Изобретение относится к способам изготовления изотермических изделий и изотермическим изделиям, которые могут быть использованы, в частности, для внутренней и внешней отделки помещений, а также для обеспечения звуко- и теплоизоляции транспортных средств.
УРОВЕНЬ ТЕХНИКИ
Из уровня техники известны различные изотермические изделия и способы их получения.
Известен элемент теплоизоляции, описанный в патенте RU 79122 U1, Е04С 2/20, 20.12.2008 (ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ "ПЕНОПЛЭКС СПБ"), выполненный в виде плиты экструдированного пенополистирола, который имеет на противоположных поверхностях пазы, образующие выступы. Оси пазов одной поверхности параллельны друг другу. От прототипа элемент теплоизоляции отличается тем, что пазы на обеих упомянутых поверхностях имеют в сечении трапецевидную форму, расширяющуюся внутрь, при этом оси пазов на обеих поверхностях параллельны друг другу.
Известна теплоизоляционная плита, описанная в патенте RU 59050 U1, C08J 9/00, C08J 9/232, C08J 3/20, 10.12.2006 (ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ "ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "ПЕНОПЛЭКС"), выполненная из экструдированного вспененного полистирола. От прототипа новая плита отличается тем, что на поверхности плиты выполнен рельеф, на который нанесен защитный влагонепроницаемый и непроницаемый для ультрафиолетовых лучей слой мастичного покрытия. Покрытие выполнено из эластомера на основе полимочевины. Толщина слоя покрытия составляет 0,5-6 мм, при этом на боковых поверхностях плит выполнены продольные стыковочные пазы и соответствующие им выступы.
Известна многослойная теплоизоляционная конструкция для трубопровода, описанная в патенте BY 2582 U, F16L 59/00, 30.04.2006 (ХАТЕНКО АЛЕКСАНДР СЕРГЕЕВИЧ), состоящая из металлической трубы с изоляцией, причем изоляция выполнена в виде двух охватывающих металлическую трубу полуцилиндров, соединенных между собой таким образом, что плоскость разъема расположена вертикально, состоящих из ряда слоев, адгезионно связанных между собой, при этом внутренний, соприкасающийся с металлической трубой слой выполнен, например, из пенополиуретана с гладкой или ребристой поверхностью, последующий, прилегающий к нему слой выполнен, например, из пенополистирола, а наружный гидроизоляционный слой выполнен, например, из стеклопластика, или стеклоткани, или полимерминерального покрытия, армированного стеклосеткой, или оцинкованной стали.
Известна трехмерная конструкция для использования в качестве составной части здания, описанная в патенте ЕА 005364 B1, Е04В 1/32, Е04В 7/20, Е04С 2/26, Е04С 2/42, E04G 9/10, E04G 11/04, 24.02.2005 (КИЛЛЕН ЭНДРЮ), которая может быть использована в широком диапазоне применений - как часть стены, крыши, пола, облицовки или обшивки в жилых, торговых или промышленных здания.
Известен изотермический контейнер, описанный в патенте BE 772814 A1, A47J 39/02, B65D 81/18, F25D 3/08, 20.03.1972 (IND AGRICOLES ЕТ COMMERCIALES), содержащий стенки, выполненные из ЭПС, причем на стенках изготовлены канавки для хладагента.
Известна термоизоляционная панель, описанная в патенте DE 7325024 U, В32В 5/18, Е04В 2/56, Е04С 2/38, F16L 59/00, F16L 59/02, 26.02.1976 (DISERENS, PIERRE, ECUBLENS, VAUD (SCHWEIZ)), выполненная с помощью соединенных между собой металлических элементов, покрытых пенополиуретаном.
Известен термоизоляционный контейнер, описанный в заявке FR 2821786 A1, В31В 7/00, B65D 81/38, 13.09.2002 (ENTHALPY SA), состоящий из донной части, стенок и крышки, причем стенки и крышка содержат нанесенное на них покрытие. Стенки покрывают термоизоляционные панели и адгезионные элементы крепления.
Известна композитная панель, описанная в заявке FR 2846682 А1, Е04В 1/90, Е04С 2/292, 07.05.2004 (PISANO JEAN PHILIPPE), содержащая изоляционный центральный слой, расположенный между двумя слоями жесткой облицовки. Центральный слой состоит из двух слоев жесткого пенопласта, удерживаемых между собой с помощью клиньев.
Известна панель для термоизоляции фургона, описанная в заявке GB 2223712 А, В32В 5/32, B62D 33/04, 18.04.1990 (YORK TRAILER СО LTD), содержащая слой первого изоляционного материала и внешнее покрытие и слой водонепроницаемого изоляционного материала, расположенного между первыми двумя слоями.
Известна многослойная ламинированная конструкция, описанная в патенте US 5679432 А, В32В 5/18, 21.10.1997 (BENCHMARK FOAM INC), состоящая из вспененного центрального слоя и армированной волокном пластиковой матрицы, причем центральный слой изготавливается из сополимера полиэтилена-полистирола, который не подвержен разрушающему воздействию материала пластиковой матрицы.
Известна термоизоляционная сэндвич-панель, описанная в заявке US 2014059958 А, Е04С 2/288, 06.03.2014 (AISLAFORTE S А), выполненная из центрального слоя изоляционного материала и двух цемент-основанных панелей, скрепленных с центральным слоем. Изоляционная центральная панель содержит металлические гальванические элементы С-образного профиля.
Известен автомобильный контейнер для транспортировки, описанный в патенте ЕР 0349667 B1, B65D 90/02, F25D 23/06, 15.04.1992 (FRIGOS SRL), выполненный из термоизоляционного материала на основе полиуретана, с покрытием из дерева или металла.
Известна термоизоляционная сэндвич-панель, описанная в заявке WO 0171119 A1, В29С 44/00, В32В 27/30, В32В 33/00, Е04В 7/22, Е04С 2/24, Е04С 2/26, Е04С 2/296, Е04С 2/52, Е04С 3/29, 27.09.2001 (INTERNAT CONCEPT TECHNOLOGIES), содержащая ядро из экструдированного полистирола, расположенного и скрепленного между двух облицовочных слоев.
Известна панель, описанная в заявке WO 2014057175 A1, Е04В 2/26, Е04В 2/86, Е04С 1/40, Е04С 2/20, 17.04.2014 (PORTUGUES CHRISTOPHE), выполненная из изоляционного материала, с изготовленными в ней промежутками, которые предназначены для нанесения гидравлического вяжущего материала и/или механических армирующих элементов.
Известен способ изготовления изоляционных панелей из полистирола, описанный в патенте СА 1185759 A1, В29С 44/50, В29С 44/56, В29С 59/00, В29С 67/00, В29С 67/20, 23.04.1985 (LAVORAZIONE MAT PLAST), заключающийся в изготовлении изоляционных панелей из полистирола с помощью экструзии расплава полимера, его охлаждения и дальнейшей прессовки в пресс-форме.
Известен способ изготовления фигурных изделий из вспененного материала, описанный в заявке CN 102917852 А, В29С 44/56, 06.02.2013 (DOW GLOBAL TECHNOLOGIES LLC), который заключается в формовании вспененного материала, нанесения на него покрытия и прессования с последующим приданием заготовке необходимой формы.
Известен способ соединения панелей изотермического контейнера, описанный в патенте ES 249676 U, B65D 90/08, F16S 1/02, F16B, F16S, 16.06.1980 (MIROFRET S.A), заключающийся в соединении панелей с помощью использования двух планок с различной длинной, образующих прямой угол.
Известен способ изготовления сэндвич-панелей, описанный в патенте FR 2613273 B1, B23Q 7/14, В29С 31/00, В29С 33/36, В29С 70/86, 26.01.1990 (LAMBERET PAUL), заключающийся в изготовлении сэндвич-панелей с помощью сварки между двух слоев слоя пенистого изоляционного материала с последующим горячим прессованием и ламинированием.
Известен способ создания изотермических панелей, описанный в заявке FR 2585390 A1, Е04С 2/20, Е04С 2/38, 30.01.1987 (MARTEL DANIEL), заключающийся в создании изотермических панелей с помощью добавления в металлические рамы синтетического пенистого материала, покрытого стекловолокном и с дополнительным использованием (если необходимо) связующего.
Известен способ производства слоистых трехмерных листовых армированных изделий, описанный в патенте US 8668853 В2, В28В 7/14, 11.03.2014 (ESC EXTENDED STRUCTURED COMPOSITES GMBH & CO KG), причем изделия представляют собой материал с ячеистой структурой (сотовой), в частности из пенополистирола, причем конструкция представляет собой вырезанные из блока полистирола сегменты, механически скрепленные друг с другом.
Известен способ изготовления сборно-разборных теплоизоляционных конструкций, описанный в патенте RU 40433 U8, F16L 59/00, 27.08.2005 (ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ "ПЕНОПЛЭКС СПБ"). Известный способ представляет собой способ, посредством которого изготавливают теплоизоляционную конструкцию, выполненную сборо-разборной, включающей съемные скорлупы, скрепленные бандажами, причем съемные скорлупы выполнены в виде сегментов из экструзионного пенополистирола плотностью не менее 33 кг/м3 и прочностью на сжатие при 10% деформации не менее 0,25 МПа, допускающего механическую обработку для придания необходимой формы скорлупы, сегменты объединены в конструкцию, образующую теплоизоляционную оболочку вокруг трубопровода и состоящую из N секторов, объединенных между собой в диаметральном направлении в замок, а бандажи выполнены в виде стягивающих лент, закрепленных затяжным устройством, снабженным стопором.
Несмотря на определенные неплохие характеристики, описанных в данных патентных документах изотермических изделий, и определенную эффективность описанных в данных патентных документах способов изготовления изотермических изделий, данные способы изготовления из-за необходимости использования оснастки для изготовления изотермического изделия не обеспечивают простоты их изготовления, а сами изотермические изделия не обладают требуемыми характеристиками, в частности не могут быть изготовлены любой формы, и их монтаж оказывается затруднен.
Ближайшим аналогом (прототипом) заявленного решения принят способ изготовления сборно-разборной теплоизоляционной конструкции, описанный в патенте RU 97477 U1, F16L 59/00, 10.09.2010 (ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ "РЯД"). Описанная здесь сборно-разборная теплоизоляционная конструкция включает съемные элементы, скрепленные бандажами и выполненные в виде сегментов, вырезанных из плиты, изготовленной из экструдированного пенополистирола плотностью не менее 33 кг/м3 и прочностью на сжатие при 10% деформации не менее 0,25 МПа, допускающего механическую обработку для придания необходимой формы сегментам. Сегменты объединены в кольцо, образующее теплоизоляционную оболочку вокруг водопровода и состоящую из N элементов, объединенных между собой в диаметральном направлении в замок, образованный ответными продольными выступами и продольными пазами, выполненными в радиальном направлении и расположенными на противоположных торцах сегмента, соответственно выступ - паз на торцах соседних сегментов. Бандажи выполнены в виде стягивающих лент, закрепленных затяжным устройством, снабженным стопором. Вдоль боковой поверхности трубы выкладывается несколько описанных теплоизоляционных оболочек.
Недостатком известного способа является то, что для соединения упомянутых скорлуп используются стяжные пояса, закрепляемые зажимами, что не обеспечивает долговечность конструкции и существенно усложняет ее монтаж в сравнении с заявленным решением. Более того, такой способ соединения элементов теплоизоляционной оболочки не обеспечивает создания долговечного, прочного и герметичного изотермического изделия, любой геометрической формы, т.к. использование бандажей не обеспечивает изолирование места соединения сегментов от внешних воздействий, равно как не позволяет соединять между собой фигурные элементы изделия сложной конфигурации. Более того, выполнение теплоизоляционной оболочки сборно-разборной приводит к невозможности обеспечения герметичности изделия в целом, что, в свою очередь, негативно сказывается на теплоизоляционных свойствах такой оболочки.
Данные недостатки преодолеваются заявленным решением.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Исходя из вышесказанного, задачей заявленного изобретения является обеспечение способа изготовления фигурных изотермических изделий, позволяющего изготавливать изотермические изделия любой геометрической формы без потери теплоизоляционных и прочностных свойств изотермических изделий.
Техническим результатом, достигаемым при реализации настоящего изобретения, является создание долговечных, прочных, герметичных изотермических изделий любой геометрической формы и обладающих улучшенными теплоизоляционными свойствами и прочностными характеристиками. Другим техническим результатом является расширение области применения фигурных изотермических изделий за счет того, что такие изотермические изделия могут быть выполнены любой геометрической формы. Еще одним техническим результатом является упрощение монтажа изотермических изделий. Еще одним техническим результатом является снижение материалоемкости процесса изготовления изотермического изделия. Помимо этого обеспечивается создание легкого и прочного сборного изделия или самостоятельного элемента, которые могут быть использованы, в том числе, в декоративных целях. Кроме того, область применения таких фигурных изотермических изделий также может быть дополнена применением их в звукоизоляции за счет обеспечения герметичного фигурного изотермического изделия.
Технический результат достигается за счет обеспечения способа изготовления фигурного изотермического изделия, заключающегося в последовательном выполнении этапов, на которых:
A) определяют конечную форму упомянутого фигурного изотермического изделия, причем упомянутое фигурное изотермическое изделие состоит, по меньшей мере, из двух фигурных элементов, выполненных из пенополистирола;
Б) определяют конечные формы упомянутых фигурных элементов, причем упомянутые конечные формы фигурных элементов выбираются такими, чтобы обеспечить возможность временного соединения упомянутых фигурных элементов между собой;
B) для получения фигурного элемента необходимой конечной формы изготавливают упомянутые фигурные элементы путем обработки заготовки или заготовок пенополистирола, не приводящей к нарушению целостности внутренней структуры пенополистирола;
Г) осуществляют временное соединение упомянутых фигурных элементов для получения теплоизоляционного слоя фигурного изотермического изделия;
Д) на, по меньшей мере, одну из поверхностей полученного упомянутого теплоизоляционного слоя фигурного изотермического изделия наносят композитный материал таким образом, чтобы обеспечить надежное окончательное соединение упомянутых фигурных элементов; причем упомянутый композитный материал представляет собой композицию связующего и армирующего слоя; причем изготовление композитного материала осуществляется при температуре, не приводящей к разрушению материала упомянутого теплоизоляционного слоя; причем упомянутое связующее выбирается таким, чтобы его нанесение в составе композитного материала на упомянутый теплоизоляционный слой не приводило к разрушению материала упомянутого теплоизоляционного слоя;
Е) осуществляют полимеризацию упомянутого композитного материала, причем полимеризацию осуществляют таким образом, чтобы не ухудшались теплоизоляционные свойства материала теплоизоляционного слоя.
Помимо этого, упомянутый композитный материал может быть нанесен на, по меньшей мере, другую, отличную от упомянутой поверхности, на которую композитный материал был нанесен поверхность упомянутого изотермического слоя фигурного изотермического изделия. Кроме того, упомянутая конечная форма фигурного изотермического изделия может быть определена такой, чтобы обеспечивалось временное соединение изотермического слоя упомянутого фигурного изотермического изделия с другими изотермическими слоями других фигурных изотермических изделий. Также способ может быть дополнен этапом, на котором до завершения полимеризации композитного материала на, по меньшей мере, часть композитного материала наносят дополнительный защитный слой, причем основу дополнительного защитного слоя составляют те же компоненты, которые использовались в связующем, и дополнительный защитный слой содержит, по меньшей мере, одну защитную добавку, выбранную из группы добавок, использующихся для защиты от ультрафиолетового излучения, для защиты от осмоса, для повышения огнестойкости. При этом дополнительный защитный слой может быть предварительно пигментирован.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Иллюстративные варианты осуществления настоящего изобретения описываются далее подробно со ссылкой на прилагаемые чертежи, которые включены в данный документ посредством ссылки и на которых:
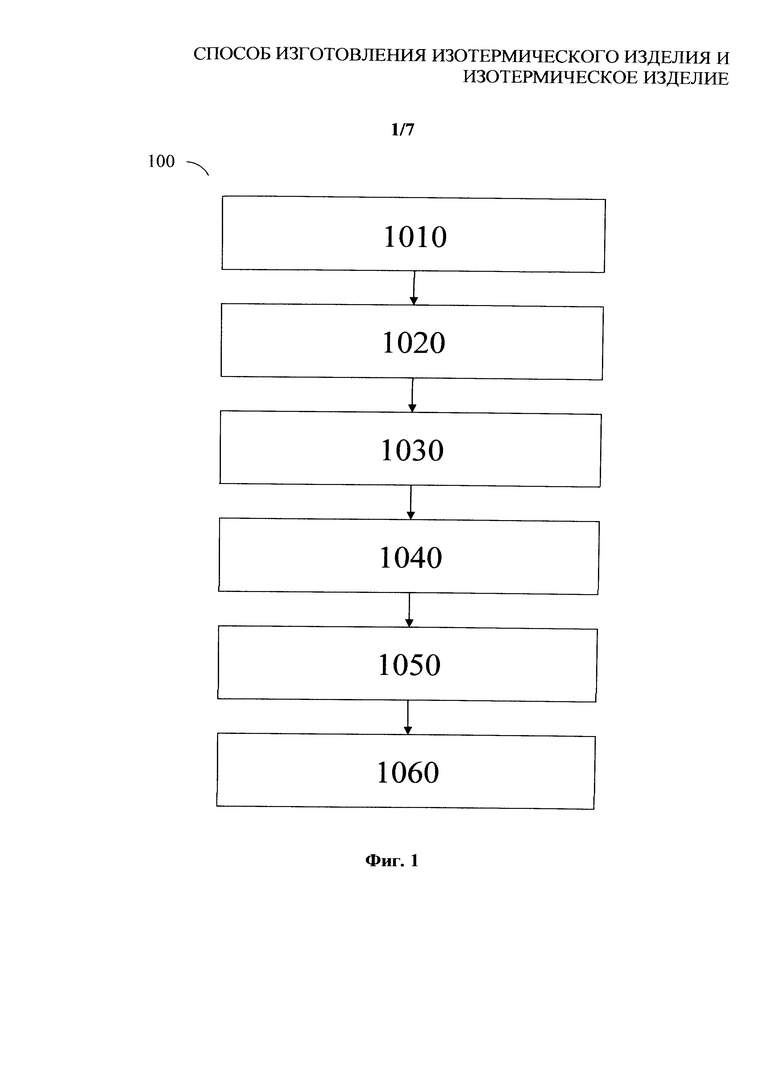
Фиг. 1 иллюстрирует последовательность этапов выполнения способа изготовления фигурного изотермического изделия по предпочтительному варианту осуществления настоящего изобретения.
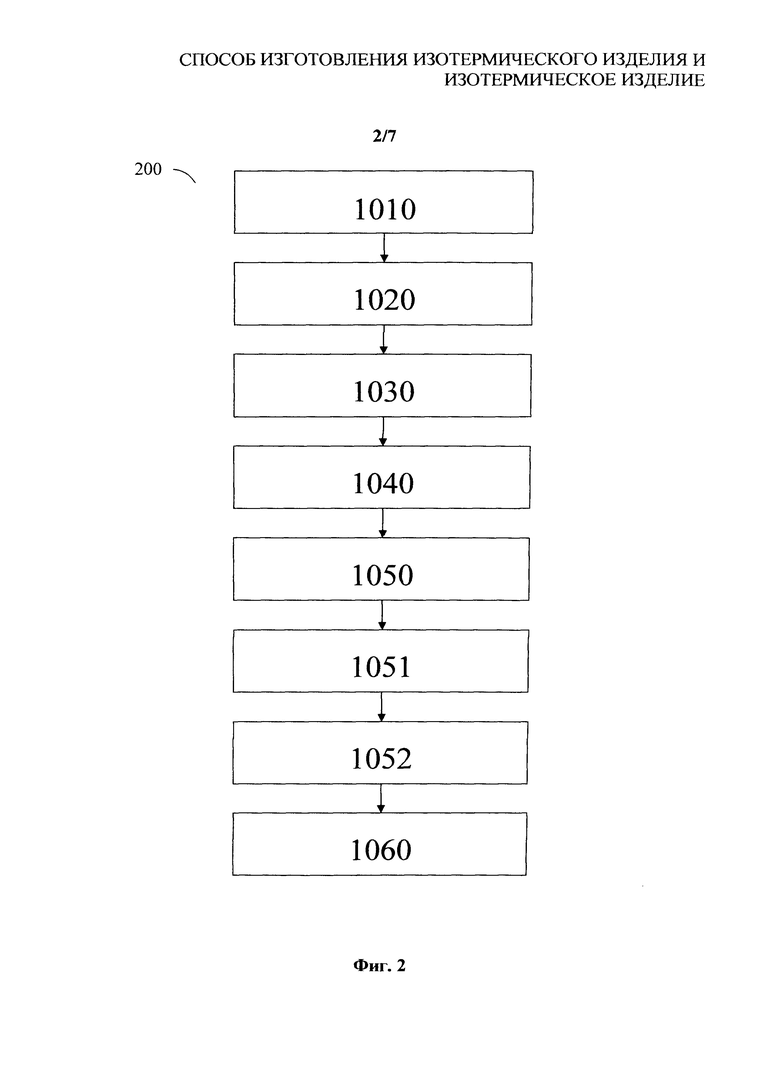
Фиг. 2 иллюстрирует последовательность этапов выполнения способа изготовления фигурного изотермического изделия по одному из частных вариантов осуществления настоящего изобретения.
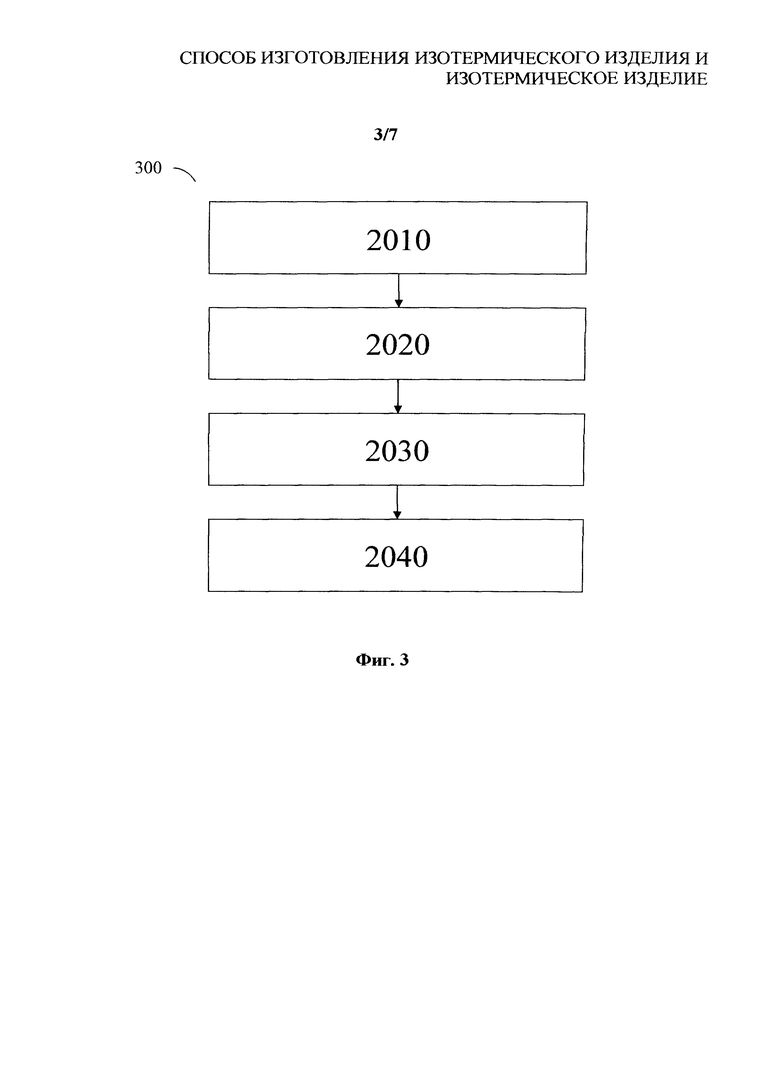
Фиг. 3 иллюстрирует последовательность этапов выполнения способа изготовления фигурного элемента по одному из частных вариантов осуществления настоящего изобретения.
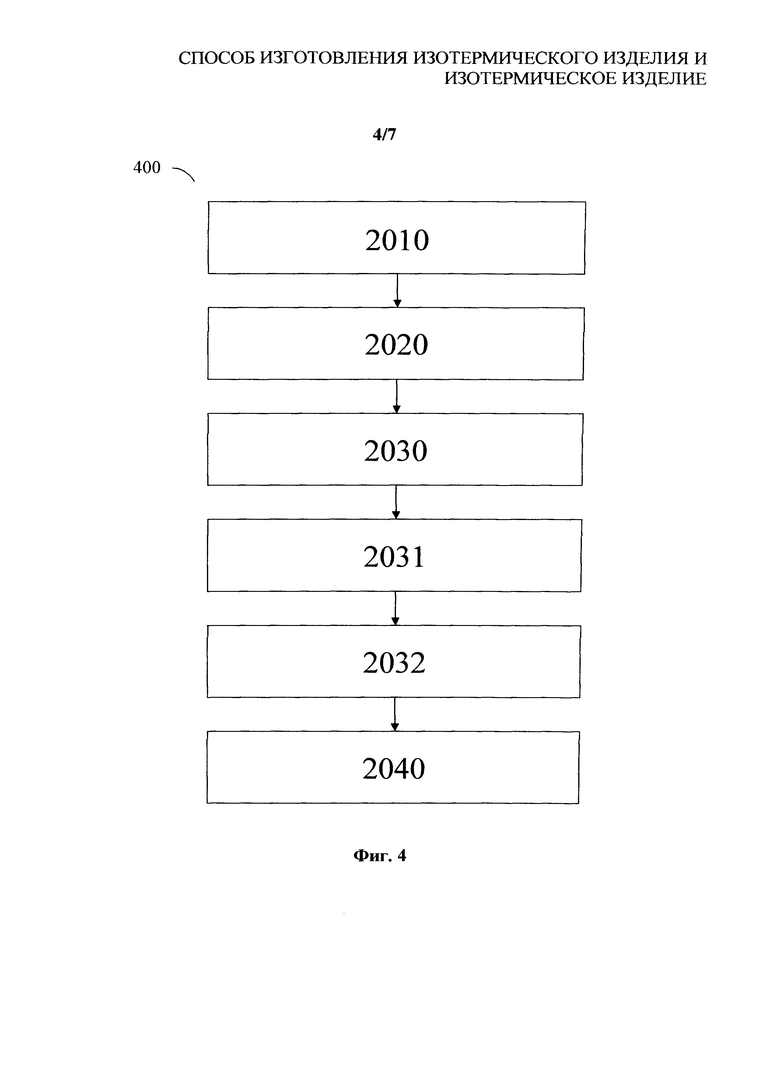
Фиг. 4 иллюстрирует последовательность этапов выполнения способа изготовления фигурного элемента по другому частному варианту осуществления настоящего изобретения.
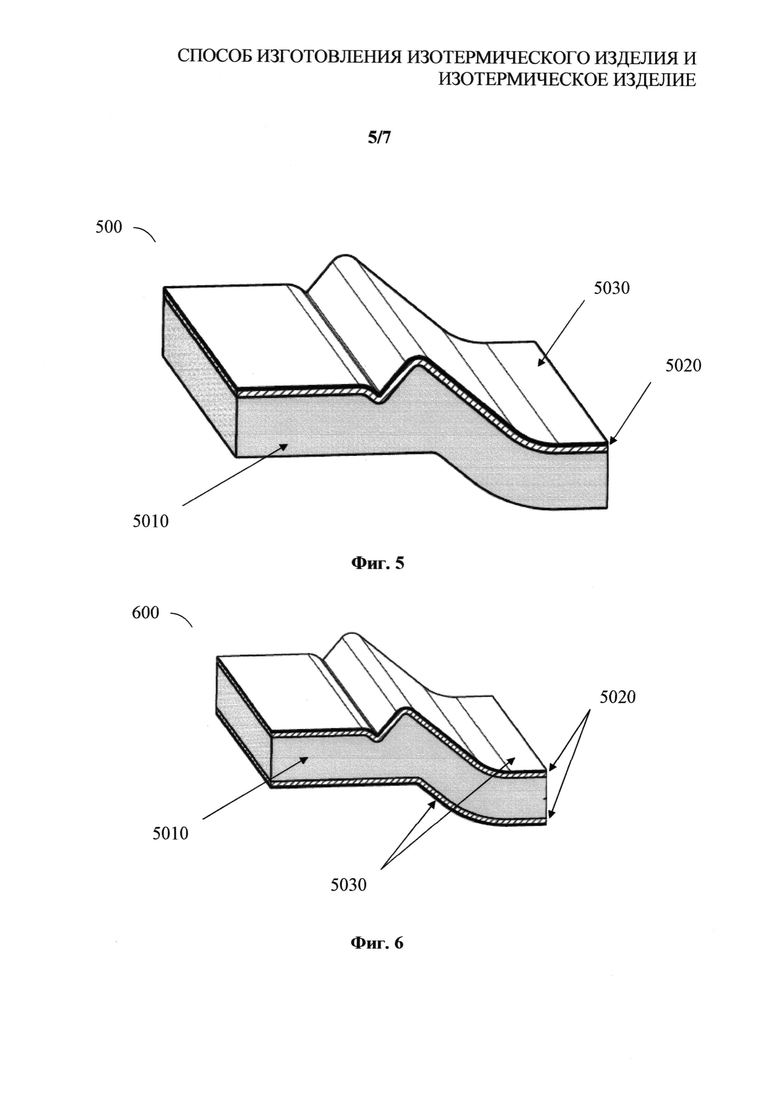
Фиг. 5 иллюстрирует примерный фигурный элемент, ламинированный с лицевой стороны.
Фиг. 6 иллюстрирует примерный фигурный элемент, ламинированный с лицевой и внутренней сторон.
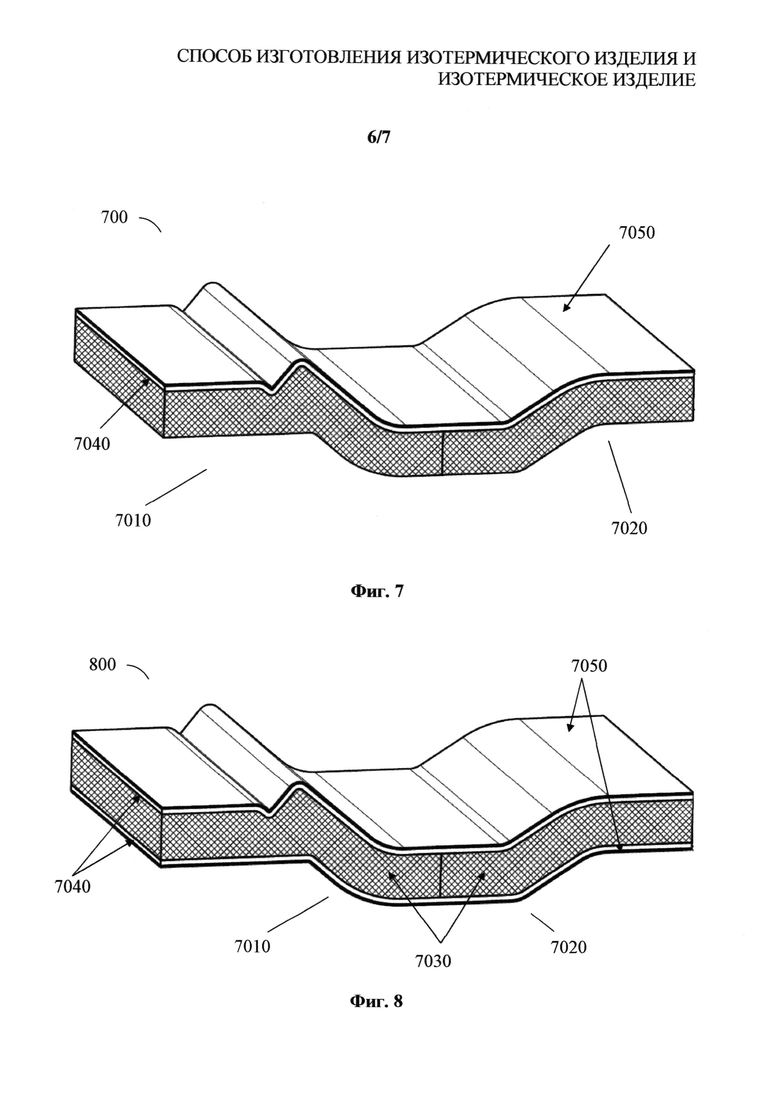
Фиг. 7 иллюстрирует примерное фигурное изотермическое изделие, состоящее из двух фигурных элементов и ламинированное с лицевой стороны.
Фиг. 8 иллюстрирует примерное фигурное изотермическое изделие, состоящее из двух фигурных элементов и ламинированное с лицевой и внутренней сторон.
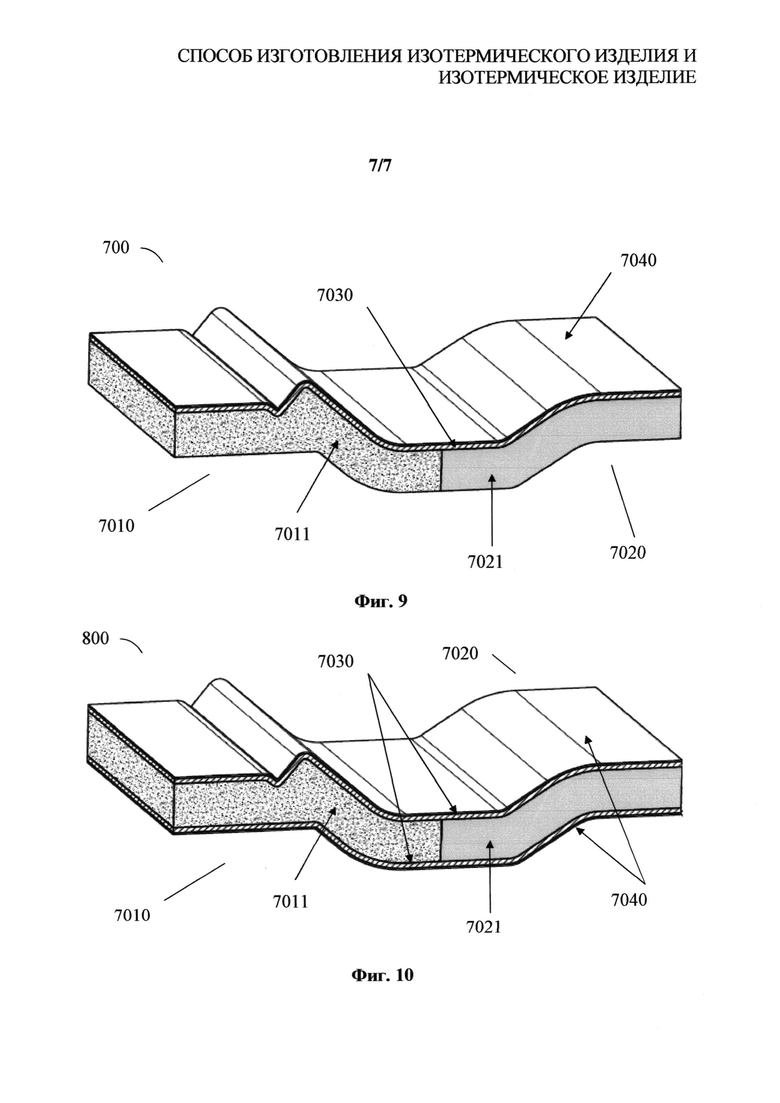
Фиг. 9 иллюстрирует примерное фигурное изотермическое изделие, состоящее из двух фигурных элементов, каждый из которых имеет теплоизоляционный слой различной структуры, ламинированное с лицевой стороны.
Фиг. 10 иллюстрирует примерное фигурное изотермическое изделие, состоящее из двух фигурных элементов, каждый из которых имеет теплоизоляционный слой различной структуры, ламинированное с лицевой стороны и внутренней стороны.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее приводятся варианты осуществления настоящего изобретения, раскрывающие примеры его реализации в частных исполнениях. Тем не менее, само описание не предназначено для ограничения объема прав, предоставляемых данным патентом. Скорее, следует исходить из того, что заявленное изобретение также может быть осуществлено другими способами таким образом, что будет включать в себя отличающиеся элементы и условия или комбинации элементов и условий, аналогичных элементам и условиям, описанным в данном документе, в сочетании с другими существующими и будущими технологиями.
В первом предпочтительном варианте осуществления настоящего изобретения обеспечивается способ изготовления фигурного изотермического изделия, заключающийся в последовательном выполнении этапов, на которых:
А) определяют конечную форму упомянутого фигурного изотермического изделия, причем упомянутое фигурное изотермическое изделие состоит, по меньшей мере, из двух фигурных элементов, выполненных из пенополистирола;
Б) определяют конечные формы упомянутых фигурных элементов, причем упомянутые конечные формы фигурных элементов выбираются такими, чтобы обеспечить возможность временного соединения упомянутых фигурных элементов между собой;
В) для получения фигурного элемента необходимой конечной формы изготавливают упомянутые фигурные элементы путем обработки заготовки или заготовок пенополистирола, не приводящей к нарушению целостности внутренней структуры пенополистирола;
Г) осуществляют временное соединение упомянутых фигурных элементов для получения теплоизоляционного слоя фигурного изотермического изделия;
Д) на, по меньшей мере, одну из поверхностей полученного упомянутого теплоизоляционного слоя фигурного изотермического изделия наносят композитный материал таким образом, чтобы обеспечить надежное окончательное соединение упомянутых фигурных элементов; причем упомянутый композитный материал представляет собой композицию связующего и армирующего слоя; причем изготовление композитного материала осуществляется при температуре, не приводящей к разрушению материала упомянутого теплоизоляционного слоя; причем упомянутое связующее выбирается таким, чтобы его нанесение в составе композитного материала на упомянутый теплоизоляционный слой не приводило к разрушению материала упомянутого теплоизоляционного слоя;
Е) осуществляют полимеризацию упомянутого композитного материала, причем полимеризацию осуществляют таким образом, чтобы не ухудшались теплоизоляционные свойства материала теплоизоляционного слоя.
В частном варианте осуществления настоящего изобретения может быть обеспечен способ, отличающийся от способа по предпочтительному варианту осуществления изобретения тем, что на этапах А) и Б) создают цифровую модель фигурного изотермического изделия и цифровые модели, по меньшей мере, двух упомянутых фигурных элементов, из которых состоит упомянутое фигурное изотермическое изделие. Кроме того, упомянутая обработка заготовки пенополистирола представляет собой программируемую резку заготовки пенополистирола горячей струной по упомянутой цифровой модели фигурного элемента. Кроме того, упомянутый композитный материал дополнительно наносят на, по меньшей мере, другую, отличную от упомянутой поверхности, поверхность теплоизоляционного слоя таким же образом, как это указано на этапе Д). Кроме того, упомянутая конечная форма фигурного изотермического изделия определяется таким образом, чтобы обеспечивалось временное соединение упомянутого фигурного изотермического изделия с другими фигурными изотермическими изделиями. Кроме того, упомянутый композитный материал наносят дополнительно на, по меньшей мере, другую, отличную от упомянутой поверхности, поверхность теплоизоляционного слоя таким же образом, как это указано на этапе Д). Кроме того, полимеризацию осуществляют при температуре, не превышающей 80 градусов Цельсия. Кроме того, способ может дополнительно содержать этап, на котором до завершения выполнения этапа Е) на, по меньшей мере, часть композитного материала наносят дополнительный защитный слой, причем основу дополнительного защитного слоя составляют те же компоненты, которые использовались в связующем, и дополнительный защитный слой содержит, по меньшей мере, одну защитную добавку, выбранную из группы добавок, использующихся для защиты от ультрафиолетового излучения, для защиты от осмоса, для повышения огнестойкости. При этом также упомянутый дополнительный защитный слой предварительно пигментирован.
В другом варианте осуществления настоящего изобретения, может быть обеспечен способ изготовления фигурного элемента из пенополистирола, предназначенного для использования в составе фигурного изотермического изделия, изготовленного посредством указанного выше способа, причем способ изготовления фигурного элемента из пенополистирола заключается в последовательном выполнении этапов, на которых:
А) определяют конечную форму упомянутого фигурного элемента; причем упомянутая конечная форма фигурного элемента выбирается такой, чтобы обеспечить возможность временного соединения упомянутого фигурного элемента с другим фигурным элементом и обеспечить возможность надежного окончательного соединения упомянутого фигурного элемента с упомянутым другим фигурным элементом посредством нанесения на, по меньшей мере, часть поверхности упомянутого фигурного элемента композитного материала; причем упомянутый композитный материал представляет собой композицию связующего и армирующего слоя; причем изготовление композитного материала осуществляется при температуре, не приводящей к повреждению материала упомянутого фигурного элемента; причем упомянутое связующее выбирается таким, чтобы его нанесение в составе композитного материала на упомянутую часть поверхности упомянутого фигурного элемента не приводило к повреждению материала упомянутого фигурного элемента;
Б) для получения фигурного элемента необходимой конечной формы изготавливают упомянутый фигурный элемент путем обработки заготовки пенополистирола, не приводящей к нарушению целостности внутренней структуры пенополистирола.
В других частных вариантах осуществления настоящего изобретения на этапе А) создают цифровую модель упомянутого фигурного элемента. Кроме того, упомянутая обработка заготовки пенополистирола представляет собой программируемую резку заготовки пенополистирола горячей струной по упомянутой цифровой модели фигурного элемента.
В других частных вариантах осуществления настоящего изобретения обеспечивается также получаемое посредством описанного выше способа фигурное изотермическое изделие. В других частных вариантах осуществления настоящего изобретения обеспечивается также получаемый посредством описанного выше способа фигурный элемент из пенополистирола, предназначенный для использования в описанном выше фигурном изотермическом изделии.
Кроме того, для специалиста в области техники, к которой относится настоящее изобретение, должно быть очевидным, что варианты осуществления настоящего изобретения могут быть реализованы в виде различных комбинаций технических признаков, изложенных в предыдущем абзаце, в дополнение к предпочтительному варианту осуществления настоящего изобретения, для наилучшего достижения решения задачи, на которую направлено настоящее изобретение.
ДЕТАЛЬНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Описанные далее возможные осуществления вариантов настоящего изобретения представлены на неограничивающих объем правовой охраны примерах, применительно к конкретным вариантам осуществления настоящего изобретения, которые во всех их аспектах предполагаются иллюстративными и не накладывающими ограничения. Альтернативные варианты реализации настоящего изобретения, не выходящие за пределы объема его правовой охраны, являются очевидными специалистам в данной области, имеющим обычную квалификацию, на которых это изобретение рассчитано.
На фиг. 1 в качестве примера, но не ограничения, изображена последовательность выполнения этапов способа 100 изготовления фигурного изотермического изделия, содержащая последовательное выполнение следующих этапов. На этапе 1010 определения формы изотермического изделия определяют конечную форму упомянутого фигурного изотермического изделия, причем упомянутое фигурное изотермическое изделие состоит, по меньшей мере, из двух фигурных элементов. На данном этапе посредством снятия размеров и мерок с поверхности объекта до начала изготовления фигурного изотермического изделия определяют конечную форму готового фигурного изотермического изделия. Объектом при этом может быть любая геометрическая форма, в частности внешние стенки кузова автомобиля, внутренние стенки кузова автомобиля, стены здания, стенки балконов здания, трубы, корпусы септиков и тому подобные. Важно отметить, что в заявленном способе форма может быть выбрана абсолютно любой, что обеспечивает расширение области применения получаемых заявленным способом фигурных изотермических изделий и элементов. Размеры и формы конечного фигурного изотермического изделия зависят от размеров и формы объекта, на который они будут смонтированы. Размеры и формы объекта при этом могут быть сняты любыми известными из уровня техники методами, в частности посредством комплексного сканирования объекта, посредством которого создается его цифровая модель. Далее на этапе 1020 определения форм элементов определяют конечные формы упомянутых фигурных элементов, причем упомянутые конечные формы элементов выбираются такими, чтобы обеспечить возможность временного соединения упомянутых фигурных элементов между собой. На этом этапе определяют, как правило, из скольких фигурных элементов будет состоять фигурное изотермическое изделие, т.е. конечную форму фигурного изотермического изделия разделяют на составные части, которые должны быть изготовлены по отдельности и соединены между собой при монтаже фигурного изотермического изделия. Формы фигурных элементов выбираются таковыми, чтобы обеспечить удобную их транспортировку до места монтажа и вместе с тем обеспечить простоту монтажа. При этом формы фигурных элементов выбираются таковыми, чтобы обеспечивалось их временное соединение между собой для получения конечной формы теплоизоляционного слоя фигурного изотермического изделия. Затем на этапе 1030 изготовления теплоизоляционного слоя изготавливают теплоизоляционный слой каждого из упомянутых фигурных элементов, причем каждый упомянутый теплоизоляционный слой повторяет упомянутую конечную форму соответствующего фигурного элемента и выполнен по толщине, меньшей, чем толщина упомянутого фигурного элемента. Теплоизоляционный слой представляет собой пенополистирол, в частности, не ограничиваясь, беспрессовый пенополистирол или экструзионный пенополистирол (далее - пенополистирол). Такой материал может быть подвержен механической обработке без нарушения целостности внутренней структуры материала, в частности теплоизоляционный слой может быть вырезан посредством ручной резки или резки горячей струной (в частности, не ограничиваясь, нихромовой нитью, проволокой и т.п.) из заготовки пенополистирола. Для специалиста также должно быть очевидным, что заготовка пенополистирола может представлять собой как готовую заготовку пенополистирола, так и заготовку пенополистирола, получаемую посредством обработки готовых изделий из пенополистирола. Программируемая резка горячей струной при этом обеспечивает возможность изготовления теплоизоляционного слоя любой формы и геометрических параметров. Толщина теплоизоляционного слоя выбирается из расчета sИС=sФИЭ-sКМ, где sИС - толщина теплоизоляционного слоя, sФИЭ - толщина фигурного элемента, sКМ - толщина композитного материала. Одно фигурное изотермическое изделие может состоять из фигурных элементов, теплоизоляционный слой и, соответственно, ламинирующий слой которых различен, что позволяет создавать фигурные изотермические изделия с неодинаковыми теплоизоляционными свойствами и прочностными характеристиками по периметру. Теплоизоляционный слой при этом изготавливается с возможностью обеспечения временного (до обеспечения окончательного соединения композитным материалом) соединения, представляющего собой, не ограничиваясь, механическое соединение, например соединение типа «ласточкин хвост», или соединение типа «шип-паз», или соединение скобами, или клеевое соединение и т.п. Далее на этапе 1040 временного соединения осуществляют временное соединение упомянутых полученных теплоизоляционных слоев для получения теплоизоляционного слоя фигурного изотермического изделия. Такое временное соединение необходимо для придания окончательной формы фигурному изотермическому изделию и осуществляется непосредственно перед окончательным соединением посредством композитного материала, в частности, не ограничиваясь, непосредственно при монтаже фигурного изотермического изделия на объект, однако выполнение следующего этапа (этапа 1050 ламинирования) возможно и непосредственно на производстве. В случае монтажа нескольких фигурных элементов или изделий на объект, их соединение может быть осуществлено, в том числе, посредством ламинирования стыков временного соединения изделий или элементов. Затем на этапе 1050 ламинирования на одну из поверхностей, например, не ограничиваясь, лицевую поверхность полученного упомянутого теплоизоляционного слоя фигурного изотермического изделия наносят композитный материал, представляющий собой композицию связующего и армирующего слоя, причем изготовление композитного материала осуществляется при температуре, не приводящей к разрушению упомянутого теплоизоляционного слоя. Композитный материал при этом наносится таким образом, чтобы обеспечивалось надежное окончательное соединение упомянутых временно соединенных теплоизоляционных слоев предпочтительно на места их временного соединения. Связующее представляет собой термореактивный полимер, в частности, не ограничиваясь, полиэфирную, эпоксидную, эпоксивинилэфирную смолу. Связующее используется для пропитки армирующего слоя, что после завершения этапа полимеризации позволяет сформировать жесткий, прочный и герметичный композитный материал. Армирующий слой представляет собой волокнистую структуру, в частности, не ограничиваясь, стеклопластик, углепластик, базальтопластик, арамиды (кевлар) в форме, не ограничиваясь, тканей различных плетений, матов, нитей и т.п. Смешивание компонентов связующего и пропитка им армирующего слоя осуществляются при режимах, не приводящих к разрушению теплоизоляционного слоя, в частности, не ограничиваясь, при комнатной температуре, т.е. при температуре 20-25 градусов Цельсия. В некоторых случаях и для некоторых связующих данный температурный диапазон может быть увеличен примерно на 10 градусов Цельсия. Предпочтительно в настоящем изобретении использовать смолы холодного отверждения, однако в некоторых случаях возможно также использовать и иные полимерные связующие, которые могут быть подвергнуты дополнительной термообработке при температуре, не превышающей 80 градусов Цельсия. Нанесение полученного композитного материала (ламинирование) на временно соединенные теплоизоляционные слои фигурного изотермического изделия может быть осуществлено, как ручным методом (например, с помощью валика или кисти), так и посредством напыления с автоматической подачей смол, катализатора и рубленных волокон. За счет того, что композитный материал наносится по периметру теплоизоляционного слоя фигурного изотермического изделия, обеспечивается надежное, прочное, гибкое и герметичное соединение теплоизоляционных слоев фигурного изотермического изделия, за счет чего фигурное изотермическое изделие обладает улучшенными теплоизоляционными свойствами и прочностными характеристиками. При необходимости, действия, осуществляемые на этапе 1050 ламинирования, могут быть осуществлены также и для внутренней поверхности теплоизоляционного слоя фигурного изотермического изделия. Далее на этапе 1060 полимеризации осуществляют полимеризацию композитного материала, причем полимеризацию осуществляют при описанных выше температурных режимах, но не допускающих превышения 80 градусов Цельсия. В общем случае этап 1060 полимеризации может проходить в течение от 6 до 48 часов, что зависит от характеристик связующего и требуемых характеристик фигурного изотермического изделия. При этом для полимеризации используются температурные режимы, не приводящие к ухудшению изотермических свойств теплоизоляционного слоя. Для обеспечения полимеризации обеспечиваются, соответственно, определенные условия для протекания процесса полимеризации. Температурные режимы, аналогичные нормальным условиям или комнатной температуре, обеспечиваются известными из уровня техники средствами обеспечения таких температурных режимов, такими как, утепление/проветривание помещения, использованием системы управления микроклиматом в помещении и т.п. Температурные режимы, требующие нагревания связующего на этапе изготовления композитного материала или требующие нагревание композитного материала на этапе обеспечения условий полимеризации, могут быть обеспечены любыми известными из уровня техники средствами, в частности посредством использования лучистой энергии от источника энергии, в частности, не ограничиваясь, ультрафиолетового излучения или видимого света, в течение требуемого времени, или посредством помещения изделия с нанесенным на теплоизоляционный слой композитным материалом в печь на определенное требованиями время.
В настоящем изобретении предпочтительно использовать специальные ненасыщенные полиэфирные композитные материалы, не повреждающие теплоизоляционный слой и обладающие хорошей скоростью полимеризации, а также удобством в нанесении композитного материала. Такие специальные ненасыщенные полиэфирные материалы содержат в своей основе ненасыщенные полиэфирные смолы, за счет чего также увеличивается адгезия полиэфирных дополнительных защитных материалов (топкоутов, гелькоутов). Однако в отсутствие таких композитных материалов возможно также использование и эпоксидных композитных материалов. Соответственно, для повышения адгезии гелькоута к эпоксидному композитному материалу необходимо использовать соответствующие эпоксидные гелькоуты. Применительно к ненасыщенным полиэфирным композитным материалам, в части материалов, не повреждающих пенополистирол, следует использовать в их составе такие связующие, которые содержат малое количество стирола, такие как, например, смола марки DISTIRON® 109 SXQ или смола марки NORSODYNE® UPEX 051002, возможность использования которых в настоящем изобретении была подтверждена автором изобретения опытным путем. При этом в целом наиболее предпочтительно использовать эпоксидные смолы, т.к. в их составе в принципе не используется стирол. Примером такой смолы является эпоксидный компаунд ЭТАЛ-247/ЭТАЛ-47F5, представляющий собой модифицированную низковязкую эпоксидную смолу и модифицированный отвердитель аминного типа. Вместе с тем, общим требованием к связующим является то, что следует избегать применения смол, в состав которых входят растворители, которые могут разрушить целостность пенополистирола, такие как, например, стирол в больших количествах, ацетон, гексан, бензин и т.п.
На фиг. 2 в качестве примера, но не ограничения, изображена последовательность выполнения этапов способа 200 изготовления фигурного изотермического изделия, представляющая собой последовательность этапов способа 100 изготовления фигурного изотермического изделия, дополненную этапом 1051 выдержки, на котором осуществляют выдержку нанесенного на теплоизоляционный слой фигурного изотермического изделия композитного материала в течение, примерно, от 1 до 4 часов, в зависимости от времени полимеризации композитного материала и предпочтительно до завершения полимеризации композитного материала, за счет чего обеспечивается лучшая адгезия гелькоута к композитному материалу. Однако стоит отметить, что нанесение гелькоута возможно и после завершения полимеризации композитного материала после дополнительной механической обработки (для повышения адгезии) поверхности, содержащей композитный материал. Также способ 100 дополнен этапом 1052 нанесения дополнительного защитного слоя, осуществляемого после этапа 1051 выдержки. На этом этапе до завершения полимеризации композитного материала на, по меньшей мере, часть композитного материала наносят дополнительный защитный слой, причем основу дополнительного защитного слоя составляют те же компоненты, которые использовались в связующем, и дополнительный защитный слой содержит, по меньшей мере, одну защитную добавку, выбранную из группы добавок, использующихся для защиты от ультрафиолетового излучения, для защиты от осмоса, для повышения огнестойкости. Защитный слой (топкоат, гелькоат) представляет собой необязательный слой фигурного изотермического изделия, наносимый на композитный материал и придающий ему дополнительные улучшенные свойства, такие как, не ограничиваясь, защита от ультрафиолетового излучения, осмоса, повышение огнестойкости и т.п. Перед нанесением на композитный материал защитный слой также может быть дополнительно пигментирован. Так как фигурное изотермическое изделие состоит из собираемых фигурных элементов, каждый такой элемент или группа элементов могут обладать различными защитными свойствами в зависимости от предъявляемых требований. Пигментация защитного слоя позволяет также обеспечить цветовую дифференциацию фигурных элементов, что в дальнейшем может упростить процесс монтажа фигурного изотермического изделия на объект, а также использовать фигурные изотермические изделия и элементы в декоративных целях. Как уже упоминалось ранее, для повышения адгезии гелькоут должен иметь в своей основе те же компоненты (полиэфирные, эпоксидные или винилэфирные), которые имеет композитный материал. В противном случае композитный материал предпочтительно подвергать дополнительной механической обработке.
На фиг. 3 в качестве примера, но не ограничения, изображена последовательность выполнения этапов способа 300 изготовления фигурного элемента. В целом, выполнение этапов способа 300 изготовления фигурного элемента аналогично выполнению этапов способа 100 изготовления фигурного изотермического изделия, за тем исключением, что при выполнении этапов данного способа не осуществляется выполнение этапа 1040 временного соединения. На этапе 2010 определения формы определяют конечную форму упомянутого фигурного элемента. Определение конечной формы фигурного элемента осуществляется аналогично определению конечной формы фигурного изотермического изделия (этап 1010 определения формы) и заключается в определении размеров, зависящих от формы части объекта, на который будет смонтирован фигурный элемент. На этапе 2020 изготовления теплоизоляционного слоя изготавливают теплоизоляционный слой упомянутого фигурного элемента, причем упомянутый теплоизоляционный слой повторяет упомянутую конечную форму фигурного элемента и выполнен по толщине, меньшей, чем толщина упомянутого фигурного элемента. Теплоизоляционный слой при этом выполняется таким, чтобы обеспечить его дальнейшее соединение с другими теплоизоляционными слоями других фигурных элементов. Далее на этапе 2030 ламинирования на, по меньшей мере, одну из поверхностей, в частности, не ограничиваясь, лицевую поверхность полученного упомянутого теплоизоляционного слоя наносят композитный материал, представляющий собой композицию связующего и армирующего слоя, причем изготовление композитного материала осуществляется при температуре, не приводящей к разрушению упомянутого теплоизоляционного слоя. Нанесение композитного материала осуществляется аналогично нанесению композитного материала по этапу 1050 способа 100 изготовления фигурного изотермического изделия. Этот этап, как показано на фиг. 4, также может быть дополнен этапом 2031 выдержки и этапом 2032 нанесения дополнительного защитного слоя, выполняемых аналогично этапам 1051 выдержки и 1052 нанесения дополнительного защитного слоя соответственно. Затем на этапе 2040 осуществляют полимеризацию композитного материала. Получаемый фигурный элемент далее может быть смонтирован на часть объекта, а также соединен с другими фигурными элементами, за счет чего обеспечится создание фигурного изотермического изделия. В местах соединений дополнительно может быть нанесен композитный материал, обеспечивающий окончательное соединение.
На фиг. 5-6 в качестве примера, но не ограничения, изображен примерный фигурный элемент 500, полученный посредством способа 300 или 400 изготовления фигурного элемента. Фигурный элемент 500 содержит теплоизоляционный слой 5010, изготовленный по толщине меньшей, чем толщина фигурного элемента, причем изготовление теплоизоляционного слоя пенополистирола. Фигурный элемент дополнительно содержит композитный материал 5020, причем композитный материал 5020 нанесен на теплоизоляционный слой 5010 фигурного элемента 500 и представляет собой композицию связующего и армирующего слоя, изготовленную при температуре, не приводящей к разрушению теплоизоляционного слоя. Помимо этого, поверх композитного материала 5020 нанесен дополнительный защитный слой 5030, причем основу дополнительного защитного слоя 5030 составляют те же компоненты, которые использовались в связующем, и дополнительный защитный слой 5030 содержит, по меньшей мере, одну защитную добавку, выбранную из группы добавок, использующихся для защиты от ультрафиолетового излучения, для защиты от осмоса, для повышения огнестойкости. Композитный материал 5020 и дополнительный защитный слой 5030 также могут быть нанесены и на внутреннюю поверхность теплоизоляционного слоя 5010, как показано на фиг. 6, за счет чего может быть создан фигурный элемент 600.
На фиг. 7-8 в качестве примера, но не ограничения, изображено фигурное изотермическое изделие 700, полученное посредством способа 100 или 200 изготовления фигурного изотермического изделия, состоящее из, по меньшей мере, двух фигурных элементов 7010 и 7020, каждый из которых имеет теплоизоляционный слой 7030, повторяющий форму соответствующего фигурного элемента, выполненный по толщине, меньшей, чем толщина соответствующего фигурного элемента, причем упомянутое изотермическое изделие 700 дополнительно содержит композитный материал 7040, причем композитный материал нанесен на временно соединенные теплоизоляционные слои 7030 фигурных элементов 7010 и 7020 и представляет собой композицию связующего и армирующего слоя, изготовленную при температуре, не приводящей к разрушению теплоизоляционного слоя, причем окончательное соединение фигурных элементов осуществляется посредством упомянутого композитного материала 7040. Поверх композитного материала 7040 также может быть нанесен дополнительный защитный слой 7050, причем основу дополнительного защитного слоя 7050 составляют те же компоненты, которые использовались в связующем, и дополнительный защитный слой 7050 содержит, по меньшей мере, одну защитную добавку, выбранную из группы добавок, использующихся для защиты от ультрафиолетового излучения, для защиты от осмоса, для повышения огнестойкости. На фиг. 8 продемонстрировано фигурное изотермическое изделие 800, теплоизоляционный слой которого покрыт композитным материалом 7040 и дополнительным защитным слоем 7050, как с лицевой, так и с внутренней стороны.
На фиг. 9-10 в качестве примера, но не ограничения, изображено примерное фигурное изотермическое изделие 700, состоящее из, по меньшей мере, двух фигурных элементов 7010 и 7020, каждый из которых имеет теплоизоляционный слой 7011 и 7021 соответственно, повторяющий форму соответствующего фигурного элемента, выполненный по толщине, меньшей, чем толщина соответствующего фигурного элемента, причем упомянутое изотермическое изделие 700 дополнительно содержит композитный материал 7030, причем композитный материал нанесен на временно соединенные теплоизоляционные слои 7011 и 7021 фигурных элементов 7010 и 7020 и представляет собой композицию связующего и армирующего слоя, изготовленную при температуре, не приводящей к разрушению теплоизоляционного слоя, причем окончательное соединение фигурных элементов осуществляется посредством упомянутого композитного материала 7030, поверх которого также может быть нанесен дополнительный защитный слой 7040, причем основу дополнительного защитного слоя 7040 составляют те же компоненты, которые использовались в связующем, и дополнительный защитный слой 7040 содержит, по меньшей мере, одну защитную добавку, выбранную из группы добавок, использующихся для защиты от ультрафиолетового излучения, для защиты от осмоса, для повышения огнестойкости. На фиг. 10 продемонстрировано фигурное изотермическое изделие 800, теплоизоляционный слой которого покрыт композитным материалом 7030 и дополнительным защитным слоем 7040, как с лицевой, так и с внутренней стороны. В качестве примера, но не ограничения, теплоизоляционные слои 7011 и 7021 имеют различную структуру, за счет чего по периметру фигурных изотермических изделий 700 и 800 обеспечиваются различные теплоизоляционные и звукоизоляционные свойства, но прочностные характеристики внешних слоев фигурных изотермических изделий 700 и 800 одинаковы по всему периметру изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЭНДВИЧ-ПАНЕЛЕЙ (ВАРИАНТЫ) | 2013 |
|
RU2537307C1 |
| Способ изготовления стержневых изделий | 2016 |
|
RU2646930C1 |
| Способ изготовления несущих стен | 2023 |
|
RU2816138C1 |
| Термопанель фасадная высокопрочная и способ её изготовления | 2017 |
|
RU2652211C1 |
| ВЫСОКОЭФФЕКТИВНАЯ ОБРАБАТЫВАЕМАЯ ПЛАМЕНЕМ ТЕПЛОИЗОЛЯЦИОННАЯ ПАНЕЛЬ ДЛЯ КРЫШ ЗДАНИЙ | 2015 |
|
RU2683734C2 |
| АРМИРОВАННЫЙ ТЕХНОПРОФИЛЬ МНОГОСЛОЙНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2473756C2 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| Изотермический контейнер | 2024 |
|
RU2837928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2259272C1 |
| Способ получения изделий сложной формы на основе углеродных синтактных пеноматериалов и установка для осуществления способа | 2017 |
|
RU2665775C1 |
Изобретение относится к способам изготовления изотермических изделий и изотермическим изделиям, которые могут быть использованы, в частности, для внутренней и внешней отделки помещений. Техническим результатом, достигаемым при реализации настоящего изобретения, является создание долговечных, прочных, герметичных изотермических изделий любой геометрической формы и обладающих улучшенными теплоизоляционными свойствами и прочностными характеристиками. Способ изготовления фигурного изотермического изделия заключается в последовательном выполнении этапов, на которых: определяют форму фигурного изотермического изделия, определяют формы фигурных элементов, изготавливают теплоизоляционные слои фигурных элементов, временно соединяют эти теплоизоляционные слои, наносят на полученный теплоизоляционный слой фигурного изотермического изделия композитный материал и осуществляют его полимеризацию. 4 н. и 12 з.п. ф-лы, 10 ил.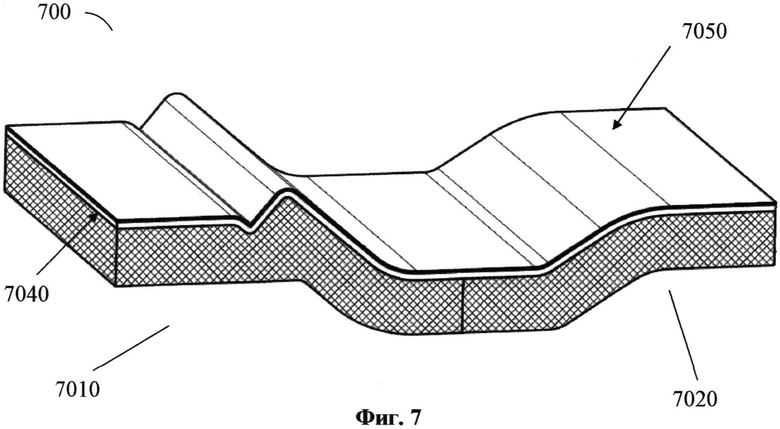
1. Способ изготовления фигурного изотермического изделия, заключающийся в последовательном выполнении этапов, на которых:
A) определяют конечную форму упомянутого фигурного изотермического изделия, причем упомянутое фигурное изотермическое изделие состоит, по меньшей мере, из двух фигурных элементов, выполненных из пенополистирола;
Б) определяют конечные формы упомянутых фигурных элементов, причем упомянутые конечные формы фигурных элементов выбираются такими, чтобы обеспечить возможность временного соединения упомянутых фигурных элементов между собой;
B) для получения фигурного элемента необходимой конечной формы изготавливают упомянутые фигурные элементы путем обработки заготовки или заготовок пенополистирола, не приводящей к нарушению целостности внутренней структуры пенополистирола;
Г) осуществляют временное соединение упомянутых фигурных элементов для получения теплоизоляционного слоя фигурного изотермического изделия;
Д) на, по меньшей мере, одну из поверхностей полученного упомянутого теплоизоляционного слоя фигурного изотермического изделия наносят композитный материал таким образом, чтобы обеспечить надежное окончательное соединение упомянутых фигурных элементов; причем упомянутый композитный материал представляет собой композицию связующего и армирующего слоя; причем изготовление композитного материала осуществляется при температуре, не приводящей к разрушению материала упомянутого теплоизоляционного слоя; причем упомянутое связующее выбирается таким, чтобы его нанесение в составе композитного материала на упомянутый теплоизоляционный слой не приводило к разрушению материала упомянутого теплоизоляционного слоя;
Е) осуществляют полимеризацию упомянутого композитного материала, причем полимеризацию осуществляют таким образом, чтобы не ухудшались теплоизоляционные свойства материала теплоизоляционного слоя.
2. Способ по п. 1, характеризующийся тем, что на этапах А) и Б) создают цифровую модель фигурного изотермического изделия и цифровые модели, по меньшей мере, двух упомянутых фигурных элементов, из которых состоит упомянутое фигурное изотермическое изделие.
3. Способ по п. 2, характеризующийся тем, что упомянутая обработка заготовки пенополистирола представляет собой программируемую резку заготовки пенополистирола горячей струной по упомянутой цифровой модели фигурного элемента.
4. Способ по п. 2, характеризующийся тем, что упомянутый композитный материал дополнительно наносят на, по меньшей мере, другую, отличную от упомянутой поверхности, поверхность теплоизоляционного слоя таким же образом, как это указано на этапе Д).
5. Способ по п. 2, характеризующийся тем, что упомянутая конечная форма фигурного изотермического изделия определяется таким образом, чтобы обеспечивалось временное соединение упомянутого фигурного изотермического изделия с другими фигурными изотермическими изделиями.
6. Способ по п. 5, характеризующийся тем, что упомянутый композитный материал наносят дополнительно на, по меньшей мере, другую, отличную от упомянутой поверхности, поверхность теплоизоляционного слоя таким же образом, как это указано на этапе Д).
7. Способ по любому из пп. 1-6, отличающийся тем, что полимеризацию осуществляют при температуре, не превышающей 80 градусов Цельсия.
8. Способ по любому из пп. 1-6, отличающийся тем, что дополнительно содержит этап, на котором до завершения выполнения этапа Е) на, по меньшей мере, часть композитного материала наносят дополнительный защитный слой, причем основу дополнительного защитного слоя составляют те же компоненты, которые использовались в связующем, и дополнительный защитный слой содержит, по меньшей мере, одну защитную добавку, выбранную из группы добавок, использующихся для защиты от ультрафиолетового излучения, для защиты от осмоса, для повышения огнестойкости.
9. Способ по п. 8, отличающийся тем, что упомянутый дополнительный защитный слой предварительно пигментирован.
10. Способ по п. 8, отличающийся тем, что полимеризацию осуществляют при температуре, не превышающей 80 градусов Цельсия.
11. Способ по п. 9, отличающийся тем, что полимеризацию осуществляют при температуре, не превышающей 80 градусов Цельсия.
12. Способ изготовления фигурного элемента из пенополистирола, предназначенного для использования в составе фигурного изотермического изделия; причем упомянутое фигурное изотермическое изделие изготовлено посредством способа по любому из пп. 1-11; причем способ заключается в последовательном выполнении этапов, на которых:
А) определяют конечную форму упомянутого фигурного элемента; причем упомянутая конечная форма фигурного элемента выбирается такой, чтобы обеспечить возможность временного соединения упомянутого фигурного элемента с другим фигурным элементом и обеспечить возможность надежного окончательного соединения упомянутого фигурного элемента с упомянутым другим фигурным элементом посредством нанесения на, по меньшей мере, часть поверхности упомянутого фигурного элемента композитного материала; причем упомянутый композитный материал представляет собой композицию связующего и армирующего слоя; причем изготовление композитного материала осуществляется при температуре, не приводящей к повреждению материала упомянутого фигурного элемента; причем упомянутое связующее выбирается таким, чтобы его нанесение в составе композитного материала на упомянутую часть поверхности упомянутого фигурного элемента не приводило к повреждению материала упомянутого фигурного элемента;
Б) для получения фигурного элемента необходимой конечной формы изготавливают упомянутый фигурный элемент путем обработки заготовки пенополистирола, не приводящей к нарушению целостности внутренней структуры пенополистирола.
13. Способ по п. 12, характеризующийся тем, что на этапе А) создают цифровую модель упомянутого фигурного элемента.
14. Способ по п. 13, характеризующийся тем, что упомянутая обработка заготовки пенополистирола представляет собой программируемую резку заготовки пенополистирола горячей струной по упомянутой цифровой модели фигурного элемента.
15. Фигурное изотермическое изделие, изготавливаемое посредством способа по любому из пп. 1-11.
16. Фигурный элемент из пенополистирола, изготавливаемый посредством способа по любому из пп. 12-14, предназначенный для использования в составе фигурного изотермического изделия по п. 15.
| ПАНЕЛЬ СРЕДНЕГО СЛОЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2507352C1 |
| Приспособление для присоединения отопительных приборов к стоякам систем центрального отопления | 1937 |
|
SU56267A1 |
| Кодовая рельсовая цепь переменного тока | 1957 |
|
SU111242A1 |
| Электрический выключатель | 1934 |
|
SU40433A1 |

