Изобретение относится к области энергосбережения и может быть использовано, в частности, при производстве предварительно изолированных труб тепловых сетей.
В России сегодня растет потребность в современных теплоизоляционных материалах. Многочисленные исследования и технико-экономический анализ показали, что проблемы энергосбережения успешно решаются за счет широкого использования теплоизоляции из пенополиуретана. Пенополиуретан зарекомендовал себя как эффективная теплоизоляция и технологичный теплоизоляционный материал. Однако воздействие агрессивных сред, таких как ультрафиолетовые лучи, осадки и повышенная влажность, делают материал хрупким и приводят к его разрушению в местах, не защищенных оболочкой. В данный момент защитить торцевой-кольцевой срез трубы, в частности открытую пенополиуретановую часть покрытия трубы, от агрессивных факторов можно с помощью мастик и красок, а также с помощью различных заглушек и накладных колец из полиэтилена (защитные полиэтиленовые бандажи).
Известно устройство для нанесения пенополимерной изоляции на трубу [1], содержащее средство формообразования, переднюю и заднюю упорные стенки, выполненные в зеркальном изображении в виде снабженной осевым отверстием кольцевой обоймы, с которой связана с возможностью контактного с кольцевой обоймой вращения центрующая шайба, при этом кольцевая обойма снабжена радиально расположенными с интервалом скребками в виде трехгранных сужающихся к центру пирамид с расположенным в интервале заливочным штуцером, ответным заливочному отверстию в шайбе, при этом задняя упорная стенка выполнена с возможностью линейного смещения.
Недостатком такого устройства является дополнительный контроль возможной утечки, высокая адгезия и как следствие повреждение теплоизолирующего слоя, а также дополнительный процесс изоляции.
Известен способ нанесения защитного покрытия на трубу [2], включающий доставку трубы путем линейного перемещения в форму, размещение трубы в форме с выпуском ее концов наружу на расстояние не менее длины ее одностороннего выпуска, введение вспенивающейся композиции в изолировочную часть трубы с одновременным перемещением трубы в течение времени до начала вспенивания композиции и выдерживание трубы до затвердевания покрытия.
Недостаток такого устройства заключается в отсутствии температурного контроля химических компонентов и труб, что явным образом влияет на пористость теплоизолирующего слоя. Недостатком также является использование съемных заглушек без антиадгезионной обработки, что приводит к повреждению теплоизолирующего слоя.
Известна термоусаживающаяся заглушка ТИАЛ-ТУЗ [3], представляющая собой формованный переходной цилиндр заданных диаметров в комплекте с герметизирующим адгезивом. Заглушка производится из радиационно-модифицированного (радиационно-сшитого) полиэтилена, имеющего степень усадки более 40%. В качестве адгезива для герметизации краевых зон используется поставляемый в комплекте с заглушкой мастичный заполнитель, изготовленный на основе битумных смол с пластифицирующими добавками бутилкаучуков.
Недостатком данной термоусаживающейся заглушки по отношению к заявляемому изобретению является то, что она имеет трудоемкую посадку и является расходным материалом, используемым для транспортировки и хранения.
Известен способ производства труб ППУ [4] (прототип), основными этапами которого являются этапы подготовки и заливки труб пенополиуретаном, при этом ключевыми параметрами для качественного заполнения труб являются температурный контроль химических компонентов и труб, правильная обработка поверхности стальной трубы входная плотность и время.
Недостатком данного способа является то, что для лучшей адгезии слоя изоляции ППУ к оболочке и стальной трубе собранная конструкция труба-оболочка прогревается в камере термостабилизации труб, что подразумевает перемещение конструкции, которое нарушает температуру конструкции и организацию на производстве специального помещения. Недостатком, также, является то, что при использовании торцевых металлических фланцев для предотвращения выливания компонентов из межтрубного пространства конструкции труба - оболочка, увеличиваются трудозатраты на их установку и снятие; а также при снятии фланцев, не смотря на использование антиадгезионной жидкости, есть частичное прилипание пенополиуретана к поверхности фланцев, их температурная инерционность приводит к изменению физико-химических свойств пенополиуретана в зоне контакта с ними, внешне проявляемыми в изменении пористости и потере теплоресурсов при эксплуатации.
Заявляемое изобретение свободно от подобных недостатков. Техническим результатом заявляемого изобретения является осуществление дополнительного прогрева межтрубного пространства конструкции труба-оболочка на монтажном столе, автоматизированное изготовление защитного слоя на кольцевом-торцевом срезе конструкции труба-оболочка, и как следствие снижение потери физико-химических свойств пенополиуретана от внешних факторов, а также упрощение доли ручного труда.
Указанный технический результат достигается тем, что в предложенном способе, для дополнительного прогрева одевают кольцевые контакты на выступающие с двух сторон из конструкции труба-оболочка концы металлической трубы, к которым, через съемные клеммы устройства, подключают блок управления, и подают токи высокой частоты.
Кроме того, указанный технический результат достигается тем, что для дополнительного прогрева подают токи высокой частоты на металлическую пластину электромагнитных заглушек, которые используют в качестве запирающих устройств.
Также, технический результат достигается тем, что на кольцевые-торцевые срезы конструкции труба-оболочка одевают изолирующие кольца, для дополнительного прогрева подают токи высокой частоты на металлическую пластину, электромагнитных заглушек, которые используют в качестве запирающих устройств.
Кроме того, указанный технический результат достигается тем, что в качестве материала для изолирующих колец используют низкотемпературный полиэтилен либо бумагу с парафиновой пропиткой.
Также, технический результат достигается тем, что формируют защитный слой путем заданной модификации пенополиуретана, для этого подают токи высокой частоты на металлическую пластину электромагнитных заглушек, используемых в качестве запирающих устройств.
Также, технический результат достигается тем, что устройство для реализации способа содержит концевую электромагнитную заглушку, технологическую электромагнитную заглушку с отверстием для заливки пенополиуретановой композиции и блок управления, подключаемый к электромагнитным заглушкам проводным способом через съемные клеммы, при этом электромагнитные заглушки выполнены из диэлектрического материала, состоят из верхнего и нижнего соленоидов, соединенных вентиляционными диэлектрическими трубками, при этом нижний соленоид имеет нижнюю часть с антиадгезивным покрытием, конусообразно сужающейся формы со встроенной металлической пластиной, которая выполнена таким образом, чтобы обеспечить кольцевой контакт с металлической трубой.
Также, технический результат достигается тем, что устройство для реализации способа содержит концевую электромагнитную заглушку, технологическую электромагнитную заглушку с отверстием для заливки пенополиуретановой композиции и блок управления, подключаемый к электромагнитным заглушкам проводным способом через съемные клеммы, при этом электромагнитные заглушки выполнены из диэлектрического материала, состоят из верхнего и нижнего соленоидов, подвижно соединенных вентиляционными диэлектрическими трубками, один конец которых закреплен к нижнему соленоиду, а второй конец установлен подвижно относительно верхнего соленоида, при этом нижний соленоид имеет нижнюю часть с антиадгезивным покрытием, конусообразно сужающейся формы со встроенной металлической пластиной, изолированной от металлической трубы. Помимо этого один из соленоидов либо оба соленоида электромагнитной заглушки изготовлены из материала с антиадгезивными свойствами.
Заявляемое изобретение поясняется чертежами:
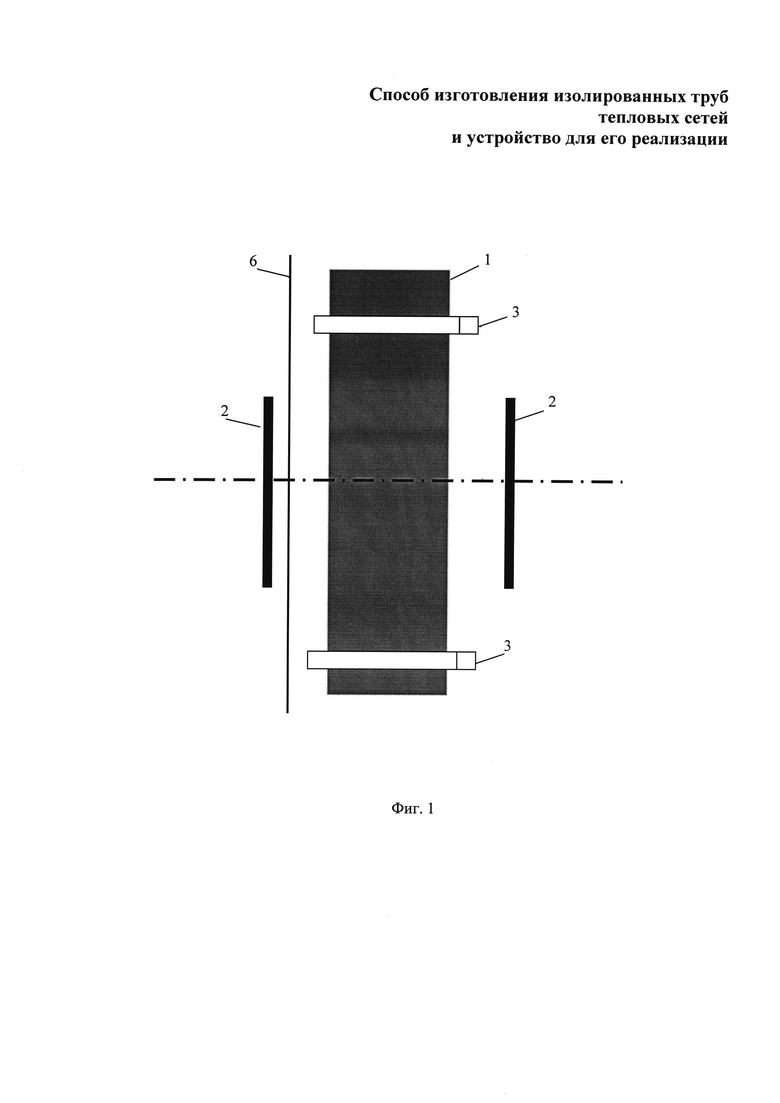
На фиг. 1 представлена схема (в разрезе) размещения кольцевых контактов на выступающих металлических частях трубы конструкции труба-оболочка.
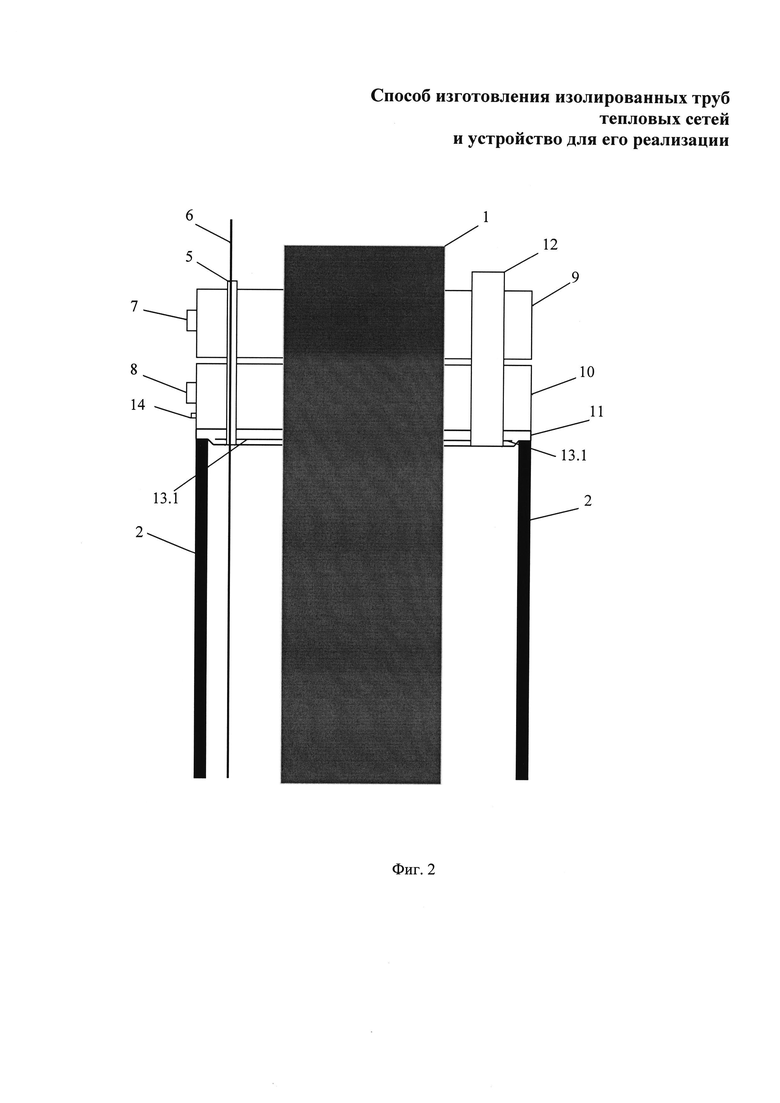
На фиг. 2 представлена схема (в разрезе) размещения технологической электромагнитной заглушки на металлической части трубы конструкции труба-оболочка, где металлическая пластина исполнена в виде кольцевого контакта.
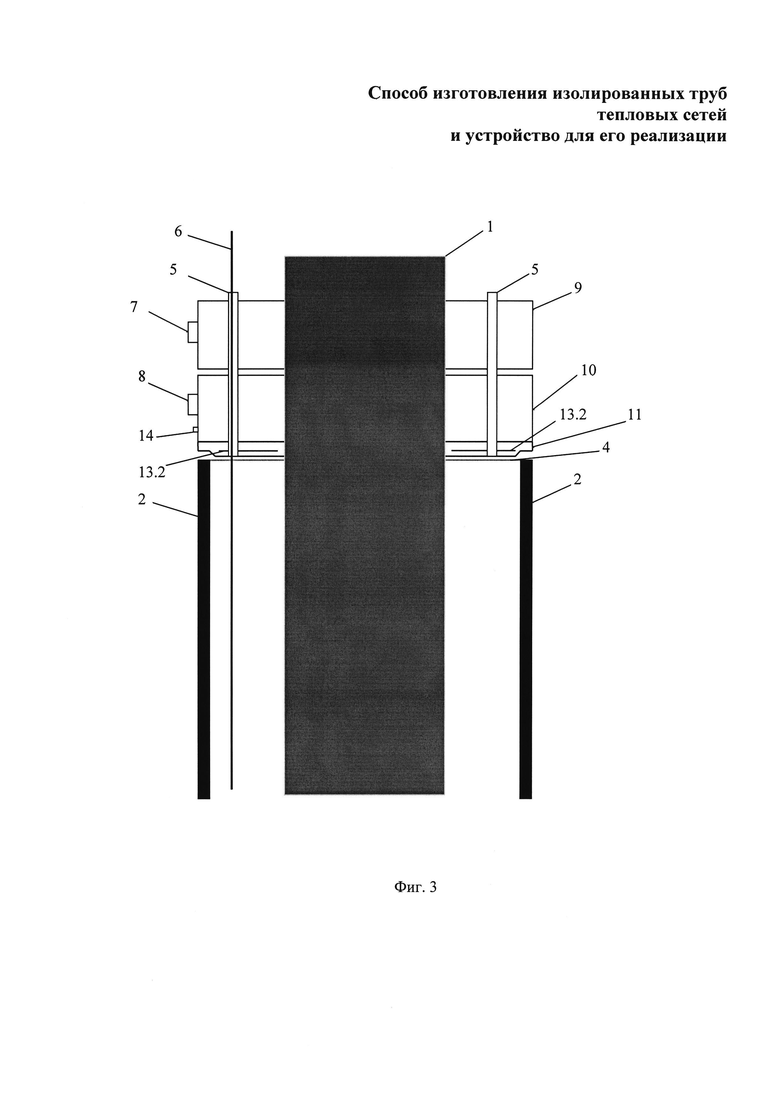
На фиг. 3 представлена схема (в разрезе) размещения концевой электромагнитной заглушки на металлической части трубы конструкции труба-оболочка с изолирующим кольцом.
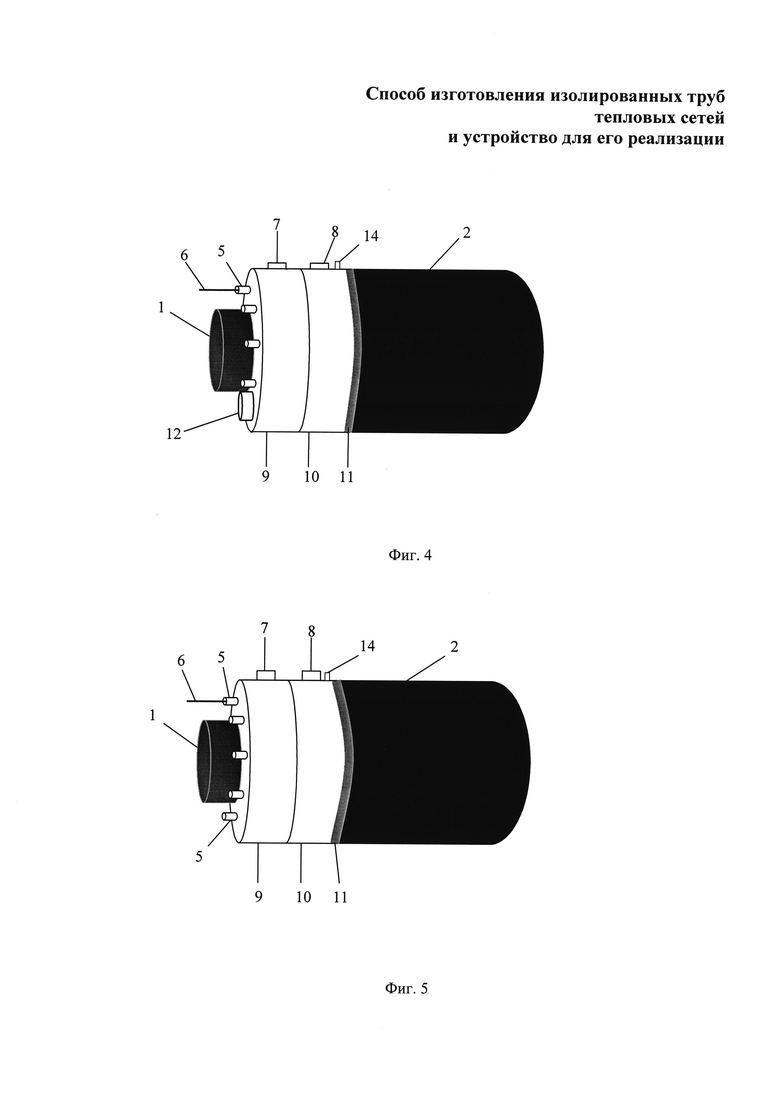
На фиг. 4 представлен общий вид конструкции труба-оболочка с технологической электромагнитной заглушкой.
На фиг. 5 представлен общий вид конструкции труба-оболочка с концевой электромагнитной заглушкой.
Изобретение осуществляется следующим образом.
Предлагаемый способ изготовления изолированных труб тепловых сетей имеет два варианта исполнения, подразумевающих дополнительный прогрев межтрубного пространства труба-оболочка, и характеризующийся отсутствием этапа термической обработки в камере термостабилизации труб, что позволяет сократить трудозатраты и время по подготовке конструкции труба-оболочка к заливке пенополиуретановой композиции, а также обеспечить отсутствие потерь полученной при прогреве температуры.
Для этого на этапе подготовки формируют конструкцию труба-оболочка, при этом на металлическую трубу крепят центраторы и систему оперативного дистанционного контроля, помещают в полимерную либо металлическую оболочку, проверяют температурные показатели и дополнительно прогревают конструкцию, на этапе заливки полиуретановой композиции используют запирающие устройства, через отверстия которых подают пенополиуретановую композицию.
Затем в соответствии с изобретением:
Вариант 1. Собранную конструкцию труба-оболочка 1-2 помещают на стол заливки пенополиуретана, на выступающие с двух сторон части металлической трубы 1 надевают кольцевые контакты 3 (Фиг. 1), которые охватывают металлическую трубу снаружи. Устанавливают съемные клеммы устройства на кольцевые контакты и включают режим «Прогрев», за счет подачи токов высокой частоты наружная поверхность металлической трубы 1 нагревается и межтрубное пространство конструкции труба-оболочка 1-2 равномерно разогревается до заданной температуры.
Вариант 2. Собранную конструкцию труба-оболочка 1-2 помещают на стол заливки пенополиуретана, на выступающие с двух сторон части металлической трубы 1 надевают электромагнитные заглушки, через вентиляционные диэлектрические трубки 5 выводят медный провод системы оперативного дистанционного контроля 6, клеммы устройства устанавливают на входы 7, 8 и 14 и включают режим «Прогрев», за счет подачи токов высокой частоты на металлическую пластину 13.1 (Фиг. 2), выполненную таким образом, чтобы обеспечить кольцевой контакт с металлической трубой 1, наружная поверхность металлической трубы 1 нагревается и межтрубное пространство конструкции труба-оболочка 1-2 равномерно разогревается до заданной температуры.
Способ изготовления изолированных труб тепловых сетей имеет два варианта исполнения формирования защитного слоя для транспортировки и хранения готового изделия, что также позволяет предотвратить адгезию пенополиуретана к запирающему устройству:
Вариант 1. На торцевые-кольцевые срезы конструкции труба-оболочка 1-2, с обеих сторон, помещают изолирующие кольца 4, преимущественно выполненные из низкотемпературного полиэтилена, также возможно использование, в качестве материала для изолирующих колец 4, например бумаги с парафиновой пропиткой. На выступающие, из конструкции труба-оболочка 1-2, с обеих сторон металлические части трубы 1 надевают электромагнитные заглушки, через вентиляционные диэлектрические трубки 5 выводят медный провод системы оперативного дистанционного контроля 6. Клеммы устанавливают на входы 7 и 8 соленоидов 9 и 10 соответственно и включают устройство в режиме «Работа». Верхний соленоид 9 электромагнитной заглушки фиксируется на выступающей части металлической трубы 1, а нижний соленоид 10 нижней частью 11 линейно прижимает изолирующее кольцо 4 к низкотемпературной полиэтиленовой оболочке 2. Через отверстие 12 технологической заглушки подают пенополиуретановую композицию. Через определенное время происходит нагрев металлической пластины 13.1 и 13.2, встроенной в нижнюю часть 11, и, выполненную таким образом, чтобы обеспечить кольцевой контакт с металлической трубой, за счет этого изолирующее кольцо 4 прилипает к пенополиуритану, формируя защитный, от внешних факторов, слой для транспортировки и хранения готового изделия.
Вариант 2. После сбора конструкции труба-оболочка 1-2, на выступающие, из конструкции труба-оболочка 1-2, с обеих сторон металлические части трубы 1 надевают электромагнитные заглушки, через вентиляционные диэлектрические трубки 5 выводят медный провод системы оперативного дистанционного контроля 6. Клеммы устанавливают на вход 7 и 8 соленоидов 9 и 10 соответственно и включают устройство в режиме «Работа». Верхний соленоид 9 электромагнитной заглушки фиксируется на выступающей части металлической трубы 1, а нижний соленоид 10 нижней частью 11 линейно прижимается к низкотемпературной полиэтиленовой оболочке 2. Через отверстие 12 технологической заглушки подают пенополиуретановую композицию. Через определенное время происходит нагрев металлической пластины 13.1 и 13.2, встроенной в нижнюю часть 11 и выполненной таким образом, чтобы обеспечить кольцевой контакт с металлической трубой, при этом в зоне воздействия изменяется температура и происходит модификация в заданных пределах, что позволяет формировать защитный, от внешних факторов, слой для транспортировки и хранения готового изделия, с сохранением структуры материала.
Устройство для изготовления изолированных труб тепловых сетей содержит:
Блок управления, выполненный по типовой схеме с заложенными определенными функциями управления, имеет элементы управления, электропровода с клеммами для крепления к кольцевым контактам и электромагнитным заглушкам, а также внешний выход на 380 В. Концевую электромагнитную заглушку, технологическую электромагнитную заглушку с отверстием для заливки пенополиуретановой композиции, каждая из которых имеет в своем составе два соленоида 9 и 10 (имеются в виду корпусные катушки соленоиды), связанных между собой вентиляционными диэлектрическими трубками (5, …, 5n), при этом технологическая электромагнитная заглушка дополнительно имеет технологическое отверстие 12 для заливки пенополиуретановой композиции. Диэлектрический материал, из которого выполнены электромагнитные заглушки, образует корпус соленоидов 9 и 10, при этом корпус верхнего соленоида 9 выполнен с механическим усилением. Нижний соленоид 10, как было указано ранее, имеет нижнюю часть 11, выполненную с антиадгезивным покрытием, например Фторпласт 4 или Эпилам, конусообразно сужающейся формы со встроенной металлической пластиной 13.1 и 13.2, имеющей внешний вход 14 для подачи напряжения. Помимо этого один из соленоидов либо оба соленоида электромагнитной заглушки изготовлены из материала с антиадгезивными свойствами, например Фторпласт 4 или Эпилам. Вентиляционные диэлектрические трубки (5, …, 5n) также обеспечивают изоляцию медного провода системы оперативного дистанционного контроля 6 конструкции труба-оболочка 1-2 от металлической пластины 13 нижней части 11 нижнего соленоида 10.
Устройство для изготовления изолированных труб тепловых сетей работает следующим образом.
Собранную конструкции труба-оболочка 1-2 помещают на стол заливки пенополиуретана. В том случае, если процесс предусматривает дополнительный прогрев конструкции, его осуществляют одним из указанных выше способом. В том случае, если процесс предусматривает использование изолирующих колец 4, их надевают с обеих сторон на торцевые-кольцевые срезы конструкции труба-оболочка 1-2. Размещают электромагнитные заглушки на металлических частях трубы 1, через вентиляционные диэлектрические трубки 5 выводят медный провод системы оперативного дистанционного контроля 6. Клеммы устанавливают на вход 7 и 8 соленоидов 9 и 10 электромагнитных заглушек и включают устройство на режим «Работа», при этом на соленоиды 9 и 10 подается установочное постоянное напряжение, совпадающее по полярности, и верхний соленоид 9 фиксируется на металлической части трубы 1. Производят заливку пенополиуретановой композиции через технологическую электромагнитную заглушку в технологическое отверстие 12. Устройство подает изменяющееся напряжение U на соленоиды 9 и 10, которое рассчитывается по линейному, гиперболическому или прочему уравнению, либо может являться числовым алгоритмом, что вызывает протекание увеличенных токов, и взаимодействие магнитных полей, прижимает заданным изменяющимся усилием нижнюю часть 11 нижнего соленоида 10 к низкотемпературной полиэтиленовой оболочке 2 и, при условии его наличия, вдавливает изолирующее кольцо 4 за счет конусообразно сужающейся формы. По окончании химического процесса (по заданному времени) на вход 14, на определенное время, подаются токи высокой частоты, металлическая пластина 13.1 и 13.2 разогревается, и в случае наличия изолирующего кольца 4 обеспечивается его контакт с пенополиуретаном, а при его отсутствии путем заданной модификации формируется защитный слой. Затем напряжение U изменяется на противоположное, что вызывает протекание тока в обратном направлении и взаимодействие магнитных полей соленоидов 9 и 10 обеспечивает ослабление сжимающей силы верхнего соленоида 9 и вызывает притягивание нижнего соленоида 10. Снимают напряжение с электромагнитных заглушек, снимают сами заглушки.
Таким образом, вышеупомянутые сведения свидетельствуют о выполнении при использовании заявленного изобретения совокупности критериев патентоспособности: новизны, промышленной применимости и изобретательского уровня.
Источники изобретения
1. «УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПЕНОПОЛИМЕРНОЙ ИЗОЛЯЦИИ НА ТРУБУ», патент на изобретение РФ №2170384, Патентообладатель Открытое акционерное общество "Спецнефтегазстрой".
2. «СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ТРУБУ», патент на изобретение РФ №2172889, Патентообладатель Открытое акционерное общество "Спецнефтегазстрой".
Группа изобретений относится к производству предварительно изолированных труб тепловых сетей. Способ содержит этапы подготовки и заливки полиуретановой композиции. На этапе подготовки формируют конструкцию труба-оболочка, при этом на металлическую трубу крепят центраторы и систему оперативного дистанционного контроля, помещают в полимерную либо металлическую оболочку, проверяют температурные показатели и дополнительно прогревают конструкцию. На этапе заливки полиуретановой композиции используют запирающие устройства, через отверстия которых подают пенополиуретановую композицию. Для дополнительного прогрева межтрубного пространства подают токи высокой частоты. Также предложена конструкция устройства для реализации способов. Техническим результатом заявленной группы изобретений является осуществление дополнительного прогрева межтрубного пространства конструкции труба-оболочка на монтажном столе, автоматизированное изготовление защитного слоя на кольцевом-торцевом срезе конструкции труба-оболочка, и как следствие снижение потери физико-химических свойств пенополиуретана от внешних факторов, а также упрощение доли ручного труда. 5 н. и 2 з.п. ф-лы, 5 ил.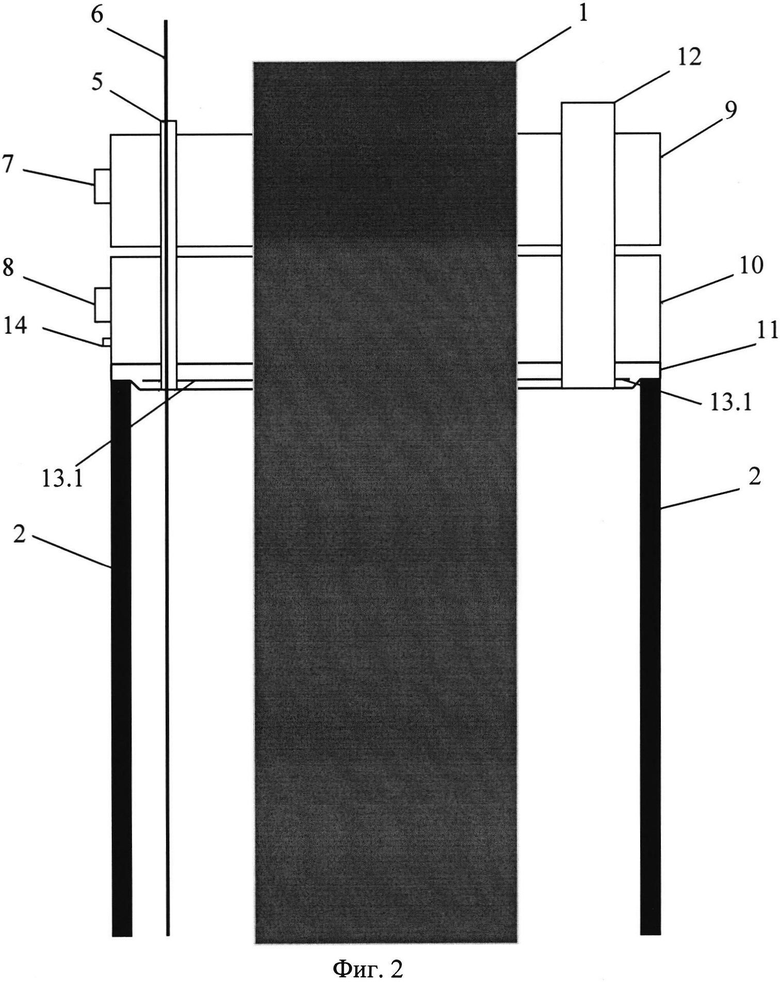
1. Способ изготовления предварительно изолированных труб тепловых сетей, состоящий, в частности, из этапов подготовки и заливки полиуретановой композиции, на этапе подготовки формируют конструкцию труба-оболочка, при этом на металлическую трубу крепят центраторы и систему оперативного дистанционного контроля, помещают в полимерную либо металлическую оболочку, проверяют температурные показатели и дополнительно прогревают конструкцию, на этапе заливки полиуретановой композиции используют запирающие устройства, через отверстия которых подают пенополиуретановую композицию, отличающийся тем, что для дополнительного прогрева надевают кольцевые контакты на выступающие с двух сторон из конструкции труба-оболочка концы металлической трубы, к которым через съемные клеммы устройства подключают блок управления, и подают токи высокой частоты.
2. Способ изготовления предварительно изолированных труб тепловых сетей, состоящий, в частности, из этапов подготовки и заливки полиуретановой композиции, на этапе подготовки формируют конструкцию труба-оболочка, при этом на металлическую трубу крепят центраторы и систему оперативного дистанционного контроля, помещают в полимерную либо металлическую оболочку, проверяют температурные показатели и дополнительно прогревают конструкцию, на этапе заливки полиуретановой композиции используют запирающие устройства, через отверстия которых подают пенополиуретановую композицию, отличающийся тем, что для дополнительного прогрева подают токи высокой частоты на металлическую пластину электромагнитных заглушек, выполненную таким образом, чтобы обеспечить кольцевой контакт с металлической трубой.
3. Способ изготовления предварительно изолированных труб тепловых сетей, состоящий, в частности, из этапов подготовки и заливки полиуретановой композиции, на этапе подготовки формируют конструкцию труба-оболочка, при этом на металлическую трубу крепят центраторы и систему оперативного дистанционного контроля, помещают в полимерную либо металлическую оболочку, проверяют температурные показатели и дополнительно прогревают конструкцию, на этапе заливки полиуретановой композиции используют запирающие устройства, через отверстия которых подают пенополиуретановую композицию, отличающийся тем, что на кольцевые-торцевые срезы конструкции труба-оболочка надевают изолирующие кольца, для дополнительного прогрева подают токи высокой частоты на металлическую пластину электромагнитных заглушек, которые используют в качестве запирающих устройств.
4. Способ по п. 3, отличающийся тем, что в качестве материала для изолирующих колец используют низкотемпературный полиэтилен либо бумагу с парафиновой пропиткой.
5. Способ изготовления предварительно изолированных труб тепловых сетей, состоящий из этапов подготовки и заливки полиуретановой композиции, на этапе подготовки формируют конструкцию труба-оболочка, при этом на металлическую трубу крепят центраторы и систему оперативного дистанционного контроля, помещают в полимерную либо металлическую оболочку, проверяют температурные показатели и дополнительно прогревают конструкцию, на этапе заливки полиуретановой композиции используют запирающие устройства, через отверстия которых подают пенополиуретановую композицию, отличающийся тем, что формируют защитный слой путем заданной модификации пенополиуретана, для этого подают токи высокой частоты на металлическую пластину электромагнитных заглушек, используемых в качестве запирающих устройств.
6. Устройство для реализации способа по любому из пп. 2, 3 или 5, содержащее концевую электромагнитную заглушку, технологическую электромагнитную заглушку с отверстием для заливки пенополиуретановой композиции и блок управления, подключаемый к электромагнитным заглушкам проводным способом через съемные клеммы, при этом электромагнитные заглушки выполнены из диэлектрического материала, состоят из верхнего и нижнего соленоидов, подвижно соединенных вентиляционными диэлектрическими трубками, один конец которых закреплен к нижнему соленоиду, а второй конец установлен подвижно относительно верхнего соленоида, при этом нижний соленоид имеет нижнюю часть с антиадгезивным покрытием, конусообразно сужающейся формы со встроенной металлической пластиной.
7. Устройство по п. 6, отличающееся тем, что один из соленоидов либо оба соленоида электромагнитной заглушки изготовлены из материала с антиадгезивными свойствами.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ТРУБЫ | 2003 |
|
RU2273787C2 |
| WO 2008119388 A1, 09.10.2008 | |||
| СПОСОБ ТЕПЛО- И ГИДРОИЗОЛЯЦИИ ТРУБЫ | 2000 |
|
RU2249756C2 |
| СПОСОБ НАНЕСЕНИЯ НА ТРУБУ ТЕРМОИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 1997 |
|
RU2136495C1 |
| Установка для тепло- и гидроизоляции труб | 1980 |
|
SU932090A1 |

