Изобретение относится к строитЙ1Ь1 ству, в частности к устройствам для нанесения тепло- и гидроизоляционных покритий на трубчатые изделия.
Известна установка для нанесения изоляции на трубы, включающая механизм намотки изоляционного покрытия в виде несущего гидроизоляционную ленту ленточного транспортера с направляюц;им ножом и прижимным роликом расположенными в месте пересечения транспортерной ленты с изолируемой трубой, снабженной механизмами поступательного и вращательного движения, причем на направляющем ноже смонтирован нагреватель для обеспечения сварки винтов изоляции в нахлесте flj .
Такое устройство позволяет осуществить навивку ленточной изоляции с транспортера на вращающуюся трубу путем съема направляющим ножом при одновременном прижиме ленты к трубе. Ьднако при этом обеспечивается получение изолирующего покрытия только или непосредственно на поверхности самой трубы или теплоизоляции, предварительно нанесенной на трубу, т.е. такая установка не позволяет получить покрытие без цилиндрической поверхности, играющей роль сердечника.
Наиболее близкой к предлагаемой является установка для тепло- и гидроизоляции труб, включающая формообразующее устройство в виде цилиндрического мундштука с зонами нагрева и охлаждения, снабженного по всей длине выпарным устройством
10 для удаления влаги и вредных выделений, узел подачи теплоизоляционной композиции, установленный на входе в мундштук, устройство подачи гидроизоляционной ленты в виде
15 транспортеров, проходящих через . мундштук и сварочную головку, установленную на выходе из последнего, а также механизм подачи трубы.
Здесь формообразующее устройст20во позволяет с помощью транспортеров получить рубашку вокруг трубы, синхронно проходящей в мундштуке, при этом из вспенивающейся композиции, подаваемой на трубу, одновременно образуют и теплоизоляцию, а шов на рубашке заделывают после , окончания процесса вспенивания 2}.
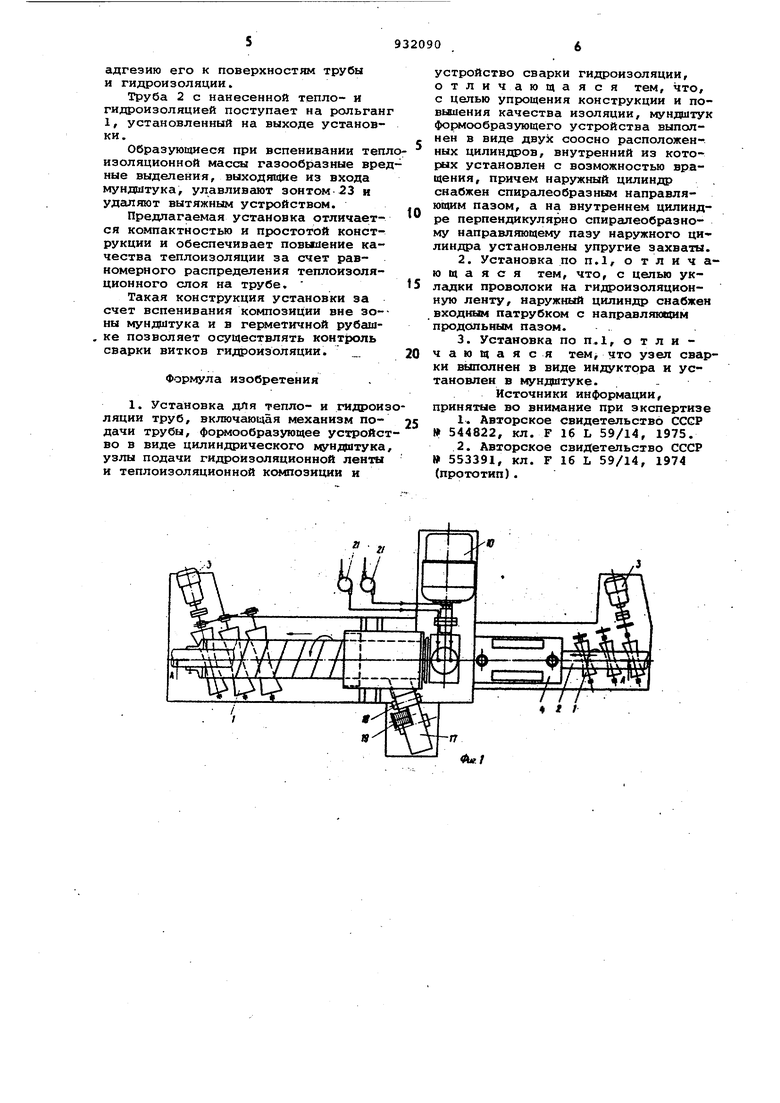
Однако нёшичие транспортеров в формообразующем устройстве и выпар30ных устройств с механизмом прочистки отверстий по всей длине мундштука, а также конструкция узла сварки и его расположение за формообразующим устройством усложняют конструкцию установки в целом и делают ее громоздкой.. Кроме того, заделка шва гидроизол ции после отверждения пеномассы изостаточных напряжений в полученном теплоизоляционном слое не обеспечив ет необходимой адгезии между нанесен ными покрытиями, что снижает качест во теплоизоляции. Цель изобретения - упрощение конс рукции и повышение качества изоляции Указанная цель достигается тем, что в установке для тепло- и гидрои золяции труб, включающей механизм подачи трубы, формообразующее устройство в виде цилиндрического мудштука, узлы подачи гидроизоляционной ленты, теплоизоляционной композиции и устройство сварки гидройзоляции мудштук выполнен составным в виде двух цилиндров, расположенных соосно, внутренний цилиндр установлен с возможностью вращения, причем наружный цилиндр снабжен спиралеобраз ным направляющим пазом, а на внутре нем цилиндре перпендикулярно спиралеобразному направляющему пазу наружного цилиндра установлены упругие захваты. для укладки проволоки на гидроизоляционную ленту наружный цилиндр снабжен входным патрубком с направ- ляющим продольным пазом. Узел сварки выполнен в виде индуктора и установлен в мундштуке. На фиг.1 изображена установка, общий вид; на фиг.2 - разрез А-А на фиг. 1; на фиг.З - мундштук, общий вид; на фиг.4 - то же, разрез. Установка состоит из узла подачи труб, устройства формообразования рубашки, узлов подачи гидроизоляционной ленты, проволочной армату ры и теплоизоляционной композиции. Узел подачи труб включает рольганги 1, расположенные на входе и выходе установки для подачи трубы 2 выполненные со сферическими роликами, установленными под углом 60-75 к продольной оси установки и связан ными с приводом 3, и поддерживающую опору 4 в виде двух люнетов, подпружиненные ша1Ж1 5 которых снабжены регулирующими винтами б. Устройство формообразования руба ки включает мундштук, выполненный с ставным из внутреннего цилиндра 7, соосно установленного с помощью подшипника скольжения в наружном цилиндре 8, и узел сварки гидроизол ционной рубашки в виде кольцевого индуктора 9, расположенного в конце наружного цилиндра 8. Цилиндр 7 свя зан с приводом 10 через редуктор и имеет на наружной поверхности упругие захваты li в виде, например, резиновых полос, расположенных перпендикулярно направлению движения гидроизоляционной ленты. Наружный цилиндр 8 выполнен с входным патрубком 12 и имеет на внутренней поверхности направляющий паз 13, расположенный по спирали для обеспечения нахлеста при навивке ленты 14, а входной патрубок 12 снабжен продольным пазом 15 для укладки проволоки 16. в нахлесте ленты 14. Узлы подачи гидроизоляционной денты 14 и проволоки 16 соответственно состоят из барабана 17 с направляющим роликом 18, оси которых параллельны, и катушки 19. Узел подачи теплоизоляционной массы состоит из смесителя 20, соединенного с насосами 21 подачи компонентов композиции и патрубком 22 подачи теплоизоляционной массы, проходящим через мундштук внутри подвижного цилиндра 7. Над входом в мундштук установлен зонт 23 с вытяжным устройством для удгшения вредных газовыделёний. Установка для тепло- и гидроизоляции труб работает следующим образом. При включении привода 3 труба 2 с помощью рольганга 1 поступает.,в. .мундштук, проходя через поддерживающую опору 4. Одновременно включают привод 10 и вводят в патрубок 12 с барабана 17 и катушки 19 через ролик 18 соответственно ленту 14 и проволоку 16, которую фиксируют на ленте, например, с помощью прокола с загибом на входе впаз 15. При этом лента 14 затягивается с помощью упругих захватов 11 и навивается с нахлестом в мундштуке- на внутренний цилиндр 7. Образующаяся рубашка скользит по направляющему пазу 13 наружного цилиндра 8, при этом проволока, укладывающаяся в нахлесте витков ленты, проходя через индуктор 9, нагревается токами высокой частоты и сваривает рубашку, обеспечивая ее герметичность. В полученную рубашку на трубу 2 через патрубок 22 подают теплоизоляционную композицию, нагнетаемую насосами 21 в смеситель 20, которая равномерно обволакивает поверхность синхронно вращающихся трубы 2 и рубашки, при этом экзотермическая реакция при вспенивании композиции ускоряется за счет нагрева трубы 2 при прохождении ее через индуктор 9. Структурообразование теплоизоляции йроисходит при объемном вспенивании композиции, что обеспечивает равномерную плотность теплоизоляционного покрытия на трубе и повышенную адгезию его к поверхностям трубы и гидроизоляции. Труба 2 с нанесенной тепло- и гидроизоляцией поступает на рольган 1, установленный на выходе установки. Образующиеся при вспенивании теп изоляционной массы газообразные вре ные выделения, выходяище из входа мундштука, улавливают зонтом 23 и удсшяют вытяжным устройством. Предлагаемая установка отличается компактностью и простотой конструкции и обеспечивает повыиение качества теплоизоляции за счет равномерного распределения теплоизоляционного слоя на трубе. Такая конструкция установки за счет вспенивания композиции вне зоны мундштука и в герметичной рубашке позволяет осуществлять конт|юль сварки витков гидроизоляции. Формула изобретения 1. Установка для тепло- и гидрои ляции труб, включающая механизм подачи трубы, формообразующее устройс во в виде цилиндрического мундфатука узлы подачи гидроизоляционной ленты и теплоизоляционной композиции и устройство сварки гидроизоляции, отличающаяся тем, что, с целью упрощения конструкции и повшиения качества изоляции, мундштук формообразующего устройства выполнен в виде двух соосно расположенных цилиндров, внутренний из которых установлен с возможностью вращения, причем наружный цилиндр снабжен спиралеобразным направляющим пазом, а на внутреннем цилиндре перпендикулярно спиралеобразному направляющему пазу наружного цилиндра установлены упругие захваты. 2.Установка по п.1, отличающая с я тем, что, с целью уклгшки проволоки на гидроизоляционную ленту, наружный цилиндр снабжен входным патрубком с направляювшм продольным пазом. 3.Установка по п.1, о тли чающаяся тем, что узел сварки выполнен в виде индуктора и установлен в мундштуке. Источники информации, принятые во внимание при зкспертизе 1.Авторское свидетельство СССР 544822, кл. F 16 L 59/14, 1975. 2.Авторское свидетельство СССР N1 553391, кл. F 16 L 59/14, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ теплогидроизоляции труб | 1979 |
|
SU872902A1 |
| Установка для нанесения теплогидроизоляционного покрытия на трубы | 1989 |
|
SU1681133A1 |
| Установка для нанесения на трубу теплои гидроизоляции | 1974 |
|
SU553391A1 |
| Способ тепло-и гидроизоляции трубы | 1982 |
|
SU1060876A1 |
| Способ тепло и гидроизоляции трубы | 1975 |
|
SU625092A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ТРУБЫ | 2015 |
|
RU2602942C1 |
| КОМПЛЕКСНАЯ ИЗОЛЯЦИЯ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА И СПОСОБ ЕЁ ПРОИЗВОДСТВА | 2017 |
|
RU2696653C2 |
| Установка для теплоизоляции труб | 1978 |
|
SU767448A1 |
| ТРУБОПРОВОД | 1982 |
|
RU1128680C |
| Способ монолитной теплоизоляции труб и устройство для его осуществления | 1987 |
|
SU1476238A1 |


ШЩ4Ч Уу / /
41е/ 8 П П П I I I Фиг
в
фигЛ
