Область техники, к которой относится изобретение
Описаны упаковочные материалы для асептических упаковочных емкостей для жидкого или полужидкого пищевого продукта, способ их изготовления и использования. Упаковочная емкость имеет открывающее устройство.
Уровень техники
Одноразовые упаковочные емкости одноразового типа для единственного использования для жидких пищевых продуктов часто изготавливают из упаковочного материала на основе строительного картона или картона. Одна из самых распространенных упаковочных емкостей выпускается под товарным знаком Tetra Brik© Aseptic и в основном используется для асептической упаковки жидких пищевых продуктов, таких как молоко, фруктовые соки и т.д., выпускаемых и продаваемых в условиях длительного хранения при комнатной температуре. Упаковочный материал этой известной упаковочной емкости обычно является ламинированным материалом, содержащим основной слой из бумаги или строительного картона и наружные непроницаемые для жидкости термопластичные слои. Для выполнения упаковочной емкости непроницаемой для газа, в частности, непроницаемой для кислорода, например, для асептической упаковки, такой как упаковка молока или фруктового сока, ламинированный материал в таких упаковочных емкостях содержит по меньшей мере один дополнительный такой газонепроницаемый слой, чаще всего, алюминиевую фольгу.
На внутренней стороне ламинированного материала, то есть, стороне, обращенной к пищевому содержимому емкости из такого ламинированного материала, расположен внутренний слой, нанесенный на алюминиевую фольгу, при этом внутренний слой может состоять из одного или нескольких слоев, содержать термозапечатываемые адгезивные полимеры и/или термозапечатываемые полиолефины. Также на наружной стороне бумажного или картонного основного слоя расположен наружный термозапечатываемый полимерный слой (декоративный слой). Термозапечатываемые полимерные слои часто выполнены на основе полиэтилена низкой плотности или его смесях.
Упаковочные емкости обычно изготавливают посредством современных высокоскоростных упаковочных машин, непрерывно образующих, наполняющих и запечатывающих упаковки из полотна или заранее изготовленных заготовок упаковочного материала, например, упаковочных машин типа Tetra Brik© Aseptic. Упаковочные емкости, таким образом, могут быть изготовлены посредством, так называемой, непрерывной технологии упаковывания, в основном включающей в себя непрерывное реформирование полотна упаковочного материала посредством наполнительной машины, образующей, наполняющей и запечатывающей полотно в упаковки.
Важным свойством упаковочного способа типа Tetra Brik© является, как указано выше, возможность непрерывной высокоскоростной упаковки, что имеет значительное влияние на экономическую эффективность. Обычно за час можно изготовить многие тысячи упаковок. Например, Tetra Pak © A3/speed может изготовить примерно 15 000 упаковок в час (семейные упаковочные емкости по 0,9 л и более) и примерно 24 000 упаковочных емкостей в час (порционные упаковки).
Обычно упаковочная емкость имеет открывающее устройство для упрощения открывания для потребителя, при этом многие различные виды открывающих устройств содержат отрывные язычки или отформованные открывающие устройства, как, например, описано в WO03/095199 («Packaging laminate, method for its manufacturing and packaging container manufactured from the packaging laminate», опубл. 20.11.2003) и WO/2009/000927 («Method of injection molding opening devices on sheet material for packaging pourable food products, and packaging material and package obtained thereby», опубл. 31.12.2008).
Задачи изобретения
Одна задача заключается в производстве упаковочного материала и упаковочных емкостей для жидкого или полужидкого пищевого продукта, изготовленных из упаковочного материала, при этом указанные емкости имеют отформованное открывающее устройство.
Одна задача заключается в производстве упаковочного материала, подходящего для изготовления упаковочных емкостей для жидкого или полужидкого пищевого продукта, при этом упаковочная емкость имеет отформованное открывающее устройство, имеющее высокую эффективность в отношении количества использованного материала и времени, требуемого для изготовления открывающего устройства.
Сущность изобретения
Вышеуказанная и другие задачи решаются посредством упаковочного материала для упаковочной емкости для жидкого или полужидкого пищевого продукта, содержащего основной слой, на одной стороне имеющий термозапечатываемый слой, барьерный слой (14), расположенный между основным слоем (12) и термозапечатывающим слоем (16), и ламинированный слой (13), который расположен между барьерным слоем и основным слоем, при этом упаковочный материал содержит одно или более ослаблений в прямом или непрямом контакте с тонким участком в упаковочном материале, при этом ослабление по меньшей мере частично составляет область отверстия для пользователя и тонкий участок выполнен для обеспечения перемычки из материала открывающего устройства, выполненного литьевым формованием, при этом тонкий участок состоит из термозапечатывающего слоя (16), барьерного слоя (14) и ламинированного слоя (13) и не содержит основного слоя.
Вышеуказанная и другие задачи решаются способом производства упаковочной емкости, включающем в себя этапы на которых: обеспечивают упаковочный материал, как описано здесь, располагают с одной стороны упаковочного материала первую часть пресс-формы, содержащей по меньшей мере первую полость пресс-формы, располагают вторую часть пресс-формы, содержащую по меньшей мере вторую полость пресс-формы со стороны, противоположной первой части пресс-формы, и с противоположной стороны упаковочного материала, при этом указанная первая полость пресс-формы по меньшей мере частично накладывается на вторую полость пресс-формы, впускают расплавленный пластик в по меньшей мере одну из полостей пресс-формы, обеспечивают возможность прохождения расплавленного пластика через упаковочный материал в области наложения для образования перемычки из указанного материала, обеспечивают возможность протекания расплавленного пластика в по меньшей мере противоположную полость пресс-формы, и затем удаляют первую и вторую части пресс-формы, получают упаковочный материал, содержащий открывающее устройство, формируют упаковочный материал, содержащий открывающее устройство требуемой формы, наполняют и запечатывают образованный упаковочный материал жидким или полужидким пищевым продуктом, и получают упаковочную емкость, имеющую открывающее устройство.
Вышеуказанные и другие задачи решаются посредством упаковочной емкости, содержащей вышеописанный упаковочный ламинированный материал, пластиковое открывающее устройство, область отверстия для пользователя, и ослабление, по меньшей мере частично образующее область отверстия для пользователя, при этом пластиковое открывающее устройство содержит первую часть снаружи упаковочной емкости, соединенную перемычкой из материала со второй частью внутри упаковочной емкости, при этом ламинированный упаковочный материал продолжается внутри области отверстия для пользователя, так что она разрывается при использовании открывающего устройства для открывания области отверстия для пользователя.
Описание предпочтительных вариантов выполнения изобретения
Далее описаны объекты в отношении упаковочного материала, подробно раскрытого и показанного здесь. Некоторые объекты также относятся к способу выполнения упаковочного материала. Дополнительно некоторые объекты относятся к использованию упаковочного материала в обеспечении упаковочных емкостей, подходящих для жидких и полужидких продуктов. Упаковочный материал в одном объекте используют в наполнительной машине, например, непрерывного типа (формирования-наполнения-запечатывания), такой как наполнительная машина Tetra Pak® A3, для производства асептических упаковочных емкостей. В некоторых объектах упаковочные емкости изготавливают из рулонного полотна упаковочного материала. Один объект относится к способу производства открывающего устройства, включает в себя этапы расположения первой части пресс-формы, содержащей по меньшей мере первую полость пресс-формы с одной стороны упаковочного материала, описанного здесь в объектах и вариантах выполнения, расположения второй части пресс-формы, содержащей по меньшей мере вторую полость пресс-формы с противоположной стороны упаковочного материала, при этом первая полость пресс-формы частично наложена на вторую полость пресс-формы в одной или более областях наложения и впускает расплавленный материал, такой как расплавленный пластик, в по меньшей мере одну из полостей пресс-формы, при этом расплавленный материал проходит через упаковочный материал в область наложения, образующую перемычку из материала, обеспечивающую возможность прохождения расплавленного пластика в по меньшей мере противоположную полость пресс-формы, удаления первой и второй частей пресс-формы и получения упаковочного материала, содержащего открывающее устройство, образующее упаковочный материал требуемой формы, например, непрерывную трубу или лист упаковочного материала для последующего наполнения и запечатывания образованного упаковочного материала жидким и полужидким продуктом и получения упаковочной емкости, имеющей открывающее устройство. В некоторых вариантах выполнения первая часть и вторая часть пресс-формы содержат одну первую и одну вторую полости пресс-формы соответственно. Пластик проходит через упаковочный материал по меньшей мере частично из-за давления, созданного в полости, в которой находится расплавленный пластик. Перемычка из материала полностью выполнена в тонком участке или отверстии. В некоторых вариантах выполнения расплавленный пластик покрывает по меньшей мере часть указанного тонкого участка. В некоторых вариантах выполнения расплавленный пластик проходит через материал, не покрывая тонкий участок, то есть, только соединяя часть язычка и часть пластика, то есть, образуя отформованную часть внутри упаковочной емкости. Также в тонком участке расплавленный пластик может проходить легче, то есть, протыкать упаковочный материал.
Описанное здесь открывающее устройство может механически соединять одну сторону упаковочного материала (например, сторону, которая в упаковочной емкости находится в контакте с пищевыми продуктами) с противоположной стороной упаковочного материала (например, которая потом становится наружной стороной упаковочной емкости). Открывающее устройство при выполнении его указанным здесь образом может прилагать усилие на упаковочный материал, например, усилие натяжения, прилагаемое к открывающему устройству снаружи упаковочной емкости, может быть переведено в усилие, прилагаемое к внутренней части упаковочной емкости, вызывая разрыв упаковочного материала. Разрыв упаковочной емкости контролируемым образом является преимуществом, использующим открывающее устройство, как описано здесь. Когда бы пользователь ни разрывал упаковочную емкостью с использованием открывающего устройства, образуется область отверстия для пользователя. В некоторых объектах четко обозначенную область для открытия упаковочной емкости получают путем приложения усилия к по существу всем слоям упаковочного материала вместо приложения усилия натяжения только к верхнему слою, то есть, как при приклеивании открывающего устройства к наружной части упаковочной емкости. Приложение усилия, направленного по существу на все слои упаковочного материала, сокращает риск деламинации, например, отслоения декоративного слоя от одного или нескольких других слоев.
При прохождении расплавленного пластика через упаковочный материал в областях наложения указанный расплавленный материал может покрывать открытые участки упаковочного материала, например, в случае если в качестве барьерного слоя используется алюминиевая фольга, и ее открытая поверхность предпочтительно может быть покрыта. Он также может быть сварен с внутренним слоем материала. Это обеспечивает несколько преимуществ. Внутренний слой, то есть, контактирующий с пищей, в случае наполненной упаковочной емкости формируется из непрерывного слоя, что сокращает риск протекания (в емкость или из емкости). Также покрытие открытых частей, например, основного слоя упаковочного материала сокращает риск поглощения влаги основным слоем (в случае бумажного или картонного слоя), что может нарушить целостность упаковочной емкости и, таким образом, снизить качество содержащегося в ней пищевого продукта. В некоторых вариантах выполнения открывающее устройство обеспечено снаружи упаковочной емкости с частью язычка для потребителя без покрытия всего тонкого участка, то есть, как описано ранее, оно проходит через тонкий участок, соединяясь с частью на внутренней стороне упаковочной емкости через перемычку из материала. В некоторых вариантах выполнения алюминиевая фольга, таким образом, видна в области тонкого участка и может быть покрыта или не покрыта декоративным слоем.
Возможность изготовления открывающего устройства без дополнительных компонентов обеспечивается вышеуказанным способом изготовления открывающего устройства.
По одному или более вариантам выполнения наложение между первой и второй полостями пресс-формы может быть расположено в соответствии с отметкой на упаковочном материале. По описанным объектам нет необходимости в расположении частей пресс-формы относительно рисунка отверстий на или в упаковочном материале, хотя для улучшения расположения частей пресс-формы они могут быть расположены в соответствии с контрольной отметкой на упаковочном материале, примером контрольной отметки является тонкий участок или отверстие. Это может быть особенно применимо к вариантам выполнения, в которых части пресс-формы должны быть расположены в соответствии с ослаблением упаковочного материала. Использование ослабления позволяет обеспечить приложение усилия к упаковочному материалу при открывании упаковочной емкости в таком направлении, что образуется область отверстия для пользователя. Дополнительно в некоторых вариантах выполнения ослабление (ослабления), обеспеченные в упаковочном материале, могут сокращать количество осколков или "выступов", образуемых при открывании, при этом ослабление (ослабления) по меньшей мере частично образуют область отверстия для пользователя. Ослабление (ослабления) также могут улучшить вид области отверстия для пользователя, также как обеспечить то, что упаковочный материал не попадает в жидкий или полужидкий пищевой продукт при открывании. Форма и конструкция ослабления (ослаблений) может быть такой, как описана на прилагаемых чертежах, но также возможны и многие другие конструкции, пока распространение усилия, прилагаемого к открывающему устройству, распространяется достаточным образом посредством ослабления (ослаблений) для образования области отверстия для пользователя. Ослаблением (ослаблениями) является формирование рельефа, образование складок, сжатие и перфорирование. В некоторых вариантах выполнения ослаблением (ослаблениями) является перфорация.
В одном или более вариантах выполнения, описанных здесь, выполняется впуск расплавленного пластика для его прохождения через упаковочный материал от внутреннего слоя указанного упаковочного материала (который может быть слоем, контактирующим с пищей) к его наружным слоям. Это может быть получено удобным образом путем впуска расплавленного пластика в полость, расположенную с внутренней стороны упаковочного материала. Дополнительные точки впуска могут быть расположены в полости или снаружи упаковочного материала. Как описано здесь, при использовании терминов "снаружи" и "с внутренней стороны" в отношении упаковочного материала полагается, что определенная сторона становится внутренней или наружной стороной наполненной упаковочной емкости.
Некоторые варианты выполнения здесь относятся к открывающему устройству, изготовленному путем термопластичного формования. Более точным примером является литьевое формование открывающего устройства посредством термопластичного материала, такого как полиэтилен, полипропилен или другой пластик, подходящий для литьевого формования. Такое открывающее устройство содержит первую часть с одной стороны упаковочного материала и вторую часть с противоположной стороны упаковочного материала, при этом первую и вторую части образуют за одно целое и соединяют по меньшей мере одной перемычкой из материала, продолжающейся через упаковочный материал. Материалом перемычки является пластиковый материал, выбранный из термопластичных материалов для формования, такого как литьевое формование, подходящими примерами могут быть полиэтилен, полипропилен и полиэтилентерефталат или их смеси, подходящие для литьевого формования. Соответственно, такой вариант выполнения позволяет перенести усилие, приложенное к первой части, на вторую часть открывающего устройства. На практике это вызывает усилие, например, усилие натяжения, прилагаемое к первой части снаружи упаковочного материала и переведенное на вторую часть с внутренней стороны упаковочной емкости. Это образует усилие, прилагаемое к упаковочному материалу изнутри. Образуемое усилие вызывает разрыв упаковочного материала. Вид описанного здесь открывания имеет небольшой риск деламинации (разделения слоев, объединенных в упаковочном материале).
По одному или более вариантам выполнения открывающее устройство может содержать более одной, например, две перемычки из материала, что увеличивает число возможных конструкций открывающего устройства. Две перемычки из материала, то есть, два положения, в которых материал открывающего устройства проходит через упаковочный материал, предоставляют возможность получить функциональные, комплексные, а также эстетичные решения.
По одному или более вариантам выполнения перемычка из материала и/или ее смежные части могут покрывать открытые края упаковочного материала. В то время как предпочтительно, чтобы волокна (в случае основного слоя из, например, картона) не были открыты внутри упаковочной емкости, и, в то время как настоящий вариант выполнения позволяет предотвратить раскрытие волокон из-за впитывания влаги снаружи, полное покрытие снаружи упаковочной емкости является еще более предпочтительным и, в любом случае, улучшит внешний вид открывающего устройства.
В одном или более вариантах выполнения первая часть разделена на различные рабочие части, содержащие, например, часть язычка и часть рамки, обе из которых соединены со второй частью посредством, по меньшей мере, одной перемычки из материала на каждый. Такая конструкция обеспечивает различные рабочие части снаружи упаковочной емкости без необходимости прямого соединения рабочих частей друг с другом снаружи упаковочной емкости. Язычковая часть может быть, например, приварена к наружной стороне упаковочной емкости. В некоторых вариантах выполнения участки части язычка приварены к наружной стороне упаковочной емкости для упрощения транспортировки и хранения, а также обеспечения простого открывания упаковочной емкости потребителем. Дополнительно сваривание может сократить риск повреждений упаковок и отверстий во время транспортировки.
Начиная с производства, пресс-форму можно открыть до затвердения пластика. Следовательно, в некоторых вариантах выполнения сокращен временной цикл. Однако открывание пресс-формы до затвердения пластика накладывает риск деформации, по причине чего важен жесткий контроль. Однако улучшенное приклеивание способствует расположению открывающего устройства до застывания пластика, поскольку его объем напрямую зависит от упаковочного материала. Другое преимущество заключается в том, что открывающее устройство может быть эффективно приварено к наружному слою (слоям) упаковочного материала. Это обеспечивает правильное запечатывание упаковочной емкости как таковой, а также инкапсулирование центральной части упаковочного материала. Инкапсулирование имеет большое значение в случае использования поглощающих влагу основных слоев на волокнистой основе, например, бумаги или картона. В некоторых объектах инкапсулирование важно, поскольку материал открывающего устройства проходит через упаковочный материал.
Типичными материалами для открывающего устройства являются термопластичные материалы, подходящие для литьевого формования. Примерами таких материалов являются полиэтилен, полипропилен и полиэтилентерефталат.
Некоторые объекты относятся к упаковочному материалу, подходящему для литьевого формования открывающего устройства, как описано здесь. В некоторых вариантах выполнения открывающее устройство формуют литьем под давлением в высокоскоростных упаковочных машинах, что предполагает, что формование, например, литьевое формование должно выполняться быстро и надежно, поскольку после этого упаковочный материал стерилизуют, например, перекисью водорода или электронным лучом. Затем упаковочный материал наполняют и запечатывают, и, как указано выше, изготавливают многие тысячи упаковок, например, 12000 упаковок или более в час. В качестве варианта выполнения, отформованное открывающее устройство может быть обеспечено до или после наполнительной машины. Соответственно, упаковочный материал должен подходить для вида формования, например, литьевого формования. В некоторых вариантах выполнения упаковочный материал содержит по меньшей мере декоративный слой, на одной стороне имеющий основной слой (12), такой как бумажный или картонный слой, который на стороне, противоположной декоративному слою (11), имеет барьерный слой (14), такой как барьерная пленка или покрытие или алюминиевая фольга, который на стороне, противоположной основному слою, имеет термозапечатываемый слой (16), при этом упаковочный материал содержит ослабление в контакте, прямом или непрямом с тонким участком или отверстием в упаковочном материале. Тонкий участок является, например, отверстием, выемкой или щелью. Тонкий участок состоит из тех же материалов (например, слоев), что и остальной упаковочный материал, за исключением, по меньшей мере, одного из слоев, например, основного слоя. В некоторых вариантах выполнения выполняют вырез (то есть, отверстие) в основном слое до ламинирования, однако в варианте выполнения один или более других материалов, составляющих упаковочный материал, могут разрезаться одновременно с основным слоем (то есть, ламинирование слоев упаковочного материала может выполняться за более чем одну операцию). В некоторых вариантах выполнения тонкий участок является отверстием, покрытым барьерным слоем и термозапечатываемым слоем, то есть, не декоративным и основным слоем. В некоторых вариантах выполнения ослабление состоит из декоративного слоя, барьерного слоя и термозапечатываемого слоя, то есть, не основного слоя. Ослабление можно видеть как мембрану, позволяющую наполнять упаковочную емкость жидкой или полужидкой пищей, без ухудшения упаковочной емкости, то есть, поддерживается ее предусмотренная функция, а также, например, барьерное свойство, например, для воды, пара и кислорода. Тонкий участок может принимать любую требуемую форму. В целом тонкий участок (так же как ослабление (ослабления)) не должно быть расположен слишком близко к запечатывающим лентам и/или линиям сгиба. Термин "непрямой" при рассмотрении в связи с вариантами выполнения, описанными здесь, означает, что ослабление (ослабления), например, перфорация, сжатие, сложение или придание рельефа, возможно должно напрямую контактировать с тонким участком или отверстием, пока усилие, прилагаемое открывающим устройством, достаточное для разрыва упаковочного материала, распространяется ослаблением (ослаблениями) для образования области отверстия для пользователя. Таким образом, ослабление должно быть расположено достаточно близко к тонкому участку, так что усилие, прилагаемое открывающим устройством к упаковочному материалу в месте тонкого участка и вызывающее нарушение или разрыв тонкого участка, распространяется далее указанным ослаблением для образования области отверстия для пользователя. В общем, это означает, что ослабление, по меньшей мере, частично образует форму области отверстия для пользователя.
В некоторых вариантах выполнения тонкий участок напрямую контактирует с ослаблением. В общем, ослабление является изменением на по меньшей мере поверхности одного из слоев упаковочного материала, например, основного слоя.
Открывающее устройство расположено в тонком участке и в некоторых вариантах выполнения покрывает по меньшей мере частично, указанный тонкий участок. Путем расположения открывающего устройства, по меньшей мере, частично в тонком участке, соединенным с ослаблением, возможно выполнить упаковочную емкость, содержащую жидкий или полужидкий пищевой продукт, имеющую открывающее устройство, выполненное из небольшого количества недорогостоящего материала. Усилие, такое как усилие натяжения, прилагаемое, например, пользователем к открывающему устройству, вызывает разрыв упаковочной емкости и, таким образом, образованный разрыв распространяется ослаблением (ослаблениями) для образования ограниченной й области отверстия для пользователя. Соответственно, возможно образовать ограниченные области открывания в упаковочных емкостях, например, для наливания или возможности питья потребителем жидкого или полужидкого пищевого продукта.
В некоторых вариантах выполнения ослабление является перфорацией. В некоторых вариантах выполнения ослабление является проткнутым отверстием, покрытым, по меньшей мере, барьерным слоем и термозапечатывающим слоем, то есть, не основным или декоративным слоем. Ослабление может рассматриваться как мембрана и, в общем, является непрерывной частью наносимых слоев, то есть, слоев, расположенных после протыкания или разрезания отверстия.
В некоторых вариантах выполнения проткнутое отверстие, покрытое мембраной, является отверстием, имеющим диаметр 4-15, например, 5-12 мм, например, 6-10 мм, например, 8 мм.
Соответственно, указанный тонкий участок может состоять из одного или более слоев, например, термозапечатывающего слоя, адгезива, барьерного слоя и ламинированного слоя. Это означает, что тонкий участок не содержит основного слоя.
Тонкий участок состоит из по меньшей мере барьерного слоя и термозапечатывающего слоя. Также термозапечатывающий слой состоит из тонкого участка для изготовления открывающих устройств, как описано здесь, на упаковках, относящихся к упаковочным емкостям в форме кирпича, упаковочным емкостям со щипцовым верхом, клиновидным упаковочным емкостям, квадратным, прямоугольным или восьмиугольным упаковочным емкостям с наклонным верхом. Примерами таких упаковок являются Tetra Brik®, Tetra Brik® Aseptic, Tetra Brik® Edge, Tetra Gemina® Aseptic, Tetra Prisma® Aseptic, Tetra Rex®.
Таким образом, упаковочный материал содержит ослабление в виде перфорации, при этом тонкий участок покрыт одним или более слоев упаковочного материала, за исключением основного слоя.
В некоторых вариантах выполнения тонкий участок или отверстие должны быть расположены на расстоянии от уплотнительных лент; фактически, тонкий участок или отверстие, расположенное слишком близко к уплотнительной ленте, может быть повреждено во время его формирования из-за нагрева и давления, прилагаемых для образования упаковочной емкости из упаковочного материала.
В некоторых вариантах выполнения основной слой содержит вырез и является бумажным или картонным слоем.
Далее приведены определения используемых здесь терминов и понятий:
Полиолефин или полиалкен - полимер, получаемый из простого олефина, имеющего формулу С2Н2n в виде мономера.
Полиэтилен - полиолефин, полученный путем полимеризации мономерного этилена.
Сополимер или гетерополимер - полимер из двух или более мономерных видов.
Полиэтилен высокой плотности или HDPE (high density polyethylene) - этиленовый полимер плотностью более 0,941 г/см3.
Полиэтилен низкой плотности или LDPE (low density polyethylene) является полиэтиленовым гомополимером, имеющим плотность 0,910-0,935 г/см3. LDPE также известен как ответвленный или гетерогенно ответвленный полиэтилен из-за относительно большого количества ответвлений длинной цепи, продолжающихся от полимерной основы. LDPE был синтезирован в коммерческих целях в тридцатых годах ХХ столетия и хорошо известен в уровне техники.
Линейный полиэтилен низкой плотности или LLDPE (linear low density polyethylene) относится к полиэтиленовому сополимеру, имеющему плотность от 0,89 г/с3. LLDPE является линейным, по существу не содержит ответвлений длинной цепи и, в общем, имеет более узкое распределение молекулярной массы, чем обычный LDPE. Традиционный линейный полиэтилен низкой плотности (LLDPE) может быть получен посредством традиционных катализаторов Циглера-Натта, ванадиевых катализаторов. LLDPE также долгое время получали в коммерческих целях (с 1950-х годов для реакторов с топливным раствором, с 1980-х для газофазных ядерных реакторов), и он также хорошо известен в уровне техники.
MLLDPE (metallocene linear low density polyethylenes) - линейные полиэтилены низкой плотности, получаемые металлоценовыми катализаторами в газофазных ядерных реакторах и/или металлоценовыми катализаторами в шламовых реакторах и/или катализаторами в реакторах с топливным раствором. MLLDPE известны в уровне техники упаковочной технологии.
"Заготовка" означает заранее изготовленный плоский согнутый трубчатый лист упаковочного материала, такого как упаковочный материал, содержащий бумагу или картон и непроницаемое для жидкости пластиковое покрытие на каждой стороне бумаги или картона. Заготовку используют в производстве запечатанных упаковочных емкостей путем разворачивания заготовки в открытый трубчатый рукав, поперечно запечатанный на одном конце до наполнения и поперечного запечатывания открытого конца.
"Толщина" в отношении упаковочного материала, упаковочной емкости или его слоев определяется микроскопией, например, посредством подходящего микроскопа, такого как микроскопы под маркой Olympus, например, ВХ51.
"Жидкий или полужидкий пищевой продукт" в общем относится к пищевым продуктам, имеющим текучее содержимое, которое, если требуется, может содержать кусочки пищи. Молочная продукция и молоко, соя, рис, гранулы и напитки из семян, соки, нектары, негазированные напитки, энергетические напитки, спортивные напитки, кофейные или чайные напитки, кокосовая вода, вино, супы, халапеньо, томатный соус (такой как паста), бобы и оливковое масло - некоторые примеры предусмотренных пищевых продуктов.
"Асептический" в отношении упаковочного материала и упаковочной емкости относится к условиям, которые устраняют, инактивируют или убивают бактерии, споры и микроорганизмы. В общем, асептический процесс используется при асептической упаковке продукта в упаковочную емкость.
Термин "термозапечатываемый" относится к процессу запечатывания термопластичного материала с другим. Такой термозапечатываемый материал должен быть способен обеспечивать запечатывание при контакте с другим подходящим термопластичным материалом в определенных условиях, как при достаточном нагреве. Достаточный нагрев может быть получен путем индукционного нагрева или ультразвукового нагрева или других нагревательных средств.
Термин "ослабление" означает сжатие, сгибание, перфорацию или нанесение рельефа на материал.
Термин "тонкий участок" означает участок упаковочного материала, содержащий по меньшей мере один из слоев, но не все слои упаковочного материала. Тонкий участок может представлять собой, например, отверстие, щель или выемку, покрытое по меньшей мере одним из слоев упаковочного материала. Одним примером тонкого участка является продолжение барьерного слоя, при этом из упаковочного материала вырезаны термозапечатываемый внутренний слой и основной слой, образуя границы тонкого участка.
Ламинированные упаковочные материалы получают различными способами ламинация слоев, такими как экструзионная ламинация, ламинация сухим адгезивом, ламинация путем теплового давления, которые также могут включать в себя различные способы покрытия. Хотя для получения преимуществ возможна определенная технология ламинирования, особенно предпочтительно образование ламинированных упаковочных материалов при экструзионном ламинировании, в частности, упаковок на основе картона, используемых для таких пищевых продуктов, как жидкие или полужидкие продукты.
Термин "область отверстия для пользователя" означает область упаковочного материала, которая после открывания упаковки образует открытую часть упаковки, то есть, открытую и видимую как отверстие потребителем. В варианте выполнения по настоящему изобретению область отверстия для пользователя больше самого открывающего устройства и больше области упаковочного материала, к которой прикреплено открывающее устройство.
Следовательно, получают упаковочную емкость с большим сроком хранения, не менее 3, 6, 8, 9, 10, 11, 12, 13, 14, 15 месяцев. Безусловно, большой срок годности предпочтителен. В общем, требуется срок хранения, составляющий, по меньшей мере, 12 месяцев, что, однако, может варьироваться в зависимости от предпочтений. В одном объекте упаковочная емкость, выполненная из упаковочного материала, описанного здесь, имеет срок хранения 12 месяцев.
В частности, обеспечен такой ламинированный упаковочный материал, содержащий основной слой, такой как бумажный или картонный основной слой. Основной слой выполнен для обеспечения максимальной жесткости при изгибе ламинированного материала. Бумага или картон, используемые здесь, имеют массу 60-480 г/м2, в зависимости от требования различных видов упаковок. Масса картона определена в соответствии с ISO 536. Масса выражает вес на единицу области и измеряется в г/м2. Бумага или картон обычно имеет толщину 80-660 μm и соответственно выбирается для получения требуемой жесткости, подходящей для вида упаковочной емкости и предусмотренного пищевого продукта. Толщина основного слоя может быть измерена микроскопией, как описано ниже. Однако также возможно, что основной слой упаковочного материала вместо этого является полиолефиновым основным слоем, выполненным, например, из полиэтилена, полипропилена или сополимеров из этилена или пропилена, такого как, например, этилен-пропилен, этилен-бутан, этилен-гексан, этилен-алкид(мет)акрилат или этилен-винил ацетатных сополимеров или РЕТ (polyethylene terephthalate - полиэтилентерефталата). В некоторых вариантах выполнения основной слой является бумажным или картонным.
Основной слой может быть обработан или покрыт для повышения совместимости слоев и получения дополнительных требуемых свойств, таких как повышенная жесткость. Основной слой может иметь толщину 80-660 μm, например, 90-110 и 200-500 μm, например, 250-350 μm. Выраженный в г/м2 подходящий интервал составляет 67-450 г/м2. Основной слой может содержать покрытия, такие как, например, глиняное покрытие. В некоторых вариантах выполнения основной слой является бумагой картонного слоя.
Упаковочный материал в некоторых вариантах выполнения содержит основной слой из бумаги или картона, при этом опционально имеет декоративный слой в виде наружного слоя наполненной и запечатанной упаковочной емкости. Сторона основного слоя, например, бумажного или картонного, используемая в качестве наружной стороны закрытой и запечатанной упаковочной емкости может содержать печать, покрытую декоративным слоем. Декоративный слой является полиолефиновым слоем, таким как вышеуказанный наружный термозапечатываемый полиолефиновый слой в контакте с окружающей средой, например, LDPE или полипропилен. Декоративный слой обеспечивает дополнительную защиту и устойчивость упаковочной емкости.
Декоративный слой является термозапечатываемым полиолефиновым слоем (слоями), обращенными к окружающей среде полученной упаковочной емкости, при этом подходящими полиолефинами является полиэтилен низкой плотности, выбранный из группы, включающей LDPE, LLDPE, VLDPE (very low density polyethylene), ULDPE (ultra low density polyethylene) или mLLDPE и смесей из двух или более из них, опционально другие полиолефины, такие как полиэтилен высокой плотности (HDPE - high density polyethylene), полипропилен или пропиленовые со- ли терполимеры, подходят в качестве слоя, обращенного к окружающей среде. Декоративный слой может быть нанесен путем экструзионного покрытия или других сходных технологий, таких как описано выше. Опционально декоративный слой может быть заранее изготовленной пленкой, заламинированной с основным слоем. Подходящим примером полиэтилена, используемого в качестве декоративного слоя, является LDPE экструзионного вида, например, LDPE, имеющий индекс текучести расплава (определенный в соответствии с ASTM D1238, 190°С/2,16 кг) - 4-15, например, 6-9, и плотность (в соответствии с ISO 1183, способ D) - 915-922 кг/м3, например, 918-920 кг/м3. Толщина декоративного слоя упаковочного материала составляет 5-50 μm, например, 7-30 μm, 7-20 μm, например, 8-15 μm.
Наоборот, опционально декоративным слоем, обращенным к внутренней части конечной упаковочной емкости, является барьерный слой, образованный посредством ламинированного слоя, который может быть слоем на основе полиолефина или другим подходящим слоем, таким как полиолефин, подходящий LDPE, упрощающий склеивание между основным слоем и кислородным барьером. В некоторых вариантах выполнения барьером является алюминиевая фольга, барьерная пленка или покрытие. При использовании алюминиевой фольги подходящая толщина составляет 3-15 μm, например, 5-10 μm, например, 5-8 μm. Подходящие виды LDPE, например, изготавливают Dow, Exxon Mobile, Borealis, Ineos и др., такие виды хорошо известны специалистам в данной области. Ламинированный слой в варианте выполнения наносят путем экструзии с использованием коммерчески доступного экструзионного оборудования. Материалы, подходящие для ламинированного слоя, известны и обычно содержат полиолефин. По одному варианту выполнения ламинированный материал содержит полиэтилен или его смеси. В пределах группы полиэтиленов свойства ламинированных слоев можно варьировать и изменять для получения различных финальных свойств упаковочного материала. Таким образом, в группе полиэтиленовых полимеров обнаружено множество вариаций ламинированного слоя требуемого вида упаковочного материала для жидкого или полужидкого пищевого продукта. Эта группа также включает в себя сополимеры этилена и других альфа-олефин мономеров, которые, конечно, включают, например, линейные полиэтилены низкой плотности, также сополимеры этилена и пропилена в различных пропорциях, например, так называемые, пластомеры или эластомеры типа, реализуемого Dow под названием “Engage” и “Affinity”, а также терполимеры этилена, пропилена и альфа-олефин мономера, имеющего подобные полиэтилену свойства. Примерами полимеров, которые могут способствовать улучшению различных механических свойств, являются, так называемые, линейные полимеры, такие как линейные полиолефины, например, полиэтилен высокой плотности (HDPE), полиэтилен средней плотности (MDPE - medium-density polyethylene), линейный полиэтилен низкой плотности (LLDPE/VLDPE/ULDPE), полученный посредством обычно применяемых катализаторов или, так называемых, катализаторов с единым центром полимеризации или катализаторов ограниченной геометрии, включая, так называемые, металлоцен-LLDPE (mLLDPE) и полипропилен (РР - polypropylene). Полиэтилен очень низкой плотности (VLDPE) и полиэтилен ультранизкой плотности (ULDPE) являются примерами подкатегорий в пределах категории линейных полиэтиленов низкой плотности. В зависимости от вида и количества сомономера, эти полимеры, в общем, имеют большую долговечность в нескольких отношениях. Варианты ламинированного материала требуемого типа упаковочного материала для напитков и жидкостей найдены в группе полиэтиленовых полимеров, например, полимеров, выбранных из группы, включающей в себя полиэтилен низкой плотности (LDPE), полиэтилен высокой плотности (HDPE), полиэтилен средней плотности (MDPE), линейный полиэтилен низкой плотности (LLDPE/VLDPE/ULDPE), полученный посредством традиционных катализаторов или, так называемых, катализаторов с единым центром полимеризации или катализаторов ограниченной геометрии, включая в себя, так называемые, металлоцен-LLDPE (mLLDPE) и их смеси; а также полипропилен или полипропиленовые со- или тер-полимеры. Одним примером подходящего ламинированного слоя является полиэтилен, например, LDPE экструзионного вида, например, имеющий индекс текучести расплава (в соответствии с ASTM D1238, 190°С/2,16 кг), равный 2-13, например, 5-10, и плотность (согласно ISO 1183, способ D), равную 914-922 кг/м3, например, 915-920 кг/м3. Толщина ламинированного слоя упаковочного материала составляет 5-50 μm, например, 10-30μm, например, 15-30 μm, например, 17-25 μm.
Барьерный слой, такой как кислородный барьер (например, алюминиевая фольга), расположен посредством ламинированного слоя на стороне, противоположной основному слою, и имеет адгезив на стороне, противоположной ламинированному слою. Адгезив зависит от вида основного слоя и барьерного слоя и доступен для выбора специалистами в данной области. Когда барьерным слоем является алюминиевая фольга, подходящим образом может использоваться сополимер окиси этилена, такой как сополимер акриловой кислоты и этилена, например, получаемый под торговой маркой Primacor® компанией Dow или Nucrel® компанией Dupont.
В общем, различные слои, составляющие упаковочный материал, можно распознать, например, путем микроскопии. Может быть невозможно отделить адгезив от термозапечатываемого слоя, и, таким образом, в определенных вариантах выполнения слой, образующий внутреннюю часть упаковочной емкости, является комбинацией адгезива и термозапечатываемого слоя, где указанный термозапечатываемый слой обращен к жидкому или полужидкому продукту. Адгезивный слой упаковочного материала, как описано здесь, имеет толщину 3-12 μm, например, 4-10 μm, например, 5-9 μm. Адгезивный слой может быть определен различными способами, включая в себя, например, инфракрасную спектроскопию (IR).
Упаковочный материал содержит внутренний термозапечатываемый слой термозапечатываемого полиолефинового полимера, наносимого в виде слоя, направляемого к внутренней части емкости, то есть, в прямом контакте с пищей. Термозапечатываемый слой для внутреннего слоя может быть подходящим образом полиэтиленовым полимером низкой плотности, выбранным из группы, включающей в себя LDPE, LLDPE, VLDPE, UDPE или mLLDPE и смеси из двух или более из них. Расположение термозапечатываемого слоя сходно с ламинированным слоем, и описанное выше в отношении ламинированного слоя также применимо к внутреннему слою. В зависимости от вида упаковочных емкостей, получаемых из упаковочного материала, также в пределах объема сопровождающей формулы термозапечатываемые внутренние слои из полиэтилена высокой плотности, полипропилена или пропиленовых со- или тер-полимеров, поскольку они совместимы и достигают требуемого эффекта вместе с другими компонентами упаковочного материала, в частности, адгезива, описанного здесь. Подходящими примерами использования в качестве внутренних слоев являются смеси LDPE и mLLDPE (например, в весовом процентном соотношении смесей 50/50, 40/60, 60/40, 30/70, 70/30, 20/80, 80/20), такие как LDPE экструзионного вида, например, имеющий индекс текучести расплава (в соответствии с ASTM D1238, 190°С/2,16 кг), равный 2-12, например, 2-5,5, и плотность (согласно ISO 1183, способ D), равную 914-922 кг/м3, например, 915-920 кг/м3. Примеры mLLDPE, подходящих для использования в объектах и вариантах выполнения, описанных здесь, имеют плотность менее 0,922 кг/см3 и индекс текучести расплава (MFI - melt flow index) 15-25 при 190°С и 2,16 кг (ASTM 1278). Дополнительные детали известны специалистам в данной области, для получения подробной информации можно ознакомиться с US6974612. Толщина внутреннего слоя упаковочного материала составляет 5-50μm, например, 10-30μm, например, 15-30μm, например, 17-25μm. Безусловно, вышеприведенные примеры работают как общее руководство, при этом также возможно использование других полимеров.
Таким образом, вышеуказанные слои упаковочного материала, например, наносят на соответствующую сторону основного материала путем экструзионного покрытия или пленки или ламинирования фольги.
Согласно одному возможному способу производства упаковочную емкость получают путем обеспечения картона, по желанию имеющего печать и подходящий рисунок сгиба, при этом указанный картон имеет вырезанное отверстие, повторяемое так, что упаковочная емкость получает по меньшей мере одно отверстие (или тонкий участок). Дополнительно картон снабжен ослабленной частью в прямом или непрямом контакте с отверстием. Вышеуказанные рисунки сгиба служат в качестве линий сгиба для формирования конечной упаковки, такой как Tetra Brik ® Aseptic (в форме кирпича). Пример рисунка сгиба можно видеть, например, на фиг.3 WO2012/163753. Картон подают из рулона, а бумажное или картонное полотно, если требуется, подвергают тепловой и/или озоновой обработке. Ламинированный слой располагают посредством пленки из пластика, выходящего из экструдера. Обычно экструдированный материал имеет температуру выше 260°С, например, выше 280°С, например, выше 290°С, например, выше 300°С. Для некоторых материалов предпочтительная температура экструзионного ламинирования выше 290°С. Для дополнительного описания экструзии на фиг.3 показано схематичное изображение экструдера (31), подходящего для расположения ламинированного слоя (13) на бумаге или картоне (12), при этом дополнительно показана расплавленная пластиковая пленка (32) из полимера, которая затем становится ламинированным слоем (13), расположенным на бумажном или картонном полотне (35). Экструдер расплавляет и смешивает полимер. В случае смесей экструдер также можно использовать для смешивания полимеров, например, подаваемых отдельными бункерами. Расплавленную пленку (32) и картон соединяют в пространство между роликами (33 и 34). Сходным образом, другие полимерные слои (адгезивный и термозапечатываемый внутренний слои) добавляют к полотну бумаги или картона (35), возможно, к ламинированному материалу. Барьерный слой (14) может быть расположен, например, на отдельном ролике и совмещен с ламинированным слоем (13) или адгезивом.
В одном варианте выполнения упаковочный материал, описанный здесь, и в сопровождающей формуле содержится в упаковочном материале, содержащем декоративный слой (11), который на одной стороне имеет картонный слой (12), при этом указанный картонный слой (12) на стороне, противоположной декоративному слою (11), имеет ламинированный слой (13), при этом указанный ламинированный слой (13) на стороне, противоположной картонному слою (12), имеет кислородный барьер (14), при этом указанный кислородный барьер (14) на стороне, противоположной ламинированному слою (13), имеет адгезив (15), при этом указанный адгезив (15) на стороне, противоположной кислородному барьеру (14), имеет термозапечатываемый слой (16). Упаковочный материал содержит ослабленную часть в прямом контакте с тонким участком, состоящим из декоративного слоя, ламинированного слоя, адгезива и термозапечатываемого слоя. Указанный упаковочный материал в одном варианте выполнения трансформируют в асептическую упаковочную емкость. Трансформацию можно выполнить путем предварительного сгибания и запечатывания частей упаковочного материала в заготовку, примерами такой упаковки, выполненной из заготовок, являются, например, Tetra Recart ® и емкости со щипцовым верхом. Заготовку снабжают открывающим устройством, как описано здесь, и наполняют, а также запечатывают в наполнительной машине, подходящей для работы с заготовками. Трансформация из упаковочного материала в упаковочную емкость также может быть проведена путем непрерывной технологии упаковывания (формирования-наполнения-запечатывания), например, в Tetra Pak ® A3 Speed/Flex. Упаковочная емкость, выполненная из упаковочного материала, согласно объектам и вариантам выполнения, описанным здесь, может быть любой известной формы. В некоторых объектах описанная здесь емкость относится к емкости по существу кирпичной или клинообразной формы, прочной в обращении и при распространении, а также устойчивой к попаданию влаги и кислорода во время длительного хранения, благодаря упаковочному материалу высокого качества, который, в свою очередь, обеспечивает достаточное уплотнение и газонепроницаемые свойства. Дополнительными видами упаковок на основе картона для жидких продуктов, в которых объекты и варианты выполнения, описанные здесь, могут быть полезны, являются упаковочная емкость в форме кирпича, упаковочная емкость со щипцовым верхом, упаковочная емкость со скошенным верхом, имеющая квадратное, прямоугольное или восьмиугольное основание. А именно, упаковки, так называемые, Tetra Brik ®, Tetra Brik ® Aseptic, Tetra Brik ® Edge, Tetra Gemina ® Aseptic, Tetra Prisma ® Aseptic и Tetra Rex ® или другие виды подобных бутылке упаковок, содержащих рукав из упаковочного материала на основе картона, с дном, образуемым путем сгибания, и верхом и завинчиваемым колпачком из пластикового материала, выполненными путем формования. Один описанный здесь вариант выполнения относится к упаковкам Tetra Brik ® известного размера, такого как 200 мл, 250 мл, 500 мл и 1000 мл, которые, если требуется, могут иметь квадратное основание или скошенный верх, такие как, например, Tetra Brik ® Edge.
Дополнительно, подробные описания вариантов выполнения раскрыты в соответствии с описанием вариантов выполнения.
Примеры
В определенных вариантах выполнения упаковочные емкости типа Tetra Brik ® 250 мл изготавливают из упаковочного материала, содержащего декоративную часть из LDPE 12 г/м2. Декоративный слой располагают снаружи упаковки. Дополнительные слои, начиная с декоративного слоя: двусторонний картон 268 г/м2, имеющий проткнутое отверстие (например, как показано на фиг.4а (42)) диаметром примерно 8 мм и перфорацию; 20 г/м2 LDPE в качестве ламинированного слоя; примерно 6 μm алюминиевой фольги, адгезив 6 г/м2 (Primacor ™ 3440) и термозапечатываемый слой 19 г/м2 смеси LDPE (30% веса) и катализированный металлоценом полиэтилен низкой плотности. Все слои покрывают отверстие, образующее ослабление. Упаковочный материал получают в рулоне и подают в Tetra Pak ® A3 Speed, где, помимо традиционных операций и до стерилизации, его подвергают действию первой части пресс-формы и второй части пресс-формы, при этом LDPE для литьевого формования впускают при температуре примерно 200°С. Пластик оставляют для охлаждения примерно на 300-800 мс до высвобождения пресс-форм и дальнейшей обработки материала, в соответствии с традиционным производственным процессом для получения упаковочной емкости Tetra Brik ® Aseptic, имеющей открывающее устройство, отформованное литьем под давлением.
Краткое описание чертежей
Дополнительные преимущества и предпочтительные отличительные элементы будут понятны, исходя из последующего подробного описания со ссылкой на прилагаемые чертежи, на которых:
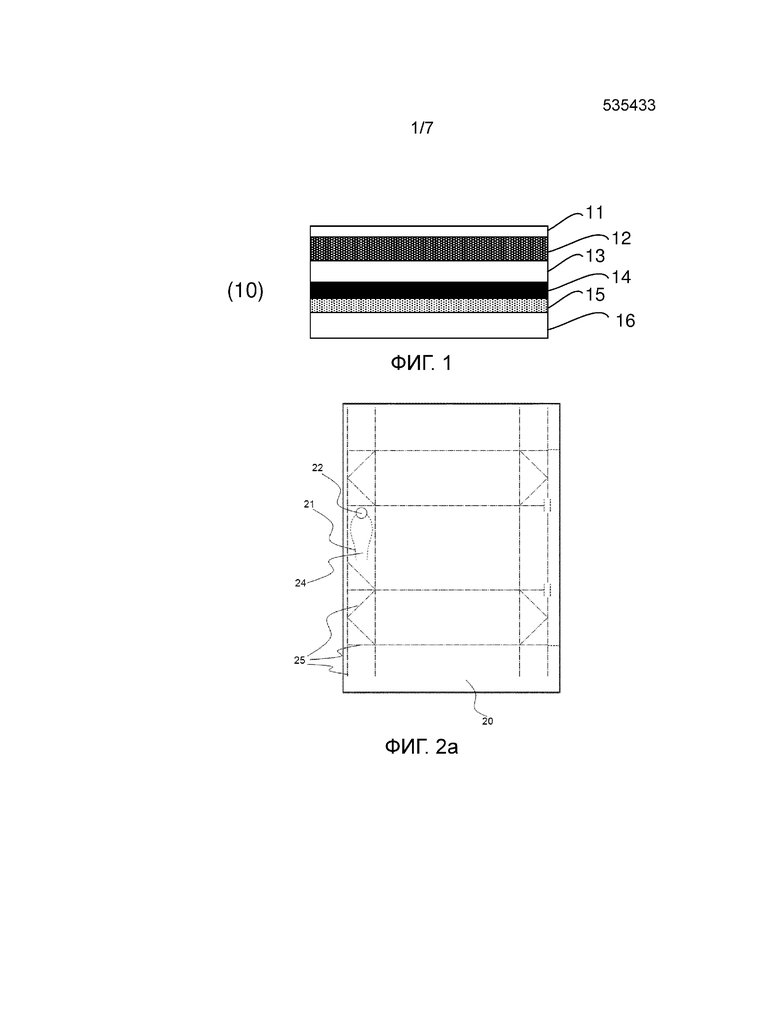
Фиг.1 представляет собой вид в поперечном сечении ламинированного упаковочного материала по объектам, описанным здесь.
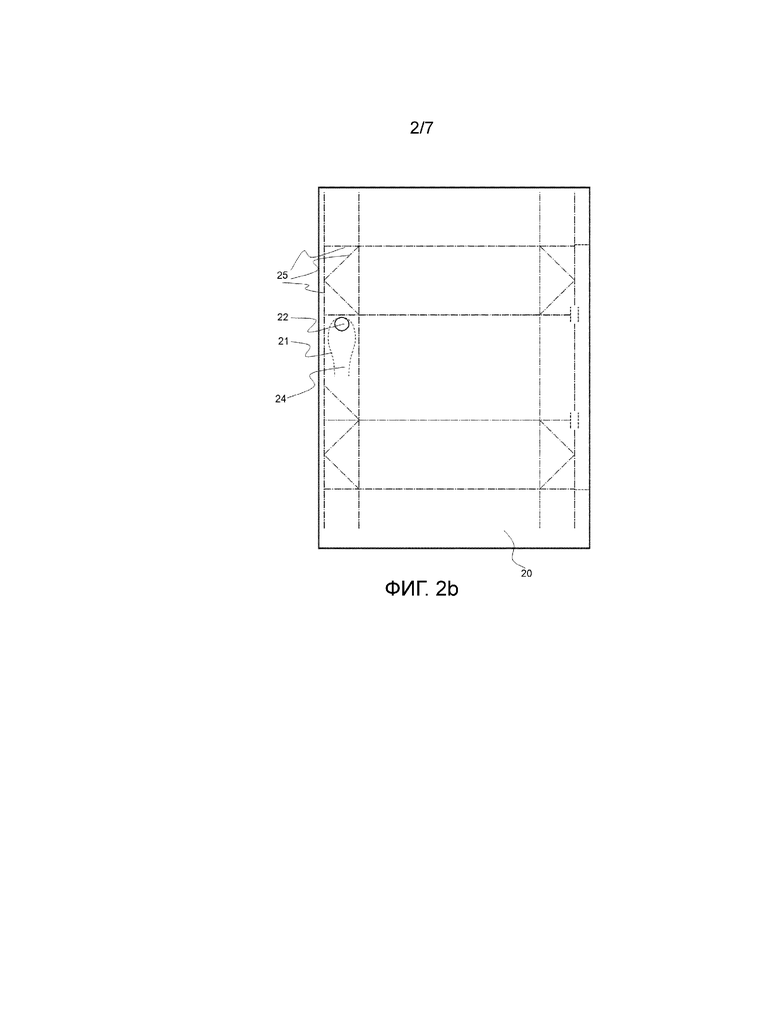
Фиг.2а представляет собой схематичный вид части упаковочного материала.
Фиг.2b представляет собой схематичный вид части упаковочного материала.
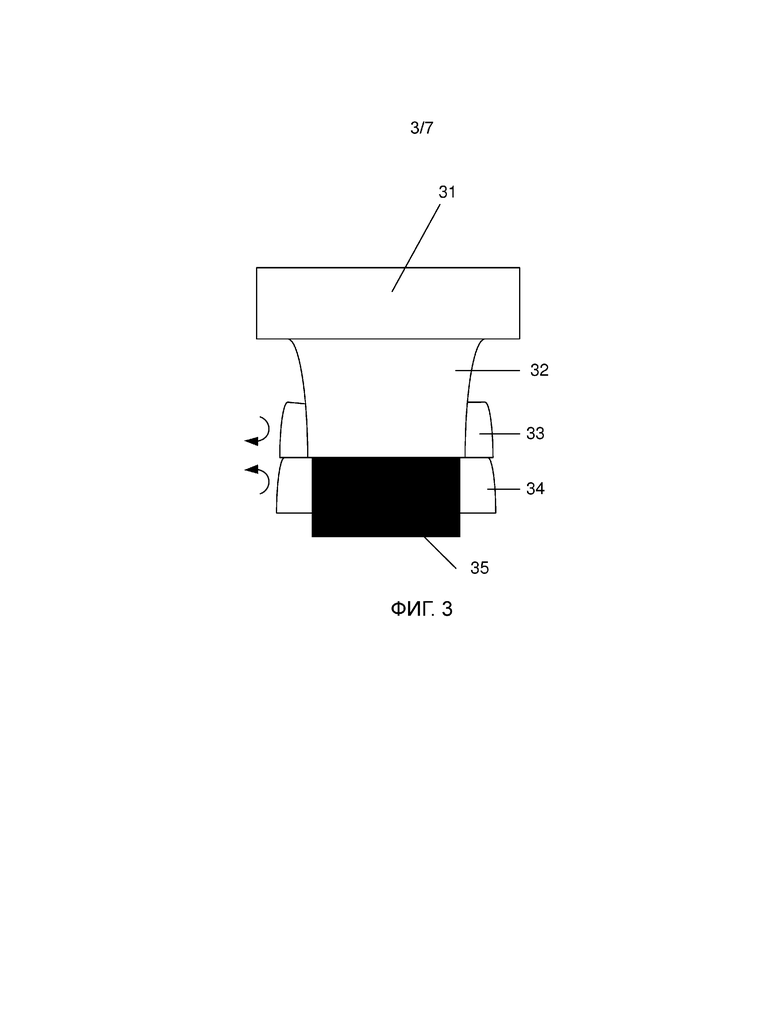
Фиг.3 представляет собой схематичный вид экструдера, экструдированной пленки, полотна бумажного или упаковочного материала и рулонов, расположенных для соединения пластика с бумагой или картоном.
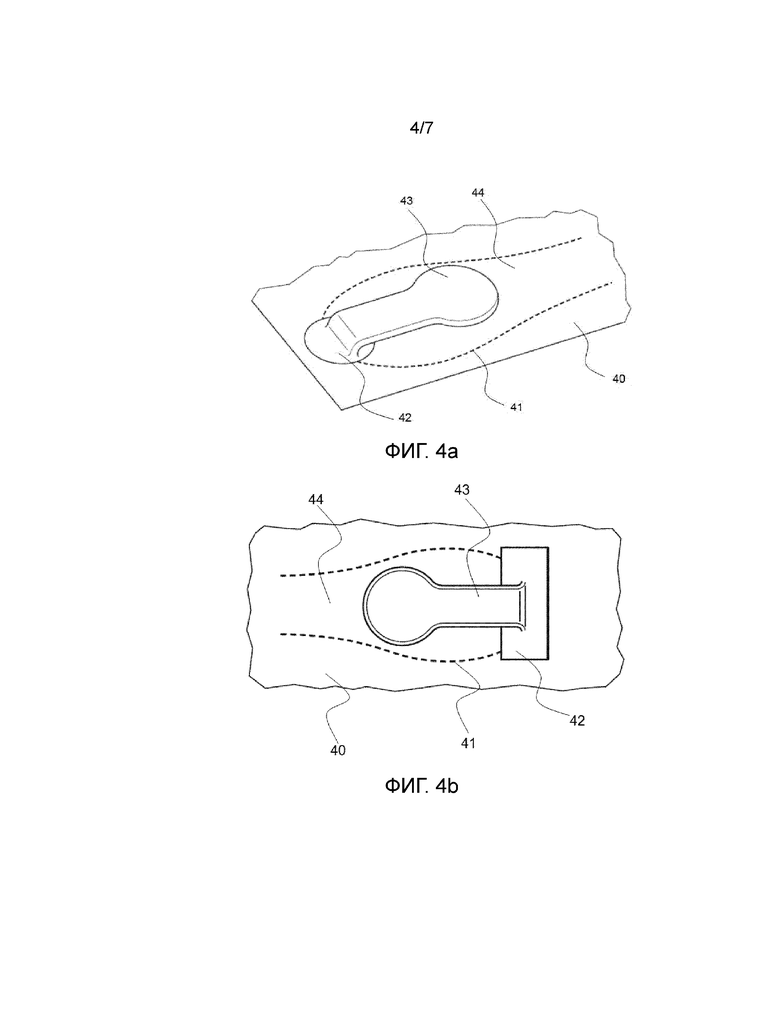
Фиг.4а-d представляют собой варианты выполнения открывающих устройств, раскрытых здесь.
Фиг.5 представляет собой частичный вид открывающего устройства, как описано здесь в вариантах выполнения, изнутри упаковочной емкости.
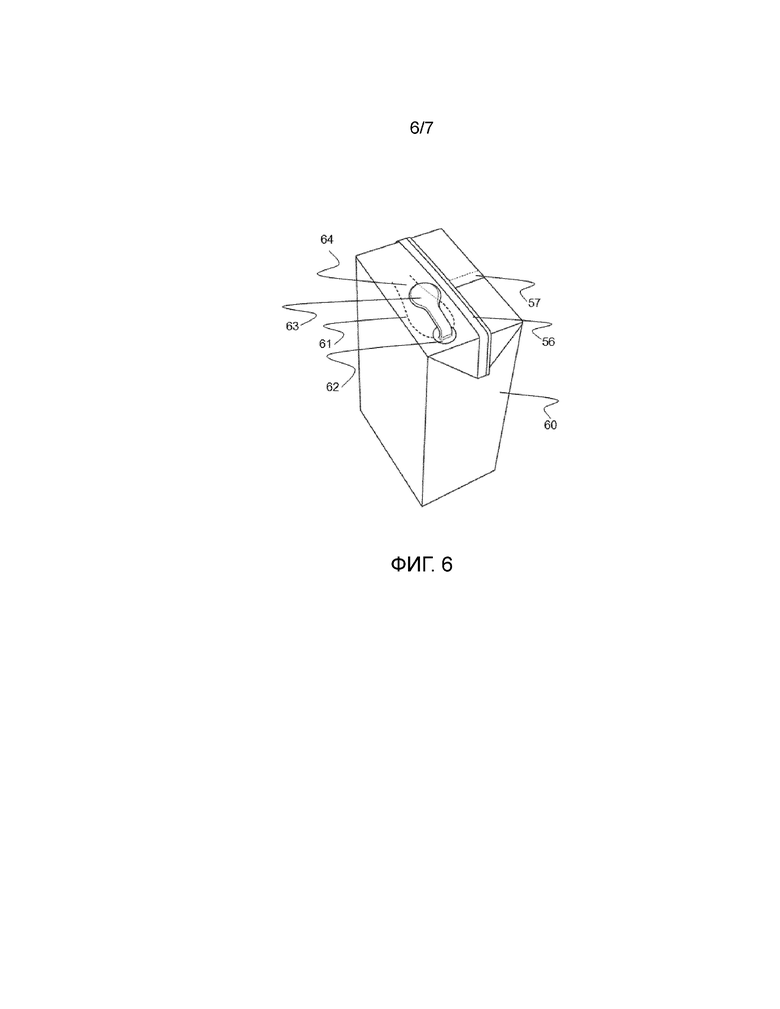
Фиг.6 показывает пример упаковочной емкости, выполненной из упаковочного материала по описанным здесь вариантам выполнения.
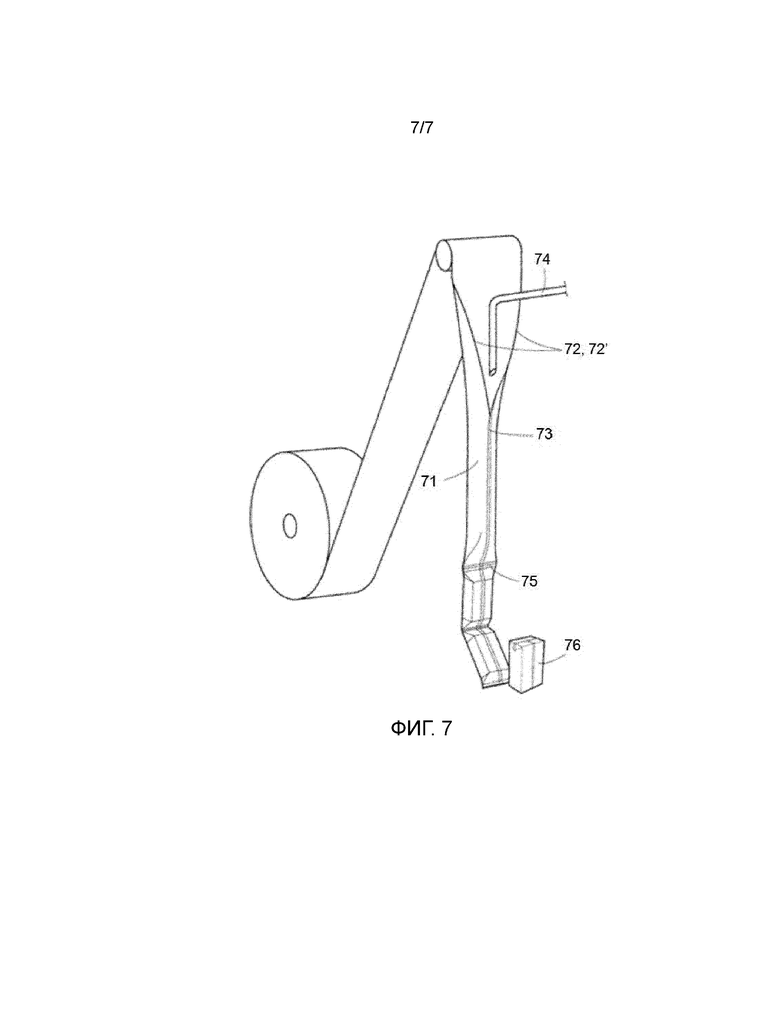
Фиг.7 показывает принцип изготовления таких упаковок из упаковочного материала непрерывным путем формования, наполнения и запечатывания.
Общее описание вариантов выполнения
На фиг.1 упаковочный материал показан в поперечном сечении. Декоративный слой (11) является полиолефином, таким как подходящий LDPE или РР. Декоративный слой можно использовать, например, для обеспечения покрытия, напечатанного рисунка, отверстия и ослабления (не показано на чертеже) на бумажном или картонном слое (12), при этом слой расположен на одной стороне декоративного слоя (11). Картонный слой (12) на стороне, противоположной декоративному слою, имеет ламинированный слой (13), выбранный из подходящих полиолефинов, таких как LDPE или РР. Ламинированный слой обеспечивает приклеивание к кислородному барьеру (14), расположенному на стороне, противоположной бумажному или картонному слою (13). Указанный барьерный слой (14) обеспечивает требуемый барьер для, например, кислорода, света, воды и пара, в зависимости от необходимости, определяемой упаковываемым продуктом. Барьерный слой может, например, быть алюминиевой фольгой или осажденной паром пленкой, такой как металлизированная или покрытая путем осаждения паром, например, пленка, покрытая путем плазмохимического газофазного осаждения. На стороне, противоположной ламинированному слою на барьерном слое расположен адгезивный полимер (15). Адгезив (15) может быть, например, нанесен путем экструзионного покрытия, при этом когда барьерным слоем является алюминиевая фольга, адгезив может быть подходящим адгезивом, выпускаемым под маркой Nucrel ®. На стороне, противоположной барьерному слою, адгезив снабжен термозапечатываемым слоем, таким как подходящий полиолефин, такой как РЕ или РР или их смеси. Термозапечатываемый слой является слоем, обращенным к продукту в завершенной упакованной упаковочной емкости. Термозапечатываемый материал может быть расположен путем экструзионного покрытия или посредством предварительно изготовленной пленки во время ламинирования пленки.
На фиг.2а показана схематичная иллюстрация части полотна упаковочного материала (20), имеющей ослабление (21), которое в варианте выполнения показано в прямом контакте с тонким участком или отверстием (22). Ослабление (ослабления) (21) по меньшей мере частично образуют область (24) отверстия для пользователя, которая, например, может быть больше или меньше области, образованной ослаблением (ослаблениями) (21). На фиг.2а также показаны линии (25), предусмотренные для содействия в формировании и сгибании упаковочной емкости. Примерами таких линий являются линии (25) сгиба. Каждый вид упаковочной емкости имеет свой особый рисунок сгиба. В некоторых вариантах выполнения тонкий участок (22) используется в комбинации с ослаблением (ослаблениями), такими как перфорация (перфорации) (21). В некоторых вариантах выполнения отверстие (22) используется в комбинации с перфорацией (перфорациями) (21).
На фиг.2b показан схематичный вид части полотна упаковочного материала (20), имеющего ослабление (21), которое в варианте выполнения показано в прямом контакте с тонким участком или отверстием (22). Ослабление (ослабления) (21) по меньшей мере образует область (24) отверстия для пользователя, которая, например, может быть больше или меньше области, образованной ослаблением (ослаблениями) (21). На фиг.2b также показаны линии (25), предусмотренные для содействия в формировании и сгибании упаковочной емкости. Примерами таких линий являются линии (25) сгиба. В некоторых вариантах выполнения тонкий участок (22) используется в комбинации с ослаблением (ослаблениями), такими как перфорация (перфорации) (21). В некоторых вариантах выполнения отверстие (22) используется в комбинации с перфорациями (перфорацией) (21). На фиг.2b показана другая конструкция между тонким участком или отверстием (22) и ослаблением (ослаблениями) (21).
На фиг.3 схематично показан экструдер (31). Экструдер по схематичному изображению подходит для нанесения декоративного слоя (11), ламинированного слоя (13), адгезива (15) и термозапечатываемого слоя (16). В качестве примера ламинированный слой (13) может быть расположен на бумаге или картоне (12), дополнительно демонстрируя расплавленную пластиковую пленку (32) из полимера, которая становится ламинированным слоем (13), расположенным на бумажном или картонном полотне (35). Экструдер расплавляет и смешивает полимер. В случае смесей экструдер также может использоваться для смешивания полимеров, например, подаваемых отдельными бункерами. Расплавленная пленка (32) и картон соединяют в пространство между роликами (33 и 34), прилагающими давление. Один из роликов может быть охлажденным роликом, снижающим температуру полимера в указанном пространстве между роликами. Сходным образом можно добавить другие полимеры в бумажное или картонное полотно (35). Барьерный слой (14) может быть, например, в отдельном рулоне и совмещаться с ламинированным слоем (13) или адгезивом.
На фиг.4а показан схематичный вид наружной части упаковочной емкости, выполненной из упаковочного материала (40), например, как показано на фиг.1, при этом вид включает в себя устройство для открывания пользователем, то есть, язычковую часть (43), которая является пластиковым язычком, выполненным формованием, например, литьевым формованием. Вид дополнительно включает в себя тонкий участок или отверстие (42), ослабление (ослабления) и область (44) отверстия для пользователя.
На фиг.4b схематично показана наружная часть упаковочной емкости, выполненная из упаковочного материала (40), например, как показано на фиг.1, при этом вид включает в себя устройство для открывания пользователем, то есть, язычковую часть (43), которая является пластиковым язычком, выполненным формованием, например, литьевым формованием. Вид дополнительно включает тонкий участок или отверстие (42), ослабление (ослабления) и область (44) отверстия для пользователя. По сравнению с вариантами выполнения, показанными на фиг.4а, вид на фиг.4b демонстрирует другую конструкцию тонкого участка или отверстия (42).
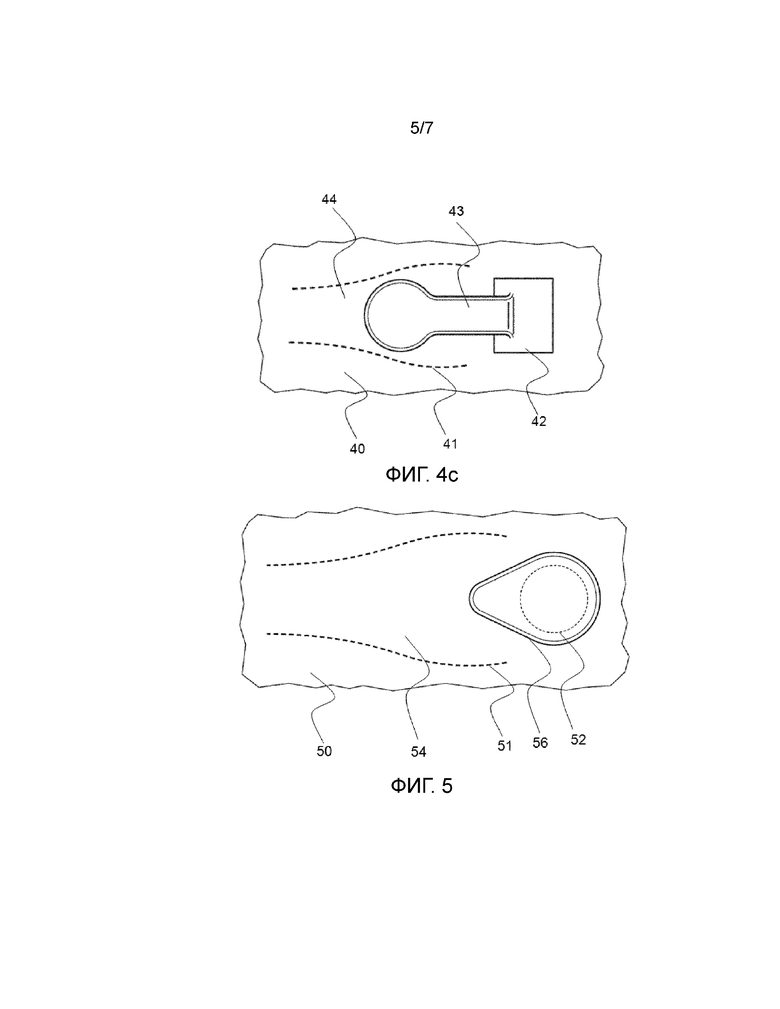
На фиг.4с схематично показана наружная часть упаковочной емкости, выполненная из упаковочного материала (40), например, как показано на фиг.1, при этом вид включает в себя устройство для открывания пользователем, то есть, язычковую часть (43), которая является пластиковым язычком, выполненным формованием, например, литьевым формованием. Вид дополнительно включает в себя тонкий участок или отверстие (42), ослабление (ослабления) и область (44) отверстия для пользователя. По сравнению с вариантами выполнения, показанными на фиг.4а и 4b, вид на фиг.4с демонстрирует другую форму тонкого участка или отверстия (42). Дополнительно на фиг.4с показаны варианты выполнения, в которых ослабление(ослабления) (41) находится в прямом контакте с тонким участком или отверстием (42). Указанный тонкий участок или отверстие (42) возможно должно иметь форму, показанную на фиг.4с, оно может принимать другие формы, например, как показано на фиг.4а и 4b. Как описано здесь, варианты выполнения с использованием непрямого контакта между тонким участком или отверстием альтернативны вариантам выполнения, в которых ослабление (ослабления) находятся в прямом контакте с отверстием или тонким участком. Такие варианты выполнения могут обеспечить дополнительные преимущества как для пользователей, так и для производства. Например, толерантность между ослаблением и, например, тонким участком или отверстием возможно должна быть высокой. Важно, что при усилии, например, прилагаемом потребителем на язычковую часть (43), и достаточном для разрыва упаковочной емкости, например, в тонком участке или отверстии (42), образованное отверстие распространяется на ослабление (ослабления) (21), что дополнительно распространяет открытую область для образования области отверстия для пользователя.
На фиг.4а-с тонкий участок может быть покрыт пластиком, или язычковая часть может проходить через тонкий участок, не покрывая его.
На фиг.5 показан схематичный вид внутренней части упаковочной емкости, выполненной из упаковочного материала (50), например, как показано на фиг.1, при этом вид включает в себя внутреннюю часть открывающего устройства (56), являющуюся пластиковой частью, выполненной формованием, например, литьевым формованием. Вид дополнительно демонстрирует тонкий участок или отверстие (52), спрятанное за пластиковой частью (56) и обычно невидимое изнутри упаковочной емкости, ослабление (ослабления) (51) и область (54) отверстия для пользователя.
На фиг.6 показан пример упаковочной емкости 60, выполненной из упаковочного материала, показанного на фиг.1 и, как указано здесь, снабженного ослаблением (ослаблениями) (61) и тонким участком (62), на котором отформована язычковая часть (63), например, литьевым формованием. Язычковая часть является частью открывающего устройства, которое, как показано на фиг.5, также имеет часть на внутренней части упаковочной емкости, соединенную перемычкой из материала. Упаковочная емкость особенно подходит для жидких и полужидких продуктов, таких как напитки, соусы, супы или тому подобные. Обычно, такая упаковка имеет объем 100-2000 мл. Она может иметь любую конфигурацию, такую как представленные здесь, но имеет, например, форму кирпича, имеет продольное и поперечное уплотнение 56 и 57, соответственно, и, возможно, отверстие 53 для открытия. В другом непоказанном варианте выполнения упаковочная емкость может иметь клинообразную форму. Для получения такой клинообразной формы только нижнюю часть упаковки образуют путем сгибания, так что поперечное термозапечатывание нижней части спрятано под треугольными угловыми клапанами, сгибаемыми и запечатываемыми против нижней части упаковки. Поперечное уплотнение верхней части остается не согнутым. Таким образом, полусогнутая упаковочная емкость все еще остается простой в обращении и устойчивой в пространстве (то есть, сохраняющей форму) при ее расположении на полке в магазине, на столе или тому подобном.
На фиг.7 показан принцип, описанный во введении настоящего описания, то есть, из полотна упаковочного материала формируют трубу 71 посредством продольных краев 72, 72’ полотна, объединенных друг с другом в наложенное термозапечатанное соединение 73. Трубу 74 наполняют предусмотренным жидким пищевым продуктов и разделяют на отдельные упаковки путем повторяемых поперечных уплотнений 65 указанной трубы на заранее заданном расстоянии друг от друга, ниже уровня содержимого трубы, исключительно путем примера. Модификации и изменения, очевидные специалистам в данной области, возможны без выхода из объема изобретения, определенного в сопровождающей формуле.
В изобретении описаны упаковочные материалы и их использование в изготовлении упаковочных емкостей, имеющих открывающее устройство и предназначенных для пищевых продуктов. 3 н. и 9 з.п. ф-лы, 7 ил.
1. Упаковочный материал для упаковочной емкости для жидкого или полужидкого пищевого продукта, содержащий основной слой (12) бумаги или картона, который на одной стороне имеет термозапечатывающий слой (16), барьерный слой (14), расположенный между основным слоем (12) и термозапечатывающим слоем (16), и ламинированный слой (13), который расположен между барьерным слоем и основным слоем, при этом упаковочный материал содержит одно или более ослаблений в прямом или непрямом контакте с тонким участком в упаковочном материале, при этом ослабление по меньшей мере частично составляет область отверстия для пользователя и тонкий участок выполнен для обеспечения перемычки из материала открывающего устройства, выполненного литьевым формованием, при этом тонкий участок состоит из термозапечатывающего слоя (16), барьерного слоя (14) и ламинированного слоя (13) и не содержит основного слоя.
2. Упаковочный материал по п.1, в котором упаковочный материал дополнительно содержит декоративный слой (11), расположенный на противоположной стороне термозапечатывающего слоя.
3. Упаковочный материал по п.1 или 2, в котором адгезив (15) расположен между барьерным слоем и термозапечатывающим слоем.
4. Упаковочный материал по любому из пп.1-3, в котором барьерный слой является барьерной пленкой или покрытием из алюминиевой фольги.
5. Упаковочный материал по любому из пп.1-4, в котором декоративный слой является термопластичным полиолефином, и ламинированный слой является термопластичным полиолефином, и термозапечатывающий слой является термопластичным полиолефином.
6. Упаковочный материал по п.5, в котором термопластичный полиолефин независимым образом выбирается из полиэтилена и полипропилена.
7. Упаковочный материал по любому из пп.1-6, в котором основной слой содержит вырез, составляющий часть тонкого участка.
8. Способ изготовления асептической упаковочной емкости, включающий в себя этапы, на которых:
обеспечивают упаковочный материал по любому из пп.1-7,
располагают на одной стороне упаковочного материала первую часть пресс-формы, содержащую по меньшей мере первую полость пресс-формы,
располагают вторую часть пресс-формы, содержащую по меньшей мере вторую полость пресс-формы на стороне, противоположной первой части пресс-формы, при этом первая полость пресс-формы по меньшей мере частично наложена на вторую полость пресс-формы,
впускают расплавленный пластик в по меньшей мере одну из полостей пресс-формы,
обеспечивают возможность прохождения расплавленного пластика через упаковочный материал в область наложения для образования перемычки из материала,
обеспечивают возможность протекания расплавленного пластика в по меньшей мере противоположную полость пресс-формы и
удаляют первую и вторую части пресс-формы,
получают упаковочный материал, содержащий открывающее устройство,
формируют упаковочный материал, содержащий открывающее устройство требуемой формы,
наполняют и запечатывают сформированный упаковочный материал жидким или полужидким пищевым продуктом и
получают упаковочную емкость, имеющую открывающее устройство.
9. Способ по п.8, в котором первая часть пресс-формы по меньшей мере частично расположена поверх тонкого участка упаковочного материала.
10. Способ по любому из пп.8, 9, в котором расплавленный пластик образует отверстие в упаковочном материале при прохождении через него.
11. Способ по любому из пп.8-10, в котором по меньшей мере часть области наложения формирует часть тонкого участка.
12. Асептическая упаковочная емкость, содержащая ламинированный упаковочный материал по любому из пп.1-7, пластиковое открывающее устройство, область отверстия для пользователя и ослабление, по меньшей мере частично образующее область отверстия для пользователя, при этом пластиковое открывающее устройство содержит первую часть снаружи упаковочной емкости, соединенную перемычкой из материала со второй частью внутри упаковочной емкости, при этом ламинированный упаковочный материал продолжается внутри области отверстия для пользователя, так что она разрывается при использовании открывающего устройства для открывания области отверстия для пользователя.
| US 5029752 A, 09.07.1991 | |||
| US 4828138 A, 09.05.1989 | |||
| Магнитоэлектрический логометр | 1957 |
|
SU117125A1 |

