ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее раскрытие изобретения относится к стопе сложенных листов бумаги, в частности, к стопе вложенных друг в друга листов бумаги и, еще более конкретно, листов тонкой бумаги. Раскрытие изобретения дополнительно относится к диспенсеру, имеющему такую стопку, и способу формирования такой стопки, в частности, способу складывания отдельных листов и их складывания друг в друга. Настоящее раскрытие изобретения может применяться, в частности, для столовых салфеток, более конкретно, салфеток из диспенсера, но также может использоваться для других применений, таких как применение для бумажных полотенец.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Одна подобная стопка раскрыта в US 2014/0057069 А1. Сложенные листы из стопки, раскрытой в данном документе, сначала складывают пополам вдоль продольной осевой линии. После этого лист складывают вдоль двух параллельных линий сгиба, которые перпендикулярны к продольной осевой линии, в противоположных направлениях для обеспечения складывания гармошкой. Складывание гармошкой используется для складывания друг в друга листов в стопе, следующих друг за другом. В частности, одна из двух параллельных линий сгиба разделяет листы на две панели, и одна панель последующего листа вставляется или размещается между двумя панелями предыдущего листа, посредством чего обеспечивается складывание листов друг в друга. Другая из двух параллельных линий сгиба образует стартовую складку, обеспечивающую возможность более легкого захвата листа, еще не выступающего из выдачного отверстия.
В вышеуказанной стопе или, в частности, в сложенных листах в ней используются три сгиба вокруг трех линий сгиба, что обеспечивает ¼ размера исходного листа.
Тем не менее, раскрытие листов ощущается как не совсем оптимальное. В частности, при захвате стартовой складки и извлечении листа из диспенсера лист раскрывается только вдоль двух параллельных линий сгиба, используемых для складывания листов друг в друга, и поэтому увеличивается в размере только вдвое.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
С учетом вышеуказанного желательно предложить стопку сложенных листов бумаги, диспенсер и способ, при которых отдельные листы легко раскладываются при извлечении из стопки. В конкретных вариантах осуществления отдельные листы имеют размер после раскладывания, соответствующий размеру, более чем в два раза превышающему их размер перед извлечением из стопки (то есть по сравнению со сложенным листом).
Также желательно обеспечить более легкое раскладывание при сохранении вложенности отдельных сложенных листов друг в друга и наличии стартовой складки.
Кроме того, желательно предложить стопку, диспенсер со стопой и способ формирования стопки, имеющей сравнительно малую занимаемую площадь, без ухудшения вложенности отдельных сложенных листов друг в друга, выдачи стартовой складки и/или легкого раскладывания отдельных сложенных листов при их извлечении из стопки.
По меньшей мере, одна из вышеуказанных задач решается посредством стопки сложенных листов бумаги по пункту 1 формулы изобретения, диспенсера, имеющего такую стопку, по пункту 10 формулы изобретения и способа формирования стопки сложенных листов бумаги по пункту 11 формулы изобретения.
Согласно одному аспекту стопку сложенных листов бумаги используют в качестве столовых салфеток, более конкретно, салфеток из диспенсера. В данном контексте салфетки из диспенсера следует понимать как салфетки, которые выдаются пользователю посредством диспенсера при извлечении салфеток из диспенсера одна за одной. Тем не менее, также возможны другие применения, например, в случае полотенец. В конкретных вариантах осуществления тонкая бумага (см. также ISO 12625-1) используется в качестве материала сложенных листов. Стопка содержит множество отдельных листов. Каждый сложенный лист может иметь прямоугольную форму. Каждый сложенный лист может быть сложен из исходного листа. Исходный лист следует рассматривать как лист из одного или более слоев (layers) или слоев (plies) бумаги без какого-либо сгиба. Исходный лист может также иметь прямоугольную форму. В данном контексте термин «прямоугольный» охватывает «квадратный», а также прямоугольники со скругленными углами. Каждый исходный лист может быть образован из одного или более слоев. Кроме того, каждый исходный лист может быть сложен множество раз для формирования сложенного листа. Термин «сложенный лист» следует понимать как полностью сложенный лист в стопе. Согласно данному аспекту каждый из сложенных листов сложен, по меньшей мере, вдоль первой линии сгиба так, что часть свободного края, противоположного первой линии сгиба, расположена внутри по отношению к наружным периферийным краям и на наружной поверхности сложенного листа, посредством чего формируется стартовая складка. В одном варианте осуществления часть свободного края расположена на верхней поверхности сложенного листа в стопе или, другими словами, на верхней поверхности сложенного листа, обращенной вверх в стопе. Стартовую складку следует понимать как складку, имеющую свободный край, выставленный для потребителя, например, посредством выдачного отверстия для облегчения первоначального извлечения листов из диспенсера. Например, стартовая складка может обеспечивать свободный край, расположенный на верхней поверхности каждого сложенного листа в центре или со смещением к наружному контуру сложенного листа. Согласно варианту осуществления ширина стартовой складки в направлении, перпендикулярном первой линии сгиба, составляет, по меньшей мере, 10 мм или, по меньшей мере, 20 мм. Максимальная ширина определяется главным образом общей шириной сложенного листа в направлении, перпендикулярном к первой линии сгиба. Согласно варианту осуществления максимальная ширина выбрана так, чтобы обеспечить, по меньшей мере, 10 или, по меньшей мере, 20 мм «свободного пространства» на верхней стороне сложенного листа, которое отличается от стартовой складки, для обеспечения достаточного пространства для пальцев, захватывающих свободный край. Что касается терминов «первая линия сгиба», «вторая линия сгиба» и т.д., то следует понимать, что термины «первая», «вторая» и т.д. не означают порядка, в котором складки образуют во время процесса изготовления, а служат только для установления различий между разными линиями сгиба. Кроме того, в соответствии с данным аспектом каждый сложенный лист дополнительно сложен вдоль одной или более вторых линий сгиба, не параллельных первой линии сгиба. Вторая (-ые) линия (-и) сгиба предпочтительно пересекает (-ют) стартовую складку. В результате стартовая складка также будет сложена вдоль или вокруг второй (-ых) линии (-й) сгиба. Если имеется одна вторая линия сгиба, сложенный лист разделен на две панели, соединенные на второй линии сгиба. Следует понимать, что каждый сложенный лист может быть сложен вдоль двух из вторых линий сгиба, в результате чего будет образована Z-образная форма и будут иметься три панели, или вдоль даже более чем двух вторых линий сгиба, в результате чего будет образована форма, подобная гармошке и будут иметься более трех панелей. Если имеется только одна вторая линия сгиба, вторая линия сгиба разделяет лист только на две панели, которые соединены на второй линии сгиба, в результате чего образуется U-образная форма. При рассмотрении Z-образной формы следует отметить, что имеются две вторые линии сгиба, при этом одна из вторых линий сгиба разделяет лист на первую панель и вторую среднюю панель, и другая из вторых линий сгиба разделяет лист на вторую среднюю панель и третью панель. Кроме того, два следующих друг за другом, сложенных листа в стопе вложены друг в друга или перемежаются так, что, по меньшей мере, одна панель одного листа расположена между двумя панелями предыдущего и/или последующего листа. Возможность удобного извлечения сложенных листов из диспенсера обеспечивается за счет складывания листов, следующих друг за другом, друг в друга. В частности, когда потребитель вытягивает сложенный лист из выдачного отверстия диспенсера, непосредственно следующий за ним, (последующий) сложенный лист также подвергается воздействию вытягивающей силы, обеспечивающей частичное выступание и непосредственно следующего за ним, сложенного листа из выдачного отверстия и частичное раскладывание его. При этом следующий пользователь может легко получить доступ к этому выступающему листу.
Согласно данному аспекту можно использовать первую и вторую линии сгиба для уменьшения площади, занимаемой каждым сложенным листом, по сравнению с исходным листом и, следовательно, площади стопки. В то же время, поскольку первая и вторая линии сгиба не параллельны, раскладывание каждого сложенного листа после извлечения из стопки или диспенсера упрощается и улучшается по сравнению с предшествующим уровнем техники за счет того, что размер данного, по меньшей мере частично, разложенного листа более чем вдвое превышает размер сложенного листа после извлечения из стопки. Кроме того, используемые линии сгиба имеют двойное назначение, а именно, первая линия сгиба дополнительно служит для создания стартовой складки и вторая линия сгиба дополнительно служит для складывания сложенных листов, следующих друг за другом, друг в друга в стопе.
Согласно варианту осуществления первая линия сгиба может проходить перпендикулярно ко второй линии сгиба. Использование перпендикулярных линий сгиба для этой цели обеспечивает технологичность. Таким образом, одна из линий сгиба может быть образована во время процесса изготовления в машинном направлении (направлении перемещения полуфабриката в машине - MD), то есть параллельно машинному направлению, в то время как другая из линий сгиба может быть образована в направлении (CD), поперечном к машинному направлению, то есть поперек к машинному направлению. Вследствие этого сочетание стандартного оборудования или его элементов может быть использовано для сгибания листов и формирования стопки.
Как разъяснено ранее, вторая линия сгиба может пересекать стартовую складку. Согласно варианту осуществления вторая линия сгиба пересекает стартовую складку в центре стартовой складки, определяемом в продольном направлении (продольное направление параллельно свободному краю и первой линии сгиба). Последнее, в частности, имеет место, если имеется только одна вторая линия сгиба, разделяющая сложенный лист в центре только на две панели. Кроме того, стартовая складка может проходить вдоль двух панелей на поверхностях панелей, обращенных в сторону друг от друга. Это, в частности, имеет место, если стартовая складка сформирована при складывании листа вокруг первой линии сгиба перед складыванием листа вокруг второй линии сгиба для складывания листов друг в друга, при этом стартовая складка расположена на верхней стороне листа, и складывание вокруг второй линии сгиба выполняют по направлению к тыльной стороне листа.
Кроме того, каждый сложенный лист может быть дополнительно сложен вдоль третьей линии сгиба, которая параллельна первой линии сгиба, при этом формируется тыльная складка, причем тыльная складка и стартовая складка расположены с противоположных сторон листа, в частности, перед складыванием листа вокруг второй линии сгиба. Вторая линия сгиба может пересекать тыльную складку так же, как стартовую складку. В частности, вторая линия сгиба может пересекать тыльную складку в центре тыльной складки, определяемом в продольном направлении, при этом продольное направление параллельно третьей линии сгиба. Сложенные листы стопки образуют некоторое число слоев (plies) или слоев (layers) в направлении высоты стопки, при этом один лист имеет множество слоев (plies) или слоев (layers) в направлении высоты, по меньшей мере, вследствие процесса складывания. Тыльная складка обеспечивает преимущество, состоящее в том, что число слоев (plies) или слоев (layers) стопки будет одинаковым на крае первой линии сгиба и крае третьей линии сгиба. Соответственно, стопка является более устойчивой. Кроме того, это упрощает сжатие стопки, если желательно ее сжатие. Кроме того, если сложенный лист уже выступает из выдачного отверстия, пользователь имеет две возможности для захвата листа, поскольку стартовая складка и тыльная складка выступают в некоторой степени в противоположных направлениях, образуя ʺZʺ-образную конфигурацию на выступающем крае. Соответственно, сложенный лист легко захватывается и раскладывается. Кроме того, тыльная складка обеспечивает уменьшение площади, занимаемой сложенным листом.
В некоторых вариантах осуществления ширина стартовой складки в направлении, перпендикулярном к первой линии сгиба, и ширина тыльной складки в направлении, перпендикулярном к третьей линии сгиба, в сумме составляют общую ширину между первой линией сгиба и третьей линией сгиба, определяемую в направлении, перпендикулярном к первой линии сгиба и третьей линии сгиба. Соответственно, может быть обеспечено одинаковое число слоев на высоте стопки не только на наружных краях, соответствующих первой и третьей линиям сгиба, но и на всей площади стопки (на виде в плане).
Кроме того, тыльная складка может проходить вдоль двух панелей на поверхностях панелей, обращенных друг к другу. Другими словами, стартовая складка может быть расположена с одной стороны (например, наружной стороны) сложенного листа, то есть листа, сложенного вокруг второй линии сгиба, в то время как тыльная складка расположена с другой противоположной стороны (например, внутренней стороны) сложенного листа. Другими словами, лист, сложенный до промежуточного состояния, то есть лист перед складыванием вокруг второй линии сгиба, имеет две противоположные поверхности. Стартовая складка расположена на одной из данных двух поверхностей, и тыльная складка расположена на другой из данных двух поверхностей. После складывания вокруг второй линии сгиба стартовая складка будет расположена с наружной стороны, то есть на поверхностях панелей, обращенных в сторону друг от друга, и тыльная складка будет расположена с внутренней стороны, то есть на поверхностях панелей, обращенных друг к другу. Соответственно, тыльная складка не «сталкивается» со стартовой складкой. Следовательно, увеличивается степень свободы при проектировании стартовой складки, и может быть гарантировано то, что пользователь сможет легко захватывать свободный край стартовой складки. Кроме того, когда лист выступает из выдачного отверстия, пользователь имеет две возможности для захвата листа или за стартовую складку, или за тыльную складку для раскладывания до «полной» площади или, по меньшей мере, до большей площади.
Кроме того, свободный край стартовой складки может быть образован четвертой линией сгиба. Таким образом, четвертая линия сгиба параллельна первой линии сгиба. Вследствие наличия четвертой линии сгиба площадь, занимаемая стопой, может быть дополнительно уменьшена по сравнению со сложенными листами, имеющими только две или только три линии сгиба. Кроме того, использование четвертой линии сгиба в качестве свободного края стартовой складки обеспечивает наличие стартовой складки, состоящей, по меньшей мере, из двух слоев (layers) или слоев (plies), соединенных на четвертой линии сгиба, то есть на свободном крае стартовой складки. Таким образом, может быть получена более устойчивая стартовая складка, которая может быть захвачена легче. Кроме того, внешний вид стартовой складки улучшается по сравнению с двухслойной стартовой складкой, в которой два слоя не соединены на свободном крае. Если имеется тыльная складка, тыльная складка может быть образована двумя слоями (plies) или слоями (layers). В этом случае слои могут быть не соединены на свободном крае тыльной складки.
В одном варианте осуществления четвертая линия сгиба представляет собой линию складывания исходного листа пополам. Тем не менее, четвертая линия сгиба может также представлять собой линию складывания исходного листа вчетверо. В данном контексте линия складывания пополам/вчетверо представляет собой сгиб, посредством которого исходный лист складывают так, чтобы он имел только половину/четверть от его исходного размера в полностью разложенном состоянии.
Кроме того, четвертая линия сгиба может быть параллельной по отношению к первой линии сгиба и возможной, но необязательной третьей линии сгиба. Таким образом, две/три из трех/четырех линий сгиба могут быть образованы в машинном направлении при изготовлении, что создает возможность изготовления с коротким временем цикла.
Дополнительный аспект относится к диспенсеру, имеющему корпус, в котором размещается вышеописанная стопка, и выдачное отверстие, при этом свободный край стартовой складки первого (самого верхнего или верхнего) сложенного листа в стопе доступен посредством выдачного отверстия. В конкретном примере свободный край стартовой складки виден сквозь выдачное отверстие. Таким образом, может быть гарантировано то, что первый сложенный лист новой стопки может быть без труда извлечен из диспенсера через выдачное отверстие, и вследствие складывания сложенных листов друг в друга вытягивающая сила будет приложена к следующему сложенному листу, посредством чего последующий сложенный лист автоматически вытягивается из выдачного отверстия. Соответственно, следующий сложенный лист будет выступать из выдачного отверстия и будет легкодоступен для следующего пользователя. Поскольку диспенсеры обычно пополняют даже в случаях, когда не все сложенные листы будут выданы, может возникнуть ситуация, в которой две или более стоп будут содержаться в контейнере, при этом две стопки не будут соединены на их границе посредством вложения листов друг в друга. При этом сложенные листы будут сложены идентично, так что каждый из сложенных листов стопки будет иметь стартовую складку. Таким образом, на границе между верхней и нижней стопками, где первый сложенный лист из нижней стопки не вытягивается автоматически из выдачного отверстия при извлечении последнего сложенного листа из верхней стопки, пользователь может снова использовать стартовую складку первого сложенного листа из нижней стопки для извлечения первого сложенного листа из нижней стопки через выдачное отверстие.
Еще один дополнительный аспект относится к способу формирования стопки сложенных листов бумаги, предназначенных для использования в качестве столовых салфеток или других применений, упомянутых выше. Стопка может иметь вышеописанную конфигурацию. В результате любым признаки, описанные выше в отношении стопки и/или диспенсера, также могут сочетаться с нижеприведенным способом. Способ включает а) складывание множества листов для формирования множества листов, сложенных до промежуточного состояния, при этом каждый из них складывают вдоль первой линии сгиба так, чтобы свободный край, противоположный и параллельный первой линии сгиба, был расположен внутри по отношению к наружным периферийным краям листа, сложенного до промежуточного состояния, при этом формируется стартовая складка. «Внутри по отношению к наружным периферийным краям листа, сложенного до промежуточного состояния», в данном контексте означает, что свободный край расположен на расстоянии от наружного контура листа, сложенного до промежуточного состояния, на виде в плане. В одном примере свободный край может быть расположен в центре между противоположными периферийными краями или со смещением от центра. После этапа а) получают листы, сложенные до промежуточного состояния. Способ дополнительно включает после этапа а) этап b): последующее складывание листов, сложенных до промежуточного состояния, вдоль второй линии сгиба, которая не параллельна первой линии сгиба, посредством чего образуют сложенный лист, в котором часть свободного края стартовой складки расположена внутри по отношению к наружным периферийным краям и на наружной поверхности сложенного листа, при этом вторая линия сгиба разделяет сложенный лист на две панели, соединенные на второй линии сгиба, и этап с): складывание двух следующих друг за другом, сложенных листов друг в друга так, чтобы, по меньшей мере, одна панель одного сложенного листа была расположена между двумя панелями предыдущего и/или последующего сложенного листа. Этапы b) и с) могут выполняться одновременно, при этом следующие друг за другом, сложенные листы, складываемые вокруг второй линии сгиба, одновременно складывают друг в друга, или могут выполняться один за другим. Широко используемые технологии изготовления стопки вложенных друг в друга или перемежающихся листов бумаги включают способы, в которых вторая линия сгиба параллельна машинному направлению (продольное складывание/продольная фальцовка) или перпендикулярна машинному направлению (поперечное складывание/поперечная фальцовка). Технологией, предпочтительной для изобретения, является поперечное складывание/поперечная фальцовка, которое (-ая) облегчает формирование первой, третьей и четвертой линий сгиба посредством продольной фальцовки. Поперечную фальцовку для обеспечения складывания друг в друга часто называют терминами Interfold, Multifold или Single-fold. Кроме того, если имеется некоторая неясность в отношении определений данных терминов, следует отметить, что термин Interfold часто относится к ситуации, когда два полотна складывают друг в друга, и термин Multifold (фальцовка в несколько сгибов) - к ситуации, когда используется только одно полотно. Термин Single-fold (односгибная фальцовка) относится к ситуации, когда сложенный лист бумаги имеет только одну вторую линию сгиба. Односгибную фальцовку исторически выполняли на линиях складывания друг в друга при использовании двух полотен, но в последнее время были внедрены технологии, которые обеспечивают возможность получения Single-fold также из одного полотна. В случае двух полотен два полотна разрезают отдельно для создания двух потоков листов одинаковой длины, и линию реза размещают так, чтобы она не совпадала у двух полотен, и два потока объединяют в один поток. Поток отрезанных листов подвергают попеременному складыванию для формирования стопки из отдельных листов, в которой одна или более панелей каждого листа перемежаются с панелями соседнего листа. В случае одного полотна полотно разрезают на листы обычно одинаковой длины, при этом обеспечивают частичное перекрытие данных листов посредством задерживания и смещения заднего края одного листа относительно переднего края следующего листа, в результате чего создается поток частично перекрывающихся листов. Перекрывание также может быть таким, что лист с задним краем всегда будет заканчиваться на одной и той же стороне листа с передним краем, или таким, что он будет заканчиваться на чередующихся сторонах. Этот поток затем подвергают попеременному складыванию для формирования стопки из отдельных листов, в которой одна или более панелей перемежаются. В случае одного или двух полотен может быть образовано любое число панелей. Кроме того, первая или последняя панель также может быть выполнена с меньшим размером, чем остальные. В случае только двух панелей обычно требуется или решение с двумя полотнами, или решение с одним полотном, при этом смещенный задний край потока листов будет попеременно расположен так, как описано выше. Это является предпосылкой для обеспечения перемежения.
Способ может также включать этап складывания листов вокруг третьей линии сгиба, которая параллельна первой линии сгиба, для формирования вышеописанной тыльной складки. Тыльная складка и стартовая складка расположены с противоположных сторон листа после складывания и перед этапом b). Этап складывания листов вокруг третьей линии сгиба может выполняться до или после этапа а), но перед этапом b).
Способ может дополнительно включать этап складывания листов вдоль четвертой линии сгиба перед этапом а). Как разъяснено выше, четвертая линия сгиба может быть параллельна первой линии сгиба и возможной, но необязательной третьей линии сгиба. Кроме того, четвертая линия сгиба может представлять собой линию складывания исходного листа вдвое или вчетверо.
Для обеспечения технологичности полотно для получения листов или листы подают в машинном направлении, и первая линия сгиба, возможная, но необязательная третья линия сгиба и возможная, но необязательная четвертая линия сгиба параллельны машинному направлению (проходят вдоль машинного направления или в машинном направлении), и вторая линия сгиба является поперечной (перпендикулярной) к машинному направлению (проходит в направлении, поперечном к машинному направлению).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дополнительные признаки, варианты осуществления и примеры разъяснены в нижеприведенном подробном описании со ссылкой на сопровождающие чертежи. Чертежи показывают на:
фиг.1А-С: процесс складывания листа и формирования стопки согласно первому варианту осуществления;
фиг.2: вид в перспективе одного сложенного листа из стопки по фиг.1;
фиг.3А-D: процесс складывания листа и формирования стопки согласно второму варианту осуществления;
фиг.4: вид в перспективе одного сложенного листа из стопки по фиг.3;
фиг.5: вид в перспективе одного сложенного листа из стопки согласно третьему варианту осуществления;
фиг.6: вид в перспективе одного сложенного листа из стопки согласно четвертому варианту осуществления;
фиг.7: вид в перспективе одного сложенного листа из стопки согласно пятому варианту осуществления;
фиг.8: вид в перспективе одного сложенного листа из стопки согласно шестому варианту осуществления;
фиг.9: вид в перспективе одного сложенного листа из стопки согласно седьмому варианту осуществления; и
фиг.10: схематический вид сбоку сложенных листов по фиг.9, показывающий складывание друг в друга.
ПОДРОБНОЕ ОПИСАНИЕ КОНКРЕТНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Одни и те же ссылочные позиции были использованы для одинаковых или аналогичных элементов во всех различных вариантах осуществления, раскрытых на фиг.1А-10. Для избежания повторения эти элементы не всегда были описаны вновь во всех вариантах осуществления. Кроме того, следует отметить, что линии сгиба, проходящие в машинном направлении (MD), перпендикулярны к линиям сгиба, проходящим в направлении (CD), поперечном к машинному направлению, в вариантах осуществления.
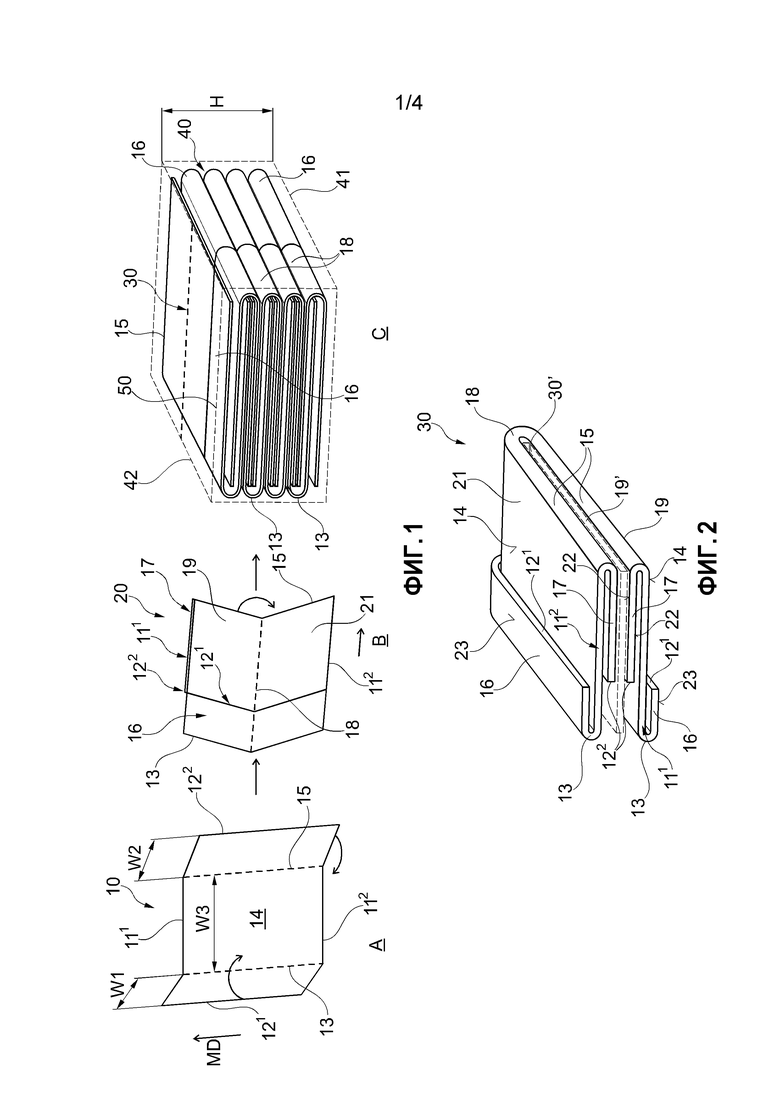
Фиг.1А-С и 2 показывают первый вариант осуществления. Каждый сложенный лист 30 по первому варианту осуществления имеет размер, составляющий ¼ по сравнению с полностью разложенным листом (в дальнейшем упоминаемым как исходный лист 10).
Фиг.1А показывает вид в перспективе исходного листа 10. Исходный лист 10 имеет прямоугольную форму с первой парой параллельных периферийных краев 111 и 112 и второй парой параллельных периферийных краев 121 и 122. Исходный лист может состоять из одного или более слоев бумаги.
Исходный лист 10 складывают вокруг первой линии 13 сгиба, показанной пунктирной линией на фиг.1А. В частности, левый периферийный край 121 загибают вокруг первой линии 13 сгиба по направлению к верхней поверхности 14 исходного листа 10, как показано стрелкой.
В результате стартовая складка 16 формируется на верхней поверхности 14 исходного листа 10, которая позднее станет наружной стороной сложенного листа 30. Стартовая складка 16 имеет свободный край, соответствующий левому периферийному краю 121, и соединена с остальной частью исходного листа 10 на первой линии 13 сгиба. Свободный край стартовой складки 16 расположен в пределах наружного контура полученного таким образом листа 20, сложенного до промежуточного состояния.
Далее, исходный лист 10 складывают вокруг третьей линии 15 сгиба, показанной пунктирной линией на фиг.1А. В частности, правый периферийный край 122 загибают вокруг третьей линии 15 сгиба по направлению к нижней поверхности исходного листа 10 (противоположной по отношению к верхней поверхности 14), как показано стрелкой.
В результате тыльная складка 17 формируется на задней поверхности исходного листа 10, которая позднее станет внутренней стороной сложенного листа 30. Тыльная складка 17 соединена с остальной частью исходного листа 10 на третьей линии 15 сгиба. Свободный край тыльной складки соответствует правому периферийному краю 122 исходного листа 10.
Из вышеизложенного также ясно, что первая линия 13 сгиба и третья линия 15 сгиба параллельны периферийным краям 121 и 122.
В конкретном варианте осуществления производственного процесса полотно, имеющее общую ширину W, соответствующую длине периферийных краев 111 и 112, подают в машинном направлении (MD), параллельном периферийным краям 121 и 122. Впоследствии множество листов может быть образовано посредством разрезания полотна в направлении (CD), поперечном к машинному направлению, для формирования периферийных краев 111 и 112. Складывание вокруг первой линии 13 сгиба и третьей линии 15 сгиба может осуществляться в машинном направлении (MD) или одновременно с упомянутым разрезанием, или перед упомянутым разрезанием, или после упомянутого разрезания.
Таким образом получают лист 20, сложенный до промежуточного состояния и показанный на фиг.1В.
После этого, как показано на фиг.1В, лист 20, сложенный до промежуточного состояния, складывают вокруг второй линии 18 сгиба по направлению к задней стороне на фиг.1В, как показано стрелкой. В производственном процессе это складывание вокруг второй линии 18 сгиба выполняют в направлении (CD), поперечном к машинному направлению. Посредством этого лист 20, сложенный до промежуточного состояния, разделяется второй линией 18 сгиба на первую панель 19 и вторую панель 21.
Соответственно, получают сложенный лист 30, показанный на фиг.2. На этой стадии периферийные края 111 и 112 могут быть совмещающимися на виде в плане. Таким образом, наружный контур сложенного листа 30 ограничен первой линией 13 сгиба, второй линией 15 сгиба, параллельной ей, второй линией 18 сгиба, перпендикулярной к первой линии сгиба и второй линии сгиба, а также периферийными краями 111 и 112, параллельными второй линии сгиба. При подробном рассмотрении фиг.2 становится очевидным, что свободный край стартовой складки 16, образованный периферийным краем 121, расположен внутри по отношению к наружным периферийным краям 13, 15, 18, 111/2, то есть к наружному контуру сложенного листа 30. Таким образом, свободный край может быть легко захвачен пользователем, как будет разъяснено ниже более подробно.
Кроме того, верхняя поверхность 14 исходного листа 10 образует наружную поверхность сложенного листа 30. Нижняя поверхность, противоположная верхней поверхности 14, образует внутреннюю поверхность сложенного листа 30. Таким образом, две панели 19, 21, соединенные на второй линии 18 сгиба, образуют U-образную форму.
Тыльная складка 17 расположена со стороны внутренней поверхности. В частности, наружные поверхности 22 тыльной складки 17, обращенные в сторону от задней поверхности исходного листа 10, обращены друг к другу, но расположены со стороны внутренней поверхности сложенного листа 30.
Стартовая складка 16 расположена со стороны наружной поверхности. В частности, наружные поверхности 23 стартовой складки 16, обращенные к верхней поверхности 14 исходного листа 10, обращены в сторону друг от друга.
Складывание листа 20, сложенного до промежуточного состояния, вокруг линии 18 сгиба используют для складывания множества следующих друг за другом, сложенных листов 30 друг в друга для формирования стопки 40, показанной на фиг.1С.
В частности, как показано на фиг.2, между двумя панелями 21 и 19 расположена другая панель 19' последующего сложенного листа 30' (панель 19' последующего сложенного листа 30' была показана только схематически на фиг.2). В свою очередь, между панелями 19' и 21' последующего сложенного листа 30' размещена панель 19 сложенного листа 30 и панель 21'' (непоказанная) следующего далее, сложенного листа 30'' (непоказанного). Это повторяется для формирования стопки 40 из множества сложенных листов 30.
Кроме того, ширина W1 стартовой складки 16, то есть длина линии, перпендикулярной к первой линии 13 сгиба и периферийному краю 121 и соединяющей первую линию 13 сгиба и периферийный край 121, и ширина W2 тыльной складки 17, то есть длина линии, перпендикулярной к третьей линии 15 сгиба и периферийному краю 122 и соединяющей третью линию 15 сгиба и периферийный край 122, в сумме составляют ширину W3 остальной части исходного листа 10, то есть длину линии, перпендикулярной к первой линии 13 сгиба и третьей линии 15 сгиба и соединяющей первую линию 13 сгиба и третью линию 15 сгиба (W1+W2=W3). Следует понимать, что в других вариантах осуществления ширина W1 и ширина W2 необязательно составляют в сумме ширину W3. Соответственно, размер листа 20, сложенного до промежуточного состояния, в плоскости составляет 50% по сравнению с размером исходного листа 10 в плоскости. Кроме того, в конкретных вариантах осуществления свободный край стартовой складки 16 и свободный край тыльной складки 17 совмещаются на виде в плане. В результате число слоев, образованных множеством сложенных листов 30 на высоте Н стопки 40, является одним и тем же на всей площади стопки 40 в плоскости. В частности, число слоев на сложенный лист в направлении высоты составляет четыре на всей площади в плоскости. Посредством этого получают устойчивую и легко сжимаемую стопку 40.
Как очевидно из фиг.1А, ширина W1 меньше ширины W2. Соответственно, свободный край стартовой складки 16, образованный периферийным краем 121, будет расположен ближе к периферийному краю (образованному первой линией 13 сгиба) листа 20, сложенного до промежуточного состояния, чем к противоположному периферийному краю (образованному третьей линией 15 сгиба) листа 20, сложенного до промежуточного состояния. Соответственно, свободный край смещен от центра. Если значения W1 и W2 ширины являются одинаковыми и W1+W2=W3 и/или если ширина W1 составляет половину ширины W3, свободный край расположен в центре.
Кроме того, при складывании листа 20, сложенного до промежуточного состояния, вокруг линии 18 сгиба, которая расположена в центре листа 20, сложенного до промежуточного состояния, размер сложенного листа в плоскости уменьшается до 50% от размера листа 20, сложенного до промежуточного состояния, в плоскости и до 25% от размера исходного листа 10 в плоскости. Таким образом, может быть получена стопка 40 со сравнительно малой площадью на виде в плане, которая в данном примере составляет только ¼ от первоначального размера исходного листа 10 в плоскости. Однако это уменьшение размера достигается в основном посредством линий сгиба, имеющих дополнительную функцию, а именно функцию формирования стартовой складки 16 (первая линия 13 сгиба) и функцию складывания следующих друг за другом, сложенных листов 30 друг в друга (вторая линия 18 сгиба). Таким образом, данные линии сгиба имеют двойное назначение.
Стопка может быть размещена в диспенсере 41, схематически показанном на фиг.1С. Диспенсер 41 имеет выдачное отверстие 42, которое в данном примере может быть расположено на наружном крае диспенсера 41 на виде в плане.
Диспенсер 41, показанный на фиг.1С, может быть повторно заполнен стопой 40 недавно, так что никакой сложенный лист 30 не выступает из выдачного отверстия 42. Тем не менее, свободный край стартовой складки 16, образованный периферийным краем 121, виден и доступен посредством выдачного отверстия 42. Если пользователь намеревается извлечь сложенный лист 30 из диспенсера 41, пользователь может без труда захватить свободный край стартовой складки 16 и извлечь сложенный лист 30 через выдачное отверстие 42 и из диспенсера 41. Вследствие сил трения между панелью 19' следующего сложенного листа 30' и внутренними поверхностями панелей 19 и 21 сложенного листа 30 панель 19' следующего сложенного листа 30' «захватывается» при извлечении сложенного листа 30. В результате этого после полного извлечения сложенного листа 30 панель 19' следующего сложенного листа 30' будет выступать из выдачного отверстия 42. Таким образом, следующий сложенный лист 30' может быть извлечен еще легче. Данный процесс продолжается при условии, что сложенные листы 30 вложены друг в друга. Если более одной стопки 40 размещено в диспенсере 41 и последний лист из первой стопки и первый сложенный лист из второй стопки не вложены друг в друга, первый сложенный лист из второй стопки, как и в предыдущем случае, не будет выступать из выдачного отверстия 42. Тем не менее, в этом случае пользователь может снова захватить стартовую складку 16 первого сложенного листа из второй стопки, как разъяснено выше.
Кроме того, при извлечении сложенного листа 30 из диспенсера 41 сложенный лист 30 автоматически раскладывается вокруг первой линии 13 сгиба, второй линии 18 сгиба и третьей линии 15 сгиба. При раскладывании вокруг второй линии 18 сгиба размер сложенного листа 30 уже увеличивается вдвое снова до размера листа 20, сложенного до промежуточного состояния. Раскладывание вокруг первой линии 13 сгиба и третьей линии 50 сгиба снова приводит к увеличению размера листа 20, сложенного до промежуточного состояния, вдвое до полного размера исходного листа 10. Соответственно, пользователь может автоматически воспользоваться всей площадью исходного листа 10 при отсутствии необходимости в ручном развертывании листа/салфетки.
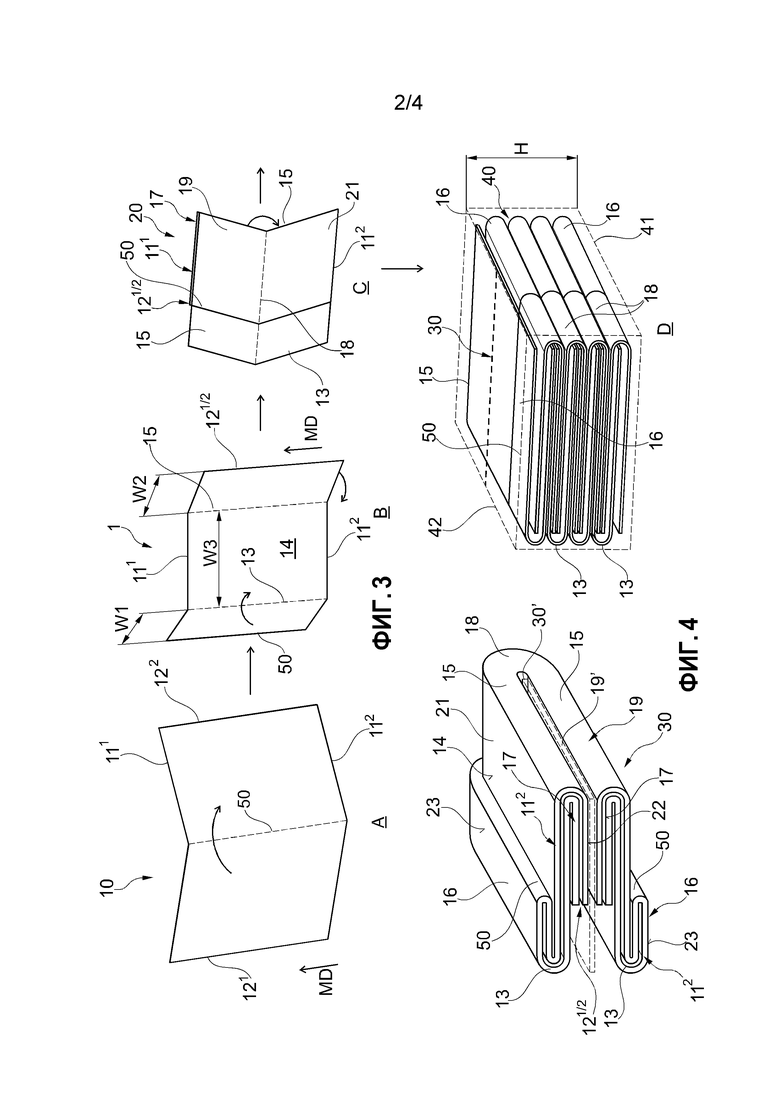
Фиг.3А-D и 4 показывают второй вариант осуществления. Каждый сложенный лист 30 по второму варианту осуществления имеет размер, составляющий 1/8 по сравнению с размером полностью разложенного исходного листа 10.
Основное различие между первым и вторым вариантами осуществления состоит в том, что исходный лист 10 на первом этапе, показанном на фиг.3А, складывают вокруг четвертой линии 50 сгиба пополам, как показано стрелкой. Таким образом, размер листа 1, сложенного таким образом до промежуточного состояния, в плоскости уменьшается на 50% по сравнению с размером исходного листа 10 в плоскости. В производственном процессе четвертая линия 50 сгиба также создается в машинном направлении (MD), однако перед образованием первой линии 13 сгиба и третьей линии 15 сгиба.
Лист 1, сложенный до промежуточного состояния и показанный на фиг.3В, в принципе аналогичен исходному листу 10 на фиг.1А за исключением того, что он является двухслойным вследствие складывания вокруг четвертой линии 50 сгиба. В результате свободный край стартовой складки 16 будет образован четвертой линией 15 сгиба. Вследствие этого стартовая складка 16 является двухслойной (см. фиг.4), и свободный край является «закрытым» за счет того, что два слоя стартовой складки 16 соединены четвертой линией 50 сгиба. Эта конфигурация обеспечивает более устойчивую стартовую складку 16, которую легко захватывать.
Напротив, свободный край тыльной складки 17 образован выровненными периферийными краями 121 и 122 исходного листа 10. Следовательно, тыльная складка 17 также является двухслойной, но ее свободный край является «открытым» за счет того, что два слоя не соединены.
После складывания вокруг первой линии 13 сгиба и третьей линии 15 сгиба получают лист 20, сложенный до дополнительного промежуточного состояния, показанный на фиг.3С, который в принципе соответствует листу 20 по фиг.1В, сложенному до промежуточного состояния. Вследствие того, что W1+W2=W3, лист 20, сложенный до дополнительного промежуточного состояния, имеет размер в плоскости, составляющий только 50% от размера листа 1, сложенного до промежуточного состояния, в плоскости и, следовательно, только 25% от размера исходного листа 10 в плоскости.
На следующем этапе и как разъяснено выше в отношении первого варианта осуществления, лист 20, сложенный до дополнительного промежуточного состояния, складывают затем вокруг второй линии 18 сгиба, проходящей в направлении (CD), поперечном к машинному направлению. Таким образом, размер листа 20, сложенного до дополнительного промежуточного состояния, дополнительно уменьшается на 50% для получения сложенного листа 30. В итоге размер сложенного листа 30 в плоскости составляет соответственно только 12,5% от размера исходного листа 10 в данном варианте осуществления.
Кроме того, как и в первом варианте осуществления, складывание вокруг второй линии 18 сгиба служит для складывания множества сложенных листов 30 друг в друга для формирования стопки 40, показанной на фиг.3D.
Как и в предыдущем случае, вследствие конфигурации со значениями W1, W2 и W3 ширины число слоев на высоте Н стопки является одинаковым. В конкретном примере число слоев на лист составляет восемь на всей площади каждого сложенного листа 30 в плоскости.
Остальная часть второго варианта осуществления является такой же, как в первом варианте осуществления, и делается ссылка на вышеприведенное описание.
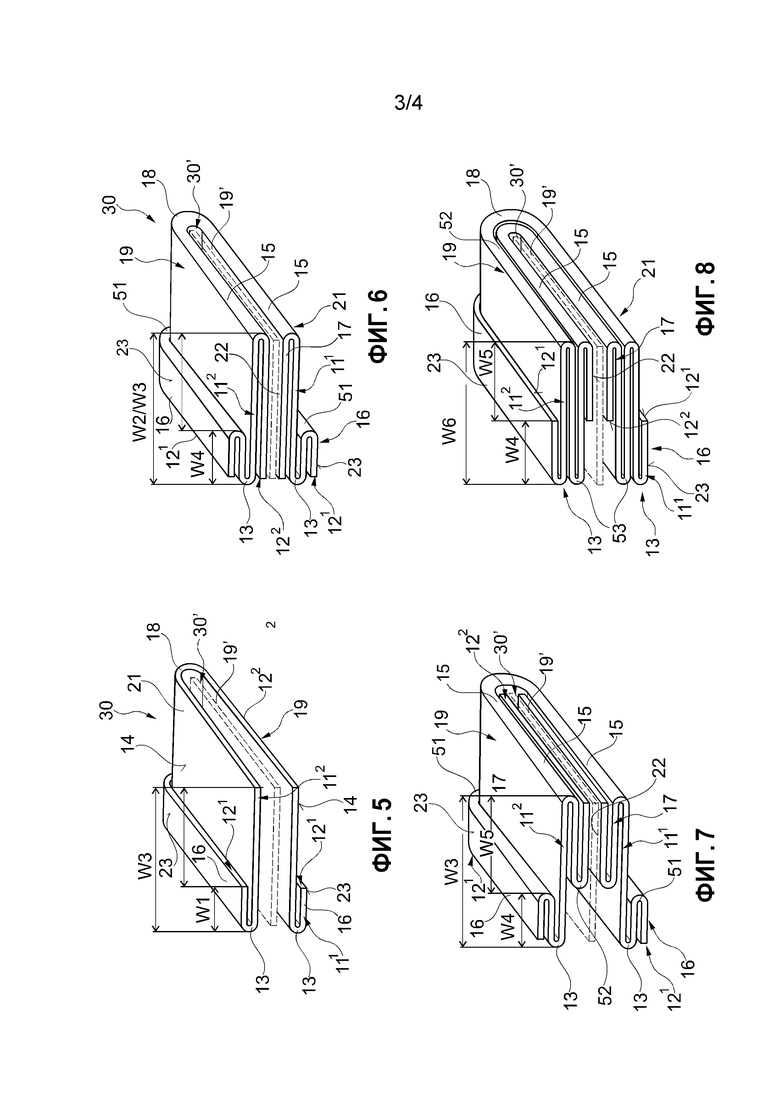
Третий вариант осуществления показан на фиг.5. Вариант осуществления на фиг.5 отличается от первого варианта осуществления только тем, что тыльная складка 17 исключена. Другими словами, исходный лист 10 складывают только один раз вокруг первой линии 13 сгиба, и не выполняют никакого складывания вокруг третьей линии 15 сгиба. Ширина W1 стартовой складки 16 может быть увеличена по сравнению с первым и вторым вариантами осуществления до половины ширины W3 остальной части исходного листа 10. Соответственно, свободный край, образованный периферийным краем 121, будет расположен в центре сложенного листа 30 на виде в плане, то есть в центре между линией 13 сгиба и периферийным краем 122.
В этом примере размер исходного листа 10 в плоскости уменьшается на 1/3 при складывании исходного листа 10 вокруг первой линии 13 сгиба для формирования стартовой складки 16. Соответственно, размер листа 20, сложенного до промежуточного состояния, в данном варианте осуществления составляет приблизительно 66% от размера исходного листа 10.
После этого лист 20, сложенный до промежуточного состояния, снова складывают вокруг второй линии 18 сгиба, используемой для складывания листов друг в друга, как в первом и втором вариантах осуществления. В результате размер сложенного листа 30 в плоскости составляет только 50% от размера листа 20, сложенного до промежуточного состояния, в плоскости и только 1/3 (приблизительно 33,3%) от размера исходного листа 10 в плоскости.
Четвертый вариант осуществления показан на фиг.6. Как разъяснено в отношении второго варианта осуществления, в данном варианте осуществления стартовая складка 16 является двухслойной для обеспечения более устойчивой стартовой складки 16, которую, следовательно, легче захватывать. В четвертом варианте осуществления разъясняется альтернативный вариант для получения такой стартовой складки 16 даже без первого складывания исходного листа 10 пополам, как на фиг.3А, соответствующей второму варианту осуществления.
Аналогично первому варианту осуществления, начинают с исходного листа 10, при этом исходный лист 10 складывают вокруг первой линии 13 сгиба и третьей линии 15 сгиба. Первая линия 13 сгиба и третья линия 15 сгиба разделяют исходный лист 10 на 3 части одинаковой ширины W1=W2=W3.
После этого часть, загнутую вокруг первой линии 13 сгиба, снова складывают пополам вокруг пятой линии 51 сгиба в противоположном направлении. Пятая линия 51 сгиба параллельна первой линии 13 сгиба и, следовательно, также третьей линии 15 сгиба. Соответственно, формируется стартовая складка 16, имеющая ширину W4=0,5 * W1.
Свободный край стартовой складки 16 образован пятой линией 51 сгиба. Следовательно, свободный край, как и во втором варианте осуществления, является «закрытым» за счет того, что два слоя, образующие стартовую складку 16, соединены на пятой линии 51 сгиба. В этом варианте осуществления свободный край стартовой складки 16 также расположен в центре относительно наружного контура между первой линией 13 сгиба и третьей линией 15 сгиба.
Кроме того, в отличие от первого варианта осуществления, тыльная складка 17 проходит на всей внутренней стороне панелей 19, 21. То есть, ширина W2 тыльной складки 17 такая же, как ширина W3 остальной части сложенного листа 30.
Размер сложенного листа 30 в плоскости в данном варианте осуществления составляет 1/6 от размера исходного листа 10.
Пятый вариант осуществления показан на фиг.7. Пятый вариант осуществления отличается от четвертого варианта осуществления только тем, что тыльная складка 17 также сложена пополам аналогично стартовой складке 16 в четвертом и пятом вариантах осуществления. Для этого тыльную складку 17 после складывания вокруг третьей линии 15 сгиба складывают пополам вокруг шестой линии 52 сгиба в противоположном направлении. Соответственно, ширина W5 тыльной складки 17 составляет 0,5 * W2 (W5=0,5 * W2). Преимущество данного пятого варианта осуществления по сравнению с четвертым вариантом осуществления состоит в том, что одно и то же число слоев может быть обеспечено на высоте Н стопки и на всей ее площади в плоскости. В частности, как показано на фиг.7, число слоев на лист 30 составляет шесть на всей ширине W3. Напротив, число слоев в четвертом варианте осуществления на фиг.6 составляет шесть в левой части зоны с шириной W3 и четыре в правой части зоны с шириной W3 (левая и правая части разделены в центре зоны с шириной W3). Соответственно, стопка, сформированная из листов 30, показанных в пятом варианте осуществления, будет более устойчивой и может быть легче сжата по сравнению со стопой, показанной в четвертом варианте осуществления.
Размер сложенного листа 30 в плоскости в данном варианте осуществления, как в предыдущем случае, составляет 1/6 от размера исходного листа 10.
Шестой вариант осуществления показан на фиг.8. Шестой вариант осуществления отличается от первого варианта осуществления тем, что промежуточная или средняя часть исходного листа 10, имеющая ширину W3, сложена вокруг седьмой линии 53 сгиба и восьмой линии 54 сгиба до 1/3 от ее размера. В частности, седьмая линия 53 сгиба и восьмая линия 54 сгиба разделяют среднюю часть исходного листа 10 на три части одинаковой ширины (W3=3*W6). Соответственно, по сравнению с первым вариантом осуществления площадь, занимаемая сложенным листом 30, может быть дополнительно уменьшена. В частности, размер сложенного листа 30 в плоскости составляет только 1/8 от размера исходного листа 10 в плоскости.
В остальном шестой вариант осуществления такой же, как первый вариант осуществления.
Кроме того, как очевидно из сравнения вышеприведенных первого и второго вариантов осуществления, любой из третьего - шестого вариантов осуществления может дополнительно включать первое складывание исходного листа 10 пополам вдоль четвертой линии 50 сгиба, при этом процесс складывания, описанный в данных вариантах осуществления, будет начинаться только после этого.
Кроме того, следует понимать, что в свете вышеприведенного описания первая линия 13 сгиба может быть выбрана так, что свободный край стартовой складки 16 будет расположен в центре или со смещением от центра во всех из вышеприведенных вариантов осуществления. Кроме того, в случае наличия тыльной складки 17 ширина тыльной складки 17 может быть отрегулирована так, как желательно. Тем не менее, для обеспечения одинакового числа слоев на высоте Н стопки 40 ширина тыльной складки 17 является такой же, как ширина стартовой складки 16. В конкретных вариантах осуществления свободные края стартовой складки 16 и тыльной складки 17 выровнены или совмещаются на виде в плане.
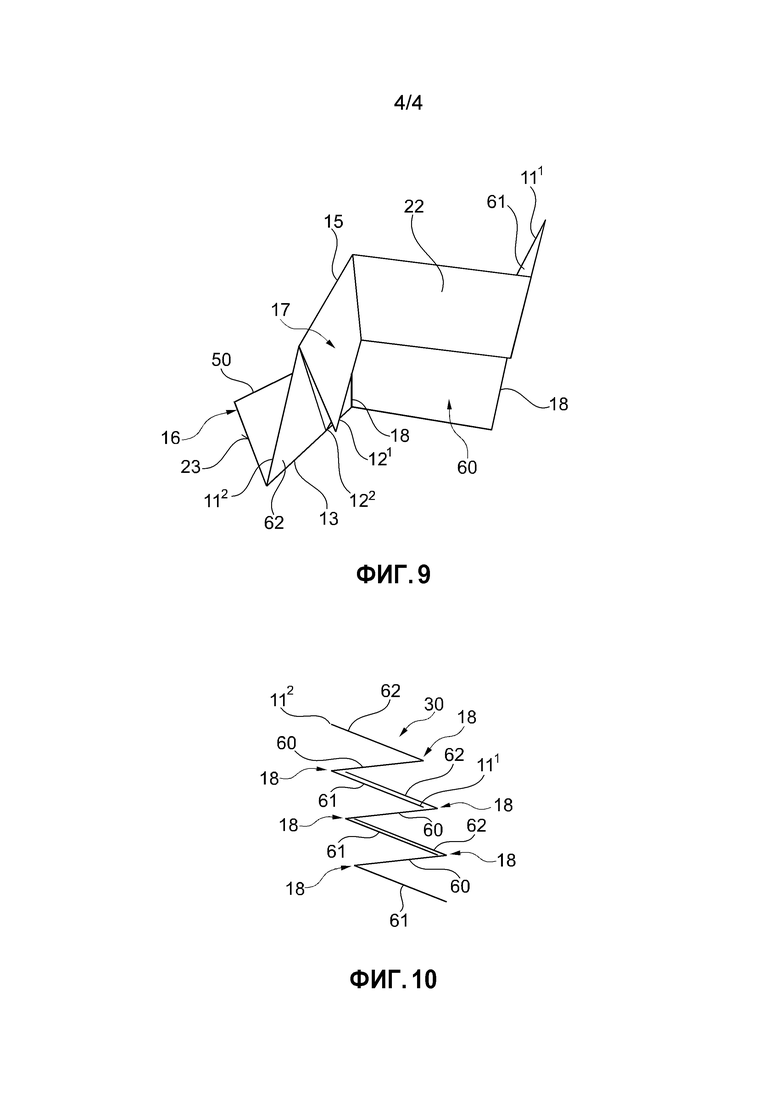
Кроме того, складывание друг в друга было разъяснено по отношению к U-образно сложенному листу 30. Тем не менее, складывание листов друг в друга также может быть обеспечено, когда лист 20, сложенный до промежуточного состояния, складывают в противоположных направлениях вокруг параллельных, но расположенных на расстоянии друг от друга, вторых линий 18 сгиба, посредством получают лист, сложенный гармошкой, аналогичный описанному в US 2014/0057069 А1. Такой вариант осуществления показан на фиг.9 и 10. Этот вариант осуществления аналогичен варианту осуществления, описанному в связи с фиг.3 и 4, за исключением того, что лист 20, сложенный до промежуточного состояния и показанный на фиг.3С, складывают два раза вокруг двух параллельных вторых линий 18 сгиба. Соответственно, рассматривая сложенный лист 30, следует отметить, что часть наружной поверхности 23 и, следовательно, свободного края 50 стартовой складки 16 будет расположена с верхней стороны сложенного листа 30 в стопе и, следовательно, будет обращена вверх в стопе. Другими словами, свободный край 50 стартовой складки 16 будет расположен с верхней стороны верхней панели 62. Остальная часть стартовой складки 16, то есть остальная часть наружной поверхности 23 и верхнего края 50, будет расположена со стороны внутренней поверхности сложенного листа 30 между промежуточной панелью 60 и нижней панелью 61. Аналогичным образом, тыльная складка 17 или, более конкретно, ее наружная поверхность 22 будет расположена со стороны внутренней поверхности сложенного листа 30 между верхней панелью 62 и промежуточной панелью 60, в то время как остальная часть тыльной складки 17 будет расположена со стороны наружной поверхности сложенного листа 30, а именно нижней поверхности нижней части 61 и будет обращена вниз в стопе.
Складывание таких сложенных листов 30 друг в друга показано на фиг.10. В частности, одна панель, а именно нижняя панель 62 одного сложенного листа 30 расположена между 2 панелями, а именно верхней панелью 61 и промежуточной панелью 60 следующего сложенного листа 30 и так далее. Тем не менее, складывание листов друг в друга также может быть выполнено так, как показано в US 2014/0057069 А1, при этом видно, что промежуточная панель 60 и нижняя панель 62 одного сложенного листа 30 размещены между верхней панелью 61 и промежуточной панелью 60 следующего сложенного листа 30 и так далее.
Остальная часть данного варианта осуществления такая же, как показанная на фиг.3 и 4. Само собой разумеется, вариант осуществления на фиг.1 и 2 и варианты осуществления на фиг.5-8 также могут быть реализованы в сочетании со складыванием гармошкой вокруг двух вторых линий 18 сгиба, как показано на фиг.9 и 10.
С учетом вышеизложенного описанные варианты осуществления не рассматриваются как исключительные, и они могут быть модифицированы и даже скомбинированы различными способами.
Изобретение относится к стопке листов бумаги, предназначенных для использования, в частности, в качестве салфеток из диспенсера, при этом стопка содержит множество сложенных листов, при этом каждый сложенный лист сложен вдоль первой линии сгиба так, что часть свободного края, противоположного первой линии сгиба, расположена на наружной поверхности сложенного листа и внутри по отношению к наружным периферийным краям сложенного листа, посредством чего формируется стартовая складка, при этом каждый сложенный лист дополнительно сложен вдоль второй линии сгиба, которая не параллельна первой линии сгиба, при этом вторая линия сгиба разделяет сложенный лист на две панели, соединенные на второй линии сгиба, при этом два следующих друг за другом сложенных листа вложены друг в друга так, что одна панель одного сложенного листа расположена между двумя панелями последующего сложенного листа, и при этом каждый сложенный лист дополнительно сложен вдоль третьей линии сгиба, которая параллельна первой линии сгиба, с образованием тыльной складки, при этом тыльная складка и стартовая складка расположены на противоположных сторонах промежуточного листа перед его складыванием вокруг второй линии сгиба. Предлагается также способ изготовления такой стопки и складывания листов, включенных в стопку, а также диспенсер, содержащий такую стопку. Технический результат – предложенные стопка сложенных листов бумаги, диспенсер и способ позволяют отдельным листам легко раскладываться при извлечении из стопки, сохраняя при этом их вложенность друг в друга и наличие стартовой складки. Кроме того, отдельные листы, после раскладывания, имеют размер, соответствующий размеру, более чем в два раза превышающему их размер перед извлечением из стопки, за счет сравнительно малой занимаемой площади. 3 н. и 10 з.п. ф-лы, 10 ил. 
1. Стопка листов бумаги, предназначенных для использования в качестве салфеток, в частности салфеток из диспенсера, при этом стопка содержит:
множество сложенных листов (30),
при этом каждый сложенный лист (30) сложен вдоль первой линии (13) сгиба так, что часть свободного края, противоположного первой линии (13) сгиба, расположена на наружной поверхности сложенного листа (30) и внутри по отношению к наружным периферийным краям сложенного листа (30), посредством чего формируется стартовая складка (16),
при этом каждый сложенный лист (30) дополнительно сложен вдоль второй линии (18) сгиба, которая не параллельна первой линии (13) сгиба, при этом вторая линия (18) сгиба разделяет сложенный лист (30) на две панели, соединенные на второй линии (18) сгиба, при этом два следующих друг за другом сложенных листа (30) вложены друг в друга так, что одна панель (19) одного сложенного листа (30) расположена между двумя панелями (19, 21) последующего сложенного листа (30), и
при этом каждый сложенный лист (30) дополнительно сложен вдоль третьей линии (15) сгиба, которая параллельна первой линии (13) сгиба, с образованием тыльной складки (17), при этом тыльная складка (17) и стартовая складка (16) расположены на противоположных сторонах промежуточного листа перед его складыванием вокруг второй линии сгиба.
2. Стопка по п.1, в которой первая линия (13) сгиба проходит перпендикулярно второй линии (18) сгиба.
3. Стопка по п.1 или 2, в которой стартовая складка (16) проходит вдоль двух панелей (19, 21) на поверхностях данных двух панелей, обращенных друг от друга.
4. Стопка по любому из предшествующих пунктов, в которой ширина стартовой складки (16) в направлении, перпендикулярном к первой линии (13) сгиба, и ширина тыльной складки (17) в направлении, перпендикулярном к третьей линии (15) сгиба, в сумме составляют общую ширину сложенного листа (30) между первой линией (13) сгиба и третьей линией (15) сгиба.
5. Стопка по любому из предшествующих пунктов, в которой тыльная складка (17) проходит вдоль двух панелей (19, 21) на поверхностях панелей, обращенных друг к другу.
6. Стопка по любому из предшествующих пунктов, в которой свободный край стартовой складки (16) образован четвертой линией (50, 51) сгиба.
7. Стопка по п.6, в которой четвертая линия (50) сгиба представляет собой линию складывания исходного листа (10) пополам.
8. Стопка по п.6 или 7, в которой четвертая линия (50) сгиба параллельна первой линии (13) сгиба.
9. Стопка по любому из предшествующих пунктов, в которой сложенный лист сложен вокруг двух вторых линий (18) сгиба, разделяющих сложенный лист (30) на три панели (60, 61, 62), соединенные на вторых линиях (18) сгиба.
10. Диспенсер (41), имеющий корпус, в котором размещается стопка (40) по любому из предшествующих пунктов, и выдачное отверстие (42), при этом часть свободного края стартовой складки (16) доступна посредством выдачного отверстия (42).
11. Способ формирования стопки сложенных листов бумаги, предназначенных для использования в качестве столовых салфеток, при этом способ включает этапы:
а) складывания множества листов (10) для формирования листов, сложенных до промежуточного состояния, которые сложены вдоль первой линии (13) сгиба так, чтобы свободный край, противоположный первой линии (13) сгиба, был расположен внутри по отношению к наружным периферийным краям листа, сложенного до промежуточного состояния, посредством чего формируется стартовая складка (16);
b) складывания листов, сложенных до промежуточного состояния, вдоль второй линии (18) сгиба, которая не параллельна первой линии (13) сгиба, для формирования сложенных листов (30), при этом часть свободного края стартовой складки (16) будет расположена внутри по отношению к наружным периферийным краям и на наружной поверхности сложенного листа, при этом вторая линия сгиба разделяет сложенный лист на две панели (19, 21), соединенные на второй линии (18) сгиба;
с) cкладывания двух следующих друг за другом сложенных листов (30) друг в друга так, чтобы одна панель (19) одного сложенного листа (30) была расположена между двумя панелями (19, 21) последующего сложенного листа (30), при этом способ
дополнительно включает этап складывания листов вдоль третьей линии (15) сгиба, которая параллельна первой линии (13) сгиба, при этом тыльная складка (17) формируется так, что тыльная складка (17) и стартовая складка (16) будут расположены с противоположных сторон листа, при этом этап складывания листов вдоль третьей линии (15) сгиба выполняют перед этапом b).
12. Способ по п.11, дополнительно включающий этап складывания листов вдоль четвертой линии (50) сгиба перед этапом а).
13. Способ по п.11 или 12, в котором листы подают в машинном направлении (MD), и первая линия (13) сгиба параллельна машинному направлению (MD), и вторая линия сгиба является поперечной к машинному направлению (MD).
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Способ обезвреживания отбросных газов | 1982 |
|
SU1044894A1 |
| US 6012572 A, 11.01.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ НАНО- И МИКРОРАЗМЕРНОЙ СИСТЕМЫ ДАТЧИКА ФИЗИЧЕСКИХ ВЕЛИЧИН С ЗАДАННЫМ ПОЛОЖИТЕЛЬНЫМ ТЕМПЕРАТУРНЫМ КОЭФФИЦИЕНТОМ СОПРОТИВЛЕНИЯ РЕЗИСТИВНЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2554083C1 |

