// Г/3. / о
L
ч
СО 00
о Ю
Изобретение относится к спрсобам изготовления упаковок, в частности, для плоских предметов.
Известны способы изготовления упаковки для плоских предгС1етов, предусматривающие подачу расположенных одна на другой непрерывных полос картона, и бумаги, склеивание последних с образованием участка бумажной полосы, выступающего за кромки картонной полосы, с последующим разрезанием заготовок и складыванием их в поперечном направлении С13 и 2}.
Однако известные способы сложны и не обеспечивают непрерывность изготовления упаковок.
Цель изобретения упрощение способа.
Поставленная цель достигается тем, что согласно способу, предусматривающему подачу расположенных одна над другой непрерывных полос картона и бумаги, склеивание последних с образованием участка бумажно/i полосы, выступающего за кромки картонной полосы, с последующим разрезанием заготовок и скла-г дыванием их в поперечном направлении, перед разрезанием на наружную поверхность края бумажной полосы, расположенной на картонной полосе, с интервалом наносят клейкое вещество, затем бумажную полосу складывают в продольном направлении с последующим соединением ее краев, имеющих клеевое покрытие, а. складывание заготовки в поперечном направлении проводят путем предварительного нанесения на поверхностьсложенных полос клейкого вещества с последующим соединением верхней части сложенной вдвое полосы.
На фиг. 1 схематично изображено устройство для осуществления предагаемого способа, вид сбоку; на . фиг. 2 - то же, вид в плане; на фиг. 3 - изготовленная упаковка.
Непрерывная картонная полоса 1 вытягивается валками 2 из накопиеля, а непрерывные бумажные полосы 3 вытягивается валками 4 из другого накопителя. Положения валков 2 и 4 выбирают такими, что полосы 3 бумаги выступают .за кромки картонной полосы. На участке 5 с помощью распылиеля или другого устройства для нанесения клея на .кромки картонной олосы 1 наносят слой клея и соеиняют полосами 3, пропуская их чеез валки 6. Затем на наружную поверхность края бумажных полос 3 с и.нтервалом наносят слой 7 клейкого вещества так, что пространство с 2 клеем и пространство без клея чередуются. Длина пространства Т. с клеем соответствует длине
-боковой кромки готового пакета.
Бумажные полосы складывают вдвое в продольном направлении с последуюишм соединением их краев, имеющих клеевое покрытие, путем пропускания через валки 8, которые сжимают полосы 3 и вызывают их адгезию в местах нанесения слоя 7 клейкого вещества. В местах, где нет, слоя 7, и которые, соответствуют длине 2 клеевыи слоев
0 согнутые кромки полос 3 не сцепляются. Полученная таким образом поло са с постоянной скоростью подается на режущий валок 9, Лезвие 10 режет полосу на валке 11 на заготовки,
5 длина которых соответствует длине окружности валка 9. Для того, чтобы каждая отрезанная заготовка имела длину 2 и иола снабжена клеевыми швами и отрезком, на которую клей
0 не наносился, работа по склеиванию синхронизирована с вращательным движением режущего валка 9, причем в этом случае во время первой половины оборота валка 9 клей подается,
5 а Во время второй половины не подается.
Непосредственно за режущим вал ком 9 имеется еще один участок склеивания, где наносят на поверхность сложенных полос 3 слой 12 клейкого
0 вещества, который может быть негфеЕЖ1ВНЫМ или чередующимся. После раз.резания на заготовки фальцующее лезвие .13, расположенное поперек полотна, движется вниз, перемещаясь
5 в средней части заготовки, причем та часть заготовки, которая снабжена клеевым слоем.7, остается на одной ее стороне, а часть заготовки без клеевого слоя оказывается на
0 другой. .Фальцующее лезвие 13 производит, фальцовку с помсяцью сопряженных элементов 14 .и валков 15. При прохождении.заготовки между валками 15 осуществляется окончатель- . ное сцепление ее кромок благодаря наличию слоя 12 клея. Отсутствие слоя 7 клея на поверхности-сложеннойвдвое полосы 3, скрепленной с поверхностью другой стороны полосы 3,
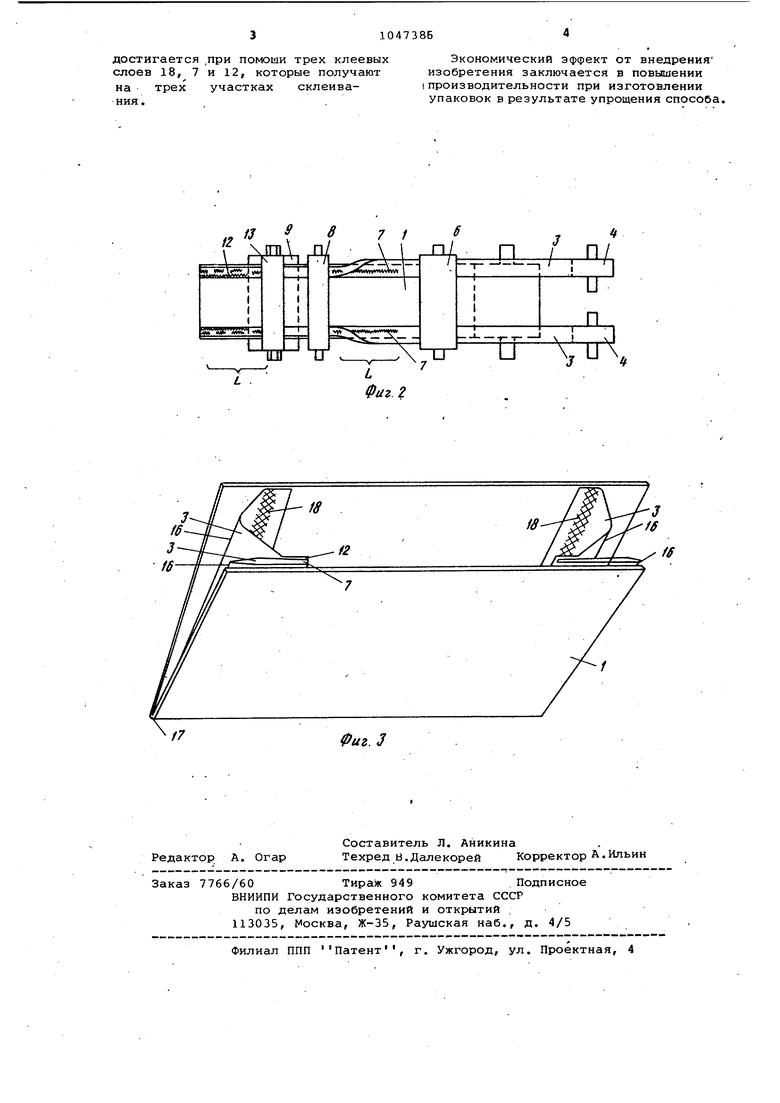
0 позволяет раскрыть упаковку так,, как это показано на фиг. 3.
В изготовленной упаковке полоса
бумаги 3 складывается в четыре слоя один поверх дшугого при помощи продольных 16 и поперечной 17 фальцующих линий. Благодаря предлагаемому способу только один из этих четырех
слоев склеивается с одной боковой половиной картонной полосы 1 посред ством клееного слоя 18, полученного на первом участке склеивания. Другие три слоя полосы 3 склеивсиотся с другой
половиной картона 1. Это соединение
достигается ,при помощи трех клеевых слоев 18, 7 и 12, которые получают на трех участках склеивания .
Экономический эффект от внедрения изобретения заключается в повышении I производительности при изготовлении упаковок в результате упрощения способа.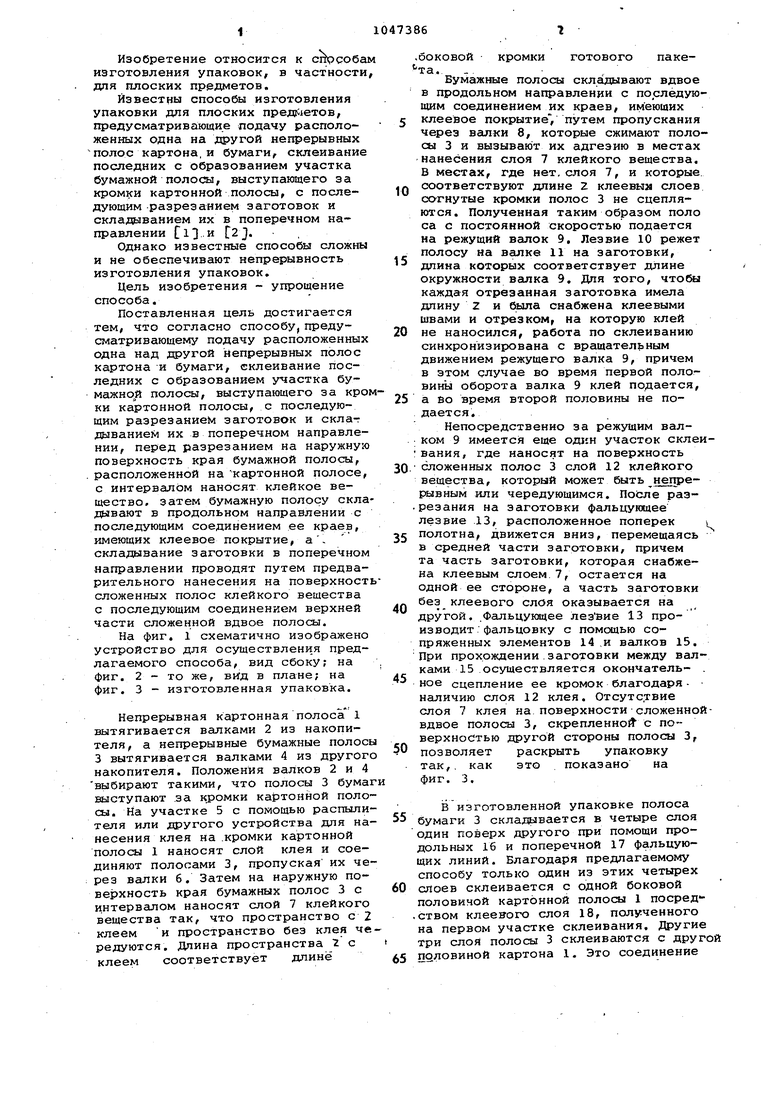
СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ДЛЯ ПЛОСКИХ ПРЕДМЕТОВ, предусмат. ривающий подачу расположенных одна над другой непрерывных полос картона и бумаги, склеивание последних с образованием участка бумажной полосы, выступающего за..кромки картонной полосы, с. последующим разрезанием заготовки и складыванием их в поперечном направлении, D т л и ч а ю щ и И с я тем, что, с целью упрощения перед разрезанием на наружную поверхность края бумажной полосы,, расположенной на картонной полосе, с интервалом наносят клейкое вещество, затем.бумажную полосу складыва, ют в продольно 1 направлении с последующим соединением ее краев, имеющих клеевое покрытие, а складывание заготовки в поперечном направлении проводят путем предварительного на-, несения на поверхность сложенных полос клейкого вещества с последующим соединением верхней части сложенной вдвое полосы.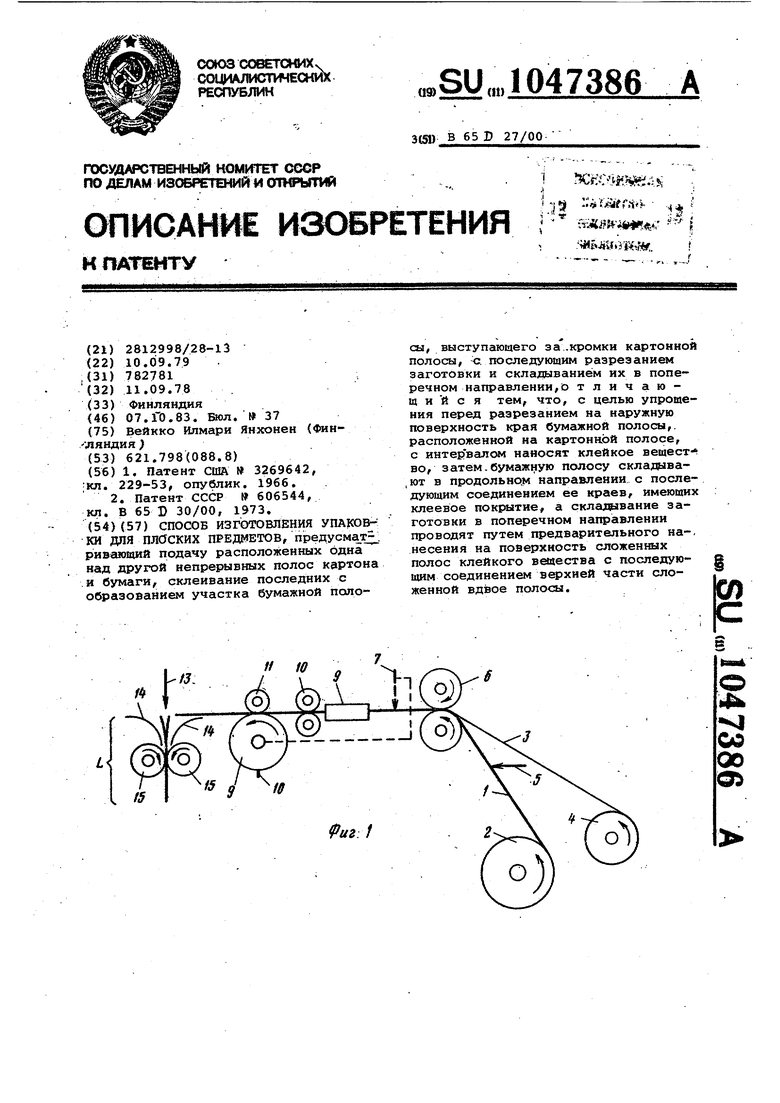
8
13
п1
ЩП
L .
7 f
EL
L Фиг. 2
/2
18
f6
17
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3269642, :кл | |||
| Приспособление для подачи воды в паровой котел | 1920 |
|
SU229A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Упаковка для плоских предметов | 1973 |
|
SU606544A3 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
