Изобретение относится к полимерной обвязочной ленте для обвязывания одного или нескольких объектов.
Ранее обвязочные ленты изготавливались преимущественно из стали и служили, например, для объединения металлических рулонов, фиксации предметов упаковки на поддоне (паллете) и т.п. Наряду с такими стальными обвязочными лентами в практических условиях все чаще используют полимерные обвязочные ленты.
Так, заявка DE 1529995 описывает натяжную ленту высокой прочности, которая состоит из гомогенного экструдированного аксиально ориентированного полимерного материала. Такие полимерные обвязочные ленты более предпочтительны в сравнении со стальными обвязочными лентами, поскольку не происходит пореза соответствующей упаковки и соединение концов можно производить несложным образом, используя, например, сварку трением. Однако полимерные обвязочные ленты не пригодны для высоких температур.
Термическое сварное соединение описано среди прочего в заявке DE 4007560 A1. Кроме того, этот документ касается принципиальной возможности вырезания отдельных полимерных обвязочных лент из полимерного материала для изготовления обвязочных лент. С этой целью полимерный материал для изготовления обвязочных лент изготавливают в качестве пленочного материала, разрезают на ленты и затем подвергают вытяжке с целью достижения плоскостного выравнивания микромолекулярных цепей.
Наряду с этим возможно, само собой разумеется, изготовление полимерной обвязочной ленты непосредственно методом экструзии, как это описано, например, в заявке WO 03/087200 A1. В соответствии с этим в этом документе представлена полимерная обвязочная лента, которая состоит по существу из полиэфира и химически немодифицированного полиолефина. За счет этого изготовленная таким образом обвязка должна иметь повышенную прочность в отношении расщепления в продольном направлении.
Однако описанный ранее эффект сопряжен с тем недостатком, что известным образом ухудшается температурная стабильность известной полимерной обвязочной ленты. Это следует объяснять подмешиванием полиолефина, например полипропилена, к главной составной части - полиэфиру. Это объясняется тем, что точка плавления полиэфира находится в диапазоне около 270°С, в то время как для полипропилена наблюдаются температуры плавления около 130°С. Поэтому известная полимерная облицовочная лента не может использоваться для обвязывания объектов, которые в процессе обвязывания имеют температуру, лежащую в указанном выше диапазоне. Кроме того, при использовании известной полимерной обвязочной ленты возникает следующий недостаток, выраженный в необходимости согласования по температуре ранее использовавшихся сварочных клещей для соединения концов, что снижает пригодность проблематичной ленты для клиента или пользователя.
Известна также обвязочная лента из заявки JP 11-245290 А. Фактически проблемная обвязочная лента изготавливается из сырья, которое содержит полиэфир в количестве 60 вес.% или более. Дополнительно могут добавляться эластомеры, как, например, полиолефины, а именно в весовой доле от одной до 20 частей. Кроме того, упоминают дополнительное добавление, например, огнезащитных средств, стабилизирующих средств, красящих средств и т.п. Эти меры, однако, никак не изменяют температурную стабильность и прочность, как и ранее, недостаточную для определенных применений.
В рамках заявки GB 1,132,060 описана полимерная обвязочная лента, для которой среди прочего ставится целью повышение прочности на разрыв. Это относится, однако, к экструдированным пленочным лентам, из которых затем вырезают отдельные обвязочные ленты. С этой целью заявка GB 1,132,060, в случае полимерной ленты на основе полиолефина, предусматривает использование от 1 до 30 вес.% волокнистого материала относительно общей массы. При этом волокнистый материал ориентирован в продольном направлении. Такого рода подход не может быть реализован при производстве материала отдельных лент уже по той причине, что ширина таких отдельных лент составляет в типичном случае от 20 до 30 мм при толщине до 1 мм или до 1,5 мм.
Не говоря уже о том, что изготовление отдельных полос из пленки или пленочной ленты в соответствии с заявкой GB 1,132,060 уже настолько невыгодно, что пленочная лента практически не может быть изготовлена с одинаковой на всем протяжении толщиной материала. Кроме того, следует опасаться неоднородностей при вводе волокон. По возможности неизменная толщина материала имеет, однако, особое значение для обеспечения возможности надежного соединения между собой концов полимерной ленты. С этой целью обычно прибегают к использованию уже оговоренных сварочных язычков или сварочных клещей и, тем самым, к процессу сварки полимера или работают с соединением методом сварки трением. В обоих случаях колебания толщины материала изготовленных отдельных полос ведут к тому, что в области замыкания они не связаны друг с другом на всей площади, в результате чего возможен разрыв соединения.
В основу изобретения положена техническая задача, заключающаяся в обеспечении такого рода полимерной обвязочной ленты, которая отличается по сравнению с уровнем техники повышенной температурной стабильностью и одновременно насколько возможно высокой прочностью. Кроме того, должна быть обеспечена возможность изготовления обвязочной ленты по возможности стабильной в отношении размера, так что соединение также может быть выполнено с прочностью, повышенной по сравнению с прежним подходом.
Для решения этой технической проблемы объектом изобретения является полимерная обвязочная лента для обвязывания одного или нескольких объектов, содержащая:
a) вплоть до приблизительно 90 вес.% полиэфира;
b) от приблизительно 1 до приблизительно 5 вес.% полиолефина;
c) от приблизительно 5 до приблизительно 10 вес.% волокнистого материала.
В случае указанных выше компонентов а)-с) полимерной обвязочной ленты речь идет об основных компонентах, к которым при обстоятельствах могут добавляться неизбежные загрязнения или иные компоненты, которые, однако, составляют в сумме не более 1 вес.% от соответствующей полимерной обвязочной ленты (в сухом состоянии).
При этом указание слова «приблизительно» при указаниях веса указывает на то, что определение отдельных составных частей производят с помощью дифференциальной сканирующей калориметрии (DSC). В отношении указанного выше способа, его использования и выражения дается настоятельная ссылка на учебник "Differntial Scanning Calorimetry - An Introduction for Practioners" авторов Хене, Хеммингер и Фламмерсхайм (издание «Springer», Берлин, 1966). В любом случае дифференциальная сканирующая каориметрия связана с обусловленными системой погрешностями при определении соответствующей весовой доли, которые выражаются посредством слова «приблизительно».
В случае соответствующей изобретению полимерной обвязочной ленты речь всегда идет о так называемых отдельных полосах, то есть соответствующую полимерную обвязочную ленту непосредственно экструдируют с необходимой шириной и толщиной материала, а не изготавливают, например, путем продольного разрезания пленки. Таким образом, соответствующая изобретению полимерная обвязочная лента выполнена в виде ленты отдельной полосы. В этой связи полимерная обвязочная лента или лента отдельной полосы имеет в типичном случае ширину или ширину материала от 2 мм до 40 мм и, предпочтительно, ширину материала от 5 мм до 40 мм. Кроме того, толщина материала лежит в диапазоне от 0,1 мм до 3 мм и, предпочтительно, толщина материала составляет от 0,3 мм до 2 мм. В большинстве случаев в этом случае достаточной является толщина материала от порядка 1,2 мм.
Волокна, используемые в волокнистом материале, как правило, имеют более высокую температуру плавления, нежели компоненты а) и b). Это означает, что температура плавления волокон волокнистого материала составляет в целом существенно выше 300°С. Таким образом, обеспечивается, что даже при повышенной температуре применения при использовании соответствующей изобретению полимерной обвязочной ленты волокна сохраняют свою структуру и, в частности, в состоянии принимать силы растяжения в продольном направлении полимерной обвязочной ленты.
Как правило, волокна имеют тонкую и гибкую структуру в отношении к длине. Используемые в полимерной обвязочной ленте в соответствии с изобретением волокна главным образом принимают (продольные) силы растяжения и, следовательно, служат для повышения прочности изготовленной таким образом полимерной обвязочной ленты в ее продольном направлении. При этом возможно достижение величин прочности на разрыв по меньшей мере около 30 кН/см2, в частности даже 40 кН/см2. Волокна волокнистого материала имеют типичным образом длину не более 20 мм, в частности 10 мм. Их диаметр может лежать в диапазоне вплоть до 1 мм, предпочтительно 0,5 мм и менее. В большинстве случае диаметр составляет не более 0,1 мм, при обстоятельствах не более 0,2 мм.
Таким образом, волокна могут быть без проблем внедрены в полимерный материал и также являются подвижными по меньшей мере в процессе изготовления. Это справедливо даже для случаев, когда полимерный материал или соответствующие изобретению одиночные полосы, представляющие полосы одиночных лент, имеют толщину материала всего приблизительно от 1 до 2 мм. Уже упомянутая подвижность волокон необходима, так как экструдированная полимерная обвязочная лента или полимерный материал обвязочной ленты растягивается, в результате чего осуществляется не только молекулярное ориентирование в полимере или матрице полимера, но также и ориентация волокон волокнистого материала. Как молекулярное ориентирование, так и ориентирование волокон осуществляется при этом в продольном направлении соответствующей изобретению полимерной обвязочной ленты с целью достижения показанных и указанных величин прочности.
В совокупности с тем фактом, что полимерная матрица, предназначенная для приема волокнистого материала, содержит главным образом полиэфир и дополнительно полиолефин, в распоряжение предоставляется полимерная обвязочная лента, которая не только имеет значительные параметры прочности в продольном направлении, но и не имеет склонности к расплетанию или к расщеплению под напряжением в продольном направлении. Это можно объяснить в основном тем, что за счет дополнительного использования полиолефина с указанным весовым процентным содержанием от приблизительно 1 до приблизительно 5 вес.% происходит соединение между собой (в поперечном направлении) полимерных цепей использующегося главным образом вплоть до 90 вес.% полиэфира.
Такого соединения отдельных цепей полиэфира достигают уже за счет малого весового содержания используемого полиолефина, составляющего приблизительно 1 вес.%. Чем больше используется полиолефина, тем более выраженным является этот эффект, при этом, однако, приблизительно 5 вес.% содержание полиолефина означает верхнюю границу. То есть более высокое весовое содержание полиолефина в данном случае ведет к существенному снижению прочности, достигнутой полиэфирным компонентом.
По этой причине содержание полиолефинов не может постоянно увеличиваться, или высокое весовое содержание полиолефина можно компенсировать в рамках изобретения только за счет того, что дополнительно введенный волокнистый материал не только компенсирует сниженную в результате использования полиолефина прочность, но и даже избыточно компенсирует ее. Следовательно, соответствующая изобретению полимерная обвязочная лента комбинирует преимущество известной полимерной ленты из полиэфира/полиолефина, состоящее в том, что предотвращается расщепление и одновременно с этим прочность даже увеличилась по сравнению с обычной лентой.
Таким образом, соответствующая изобретению полимерная обвязочная лента идеальна для использования материалов вторичного использования. Фактически материал вторичного использования, происходящий частично из ПЭТ-бутылок, которые могут быть переработаны в так называемые хлопья ПЭТ, как это принципиально описано в заявке US 4830188. Такие хлопья ПЭТ обычно состоят главным образом из полиэфира и частично из одного или нескольких полиолефинов. В рамках изобретения, предпочтительно, для изготовления полимерной обвязочной ленты можно использовать такие хлопья ПЭТ, причем в зависимости от конечного состава хлопьев ПЭТ в этом случае должны учитываться также добавки к экструдируемому материалу и, в частности, в рамках изобретения волокнистый материал с) в указанной там концентрации, который, таким образом, подмешивают к подлежащему экструдированию материалу перед экструзией. Оговоренные в рамках признака с) диапазоны весового содержания волокнистого материала от приблизительно 5 до приблизительно 10 вес.% установлены в результате того, что определенное содержание волокон дополнительно необходимо для того, чтобы обеспечить возможность существенного увеличения прочности, как описано, главным образом, в продольном направлении. В данном случае было установлено, что улучшения типично достигают уже при 5 вес.% содержании волокнистого материала.
Разумеется, прочность нельзя увеличивать безгранично, так как в ином случае внедренные в полимерную матрицу волокна не смогут легко выравниваться в продольном направлении полимерной обвязочной ленты при принудительном процессе растяжения. В данном случае в качестве еще пригодной была определена верхняя граница около 10 вес.% волокнистого материала, так как при таком весовом содержании все еще обеспечивается возможность необходимой подвижности отдельных волокон при описанном процессе растяжения.
В рамках предпочтительного осуществления изобретения содержание полиэфира составляет от приблизительно 85 до приблизительно 90 вес.%, в частности составляет приблизительно 90 вес.%. Более высокое содержание полиэфира не является необходимым вследствие добавления волокнистого материала, более того, добавленные волокна обеспечивают существенное увеличение прочности исходного материала полиэфира даже при наличии полиолефинов.
Используемый полиолефин может представлять собой полиэтилен, полипропилен, а также их комбинации. Принципиально представляется возможным использование сравнимых полиолефинов, как они детально описаны в рамках заявки WO 03/0987200 A1, на которую давалась ссылка выше.
В качестве волокнистого материала можно использовать различные материалы. Так, в принципе, возможно использование натуральных волокон. К таким натуральным волокнам относятся в том числе растительные волокна, которые могут использоваться в рамках изобретения. Альтернативно или дополнительно особое значение имеют минеральные волокна, которые, например, используют в строительной промышленности в волокнистом гипсе. Такие минеральные волокна означают волокна без органически связанного углерода.
Альтернативно или дополнительно к натуральным волокнам в качестве волокнистого материала можно использовать химические волокна, которые ранее называли искусственными волокнами. В данном случае особо благоприятно зарекомендовали себя, в частности, волокна целлюлозы или каучуковые волокна из натуральных полимеров. Наряду с такими волокнами из натуральных полимеров возможно также использовать волокна из синтетических полимеров, например полиамидные волокна, арамидные волокна, политететрафторэтиленовые волокна, поливинилхлоридные волокна и т.д. Необходимым условием для этих химических волокон или в целом волокон волокнистого материала является то, что они имеют более высокую температуру плавления по сравнению с компонентами а) и b) соответствующей изобретению полимерной обвязочной ленты и в большинстве случаев их температура плавления составляет свыше 300°С.
На основании этих требований используют, особо предпочтительно, промышленно изготовленные неорганические волокна. При этом речь идет, например, о стекловолокне, базальтовых волокнах, углеродных волокнах или т.п. Представляется возможным использование также керамических волокон. При этом во всех этих случаях понимается, что волокнистый материал может в основном состоять или составляться комбинационным путем из ранее описанных и отдельно охарактеризованных волокон.
Предметом изобретения также является способ изготовления полимерной обвязочной ленты, которая подробно описана выше. Соответствующий способ поясняется более подробно в п.10.
Соответствующая изобретению полимерная обвязочная лента отличается не только повышенной прочностью по сравнению с уровнем техники, но и повышенной температурной стабильностью. Наблюдается также улучшенная характеристика релаксации. Под этим следует понимать свойство полимерных обвязочных лент принимать установившееся состояние с уменьшенным напряжением. В действительности, например, в случае полимерных обвязочных лент из полиэфира наблюдают, что они после процесса обвязывания теряют около 30% своего напряжения в течение первых пяти дней при комнатных температурах. Повышенные температуры ведут к тому, что описанное снижение напряжения на 30% происходит в течение периода времени даже меньше пяти дней.
Это означает, что механическое напряжение в описанном примерном случае снижается при неизменном растяжении с течением времени, а именно в случае полимерной ленты из полиэфира, приблизительно на 30%. В рамках изобретения было установлено, что за счет добавления полиолефина и, в частности, использования волокнистого материала в количестве от приблизительно 5 до приблизительно 10 вес.% оказывается положительное влияние на характеристику релаксации. В случае соответствующей изобретению полимерной обвязочной ленты фактически наблюдают временное снижение механического напряжения при неизменном растяжении, которое существенно меньше 30%, предпочтительно, составляет лишь 20% или ниже, в частности лишь 10% или менее. Это означает, что при неизменном растяжении напряжение в соответствии с особо предпочтительной формой осуществления уменьшается лишь максимально на 10%. В результате этого подлежащие обвязыванию объекты более не нуждаются в столь высоком напряжении обвязочной ленты, как это имело место ранее. В результате возможно использование обвязочных машин с меньшими габаритами и, конечно, требуется меньшее количество энергии.
В случае подлежащих обвязыванию объектов речь идет в основном, например, о банках, блоках, тюках (кипах) и т.п., которые могут быть зафиксированы на натяжных плитах. Само собой разумеется, при необходимости соответствующей изобретению полимерной обвязочной лентой могут обвязываться также и другие объекты.
Наконец, доказало свою полезность обеспечение соответствующей изобретению обвязочной ленты тисненными структурами на по меньшей мере одной поверхности ленты. При этом речь может идти о регулярных структурах, таких как, например, ромб и т.п. Таким образом, поверхность прилегания полимерной обвязочной ленты уменьшается при ее транспортировке, например, в направляющем канале ленты, так что происходит снижение трения. Одновременно наблюдают образование своего рода «воздушной подушки», которая дополнительно упрощает и улучшает транспортировку соответствующей изобретению полимерной обвязочной ленты через соответствующий направляющий канал ленты. Кроме того, за счет такого выбивания или выдавливания может целенаправленно оказываться положительное влияние на особые свойства соответствующей полимерной обвязочной ленты. Это касается, в частности, жесткости ленты, так что при реализации таких выбиваний или выдавливаний может быть снижено поперечное сечение ленты. Это ведет к снижению расходов на изготовление. Описанные выбивания или выдавливания могут наноситься с помощью одного или нескольких валков для тиснения, как это поясняется в последующем более подробно.
С другой стороны, в полимерной обвязочной ленте наблюдаются в целом синергетические эффекты между выдавливаниями, с одной стороны, и волокнистым материалом или комбинацией из полиэфира и полиолефина, с другой стороны. Поскольку комбинация полиэфир/полиолефин уже ведет к повышенной прочности и к тому, что изготовленная таким образом обвязочная лента, в частности лента одиночной полосы, не расщепляется или расплетается в продольном направлении (см. заявку WO 03/087200 A1).
За счет введения волокон или волокнистого материала в указанном количестве по весу дополнительно достигают того, что, с одной стороны, изготовленную таким образом полимерную обвязочную ленту можно использовать в применениях с повышенной температурой и, с другой стороны, волокна сохраняют свою структуру, что в соответствии с изобретением относится также ко всей полимерной обвязочной ленте в целом. Это означает, что полимерная обвязочная лента отличается высокой стабильностью размеров даже при высоких температурах. В результате этого возможно безукоризненное термическое соединение между собой концов соответствующей изобретению обвязочной ленты, а именно на полной площади, так что в этом месте наблюдают повышенную прочность по сравнению с уровнем техники. Кроме того, повышенная стабильность размеров в сравнении с известным уровнем техники способствует существенному снижению возможности повреждения полимерной обвязочной ленты в процессе использования.
Наконец, тиснение благотворно влияет на транспортировку полимерной обвязочной ленты через канал обвязочной ленты, с одной стороны, и допускает, с другой стороны, дополнительно снижение толщины материала по сравнению с обвязочными лентами без тиснения. Это означает, что как тиснения, так и введенный волокнистый материал повышают прочность соответствующей изобретению полимерной обвязочной ленты с обусловленной этим возможностью снижения общей толщины материала. Таким образом, наблюдается экономия используемого сырья, величина которой лежит в двузначном диапазоне.
Процесс тиснения осуществляют в конце процесса изготовления соответствующей изобретению полимерной обвязочной ленты, когда введенные волокна больше не являются подвижными или слабо подвижны внутри полимерного материала. В результате этого дополнительная стадия тиснения обеспечивает дополнительное и желательное уплотнение волокон внутри полимерной обвязочной ленты. За счет этого достигают дополнительного повышения прочности.
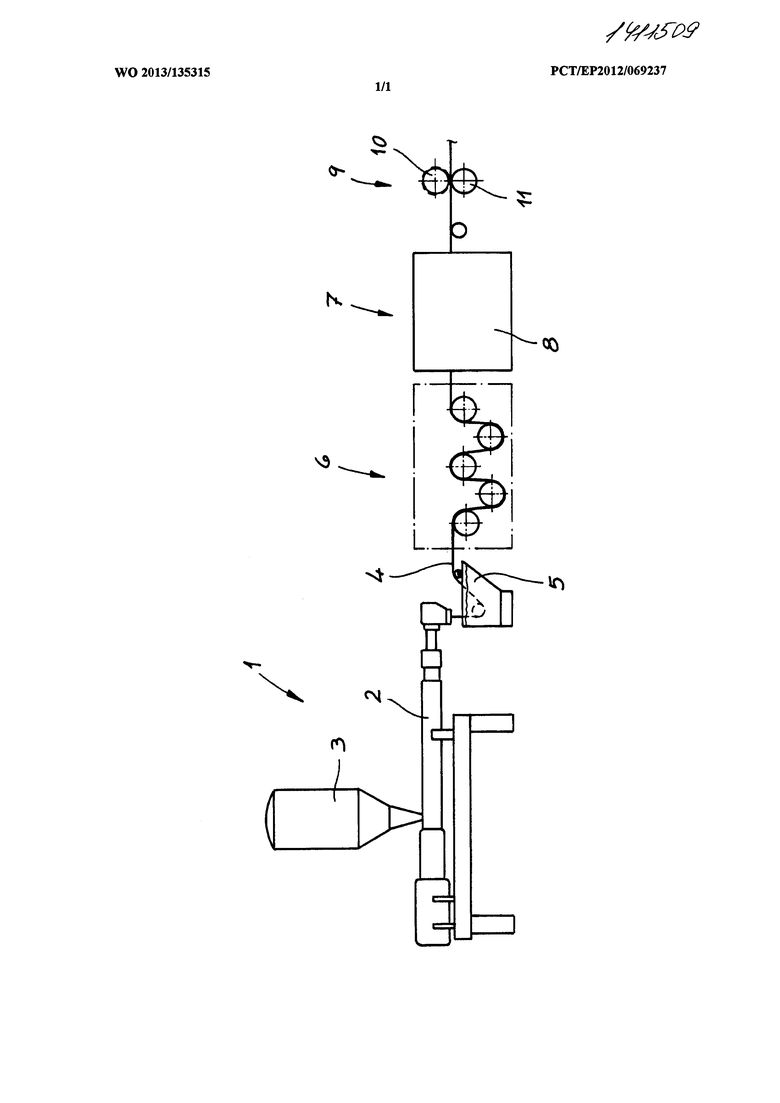
В рамках последующего примера осуществления более подробно поясняется установка для изготовления соответствующей изобретению полимерной обвязочной ленты. Единственная фигура показывает устройство для изготовления полимерной обвязочной ленты для обвязывания одного или нескольких объектов.
На чертеже. 1 показано, прежде всего, экструзионное устройство 1, которое оснащено шнеком 2 экструдера и питающим бункером 3 экструдера. В питающем бункере 3 экструдера находится запас сырья, которое подводится к шнеку 2 экструдера, для изготовления полимерной обвязочной ленты 4, которая выходит со стороны выхода 2 экструдера. Следовательно, питающий бункер 3 экструдера содержит экструдируемую смесь.
После экструзии полимерной обвязочной ленты 4 на стороне выхода шнека 2 экструдера она сначала проходит через водяную баню 5. После водной бани 5 предусмотрены первое растягивающее устройство 6 и второе растягивающее устройство 7. Второе растягивающее устройств 7 оснащено помимо этого печью 8, через которую полимерную обвязочную ленту 4 пропускают при втором процессе растягивания. В отношении растягивания действует правило, в соответствии с которым покидающая шнек 2 экструдера полимерная обвязочная лента растягивается с соблюдением коэффициента вытяжки от 1:2 до 1:5, в частности 1:4. Это означает, что покидающую шнек 2 экструдера полимерную обвязочную ленту 4 растягивают в первом или во втором растягивающем устройстве 6, 7 на величину от двукратной до пятикратной длины.
Печь 8 во втором растягивающем устройстве 7 обеспечивает то, что достигнутое при растягивании молекулярное ориентирование полимерных цепей в материале остается неизменным, а также таким же образом выравнивание волокон не исчезнет или расплетется после завершения процесса растягивания. После прохождения через оба растягивающих устройства 6, 7 производят дополнительное последующее тиснение полимерной обвязочной ленты 4. Для этого предусмотрено устройство 9 тиснения, которое оснащено первым валком 10 тиснения и взаимодействующим с валком 10 тиснения противодействующим валком или валком 11 противодавления.
С помощью устройства 9 тиснения полимерную обвязочную ленту 4 снабжают на, по меньшей мере, одной поверхности ленты в продольном направлении выдавленным или выступающим тиснением. С этой целью валок 10 тиснения нагрет до температуры, превышающей температуру окружающей среды, приблизительно 50°С или 60°С и имеет соответствующий контур поверхности в зависимости от желаемого тиснения. Таким образом возможно не только существенное уменьшение контактной поверхности полимерной обвязочной ленты с, например, направляющим каналом ленты по отношению к прилеганию на полной площади и, следовательно, также уменьшение трения, но и обеспечивается возможность использования уже ранее упомянутого «эффекта воздушной подушки» при транспортировке полимерной обвязочной ленты. К этому следует добавить, что нанесенные тиснения в продольном направлении полимерной обвязочной ленты в целом повышают ее жесткость. За счет этого при той же жесткости возможно уменьшение поперечного сечения ленты, что означает экономию материала.
Полимерную обвязочную ленту 4 непосредственно изготавливают с помощью подходящего устройства, то есть обеспечивают ее с шириной приблизительно от 5 мм до приблизительно 40 мм. Толщина материала составляет около 0,1-0,3 мм. Альтернативно к этому можно также, однако, работать с материалом полимерной обвязочной ленты на стороне выхода экструзионного устройства 1 описанной спецификации. Материал полимерной обвязочной ленты можно разрезать перед растягивающими устройствами 6, 7 в продольном направлении на полимерные обвязочные ленты 4, что, однако, не изображено.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНЫЙ МАТЕРИАЛ | 2018 |
|
RU2765293C2 |
| ОБВЯЗОЧНЫЕ ЛЕНТЫ ИЗ ВОЗОБНОВЛЯЕМОГО СЫРЬЯ | 2012 |
|
RU2584516C2 |
| МНОГОСЛОЙНАЯ РУКАВНАЯ ОБОЛОЧКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ С НЕОДНОРОДНЫМ ПО ТОЛЩИНЕ ВНЕШНИМ СЛОЕМ, ИМЕЮЩИМ РЕЛЬЕФНУЮ ВОЛОКНИСТО-СЕТЧАТУЮ СТРУКТУРУ | 2005 |
|
RU2340195C2 |
| ПОРИСТЫЙ МАТЕРИАЛ НА ОСНОВЕ СЛОЖНОГО ПОЛИЭФИРА | 2018 |
|
RU2761619C2 |
| ПОРИСТЫЕ ПОЛИОЛЕФИНОВЫЕ ВОЛОКНА | 2014 |
|
RU2622431C1 |
| МНОГОСЛОЙНЫЕ ЭЛАСТИЧНЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ С ПОВЫШЕННОЙ ПРОЧНОСТЬЮ И ЭЛАСТИЧНОСТЬЮ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2015 |
|
RU2630146C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ НЕТКАНОЕ ПОЛОТНО, ОБРАЗОВАННОЕ ИЗ ПОРИСТЫХ ПОЛИОЛЕФИНОВЫХ ВОЛОКОН | 2014 |
|
RU2641861C2 |
| СИСТЕМА ДОСТАВКИ ДЛЯ АКТИВНЫХ СРЕДСТВ | 2014 |
|
RU2634255C2 |
| УСИЛЕННАЯ ПЛЕНКА НА ОСНОВЕ ТЕРМОПЛАСТИЧНОГО ПОЛИОЛЕФИНОВОГО ЭЛАСТОМЕРА | 2017 |
|
RU2761017C2 |
| ГИБКАЯ ПОЛОСА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА, СОДЕРЖАЩАЯ АРМИРУЮЩИЕ ЭЛЕМЕНТЫ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ОБЪЕМНАЯ ЯЧЕИСТАЯ КОНСТРУКЦИЯ, ВЫПОЛНЕННАЯ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2021 |
|
RU2760449C1 |
Объектом настоящего изобретения является полимерная обвязочная лента для обвязывания одного или нескольких объектов. Полимерная обвязочная лента содержит следующие компоненты: а) вплоть до приблизительно 90 вес.% полиэфира, b) от приблизительно 1 до приблизительно 5 вес.% полиолефина; с) от приблизительно 5 до приблизительно 10 вес.% волокнистого материала. Изобретение также относится к способу изготовления полимерной обвязочной ленты. 2 н. и 8 з.п. ф-лы, 1 ил.
1. Полимерная обвязочная лента (4) для обвязывания одного или нескольких объектов, содержащая:
a) вплоть до приблизительно 90 вес. % полиэфира;
b) от приблизительно 1 до приблизительно 5 вес. % полиолефина; и
c) от приблизительно 5 до приблизительно 10 вес. % волокнистого материала.
2. Полимерная обвязочная лента (4) по п. 1, отличающаяся тем, что волокнистый материал с) имеет более высокую температуру плавления по сравнению с компонентами a) и b).
3. Полимерная обвязочная лента (4) по п. 1, отличающаяся тем, что содержание полиэфира а) составляет от приблизительно 85 до 90 вес. % и, в частности, приблизительно 90 вес. %.
4. Полимерная обвязочная лента (4) по п. 1, отличающаяся тем, что полиолефин представляет собой полиэтилен, полипропилен или их комбинацию.
5. Полимерная обвязочная лента (4) по п. 1, отличающаяся тем, что волокнистый материал с) состоит из волокон с длиной не более 20 мм и, в частности, 10 мм.
6. Полимерная обвязочная лента (4) по п. 1, отличающаяся тем, что в качестве волокнистого материала с) использованы натуральные волокна, в частности растительные и/или минеральные волокна.
7. Полимерная обвязочная лента (4) по п. 1, отличающаяся тем, что в качестве волокнистого материала с) использованы химические волокна, в частности волокна целлюлозы или каучуковые волокна из натуральных полимеров.
8. Полимерная обвязочная лента (4) по п. 1, отличающаяся тем, что волокнистый материал с) содержит неорганические волокна, например стеклянные волокна, базальтовые волокна, углеродные волокна, керамические волокна или т.п.
9. Полимерная обвязочная лента (4) по любому из пп. 1-8, отличающаяся тем, что волокнистый материал с) состоит из комбинации волокон в соответствии с пп. 6-8.
10. Способ изготовления полимерной обвязочной ленты, в частности, по любому из пп. 1-9, в котором компоненты а)-с) смешивают друг с другом и совместно экструдируют, затем производят растягивание полученной полимерной обвязочной ленты (4) или полимерного материала обвязочной ленты, при этом полимерную обвязочную ленту (4) или полимерный материал обвязочной ленты растягивают с соблюдением коэффициента вытяжки от 1:2 до 1:5 и затем, при необходимости, подвергают тиснению на одной ее поверхности.
| WO 03087200 A1, 23.10.2003 | |||
| Буровой станок для канатного бурения | 1931 |
|
SU30648A1 |
| Привод нагнетателя двигателя внутреннего сгорания транспортной машины | 1971 |
|
SU481471A1 |

