Область техники
Настоящее изобретение относится к пищевой упаковке для приготовления, хранения и разогрева готовых к употреблению продуктов. Пищевая упаковка содержит контейнер для продуктов, пластиковую пленку для герметизации пищевой упаковки от окружающего воздуха, снабженную отверстием, при этом указанная пищевая упаковка дополнительно содержит открываемый и повторно запечатываемый мембранный клапан из термоэластичного материала, закрывающий указанное отверстие.
Настоящее изобретение также относится к мембранному клапану, используемому в пищевой упаковке, и к способу изготовления такого мембранного клапана.
Уровень техники
В настоящее время в продуктовых магазинах продается все больше и больше продуктов, готовых к употреблению. Такие блюда либо заморожены, либо охлаждены для того, чтобы обладать достаточно долгим сроком хранения. Замороженные продукты могут расцениваться как менее вкусные и выглядеть менее аппетитно, в то время как охлажденные продукты могут храниться в течение более короткого периода времени перед употреблением в пищу. Для продления срока хранения таких охлажденных готовых к употреблению продуктов используется пастеризация. Пастеризация комбинируется с удалением кислорода из внутреннего пространства упаковки для минимизации роста бактерий. Такое удаление кислорода может создаваться либо посредством образования небольшого вакуума, либо замещения кислорода каким-либо другим подходящим газом.
При изготовлении упаковки по изобретению продукт помещают в пластиковый лоток, который снабжают пластиковой крышкой в форме прозрачной тонкой пленки, запечатанной вдоль краев лотка для создания внутреннего пространства, полностью герметизированного от окружающей среды. В этой пластиковой пленке образован клапан, который может автоматически открываться, когда внутри упаковки возникает избыточное давление. Такие избыточные давления создаются, например, когда упаковка помещается в микроволновую печь, и пища приготовляется путем ее подвергания электромагнитному излучению. Оно также может создаваться из-за конвекции, например, в духовках с разогревом воздуха и паром или из-за подвергания упаковки термическому излучению, например инфракрасному излучению. Когда пища приготовляется, создается большое количество пара. Пар создает избыточное давление, такое, что клапан открывается и позволяет выйти как кислороду, так и пару. Когда пища приготовлена, микроволновая печь выключается, и образование пара моментально прекращается. Клапан сконструирован так, чтобы закрываться немедленно из-за снижения внутреннего избыточного давления и понижения окружающих температур. Пищевые упаковки охлаждают до подходящей для хранения температуры и могут поставляться в розничные сети для дальнейшего использования. Избыточное давление такого типа, когда клапан открывается в таких пищевых упаковках, является довольно высоким, порядка 100 гПа, по сравнению, в частности, с клапаном, используемым в упаковках, например, для кофе, в которых избыточное давление лишь слегка больше атмосферного давления.
Закрытие клапана после приготовления является важным для того, чтобы герметизировать внутреннее пространство упаковки и продукт от окружающего воздуха и загрязняющих веществ. Поэтому клапан должен иметь такую конструкцию, чтобы он ни в коем случае не повреждался какими-либо остатками пищи или влагой, которая может задуваться в клапан в процессе изготовления.
Одной из важных особенностей клапана, закрываемого на пластиковой пленке, является необходимость предотвращения образования морщин на материале и пузырьков между различными слоями клапана и/или пленки после изготовления и в ходе повторного запечатывания пищевой упаковки. Клапан обычно соединяют с пленкой посредством адгезива, который должен выдерживать довольно жесткое обращение в ходе срока службы упаковки для продукта. Однако риск образования морщин и пузырьков по-прежнему очень высок, и задачей настоящего изобретения является дальнейшее снижение их образования.
Другой важной особенностью этого клапана является то, что он должен также оставаться на пластиковой пленке и не выпадать в процессе изготовления или обращения. Надежное крепление клапана к пластиковой пленке может потребовать довольно сложных и поэтому дорогостоящих производственных процессов. Таким образом, задачей настоящего изобретения также является обеспечение клапана, который может быть надежно прикреплен к пластиковой пленке пищевой упаковки менее трудоемким способом по сравнению с известными клапанами.
Сущность изобретения
Настоящее изобретение обеспечивает клапан, ограничивающий образование морщин на материале и пузырей между различными слоями клапана и/или пленки, на которой установлен клапан. Настоящее изобретение также обеспечивает способ изготовления клапана, обладающего свойствами, ограничивающими образование морщин в пластиковом материале и пузырей между различными слоями клапана и/или пленки, на которой установлен клапан. Более того, настоящее изобретение также обеспечивает клапан, который может быть присоединен к пластиковой пленке способом, не требующим таких сложных производственных методов, как для клапанов уровня техники.
В соответствии с по меньшей мере первым объектом настоящего изобретения, обеспечена пищевая упаковка для приготовления, хранения и разогрева готовых к употреблению продуктов. Пищевая упаковка содержит контейнер для продуктов, пластиковую пленку для герметизации пищевой упаковки от окружающего воздуха, снабженную отверстием, при этом указанная пищевая упаковка дополнительно содержит открываемый и повторно запечатываемый мембранный клапан из термоэластичного материала, закрывающий указанное отверстие, при этом адгезия между мембранным клапаном и поверхностью, на которой установлен, меньше в первой области, чем во второй области, при этом указанная первая область продолжается в направлении по меньшей мере между указанным отверстием указанной пластиковой пленки и краем указанного мембранного клапана, так чтобы канал мог образовываться между указанным отверстием и периметром мембранного клапана в процессе приготовления и/или разогрева указанных продуктов, готовых к употреблению, при этом мембранный клапан имеет направление машинной обработки термоэластичного материала, которое расположено относительно указанного направления первой области так, что угол между ними находится в интервале от 60° до 90°.
Когда продукт в указанной упаковке для продукта нагревается, либо когда продукт пастеризуют или когда его окончательно разогревают перед употреблением, образуется пар. При образовании пара задача клапана состоит в том, что он должен открыться и высвобождать пар из упаковки, а когда нагревание прекращается, клапан должен закрыться для предотвращения загрязнения продукта.
Определенная адгезия между первой областью и поверхностью, на которой установлен клапан, может быть предпочтительна, поскольку она способствует закрытию клапана, что предотвращает загрязнение продукта, когда он не приготовляется и не нагревается. Тем не менее, также предпочтительно, чтобы адгезия не была слишком большой, поскольку должно обеспечиваться образование канала, когда упаковка с продуктом подвергается тепловому воздействию.
Термопластичные и термоэластичные полимерные материалы, переработанные в пленки и прочие формы, выходят ориентированными в направлении машинной обработки. Эта ориентация вытягивает полимеры от энтропически предпочтительного состояния «случайной спирали» до «линейного состоянии». При подвергании тепловому воздействию полимеры получают движение и будут возвращаться в энтропически предпочтительное состояние, что называется релаксацией.
Настоящее изобретение основано на открытии, что если первая область имеет угол относительно направления машинной обработки полимеров, лежащий в интервале от 60° до 90°, релаксация будет, в действительности, стягивать канал в ходе высвобождения пара и таким образом снижать риск образования морщин. Таким образом канал может быть короче, посредством чего клапан может быть меньше и не будет мешать видимости продукта внутри упаковки.
Вторая область мембранного клапана, т.е. область, имеющая большую адгезию с поверхностью, на которую он установлен, должна предпочтительно не отделяться от пластиковой пленки в процессе приготовления и/или разогрева продукта в упаковке. Благодаря стягиванию канала в ходе выпуска пара, что обеспечивает надежное закрытие клапана, адгезия между первой областью и поверхностью, на которой он установлен, может быть меньше по сравнению с клапанами уровня техники, в которых адгезия должна быть больше для обеспечения надежного закрытия. Преимущество меньшей адгезии в первой области заключается в том, что давление, требуемое для открытия канала, становится ниже. Тот факт, что давление открытия канала ниже, приводит к тому, что требования к способу, применяемому для крепления мембранного клапана к пластиковой пленке, ниже, что обеспечивает упрощенное крепление мембранного клапана к пластиковой пленке пищевой упаковки. Меньшие требования к способу крепления мембранного клапана к пластиковой пленке обеспечивают преимущество с точки зрения производственных затрат.
В соответствии с одним примерным вариантом выполнения, указанный интервал для угла между направлением машинной обработки термоэластичного материала и протяженностью указанной первой области составляет от 75° до 90°.
В соответствии с одним примерным вариантом выполнения, указанный интервал для угла между направлением машинной обработки термоэластичного материала и протяженностью указанной первой области составляет от 85° до 90° и наиболее предпочтительно равен 90°.
В соответствии с этим вариантом выполнения можно обеспечить первую область так, чтобы канал проходил, по существу, перпендикулярно направлению машинной обработки термоэластичного материала мембранного клапана. По существу, перпендикулярное отношение между направлением машинной обработки термоэластичного материала и протяженностью указанной первой области может быть предпочтительно, поскольку материал может, в таком случае, когда он подвергается релаксации, стягивать канал еще больше и таким образом обеспечивать более надежное закрытие клапана.
В соответствии с одним примерным вариантом выполнения, указанная первая область содержит первую часть области и вторую часть области, при этом адгезия меньше в первой части области, чем во второй части области.
В соответствии с одним примерным вариантом выполнения, первая часть области выполнена так, чтобы, когда мембранный клапан присоединяется к упаковке для продукта, она окружала отверстие в указанной пластиковой пленке.
В соответствии с одним примерным вариантом выполнения, вторая часть области продолжается от указанной первой части области до края указанного мембранного клапана.
Край мембранного клапана, упоминаемый выше в примерных вариантах выполнения, представляет собой тот край мембранного клапана, который при использовании образует выпускное отверстие канала. Обеспечение частей области, обладающих разными адгезивными свойствами, внутри первой области, обеспечивает клапан, который открывается легче, когда давление повышается в упаковке для продукта.
В соответствии с одним примерным вариантом выполнения, указанная адгезия достигается посредством адгезива. Таким образом, в этом варианте выполнения клапан крепится к пластиковой пленке посредством адгезива. Обеспечение адгезива, удерживающего мембранный клапан, непосредственно или опосредованно, на пластиковой пленке, представляет преимущество с точки зрения менее сложных производственных способов.
В соответствии с одним примерным вариантом выполнения, в первой области и во второй области соответственно используют разные адгезивы для создания разной прочности прикрепления разных областей.
В соответствии с одним примерным вариантом выполнения, указанная уменьшенная прочность прикрепления достигается посредством антиадгезионного покрытия.
Обеспечение адгезива и антиадгезионного покрытия на указанной первой области для создания области, обладающей меньшей адгезией с пластиковой пленкой, может быть предпочтительным. В этом примерном варианте выполнения один и тот же адгезив может быть нанесен на весь мембранный клапан, и после этого антиадгезионное покрытие наносится на первую область для снижения адгезии в этой области. Таким образом, когда антиадгезионное покрытие применяется так, чтобы оно покрывало адгезив на первой области, адгезивные свойства адгезива в этой области снижаются.
В соответствии с одним примерным вариантом выполнения, антиадгезионное покрытие в интервале от 50 до 100% наносится на адгезив в указанной первой части области. В соответствии с одним примерным вариантом выполнения, антиадгезионное покрытие в интервале от 75 до 100% наносится на адгезив в указанной первой части области. В соответствии с еще одним примерным вариантом выполнения, антиадгезионное покрытие наносится на до 100% адгезива в первой части области.
В соответствии с одним примерным вариантом выполнения, антиадгезионное покрытие в интервале от 25 до 75% наносится на адгезив в указанной второй части области. В соответствии с другим примерным вариантом выполнения, антиадгезионное покрытие в интервале от 40 до 60% наносится на адгезив в указанной второй части области. В соответствии с еще одним примерным вариантом выполнения, антиадгезионное покрытие до 50% наносится на адгезив во второй части области.
В соответствии с одним примерным вариантом выполнения, количество антиадгезионного покрытия в первой части области примерно в два раза больше количества антиадгезионного покрытия во второй части области.
Разные интервалы, указанные выше, относятся к способу нанесения антиадгезионного покрытия, где 100% обозначает максимальное количество наносимого антиадгезионного покрытия при использовании этого производственного способа. Таким образом, когда на первую часть области наносится 100% антиадгезионного покрытия, адгезив все равно еще будет обеспечивать небольшую адгезию между мембранным клапаном и поверхностью, на которой он установлен.
Обеспечение антиадгезионного покрытия в пределах разных интервалов, как указано выше, для разных вариантов выполнения соответственно обеспечивает клапан, обладающий адгезивными свойствами, подобранными так, чтобы он легко открывался, когда давление в пищевой упаковке повышается, и в то же время обеспечивал надежное закрытие клапана, когда предмет не нагревается.
В соответствии с одним примерным вариантом выполнения, первая область имеет форму усеченного конуса, при этом его большая ширина расположена на краю мембранного клапана. Более узкая ширина канала между мембранным клапаном и поверхностью, на которой он установлен, расположена ближе к отверстию в пластиковой пленке, по сравнению с шириной канала на краю мембранного клапана, может представлять преимущество. Причиной этого является то, что обеспечивается более надежное запечатывание клапана.
В соответствии с одним примерным вариантом выполнения, указанное антиадгезионное покрытие напечатано на указанном адгезиве.
Печатное нанесение указанного антиадгезионного покрытия на адгезив в указанной первой области может быть выгодным для того, чтобы направлять протяженность указанной первой области в интервалах, указанных для угла относительно направления машинной обработки мембранного клапана, для разных примерных вариантов выполнения, как указано выше.
В соответствии с одним примерным вариантом выполнения, указанное антиадгезионное покрытие распыляется на указанный адгезив. Распыление антиадгезионного покрытия на адгезив в указанной первой области может обеспечивать другое преимущество, заключающееся в обеспечении антиадгезионного покрытия в первой области с желаемой протяженностью относительно направления машинной обработки мембранного клапана.
В соответствии с одним примерным вариантом выполнения, указанное антиадгезионное покрытие наносится на поверхность, на которую установлен указанный мембранный клапан.
В соответствии с другим примерным вариантом выполнения, указанное антиадгезионное покрытие напечатано на поверхности, на которую установлен указанный мембранный клапан.
Вместо нанесения антиадгезионного покрытия на первую область указанного мембранного клапана можно наносить антиадгезионное покрытие на соответствующую поверхность, на которую нанесен мембранный клапан. Таким образом, когда мембранный клапан нанесен на эту поверхность, первая область мембранного клапана будет входить в контакт с антиадгезионным покрытием, и адгезия поэтому будет меньшей в первой области, чем во второй области. Например, антиадгезионное покрытие на эту поверхность можно нанести посредством печати. Также допустимо подобным образом просто распылять антиадгезионное покрытие на поверхность, на которую наносят мембранный клапан.
Также для этого варианта выполнения можно использовать различные части областей, обладающие разными адгезивными свойствами, как описано выше для некоторых примерных вариантов выполнения.
В соответствии с одним примерным вариантом выполнения, указанное антиадгезионное покрытие представляет собой вещество на основе силикона.
Вещество на основе силикона, например силиконовая смазка, является предпочтительным веществом для использования в качестве антиадгезионного покрытия. Однако существуют и другие альтернативы. Задачей антиадгезионного покрытия является то, что используемое вещество должно снижать адгезивные свойства адгезива, и любое вещество или материал, удовлетворяющий этой цели, который можно нанести на адгезив контролируемым образом, например путем печати или распыления, может быть использован.
В соответствии с одним примерным вариантом выполнения, указанный термоэластичный материал находится в эластичном состоянии при температурах, превышающих 30°С.
Предполагаемой задачей клапана является то, что он должен открываться, когда пищевая упаковка подвергается нагреву и когда таким образом создается пар, и закрываться, когда в пищевой упаковке больше нет пара. Таким образом, может быть предпочтительно использовать термоэластичные материалы, переходящее в эластичное состояние при температурах, превышающих 30°С. Таким образом, когда пищевая упаковка хранится, например, в холодильнике, мембранный клапан находится не в эластичном состоянии. Это обеспечивает надежное закрытие клапана.
В соответствии с одним примерным вариантом выполнения, указанный мембранный клапан нанесен непосредственно на указанную пластиковую пленку. В соответствии с этим примерным вариантом выполнения, канал может создаваться между пластиковой пленкой и мембранным клапаном.
В соответствии с одним примерным вариантом выполнения, указанная пластиковая пленка оборудуется седлом клапана, при этом указанное седло клапана снабжено первым слоем, нанесенным на указанную пластиковую пленку и имеющим отверстие, соответствующее отверстию в пластиковой пленке, при этом указанный мембранный клапан нанесен на указанное седло клапана. В соответствии с этим примерным вариантом выполнения, мембранный клапан закрывает как отверстие в пластиковой пленке, так и отверстие в первом слое.
В соответствии с этим примерным вариантом выполнения, канал будет создаваться между седлом клапана и мембранным клапаном.
В соответствии с одним примерным вариантом выполнения, указанный первый слой снабжен адгезивом на его поверхности, обращенной к указанной пластиковой пленке. Указанный первый слой, т.е. седло клапана, может быть прочно прикреплен к пластиковой пленке.
В соответствии с одним примерным вариантом выполнения, мембранный клапан образован из материала, более эластичного, чем поверхность, на которую он нанесен. Поверхность, на которую он нанесен, может представлять собой либо пластиковую пленку, закрывающую пищевую упаковку, либо седло клапана в форме первого адгезивного слоя. Путем обеспечения мембранного клапана в форме более эластичного материала пузыри смогут образовываться в мембранном клапане над отверстием в пластиковой пленке, когда в пищевой упаковке создается давление. После образования пузыря давление продолжает возрастать, будет создаваться зазор и клапан будет, следовательно, открыт от отверстия в пластиковой пленке до края мембранного клапана, вдоль первой области мембранного клапана.
В соответствии с одним примерным вариантом выполнения, мембранный клапан имеет, по существу, прямоугольную форму, содержащую две короткие стороны и две длинные стороны.
В соответствии с одним примерным вариантом выполнения, длина длинных сторон составляет от 1 до 7 см, более предпочтительно от 1,5 до 5 см и наиболее предпочтительно от 3 до 4 см. В соответствии с одним примерным вариантом выполнения, длина коротких сторон составляет от 1 до 6 см, более предпочтительно от 1,5 до 4,5 см и наиболее предпочтительно от 2,5 до 3,5 см. В соответствии с одним примерным вариантом выполнения, длины длинных сторон и коротких сторон соответственно составляют от 0,5 до 20 см, более предпочтительно от 1 до 15 см и наиболее предпочтительно от 1,5 до 10 см.
В соответствии с одним примерным вариантом выполнения, мембранный клапан имеет, по существу, квадратную форму. В соответствии с одним примерным вариантом выполнения, длина сторон составляет от 1 до 7 см, более предпочтительно от 1,5 до 5 см и наиболее предпочтительно от 3 до 4 см. В соответствии с другим предпочтительным вариантом выполнения, длины сторон составляют от 0,5 до 20 см, более предпочтительно от 1 до 15 см и наиболее предпочтительно от 1,5 до 10 см.
Благодаря конфигурациям, упомянутым выше, затраты на производство могут быть сравнительно низкими, поскольку клапан можно изготовить способом, идентичным длинной полосе на адгезиве.
В соответствии со вторым объектом настоящего изобретения, обеспечивается мембранный клапан из термоэластичного материала для использования в пищевой упаковке для приготовления, хранения и разогрева готовых к употреблению продуктов. Указанный мембранный клапан снабжен адгезивом так, что адгезивные свойства в первой области меньше, чем адгезивные свойства во второй области, при этом указанная первая область продолжается в направлении от края указанного мембранного клапана к положению на поверхности указанного мембранного клапана, удаленному от периметра указанного мембранного клапана, при этом при использовании мембранного клапана канал может создаваться вдоль указанной первой области, при этом мембранный клапан имеет направление машинной обработки термоэластичного материала, которое относительно направления указанной первой области таково, что угол между ними лежит в диапазоне от 60° до 90°.
Мембранный клапан в соответствии со вторым объектом настоящего изобретения может подходящим образом использоваться в упаковках для пищевых продуктов для любого из примерных вариантов выполнения первого объекта настоящего изобретения. Мембранный клапан в соответствии со вторым объектом настоящего изобретения может надлежащим образом обладать характеристиками, подобными описанным для различных примерных вариантов выполнения первого объекта настоящего изобретения.
В соответствии с третьим объектом настоящего изобретения, обеспечивается способ изготовления мембранного клапана для использования в пищевых упаковках для приготовления, хранения и разогрева готовых к употреблению продуктов. Способ включает:
- получение мембранного клапана из термоэластичного материала с адгезивом на одной его стороне;
- нанесение антиадгезионного покрытия на первую область указанного мембранного клапана так, чтобы указанная первая область продолжалась в направлении от края указанного мембранного клапана к положению на поверхности указанного мембранного клапана, удаленному от периметра указанного мембранного клапана, при этом направление указанной первой области расположено относительно направления машинной обработки указанного мембранного клапана так, что угол между ними находится в интервале от 60° до 90°.
В соответствии с одним примерным вариантом выполнения, указанное антиадгезионное покрытие наносится на первую область, имеющую протяженность под углом от 75° до 90° относительно направления машинной обработки указанного мембранного клапана.
В соответствии с еще одним примерным вариантом выполнения, указанный угол лежит в диапазоне от 85° до 90°.
В соответствии с одним примерным вариантом выполнения, указанный угол составляет 90°.
Путем обеспечения поверхности мембранного клапана адгезивом и нанесения после этого антиадгезионного покрытия на первую область мембранного клапана, можно определить отношение между протяженностью первой области и направлением машинной обработки полимеров для достижения предпочтительной ориентации.
В соответствии с одним примерным вариантом выполнения, указанное антиадгезионное покрытие напечатано на указанной первой области.
В соответствии с одним примерным вариантом выполнения, указанный мембранный клапан крепится к пластиковой пленке на пищевой упаковке посредством адгезива. Прикрепление мембранного клапана к пластиковой пленке может осуществляться непосредственно или опосредованно. Под опосредованным прикреплением подразумевается, что мембранный клапан прикрепляют, например, к первому слою, прикрепленному к пластиковой пленке пищевой упаковки.
В соответствии с одним примерным вариантом выполнения, указанный мембранный клапан может быть присоединен к первому слою до соединения с указанной пластиковой пленкой. В соответствии с другим примерным вариантом выполнения, первый слой сначала присоединяется к указанной пластиковой пленке, и после этого мембранный клапан присоединяется к указанному первому слою.
В соответствии с одним примерным вариантом выполнения, указанное антиадгезионное покрытие представляет собой вещество на основе силикона. Вещество на основе силикона, например силиконовая смазка, представляет собой предпочтительное вещество для использования в качестве антиадгезионного покрытия. Однако существуют и другие альтернативы. Задачей антиадгезионного покрытия является то, что используемое вещество должно снижать адгезивные свойства адгезива, и любое вещество или материал, удовлетворяющие этой цели и которые можно нанести на адгезив контролируемым образом, например путем печати, могут быть использованы подходящим образом.
В соответствии с одним примерным вариантом выполнения, указанный мембранный клапан нанесен на пластиковую пленку, покрывающую пищевую упаковку, посредством указанного адгезива.
Способ изготовления мембранного клапана, показанный в примерных вариантах выполнения, описанных выше, может быть подходящим образом использован для изготовления мембранного клапана в соответствии со вторым объектом настоящего изобретения. Путем прикрепления, непосредственно или опосредованно, мембранного клапана, изготовленного в соответствии с примерными вариантами выполнения, упомянутыми выше, к пищевой упаковке, может быть изготовлена пищевая упаковка в соответствии с первым объектом настоящего изобретения. Предпочтительно, при прикреплении мембранного клапана к пищевой упаковке, мембранный клапан должен располагаться так, чтобы закрывать отверстие в пластиковой пленке пищевой упаковки, при этом участок первой области мембранного клапана, удаленный от края указанного мембранного клапана, располагают так, чтобы он закрывал или непосредственно примыкал к отверстию в пластиковой пленке.
Краткое описание чертежей
Вышеуказанные и другие дополнительные задачи, признаки и преимущества настоящего изобретения станут более понятны с помощью следующего наглядного и не ограничивающего подробного описания предпочтительных вариантов выполнения настоящего изобретения, со ссылкой на прилагаемые чертежи, на которых:
Фиг.1а-1d - вид клапана уровня техники.
Фиг.2 - схематичный вид клапана уровня техники после обработки пищевого продукта.
Фиг.3 - вид примерного клапана по изобретению.
Фиг.4а-4b - схематичный вид релаксации листа полимера в зависимости от направления машинной обработки.
Фиг.5 - вид другого примерного варианта выполнения изобретения.
Подробное описание примерных вариантов выполнения
Настоящее изобретение далее описано более подробно со ссылкой на прилагаемые чертежи, на которых показаны примерные варианты выполнения изобретения. Изобретение может, тем не менее, быть выполнено во множестве других различных вариантов и не должно рассматриваться как ограниченное вариантами выполнениями, описанными здесь; напротив, эти варианты выполнения приведены для ясности и полноты и полностью передают предмет изобретения специалистам в данной области техники. Сходные позиции на чертежах обозначают аналогичные элементы на протяжении описания.
В последующем описании настоящее изобретение описано со ссылкой на пищевую упаковку, имеющую пластиковый лоток, покрытый пластиковой пленкой, на которой расположен клапан. Тем не менее, следует понимать, что может быть использована любая упаковка, способная содержать пищевые продукты, например, пластиковый пакет. Материалы пищевой упаковки также являются заменяемыми, при условии, что свойства и поведение остаются в соответствии с описанными.
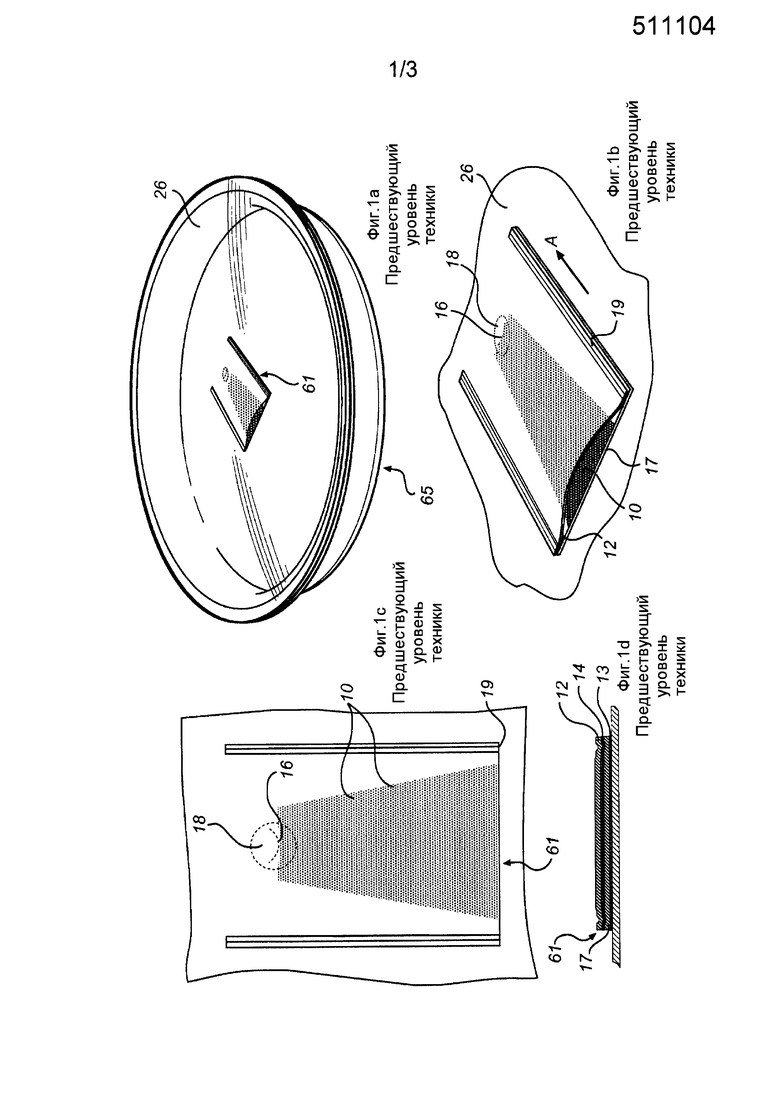
Возвращаясь к фиг.1а-1d, описывающим известную пищевую упаковку, позиция 65 обозначает пластиковый лоток, в котором может содержаться пищевой продукт. Позиция 61 обозначает клапан, и позиция 26 обозначает пластиковую пленку, на которую крепится клапан 61 и которая соединена с ободом лотка так, чтобы окружающая среда была герметично отделена от содержимого упаковки. В этом конкретном случае клапан 61 представляет собой прямоугольный двухслойный клапан, имеющий нижний слой 17, прикрепленный с пленкой 26 по всей его области, и верхний слой 12, в котором участок имеет слегка меньшую адгезию с нижним слоем 17 по сравнению с прилегающими областями, по меньшей мере на краях 19. Таким образом, создается канал 10 между верхним слоем 12 и нижним слоем 17, когда пищевую упаковку разогревают.
Края 19 верхнего слоя 12 и нижнего слоя 17 свариваются друг с другом посредством сварного шва 14, и нижний слой крепится к пластиковой пленке посредством, например, адгезива 13. Края свариваются друг с другом по той причине, что они должны быть способны выдерживать высокие давления, создаваемые в пищевой упаковке до того, как канал клапана откроется, поскольку, в противном случае, пар может выходить нежелательным способом.
Этот канал 10 может быть образован либо посредством использования менее клейкого адгезива, либо путем нанесения антиадгезионного покрытия на канал 10 с тем же эффектом. Отверстие 16 выполнено в пленке 26 и выровнено с отверстием 18 в нижнем слое 17 клапана 17 так, чтобы воздух и пар из внутреннего пространства упаковки могли выходить через отверстие 16 и отверстие 18 и через канал 10. На фиг.1b клапан 61 показан в открытом состоянии, а на фиг.1с клапан 61 показан на виде сверху, при этом на фиг.1d клапан 61 полностью закрыт.
Клапан уровня техники традиционно изготавливают так называемой накаткой на разматываемое из рулона и снова сматываемое в рулон полотно материала (“roll-to-roll”). При таком способе производства мембраны клапана обрабатывают и снабжают адгезивом и антиадгезионным покрытием в направлении машинной обработки полимеров. Направление машинной обработки показано стрелкой А на фиг.1b, и, как можно видеть, канал 10 продолжается в направлении машинной обработки. Для получения прочного шва между первым слоем и мембраной клапана сварку требуется осуществлять в области, в которой не нанесен адгезив. Из-за этого адгезив и область с антиадгезионным покрытием должны обеспечиваться в направлении машинной обработки полимеров.
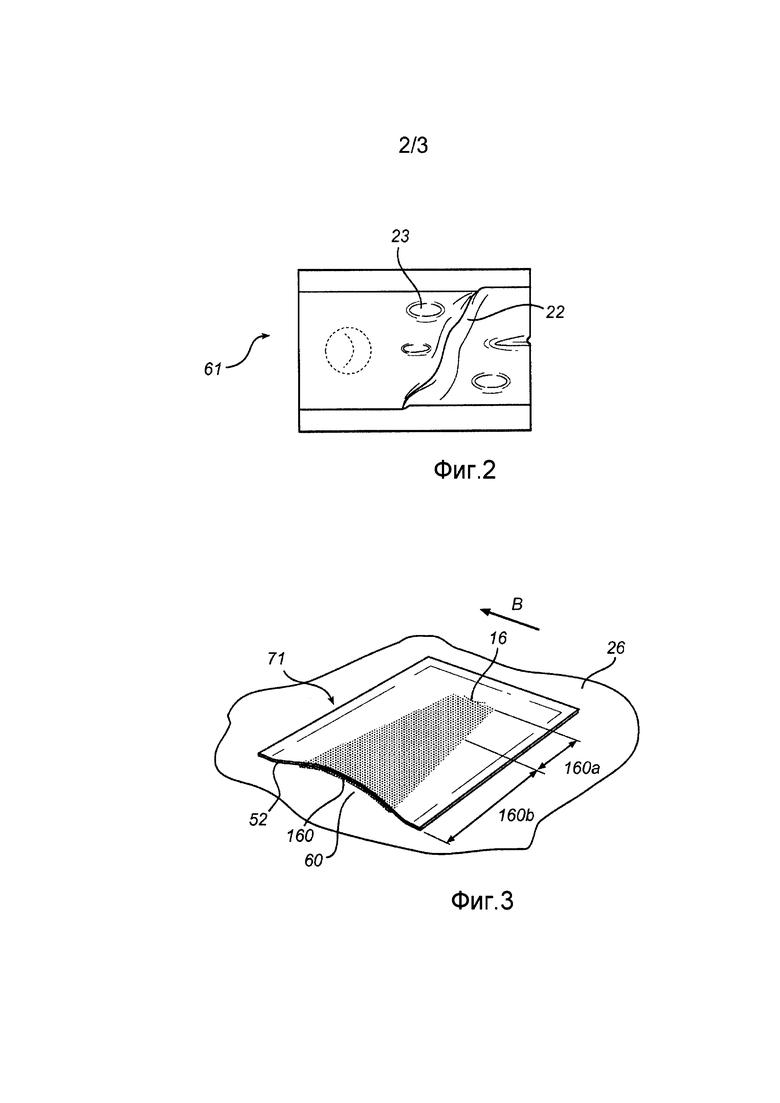
На фиг.2 схематично показан клапан 61, идентичный клапану с фиг.1а-1d, показывающий, как морщины 22 и пузыри 33 образуются в канале 10 после приготовления в микроволновой печи и в ходе повторного запечатывания клапана 61. Для того чтобы герметично закрыть внутреннее пространство упаковки от окружающей среды, необходимо выполнить по меньшей мере одну линию полного прикрепления от одной стороны канала 10 до другой стороны. Для достижения такого герметичного соединения с определенным уровнем вероятности, канал 10 должен быть довольно длинным, в результате чего применяется больше материала и более громоздкий клапан 61, который также уменьшает видимость продукта внутри упаковки. Термопластичные и термоэластичные полимерные материалы, переработанные в пленки и прочие формы, выходят ориентированными в направлении машинной обработки. Эта ориентация вытягивает полимеры от их энтропически предпочтительного состояния «случайной спирали» до «линейного» состояния. В состоянии случайной спирали два конца полимера близки друг к другу, что обеспечивает наибольшую возможную комбинацию форм и положений звеньев в цепочке (наибольшую энтропию). Механическая сила, проводящая пленки через станки, вытягивает полимеры от этой конфигурации. При подвергании тепловой обработке, полимеры получают движение и будут возвращаться в энтропически предпочтительное состояние, называемое релаксацией. Степень ориентации определяет процент достигаемой усадки.
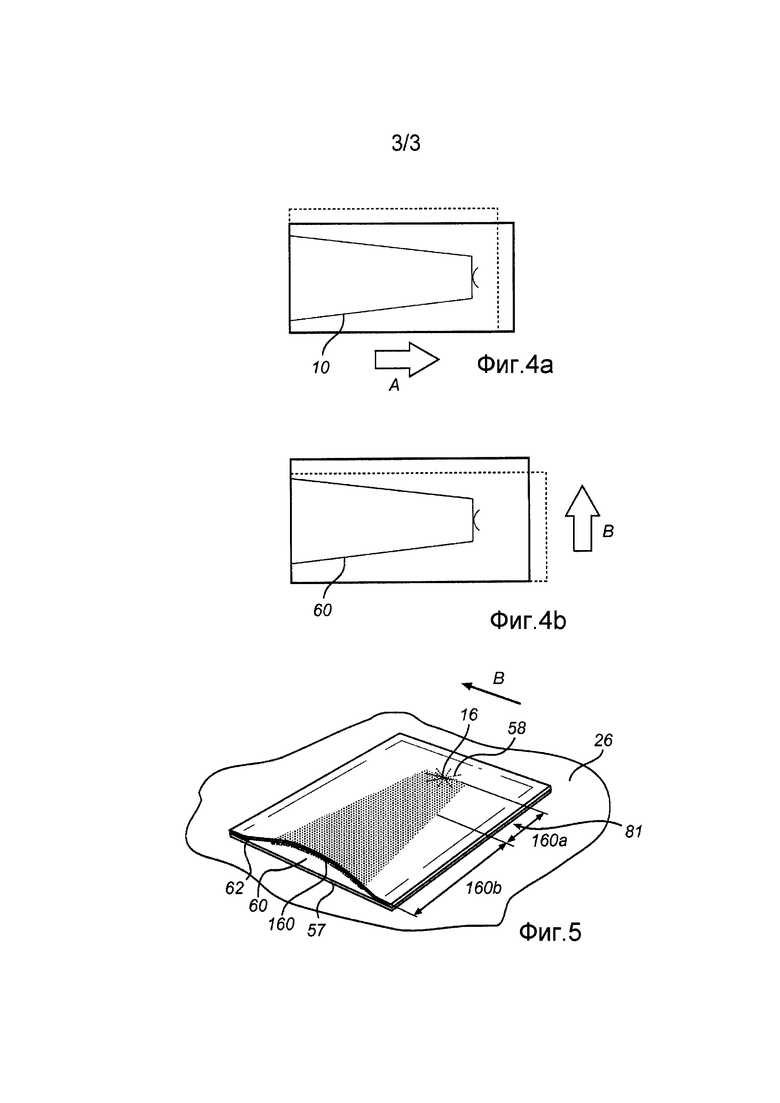
Фиг.4а и 4b показывают, как однонаправленный полимерный материал усаживается немного после тепловой обработки. Сплошная линия представляет состояние до тепловой обработки, и пунктирная линия представляет состояние после тепловой обработки. Стрелки А и В, соответственно и подобно фиг.1b, 3 и 5, обозначают направление ориентации полимеров.
Фиг.4а и 4b поясняют, как возникают морщины в клапане 61 с фиг.2. Если пар выпускается вдоль направления машинной обработки полимеров в процессе изготовления, т.е. выталкивается по пути, канал 10 выполняется посредством нанесения разных слоев адгезива и/или антиадгезионного покрытия, придавая каналу 10 основное направление, возникает ситуация с фиг.4а. Это означает, что термоэластичный материал мембраны клапана отпускается нежелательным образом. Ширина канала 10 будет увеличиваться, и из-за приклеивания к пленке 26 упаковки 65 это расширение будет сдерживаться. Следовательно, это приведет к образованию морщин, поскольку ширина канала 10 не может свободно расширяться.
Ситуация с фиг.4b, напротив, будет предпочтительной, и эта идея лежит в основе настоящего изобретения, поскольку релаксация стягивает канал 10 в ходе выхода пара, поэтому увеличивается сила, требующаяся для поддержания канала открытым, т.е. повышается закрывающее давление клапана, устраняется риск образования морщин и улучшается запечатываемость клапана.
Примерный вариант выполнения изобретения показан на фиг.3. Пластиковый лоток (не показано) покрыт пленкой 26. В пластиковой пленке образовано отверстие 16 в форме полукруглой щели через вышеуказанную пленку 26. Клапан 71 создается путем помещения прямоугольного мембранного клапана 52 наверх пластиковой пленки 26 так, чтобы он полностью закрывал вышеуказанное отверстие 16. Мембранный клапан в этом варианте выполнения представляет собой однослойную мембрану, хотя по желанию пользователя и в соответствии с его или ее конкретными требованиями может быть использован один или несколько слоев. Мембранный клапан в ходе изготовления снабжен адгезивом на всей его поверхности, при этом адгезив соединяет мембранный клапан с пластиковой пленкой. Для создания первой области 160, имеющей меньшую адгезию с пленкой 26, для направления воздуха и пара изнутри упаковки и для снижения и контроля давления открытия так, чтобы мог быть создан канал 60, антиадгезионное покрытие нанесено на адгезив в первой области 160 для снижения адгезии с пленкой. В примерном варианте выполнения изобретения это достигается путем печати антиадгезионного покрытия на желаемой области мембранного клапана. После этого мембранный клапан помещается на пленку 26 после прокалывания щели, составляющей отверстие 16. На следующем этапе пленка с получившимся клапаном 61 может быть размещена и закреплена на лотке 65.
В этом варианте выполнения антиадгезионное покрытие посредством печати или иным образом наносят на мембранный клапан так, что первая область 160 и таким образом канал 60 продолжаются от отверстия 16 к краю мембранного клапана в направлении, по существу перпендикулярном направлению машинной обработки, показанному стрелкой В, мембранного клапана. В областях мембранного клапана за пределами первой области не обеспечивается антиадгезионное покрытие, чтобы обеспечить надежное прикрепление мембранного клапана к пластиковой пленке.
Первая область может быть поделена на несколько частей 160а, 160b области, при этом каждая часть области может быть снабжена разным количеством покрытия. Например, часть области 160а ближе к щели 16 пластиковой пленки может быть снабжена большим количеством антиадгезионного покрытия, чем часть области 160b первой области, больше удаленная от щели. Таким образом, можно получить клапан, который легко открывается и, в то же время, обеспечивает надежное закрытие.
Также допустимо, чтобы антиадгезионное покрытие вместо этого печаталось или наносилось любым другим подходящим способом на желаемую область пленки 26 до того, как мембранный клапан будет помещен на пленку. Таким образом, адгезив на мембранном клапане будет входить в контакт с антиадгезионным покрытием, когда мембранный клапан наносят на пленку. Также при этом способе нанесения антиадгезионного покрытия различные части области могут быть снабжены разным количеством антиадгезионного покрытия. Также допустимо совмещать два примерных варианта выполнения нанесения антиадгезионного покрытия на желаемую область клапана. Таким образом, можно напечатать антиадгезионное покрытие как на мембранном клапане 52, так и на пленке 26.
На фиг.5 показан другой примерный вариант выполнения изобретения. В этом варианте выполнения клапан 81 представляет собой двухслойный клапан. Между пластиковой пленкой 26, закрывающей пластиковый лоток, и мембранным клапаном 62 обеспечен первый адгезивный слой 57. Первый адгезивный слой 57 всей своей поверхностью обращен к пластиковой пленке 26, обеспечивая надежное прикрепление первого адгезивного слоя к пластиковой пленке. Первый адгезивный слой снабжен отверстием 58 в виде щели в форме звезды, окружающим отверстие 16, обеспеченное в пластиковой пленке. Поверхность первого адгезивного слоя, направленная к мембранному клапану, не снабжена каким-либо адгезивом. Вместо этого, мембранный клапан 62, подобно варианту выполнения, описанному со ссылкой на фиг.3, снабжен адгезивом на всей его поверхности. Также способом, подобным варианту, описанному на фиг.3, выборочная первая область 160 мембранного клапана 62 снабжена антиадгезионным покрытием для снижения адгезии мембранного клапана 62 с первым адгезивным слоем 57. В этом случае при разогревании пищевой упаковки и образовании пара канал 60 может образовываться между первым адгезивным слоем и мембранным клапаном в области 160, куда было нанесено антиадгезионное покрытие. Также в этом варианте выполнения протяженность первой области 160, а следовательно, и канала 60, по существу, перпендикулярна направлению машинной обработки В мембранного клапана.
Первая область 160 может содержать различные части областей 160а, 160b, обладающие различными адгезивными свойствами. Например, подобно тому, что было описано со ссылкой на фиг.3, часть области 160а, ближайшая к щели 16 пластиковой пленки, может быть снабжена большим количество антиадгезионного покрытия, чем часть области 160b первой области, удаленная от щели.
Также допустимо, чтобы антиадгезионное покрытие вместо этого печаталось или наносилось любым другим подходящим способом на желаемую область первого адгезивного слоя 57 до того, как мембранный клапан будет помещен на первый адгезивный слой. Также допустимо комбинировать два примерных варианта выполнения нанесения антиадгезионного покрытия на желаемую область клапана. Таким образом, можно печатать антиадгезионное покрытие как на мембранном клапане 62, так и на первом адгезивном слое 57.
Мембранные клапаны 62 в примерных вариантах выполнения, указанных выше, крепятся к пластиковой пленке 26 и первому слою 57 посредством адгезива. Это представляет отличие от клапанов уровня техники, которые сваривают друг с другом или с пластиковой пленкой, на которую их устанавливают. Благодаря улучшенному закрытию клапанов, обеспечиваемому посредством углового отношения между первой областью клапана и направлением машинной обработки полимерных материалов, соответственно, достигается более надежное закрытие. Благодаря этому улучшенному закрытию, адгезия между мембранным клапаном и поверхностью, на которой он нанесен, может быть ниже, чем в клапанах уровня техники. Это может достигаться либо путем использования менее клейкого адгезива, либо путем обеспечения большего количества антиадгезионного покрытия, по сравнению с клапанами уровня техники. Благодаря этой меньшей адгезии, давление, требуемое для открытия клапана, уменьшается, и соединение между мембранным клапаном и пластиковой пленкой и/или первым слоем таким образом не должно быть способно выдерживать такие высокие давления, как в ситуации с клапанами уровня техники.
Клапаны 71 и 81, показанные на фиг.3 и 5, соответственно, таким образом, открываются после достижения критического избыточного давления, превышающего адгезию в первой области при заданной температуре. Давление открытия, обычно, составляет 10-200 мбар при температуре 70-100°С. После открытия клапана пар выходит через канал 10 в течение процесса, обычно 5-50 г пара. Термоэластичный материал клапана находится в эластичном состоянии при повышении температур, возникающем в конце процесса приготовления пищи внутри упаковки, обычно при 90-100°С. Это означает, что эластичность материала вынуждает мембранный клапан переместиться обратно к пленке 26 упаковки 65. Для поддержания канала открытым требуется определенное избыточное давление. После того как избыточное давление падает ниже порогового значения, обычно 3-5 мбар, эластичная сила пластикового мембранного клапана закрывает канал, и мембранный клапан запечатывает его при падении температуры.
Материал, используемый для мембранных клапанов 52, 62, предпочтительно представляет собой кристаллический материал с низкой степенью кристаллизации и температурой стеклования выше 25°С, но ниже 100°С. Примером такого материала является, например, поливинилхлорид (ПВХ). Материал, обладающий свойствами, как описано выше, позволяет обрабатывать мембранный клапан, т.е. наносить печать, штамповать и размечать, при комнатной температуре, т.е. когда материал находится в неэластичном состоянии. В ходе процесса приготовления пищи мембранный клапан переходит в эластичное состояние и начинает выполнять функцию клапана. Также допустимо использование других материалов, обладающих подобными свойствами, например полиуретанового каучука.
Несмотря на то, что выше были описаны примерные варианты выполнения настоящего изобретения, специалисту в данной области техники понятно, что в описанном здесь изобретении могут быть выполнены различные изменения, модификации или вариации. Таким образом, вышеприведенное описание различных вариантов выполнения настоящего изобретения и прилагаемых чертежей следует рассматривать как примеры изобретения, не ограничивающие объем защиты, определенный в прилагаемой формуле изобретения.
Например, отверстие в пластиковой пленке и первом адгезивном слое, когда это возможно, не должно иметь какую-либо специальную форму, оно может, например, представлять собой полукруглую щель, щель в форме звездочки, круглое отверстие или множество маленьких отверстий.
Первый адгезивный слой 57 может быть, по существу, выполнен тем же образом, что и мембранный клапан, т.е. обработан способом «рулон за рулоном». Тем не менее, он также может быть получен путем штамповки термоэластичного материала.
В описанных вариантах выполнения первый слой и мембранный клапан были показаны как имеющие, по существу, одинаковый размер. Тем не менее, также допустимо, чтобы первый слой покрывал большую площадь, чем мембранный клапан.
Более того, любые позиции в формуле изобретения не должны расцениваться как ограничивающие объем изобретения.
Настоящее изобретение относится к пищевой упаковке для приготовления, хранения и разогрева готовых к употреблению продуктов. Пищевая упаковка содержит контейнер (65) для продуктов, пластиковую пленку (26) для герметизации пищевой упаковки от окружающего воздуха, снабженную отверстием (16), при этом указанная пищевая упаковка дополнительно содержит открываемый и повторно запечатываемый мембранный клапан (52, 62) из термоэластичного материала, покрывающий указанное отверстие, при этом адгезия между мембранным клапаном (52, 62) и поверхностью, на которой он установлен, меньше в первой области (160), чем во второй области, при этом указанная первая область (160) продолжается в направлении по меньшей мере между указанным отверстием (16) указанной пластиковой пленки и краем указанного мембранного клапана (52, 62), так чтобы канал (60) мог создаваться между указанным отверстием (16) и периметром мембранного клапана в процессе приготовления и/или разогрева указанного готового к употреблению продукта, при этом мембранный клапан имеет направление машинной обработки (8) термоэластичного материала, которое расположено относительно направления указанной первой области так, что угол между ними находится в интервале от 60° до 90°. 3 н. и 13 з.п. ф-лы, 5 ил.
1. Пищевая упаковка для приготовления, хранения и разогрева готовых к употреблению продуктов, содержащая контейнер для продуктов, пластиковую пленку для герметизации пищевой упаковки от окружающего воздуха, снабженную отверстием, при этом указанная пищевая упаковка дополнительно содержит открываемый и повторно запечатываемый мембранный клапан из термоэластичного материала, покрывающий указанное отверстие, при этом адгезия между мембранным клапаном и поверхностью, на которую он нанесен, меньше в первой области, чем во второй области, при этом указанная первая область продолжается в направлении по меньшей мере между указанным отверстием в указанной пластиковой пленке и краем указанного мембранного клапана так, чтобы мог создаваться канал между указанным отверстием и периметром мембранного клапана в процессе приготовления и/или разогрева указанного готового к употреблению продукта, при этом мембранный клапан имеет направление машинной обработки термоэластичного материала, которое расположено относительно указанного направления указанной первой области так, что угол между ними находится в интервале от 60° до 90°.
2. Пищевая упаковка по п. 1, в которой указанный интервал составляет от 75° до 90°.
3. Пищевая упаковка по п. 1, в которой указанная адгезия обеспечена посредством адгезива.
4. Пищевая упаковка по любому из пп. 1-3, в которой указанная меньшая адгезия обеспечена посредством антиадгезионного покрытия.
5. Пищевая упаковка по п. 4, в которой указанное антиадгезионное покрытие напечатано на вышеуказанном адгезиве.
6. Пищевая упаковка по п. 4, в которой указанное антиадгезионное покрытие напечатано на поверхности, на которую нанесен указанный мембранный клапан.
7. Пищевая упаковка по п. 5, в которой указанное антиадгезионное покрытие напечатано на поверхности, на которую нанесен указанный мембранный клапан.
8. Пищевая упаковка по п. 4, в которой указанное антиадгезионное покрытие представляет собой вещество на основе силикона.
9. Пищевая упаковка по п. 5 или 6, в которой указанное антиадгезионное покрытие представляет собой вещество на основе силикона.
10. Пищевая упаковка по любому из пп. 1-3, 5-8, в которой указанный термоэластичный материал находится в эластичном состоянии при температурах свыше 30°С.
11. Пищевая упаковка по любому из пп. 1-3, 5-8, в которой указанный мембранный клапан нанесен непосредственно на указанную пластиковую пленку.
12. Пищевая упаковка по любому из пп. 1-3, 5-8, в которой указанная пластиковая пленка снабжена седлом клапана, при этом указанное седло клапана снабжено первым слоем, нанесенным на указанную пластиковую пленку и имеющим отверстие, выровненное с указанным отверстием в пластиковой пленке, при этом указанный мембранный клапан нанесен на указанное седло для клапана.
13. Пищевая упаковка по п. 12, в которой указанный первый слой снабжен адгезивом на его поверхности, обращенной к указанной пластиковой пленке.
14. Мембранный клапан из термоэластичного материала для использования в пищевой упаковке для приготовления, хранения и разогрева готовых к употреблению продуктов, снабженный адгезивом так, чтобы адгезивные свойства в первой области были меньше, чем адгезивные свойства во второй области, при этом указанная первая область продолжается в направлении от края указанного мембранного клапана до положения на поверхности указанного мембранного клапана, удаленного от периметра указанного мембранного клапана, при этом при использовании мембранного клапана может образоваться канал вдоль этой первой области, при этом мембранный клапан имеет направление машинной обработки термоэластичного материала, которое расположено относительно указанного направления указанной первой области так, что угол между ними находится в интервале от 60° до 90°.
15. Способ изготовления мембранного клапана для использования в пищевой упаковке для приготовления, хранения и разогрева готовых к употреблению продуктов, включающий:
- получение мембранного клапана из термоэластичного материала с адгезивом на одной его стороне;
- нанесение антиадгезионного покрытия на первую область указанного мембранного клапана так, чтобы указанная первая область продолжалась в направлении от края указанного мембранного клапана до положения на поверхности указанного мембранного клапана, удаленного от периметра указанного мембранного клапана, при этом направление указанной первой области расположено относительно направления машинной обработки указанного мембранного клапана так, что угол между ними находится в интервале от 60° до 90°.
16. Способ изготовления мембранного клапана по п. 15, при котором указанное антиадгезионное покрытие представляет собой вещество на основе силикона.
| WO 2004106190 A1, 09.12.2004 | |||
| ЗУБНАЯ ПАСТА ДЛЯ ЛЕЧЕБНО-ПРОФИЛАКТИЧЕСКОЙ ОБРАБОТКИ ЭМАЛИ ЗУБОВ И СПОСОБ ОБРАБОТКИ ЭМАЛИ ЗУБОВ | 2005 |
|
RU2272661C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

