Область техники
Варианты осуществления настоящего изобретения относятся в основном к фитингам для непрерывного электрического контакта и проводимости и, более конкретно, к вариантам осуществления сжимаемой расширяющейся втулки с точками контакта для обеспечения непрерывного электрического контакта через отверстие в балках из полимерных композитов на основе углеродного волокна, чтобы проводить мембранный ток и индуцируемые искровым разрядом (молнией) токи, которые должны быть электрически присоединены к конструкциям для предотвращения возникновения искр.
Уровень техники
В настоящее время полимерные композиты, армированные углеродным волокном (CFRP), широко применяются в конструкциях для аэрокосмических аппаратов и других системах. Для некоторых конструкций требуется обеспечение проводимости для защиты от молнии, и для других вариантов применения в сфере электричества, которые металлическая конструкция предоставляет сама по себе. Однако CFRP конструкции не обладают такой же способностью проводить ток, как металлические конструкции. В частности, отверстия в CFRP конструкциях могут создавать условия для искрения из-за отсутствия непрерывной электрической проводимости. Для таких сфер применения, как конструкции топливных баков, прохождение через фитинги требует отверстий в конструкции для размещения гидравлических линий, датчиков и других систем. Например, гидравлические фитинги перегородок в составных балках из CFRP проводят мембранный ток и индуцируемые молнией токи, которые должны быть электрически присоединены к конструкции, для предотвращения возникновения искр в оборудовании топливного бака.
Для выполнения таких требований в примере системы формируется точное отверстие в балке из CFRP, и металлическая втулка запрессована в отверстие с достаточным натягом посадки для сохранения контакта с углеродным волокном, продолжающимся до внутреннего диаметра отверстия. Это требует отверстия с точным диаметром, сформированного в CFRP материале для приема втулки с точным наружным диаметром, чтобы создать контактное давление между внутренней стенкой отверстия и наружной стороной втулки. Это контактное давление необходимо, чтобы электрический ток проходил от болта, который проходит через втулку, до углеродных волокон, которые продолжаются до внутренней поверхности сквозного отверстия. Существующая конструкция обычно требует необычных материалов с очень низким коэффициентом термического расширения для подгонки к CFRP. Это контактное давление необходимо для осуществления электрической схемы с достаточной допустимой нагрузкой по току для рассеивания тока, индуцируемого на гидравлических трубах. Высокая точность необходима для обеспечения поддержания контактного давления относительно волокон углерода во внутреннем диаметре монтажного отверстия при монтаже фитинга перегородки.
Кроме того, CFRP конструкции могут создавать проблемы с коррозией по отношению к некоторым материалам. Соответственно, выбор точной металлической втулки дополнительно требует антикоррозионной совместимости с CFRP конструкцией помимо соображений термического расширения. Это может значительно ограничить выбор материалов.
Поэтому предпочтительно обеспечить токопроводящую втулку, обладающую возможностью электрического контакта, которая снимает требование точного сверления и точной механической обработки фитингов. Также предпочтительно обеспечить втулку, которая не требует дорогостоящих материалов для сохранения подходящего термического расширения при сохранении антикоррозионной совместимости с CFRP.
Сущность изобретения
В вариантах осуществления, описанных в настоящем документе, предлагается электрически проводящее конструктивное соединение, которое использует проходную деталь или крепежную деталь с первым диаметром. Отверстие под крепежную деталь со вторым диаметром больше диаметра проходного отверстия, продолжается через всю толщину конструкции и принимает проходную деталь через нее. Втулка с диаметром и толщиной для подгонки между первым и вторым диаметрами продолжается сквозь и за пределы толщины указанной конструкции. Когда проходная деталь со сжатием прикреплена к конструкции, втулка расширяется радиально между первым диаметром и вторым диаметром для обеспечения по меньшей мере одной точки контакта между крепежной деталью и конструкцией.
В другом варианте осуществления, описанном в настоящем документе, предлагается электрически проводящее конструктивное соединение, содержащее: крепежную деталь с первым диаметром; конструкцию из полимерного композита на основе углеродного волокна с отверстием под крепежную деталь со вторым диаметром, большим, чем первый диаметр, продолжающуюся через всю толщину структуры и принимающую крепежную деталь, и электрически проводящую втулку, продолжающуюся через и за пределы толщины структуры между первым и вторым диаметрами, причем, когда крепежная деталь со сжатием прикреплена к конструкции, втулка упруго деформирована между указанным первым диаметром и вторым диаметром для обеспечения по меньшей мере одной точки контакта между крепежной деталью и конструкцией, для прохождения электрического тока, причем втулка содержит большое число складок, и когда крепежная деталь со сжатием прикреплена к конструкции, втулка упруго деформирована между первым диаметром и вторым диаметром для обеспечения нескольких точек контакта между крепежной деталью и конструкцией.
В дополнительном варианте осуществления, описанном в настоящем документе, предлагается способ обеспечения электрической проводимости через отверстие в конструкциях из полимера, усиленного углеродным волокном (CFRP), включающий: выбор цилиндрического элемента с наружными диаметрами, принимаемого в отверстие в CFRP конструкции, имеющего толщину стенки с внутренним диаметром, достаточным для приема элемента с внешней резьбой, и формовочными свойствами для деформации складок гармошкой; деформацию цилиндрического элемента для формирования складок гармошкой; определение длины втулки для размещения любого сжатия трубы, создаваемого за счет формирования складок и для сохранения упругой деформации во втулке при сжатии во время эксплуатации; вставку сжимаемой с образованием складок втулки в отверстие в CFRP конструкции; вставку проходной детали через втулку; навинчивание гайки на проходную деталь и затяжку гайки для сжатия втулки и крепления проходной детали в отверстии.
Также предлагается способ обеспечения электрической проводимости в конструкциях из полимера, усиленного углеродным волокном (CFRP), включающий: вставку проводящей, сжимаемой с образованием складок, втулки в отверстие в CFRP конструкции; вставку проходной детали через втулку; навинчивание гайки на проходную деталь и затяжку гайки для сжатия втулки с раскрывающимися складками для контакта с CFRP конструкцией для прохождения электрического тока и крепления проходной детали в отверстии.
Описанные признаки, функции и преимущества могут быть достигнуты независимо в других вариантах осуществления настоящего изобретения или могут быть скомбинированы в других вариантах осуществления, дополнительные детали которых можно увидеть со ссылкой на следующее описание и чертежи.
Краткое описание чертежей
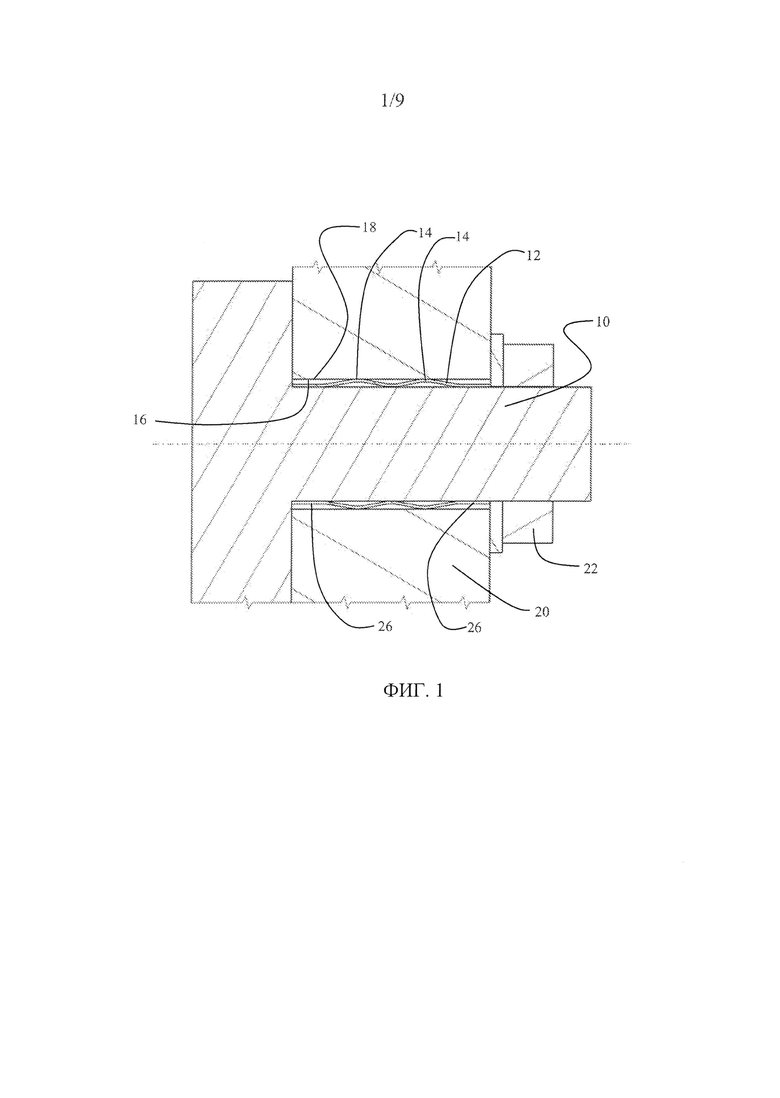
На фиг.1 показан вид в сечении первого варианта осуществления сжимаемой проводящей втулки с несколькими точками контакта для проходного болта;
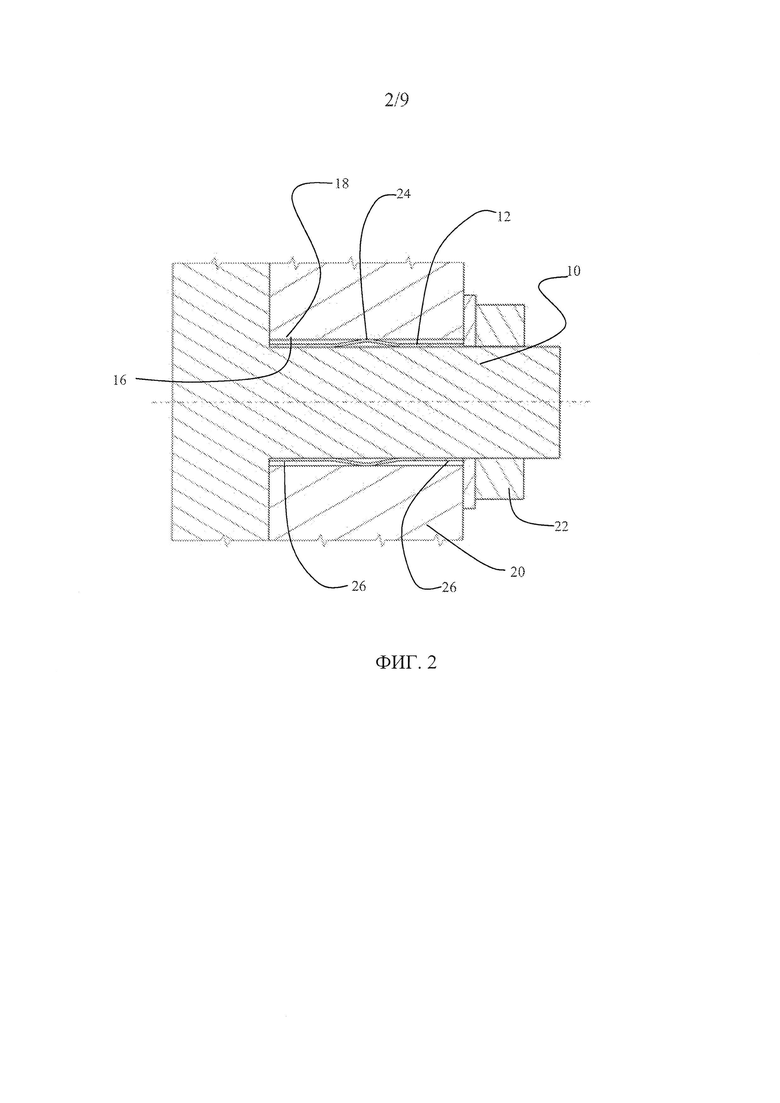
на фиг.2 показан вид в сечении второго варианта осуществления сжимаемой проводящей втулки с одиночными точками контакта для проходного болта;
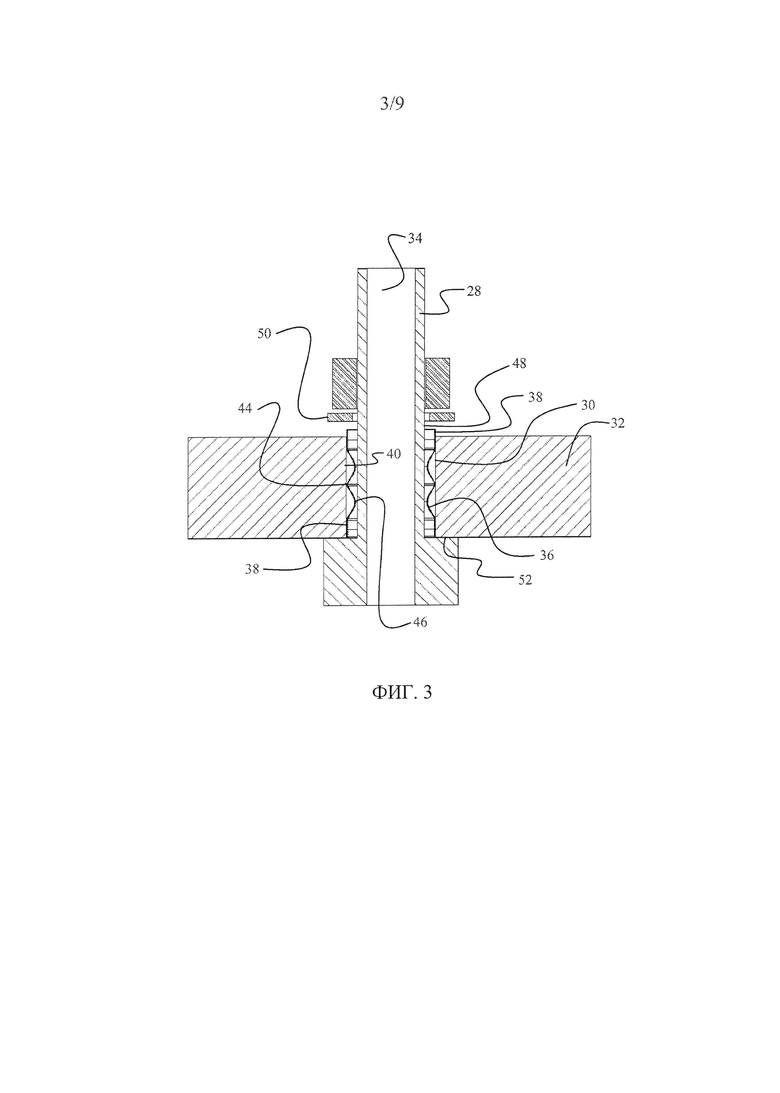
на фиг.3 показан детальный вид в сечении третьего варианта осуществления сжимаемой проводящей втулки с несколькими точками контакта для гидравлической проходной детали в несжатом состоянии;
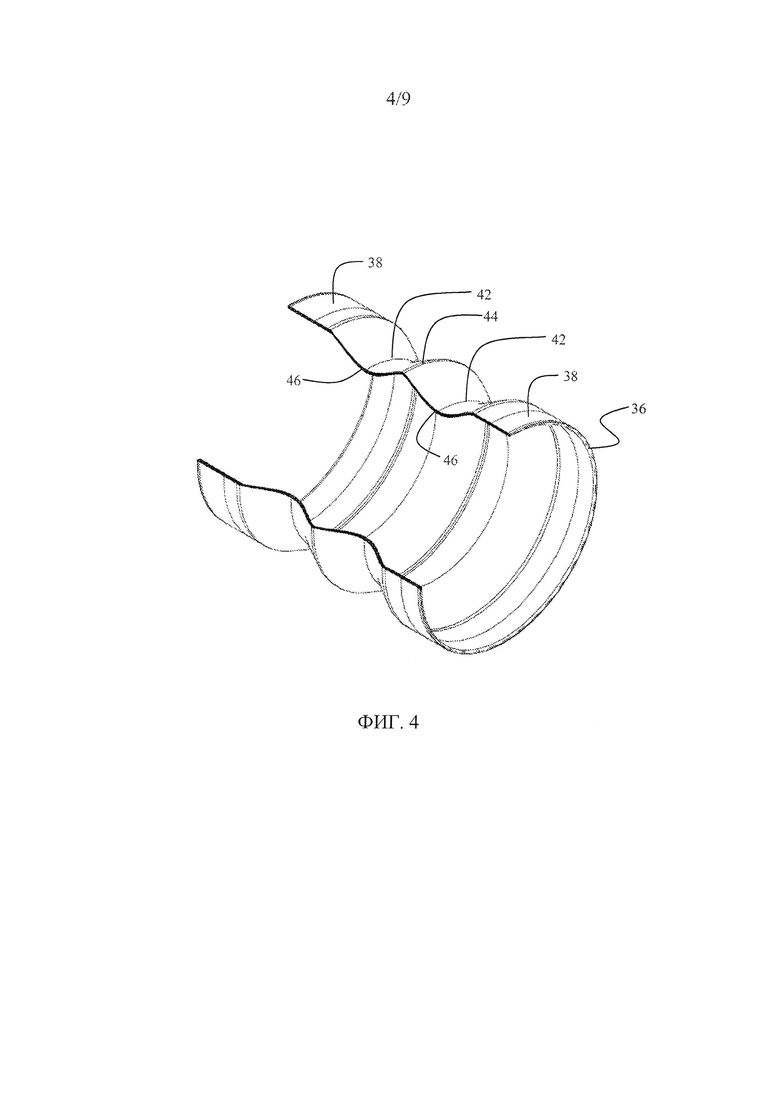
на фиг.4 показан детальный вид в изометрии в частичном разрезе сжимаемой проводящей втулки по фиг.3;
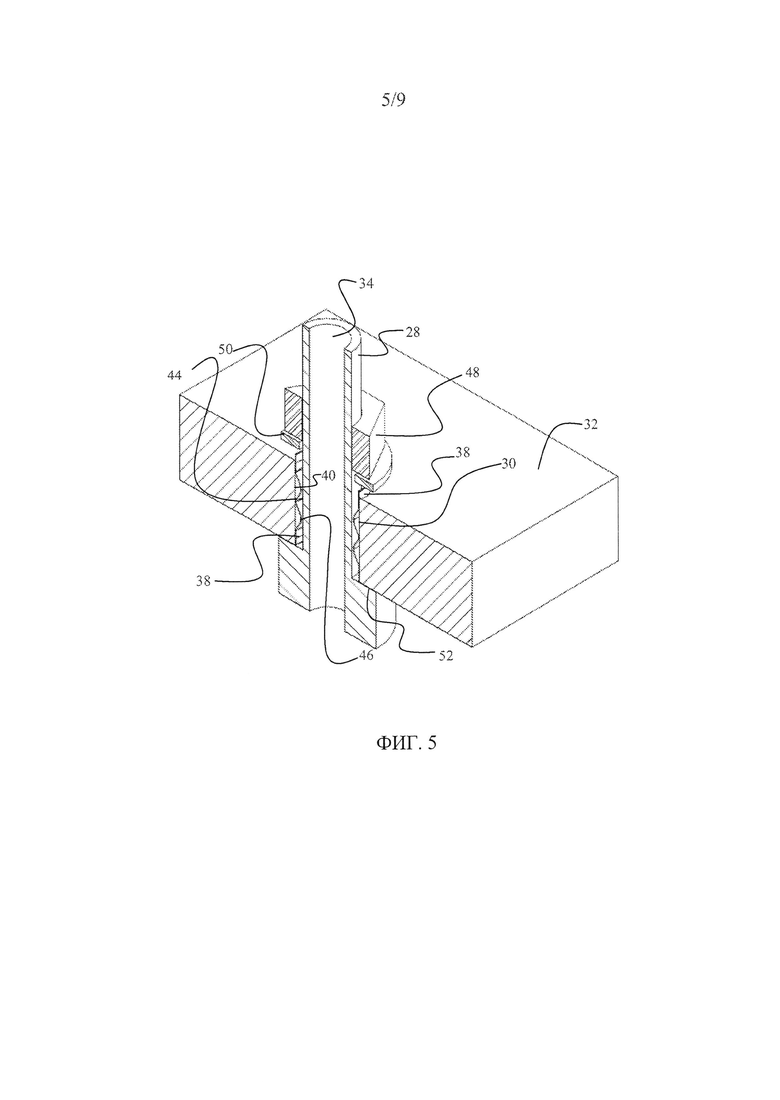
на фиг.5 показан вид в изометрии варианта осуществления по фиг. 3 с несжатой втулкой;
на фиг.6 показан вид в сечении варианта осуществления по фиг. 3 в сжатом состоянии;
на фиг.7 показан вид в изометрии варианта осуществления по фиг. 3 в сжатом состоянии;
на фиг.8 показан детальный вид поверхности контакта втулки с отверстием и проходной деталью; и
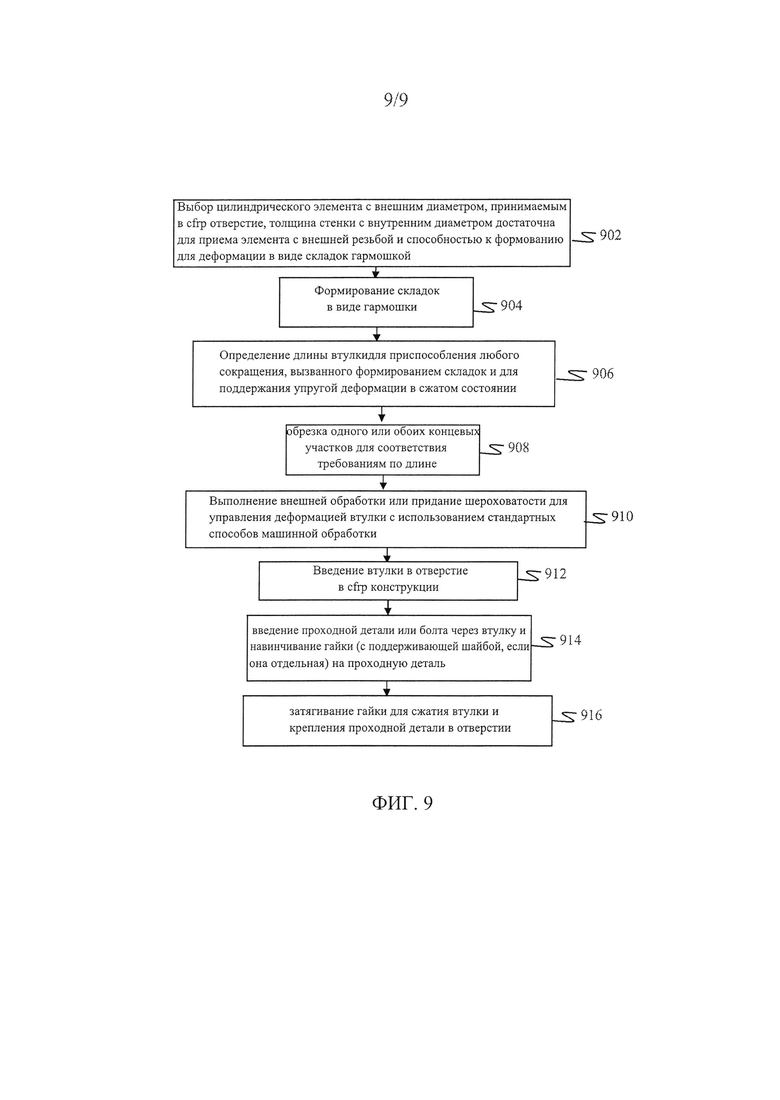
на фиг.9 показана блок-схема способа изготовления и использования сжимаемой втулки.
Подробное описание
В описанных в настоящем документе вариантах осуществления показана расширяющаяся втулка, которая поддерживает контактное давление на внутренней стороне отверстия точно подгоняемого фитинга для прохождения электрического тока от сквозного болта или проходной детали к опорной конструкции без искрения. На фиг.1 показан пример проходной крепежной детали, такой как болт 10, с первым диаметром, вставляемый через расширяемую втулку 12 с несколькими контактами 14 по окружности для поддержания требуемого давления втулки относительно внутренней стенки 1б монтажного отверстия 18 со вторым диаметром в CFRP конструкции 20. Втулка 12 первоначально продолжается за пределы отверстия в несжатом состоянии. Пружинящее усилие создается за счет затяжки гайки 22 на болте (для простоты, резьбы на гайке и болте не показаны) и сжатия втулки по длине, как указано далее более подробно. Сжатие по длине вызывает увеличение втулки в диаметре на наружной стороне и уменьшение в диаметре на внутренней стороне. Коэффициент термического расширения материала втулки не так важен, поскольку контакт между CFRP и точками касания втулки может поддерживаться за счет упругой пружинящей силы в большом диапазоне температур. Соответственно, для втулки можно использовать гораздо более дешевый материал.
На фиг.2 показан второй вариант осуществления, в котором расширяющаяся втулка 12 с одним периферийным контактом 24 обеспечивает требуемое давление втулки относительно внутреннего диаметра 16 монтажного отверстия 18 в CFRP конструкции 20. Как и в случае первого варианта осуществления, пружинящее усилие создается затяжкой гайки 22 на болте и сжатием втулки по длине. Сжатие по длине вызывает увеличение диаметра втулка на наружной стороне и уменьшение ее внутреннего диаметра. И для первого, и для второго вариантов осуществления втулка 12 обладает концевыми секциями 26, которое имеют диаметр для посадки с натягом на болте 10.
Варианты осуществления по фиг. 1 и 2 могут быть использованы, например, при креплении фланцем к CFRP конструкции набором болтов, причем каждый болт в наборе принимается через отверстие в CFRP конструкции, как указано выше. Такие болты могут обладать размером в диапазоне от 5/16 до 3/8 дюйма или больше. При применении этого типа, труба из нержавеющей стали или титана толщиной 0,020 дюйма может быть использована в качестве заготовки для изготовления сжимаемой втулки, как указано далее более подробно.
Третий вариант осуществления показан на фиг.3 для проходной детали 28, принимаемой через отверстие 30 в CFRP конструкции 32. Проходная деталь может быть значительно больше в диаметре, чем болты, описанные по отношению к вариантам осуществления по фиг.1 и 2 с диаметрами до 1,0 дюйма или больше. Для показанного варианта осуществления проходная деталь имеет центральное отверстие или канал 34 и может содержать гидравлическую линию, электрический провод или сравнимую структуру. Втулка 36, показанная детально на фиг.4, содержит концевые участки 38 диаметром для приема с посадкой с натягом с внутренним диаметром 40 отверстия 30 и показана в несжатом состоянии на фиг.3. Складки 42 гармошкой, образованные во втулке, как описано далее более подробно, расширяются диаметрально вовнутрь, и наружу, при сжатии втулки в осевом направлении для обеспечения наружных точек 44 контакта для сцепления с внутренним диаметром 40 отверстия 30 и внутренних точек 46 контакта для контакта с наружным диаметром 48 проходной детали 28. Для показанного варианта осуществления используются две складки, обеспечивающие один контакт по наружному диаметру (с отверстием в CFRP конструкции) и два контакта по внутреннему диаметру (с проходной деталью). В альтернативных вариантах осуществления для дополнительных контактов могут быть использованы дополнительные складки.
В несжатом состоянии, как показано на фиг.3 и 5, втулка продолжается за пределы отверстия в CFRP конструкции для сцепления с целью обеспечения сжатия. Гайка 48 принимается на сопряженные внешние резьбы (для простоты не показаны) на проходной детали и сцепляет поддерживающую шайбу 50, которая контактирует с втулкой 36. При затяжке гайки 48 для крепления проходной детали в отверстии CFRP структуры 32 концевые участки 38 втулки сцепляются поддерживающей шайбой 50 на первом конце и кромкой 52 на проходной детали на втором конце. В альтернативных вариантах осуществления гайки с соответствующими шайбами могут быть использованы для крепления проходной детали на обеих сторонах CFRP структуры и сжатия втулки.
Втулка в сжатом состоянии показана на фиг.6, 7 и 8. Общая длина втулки 36, включая концевые участки 38, и число и глубина складок 42 гармошкой во втулке выбраны, чтобы вмещать требуемое расширение для надежного электрического контакта и с проходной деталью 28, и с CFRP отверстием 30, когда втулка сжата гайкой и поддерживающей шайбой. Предпочтительно, втулка 36 остается упруго деформированной для обеспечения пружинящей силы, чтобы совмещать термическое расширение и сжатие CFRP и проходного элементов. Вершины складок 42 дополнительно могут быть оконтурены, как показано на фиг.8, для обеспечения изгиба 54, который выравнивается относительно противоположной поверхности (проходной детали или отверстия) для соответствия дополнительному диаметральному расширению втулки во время осевого сжатия, тем самым дополнительно снижая требования к установлению допусков. Выравнивание изгиба 54 обеспечивает дополнительную контактную поверхность для дополнительного улучшения электрических характеристик.
Для любого из трех описанных вариантов осуществления концевые участки втулок могут быть шероховатыми или сформованными для диаметрального расширения (или контакта) при сжатии втулки для надежного контакта с отверстием или проходной деталью, с примыканием к которой они принимаются с натягом, тем самым добавляя дополнительную контактную площадь для электрической проводимости. Кроме того, хотя в первом варианте осуществления показаны оба концевых участка, принимаемые с посадкой с натягом болтом на внутреннем диаметре втулки, и во втором варианте осуществления показаны оба концевых участка, принимаемые с посадкой с натягом отверстием на наружном диаметре, в альтернативных вариантах осуществления один концевой участок может быть с контактом при посадке с натягом по внутреннему диаметру (с болтом или проходной деталью), хотя противоположный концевой участок может быть с посадкой с натягом по наружному диаметру (с отверстием в CFRP конструкции). В других альтернативных вариантах осуществления концевые участки могут обладать диаметром концевого участка, промежуточным между диаметром отверстия и диаметром проходной детали. Число и форма складок гармошкой может быть выбрана на основе требования к расширению и проводимости. Хотя болт и гидравлическая или электрическая проходная деталь используются в качестве примера элементов, любой элемент с наружной резьбой, продолжающийся через отверстие в CFRP конструкции может быть использован для обеспечения непрерывного контакта сжимаемой втулки, как описано в вариантах осуществления по настоящему документу.
Описанные варианты осуществления дополнительно предусматривают преимущество простого демонтажа, если это необходимо, для удаления проходной детали или болтов со значительно меньшей вероятностью повреждения CFRP структуры при точной посадке с натягом втулки в точное отверстие. Сохранение размера сжимаемой втулки для упругой деформации приводит к ослаблению диаметрального давления, испытываемого втулкой при удалении сжимающей гайки и шайбы. Даже если возникает некоторая упругая деформация, относительно тонкая секция стенки сжимаемой втулки обеспечивает вытягивание втулки для удаления без чрезмерных усилий.
Способ изготовления и использования сжимаемой втулки показан на фиг.9. Первоначальное изготовление втулки может быть выполнено путем выбора цилиндрического элемента с наружными диаметрами, принимаемого в CFRP отверстие, и толщиной стенки с внутренним диаметром, достаточным для приема элемента с наружной резьбой, и формовочными свойствами для деформации складок гармошкой, этап 902. Для примера втулок может быть использована нержавеющая сталь или титан для антикоррозионной совместимости с CFRP. Может быть использована система деформации с тремя вальцами, с парой вальцов, внешних по отношению к трубе, и стыковочным вальцом, внутренним по отношению к трубе, между внешней парой вальцов для формирования складок гармошкой, этап 904. Длина втулки определяется для приспособления любого сокращения трубы, создаваемого за счет формирования складок и для сохранения упругой деформации втулки, когда она сжата при эксплуатации, этап 906, и обрезка одного или обоих концевых участков для соответствия требованиям длины может быть осуществлена после формирования складок, этап 908. Внешняя обработка или придание шероховатости для управления деформацией втулки может быть осуществлена путем использования стандартных способов механической обработки, этап 910.
Для сборки сжимаемую втулку вставляют в отверстие в CFRP конструкции, этап 912. Проходную деталь или болт вставляют через втулку, и гайку (с поддерживающей шайбой, если они разъединены) навинчивают на проходную деталь, этап 914. Гайку затем заворачивают для сжатия втулка и закрепляют проходную деталь в отверстии, этап 916.
По описанным подробно различным вариантам осуществления настоящего изобретения в соответствии с патентными требованиями, для специалистов в этой области будут очевидны модификации и замены относительно конкретных вариантов осуществления, представленных в настоящем документе. Такие модификации охватываются объемом и сущностью настоящего изобретения, определенного следующей формулой изобретения.



Изобретение относится к области авиации, в частности к конструкции топливных баков. Система электропроводящей сжимаемой втулки для конструкций на основе армированного углеродным волокном полимера содержит армированный углеродным волокном элемент с отверстием, проходную деталь с внешней резьбой, принимаемую в отверстие, втулку, принимаемую в отверстие, гайку, принимаемую на внешнюю резьбу проходной детали для сжатия втулки по длине. Втулка в сжатом состоянии содержит по меньшей мере одну кладку гармошкой между противоположными концевыми участками, складка гармошкой расширяется диаметрально при сжатии концевых участков гайкой и обеспечивает электропроводимость. Достигается возможность предотвращения искр в оборудовании топливного бака. 2 н. и 10 з.п. ф-лы, 9 ил.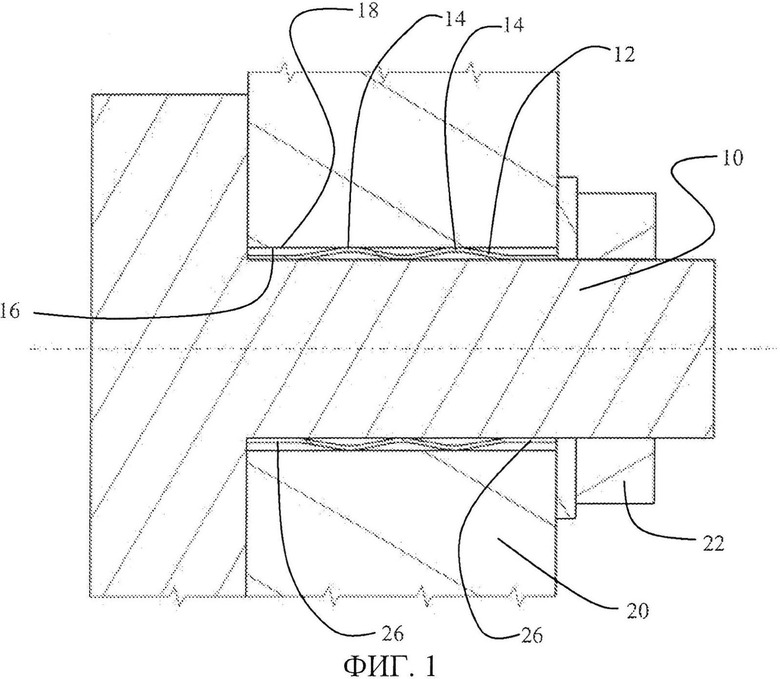
1. Система электропроводящей сжимаемой втулки для конструкций (32) на основе армированного углеродным волокном полимера (CFRP), содержащая:
CFRP конструктивный элемент с отверстием (30) под проходную деталь;
проходную деталь с внешней резьбой с диаметром (40), принимаемую в отверстие;
втулку (36), принимаемую в отверстие (30) между отверстием и проходной деталью, втулка в сжатом состоянии обладает длиной с расширенным внутренним и наружным диаметрами, расширенный внутренний и наружный диаметр контактируют с отверстием (30) и проходной деталью для обеспечения электропроводимости; и
гайку (48), принимаемую на внешнюю резьбу проходной детали, гайка (48) затянута, чтобы вызвать сжатие втулки (36) по длине;
втулка (36) содержит по меньшей мере одну складку (42) гармошкой между противоположными концевыми участками, складка (42) гармошкой расширяется диаметрально при сжатии концевых участков гайкой (48).
2. Система электропроводящей сжимаемой втулки для конструкций (32) на основе армированного углеродным волокном полимера (CFRP) по п. 1, дополнительно содержащая поддерживающую шайбу (50) между гайкой (48) и втулкой (36).
3. Система электропроводящей сжимаемой втулки для конструкций (32) на основе армированного углеродным волокном полимера (CFRP) по п. 1, в которой втулка (36) содержит несколько складок (42) гармошкой между противоположными концевыми участками, складки (42) гармошкой упруго расширяются диаметрально при сжатии концевых участков гайкой (48), и в которой складки (42) гармошкой имеют сформованный изгиб (54) на вершине для обеспечения расширения вплотную к отверстию (30).
4. Система электропроводящей сжимаемой втулки для конструкций (32) на основе армированного углеродным волокном полимера (CFRP) по п. 1, в которой втулка (36) содержит первый и второй концевые участки с диаметрами для посадки с натягом проходной детали.
5. Система электропроводящей сжимаемой втулки для конструкций (32) на основе армированного углеродным волокном полимера (CFRP) по п. 1, в которой втулка (36) имеет первый и второй концевые участки с диаметрами для плотной посадки в отверстие (30).
6. Система электропроводящей сжимаемой втулки для конструкций (32) на основе армированного углеродным волокном полимера (CFRP) по п. 1, в которой проходная деталь представляет собой одно из болта, гидравлической линии и электрического провода.
7. Система электропроводящей сжимаемой втулки для конструкций (32) на основе армированного углеродным волокном полимера (CFRP) по любому из предшествующих пунктов, в которой втулка (36) изготовлена из нержавеющей стали или титана.
8. Способ изготовления электропроводящей втулки (36) для отверстий в конструкциях из армированного углеродным волокном полимера (CFRP) (32), включающий:
выбор цилиндрического элемента с наружными диаметрами, принимаемого в CFRP отверстие с толщиной стенки с внутренним диаметром, подходящим для приема элемента с внешней резьбой, и формовочными свойствами для деформации в виде складок (42) гармошкой;
деформацию трубчатого элемента для формирования складок гармошкой; и
определение длины втулки (36) для приспособления любого сокращения трубы, созданной с формированием складок, и для сохранения упругой деформации втулки, когда она сжата при эксплуатации.
9. Способ по п. 8, дополнительно включающий:
использование системы с тремя деформирующими вальцами, причем два вальца являются внешними относительно трубы, а стыковочный валец является внутренним по отношению к трубе и расположен между парой внешних вальцов для формирования складок гармошкой.
10. Способ по п. 8, дополнительно включающий:
обрезку одного или обоих концевых участков втулки (36) для соответствия требованиям по длине после формирования складок.
11. Способ по п. 8, дополнительно включающий:
внешнюю обработку или придание шероховатости для управления деформацией втулки (36).
12. Способ по любому из пп. 8-11, в котором внешняя обработка или придание шероховатости выполняется на обоих концевых участках втулки для деформации вплотную к отверстию или проходной детали.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ЭЛЕКТРИЧЕСКОЕ СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО | 2004 |
|
RU2341854C2 |
| Само прижимный упругий сальник | 1950 |
|
SU99491A1 |

