Область техники, к которой относится изобретение
Настоящее изобретение относится к способам получения ламинированной пленки для повторно закрывающейся упаковки и к упаковке, имеющей дополнительный повторно закрывающий отверстие элемент.
Предпосылки создания изобретения
Известна упаковка целого ряда продуктов, включая пищевые продукты, такие как шоколадные плитки и другие кондитерские изделия типа легкой закуски, в обертку, которая выполняется из ламинированной пленки, и которая имеет дополнительный повторно закрывающий отверстие элемент, такой как клапан или подобное. US 2005/0276525 описывает упаковку указанного типа, которая далее называется как «упаковка определенного типа», и способ получения упаковки.
Настоящее изобретение относится к улучшенным способам получения ламинированной пленки, имеющей дополнительный повторно закрывающий отверстие элемент, для использования в получении упаковки описанного типа.
Настоящее изобретение также относится к улучшенной упаковке описанного типа.
Краткое описание изобретения
В соответствии с первым вариантом изобретения предусматривается способ получения упаковочной ламинированной пленки, имеющей дополнительный повторно закрывающий отверстие элемент, который содержит:
а) адгезивное соединение наружной ламинируемой структуры с внутренней ламинируемой структурой с образованием ламинированной пленки, причем каждая из наружной и внутренней ламинируемых структур содержит, по меньшей мере, один слой эластичного материала;
b) формирование наружной линии надреза через толщину наружной ламинируемой структуры и внутренней линии надреза через толщину внутренней ламинируемой структуры, причем наружная линия надреза очерчивает наружная открывающаяся часть наружной структуры, которая отделяется от остальной части наружной структуры по наружной линии надреза, причем внутренняя линия надреза очерчивает внутренняя открывающаяся часть внутренней структуры, которая скрепляется с наружной открывающейся частью адгезивом и отделяется от остальной части внутренней структуры по внутренней линии надреза, где, по меньшей мере, часть граничной области наружной структуры между наружной и внутренней линиями надреза присоединяется к лежащей ниже поверхности внутренней структуры адгезивом, причем граничная область наружной открывающейся части отслаивается от лежащей ниже поверхности внутренней структуры с тем, чтобы заставить внутреннюю открывающуюся часть также отслоиться с созданием отверстия в ламинированной пленке, граничная область наружной структуры повторно присоединяется к лежащей ниже поверхности внутренней структуры для повторного закрывания отверстия,
в котором стадия формирования наружной и внутренней линий надреза осуществляется с использованием пары вращающихся в противоположном направлении цилиндров-штампов, причем один из цилиндров-штампов установлен для контактирования с наружной ламинируемой структурой и имеет нож для формирования наружной линии надреза, другой цилиндр установлен для контактирования с внутренней ламинируемой структурой и имеет нож для формирования внутренней линии надреза.
Вращающиеся в противоположном направлении цилиндры могут быть сконструированы так, чтобы спрессовывать вместе наружную и внутреннюю ламинируемые структуры как часть стадии склеивания структур перед контактированием ножей с наружной и внутренней структурами, соответственно, с формированием наружной и внутренней линий надреза.
Стадия адгезивного соединения наружной и внутренней ламинируемых структур может содержать:
а) нанесение ламинирующего постоянного адгезива на одну поверхность, по меньшей мере, одной из структур, за исключением граничной области поверхности, которая находится между наружной и внутренней линиями надреза;
b) нанесение отслаивающегося адгезива на, по меньшей мере, часть граничной области указанной одной поверхности указанной, по меньшей мере, одной из структур; и
с) приведение указанной одной поверхности в контакт с противоположной поверхностью другой из структур с образованием соединения.
В альтернативном варианте стадия склеивания наружной и внутренней ламинируемых структур содержит:
а) нанесение отслаивающегося адгезива на, по меньшей мере, часть граничной области одной поверхности, по меньшей мере, одной из структур, где граничная область лежит между наружной и внутренней линиями надреза, и на остальную часть указанной поверхности снаружи граничной области; и
b) приведение указанной одной поверхности в контакт с противоположной поверхностью другой из структур с образованием соединения.
В альтернативном варианте адгезив может быть не нанесен на, по меньшей мере, часть граничной области указанной одной поверхности.
В альтернативном варианте стадия склеивания структур может содержать пропускание структур между парой валков для спрессовывания структур вместе, причем валки сконструированы так, что в граничной области, которая лежит между наружной и внутренней линиями надреза, прикладывается более низкое давление, чем в остальной части структур.
Отслаивающимся адгезивом может быть адгезив холодного отверждения или чувствительный к давлению адгезив.
В соответствии со вторым вариантом изобретения предусматривается способ получения упаковочной ламинированной пленки, имеющей дополнительный повторно закрывающий отверстие элемент, который содержит:
а) адгезивное соединение наружной ламинируемой структуры с внутренней ламинируемой структурой с образованием ламинированной пленки, причем каждая из наружной и внутренней ламинируемых структур содержит, по меньшей мере, один слой эластичного материала;
b) формирование наружной линии надреза через толщину наружной ламинируемой структуры и внутренней линии надреза через толщину внутренней ламинируемой структуры, причем наружная линия надреза очерчивает наружная открывающаяся часть наружной структуры, которая отделяется от остальной части наружной структуры по наружной линии надреза, причем внутренняя линия надреза очерчивает внутренняя открывающаяся часть внутренней структуры, которая скрепляется с наружной открывающейся частью адгезивом и отделяется от остальной части внутренней структуры по внутренней линии надреза, где, по меньшей мере, часть граничной области наружной структуры между наружной и внутренней линиями надреза присоединяется к лежащей ниже поверхности внутренней структуры адгезивом, причем граничная область наружной открывающейся части отслаивается от лежащей ниже поверхности внутренней структуры с тем, чтобы заставить внутренняя открывающаяся часть также отслоиться назад с созданием отверстия в ламинированной пленке, граничная область наружной структуры повторно присоединяется к лежащей ниже поверхности внутренней структуры для повторного закрывания отверстия,
в котором стадия адгезивного соединения наружной и внутренней ламинируемых структур содержит нанесение отслаивающегося адгезива на, по меньшей мере, часть граничной области одной поверхности, по меньшей мере, одной из структур, причем граничная область лежит между наружной и внутренней линиями надреза, и на оставшуюся часть указанной поверхности снаружи граничной области и приведение указанной одной поверхности в контакт с противоположной поверхностью другой из структур с образованием соединения.
Адгезив может быть не нанесен на, по меньшей мере, часть граничной области указанной одной поверхности.
Стадия адгезивного соединения структур может содержать пропускание структур между парой валков для спрессовывания структур вместе, причем валки сконструированы так, что к структурам в граничной области, которая лежит между наружной и внутренней линиями надреза, прикладывается более низкое давление, чем в остальной части структур.
Отслаивающимся адгезивом может быть адгезив холодного отверждения или чувствительный к давлению адгезив.
В способах согласно либо первому, либо второму вариантам изобретения способ может содержать нанесение печати на самой внутренней поверхности наружной ламинируемой структуры.
В способах согласно либо первому, либо второму вариантам изобретения адгезив может быть не нанесен на часть граничной области между наружной и внутренней линиями надреза, так что часть граничной области наружной структуры не склеивается с лежащей ниже внутренней поверхностью с формированием ушка для открывания. Покрытие или поверхностная обработка могут быть нанесены на наружную поверхность ушка для увеличения его коэффициента трения. Альтернативно или дополнительно покрытие или поверхностная обработка могут быть нанесены на наружную поверхность ушка, чтобы вызвать скручивание или подъем ушка от внутренней структуры. Альтернативно или дополнительно способ может содержать введение или получение характеристики между ушком и внутренней структурой, которая вызывает подъем ушка от внутренней структуры.
В соответствии с третьим вариантом изобретения предусматривается упаковка, содержащая обертку из ламинированного эластичного материала, имеющую дополнительный повторно закрывающий отверстие элемент, причем обертка содержит:
а) наружную ламинируемую структуру, соединенную с помощью адгезива с внутренней ламинируемой структурой, причем каждая из наружной и внутренней ламинируемых структур содержит, по меньшей мере, один слой эластичного материала;
b) наружную линию надреза через толщину наружной ламинируемой структуры и внутреннюю линию надреза через толщину внутренней ламинируемой структуры, причем наружная линия надреза очерчивает наружная открывающаяся часть наружной структуры, которая отделяется от остальной части наружной структуры по наружной линии надреза, причем внутренняя линия надреза очерчивает внутренняя открывающаяся часть внутренней структуры, которая скрепляется с наружной открывающейся частью адгезивом и отделяется от остальной части внутренней структуры по внутренней линии надреза, где, по меньшей мере, часть граничной области наружной структуры между наружной и внутренней линиями надреза присоединяется к лежащей ниже поверхности внутренней структуры адгезивом, причем граничная область наружной открывающейся части отслаивается от лежащей ниже поверхности внутренней структуры с тем, чтобы заставить внутреннюю открывающуюся часть также отслоиться с созданием отверстия в ламинированной пленке, граничная область наружной структуры повторно присоединяется к лежащей ниже поверхности внутренней структуры для повторного закрывания отверстия,
в которой внутренняя и наружная ламинируемые структуры соединены вместе с использованием единственного отслаивающегося адгезива.
Отслаивающимся адгезивом может быть адгезив холодного отверждения или чувствительный к давлению адгезив.
В соответствии с четвертым вариантом изобретения предусматривается упаковка, содержащая обертку из ламинированного эластичного материала, имеющую дополнительный повторно закрывающий отверстие элемент, причем обертка содержит:
а) наружную ламинируемую структуру, соединенную с помощью адгезива с внутренней ламинируемой структурой, причем каждая из наружной и внутренней ламинируемых структур содержит, по меньшей мере, один слой эластичного материала;
b) наружную линию надреза через толщину наружной ламинируемой структуры и внутреннюю линию надреза через толщину внутренней ламинируемой структуры, причем наружная линия надреза очерчивает наружная открывающаяся часть наружной структуры, которая отделяется от остальной части наружной структуры по наружной линии надреза, причем внутренняя линия надреза очерчивает внутренняя открывающаяся часть внутренней структуры, которая скрепляется с наружной открывающейся частью адгезивом и отделяется от остальной части внутренней структуры по внутренней линии надреза, где, по меньшей мере, часть граничной области наружной структуры между наружной и внутренней линиями надреза присоединяется к лежащей ниже поверхности внутренней структуры адгезивом, причем граничная область наружной открывающейся части отслаивается от лежащей ниже поверхности внутренней структуры с тем, чтобы заставить внутреннюю открывающуюся часть также отслоиться с созданием отверстия в ламинированной пленке, граничная область наружной структуры повторно присоединяется к лежащей ниже поверхности внутренней структуры для повторного закрывания отверстия,
в которой часть граничной области наружной структуры не соединена с лежащей ниже внутренней структурой с образованием ушка для открывания.
Покрытие или поверхностная обработка могут быть нанесены на наружную поверхность ушка для увеличения его коэффициента трения. Альтернативно или дополнительно покрытие или поверхностная обработка могут быть нанесены на наружную поверхность ушка, чтобы вызвать скручивание или подъем ушка от внутренней структуры. Альтернативно или дополнительно характеристика может быть предусмотрена между ушком и внутренней структурой, которая вызывает подъем ушка от внутренней структуры.
Подробное описание изобретения
Далее будут описаны несколько вариантов изобретения только путем примера со ссылкой на прилагающиеся чертежи, на которых:
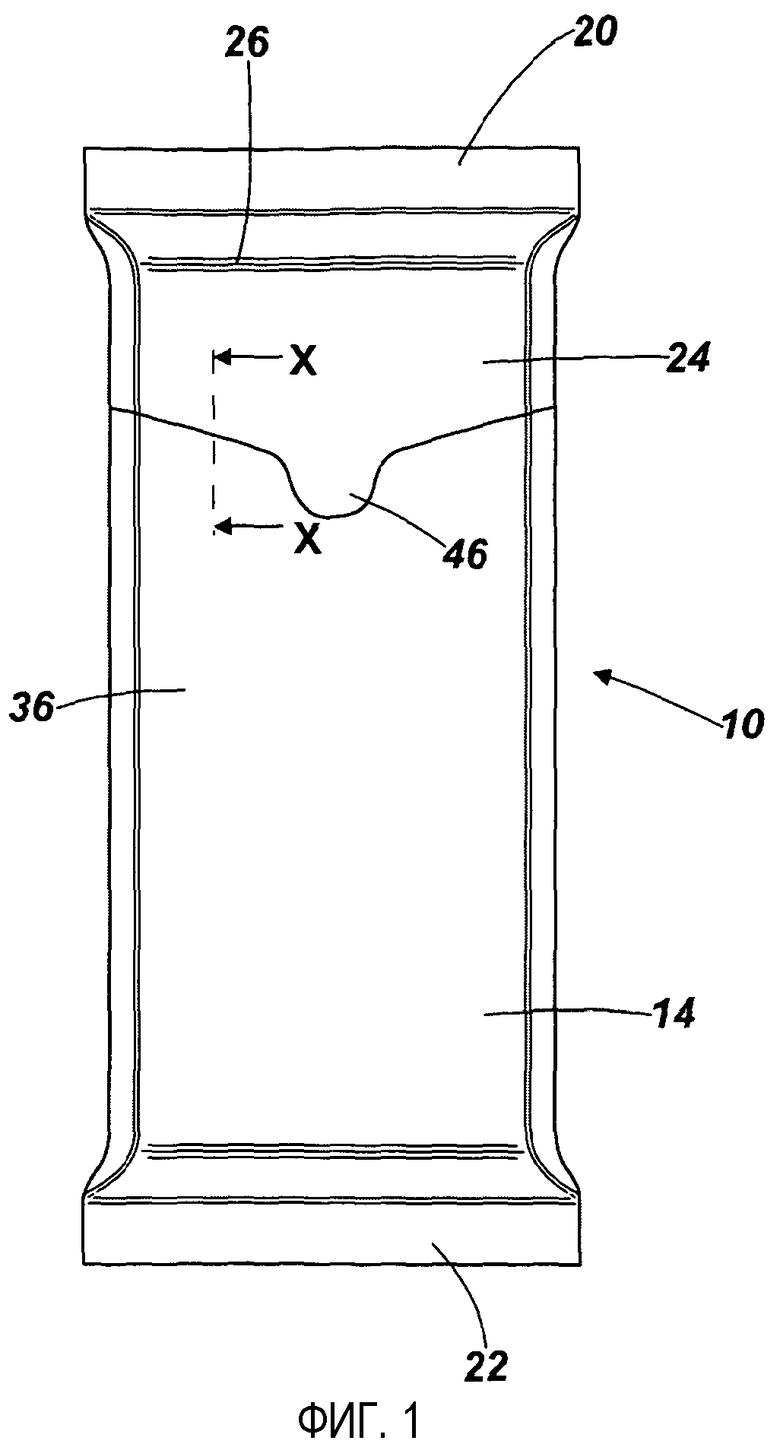
на фиг. 1 представлен вид сверху первого варианта упаковки определенного типа, показывающий упаковку в закрытом состоянии;
на фиг. 2 представлен вид сбоку упаковки с фиг. 1;
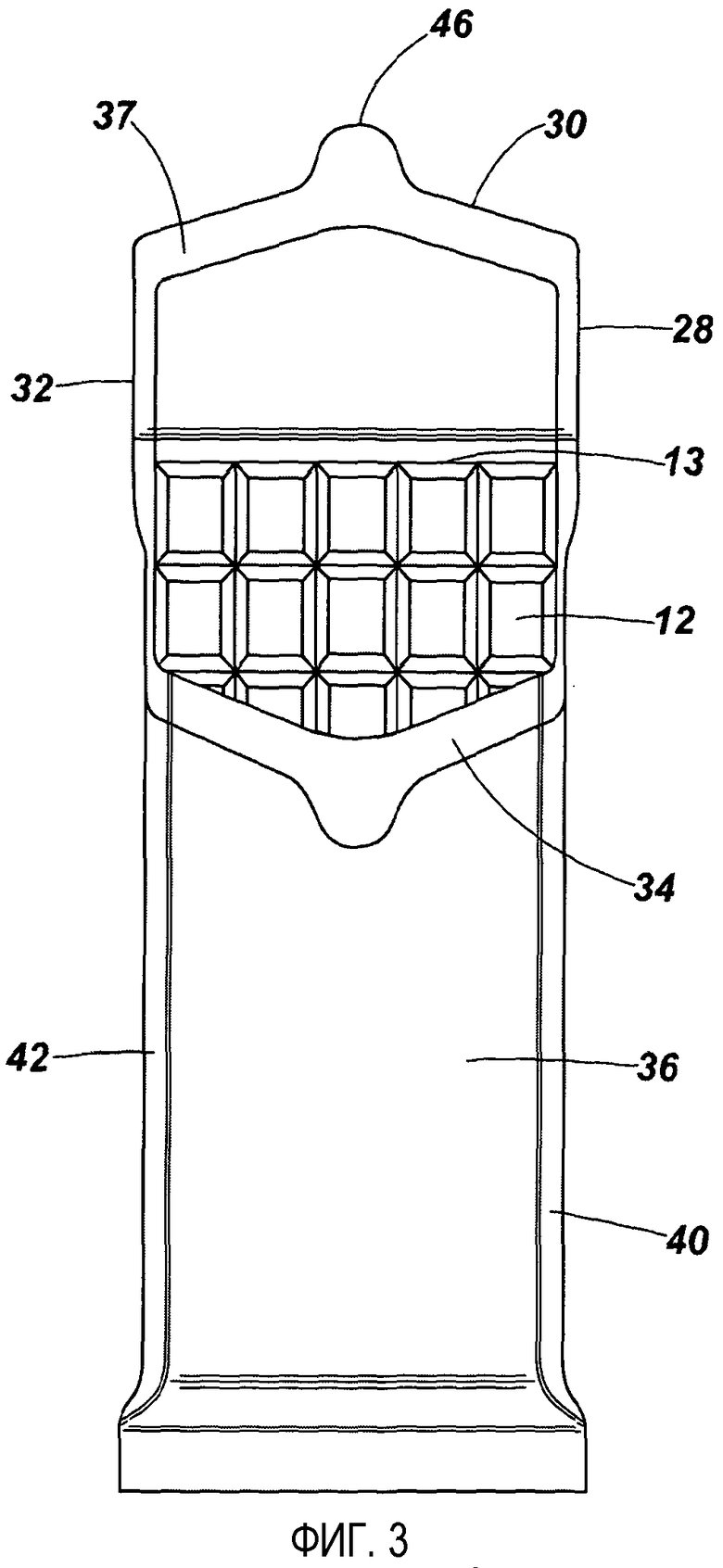
на фиг. 3 представлен вид, аналогичный виду на фиг. 1, но показывающий упаковку в открытом состоянии;
на фиг. 4 представлен вид сбоку упаковки с фиг. 3;
на фиг. 5 представлено поперечное сечение в увеличенном масштабе части упаковки с фиг. 1, выполненное по линии Х-Х;
на фиг. 6 представлена технологическая схема способа получения ламинированной пленки согласно изобретению;
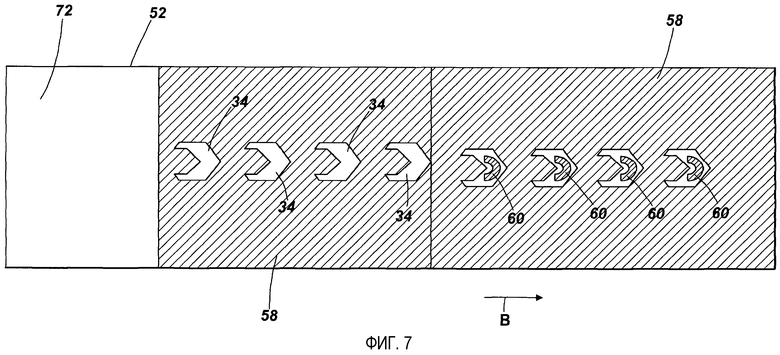
на фиг. 7 схематически представлен вид сверху части одной структуры, используемой для формирования ламинированной пленки, показывающий, как адгезив наносится на структуру как часть способа получения, осуществляемого с использованием технологической схемы способа с фиг. 6;
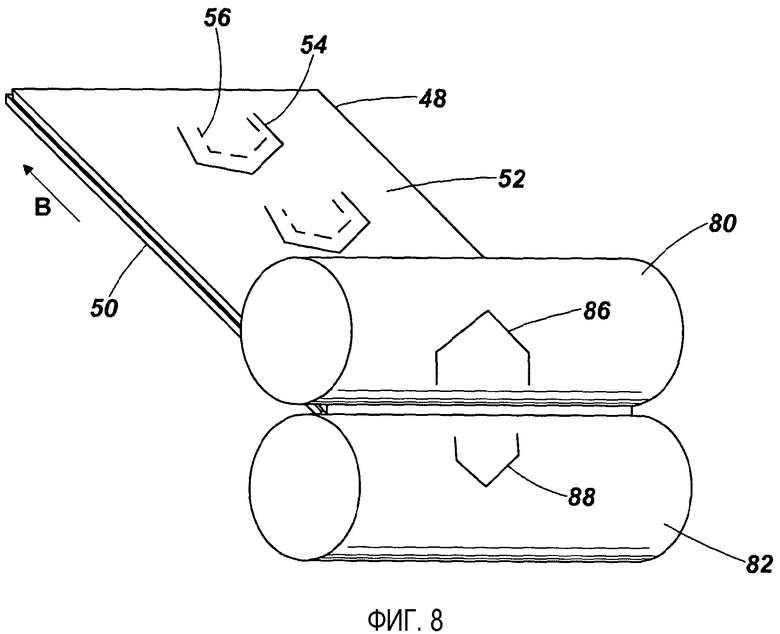
на фиг. 8 схематически представлен вид в перспективе пары цилиндров-штампов, образующих часть технологической схемы способа с фиг. 6;
фиг. 9 является аналогичной фиг. 6, но показывающей первый альтернативный вариант технологической схемы способа получения ламинированной пленки согласно изобретению;
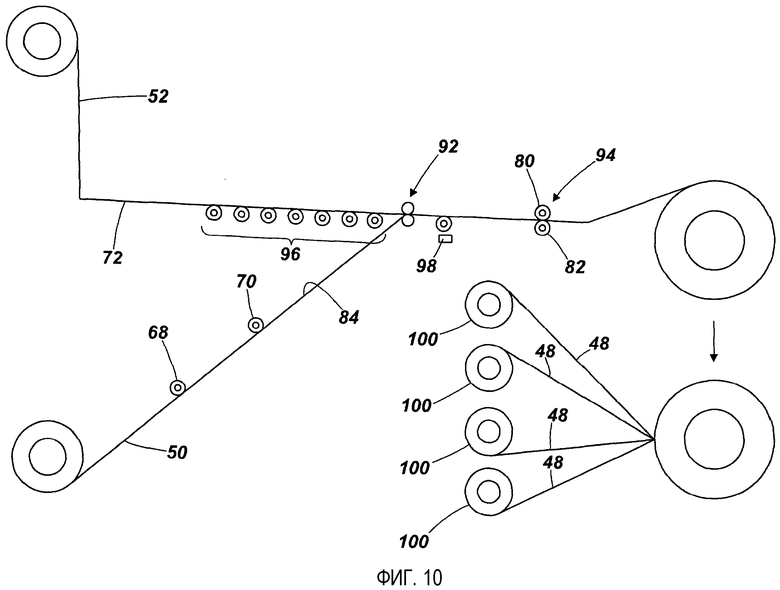
фиг. 10 является аналогичной фиг. 6, но показывающей второй альтернативный вариант технологической схемы способа получения ламинированной пленки согласно изобретению;
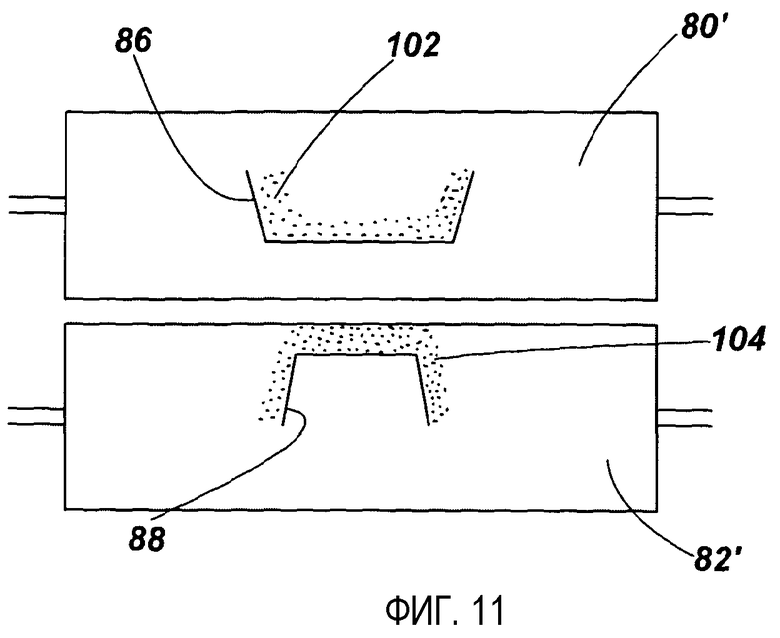
на фиг. 11 схематически представлен вид сбоку группы модифицированных цилиндров-штампов, которые могут быть использованы в соответствии с вариантом настоящего изобретения; и
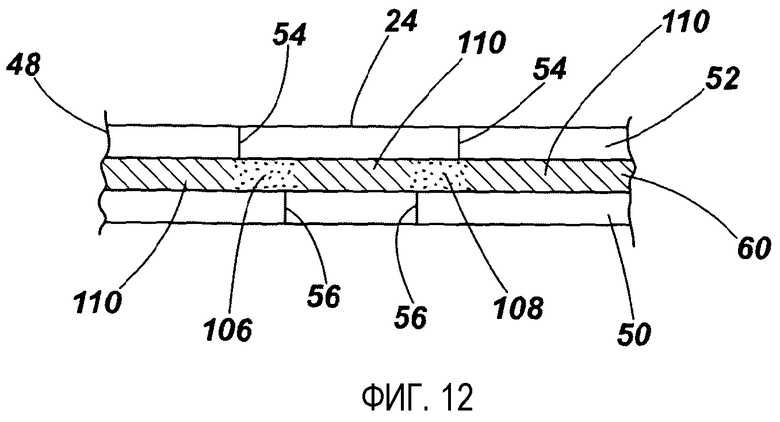
на фиг. 12 представлено поперечное сечение ламинированного материала, полученного с использованием цилиндров-штампов, как показано на фиг. 11.
На фиг. 1-5 показан вариант упаковки 10 в соответствии с вариантом настоящего изобретения. Упаковка 10, в частности, предназначена для упаковки обычно формированных в блок пищевых продуктов, таких как шоколадные плитки 12 или другие подобные кондитерские изделия, но может быть предназначена для упаковки обычно формированных в блок других продуктов. Упаковка 10 также может быть использована для упаковки обычно формированных в блок двух или более частей. Например, упаковка 10 может быть использована для упаковки множественных шоколадных или других кондитерских плиток, расположенных в линию. Должно быть отмечено, однако, что различные варианты изобретения, которые являются предметом настоящей заявки, не ограничиваются применением в отношении упаковки обычно формированных в блок продуктов, но могут быть применены более широко для упаковки определенного типа независимо от формы или природы упаковываемого продукта.
Упаковка 10 содержит обертку 14 из эластичного материала, которая складывается вокруг продукта и закрывается с полным охватыванием продукта. Зоны накладывающихся друг на друга продольных краев обертки 14 соединяются вместе с образованием продольного шва 16, который идет вдоль задней стороны 18 упаковки. Зоны противоположного конца материала соединяются вместе с образованием поперечных герметичных швов 20, 22 на любом конце продукта.
Обертка 14 имеет клапан 24 вблизи одного конца, который образует герметичное и повторно закрывающееся отверстие упаковки. Клапан 24 соединяется складкой с остальной частью обертки 14 вдоль одного края 26 смежно с поперечным швом 20 на одном конце упаковки. Клапан имеет три свободных края 28, 30, 32, которые перекрывают граничную область 34 главного корпуса 36 обертки. Свободные края 28, 30, 32 клапана соединяются с перекрывающейся граничной областью 34 главного корпуса 36 с помощью отслаивающегося и повторно закрываемого адгезива. Клапан проходит полностью через переднюю сторону 38 упаковки и, по меньшей мере, частично на противоположные стороны 40, 42, так что, когда он отслаивается, он открывает отверстие (или апертюру) 44 на конце упаковки, через которое продукт 12 может быть удален в продольном направлении, как показано стрелкой А на фиг. 4. На свободном конце 30 клапана предусмотрено ушко 46, которое может захватываться потребителем для отслаивания открытого клапана 24.
Упакованный продукт поставляется с клапаном 24 в закрытом и герметичном состоянии. Потребитель открывает упаковку 10, захватывая ушко 46 и отслаивая клапан 24 от главного корпуса 36 с открыванием отверстия (или апертюры) 44, через которое твердая плитка 12 может быть выдвинута из главного корпуса 36 упаковки в продольном направлении. Когда плитка 12 представляет собой плитку, разделенную на части, ее необходимо выдвигать только так, чтобы было достаточно потребителю для того, чтобы оторвать одну или более частей, как требуется. Остальную плитку 12 затем задвигают обратно в упаковку, и клапан 24 повторно герметизируется с обеспечением его надежности.
Отслаивающийся шов между клапаном 24 и граничной областью 34 может быть полностью повторно герметизирован, но на практике обычно не ожидается образование герметичного шва, когда клапан закрывается повторно. В большинстве применений будет достаточно, если прочность соединения, образуемого, когда клапан закрывается повторно, является достаточной, чтобы клапан был способен надежно удерживать остальное содержимое в упаковке и обеспечивать некоторую защиту продукта от окружающей среды. В том случае, когда упаковка используется для упаковывания пищевого продукта, такого как шоколадная плитка, ожидается, что клапан 24 является полностью герметичным, когда упаковка формуется, до первого открытия. В некоторых случаях упаковывание первоначально образует герметичную упаковку, хотя для некоторых пищевых продуктов герметичная упаковка является нежелательной.
Упаковка 10 может быть получена с использованием способа поточной обертки, в котором пленка 48 материала, имеющего ряд соответственно размещенных клапанов 24, расположенных по их длине, подается в рулоне для упаковки продуктов 12 по существу непрерывным способом. Материал подают с помощью машины, которая обертывает его вокруг каждого продукта по очереди, так что противоположные продольные края приводятся в контакт и соединяются вместе с образованием продольного шва 16. Материал загибается на любом конце продукта с образованием поперечных швов 20, 22, и материал режется с отделением каждой упаковки от остальной части пленки.
Пленка 48 представляет собой ламинат, имеющий внутреннюю структуру 50 и наружную структуру 52. В настоящем варианте внутренняя структура 50 представляет собой металлическую фольгу или другой металлизированный материал, а наружная структура 52 представляет собой полимерный материал. Однако внутренняя и наружная структуры 50, 52 могут быть выполнены из любых эластичных материалов, подходящих для упаковки рассматриваемого продукта. Примеры типичных материалов включают в себя: бумагосодержащие материалы, один или более полимерных материалов и металлические фольги. Каждая из внутренней и наружной структур 50, 52 сама может быть ламинатом из двух или более слоев материалов. Когда продуктом является пищевой продукт, ламинированный материал 48 может быть по существу влаго- и газонепроницаемым, так что когда обертка 14 является полностью герметизированной, упаковка 10 обеспечивает герметичный контейнер для продукта. Однако это не имеет существенного значения.
Клапан 24 формуется как единая часть пленки 48 при получении офсетных линий надреза, которые могут быть прорезями или линиями пониженной прочности во внутренней и наружной структурах ламинированного материала, как показано на фиг. 5. Первая или наружная линия 54 надреза формуется через наружную структуру 52 и очерчивает наружный край наружного отверстия в наружной структуре, которое отделено от остальной части наружной структуры 52 по наружной линии надреза. Вторая, или внутренняя, линия 56 надреза, отстоящая внутрь от первой, формуется через внутреннюю структуру 50 и очерчивает внутреннее отверстие во внутренней структуре, которая присоединена к наружной структуре 52, и отделяется от остальной части внутренней структуры 50 по внутренней линии надреза. Расстояние между первой и второй линиями 54, 56 надреза определяет граничную область 34, где края наружного отверстия наружной структуры 52 лежат на остальной части внутренней структуры 50.
В настоящем варианте внутренняя и наружная структуры 50, 52 соединяются вместе постоянным адгезивом 58 на большей части их поверхности. Однако, по меньшей мере, в части граничной области 34 между первой и второй линиями надреза структуры 50, 52 соединяются вместе с помощью отслаивающегося и повторно герметизирующегося адгезива 60. Отслаивающимся и повторно герметизирующимся адгезивом 60 может быть адгезив холодного отверждения или чувствительный к давлению адгезив. В альтернативном варианте, описанном ниже, внутренняя и наружная структуры 50, 52 соединяются вместе с помощью единственного отслаивающегося адгезива как в граничной области 34, так и на остальной площади ламинирования структур.
Способ получения упаковочной ламинированной пленки 48, имеющей повторно закрывающий отверстие элемент, в соответствии с настоящим изобретением будет теперь описан со ссылкой первоначально на фиг. 6-8. Способ может быть использован для получения упаковочной пленки, подходящей для получения упаковки определенного типа, включая (но не ограничиваясь этим) упаковку 10, описанную выше.
На фиг. 6 представлена часть технологической схемы способа получения ламинированной пленки 48 для получения упаковки определенного типа.
Наружную ламинируемую структуру 52 подают из первого рулона 64, тогда как внутреннюю ламинируемую структуру 50 подают из второго рулона 66. Наружную ламинируемую структуру 52 пропускают через два адгезивных блока 68, 70. Первый адгезивный блок 68 наносит ламинирующий постоянный адгезив 58 на внутреннюю сторону 72 наружной структуры 52. Как показано на фиг. 7, постоянный адгезив 58 наносится по существу на всю площадь поверхности внутренней стороны 72, кроме граничной области 34, которая лежит между наружной и внутренней линиями 54, 56 надреза. Стрелка В на фиг. 7 и 8 показывает направление подачи.
На втором адгезивном блоке 70 отслаивающийся адгезив 60, который может быть чувствительным к давлению адгезивом или адгезивом холодного отверждения, наносится на внутреннюю сторону 72 наружной структуры 52 в граничной области 34. Отслаивающийся адгезив 60 может быть нанесен на всю граничную область 34 или, как показано, только на часть граничной области. Для использования в упаковке пищевых продуктов и подобного отслаивающийся адгезив 60 может наноситься в граничной области, так что герметичное уплотнение образуется между внутренней и наружной структурами, по меньшей мере, до первого открытия обертки.
Когда ушко 46 должно формоваться, чтобы помогать пользователю открывать упаковку, часть наружной структуры 52 в граничной области 34, которая должна формовать ушко, не соединяется с внутренней структурой 50. Соответственно, в граничной области 34 на участке, где получается ушко, адгезив не наносится. Обычно это находится смежно с наружным краем граничной области 34.
Внутренняя и наружная структуры 50, 52 приводятся в контакт вместе на блоке 78 объединенного ламинирования/надрезания, где они пропускаются между парой вращающихся в противоположном направлении цилиндров 80, 82. Цилиндры 80, 82 действуют как валки для спрессовывания вместе внутренней и наружной структур 50, 52, так что адгезив на внутренней поверхности 72 наружной структуры 52 соединяется с обращенной внутрь поверхностью 84 внутренней структуры 50 с образованием ламината.
В настоящем варианте цилиндры 80, 82 являются цилиндрами-штампами, которые несут ножи 86, 88 для формирования наружной и внутренней линий 54, 56 надреза соответственно. Таким образом, наружный цилиндр 80 несет первый нож 86, который контактирует с наружной структурой 50 с формированием наружной линии 54 надреза, а внутренний цилиндр 82 несет второй нож 88, который контактирует с внутренней структурой 52 с формированием внутренней линии 56 надреза, как показано на фиг. 8. Ножи 86, 88 расположены на цилиндрах 80, 82 так, что они контактируют со структурами 50, 52 после того, как структуры ламинируются вместе. Ножи 86, 88 могут иметь глубину порядка 35-45 мкм в зависимости от соответствующей толщины внутренней и наружной структур 50, 52.
После прохождения через блок 78 ламинирования/надрезания ламинированная пленка 48 с вырезанными клапанами 24 наматывается в рулон 90. Ламинированная пленка может быть отверждена до или после намотки.
Ламинирующий постоянный адгезив 58 и/или отслаивающийся адгезив 60 могут быть нанесены на их соответствующие зоны внутренней поверхности 72 в большей степени по шаблону, чем с покрытием всей поверхности в указанных зонах. Должно быть также отмечено, что порядок, в котором адгезивы наносятся, может быть обратимым, так что отслаивающийся адгезив 60 наносится на первом адгезивном блоке 68, а постоянный адгезив 58 наносится на втором адгезивном блоке 70. Кроме того, должно быть отмечено, что адгезивы могут быть нанесены на внутреннюю поверхность 84 внутренней структуры 50, и что один или оба адгезива могут быть нанесены как на внутреннюю, так и на наружную ламинируемую структуры 50, 52.
Хотя может быть предпочтительно использовать единственную пару цилиндров 80, 82 для ламинирования структур 50, 52 и для формирования наружной и внутренней линий 54, 56 надреза, в альтернативных вариантах указанные операции могут быть выполнены на отдельных блоках. Так внутренняя и наружная структуры 50, 52 могут быть сведены вместе на блоке ламинирования, где они проходят между первой парой цилиндров или валков, которые сжимают структуры вместе. Ламинированная пленка 48 затем продвигается на блок надрезания, содержащий пару вращающихся в обратном направлении цилиндров-штампов 80, 82, имеющих ножи 86, 88, где получают наружную и внутреннюю линии надреза.
На фиг. 9 схематически показан пример альтернативного варианта линии способа получения ламинированной пленки 48 для использования в получении упаковки определенного типа, где операции ламинирования и надрезания являются раздельными. Таким образом, внутренняя и наружная структуры 50, 52 сводятся вместе на блоке 92 ламинирования, а цилиндры-штампы 80, 82 расположены как отдельный блок 94 надрезания ниже по потоку от блока ламинирования для получения линий надреза. Хотя это не показано на фиг. 9, блок 92 ламинирования обычно содержит пару валков, которые сжимают внутреннюю и наружную структуры 50, 52 вместе.
Между блоком 92 ламинирования и блоком 94 надрезания находятся 96 печати и третий адгезивный блок 98. На блоке 96 печати на наружную поверхность наружной структуры 52 наносится печать. На третьем адгезивном блоке 98 адгезив холодного отверждения или другие адгезивы предварительно наносятся на наружную поверхность внутренней структуры 50 для использования, когда пленка 48 формуется в отдельные обертки 14, обертывающие продукт.
Когда наружная структура 52 является прозрачной, печать может быть нанесена на наружную поверхность внутренней структуры 50 или, как показано в следующем варианте, на внутреннюю поверхность наружной структуры 52.
На фиг. 10 схематически показан другой вариант линии способа получения ламинированной пленки 48 для использования в получении упаковки определенного типа. Линия способа получения в данном варианте предназначена для обеспечения печати на внутренней поверхности 72 наружной ламинируемой структуры 52. Это возможно, например, когда наружная структура 52 содержит прозрачный полимерный материал. Соответственно, первый и второй адгезивные блоки 68, 70 расположены для нанесения постоянного и отслаивающегося адгезивов на обращенную внутрь поверхность 84 внутренней структуры 50, блок 96 печати расположен вверх по потоку от блока 92 ламинирования. Как в случае предыдущего варианта, блок 94 надрезания является отдельным и расположен ниже по потоку от блока 92 ламинирования, и содержит цилиндры-штампы 80, 82 для получения наружной и внутренней линий 54, 56 надреза. Между блоком 92 ламинирования и блоком 94 надрезания расположен третий адгезивный блок 98, на котором адгезив холодного отверждения или другие адгезивы предварительно наносятся на наружную поверхность внутренней структуры 50 для использования, когда пленка 48 формуется в отдельные обертки 14, обертывающие продукт.
В качестве обычной практики в технике пленка 48 может быть первоначально получена шириной, которая эквивалентна ширине, требуемой для обертки нескольких продуктов, и разделяется в продольном направлении на множественные рулоны, как показано под цифрой 100 на фиг. 10, после того, как пленка была отверждена. В данном случае цилиндры-штампы 80, 82 имеют соответствующее число ножей, расположенных по их длине.
Дополнительные стадии способа могут быть включены в любую из линий способа получения, описанных выше, если требуется. Например, могут быть включены стадии сушки или отверждения. Должно быть отмечено, что блок 78 объединенного ламинирования/ надрезания может быть принят в линиях способа получения, показанных на фиг. 9 и 10, и что блоки 96, 98 печати и нанесения адгезива холодного отверждения могут быть введены в линию способа получения, показанную на фиг. 6. Кроме того, хотя цилиндры-штампы 80, 82 в настоящих вариантах предназначены для получения сквозных прорезей 54, 56 во внутренней и наружной структурах, когда подходит, они могут быть модифицированы для получения линии пониженной прочности, такой как линия перфораций.
В линиях способа получения, описанных выше, необходимо обеспечивать надлежащее совмещение внутренней и наружной структур 50, 52 и ламинированной пленки 48, когда они/она проходят через различные технологические блоки, так, чтобы постоянный и отслаивающийся адгезивы 58, 60 наносились в правильных положениях относительно друг друга и наружной и внутренней линий 54, 56 надреза, и чтобы они все находились в согласовании с печатью, наносимой на пленку. Это может быть достигнуто с использованием известных в технике способов определения.
В большей степени, чем использование адгезива 58 для постоянного соединения внутренней и наружной структур 50, 52 вместе снаружи граничной области 34, структуры могут быть сплавлены вместе с помощью нагрева или электромагнитной обработки, когда они выполнены из подходящих материалов. Это исключает необходимость применения двух различных типов адгезива. В одном варианте цилиндры-штампы 80, 82 могут быть модифицированы для выполнения нагрева или электромагнитной обработки для сплавления структур вместе и для получения наружной и внутренней линий 54, 56 на одном блоке способа. Способ получения линий, описанный выше, может быть соответственно модифицирован.
В другом модифицированном способе получения пленки 48 в большей степени, чем использование двух различных типов адгезива для ламинирования внутренней и наружной структур 50, 52, единственный отслаивающийся адгезив может быть использован для соединения внутренней и наружной структур 50, 52 вместе как в граничной области, так и на остальной площади ламинирования. Преимущество использования единственного типа адгезива состоит в том, что он может наноситься на единственном адгезивном блоке перед ламинированием структур. Это исключает необходимость эффективного совмещения между двумя адгезивными блоками, на которых наносятся различные адгезивы, как в ранее описанных вариантах, и, таким образом, упрощает способ получения и может привести к снижению отходов.
Отслаивающимся адгезивом обычно является адгезив холодного отверждения, который наносится по всей площади поверхности внутренней поверхности одной или обеих внутренней и наружной структур 50, 52, за исключением любых частей граничной области, которые остаются несклеенными, такими как ушко 46 открывания. Отслаивающийся адгезив может быть нанесен по шаблону. Соединение, образованное адгезивом, должно быть достаточным для предотвращения нежелательного расслоения внутренней и наружной структур, хотя с обеспечением отслаивания граничной области наружной структуры 52 от граничной области внутренней структуры. Размещение может быть таким, что меньшее усилие соединения, удерживающее внутреннюю и наружную структуры 50, 52 вместе, получается во всей или в части граничной области, которая лежит между внутренней и наружной линиями 54, 56 надреза, чем в остальной части ламината. Один путь достижения указанного заключается в модификации валков или цилиндров, которые спрессовывают структуры 50, 52 вместе, так чтобы прикладывать меньшее давление во всей или в части граничной области, чем в остальной части ламината. С этой целью валки могут быть профилированы, оконтурены или иным образом обработаны. Один вариант этого показан на фиг. 11 и 12.
На фиг. 11 показан схематически модифицированный комплект цилиндров-штампов 80', 82', подобных описанным выше в отношении фиг.6 и 8, которые предназначены для спрессовывания внутренней и наружной структур 50, 52 вместе как часть способа ламинирования и для получения внутренней и наружной линий 54, 56 надреза. В данном варианте цилиндры 80', 82' выполнены из стали, и каждый имеет участок 102, 104 поверхности, смежный с их соответствующими ножами 86, 88, который протравлен или иным образом обработан для снижения давления, прикладываемого к внутренней и наружной структурам 50, 52, когда они проходят между цилиндрами. Каждый участок 102, 104 расположен на стороне ножа 86, 88, который лежит в граничной области между внутренней и наружной линиями 54, 56 надреза.
На фиг. 12 показано поперечное сечение ламинированной пленки, полученной с использованием модифицированных цилиндров 80', 82'. Поперечное сечение на фиг. 12 выполнено в поперечном направлении пленки через клапан 24 и показывает две части граничной области, одна на любой стороне клапана. Это составляет противоположность фиг. 5, на которой поперечное сечение выполнено в продольном направлении пленки только через одну часть граничной области.
На данном чертеже внутренняя и наружная структуры 50, 52 показаны соединенными вместе с использованием единственного отслаивающегося адгезива 60. В граничных областях 106, 108, которые согласованы с участками 102, 104 поверхностной обработки цилиндров 80', 82', более низкое усилие соединения получается между адгезивом и структурами и/или в адгезиве. Это показано схематически с использованием штриховки точками. В оставшихся зонах 110 получается более высокое усилие соединения, что показано схематически с использованием штриховки секущими линиями. В настоящем варианте участки 102, 104 поверхностной обработки охватывают по существу всю граничную область между внутренней и наружной линиями 54, 56 надреза. Это делает более легким отделение наружной структуры 52 от внутренней структуры 50 в граничной области, хотя замедляет расслоение остальной части пленки. Однако цилиндры 80', 82' могут быть установлены так, что только часть граничной области подвергается воздействию более низкого усилия соединения.
Должно быть отмечено, что возможны другие пути модификации цилиндров 80', 82' для снижения давления, прикладываемого для ламинирования внутренней и наружной структур 50, 52, в граничной области. Например, цилиндры могут иметь канавки, формированные смежно с ножами, или участки 102, 104 могут быть покрыты материалом, имеющим более высокую упругость, чем остальная часть цилиндров.
Способ ламинирования внутренней и наружной структур 50, 52 вместе с использованием единственного отслаивающегося адгезива, наносимого как в граничной области, так и в остальной части поверхности ламинирования между двумя структурами, может быть использован независимо от способа, предназначенного для формирования внутренней и наружной линий 54, 56 надреза. Соответственно, данный аспект изобретения не ограничивается использованием цилиндров-штампов, но может быть равно использован, когда линии надреза формуются с помощью либо лазера, либо другим подходящим способом.
Результат с упаковкой определенного типа требуется для получения ушка 46, которое может легко подниматься пользователем для открывания упаковки. Частной проблемой является то, что линии 54, 56 надреза, используемые для формирования клапана, являются очень тонкими, что может сделать трудным для пользователя вводить ноготь пальца под клапан 46, чтобы его поднять. Для решения данной проблемы предпринят ряд подходов сделать клапан 46 восприимчивым к давлению и/или трению, с тем, чтобы подниматься, когда большой или другой палец проходит через него. Они включают в себя:
• увеличение размера ушка;
• придание формы ушку для облегчения поднимания и эффективного направления усилий, прикладываемых к ушку для отслаивания ушка;
• нанесение покрытий или поверхностной отделки на наружную поверхность клапана для увеличения его коэффициента трения, таких как лаки, ухудшающие скольжение, резиновые отделки и текстурированные покрытия.
Альтернативным подходом является выполнение стадий поддерживания клапана с подъемом, так что он может более легко захватываться. Это может быть достигнуто рядом способов, включающих в себя:
• нанесение покрытий или поверхностной отделки на наружную поверхность клапана, чтобы вызвать скручивание ушка, таких как усаживающийся реакционный лак, или использование термообработанного поверхностного слоя;
• размещение чего-либо между внутренней и наружной структурами для подталкивания ушка.
Вышеуказанные технологии могут быть использованы отдельно или в комбинации, но, предпочтительно, они не вызывают подъем ушка, когда пленка 48 находится на барабане, но только когда она сформирована в обертку вокруг продукта.
Хотя настоящее изобретение описано в отношении упаковки 10, показанной на фиг. 1-5 прилагаемых чертежей, должно быть отмечено, что различные варианты изобретения могут быть применимы к любой подходящей упаковке определенного типа.
Приведенные выше варианты не ограничивают объем защиты, представленный формулой изобретения, но в большей степени описывают примеры, как изобретение может быть осуществлено на практике.





Изобретение относится к ламинированным упаковочным материалам и касается упаковки. Упаковочная обертка изготавливается из материала, имеющего внутреннюю ламинируемую структуру и наружную ламинируемую структуру, соединенные вместе. Отслаивающийся клапан определяется в обертке с помощью офсетных линий надреза в ламинируемых структурах, причем структуры соединены вместе в граничной области между линиями надреза с помощью отслаивающегося адгезива. В одном аспекте изобретения линии надреза формуются с использованием пары вращающихся в противоположном направлении цилиндров-штампов, расположенных на противоположных сторонах ламинированной пленки. Каждый цилиндр контактирует с соответствующей ламинируемой структурой и имеет нож для формирования линии надреза в данной структуре. В другом аспекте ламинируемые структуры соединяются вместе с использованием единственного отслаивающегося адгезива как внутри, так и снаружи граничной области. В другом аспекте структуры не соединяются вместе, по меньшей мере, в части граничной области с созданием поднимающегося ушка для клапана. 3 н. и 20 з.п. ф-лы, 12 ил.
1. Способ получения ламинированной упаковочной пленки (48), имеющей повторно закрывающий отверстие элемент (24), содержащий стадии, на которых:
a) адгезивно соединяют наружную ламинируемую структуру (52) с внутренней ламинируемой структурой (50) с образованием ламинированной пленки, причем каждая из наружной и внутренней ламинируемых структур содержит, по меньшей мере, один слой эластичного материала;
b) формируют наружную линию надреза (54) через толщину наружной ламинируемой структуры и внутреннюю линию надреза (56) через толщину внутренней ламинируемой структуры, причем наружная линия надреза очерчивает наружную открывающуюся часть наружной структуры, которая является отделяемой от остальной части наружной структуры вдоль наружной линии надреза, причем внутренняя линия надреза очерчивает внутреннюю открывающуюся часть внутренней структуры, которая скрепляется с наружной открывающейся частью адгезивом и является отделяемой от остальной части внутренней структуры вдоль внутренней линии надреза, причем, по меньшей мере, часть граничной области (34) наружной структуры между наружной и внутренней линиями надреза присоединяется к лежащей ниже поверхности внутренней структуры (50) адгезивом, причем граничная область наружной открывающейся части является отслаиваемой от лежащей ниже поверхности внутренней структуры с тем, чтобы заставить внутреннюю открывающуюся часть также отслоиться назад с созданием отверстия (44) в ламинированной пленке, причем граничная область (34) наружной структуры является повторно присоединяемой к лежащей ниже поверхности внутренней структуры для повторного закрывания отверстия,
отличающийся тем, что стадия формирования наружной и внутренней линий надреза (54, 56) осуществляется с использованием пары вращающихся в противоположном направлении цилиндров-штампов (80, 82, 80', 82'), расположенных на противоположных сторонах ламинированной пленки (48), причем один из цилиндров-штампов (80, 80') расположен для контактирования с наружной ламинируемой структурой (52) и имеет нож (86) для формирования наружной линии надреза (54), причем другой цилиндр-штамп (82, 82') расположен для контактирования с внутренней ламинируемой структурой (50) и имеет нож (88) для формирования внутренней линии надреза (56).
2. Способ по п.1, в котором и стадии ламинирования внутренней и наружной ламинируемых структур (50, 52) вместе, и образования внутренней и наружной линий надреза (56, 54) осуществляют на одном блоке (78) с помощью вращающихся в противоположном направлении цилиндров-штампов (80, 82, 80', 82').
3. Способ по п.2, в котором вращающиеся в противоположном направлении цилиндры-штампы (80, 82, 80', 82') выполнены с возможностью спрессовывания вместе наружной и внутренней ламинируемых структур (52, 50) как часть стадии адгезивного соединения структур перед контактированием ножей (86, 88) с наружной и внутренней структурами, соответственно для формирования наружной и внутренней линий надреза (54, 56).
4. Способ по любому из пп.1-3, в котором стадия адгезивного соединения наружной и внутренней ламинируемых структур (50, 52) содержит стадии, на которых:
a) наносят постоянный ламинирующий адгезив (58) на одну поверхность (72), по меньшей мере, одной из структур (52), за исключением граничной области (34) поверхности, которая лежит между наружной и внутренней линиями надреза (56, 54);
b) наносят отслаивающийся адгезив (60) на, по меньшей мере, часть граничной области (34) указанной одной поверхности (72) указанной, по меньшей мере, одной из структур (52); и
c) приводят указанную одну поверхность (72) в контакт с противоположной поверхностью (84) указанной другой из структур (50) для образования соединения.
5. Способ по любому из пп.1-3, в котором стадия адгезивного соединения наружной и внутренней ламинируемых структур (52, 50) содержит стадии, на которых:
a. наносят отслаивающийся адгезив (60) на, по меньшей мере, часть граничной области (34) одной поверхности (74), по меньшей мере, одной из структур (52), причем граничная область лежит между наружной и внутренней линиями надреза (54, 56), и на остальную часть указанной поверхности (72) снаружи граничной области (34); и
b) приводят указанную одну поверхность (72) в контакт с противоположной поверхностью (84) указанной другой из структур (50) с образованием соединения.
6. Способ по п.5, в котором адгезив не наносится на, по меньшей мере, часть граничной области (34) указанной одной поверхности (72).
7. Способ по п.5, в котором стадия адгезивного соединения структур (50, 52) содержит пропускание структур между парой валков (80', 82') для спрессовывания структур вместе, причем валки сконструированы так, что к структурам в граничной области (34), которая лежит между наружной и внутренней линиями надреза (54, 56), прикладывается более низкое давление, чем к остальной части структур.
8. Способ по любому из пп.2, 3, 7, в котором вращающиеся в противоположном направлении цилиндры-штампы (80', 82') представляют собой пару валков.
9. Способ по п.4, в котором отслаивающимся адгезивом (60) является адгезив холодного отверждения.
10. Способ по п.4, в котором отслаивающимся адгезивом (60) является чувствительный к давлению адгезив.
11. Способ получения ламинированной упаковочной пленки (48), имеющей повторно закрывающий отверстие элемент (24), содержащий этапы, на которых:
a) адгезивно соединяют наружную ламинируемую структуру (52) с внутренней ламинируемой структурой (50) для образования ламинированной пленки, причем каждая из наружной и внутренней ламинируемых структур содержит, по меньшей мере, один слой эластичного материала;
b) формируют наружную линию надреза (54) через толщину наружной ламинируемой структуры и внутреннюю линию надреза (56) через толщину внутренней ламинируемой структуры, причем наружная линия надреза очерчивает наружную открывающуюся часть наружной структуры, которая является отделяемой от остальной части наружной структуры вдоль наружной линии надреза, причем внутренняя линия надреза очерчивает внутреннюю открывающуюся часть внутренней структуры, которая скрепляется с наружной открывающейся частью адгезивом и является отделяемой от остальной части внутренней структуры вдоль внутренней линии надреза, причем, по меньшей мере, часть граничной области (34, 106, 108) наружной структуры между наружной и внутренней линиями надреза присоединяется к лежащей ниже поверхности внутренней структуры адгезивом (60), причем граничная область наружной открывающейся части является отслаиваемой от лежащей ниже поверхности внутренней структуры (50) с тем, чтобы заставить внутреннюю открывающуюся часть также отслоиться назад с созданием отверстия в ламинированной пленке, причем граничная область наружной структуры повторно присоединяется к лежащей ниже поверхности внутренней структуры для повторного закрывания отверстия,
причем стадия адгезивного соединения наружной и внутренней ламинируемых структур (52, 50) содержит нанесение отслаивающегося адгезива (60) на, по меньшей мере, часть граничной области (34; 106, 108) одной поверхности (72, 84), по меньшей мере, одной из структур, причем граничная область лежит между наружной и внутренней линиями надреза (54, 56), и на оставшуюся часть указанной поверхности снаружи граничной области и приведение указанной одной поверхности (72, 84) в контакт с противоположной поверхностью (72, 84) указанной другой из структур для образования соединения, отличающийся тем, что дополнительно содержит стадию получения меньшего усилия соединения, удерживающего внутреннюю и наружную ламинируемые структуры вместе в граничной области, чем в остальной части ламината.
12. Способ по п.11, в котором адгезив (60) не наносится на, по меньшей мере, часть граничной области (34; 106, 108) указанной одной поверхности.
13. Способ по п.11 или 12, в котором стадия адгезивного соединения структур (50, 52) содержит пропускание структур между парой валков (80', 82') для спрессовывания структур вместе, причем валки выполнены так, что к структурам в граничной области (106, 108), которая лежит между наружной и внутренней линиями надреза, прикладывается более низкое давление, чем к остальной части структур.
14. Способ по любому из пп.11 или 12, в котором отслаивающимся адгезивом (60) является адгезив холодного отверждения.
15. Способ по любому из пп.11 или 12, в котором отслаивающимся адгезивом (60) является чувствительный к давлению адгезив.
16. Способ по любому из пп.11 или 12, в котором способ дополнительно содержит нанесение печати на самую внутреннюю поверхность (72) наружной ламинируемой структуры (52).
17. Способ по любому из пп.11 или 12, в котором адгезив не наносится на часть граничной области (34) между внутренней и наружной линиями надреза (56, 54), так что часть граничной области наружной структуры является не соединенной с лежащей ниже внутренней структурой для образования ушка (46) для открывания.
18. Способ по п.17, в котором покрытие или поверхностная обработка наносится на наружную поверхность ушка (46) для увеличения его коэффициента трения.
19. Способ по п.17, в котором покрытие или поверхностная обработка наносится на наружную поверхность ушка (46), чтобы вызвать скручивание или подъем ушка от внутренней структуры (50).
20. Способ по п.17, в котором способ содержит стадии, на которых вводят или получают элемент между ушком (46) и внутренней структурой (50), который вызывает подъем ушка от внутренней структуры.
21. Упаковка (10), содержащая обертку (14) из ламинированного эластичного материала, имеющую повторно закрывающий отверстие элемент (24), причем обертка содержит:
a) наружную ламинируемую структуру (52), соединенную с помощью адгезива (60) с внутренней ламинируемой структурой (50), причем каждая из наружной и внутренней ламинируемых структур (52, 50) содержит, по меньшей мере, один слой эластичного материала;
b) наружную линию надреза (54) через толщину наружной ламинируемой структуры и внутреннюю линию надреза (56) через толщину внутренней ламинируемой структуры, причем наружная линия надреза очерчивает наружную открывающуюся часть наружной структуры, которая является отделяемой от остальной части наружной структуры вдоль наружной линии надреза, причем внутренняя линия надреза очерчивает внутреннюю открывающуюся часть внутренней структуры, которая скрепляется с наружной открывающейся частью адгезивом и является отделяемой от остальной части внутренней структуры вдоль внутренней линии надреза, причем, по меньшей мере, часть граничной области (34; 106, 108) наружной структуры между наружной и внутренней линиями надреза присоединяется к лежащей ниже поверхности внутренней структуры адгезивом, причем граничная область наружной открывающейся части является отслаиваемой от лежащей ниже поверхности внутренней структуры с тем, чтобы заставить внутреннюю открывающуюся часть также отслоиться назад с созданием отверстия (44) в ламинированной пленке, причем граничная область наружной структуры является повторно присоединяемой к лежащей ниже поверхности внутренней структуры для повторного закрывания отверстия,
причем внутренняя и наружная ламинируемые структуры соединены вместе с использованием единственного отслаивающегося адгезива (60), отличающаяся тем, что имеется меньшее усилие соединения, удерживающего внутреннюю и наружную ламинируемые структуры вместе в граничной области, чем в остальной части ламината.
22. Упаковка по п.21, в которой отслаивающимся адгезивом (60) является адгезив холодного отверждения.
23. Упаковка по п.21, в которой отслаивающимся адгезивом (60) является чувствительный к давлению адгезив.
| US 2005276525 A1, 15.12 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Аппарат с псевдоожиженным слоем твердых частиц | 1980 |
|
SU900083A1 |
| WO 2009111153 A1, 11.09.2009 | |||
| US 20090061126 A1, 05.03.2009; | |||
| СПОСОБ И СИСТЕМА ДЛЯ ПРОИЗВОДСТВА УПАКОВОЧНОГО ЛАМИНАТА В ФОРМЕ ТОНКОГО ЛИСТА | 2003 |
|
RU2316427C2 |
| Способ получения слоистого материала | 1985 |
|
SU1247307A1 |

