки ZPS-ДПУ-1000Н фирмы Имада Лтд.
Согласно сравнению результатов испытаний, представленных в Таблице 1(а) и в Таблице 1(b), чем меньше расстояние В1 между вытяжными механизмами 6, тем выше упругость (repulsion) и стабильность толщины по ширине. Как показали результаты испытаний, представленные в обеих Таблицах 1(а) и 1(b), силы упругости (repulsion) выше в центре, что связано со спецификацией оборудования, используемого при измерительных тестах.
В Таблицах 2(а) и 2(b), и 3(а) и 3(b) представлены результаты других измерительных тестов с изменением расстояния В1 между бесконечными лентами 61а и 61b вытяжных механизмов 6 относительно расстояния S1 между широкими спускными желобами 42а и 42b спускного желоба 4. В этих измерительных тестах измерялось изменение упругости (repulsion) трехмерной сетчатой структуры 10 и стабильность толщины, когда расстояние В1 между вытяжными механизмами 6 менялось относительно расстояния S1 в спускном желобе 4 таким же образом, как и в измерительных тестах, представленных в Таблице 1, но при условии уменьшения толщины трехмерной сетчатой структуры 10. Так же как и при тестовых испытаниях, представленных в Таблице 1, измерялась упругость (repulsion) и толщина на левом конце, в центре и на правом конце по ширине 955 мм трехмерной сетчатой структуры 10. Измерялись силы упругости (repulsion), приводящие к сжатию матраса на 10 мм и 20 мм по мере уменьшения толщины матраса из трехмерной сетчатой структуры 10.
В Таблице 2(а) представлены результаты испытаний с расстоянием В 1 между вытяжными механизмами 6, значение которого установлено равным 32 мм, а в Таблице 2(b) представлены результаты испытаний с расстоянием В1 между вытяжными механизмами 6, значение которого установлено равным 27 мм, при условии, что расстояние S1 в спускном желобе 4 составляло 35 мм. Согласно сравнению результатов испытаний, представленных в Таблице 2(а) и Таблице 2(b), расстояние В1 между вытяжными механизмами 6 обеспечивает более высокую стабильность толщины и более высокую упругость (repulsion).
В Таблице 3(а) представлены результаты испытаний с расстоянием В1 между вытяжными механизмами 6, значение которого установлено равным 42 мм, а в Таблице 3(b) представлены результаты испытаний с расстоянием В1 между вытяжными механизмами 6, значение которого установлено равным 38 мм, при условии, что расстояние S1 в спускном желобе 4 составляло 45 мм. Согласно сравнению результатов испытаний, представленных в Таблице 3(а) и Таблице 3(b), расстояние В1 между вытяжными механизмами 6 обеспечивает более высокую стабильность толщины и более высокую упругость (repulsion).
В соответствии с результатами измерительных тестов, представленных в Таблицах с 1 по 3 в отношении всех трехмерных сетчатых структур 10 различных толщин, уменьшение расстояния В1 между вытяжными механизмами 6 относительно расстояния S1 в спускном спускной желобе 4 обеспечивает стабильность толщины получаемой трехмерной сетчатой структуры 10 и улучшенную упругость (repulsion).
Ниже описаны преимущества варианта осуществления 1 настоящего изобретения.
Способ изготовления по этому варианту осуществления предполагает сжатие пучка волокон 21 расположенными напротив друг друга бесконечными лентами 61а и 61b вытяжных механизмов 6 в дополнение к компрессионному формованию широких граней 22а и 22b, и узких граней 23с и 23d на периферийной поверхности пучка волокон 21, проходящего через формообразующее отверстие 41 спускного желоба 4. Это позволяет подвергать компрессионному формованию участки, расположенные внутри периферийных поверхностей пучка волокон 21. Пучок волокон 21 формируется с получением трехмерной сетчатой формы в непосредственной близости от формообразующего отверстия 41 и поверхности воды в емкости для воды 7. Однако, пучок волокон 21 затвердевает не сразу после погружения в воду. Полная стабилизация трехмерной сетчатой структуры занимает некоторое время. Перед полной стабилизацией трехмерной сетчатой структуры пучок волокон 21 дополнительно подвергается компрессионному формованию с помощью бесконечных лент 61а и 61b.
Такие особенности способа изготовления обеспечивают получение трехмерной сетчатой структуры 10, которую нельзя получить обычным способом, используя только спускной желоб 4. Даже при традиционном способе можно контролировать объемную плотность, толщину и упругость (repulsion) трехмерной сетчатой структуры 10 путем регулирования ширины массива экструзионных отверстий 31 и размера формообразующего отверстия 41 спускного желоба 4. В способе по настоящему изобретению дополнительно применяется компрессия бесконечными лентами 61а и 61b вытяжных механизмов 6. По сравнению с обычным способом способ по настоящему изобретению улучшает упругость (repulsion) и точность размеров трехмерной сетчатой структуре 10 заданной толщины (Таблицы 1-3). Способ по настоящему изобретению также обеспечивает возможность получить равномерно сглаженную поверхность трехмерной сетчатой структуры 10. Кроме того, положение бесконечных лент 61а и 61b свободно регулируется. Таким образом, изделие требуемой плотности и требуемой прочности может быть изготовлен путем регулировки формы и массива экструзионных отверстий 31, размера формообразующего отверстия 41 спускного желоба 4, скорости вытяжки вытяжных механизмов 6, и расстояния В1 между бесконечными лентами 61а и 61b. Это отвечает различным требованиям на продукцию. Трехмерная сетчатая структура 10, изготавливаемая с помощью способа по настоящему изобретению, как правило, в меньшей степени подвергнута усталости и, соответственно обеспечивает более длительный ресурс.
Улучшенная упругость (repulsion) получаемой трехмерной сетчатой структуры 10 уменьшает количество материала, необходимого для достижения обычный упругость (repulsion) и тем самым снижает общую массу изделия. Улучшенная точность размеров уменьшает остаточную деформацию, а также шероховатость поверхностного слоя 12. В случае применения трехмерной сетчатой структуры 10 для изготовления матрасов, даже тонкий чехол матраса не создает пользователю неудобств.
Ниже со ссылкой на фигуры 8-10 описано устройство для изготовления 201 трехмерной сетчатой структуры, выполненное по варианту осуществления 2 настоящего изобретения. Соответствующим элементам присвоены те же номера позиций, что и в варианте 1, но эти номера начинаются на 200, и не приводится описание элементов, идентичных элементам, описанным в варианте 1.
В соответствии с вариантом осуществления 1 расстояние В1 между парой бесконечных лент 61а и 61b вытяжных механизмов 6 устройства для изготовления 1 трехмерной сетчатой структуры устанавливается меньше расстояния S1 между нижними концами наклонных поверхностей 44а и 44b спускного желоба 4 (фиг.1). С другой стороны расстояние В B1′ между парой бесконечных лент 261а и 261b устройства для изготовления 201 трехмерной сетчатой структуры устанавливается равным расстоянию S1′ между нижними концами наклонных поверхностей 244а и 244b (фиг.8).
По варианту осуществления 2 уровень воды Н устанавливается выше нижних концов наклонных поверхностей 244а и 244b спускного желоба 204. В соответствии с предпочтительным примером осуществления настоящего изобретения уровень воды Н устанавливается в диапазоне 2≤Wd′≤45 (мм), в соответствии с более предпочтительным примером осуществления настоящего изобретения устанавливается в диапазоне 3≤Wd′≤30 (мм), и в соответствии с еще более предпочтительным примером осуществления настоящего изобретения устанавливается в диапазоне 5≤Wd′≤11 (мм), где Wd′ представляет высоту от нижних концов наклонных поверхностей 244а и 244b. Высота Wd′ менее 2 мм может привести к тому, что толщина получаемой трехмерной сетчатой структуры 210 окажется нестабильной и не приведет к описанным ниже преимуществам. С другой стороны, чрезмерно высокий уровень воды может вызвать слабую адгезию волокон 220. Таким образом, высота Wd′ должна быть установлена в заданном диапазоне.
Уровень воды по варианту осуществления 2 сравнивается с уровнем воды по варианту осуществления 1. При условии, что флуктуацией поверхности воды можно пренебречь, по варианту осуществления 1 уровень воды может быть установлен на высоте, равной высоте нижних концов наклонных поверхностей 44а и 44b спускного желоба 4, как показано на фиг.10а. Однако, по варианту осуществления 2, как показано на фиг.10b, уровень воды Н должен быть установлен на высоте выше нижних концов наклонных поверхностей 244а и 244b спускного желоба 204. Другими словами, глубина воды Wd′ на нижних концах наклонных поверхностей 244а и 244b спускного желоба 204 не должна равняться или быть меньше 0.
Со ссылкой на фиг.9 описан способ изготовления трехмерной сетчатой структуры 210 по варианту осуществления 2 настоящего изобретения. Так же как и в варианте 1 пучок волокон 221 извлекается из множества отверстий в мундштуке 203, и перед тем, как войти в контакт с наклонными поверхностями 244а и 244b спускного желоба 204 погружается в резервуар с водой 207. Такое погружение в воду препятствует вертикальному падению соответствующих волокон 220 и приводит к тому, что соответствующие волокна 220 переплетаются с соседними волокнами 220, образуют петли и термически прилипают друг к другу. Это приводит к формированию пучков волокон 221 трехмерной сетчатой формы. Пучок волокон 221 вытягивается вытяжными механизмами 206 и проходит через формообразующее отверстие 241 спускного желоба 204 перед тем, как охладиться и отвердеть с образованием трехмерной сетчатой формы. Пучок волокон, сформированный с помощью ряда описанных выше технологических операций в трехмерную сетчатую структуру, разрезается на участки нужной длины с получением трехмерной сетчатой структуры 210.
Способ изготовления по варианту осуществления 2 позволяет получать трехмерную сетчатую структуру 210 с помощью вытяжных механизмов 206, которые обеспечивают компрессионное формование одновременно с вытягиванием пучка волокон, даже когда расстояние В Г между бесконечными лентами 261а и 261b устанавливается равным расстоянию S1′ между нижними концами наклонных поверхностей 244а и 244b. Такие преимущества устройства по варианту осуществления 2 также, как и по варианту осуществления 1, обеспечиваются за счет следующих признаков. При условии, что расстояние В1′ между бесконечными лентами 261а и 261b равно расстоянию S1′ между нижними концами наклонных поверхностей 244а и 244b, когда уровень воды устанавливается на высоте, равной высоте нижних концов наклонных поверхностей 244а и 244b спускного желоба 204, пучок волокон 221 формируется с получением трехмерной сетчатой формы по существу одновременно с прохождением через формообразующее отверстие 241. Соответственно в поперечном сечении пучка волокон 221, соответствующем форме формообразующего отверстия 241, не образуются упругие силы (repulsive force). По существу, при размере В1′, равном размеру S1′ по узкой стороне формообразующего отверстия 241, бесконечные ленты 261 а и 261b не осуществляют сжатие. Однако, в способе изготовления по варианту осуществления 2 настоящего изобретения, уровень воды Н устанавливается на высоте нижних концов наклонных поверхностей 244а и 244b спускного желоба 204, и, следовательно, перед прохождением через формообразующее отверстие 241 вызывает начало формирования пучка волокон 221 в трехмерную сетчатую структуру. Перед тем, как охладиться и отвердеть пучок волокон 221 втягивается вытяжными механизмами 206 и проходит через формообразующее отверстие 241. Хотя пучок волокон 221 не полностью охлаждается и затвердевает, он формируется с получением трехмерной сетчатой формы сплетенных в петли волокон, и, соответственно, обладает некоторой силой упругости (repulsion). Таким образом, при прохождении через формообразующее отверстие 241 пучок волокон 221 одновременно с упругой деформацией подвергается компрессионному формованию с помощью формообразующего отверстия 241. С помощью этой упругости при прохождении через формообразующее отверстие 241 пучок волокон 221 может быть сжат и вытянут парой бесконечных лент 261 а и 261 b, расположенных напротив друг друга на расстоянии В1′, равном размеру S1′ по узкой стороне формообразующего отверстия 241.
Согласно варианту осуществления 2, с тем чтобы придать пучку волокон 221 упругость при прохождении через формообразующее отверстие 241 и расстояние В1′ между бесконечными лентами 261а и 261b, в соответствии с предпочтительным примером осуществления настоящего изобретения следует установить расстояние S1′ между нижними концами наклонных поверхностей 244а и 244b меньше ширины узкой стороны D1′ массива мундштука 203 на величину от 6 до 25%. Уменьшение менее чем на 6% может привести к тому, что толщина трехмерной сетчатой структуры 210 окажется нестабильной, что вызовет трудности при вытягивании пучка волокон вытяжными механизмами 206. В результате этого не будут получены преимущества. Соотношение ширины узкой стороны D1′ массива мундштука 203 и расстояния S1′ между нижними концами наклонных поверхностей 244а и 244b устанавливается в зависимости от свойств используемого термопластичного синтетического полимера и области применения получаемой трехмерной сетчатой структуры 210. Уменьшение не менее чем на 6% является предпочтительным для гладкой отделки поверхности. В соответствии с более предпочтительным примером осуществления настоящего изобретения расстояние S1′ между нижними концами наклонных поверхностей 244а и 244b устанавливается меньше ширины узкой стороны D1′ массива мундштука 203 на величину от 3 до 10%, а в соответствии с еще более предпочтительным примером осуществления настоящего изобретения это уменьшение составляет от 4 до 7%.
В соответствии со способом изготовления по варианту осуществления 2 уровень воды Н можно регулировать, чтобы часть широких граней 222а и 222b периферии пучка волокон 221 вступала в контакт с наклонными поверхностями 244а и 244b спускного желоба 204 до вступления в контакт с поверхностью воды, и только после этого вступала в контакт с соседними волокнами 220 и переплеталась с ними при прохождении через формообразующее отверстие 241. Трехмерная сетчатая структура 210 по варианту осуществления 2 соответственно имеет поверхностный слой 212 из волокон 220 переплетенных двумерно при вступлении в контакт с наклонными поверхностями 244а и 244b.
Ниже со ссылкой на фиг.11 описана трехмерная сетчатая структура 310 по варианту осуществления 3 настоящего изобретения. Соответствующим элементам присвоены те же номера позиций, что и в варианте 1, но эти номера начинаются на 300, и не приводится описание элементов, идентичных элементам, описанным в варианте 1.
Как показано на фиг.11а и 11b, трехмерная сетчатая структура 310 по варианту осуществления 3 имеет более жесткие боковые участки 313, обладающие повышенной объемной плотностью в сравнении с другими участками в местах, соответствующих узким граням 323с и 323d, пучка волокон 321.
Как показано на фиг.12а, в установке по изготовлению 301 трехмерной сетчатой структуры более жесткие боковые участки 313 формируются за счет увеличения числа экструзионных отверстий 331 в областях вблизи обоих концов мундштука 303, по сравнению с числом экструзионных отверстий 331 в оставшейся области. Более жесткие боковые участки 313 также могут быть сформированы за счет увеличения размера экструзионных отверстий 331 в областях вблизи обоих концов мундштука 303, по сравнению с размером экструзионных отверстий 331 в оставшейся области (фиг.12b). Более жесткие боковые участки 313 также могут быть сформированы путем установки ширины широкой стороны D2 массива экструзионных отверстий 31 по варианту осуществления 1, значительно превышающей расстояние S2 между нижними концами наклонной поверхности 45с и наклонной поверхности 45d.
Ниже описаны преимущества варианта осуществления 3. Формирование жестких боковых участков 313 обеспечивает защиту боковых поверхностей трехмерной сетчатой структуры 310 от смятия, повышает срок службы и улучшает внутреннюю аэрацию, например, в случае изготовления матрасов. Однако, упругость более жестких боковых участков 313 отличается от упругости (repulsion) других участков, а это приводит к проблемам, связанным с однородностью. Это может привести к низкой точности размеров получаемой трехмерной сетчатой структуры 310. В способе изготовления по варианту осуществления 3 применяется сжатие парой бесконечных лент 361а и 361b с размером В1 меньше размера формообразующего отверстия 341 спускного желоба 304, как в способе изготовления по варианту осуществления 1. Это повышает точность размеров поверхностного слоя 312 трехмерной сетчатой структуры 310. Конструкция по варианту осуществления 3, обладающая такими преимуществами, основана на конструкции по варианту осуществления 1, однако сходные преимущества могут быть достигнуты путем применения конструкции по варианту осуществления 2 в качестве базовой структуры варианта осуществления 3.
В соответствии с предпочтительным примером осуществления настоящего изобретения диаметр экструдированных волокон 320 находится в пределах от 0,2 до 2,0 мм, в соответствии с более предпочтительным примером осуществления настоящего изобретения в пределах от 0,3 до 1,5 мм, и в соответствии с еще более предпочтительным примером осуществления настоящего изобретения в пределах от 0,5 до 0,9 мм. Однако эти значения не являются ограничивающими. Для формирования более жестких боковых участков 313 могут применяться волокна большего диаметра или продолговатого поперечного сечения. Волокна могут быть сплошными или полыми.
В способе изготовления по варианту осуществления 3 меняется объемная плотность отдельных участков трехмерной сетчатой структуры 310. В соответствии с предпочтительным примером осуществления настоящего изобретения даже на участке низкой объемной плотности значение объемной плотности составляет 0,020 г/см3. При объемной плотности менее 0,015 г/см3 может быть нарушена адгезия экструдированных волокон. В соответствии с предпочтительным примером осуществления настоящего изобретения значение объемной плотности матраса из трехмерной сетчатой структуры 310 на участке высокой объемной плотности составляет 0,087 г/см3. Объемная плотность больше 0,087 г/см3 обеспечивает упругость (repulsion) выше 19,6 кПа, но этого недостаточно для матраса. Представленные значения верхнего и нижнего пределов объемной плотности являются стандартными, и изобретение может быть реализовано при значениях объемной плотности, которые частично выходят за эти пределы.
В соответствии с предпочтительным примером осуществления настоящего изобретения объемная плотность более жестких боковых участков 313 трехмерной сетчатой структуры 310 составляет от 0,050 до 0,300 г/см3, в соответствии с более предпочтительным примером осуществления настоящего изобретения от 0,070 до 0,250 г/см3, и в соответствии с еще более предпочтительным примером осуществления настоящего изобретения от 0,080 до 0,200 г/см3.
В соответствии с предпочтительным примером осуществления настоящего изобретения объемная плотность участков отличных от более жестких боковых участков 313 составляет от 0,030 до 0,110 г/см3, в соответствии с более предпочтительным примером осуществления настоящего изобретения от 0,040 до 0,095 г/см3, и в соответствии с еще более предпочтительным примером осуществления настоящего изобретения от 0,045 до 0,085 г/см3.
В соответствии с предпочтительным примером осуществления настоящего изобретения отношение объемной плотности жестких боковых участков 313 к объемной плотности центрального участка, как участка, отличного от более жестких боковых участков 313, составляет от 1,3:1 до 4:1 (плотность жестких боковых участков: плотность центрального участка).
В соответствии с предпочтительным примером осуществления настоящего изобретения ширина более жестких боковых участков 313, имеющих более высокую объемную плотность для формирования жестких концевых участков, находится в диапазоне от 40 до 90 мм от края по ширине, в соответствии с более предпочтительным примером осуществления настоящего изобретения в диапазоне от 50 до 80 мм, и в соответствии с еще более предпочтительным примером осуществления настоящего изобретения в диапазоне от 60 до 75 мм.
Поверхностный слой 312 сформирован в виде тонкой пленки и, соответственно, при измерении объемной плотности этого слоя возникают трудности. Когда средняя объемная плотность в распределении объемной плотности по глубине, которая выше объемной плотности внутреннего участка 311, выражается как объемная плотность упрочненного поверхностного слоя, отношение объемной плотности упрочненного поверхностного слоя к объемной плотности внутреннего участка находится примерно в пределах от 1,5:1 до 6:1.
В соответствии с предпочтительным примером осуществления настоящего изобретения средняя объемная плотность всей трехмерной сетчатой структуры 310 составляет от 0,060 до 0,084 г/см3, в соответствии с более предпочтительным примером осуществления настоящего изобретения от 0,063 до 0,080 г/см3, и в соответствии с еще более предпочтительным примером осуществления настоящего изобретения от 0,066 до 0,075 г/см3.
В соответствии с предпочтительным примером осуществления настоящего изобретения для получения трехмерной сетчатой структуры 310 с объемной плотностью описанной выше, когда расход материала, подаваемого в зону формообразующего отверстия 341 площадью 10 см2 составляет от 0,20 до 0,40 кг/мин, скорость вытягивания волокон 320 вытяжными механизмами 306 должна составлять от 40 до 65 см/мин.
Ниже со ссылкой на фиг.13 описана трехмерная сетчатая структура 410 по варианту осуществления 4 настоящего изобретения. Соответствующим элементам присвоены те же номера позиций, что и в варианте 1, но эти номера начинаются на 400, и не приводится описание элементов, идентичных элементам, описанным в варианте 1.
Как показано на фиг.13, трехмерная сетчатая структура 410 по варианту осуществления 4 имеет более жесткий центральный участок 414, обладающий более высокой объемной плотностью по сравнению с объемной плотностью других участков, сформированных в предварительно заданной области в направлении, соответствующем направлению вытягивания пучка 421 в процессе изготовления.
Более жесткий центральный участок 414 формируется путем уменьшения скорости вытягивания вытяжных механизмов 406 в течение заданного времени в процессе производства, чтобы относительно повысить подачу волокон 420 и тем самым увеличить объемную плотность полученного пучка волокон 421 в заданное время.
Ниже описаны преимущества устройства по варианту осуществления 4. Более жесткий центральный участок 414, имеющий относительно более высокую объемную плотность по сравнению с объемной плотностью других участков, естественно обладает более высокой упругостью (repulsion). При неравномерной нагрузке на трехмерную сетчатую структуру 410 наличие более жесткого центрального участка 414 в месте концентрации нагрузки позволяет адекватно воспринимать неравномерно распределенную нагрузку. Например, при использовании трехмерной сетчатой структуры 410 для изготовления матраса наличие более жесткого центрального участка 414 в месте расположения нижней части спины пользователя позволяет сосредоточить в этом месте основную массу тела во время сна, и надежно поддерживать его тело и удерживать благоприятное положение. Однако, упругость (repulsion) более жесткого центрального участка 414 отличается от упругости (repulsion) других участков, что создает проблемы неоднородности. Это может привести к низкой точность размеров получаемой трехмерной сетчатой структуры 410. В способе изготовления по варианту осуществления 4 применяется сжатие парой бесконечных лент 461а и 461b с размером В1 меньше размера формообразующего отверстия 441 в спускном желобе 404, как в способе изготовления по варианту осуществления 1. Это повышает точность размеров поверхностного слоя 412 трехмерной сетчатой структуры 410. Конструкция устройства по варианту осуществления 4, обладающая такими преимуществами, основана на конструкции по варианту осуществления 1, однако сходные преимущества могут быть достигнуты путем применения конструкции по варианту осуществления 2 в качестве базовой структуры варианта осуществления 4.
В случае изготовления матраса более жесткий центральный участок 414 трехмерной сетчатой структуры 410 располагается в месте, соответствующем расположению нижней части спины и других частей тела пользователя 415 и 416 (фиг.13). В соответствии с предпочтительным примером осуществления настоящего изобретения объемная плотность более жесткого центрального участка 414 находится в диапазоне от 0,035 до 0,110 г/см3. В соответствии с предпочтительным примером осуществления настоящего изобретения объемная плотность других участков 415 и 416 находится в диапазоне от 0,030 до 0,100 г/см3. В соответствии с предпочтительным примером осуществления настоящего изобретения соотношение длины а участка 415, длины b участка 414 и длины с участка 416 составляет, например, а:b:с=1:1:1. Это соотношение может быть изменено с учетом различных факторов, и это соотношение не носит ограничительный характер.
Ниже со ссылкой на фигуры 14-17 описана трехмерная сетчатая структура 510 по варианту осуществления 5 настоящего изобретения. Соответствующим элементам присвоены те же номера позиций, что и в варианте 1, но эти номера начинаются на 500, и не приводится описание элементов, идентичных элементам, описанным в варианте 1.
Как правило, при изготовлении трехмерной сетчатой структуры для задания направления падающим волокнам в расплавленном состоянии используется спускной желоб. Однако, как правило, волокна застревают на верхней поверхности спускного желоба, и сюда необходимо направлять большой по ток охлаждающей воды. Однако, при чрезмерном расходе охлаждающей воды, подаваемой в спускной желоб, волокна остывают, что нежелательно. Это может приводить к ухудшению адгезии сплетенных в петли волокон. С другой стороны, недостаточный расход охлаждающей воды приводит к тому, что термопластичный синтетический полимер, свободно падающий из мундштука, накапливается на верхней поверхности спускного желоба. Это может приводить к образованию неровностей на поверхности получаемой трехмерной сетчатой структуры, или к образованию широких волокон. Подача охлаждающей воды может быть нестабильной. Например, расход колодезной воды может меняться во времени в зависимости от состояния насоса. Такое изменение расхода охлаждающей воды может влиять на состояние поверхности получаемой трехмерной сетчатой структуры, на адгезию отдельных волокон и на стабильность производства продукции.
Авторы изобретения разработали железный спускной желоб, спускной желоб из нержавеющей стали и спускной желоб из фторполимера с тем, чтобы решить проблемы изменения расхода охлаждающей воды, подаваемой в спускной желоб, застревания волокон на поверхности спускного желоба и, как результат, нестабильного производства изделий. Однако, эти разработанные спускные желоба имеют неравномерное поверхностное трение и высокое сопротивление из-за неравномерного распространения воды или адгезии масла на поверхности спускного желоба и, следовательно, требуют большого расхода воды. Затем авторы изобретения разработали спускной желоб с дробеструйной обработкой с шероховатостью поверхности Rz от 1 до 80 и спускной желоб, покрытый керамикой без полировки поверхности для улучшения гидрофильности спускного желоба. Применение этих разработанных спускных желобов уменьшает требуемый расход воды, но все еще остаются аналогичные проблемы для описанного выше железного спускного желоба, спускного желоба из нержавеющей стали и спускного желоба из фторполимера.
Для того, чтобы решить проблемы изменения расхода охлаждающей воды, подаваемой в спускной желоб, и застрявших волокон, авторы изобретения соответственно покрыли верхнюю поверхность спускного желоба водопроницаемым листом (например, тканью), чтобы выровнять распределение воды и подачу потока воды в спускной желоб. Это позволяет изготавливать трехмерную сетчатую структуру с размерами более высокой точности и с более гладкой поверхностью. Крепление верхнего конца и нижнего конца водопроницаемого листа к спускному желобу устраняет волнистость водопроницаемого листа и облегчает техническое обслуживание водопроницаемого листа.
Как показано на фиг.14, устройство для изготовления 501 трехмерной сетчатой структуры, предлагается в качестве устройства для изготовления трехмерной сетчатой структуры 510, формируемой из волокон 520 термопластичного синтетического полимера, произвольно заплетаемых в петли и склеивающихся друг с другом под действием температуры. Устройство для изготовления 501 трехмерной сетчатой структуры включает в свой состав мундштук 503, спускной желоб 504, расположенный под мундштуком 503, отверстия для подачи воды 505, расположенные над спускным желобом 504 и вытяжные механизмы 506, расположенные ниже спускного желоба 504. Согласно этому варианту осуществления водопроницаемый лист 571 покрывает верхнюю поверхность спускного желоба 504 и крепится своими верхним концом и нижним концом к задней поверхности спускного желоба 504 посредством верхних крепежных элементов 572а и 572b и нижних крепежных элементов 573а и 573b. Охлаждающая вода подается на верхнюю поверхность спускного желоба 504. Волокна 520 на поверхностном слое пучка волокон 521 образуют петли и вступают в контакт друг с другом и переплетаются с соседними волокнами 520, чтобы сформировать поверхностный слой 525 более высокой объемной плотности и внутренний участок 526 нижней объемной плотности. Ширина пучка волокон 521 снижается на величину от 6 до 25%, в соответствии с предпочтительным примером осуществления настоящего изобретения на величину от 3 до 10%, и в соответствии с еще более предпочтительным примером осуществления настоящего изобретения на величину от 4 до 7% с целью формирования трехмерной сетчатой структуры 510.
Как показано на фиг.15, в состав спускного желоба 504 входят широкие спускные желоба 542а и 542b, и узкие спускные желоба 543с и 543d. В соответствии с предпочтительным примером осуществления настоящего изобретения соответствующие компоненты спускного желоба 504 имеют угол наклона от 35 до 45 градусов. Широкие спускные желоба 542а и 542b с широкой стороны и узкие спускные желоба 543с и 543d с узкой стороны образуют прямоугольник для создания прямоугольного формообразующего отверстия 541 в центре. Согласно этому варианту осуществления узкие спускные желоба 543с и 543d имеют больший угол наклона и меньшую длину, чем широкие спускные желоба 542а и 542b. Однако эта конструкция не накладывает ограничений на изобретение. В зависимости от размера изделия, подводящие трубопроводы 551а и 551b могут быть предусмотрены только на широких спускных желобах 542а и 542b. Отдельные отверстия для подачи воды могут быть дополнительно предусмотрены на узких спускных желобах 543с и 543d. He каждый из широких спускных желобов 542а и 542b может иметь гиб в середине вертикального сечения.
Водопроницаемый лист 571 включает в свой состав водопроницаемые листы 571а и 571b, используемые в качестве элементов листа, обладающих водопроницаемостью, чтобы покрывать соответствующие верхние поверхности широких спускных желобов 542а и 542b, как показано на фиг.14. Водопроницаемые листы 571а и 571b, покрывающие широкие спускные желоба 542а и 542b, крепятся к широким спускным желобам 542а и 542b с помощью верхних крепежных элементов 572а и 572b и нижних крепежных элементов 573а и 573b, предусмотренных на верхних и нижних концах широких спускных желобов 542а и 542b. Подводящие трубопроводы 551а и 551b расположены над широкими спускными желобами 542а и 542b и вне водопроницаемых листов 571а и 571b. Согласно этому варианту осуществления для формирования узких сторон трехмерной сетчатой структуры 510 (фиг.15) на узкие спускные желоба 543с и 543d, расположенные под прямым углом к широким спускным желобам 542а и 542b, не накладывается водопроницаемый лист 571. Однако, это не накладывает ограничений и водопроницаемый лист может быть предусмотрен на узких спускных желобах 543с и 543d.
Трехмерная сетчатая структура 510, сформированная в прямоугольный параллелепипед, имеет прямые углы и соответственно не имеет никаких проблем, связанных с однородностью поверхности. Однако, даже в трехмерной сетчатой структуре 510 со скошенными углами наличие водопроницаемого листа и сопротивления воды позволяет формировать однородный поверхностный слой.
Согласно данному варианту осуществления водопроницаемый лист 571 изготавливается из хлопчатобумажной ткани. Однако, этот материал не накладывает ограничений, и может быть заменен другим подходящим материалом, обладающим водопроницаемостью и гибкостью. Например, этим материалом может быть ткань из полиэстера или тонкая металлическая сетка. Тканый материал не ограничивается хлопком или полиэстером, в качестве тканого материала может использоваться, например, нейлон, полипропилен, винилиденхлорид, полимер, например, фторполимер, шелк или лен. Металлическая сетка из нержавеющей стали или другого металла может иметь от 50 до 500 ячеек на дюйм и диаметр проволоки от 0,3 до 0,015, и может быть простого или саржевого плетения.
Металлическая сетка может быть пробивной.
Для крепления верхних крепежных элементов 572а и 572b и нижних крепежных элементов 573а и 573b может использоваться любой из способов. Например, как показано на фиг.17, в качестве верхних крепежных элементов 572а и 572b могут использоваться зажимы, а в качестве нижних крепежных элементов 573а и 573b могут использоваться винты, прикрепленные к задней поверхности спускного желоба 504. В соответствии с предпочтительным примером осуществления настоящего изобретения отверстия под винты могут быть выполнены по толщине пластины широких спускных желобов 542а и 542b через пластинки, наложенные сверху по ширине желобов.
Вытяжные механизмы 506 выполнены в виде пары вытяжных механизмов 506а и 506b. Подробная конструкция описывалась ранее. Продольное направление вытяжных механизмов 506 параллельно широким спускным желобам 542а и 542b. Верхние концы вытяжных механизмов 506 расположены ниже широких спускных желобов 542а и 542b. В примере, приведенном на фиг.14, расстояние между расположенными напротив друг друга широкими спускными желобами 542а и 542b равно расстоянию между расположенными напротив друг друга вытяжными механизмами 506а и 506b (по варианту осуществления 2). Расстояние между расположенными напротив друг друга широкими спускными желобами 542а и 542b может быть установлено больше расстояния между расположенными напротив друг друга вытяжными механизмами 506а и 506b (по варианту осуществления 1), а толщина трехмерной сетчатой структуры 510 может быть дополнительно уменьшена вытяжными механизмами 506.
В соответствии с предпочтительным примером осуществления настоящего изобретения уровень воды Н находится на уровне или выше высоты нижних концов спускного желоба 504, и в соответствии с предпочтительным примером осуществления настоящего изобретения находится на уровне или выше высоты первого гиба (фиг.16). В зависимости от уровня воды верхние концы вытяжных механизмов могут быть погружены в воду или могут отстоять на некотором расстоянии от поверхности воды. Расстояние между расположенными напротив друг друга вытяжными механизмами 506 равно расстоянию между нижними концами расположенных напротив друг друга широких спускных желобов 542а и 542b или меньше этого расстояния. В представленном примере размеры равны друг другу.
Подача охлаждающей воды расходом 0,8 л/мин на 1 метр ширины широких спускных желобов 542а и 542b, прилегающих к формообразующему отверстию 541, является недостаточной. Расход 1,0 л/мин обеспечивает, по существу, однородную водную поверхность, и расход 1,3 л/мин обеспечивает благоприятно однородную водную поверхность. Расход 4,0 л/мин является избыточным и вызывает скопление воздуха под водопроницаемыми листами 571a и 571b.
Ниже описаны результаты измерения адгезионной прочности (прочности на разрыв) в зависимости от расхода охлаждающей воды в трехмерной сетчатой структуре 510 с водопроницаемыми листами 571а и 571b, и в трехмерной сетчатой структуре 510 без водопроницаемых листов 571а и 571b. Предметом измерений в качестве испытуемого образца была трехмерная сетчатая структура толщиной 35 мм, шириной 5 см, длиной 8 см, имеющая объемную плотность 0,0749 г/см3. В измерительном тесте верхний и нижний концы испытуемого образца крепились патронами и измерялись силы растяжения, приложенные к безмену, когда испытуемый образец удлинялся на 10 мм (начало отрыва), и когда испытуемый образец удлинялся на 30 мм, что служило показателем адгезионной прочности.
При наличии водопроницаемых листов 571а и 571b, и при расходе воды 1,5 л/мин на 1 метр отрыв начинался, когда испытуемый образец удлинялся на 10 мм. Сила растяжения в этом состоянии составляла 41,1 Н. При удлинении образца на 30 мм сила растяжения составляла 117,6 Н.
С другой стороны, при отсутствии водопроницаемых листов 571аи 571b, и при расходе воды 10 л/мин на 1 метр отрыв начинался, когда испытуемый образец удлинялся на 10 мм. Сила растяжения в этом состоянии составляла 25,5 Н. Сила растяжения составляла 39,2 Н, когда испытуемый образец удлинялся на 30 мм. Эти результаты измерений показывают, что трехмерная сетчатая структура 510 с водопроницаемыми листами 571а и 571b обладает более высокой адгезионной прочностью.
Ниже описаны отличительные особенности и преимущества устройства по варианту осуществления 5 настоящего изобретения. Как показано на фигурах 14-16а, охлаждающая вода, подаваемая по подводящим трубопроводам 551а и 551b на широкие спускные желоба 542а и 542b, проникает через водопроницаемые листы 571а и 571b на верхние поверхности широких спускных желобов 542а и 542b для формирования слоя охлаждающей воды на верхней поверхности и создает потоки на верхних поверхностях широких спускных желобов 542а и 542b (фиг.16а). Присутствие водопроницаемых листов 571а и 571b улучшает гидрофильность верхних поверхностей широких спускных желобов 542а и 542b и обеспечивает равномерное распространение слоя охлаждающей воды на верхних поверхностях широких спускных желобов 542а и 542b. Таким образом, присутствие водопроницаемых листов 571а и 571b снижает подачу охлаждающей воды, не вызывая, при этом, застревание волокон 520 или недостаточное охлаждение. Это также предотвращает плохое формирование трехмерной сетчатой структуры 510, не вызывая влияния масла, выделяемого из полимерного материала волокон 520, и позволяет пучку волокон 521 плавно охлаждаться и затвердевать с образованием трехмерной сетчатой структуры 510.
Как показано на фиг.16b, в случае отсутствия нижних крепежных элементов 573а и 573b, большая часть охлаждающей воды может стекать с задних граней водопроницаемых листов 571а и 571b, как представлено стрелками С, без образования слоя охлаждающей воды. Водопроницаемые листы 571а и 571b могут колыхаться в направлениях, указанных стрелками В. Поверхность водопроницаемых листов 571а и 571b может становиться гофрированной или мятой. И то и другое может ухудшать формирование трехмерной сетчатой структуры 510 и приводить, например, к образованию вогнутой поверхности. Особенно морщины, образующиеся на водопроницаемых листах 571а и 571b вдоль направления падения волокон 520, негативно влияют на внешний вид изделия. Однако, в устройстве для изготовления 501 трехмерной сетчатой структуры по настоящему изобретению водопроницаемые листы 571а и 571b прикреплены к широким спускным желобам 542а и 542b посредством верхних крепежных элементов 572а и 572b, и нижних крепежных элементов 573а и 573b. Такое устройство благоприятно предотвращает образование морщин и тем самым плохое формирование трехмерной сетчатой структуры 510. В примере, представленном на фиг.17, использование зажимов в качестве верхних крепежных элементов 572а и 572b облегчает монтаж и демонтаж водопроницаемых листов 571а и 571b. Использование винтов для крепления нижних крепежных элементов 573а и 573b к задней грани обеспечивает водопроницаемым листам 571а и 571b надежную фиксацию, не оказывая, при этом, отрицательного влияния на верхние поверхности спускного желоба 504, которые являются поверхностями формирования трехмерной сетчатой структуры 510. Водопроницаемые листы 571а и 571b можно легко заменять с частотой, например, один раз в месяц и таким образом обеспечивать простоту обслуживания.
В зависимости от технических характеристик изделия, для которого предназначена трехмерная сетчатая структура 510, может потребоваться формирование толстого поверхностного слоя 525, имеющего более высокую объемную плотность, чем внутренний участок 526. Толстый поверхностный слой 525 может быть сформирован за счет увеличения ширины массива экструзионных отверстий 532 мундштука 503 (соответствует ширине узкой стороны D1 на фиг.2а) по отношению к ширине формообразующего отверстия 541 (соответствует размеру S1 на фиг.2b). Это увеличивает подачу волокон 520 к месту формирования поверхностного слоя 525. Однако, увеличение подачи волокон 520 приводит к недоохлаждению волокон 520 на спускном желобе 504. Это может неблагоприятно деформировать волокна 520, которые могут прилипать друг к другу в расплавленном состоянии и образовывать агломерацию полимеров. Это увеличивает объемную плотность части пучка волокон 521 в том месте, где поверхностный слой 525 неглубок, и приводит к тому, что внутренний участок поверхностного слоя 525 почти не охлаждается на спускном желобе 504. Это приводит к образованию неровной поверхности получаемой трехмерной сетчатой структуры 510. Эта проблема связана со снижением эффективности охлаждения охлаждающей водой, подаваемой из отверстий для подачи воды 505 и ее нагревом при контакте с волокнами 520. Эта проблема особенно существенна для нижнего участка спускного желоба 504. Однако, увеличение подачи охлаждающей воды в попытке предотвратить такую деформацию волокон 520 приводит к тому, что часть пучка волокон 521, расположенная на самом мелком участке поверхностного слоя 525, переохлаждается, что приводит к плохой адгезии волокон 520.
С другой стороны, использование водопроницаемых листов 571а и 571b в соответствии с данным вариантом осуществления вызывает перед нагревом охлаждающей воды ее утечку через водопроницаемые листы 571а и 571b в дополнение к охлаждающей воде, подаваемой на спускной желоб 504. Такое устройство значительно снижает ухудшение эффективности охлаждения, описанное выше. Использование водопроницаемых листов 571а и 571b позволяет сформировать толстый поверхностный слой 525 с уменьшением необходимого количества охлаждающей воды.
Ниже со ссылкой на фигуры 18 и 19 описано устройство для изготовления 601 трехмерной сетчатой структуры по варианту осуществления 6 настоящего изобретения. Соответствующим элементам присвоены те же номера позиций, что и в варианте 5, но эти номера начинаются на 600, и не приводится описание элементов, идентичных элементам, описанным в варианте 5.
Как показано на фиг.18, устройство для изготовления 601 трехмерной сетчатой структуры включает в свой состав водопроницаемые листы 671а и 671b, используемые для покрытия не только широких спускных желобов 642а и 642b, но и подводящих трубопроводов 651а и 651b. Как и в устройстве для изготовления по варианту осуществления 5, подводящие трубопроводы 651a и 651b расположены над широкими спускными желобами 642а и 642b. Водопроницаемые листы 671а и 671b покрывают подводящие трубопроводы 651а и 651b, а также верх широких спускных желобов 642а и 642b. Водопроницаемые листы 671а и 671b прикреплены к широким спускным желобам 642а и 642b с помощью верхних крепежных элементов 672а и 672b, и нижних крепежных элементов 673а и 673b, предусмотренных на верхних и нижних концах широких спускных желобов 642а и 642b.
Ниже описаны отличительные особенности и преимущества устройства по варианту осуществления 6 настоящего изобретения. Как показано на фигурах 18 и 19а, охлаждающая вода подается из отверстий для подачи воды 605 подводящих трубопроводов 651а и 651b в пространство между широкими спускными желобами 642а и 642b и водопроницаемыми листами 671а и 671b, чтобы сформировать нижний слой охлаждающей воды. В то время как нижний слой охлаждающей воды стекает вниз, часть нижнего слоя охлаждающей воды просачивается через водопроницаемые листы 671а и 671b, чтобы сформировать верхний слой охлаждающей воды на верхних поверхностях водопроницаемых листов 671а и 671b и течет по верхним поверхностям широких спускных желобов 642а и 642b. Водопроницаемые листы 671а и 671b делают верхние поверхности широких спускных желобов 642а и 642b гидрофильными, так что верхний слой охлаждающей воды равномерно распространяется по верхним поверхностям широких спускных желобов 642а и 642b. Это предотвращает застревание волокон 620 и плохое формирование трехмерной сетчатой структуры 610 из-за недостаточного охлаждения, тем самым обеспечивая адекватное охлаждение и отверждение пучка волокон 621 с образованием трехмерной сетчатой структуры 610. Охлаждающая вода просачивается с нижней поверхности на верхнюю поверхность водопроницаемых листов 671а и 671b и распространяется в качестве верхнего слоя охлаждающей воды (фиг.19а). Таким образом формируется равномерный верхний слой охлаждающей воды. Эти отличительные особенности варианта осуществления 6 в большей степени обеспечивают экономию охлаждающей воды и образование толстого поверхностного слоя 625, описанного в варианте 5.
Как вариант осуществления 5, так и вариант осуществления 6 настоящего изобретения предотвращают образование морщин в трехмерной сетчатой структуре и уменьшают необходимое количество воды, что позволяет повысить адгезионную прочность петель в трехмерной сетчатой структуре по сравнению с вариантом без фиксации нижних концов водопроницаемых листов.
Ниже со ссылкой на фиг.20 описано устройство для изготовления 701 трехмерной сетчатой структуры по варианту осуществления 7 настоящего изобретения. Соответствующим элементам присвоены те же номера позиций, что и в варианте 1, но эти номера начинаются на 700, и не приводится описание элементов, идентичных элементам, описанным в варианте 1.
Как показано на фиг.20, в установке по изготовлению 701 трехмерной сетчатой структуры спускной желоб 704 состоит из отдельно выполненных спускных желобов 747а, 747b, 747с и 747d, которые состоят, соответственно, из отдельных наклонных поверхностей 748а, 748b, 748с и 748d. Спускной желоб 704 собран из фигурных отдельно выполненных спускных желобов 747а, 747с и 747d и прямолинейного отдельно выполненного спускного желоба 747b, которые образуют непрерывную поверхность. Охлаждающая вода может дополнительно подаваться на узкие стороны, но обычно достаточно подавать охлаждающую воду на широкие стороны, т.е. на отдельно выполненные спускные желоба 747b и 747d, а также на левую и правую прилегающие зоны этих отдельно выполненных спускных желобов.
Конструкция сборного спускного желоба 704 позволяет изменять форму отдельных участков спускного желоба 704. Эта особенность позволяет получать трехмерную сетчатую структуру любого поперечного сечения помимо прямоугольного, по низкой стоимости. Например, эта отличительная особенность позволяет изготавливать любые подушки, а также матрасы, и позволяет легко приспособить производство продукции к изменению тех условий. Это, однако, не накладывает ограничений и, как вариант, спускной желоб 704 может быть изготовлен из одной пластины.
На фиг.21 представлено устройство для изготовления 801 трехмерной сетчатой структуры в соответствии с другим вариантом осуществления настоящего изобретения. Соответствующим элементам присвоены те же номера позиций, что и в варианте 1, но эти номера начинаются на 800, и не приводится описание элементов, идентичных элементам, описанным в варианте 1. Как показано на фигурах 21а и 21b, верхние концы вытяжных механизмов 806 могут располагаться выше или ниже уровня воды R-S. Отношение (B1:S1) расстояния В1 между вытяжными механизмами 806 к расстоянию S1 между спускными желобами 844а и 844b устанавливается равным 99-87:100, или в соответствии с предпочтительным примером осуществления настоящего изобретения равным 98-90:100.
На фиг.22 представлено устройство для изготовления 901 трехмерной сетчатой структуры согласно еще одному варианту осуществления настоящего изобретения. Соответствующим элементам присвоены те же номера позиций, что и в варианте 1, но эти номера начинаются на 900, и не приводится описание элементов, идентичных элементам, описанным в варианте 1. Существует заданный интервал Т между пучком волокон 921 и границей, образованной между уровнем воды R и водопроницаемыми листами 971а и 971b. Пучок волокон 921 вступает в контакт с водопроницаемыми листами 971а и 971b ниже уровня воды R. Ширина мундштука 931 не ограничивается представленным примером, а может быть меньше.
Изобретение не ограничивается вышеописанными вариантами осуществления и возможны различные модификации и вариации, если при этом не изменяется объем настоящего изобретения. Такие модификации и вариации, а также их эквиваленты, также включаются в объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВАННОЕ ИЗ СМОЛЫ ИЗДЕЛИЕ С ПРУЖИННОЙ СТРУКТУРОЙ, СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ УКАЗАННОГО ФОРМОВАННОГО ИЗДЕЛИЯ С ПРУЖИННОЙ СТРУКТУРОЙ | 2003 |
|
RU2371530C2 |
| ТРЕХМЕРНАЯ ФУНКЦИОНАЛЬНАЯ СТРУКТУРА | 2016 |
|
RU2720545C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХМЕРНОЙ СТРУКТУРЫ И ЭЛЕМЕНТАРНАЯ НИТЬ ТРЕХМЕРНОГО ПРИНТЕРА | 2017 |
|
RU2756970C2 |
| ТРЕХМЕРНЫЕ ПРОСТРАНСТВЕННО-СТРУКТУРИРОВАННЫЕ МАТЕРИАЛЫ ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ ЧИСТЯЩИХ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2176143C2 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2817588C1 |
| ТРЕХМЕРНАЯ СТРУКТУРА, ОБРАЗОВАННАЯ ТОНКИМИ КРЕМНИЕВЫМИ ПРОВОЛОКАМИ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО, СОДЕРЖАЩЕЕ ЕЕ | 2003 |
|
RU2320976C2 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2816130C1 |
| ТРЕХМЕРНАЯ ВЫСОКОПРОЧНАЯ ВОЛОКНИСТАЯ КОМПОЗИТНАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2688551C2 |
| ТРЕХМЕРНЫЕ ПОЛИМЕРНЫЕ СТРУКТУРЫ НА ПРОТОЧНЫХ КЮВЕТАХ | 2020 |
|
RU2833937C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА С ТРЕХМЕРНЫМИ ОТВЕРСТИЯМИ, ИСПОЛЬЗУЕМОГО ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2734809C1 |







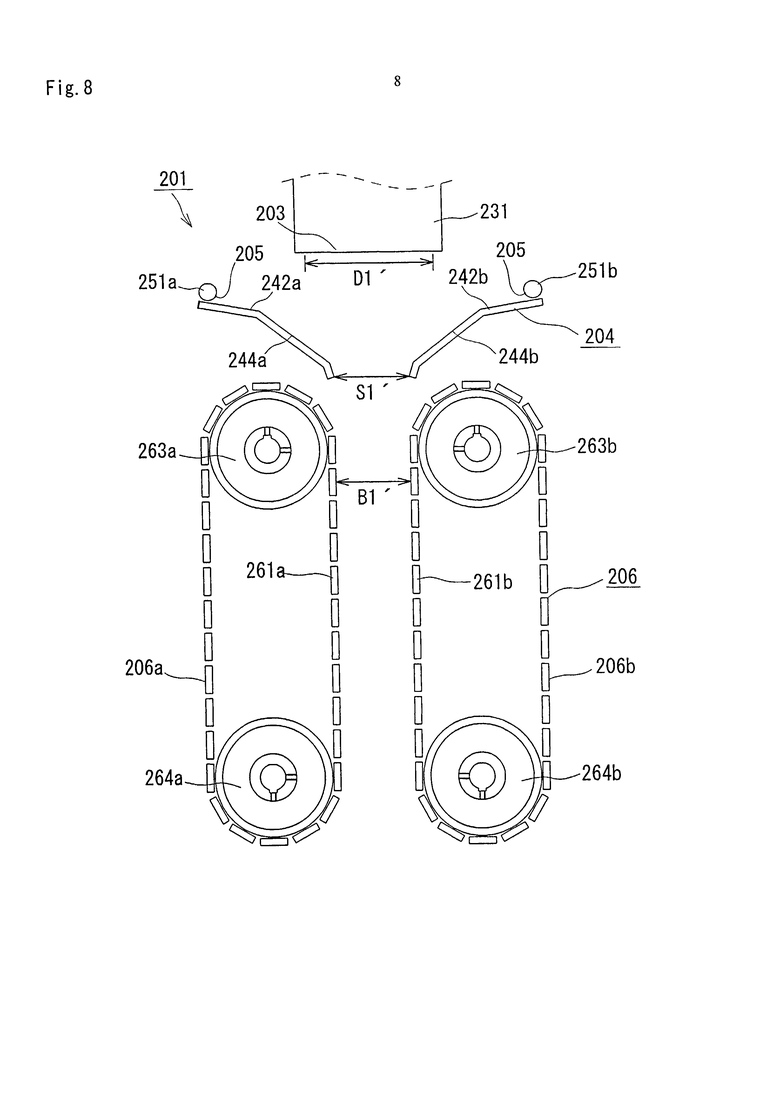
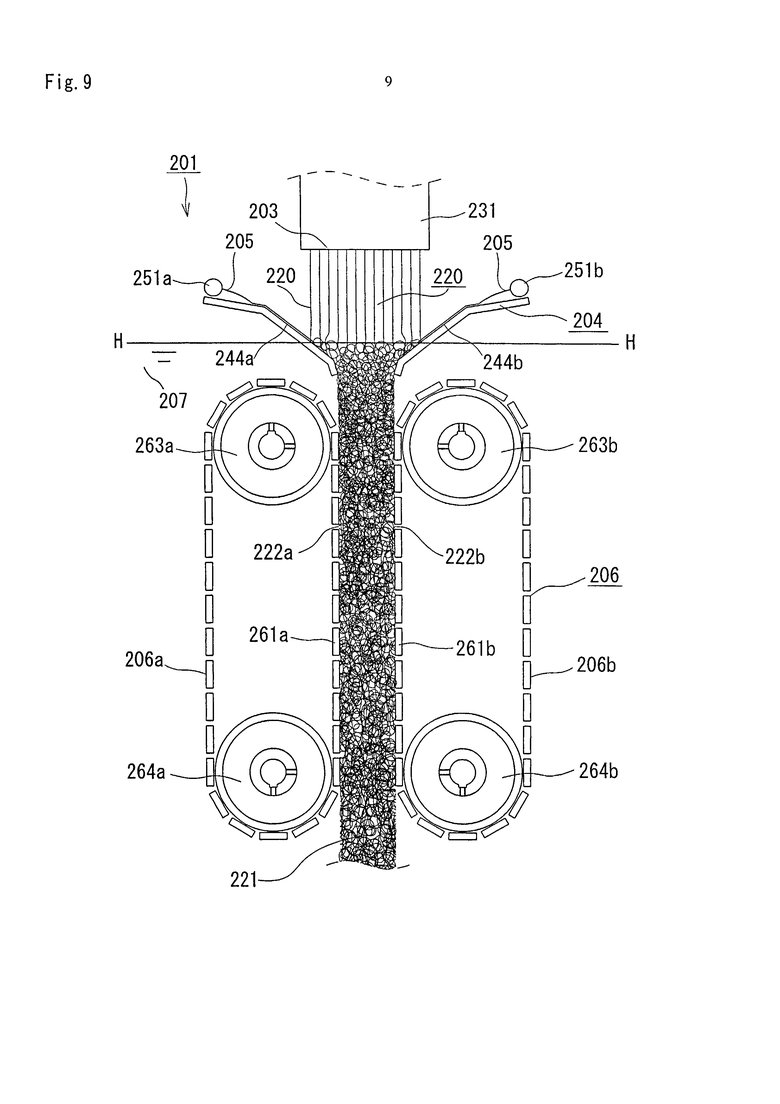
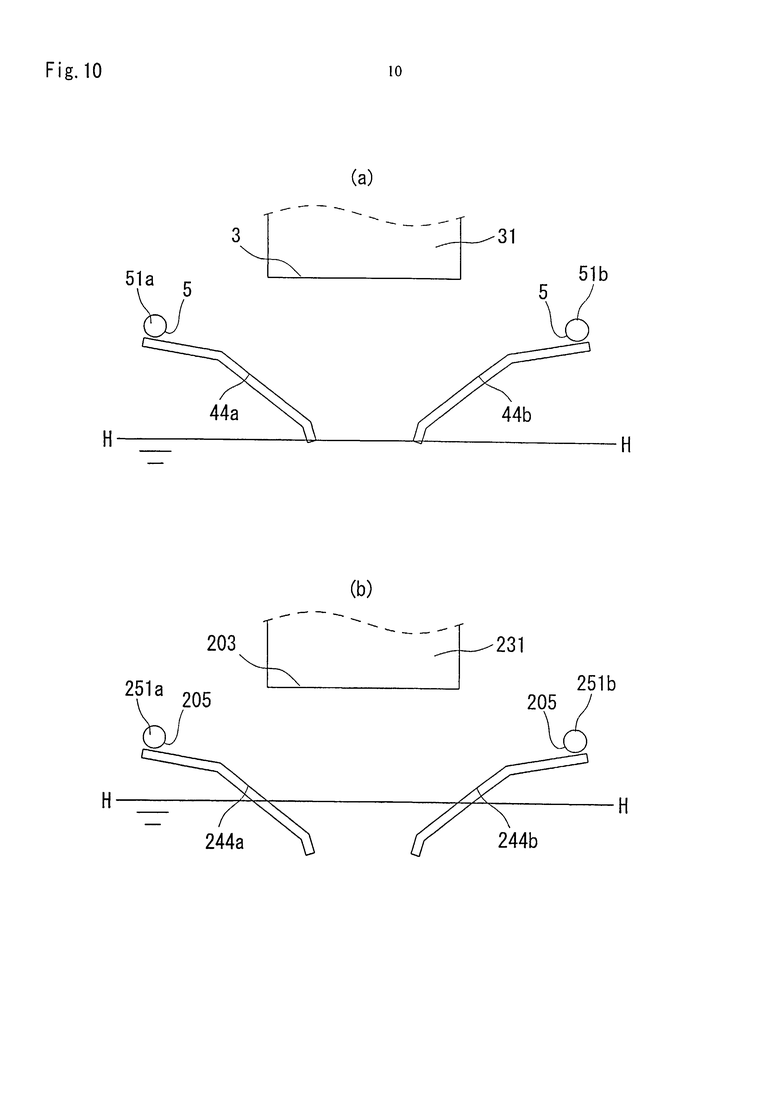

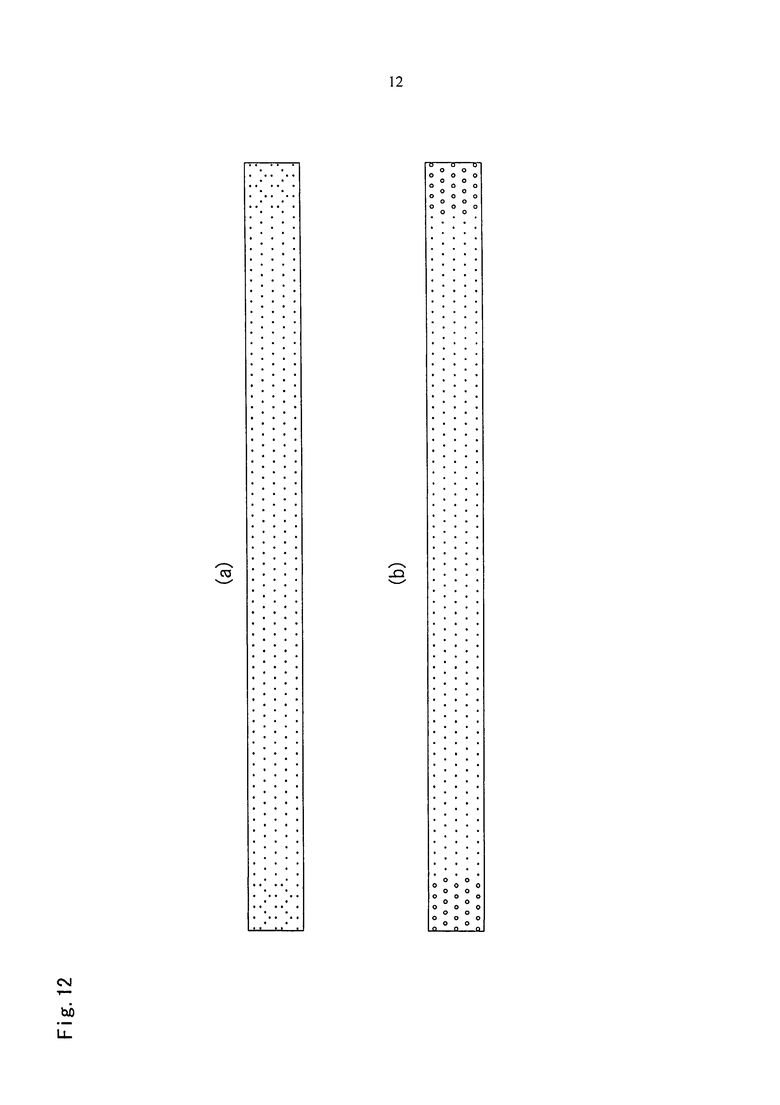
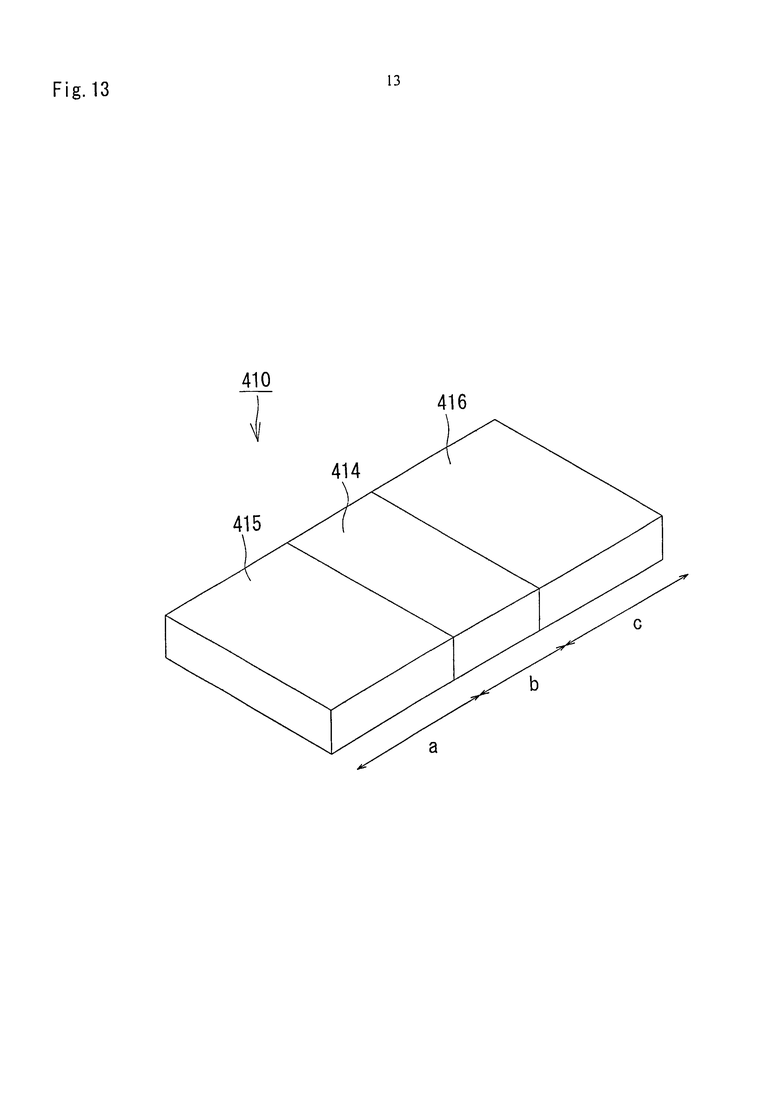


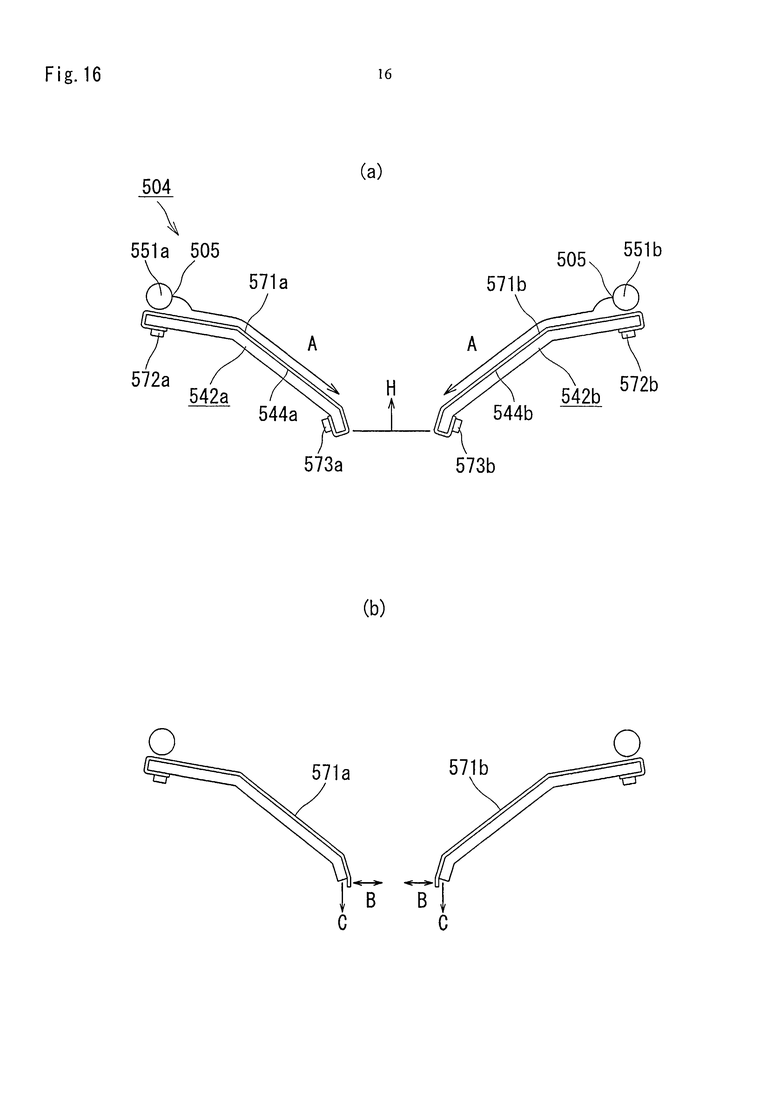
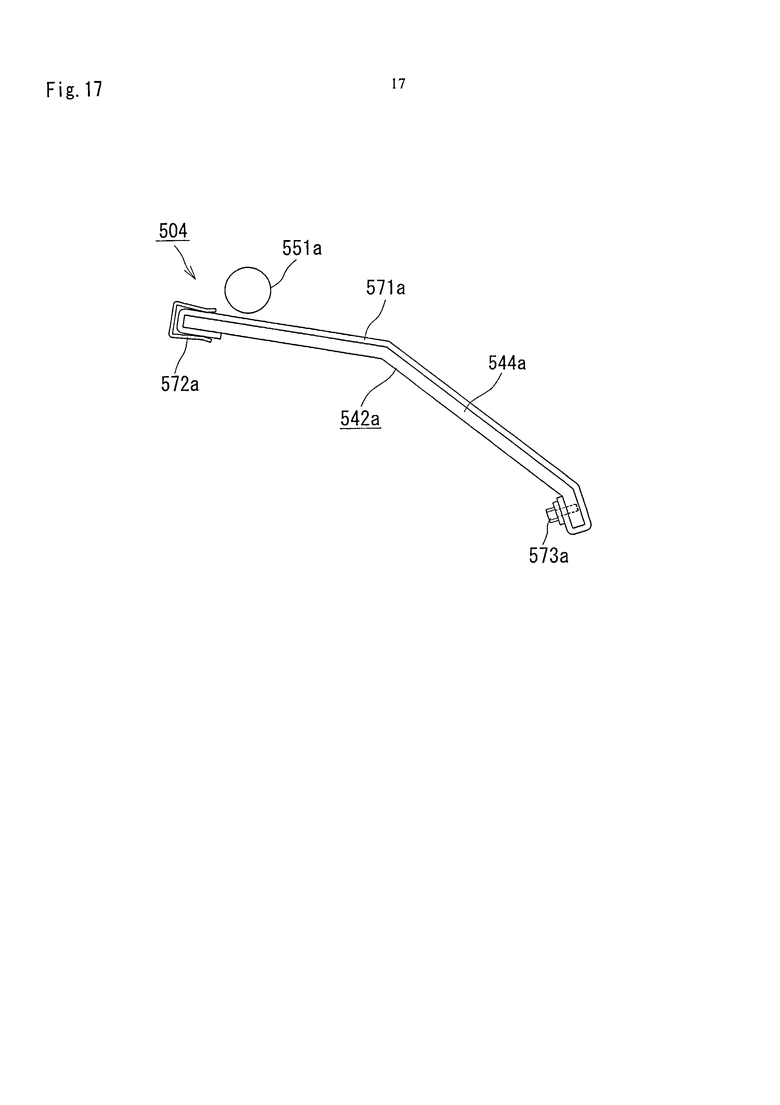




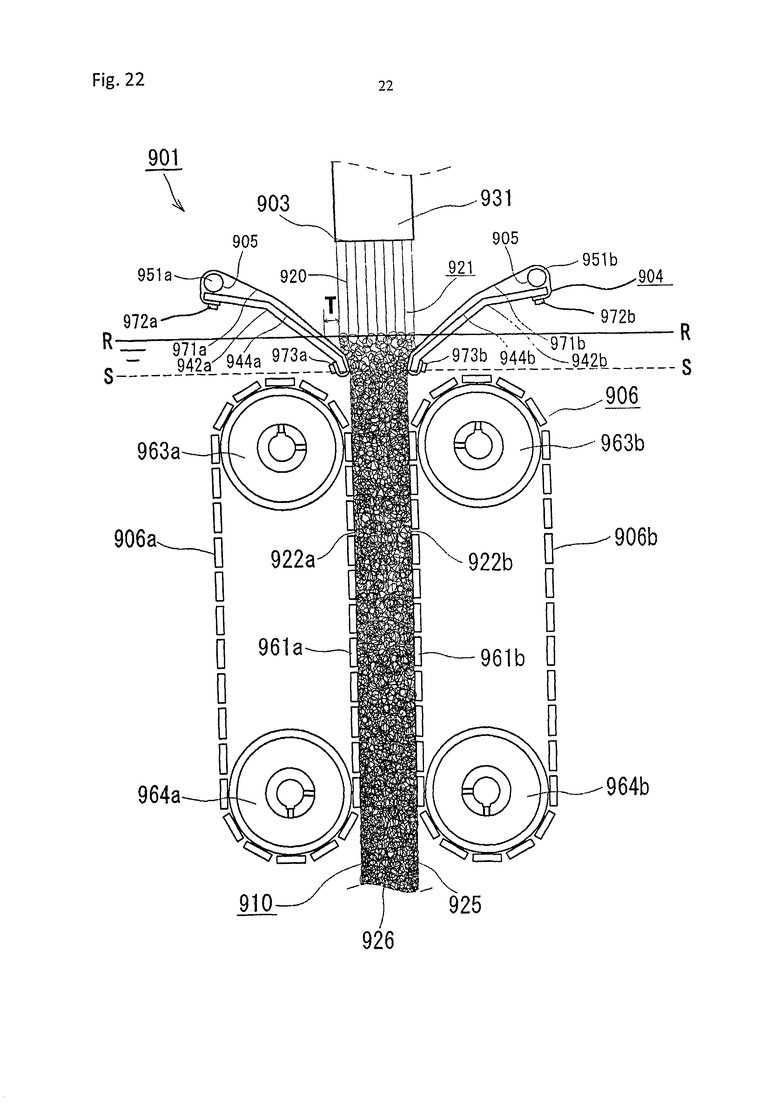
Целью настоящего изобретения является создание устройства для изготовления трехмерной сетчатой структуры, которое позволяет легко регулировать упругость (repulsion) и точность размеров при низких затратах. Устройство для изготовления 1 трехмерной сетчатой структуры по настоящему изобретению включает в свой состав мундштук 3, в котором выполнено множество экструзионных отверстий 31 для обеспечения выдавливания и падения вниз термопластичного синтетического полимера в расплавленном состоянии, что приводит к формированию пучка 21, состоящего из множества волокон 20; пару спускных желобов 42а и 42b, расположенных поперек широких граней 22а и 22b пучка волокон 21, образующих наклонные поверхности 44а и 44b, которые наклонены в направлении пучка волокон 21 и установлены напротив друг друга на расстоянии S1, которое меньше ширины узкой стороны массива экструзионных отверстий 31; отверстия 5 для подачи охлаждающей воды на наклонные поверхности 44а и 44b; и пару вытяжных механизмов 6 с бесконечными лентами 61а и 61b, вступающими в контакт с широкими гранями 22а и 22b пучка волокон 21, вытягивающими пучок волокон 21, и расположенными напротив друг друга на расстоянии, меньше расстояния между парой спускной желобов 42а и 42b. 4 н. и 7 з.п. ф-лы, 22 ил., 6 табл.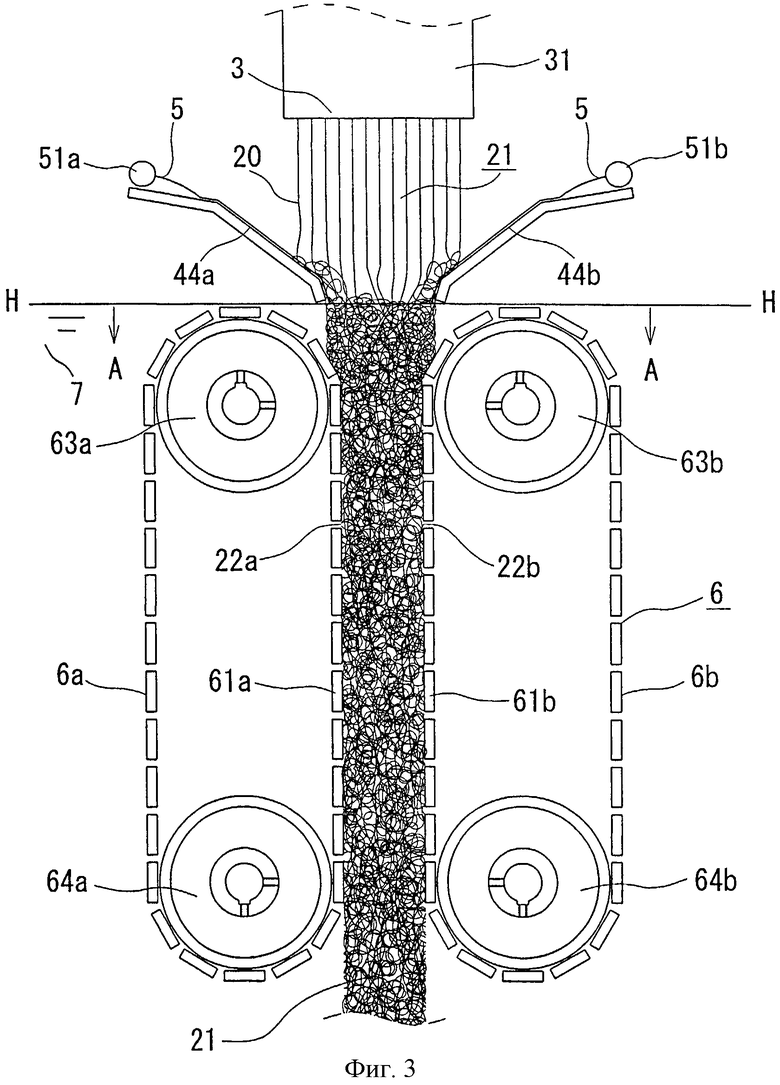
1. Устройство для изготовления трехмерной сетчатой структуры, в состав которого входит:
- мундштук, в котором выполнено множество экструзионных отверстий, образующих прямоугольник, и который обеспечивает падение вниз термопластичного синтетического полимера в расплавленном состоянии, экструдируемого из экструзионных отверстий с образованием пучка, состоящего из множества волокон;
- пара широких спускных желобов, расположенных под мундштуком и установленных поперек широких граней пучка волокон, образующих наклонные поверхности, которые наклонены соответственно вниз по направлению к пучку волокон и установлены напротив друг друга на расстоянии, которое равно ширине или меньше ширины узкой стороны массива экструзионных отверстий на нижних концах наклонных поверхностей;
- устройство для подачи воды, расположенное над широкими спускными желобами для подачи охлаждающей воды на наклонные поверхности; и
- пара вытяжных механизмов, расположенных под широкими спускными желобами и напротив друг друга на расстоянии, меньше расстояния между парой широких спускных желобов, чтобы обеспечить контакт с широкими гранями пучка волокон и направлять пучок волокон в воду, где хаотично располагается множество слипшихся под действием температуры волокон, образующих трехмерную сетчатую структуру.
2. Устройство для изготовления трехмерной сетчатой структуры по п. 1, в состав которого дополнительно входит пара узких спускных желобов, расположенных под мундштуком и установленных на узких гранях пучка волокон, образующих наклонные поверхности, которые наклонены соответственно вниз по направлению к пучку волокон и установлены напротив друг друга на расстоянии, которое равно ширине или меньше ширины широкой стороны массива экструзионных отверстий на нижних концах наклонных поверхностей.
3. Способ изготовления трехмерной сетчатой структуры, включающий следующие этапы:
(a) экструзия и опускание вниз термопластичного синтетического полимера в расплавленном состоянии из мундштука со множеством экструзионных отверстий, образующих прямоугольник, в котором формируется пучок, состоящий из множества волокон;
(b) подача охлаждающей воды на пару широких спускных желобов, которые расположены под мундштуком и установлены на широких гранях пучка волокон с наклоном вниз по направлению к пучку волокон, при этом они установлены напротив друг друга на расстоянии, которое равно ширине или меньше ширины узкой стороны массива экструзионных отверстий на наклонных нижних концах;
(c) обеспечение контакта волокон, расположенных со стороны широких граней пучка волокон, с верхними поверхностями широких спускных желобов, таким образом, чтобы свивать волокна в петли, хаотично переплетать соседние волокна и обеспечивать их термическое прилипание друг к другу;
(d) охлаждение множества переплетенных волокон охлаждающей водой, подаваемой на верхние поверхности широких спускных желобов;
(e) формирование широких граней пучка волокон путем направления множества переплетенных волокон наклонно вниз в сторону центра пучка волокон вдоль широких спускных желобов; и
(f) сжатие и формообразование пучка волокон с помощью пары вытяжных механизмов, которые расположены под широкими спускными желобами и установлены напротив друг друга на расстоянии, меньше расстояния между парой расположенных напротив друг друга широких спускных желобов, чтобы удерживать между ними широкие грани пучка волокон, и вытягивание пучка волокон на скорости ниже скорости свободного падения пучка волокон, таким образом, чтобы обеспечить погружение в воду пучка волокон, остудить и обеспечить его отверждение.
4. Способ изготовления трехмерной сетчатой структуры по п. 3, в котором на этапе (b) охлаждающая вода может подаваться на пару узких спускных желобов, которые расположены под мундштуком и установлены на узких гранях пучка волокон с наклоном вниз в направлении пучка волокон напротив друг друга на расстоянии, которое равно ширине или меньше ширины широкой стороны массива экструзионных отверстий на наклонных нижних концах, на этапе (с) может обеспечиваться контакт волокон, расположенных на узких гранях пучка волокон, с верхними поверхностями узких спускных желобов, чтобы свивать волокна в петли, хаотично переплетать соседние волокна и обеспечивать термическое прилипание волокон друг к другу; на этапе (d) может обеспечиваться охлаждение множества переплетенных волокон охлаждающей водой, подаваемой на верхние поверхности узких спускных желобов; и на этапе (е) могут формироваться узкие грани пучка волокон путем направления множества переплетенных волокон наклонно вниз к центру пучка волокон вдоль узких спускных желобов.
5. Способ изготовления трехмерной сетчатой структуры по п. 4, в котором на этапе (а) могут формироваться более жесткие боковые участки с более высокой объемной плотностью по сравнению с объемной плотностью других участков в местах, соответствующих узким граням пучка волокон, за счет увеличения подачи волокон из части мундштука, соответствующей узким граням пучка волокон, по сравнению с подачей волокон из оставшейся части мундштука, или за счет увеличения ширины широкой стороны массива экструзионных отверстий по сравнению с расстоянием между узкими спускными желобами.
6. Способ изготовления трехмерной сетчатой структуры по любому из пп. 3-5, в котором на этапе (f) может быть временно снижена скорость вытягивания вытяжных механизмов, что приводит к формированию более жесткого центрального участка с более высокой объемной плотностью в направлении вытягивания в трехмерной сетчатой структуре по сравнению с объемной плотностью других участков, сформированных при обычной скорости вытягивания.
7. Устройство для изготовления трехмерной сетчатой структуры, в состав которого входит:
- мундштук, в котором выполнено множество экструзионных отверстий, образующих прямоугольник, и который обеспечивает падение вниз термопластичного синтетического полимера в расплавленном состоянии, экструдируемого из экструзионных отверстий с образованием пучка, состоящего из множества волокон;
- пара широких спускных желобов, расположенных под мундштуком и установленных поперек широких граней пучка волокон, образующих наклонные поверхности, которые наклонены соответственно вниз по направлению к пучку волокон и установлены напротив друг друга на расстоянии, которое равно ширине или меньше ширины узкой стороны массива экструзионных отверстий на нижних концах наклонных поверхностей;
- устройство для подачи воды, расположенное над широкими спускными желобами для подачи охлаждающей воды на наклонные поверхности;
- водопроницаемые листы, покрывающие верхние поверхности широких спускных желобов;
- крепежные элементы, фиксирующие водопроницаемые листы к верхним и нижним концам широких спускных желобов; и
- вытяжные механизмы, расположенные под широкими спускными желобами и напротив друг друга, чтобы обеспечить контакт с широкими гранями пучка волокон и направлять пучок волокон в воду, где хаотично располагается множество слипшихся под действием температуры волокон, образующих трехмерную сетчатую структуру.
8. Устройство для изготовления трехмерной сетчатой структуры по п. 7, в котором устройство для подачи воды расположено над водопроницаемыми листами, чтобы охлаждающая вода просачивалась и попадала на верхние поверхности водопроницаемых листов.
9. Устройство для изготовления трехмерной сетчатой структуры по п. 7, в котором устройство для подачи воды расположено над широкими спускными желобами, но под водопроницаемыми листами для подачи охлаждающей воды между верхними поверхностями широких спускных желобов и водопроницаемыми листами, чтобы формировать нижний слой охлаждающей воды, при этом охлаждающая вода может проникать насквозь на верхние поверхности водопроницаемых листов и формировать верхний слой охлаждающей воды.
10. Устройство для изготовления трехмерной сетчатой структуры по п. 7, в котором широкие спускные желоба накрывают боковые грани падающего пучка волокон с тем, чтобы обеспечить подачу охлаждающей воды на верхние поверхности широких спускных желобов.
11. Способ изготовления трехмерной сетчатой структуры, включающий следующие этапы:
(a) экструзия и опускание вниз термопластичного синтетического полимера в расплавленном состоянии из мундштука со множеством экструзионных отверстий, образующих прямоугольник, в котором формируется пучок, состоящий из множества волокон;
(b) подача охлаждающей воды на пару широких спускных желобов, которые расположены под мундштуком и напротив друг друга вдоль широких граней пучка волокон с наклоном вниз в направлении пучка волокон, и на водопроницаемые листы, которые расположены выше верхних поверхностей широких спускных желобов и фиксируются верхними и нижними концами;
(c) обеспечение контакта волокон, расположенных со стороны широких граней пучка волокон, с верхними поверхностями широких спускных желобов, таким образом, чтобы свивать волокна в петли, хаотично переплетать соседние волокна и обеспечивать их термическое прилипание друг к другу;
(d) охлаждение множества переплетенных волокон охлаждающей водой, подаваемой на верхние поверхности широких спускных желобов и водопроницаемые листы;
(e) формирование широких граней пучка волокон путем направления множества переплетенных волокон наклонно вниз в сторону центра пучка волокон вдоль широких спускных желобов; и
(f) сжатие и формообразование пучка волокон с помощью пары вытяжных механизмов, которые расположены под широкими спускными желобами и установлены напротив друг друга вдоль широких граней пучка волокон, и вытягивание пучка волокон на скорости ниже скорости свободного падения пучка волокон, таким образом, чтобы обеспечить погружение в воду пучка волокон, остудить и обеспечить его отверждение.
| ФОРМОВАННОЕ ИЗ СМОЛЫ ИЗДЕЛИЕ С ПРУЖИННОЙ СТРУКТУРОЙ, СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ УКАЗАННОГО ФОРМОВАННОГО ИЗДЕЛИЯ С ПРУЖИННОЙ СТРУКТУРОЙ | 2003 |
|
RU2371530C2 |
| JP 2010279687 A, 16.12.2010 | |||
| US 3936337 A, 03.02.1976 | |||
| US 3691004 A, 12.09.1972. | |||

