Изобретение относится к способу складывания бумаги с помощью имеющей складывающий участок машины для складывания, при этом частичная зона подаваемой в него полосы бумаги сначала складывается в первую стопу со связанными друг с другом листами и после достижения порогового значения образованной таким образом первой стопы перемещают в накопитель и при этом через сложенную промежуточную зону сохраняется контакт с другой частичной зоной бумажной полосы, при этом один участок сложенной промежуточной зоны служит в качестве основания для другой подлежащей складыванию на него следующей стопы из связанных друг с другом листов.
Известно использование бумажных полос большого формата, в частности печатных бумажных полос, например, в промышленности и на предприятиях предоставления услуг репрографии, с целью, например, сохранения технической документации или других больших объемов данных. Ширина таких бумажных полос составляет в соответствии со стандартом до 914 мм (36 дюймов). Длина бумажной полосы и тем самым документов может быть различной и составлять в зависимости от применения до 100 м и больше.
Кроме того, известно складывание таких документов большого формата для упрощенного обращения и архивирования. Соответствующее нормам складывание технических чертежей закреплено в Германии в стандарте DIN 824. При этом нормы складывания в различных странах различны.
Такое складывание бумаги выполняется обычно по возможности автоматизированно, при этом машины для складывания могут осуществлять как продольное, так и поперечное складывание, и работать, например, по принципу складывания с помощью валков или по принципу складывающих лент.
Однако при этом имеются технические пределы для длины подлежащих складыванию за один раз бумажных полос и тем самым величины подлежащих обработке за один раз документов. Это обуславливается тем, что за счет складывания напечатанных бумажных полос возникают стопы со сложенными друг на друга страницами, которые необходимо транспортировать через компоненты (например, складывающие валки, складывающие ленты) машины для складывания. Поэтому эти компоненты должны быть установлены подвижно настолько, что они предоставляют в распоряжение необходимое пространство. Однако за счет подвижности этих компонентов уменьшается точность складывания. Так, длина складывания, т.е. суммарная ширина сложенных листов, в работающей по принципу складывания с помощью валков машине для складывания ограничена примерно 6 м, если вес бумаги составляет 80 г/м2. В машине для складывания длина складывания при такой бумаге ограничена примерно 12 м. В любом случае стоимость повышается прогрессивно длине складывания.
Для достижения, тем не менее, большой длины складывания для бумажных полос от нескольких десятков до более сотни метров, полуавтоматические способы осуществляют, например, так, что сначала складывается стопа с максимально возможной длиной бумаги, а затем переводится из машины для складывания в положение хранения. Бумажная полоса через несложенную промежуточную зону сохраняет контакт с другой частичной зоной бумажной полосы, при этом один участок этой промежуточной зоны служит в качестве основания для другой подлежащей складыванию на него следующей стопы из связанных друг с другом листов. Эту следующую стопу можно затем снова создавать до технологически допустимой длины, а затем отводить. Этот способ можно осуществлять с образованием нескольких стоп. В результате возникает несколько автоматически создаваемых сложенных пакетов, которые соединены друг с другом с помощью несложенных промежуточных зон. Эти промежуточные зоны необходимо затем складывать вручную оператору установки, с целью обеспечения возможности расположения друг над другом отдельных сложенных стоп с образованием большой стопы. Это складывание вручную промежуточных зон требует больших затрат времени и труда и связано с большой долей брака.
В DE 10 2009 032 159 В3 уже раскрыта полностью автоматическая машина для складывания, а также способ складывания, в котором при перемещении стопы бумаги в накопитель выдается несложенная зона и после перемещения стопы бумага снова должна втягиваться обратно по меньшей мере с частью сложенных слоев в машину для складывания, с целью применения этих зон в качестве основания для следующей стопы. Эта сравнительно большая втягиваемая обратно часть бумаги может приводить к неточности складывания и торможению процесса складывания.
В WO 2010/018059 А1 также раскрыт полностью автоматический способ складывания, в котором бумага удерживается в участке складывания во время перемещения сложенной стопы в накопитель. В это время необходимо останавливать подачу бумаги в участок складывания. Однако поскольку расположенное перед ним устройство, например принтер, плоттер или подобное, продолжает непрерывно работать, то образуются большие петли бумаги, которые затем должны быть обработаны после создания следующей стопы.
В основу изобретения положена задача создания способа складывания бумаги так, чтобы исключить указанные выше недостатки, и в котором необходимы лишь возможно меньшие петли.
Для решения задачи предлагается, что будущую промежуточную зону перед перемещением первой стопы через выход участка складывания в накопитель отводят от него через вход участка складывания, промежуточную зону во время перемещения первой стопы в накопитель возвращают на участок складывания, уже сложенный возвращенный на участок складывания лист служит в качестве основания для подлежащей складыванию следующей стопы, и процесс отведения будущей промежуточной зоны повторяют до достижения соответствующего порогового значения так долго, пока не будет сложена вся подаваемая бумажная полоса.
За счет отведения промежуточной зоны уже сложенной стопы внутри машины для складывания, и еще перед выталкиванием из машины для складывания в направлении накопителя достигается, что петля перед машиной для складывания имеет лишь величину, равную примерно установленной ширине складывания.
В способе указанного в начале вида, в котором стопа направляется между тремя валками складывания участка складывания попеременно в складывающие отделения, предлагается, что после достижения порогового значения бумажная полоса в следующей стадии складывания лишь частично складывается между двумя складывающими валками, складывающие валки и входные валки после выполненного частично складывания реверсируют, после выхода частичной складки из зазора между складывающими валками складывающие валки снова реверсируют, в то время как входные валки вытягивают еще дальше промежуточную зону из участка складывания, после этого первую стопу направляют в отделение складывания и через него наружу, затем реверсируют входные валки, когда предпоследняя складка покинула зазор между складывающими валками, и после выхода первой стопы из отделения складывания и достижения накопителя, складывающие валки реверсируют для образования новой стопы.
С помощью этого достигается, что после частичного складывания бумажной полосы без транспортировки стопы дальше в соответствующее отделение складывания, реверсируют складывающие и входные валки, и как только складка покинула зазор между складывающими ее валками для складывания, можно уже снова реверсировать складывающие валки. Входные валки отводят бумажную полосу еще дальше назад, однако как только предпоследняя складка выходит из зазора между складывающими валками, которые выполнили предпоследнюю складку, входные валки можно снова реверсировать. Тем самым входными валками действительно отводится лишь примерно установленная ширина складывания. Тем самым петля, которая образуется из отведенной бумажной полосы, включая далее транспортируемую бумажную полосу, является небольшой. Уже при транспортировке стопы в накопитель можно снова начинать устранение петли. Кроме того, лишь сравнительно небольшая часть бумажной полосы отводится для дальнейшей обработки за счет чего предотвращаются неточности складывания.
Ниже приводится более подробное пояснение изобретения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1-8 - машина для складывания, которая работает и управляется в соответствии со способом, согласно изобретению.
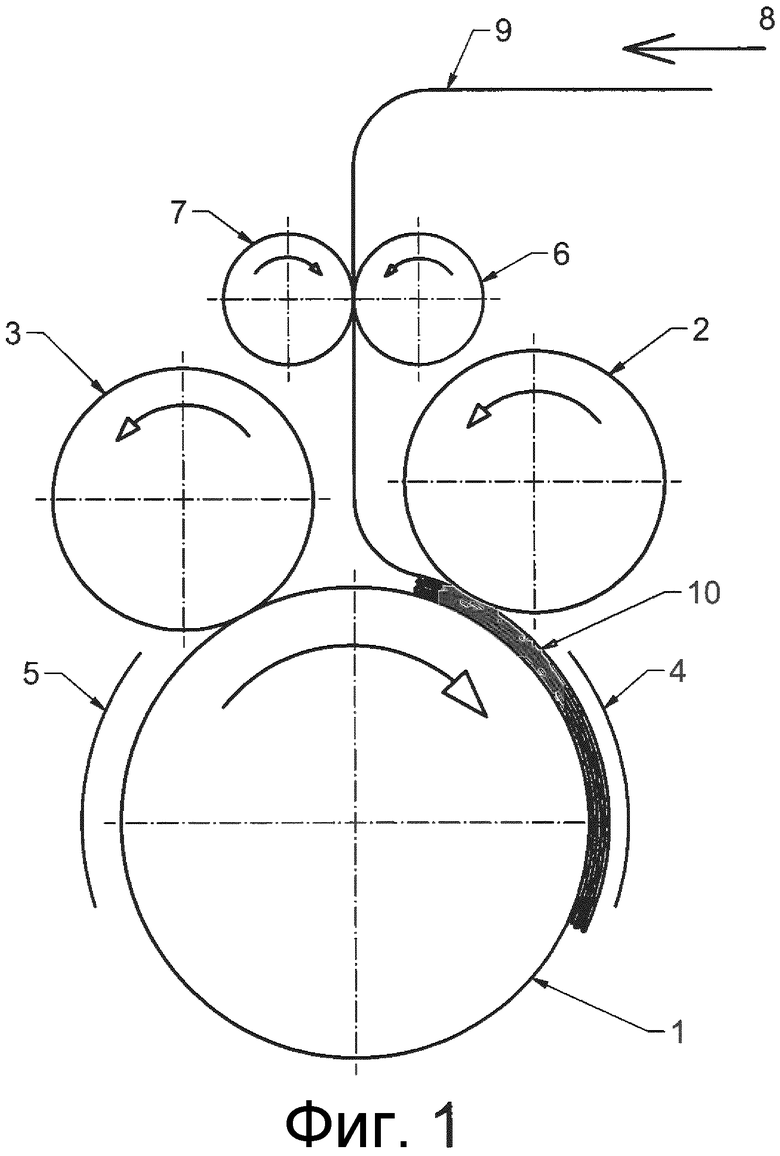
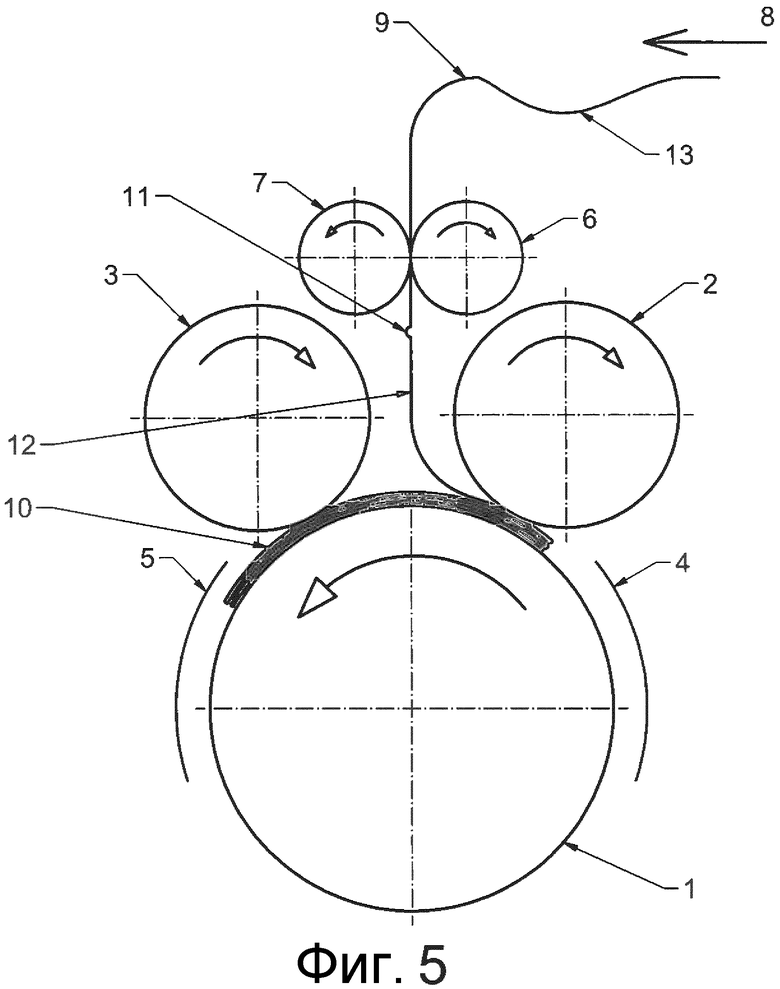
На фигурах показан складывающий валок 1, а также два взаимодействующих со складывающим валком 1 складывающих валка 2 и 3 участка складывания. Со складывающим валком 1 согласованы складывающие отделения 4 и 5. Через входные валки 6, 7 осуществляется подача бумажной полосы 9 к складывающим валкам 1-3.
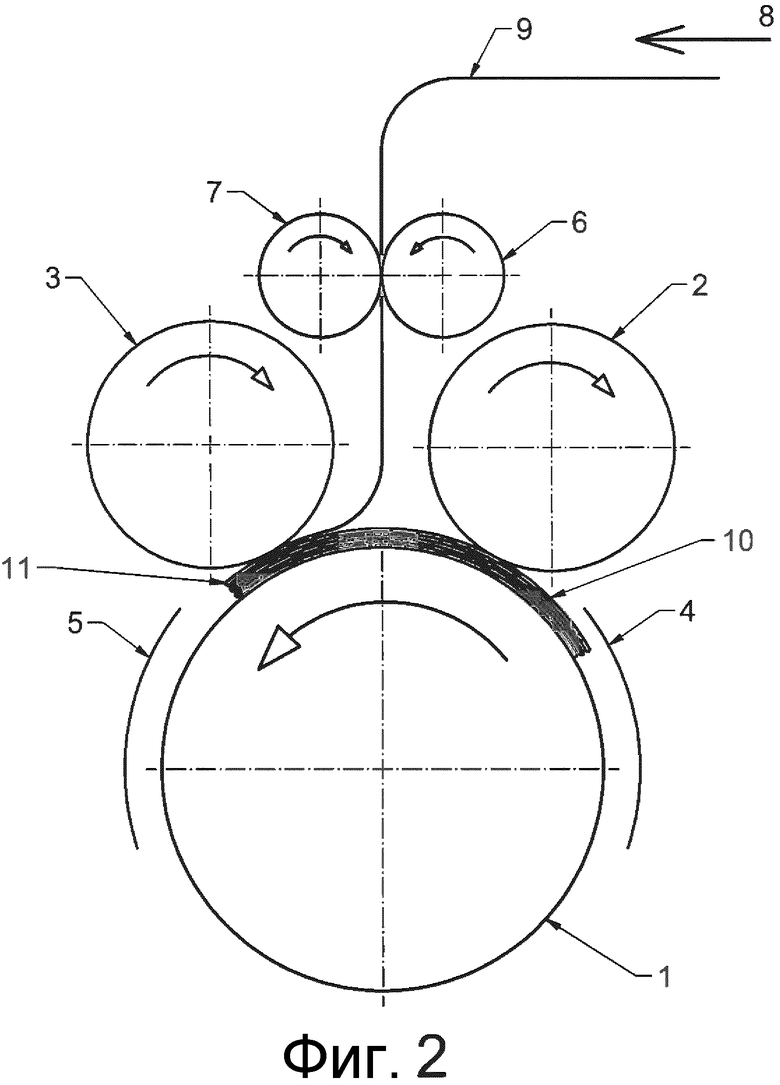
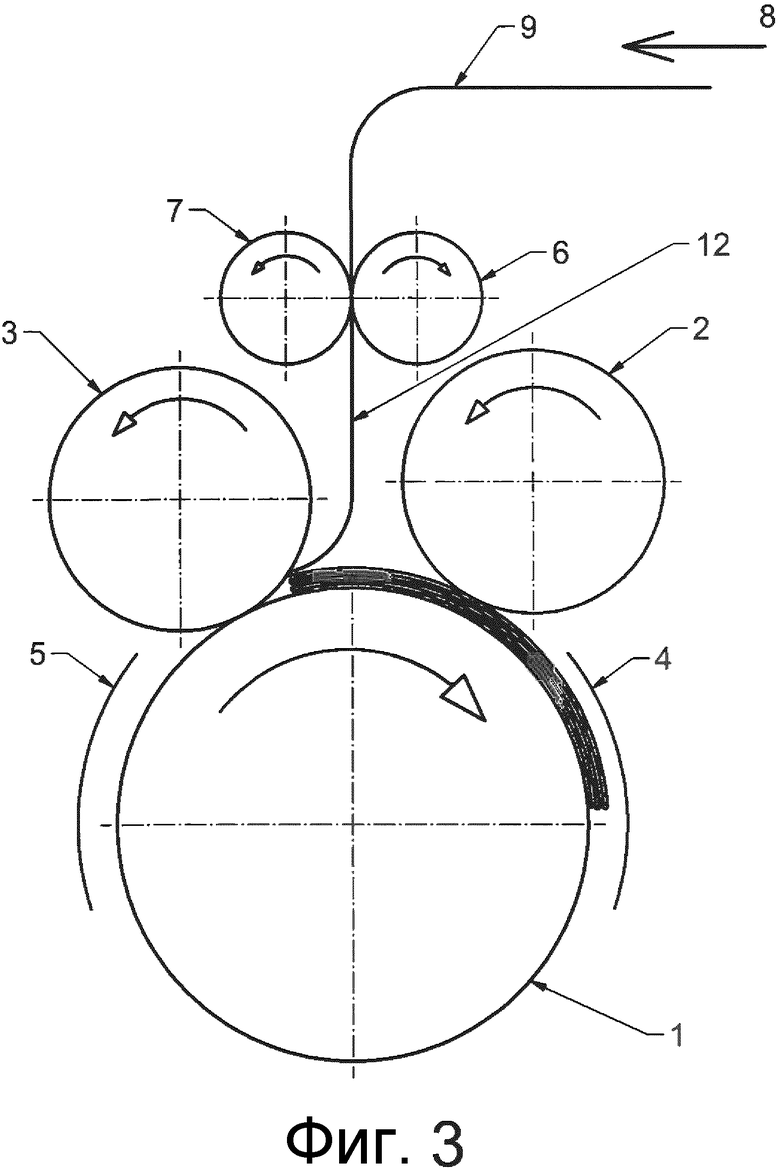
На фиг. 1 показана первая сложенная из бумажной полосы 9 стопа 10, которая расположена между складывающими валками 1 и 2 и находится в складывающем отделении 4. После реверсирования складывающих валков 1-3 выполняется складка 11 между складывающими валками 1 и 3, как показано на фиг. 2. Непосредственно после образования складки 11 реверсируются складывающие валки 1-3, а также входные валки 6 и 7, как показано на фиг. 3. За счет реверсирования входных валков 6 и 7 из участка складывания вытягивается промежуточная зона 12 бумажной полосы 9.
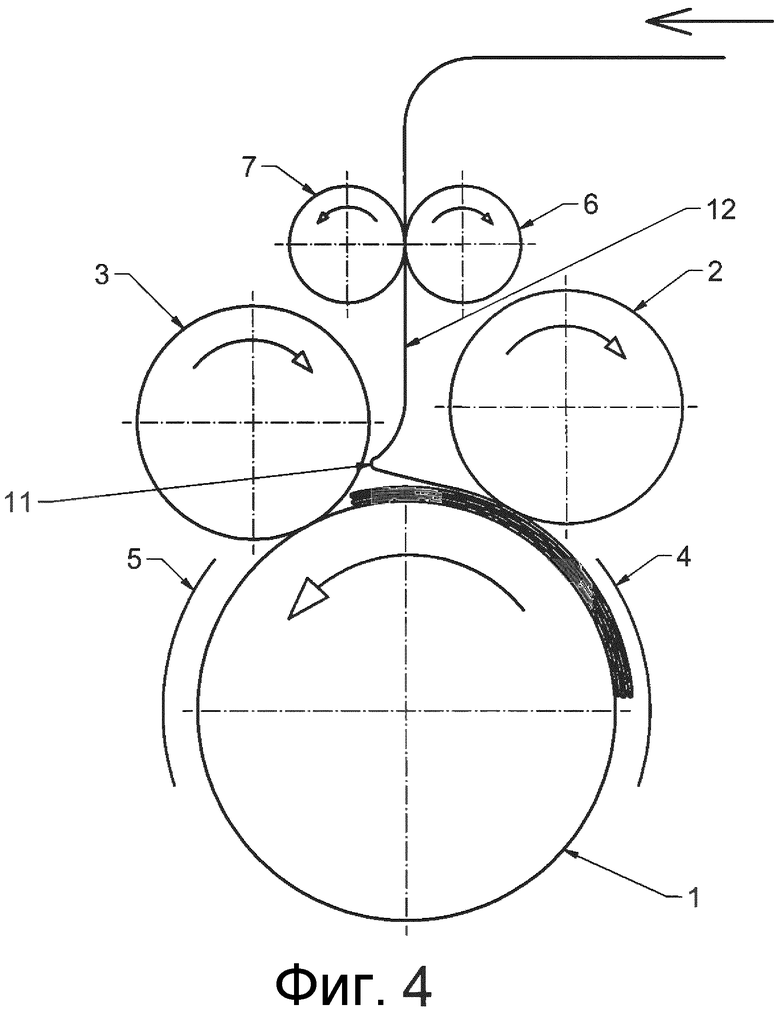
После выхода складки 11 из зазора между складывающими валками 1 и 3, складывающие валки 1-3 снова реверсируются, в то время как входные валки 6 и 7 отводят еще дальше от участка складывания промежуточную зону 12 бумажной полосы 9 (см. фиг. 4).
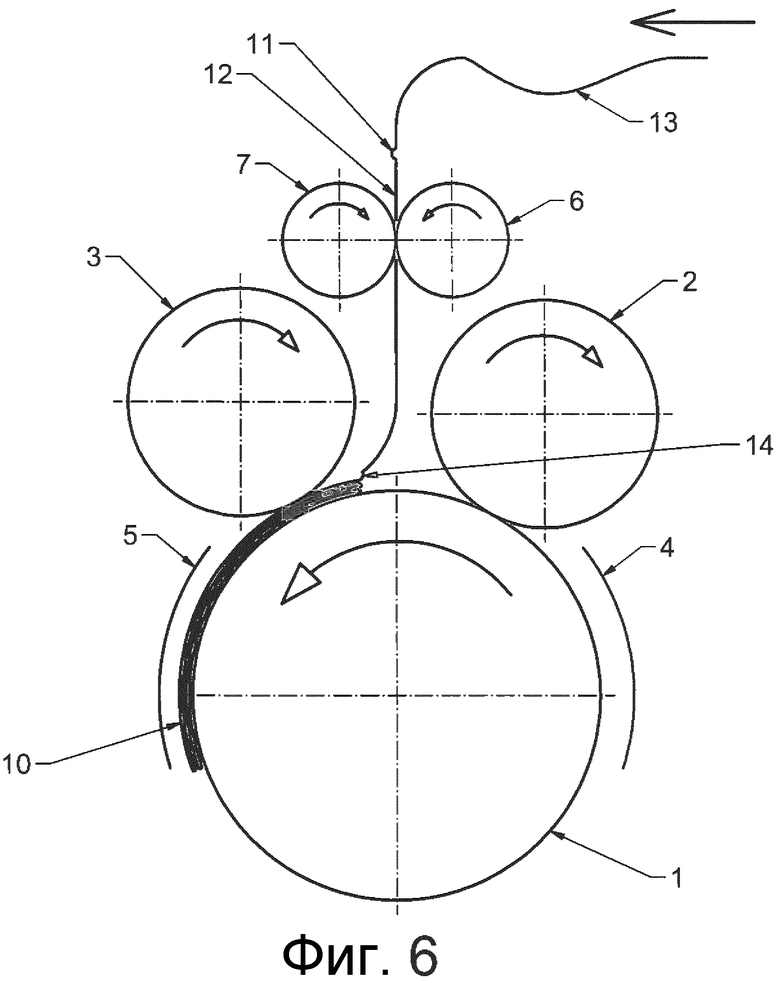
На фиг. 5 показана петля 13, которая возникает за счет отведения промежуточной зоны 12 бумажной полосы 9 от участка складывания и за счет продолжающейся подачи бумажной полосы 9 в участок складывания. Первая стопа 10, как показано на фиг. 5, снова направляется между складывающими валками 1 и 3 и далее в отделение 5 складывания. После выхода предпоследней складки 14 из зазора между складывающими валками 1 и 2 реверсируются входные валки 6 и 7 (см. фиг. 6). Промежуточная зона 12 снова транспортируется на участок складывания. Петля 13 снова устраняется.
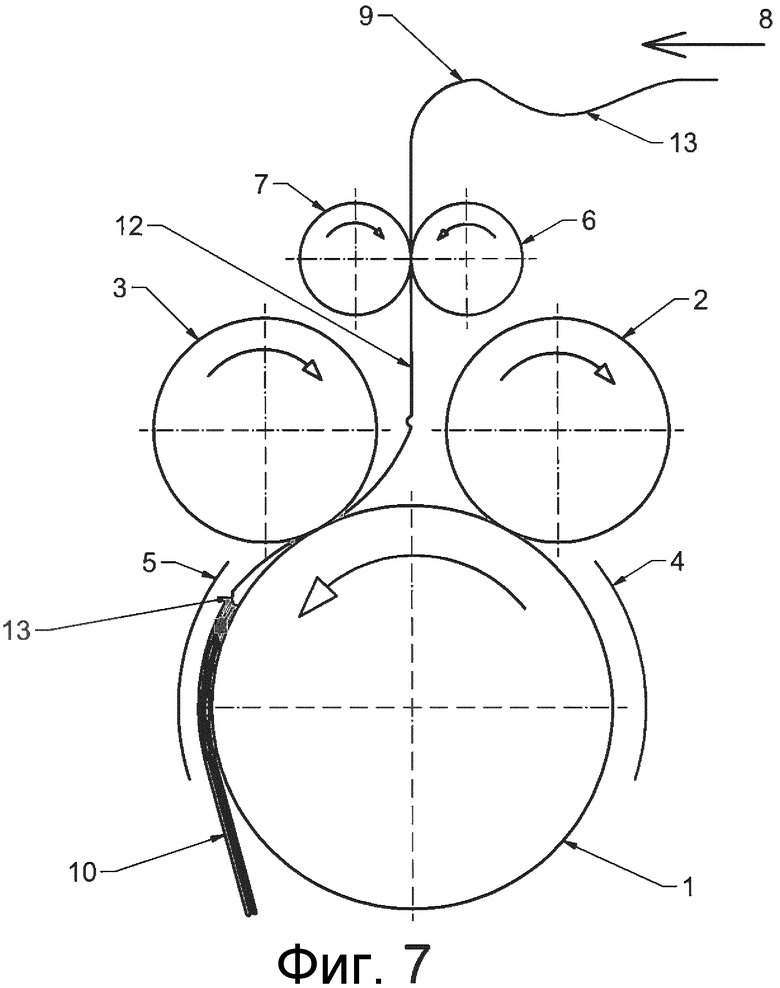
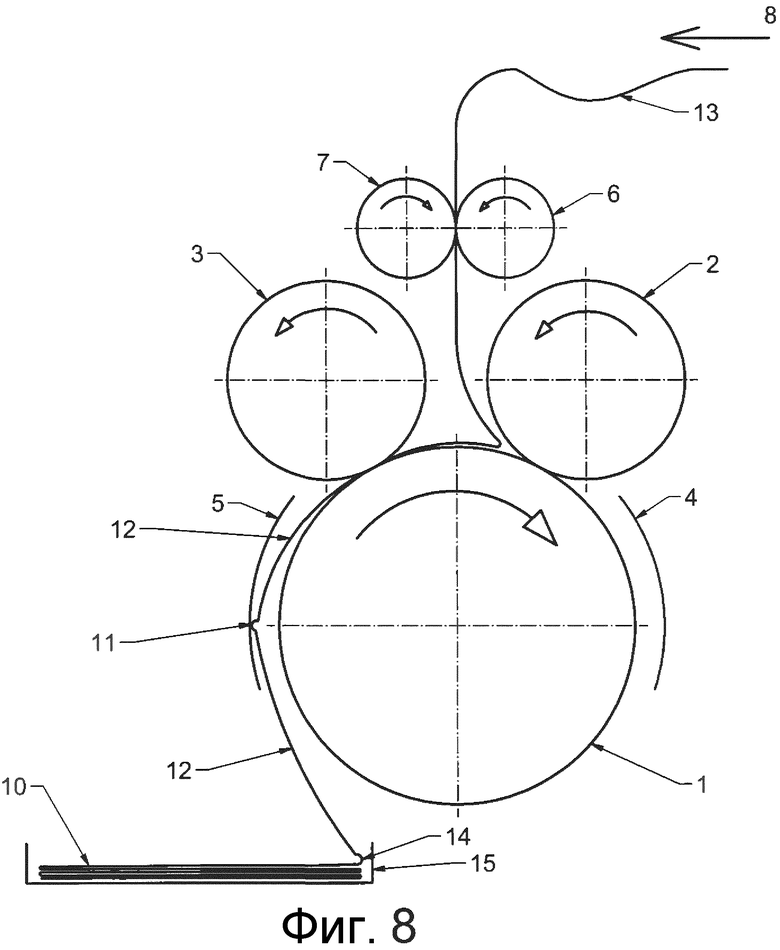
Как показано на фиг. 7, первая стопа 10 через отделение 5 складывания транспортируется в направлении накопителя 15 (см. фиг. 8). После достижения стопой 10 накопителя 15 и вхождения складки 11 в отделение 5 складывания в соответствии с запланированной длиной подлежащих складыванию бумажных полос, снова реверсируются складывающие валки 1-3. Тем самым между складывающими валками 1 и 2 осуществляется новое складывание следующего штабеля.
Перечень позиций
1. Складывающий валок.
2. Складывающий валок.
3. Складывающий валок.
4. Отделение складывания.
5. Отделение складывания.
6. Входной валок.
7. Входной валок.
8. Подача.
9. Бумажная полоса.
10. Первая стопа.
11. Складка.
12. Промежуточная зона.
13. Петля.
14. Складка.
15. Накопитель.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления упаковки для плоских предметов | 1979 |
|
SU1047386A3 |
| СТОПКА ЛИСТОВ БУМАГИ, ДИСПЕНСЕР, ИМЕЮЩИЙ ТАКУЮ СТОПКУ, И СПОСОБ ФОРМИРОВАНИЯ ТАКОЙ СТОПКИ | 2016 |
|
RU2709394C1 |
| ЧЕТЫРЕХПОЛОСНАЯ МНОГОСЛОЙНАЯ ТКАНЬ, СОЕДИНЯЕМАЯ ШВОМ | 2006 |
|
RU2391454C2 |
| ЗАЩИТНЫЕ ИЗДЕЛИЯ | 2015 |
|
RU2687793C2 |
| ЛИСТОВОЕ УСТРОЙСТВО | 1991 |
|
RU2106976C1 |
| БЕСКОНЕЧНАЯ ЛЕНТА С РЕГУЛИРУЕМОЙ ВЕЛИЧИНОЙ ЖЕЛОБКОВ | 2004 |
|
RU2384663C2 |
| КАРТОННЫЙ ПОДДОН | 2005 |
|
RU2376224C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ОРИЕНТИРОВАНИЯ МАТЕРИАЛА ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ | 2008 |
|
RU2568482C2 |
| СТОПКА ИЗ ВЗАИМНО СЛОЖЕННЫХ ПЕРВОГО И ВТОРОГО ЛИСТОВ | 2011 |
|
RU2557775C1 |
| УПАКОВОЧНЫЙ ПАКЕТ ИЗ ПЛЕНКИ | 2007 |
|
RU2422342C1 |
Изобретение относится к области обработки бумаги. При осуществлении способа складывания бумаги с помощью имеющей складывающий участок машины, частичную зону подаваемой в него полосы бумаги складывают в первую стопу. Листы первой стопы связаны друг с другом. После достижения порогового значения первую стопу перемещают в накопитель. При этом через сложенную промежуточную зону сохраняется контакт с другой частичной зоной бумажной полосы. Сложенную промежуточную зону перед перемещением первой стопы в накопитель отводят от первой, уже сложенной стопы из участка складывания. Сложенную промежуточную зону во время перемещения первой стопы в накопитель возвращают в участок складывания. Сложенная, возвращенная в участок складывания промежуточная зона служит в качестве основания для следующей стопы. Процесс отведения сложенной промежуточной зоны повторяют до достижения порогового значения следующей стопы, пока не будет сложена вся подаваемая бумажная полоса. Обеспечивается уменьшение размера петли при складывании. 1 з.п. ф-лы, 8 ил.
1. Способ складывания бумаги с помощью имеющей складывающий участок машины для складывания,
причем частичную зону подаваемой в него полосы (9) бумаги сначала складывают в первую стопу (10) со связанными друг с другом листами и после достижения порогового значения образованную таким образом первую стопу (10) перемещают в накопитель (15) и при этом через сложенную промежуточную зону (12) сохраняется контакт с другой частичной зоной бумажной полосы (9),
причем участок сложенной промежуточной зоны (12) служит в качестве основания для другой подлежащей складыванию на него следующей стопы из связанных друг с другом листов,
отличающийся тем, что
- сложенную промежуточную зону (12) перед перемещением первой стопы (10) в накопитель (15) отводят от первой, уже сложенной стопы (10) из участка складывания,
- сложенную промежуточную зону (12) во время перемещения первой стопы (10) в накопитель (15) возвращают в участок складывания, и
- затем уже сложенная, возвращенная в участок складывания промежуточная зона (12) служит в качестве основания для подлежащей складыванию следующей стопы, и
- процесс отведения сложенной промежуточной зоны (12) повторяют до достижения порогового значения следующей стопы, пока не будет сложена вся подаваемая бумажная полоса (9).
2. Способ по п. 1, при котором стопу (10) попеременно направляют между тремя складывающими валками (1-3) участка складывания в отделения (4 и 5) складывания, отличающийся тем, что
- после достижения порогового значения бумажную полосу (9) на следующей стадии складывания лишь частично складывают (складка 11) между двумя складывающими валками (1 и 3 или, соответственно, 1 и 2),
- после выполненного частично складывания (складка 11) складывающие валки (1-3), а также входные валки (6 и 7) реверсируют,
- после выхода складки (11) из зазора между складывающими валками (1 и 3 или, соответственно, 1 и 2) складывающие валки (1-3) снова реверсируют, в то время как входные валки (6 и 7) вытягивают еще дальше промежуточную зону (12) из участка складывания,
- затем первую стопу (10) направляют в отделение (4 или 5) складывания и через него наружу,
- затем реверсируют входные валки (6 и 7), когда предпоследняя складка (14) покинула зазор между складывающими валками (1 и 2 или, соответственно, 1 и 3), и
- после выхода первой стопы (10) из отделения (4 или 5) складывания и достижения накопителя (15) складывающие валки (1-3) реверсируют для образования новой стопы.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| DE 102009032159 B3, 27.01.2011 | |||
| Устройство для зигзагообразного складывания листового материала | 1980 |
|
SU1052462A1 |
| РАБОЧИЙ ОРГАН ДЛЯ ОБРАЗОВАНИЯ СКВАЖИНЫ В ГРУНТЕ | 0 |
|
SU368392A1 |

