Предлагаемое изобретение относится к способу изготовления барабана турбомашины, а также к такому барабану, которым укомплектована турбомашина низкого давления.
Согласно современному уровню техники барабан турбины низкого давления содержит, по меньшей мере, два коаксиальных диска рабочих лопаток, связанных между собой посредством поворотной стенки, имеющей цилиндрическую форму или форму усеченного конуса. Каждый барабан содержит один фланец верхний по потоку и один фланец нижний по потоку для крепления барабана, соответственно, на верхнем и нижнем по потоку барабанах. Наружная в радиальном направлении периферия каждого диска содержит осевую монтажную и радиальную фиксирующую ячейки под хвостовики роторных лопаток.
Радиальные обтекатели образованы на наружной поверхности поворотной стенки и взаимодействуют трением с блоком абразивного материала для формирования герметичных уплотнений лабиринтного типа. Эти блоки материала находятся на наружных в радиальном направлении перифериях лопаток статора, помещенных между лопатками ротора.
Этот барабан турбины низкого давления может быть выполнен сваркой посредством инерционного трения верхнего по потоку диска с диском нижним по потоку, несущим поворотную стенку. Первый этап состоит в том, что формируют ячейки на наружной периферии верхнего по потоку диска, а на втором этапе верхний по потоку диск, несущий поворотную стенку, приводят во вращение и к этому второму диску прилагается осевое давление таким образом, что свободный конец поворотной стенки сваривают посредством инерционного трения с первым диском. На последнем этапе протягиванием (brochage) формируют ячейки на наружной периферии второго диска.
Для улучшения рабочих характеристик турбины и снижения звукоизлучения известно многоступенчатое аэродинамическое взаимодействие движений между двумя последовательными рядами лопаток ротора, отделенных друг от друга лопатками статора (известное также под английским термином «clocking» [синхронизация]). Это взаимодействие движений состоит в угловом позиционировании нижних по потоку роторных лопаток относительно роторных лопаток верхних по потоку, так что спутные следы, формируемые на уровне задних кромок верхних по потоку лопаток воздействуют с известным допуском на передние кромки нижних по потоку лопаток. Таким образом, на барабане это приводит к осуществлению протягивания ячеек на нижнем по потоку диске таким образом, что они оказываются смещенными в окружном направлении на некоторый угол относительно ячеек верхнего по потоку диска. Такое аэродинамическое взаимодействие движений детально описано в предыдущей заявке FR 07/08710 Заявителя.
Однако это предварительно заданное угловое позиционирование двух дисков барабана возможно лишь в том случае, если наружная периферия нижнего по потоку диска имеет однозначно больший диаметр, чем диаметр диска верхнего по потоку, так что это позволяет осуществить его протягивание после сварки. В конфигурациях, в которых оба диска имеют по существу одинаковый диаметр, невозможно осуществить протягивание второго диска после сварки из-за длины инструмента. Поэтому операцию по протягиванию следует осуществлять до фрикционной сварки и невозможно осуществить точное угловое позиционирование ячеек второго диска относительно ячеек первого диска.
Более того, согласно известному уровню техники поворотная стенка выполнена из того же материала, что и диски, например такого как NC19FeNb, что не позволяет контролировать с надлежащей точностью уровень осадки материала (то есть количество материала, которое деформируется под воздействием температуры) на уровне свариваемой зоны. Из этого вытекает неточность в осевом позиционировании обоих дисков относительно друг друга.
Задача изобретения состоит, в частности, в разработке простого, эффективного и экономичного решения, по меньшей мере, некоторых из этих проблем.
Предметом изобретения является способ изготовления барабана, который позволяет осуществить заданное угловое позиционирование обоих дисков барабана, и при этом независимо от радиального размера дисков.
Для решения задачи предлагается способ изготовления барабана турбомашины, который содержит, по меньшей мере, два коаксиальных диска рабочих лопаток, при этом каждый из них содержит на наружной периферии монтажные ячейки под хвостовик лопаток, отличающийся тем, что включает этапы, которые позволяют:
- позиционировать коаксиально оба диска на расстоянии друг от друга и с заданным угловым положением один относительно другого,
- поместить поворотную стенку коаксиально между двумя дисками,
- привести поворотную стенку во вращение вокруг своей оси, и
- сместить диски в осевом направлении к поворотной стенке, фиксируя их в заданном угловом положении относительно друг друга, чтобы привести диски в соприкосновение с торцами поворотной стенки и, таким образом, осуществить сварку посредством инерционного трения дисков на поворотной стенке.
В отличие от уровня техники, приводят во вращение лишь поворотную стенку, что обеспечивает точное угловое позиционирование обоих дисков относительно друг друга и их фиксацию в этом угловом положении. Таким образом, можно осуществить аэродинамическое взаимодействие движений дисков барабана, независимо от их радиальных габаритов, и, в частности, когда оба диска имеют аналогичные радиальные габариты.
Предпочтительно этап сварки включает первый период, во время которого диски трутся о торцы поворотной стенки, вращающейся до тех пор, пока свариваемые зоны не достигают соответствующей им температуры ковки, и второй период, во время которого к каждому диску прилагается осевое давление для реализации сварки.
Этот этап сварки из двух периодов позволяет, прежде всего, осуществить нагрев свариваемых зон посредством трения торцов поворотной стенки о диски и затем жестко соединить поворотную стенку с дисками за счет приложения осевого давления. Таким образом, можно лучше контролировать осевое позиционирование дисков относительно друг друга, по сравнению с уровнем техники.
Согласно другому признаку изобретения способ после сварки дисков предусматривает механическую обработку сварных зон, чтобы довести их толщину до заданной величины.
Согласно еще одному признаку изобретения способ реализуется на дисках, которые не укомплектованы лопатками.
Изобретение относится также к барабану турбомашины, такому как барабан турбины низкого давления, который содержит два коаксиальных диска рабочих лопаток, соединенных между собой посредством поворотной стенки, отличающийся тем, что торцы поворотной стенки скреплены с дисками ротора сваркой посредством инерционного трения в ходе реализации вышеописанного способа таким образом, что диски находятся в предварительно заданном положении один относительно другого.
Согласно следующему признаку изобретения диски и поворотная стенка выполнены из металлического сплава на основе никеля.
Изобретение относится также к турбомашине, такой как турбореактивный или турбовинтовой двигатель самолета, которая содержит, по меньшей мере, один такой барабан, который описан выше.
Для лучшего понимания изобретения и получения более ясного представления о других деталях, признаках и преимуществах изобретения ниже предлагается следующее описание, приводимое в виде неограничивающего примера, со ссылкой на прилагаемые чертежи, на которых представлены:
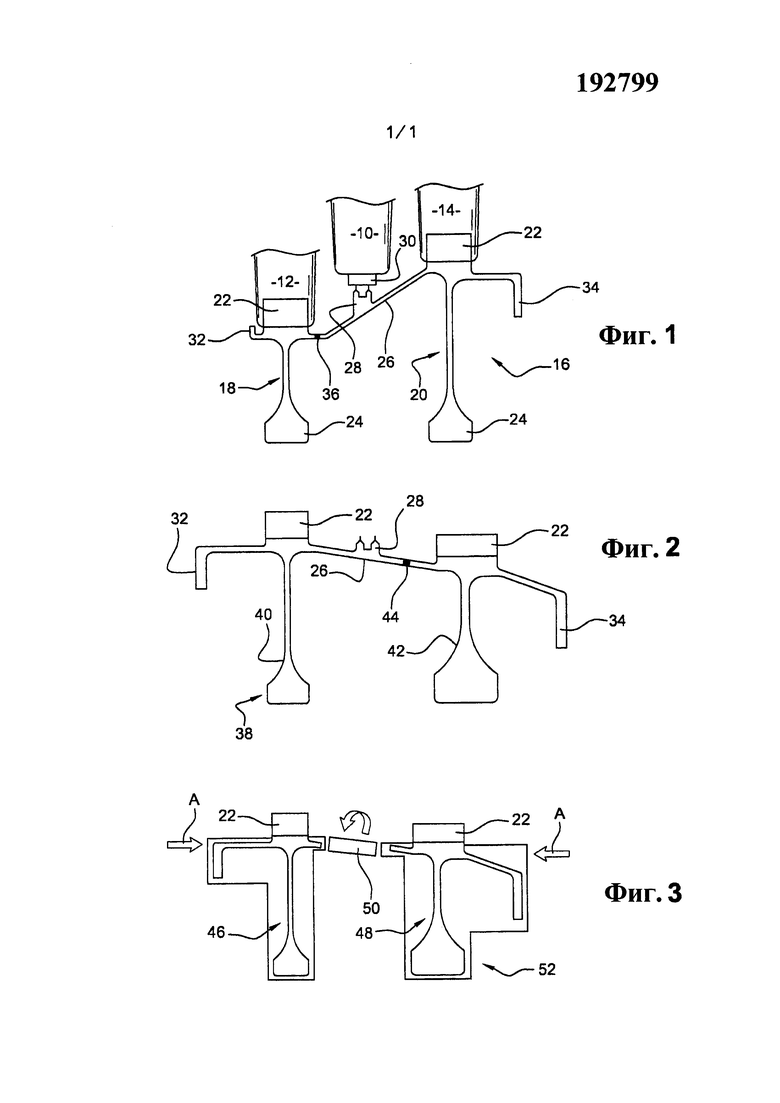
фиг. 1 и 2 изображают соответственно частичный вид в разрезе двух барабанов турбины низкого давления согласно уровню техники;
фиг. 3 изображает схематично частичный вид в сборке барабана турбины низкого давления согласно изобретению.
В классическом варианте конструкции турбомашина содержит спереди назад по потоку компрессоры низкого и высокого давления, камеру сгорания, вбрасывающую отработавшие газы в турбину высокого давления, и затем турбину низкого давления.
Турбина низкого давления содержит несколько рядов неподвижных лопаток 10 статора, расположенных чередуясь с подвижными лопатками 12 ротора.
Ротор турбины образован несколькими скрепленными между собой барабанами 16. Каждый барабан содержит два коаксиальных диска, верхний по потоку 18 и нижний по потоку 20, при этом каждый из них содержит на наружной периферии осевую монтажную и радиальную фиксирующую ячейки 22 под хвостовики роторных лопаток 12, 14. Каждый диск 18, 20 содержит уравновешивающее устройство (poireau) 14 в своей радиально направленной внутренней части.
Оба диска 18, 20 соединены друг с другом посредством поворотной стенки 26, которая содержит обтекатели 28 на своей наружной поверхности, имеющие целью взаимодействовать с блоком абразивного материала 30, находящегося на внутреннем радиально направленном конце ряда неподвижных лопаток 10 статора, помещенных между двумя рядами подвижных лопаток 12, 14, помещенных на дисках 18, 20. Наружные в радиальном направлении концы неподвижных лопаток 10 несут наружный кольцевой кожух турбины (не показан).
Барабан 16 содержит фланец 32, который образован на верхнем по потоку диске 18 и простирается вверх по потоку, и нижний по потоку фланец 34, который образован на нижнем по потоку диске 20 и простирается вниз по потоку, для крепления барабана 16, соответственно, на верхнем и нижнем по потоку барабанах.
Согласно уровню техники для изготовления барабана 16 на верхнем по потоку диске 18 осуществляют операцию протягивания для создания на его наружной периферии ячеек 22, затем его фиксируют неподвижно, а нижний по потоку диск 20, несущий поворотную стенку 2 6, приводят при этом во вращение и смещают в осевом направлении таким образом, что свободный верхний по потоку торец поворотной стенки 26 вступает в контакт с верхним по потоку диском с целью создания сварного шва 36 посредством инерционного трения. Затем нижний по потоку диск 20 подвергают операции протягивания для образования ячеек 22 на наружной периферии.
Осуществление протягивания нижнего по потоку диска 20 после его фиксации с верхним по потоку диском 18 позволяет осуществить угловое позиционирование относительно друг друга верхней и нижней по потоку ячеек 22 в заданном положении, которое выбрано таким образом, что обеспечивает вышеупомянутое многоступенчатое аэродинамическое взаимодействие движением.
Тем не менее, протягивание после сварки может быть осуществлено лишь в случае барабана 16, такого как представлен на фиг. 1, в котором верхний по потоку диск 18 имеет значительно меньший диаметр, чем диаметр нижнего по потоку диска 20.
В случае, в котором оба диска 40, 42 имеют аналогичный диаметр, как показано на фиг. 2, невозможно осуществить протягивание одного из дисков после сварки, что не позволяет оптимизировать рабочие характеристики турбины и снизить звукоизлучения за счет многоступенчатого взаимодействия движений.
Изобретение позволяет устранить эти недостатки, а также упомянутые раньше, используя независимую от дисков поворотную стенку, приводя эту стенку во вращение и приводя оба диска в соприкосновение с торцами поворотной стенки за счет осевого смещения дисков для их сварки с поворотной стенкой посредством инерционного трения.
Способ согласно изобретению, схематично представленный на фиг. 3, предусматривает коаксиальное расположение двух необлопаченных дисков 46, 48 на расстоянии друг от друга. Каждый из дисков 46, 48 содержит ячейки 22 на наружной периферии, и диски 46, 48 позиционируют с угловым сдвигом относительно друг друга, так что ячейки 22 верхнего по потоку диска 46 смещены в окружном направлении на предварительно заданный угол относительно ячеек 22 нижнего по потоку диска 48 с целью оптимизации рабочих характеристик турбомашины.
На втором этапе поворотную стенку помещают коаксиально между двумя дисками 46, 48 и приводят во вращение вокруг своей оси.
Затем оба диска 46, 48 приваривают к осевым торцам поворотной стенки 50. Этот этап сварки осуществляют в два периода, при этом первый период состоит в смещении дисков 46, 48 в направлении торцов поворотной стенки 50 до тех пор, пока они не вступают в трение с ними. Этот первый период позволяет постепенно увеличить температуру свариваемых зон до температуры их ковки. Во втором периоде к двум дискам 46, 48 прилагают осевое давление (стрелки А), чтобы прижать их к поворотной стенке 50 и таким образом осуществить сварку посредством инерционного трения.
Тот факт, что вращение и поступательное движение разделяют на два различных объекта, то есть тот факт, что вращающийся объект не приводится в поступательное движение, позволяет лучше гарантировать контроль потребляемого материала на уровне свариваемых зон и, следовательно, улучшить осевое позиционирование обоих дисков 46, 48 относительно друг друга. Этому улучшению способствует также осуществление этапа сварки в два различных периода, как описано выше.
Способ согласно изобретению приводит к образованию валиков сварки в плоскости сварных торцов поворотной стенки 50 и к увеличению толщины этой стенки. Затем ее подвергают механической обработке, чтобы привести ее толщину к заданной величине.
В некоторых вариантах осуществления диски 46, 48 выполнены из сплавов на основе никеля, известных своей стойкостью к высоким температурам, как те, которые присутствуют в турбине. Однако этот тип материала очень дорогостоящий. Способ согласно изобретению позволяет использовать поворотную стенку 50, выполненную из другого материала, чем материал дисков 46, 48 турбины. Так, поворотная стенка 50 может быть выполнена из менее дорогого материала, чем используемый для дисков 46, 48. Как альтернатива, верхний и нижний по потоку диски и поворотная стенка могли быть выполнены из одного и того же материала, например, такого как сплав NC19FeNb. Однако используемый для изготовления поворотной стенки сплав может соответствовать менее высоким механическим критериям, вследствие более низкого уровня обработки, например термической, чем те, которые предъявляются к сплаву, используемому для изготовления дисков.
Несмотря на то, что способ согласно изобретению описан в отношении к барабану 52 турбины низкого давления, он применим также к компрессору турбомашины, такому как компрессор высокого давления, в котором рабочие диски ротора соединены вместе аналогичным образом.
Изобретение относится к области машиностроения и может быть использовано при изготовлении барабана турбомашины, который содержит по меньшей мере два роторных диска (46, 48) для рабочих лопаток. Способ включает соосное позиционирование обоих дисков (46, 48) на расстоянии друг от друга и с заданным угловым положением один относительно другого. Между двумя дисками (46, 48) помещают соединительную стенку (50) и приводят ее во вращение вокруг своей оси. При этом диски (46, 48) смещают в осевом направлении к соединительной стенке (50), чтобы привести их в соприкосновение с торцами стенки (50) и осуществляют инерционную сварку трением дисков (46, 48) с соединительной стенкой (50). Использование изобретения позволяет повысить точность изготовления барабана турбомашины. 3 н. и 6 з.п. ф-лы, 3 ил.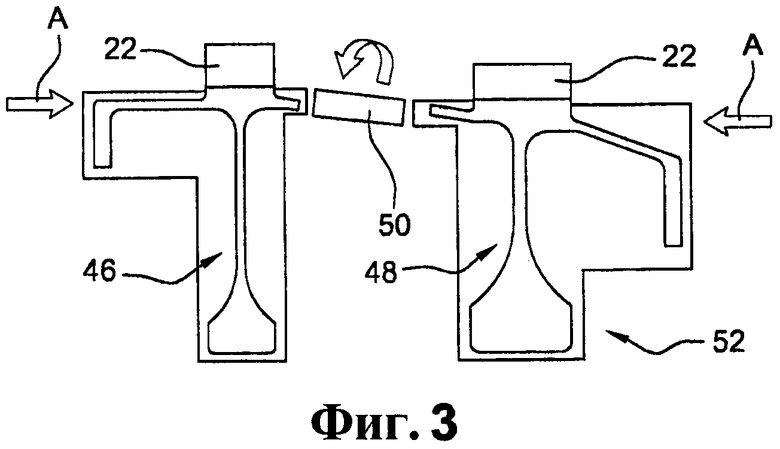
1. Способ изготовления барабана (52) турбомашины, содержащего по меньшей мере два соосно расположенных роторных диска (46, 48), каждый из которых имеет на своей внешней поверхности монтажные ячейки (22) для размещения хвостовиков лопаток, включающий следующие этапы:
- соосное позиционирование двух роторных дисков (46, 48) на расстоянии друг от друга и с заданным угловым положением относительно друг друга,
- размещение соединительной стенки (50) между упомянутыми дисками (46, 48) соосно им,
- приведение во вращение соединительной стенки (50) вокруг своей оси,
- перемещение дисков (46, 48) в осевом направлении к соединительной стенке (50) с удержанием их в заданном угловом положении относительно друг друга до приведения дисков (46, 48) в соприкосновение с торцами соединительной стенки (50) и осуществление инерционной сварки трением для соединения упомянутых дисков (46, 48) и соединительной стенки (50).
2. Способ по п. 1, отличающийся тем, что упомянутая сварка состоит из первого этапа, во время которого осуществляют трение торцов соединительной стенки (50) об упомянутые диски (46, 48), при этом вращение соединительной стенки (50) осуществляют до тех пор, пока температура свариваемых зон не достигает заданной величины для сварки, и второй этап, во время которого к каждому из упомянутых дисков (46, 48) прилагают осевое давление для осуществления сварного соединения.
3. Способ по п. 1, отличающийся тем, что производят механическую обработку сварных зон с доведением их толщины до заданной величины.
4. Способ по п. 1, отличающийся тем, что используют роторные диски (46, 48), которые не укомплектованы лопатками.
5. Барабан (52) турбомашины, преимущественно турбины низкого давления, содержащий два соосно расположенных в заданном угловом положении относительно друг друга роторных диска (46, 48) для рабочих лопаток, причем упомянутые диски (46, 48) скреплены между собой посредством соединительной стенки (50), отличающийся тем, что он изготовлен способом по п. 1.
6. Барабан по п. 5, отличающийся тем, что соединительная стенка (50) выполнена из материала, отличного от материала роторных дисков (46, 48).
7. Барабан по п. 5, отличающийся тем, что роторные диски (46, 48) выполнены из металлического сплава на основе никеля.
8. Барабан по п. 5, отличающийся тем, что соединительная стенка (50) выполнена из металлического сплава на основе никеля.
9. Турбомашина, в частности турбореактивный или турбовинтовой двигатель самолета, содержащая по меньшей мере один барабан турбомашины, отличающаяся тем, что она содержит барабан по п. 5.
| US 4743165A, 10.05.1988 | |||
| Способ изготовления барабанно-дискового ротора турбины | 1983 |
|
SU1112130A1 |
| СВАРНОЙ БАРАБАННЫЙ РОТОР ТУРБОМАШИНЫ | 1989 |
|
RU2033525C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗАТУХАНИЯ ВОЛОКОННО-ОПТИЧЕСКОЙ ЛИНИИ СВЯЗИ НА СМОНТИРОВАННОМ ЭЛЕМЕНТАРНОМ КАБЕЛЬНОМ УЧАСТКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2150094C1 |
| US 2009265933 A1, 29.10.2009. | |||

