Родственные заявки
Эта заявка испрашивает приоритет по заявкам на патенты США с временными серийными номерами 61/394,328, поданной 18 октября 2010 г., и 61/441,276, поданной 9 февраля 2011 г.
Введение
Традиционное представление микроканальной технологии заключается в том, что оптимальная теплопередача в микроканальном теплообменнике может быть достигнута только за счет диффузионной сварки и/или пайки. Эти способы основаны на формировании сплошных поверхностей контакта металлов между слоями. Сплошная поверхность контакта устраняет сопротивление термического контакта между слоями и считается необходимой для переноса высоких уровней тепла от экзотермической реакции к камерам для отвода тепла или для добавления тепла при эндотермической реакции.
Пайка требует добавления промежуточного слоя материала, который плавится при температуре ниже температуры плавления материалов конструкции. При диффузионной пайке или в процессе пайки промежуточный слой становится жидким. Жидкий промежуточный слой течет, заполняя зазоры или полости и соединяя, таким образом, материалы. При течении промежуточного слоя также происходит его диффузия, в результате чего материалы промежуточного слоя могут диффундировать в основной материал, а материал из основного слоя может диффундировать в промежуточный слой. По мере развития диффузии изменяется местный состав материала промежуточного слоя. Далее после начала снижения температуры по достижении максимальной температуры жидкий промежуточный слой затвердевает и заполняет свободный объем между двумя основными слоями. Отверждение может определяться температурой или составом. В последнем случае осуществляется добавление депрессанта температуры плавления, такого как фосфор или бор, чтобы обеспечить плавление промежуточного слоя при более низкой температуре по отношению к основному материалу. В аналогичном примере устройство, изготовленное диффузионной сваркой, также образует плотный термический контакт между теплопередающими слоями.
Краткое изложение сущности изобретения
В одном аспекте изобретение предлагает способ производства слоистого устройства, включающий: предоставление нижнего листа, верхнего листа, и отличающийся тем, что зазор между поверхностью верхнего листа и поверхностью нижнего листа [обратите внимание, что верхний и нижний листы могут входить в состав подузлов]; предоставление теплопроводной оребренной вставки, высота которой по крайней мере на 1% больше (предпочтительно по крайней мере на 2% больше, а в некоторых вариантах осуществления - на 1-10% больше) высоты зазора, расположение оребренной вставки в зазоре; и сжатие листов таким образом, чтобы оребренная вставка деформировалась в соответствии с внутренней формой зазора.
Вставка может иметь или не иметь каталитическое покрытие. В некоторых предпочтительных вариантах осуществления изобретения итоговое устройство имеет неправильную конфигурацию, в которой вставка деформирована неправильным образом, например, не все смятые стенки изогнуты в одном направлении или в чередующихся направлениях. В некоторых вариантах осуществления оребренные пластины преимущественно (больше 50%, предпочтительно больше 80%) изогнуты в одном направлении. Сжатые оребренные пластины не имеют правильной формы, такой как представлена на гофрированном листе.
В некоторых предпочтительных вариантах осуществления поверхность нижнего и/или верхнего листа имеет линии сплавления, выступающие из поверхности; в некоторых предпочтительных вариантах осуществления лист включает одну или более внутренних линий сплавления с непрерывной длиной по крайней мере 50% (предпочтительно по крайней мере 80%) от длины или ширины листа; и по крайней мере одна сторона оребренной вставки располагается по крайней мере частично (предпочтительно полностью) на одной или более линиях сплавления. Предпочтительно направление потока через вставку является перпендикулярным к линиям сплавления. Как ни удивительно, нами было установлено, что хорошая теплопередача была достигнута в случае присутствия этих линий сплавления, даже когда линии сплавления были расположены между реакционной камерой (т.е. камерой с прессовой посадкой и катализатором) и теплообменником. В некоторых вариантах осуществления оребренная вставка приваривается прихваточным швом к верхней или нижней поверхности, в более предпочтительном варианте осуществления оребренная вставка удерживается на месте прессовой посадкой и не соединена с какой-либо из поверхностей сваркой. Предпочтительно оребренная пластина располагается внутри микроканала, и/или смежный теплообменник включает микроканалы.
Помимо всех способов, описанных в настоящем документе, изобретение также включает устройство, изготовленное в соответствии с этими способами. Изобретение также включает эксплуатацию устройства, изготовленного в соответствии со способом, для выполнения одной или более технологических операций. Предпочтительно устройства, указанные в настоящем документе, представляют собой химические реакторы, которые предназначены для выполнения одной или более технологических операций.
В другом аспекте изобретение предлагает слоистое устройство, включающее: устройство, включающее впуск текучей среды, соединенный с рабочей камерой, и выпуск рабочей среды, соединенный с рабочей камерой; отличающееся тем, что рабочая камера включает зазор и теплопроводную оребренную вставку, которая расположена внутри зазора и касается верхней и нижней части зазора; далее отличающееся тем, что оребренная вставка обладает неправильной формой, которая вызвана по крайней мере 1% сжатием оребренной вставки внутри зазора; и теплообменник в термическом контакте с рабочей камерой. В этом устройстве неправильная форма обусловлена сжатием листов по обеим сторонам зазора таким образом, что высота оребренной вставки является деформированной по крайней мере на 1% высоты оребренной пластины (где высота определяется в том же направлении, что и высота стопки), предпочтительно по крайней мере на 2%, в некоторых вариантах осуществления по крайней мере на 5% и в некоторых вариантах осуществления в диапазоне от 1 до 10%.
Это устройство может содержать любой из указанных в настоящем документе признаков. Например, в некоторых предпочтительных вариантах осуществления вставка не имеет каталитического покрытия; в некоторых предпочтительных вариантах осуществления частицы катализатора присутствуют в зазоре. Проводящая оребренная вставка представляет собой оребренную пластину, которая передает тепло от процесса, происходящего внутри секции оребренной пластины, к смежным теплообменным слоям. Оребренная вставка предпочтительно выполнена из материала, обладающего более высокой теплопроводностью, чем материал конструкции теплопередающего слоя. В некоторых предпочтительных вариантах осуществления проводящая оребренная вставка обладает теплопроводностью, которая превышает более чем в 10 раз и более предпочтительно более чем в 100 раз эффективную теплопроводность катализатора, расположенного внутри проводящей оребренной конструкции. Для большинства материалов теплопроводность известна, а если нет, она может быть измерена с применением стандартного метода Американского общества специалистов по испытаниям и материалам.
В дальнейшем аспекте изобретение предлагает способ проведения химической реакции, включающий: помещение по крайней мере одного реагента в рабочую камеру устройства в соответствии с пунктом формулы 2; проведение процесса в рабочей камере и одновременно теплообмен между рабочей камерой и теплообменником.
В другом аспекте изобретение предлагает способ производства слоистого устройства, включающий: предоставление первого подузла или первого листа и второго подузла или второго листа; отличающийся тем, что первый подузел или первый лист включает первую параллельную систему каналов, и отличающийся тем, что второй подузел или второй лист включает вторую параллельную систему каналов, и отличающийся тем, что отсутствует пересечение между каналами в первом подузле или первом листе и втором подузле или втором листе; сварку кромки первого подузла с кромкой второго подузла с образованием комбинированного слоя подузла или сварка кромок первого и второго листов с образованием общего сварного листа; и укладку комбинированного слоя или общего сварного листа с одним или более слоями или листами, и соединение уложенных в стопку листов с образованием слоистого устройства.
Несмотря на отсутствие межканального смешивания для каналов в первом и втором листах, первая и вторая системы параллельных каналов могут иметь общий задний и/или передний приемники. В одном примере этого способа лист (или подузел, включающий ряд листов) разрезается на четыре части, и эти четыре части снова свариваются вместе по кромкам - это довольно парадоксальный процесс, поскольку разрезанный лист сваривается по кромкам предыдущего разреза. Тем не менее, было установлено, что этот процесс значительно снижает коробление и соответственно обеспечивает более высокое качество слоистого изделия. В некоторых расширенных аспектах этого способа первый и второй листы (или подузлы) не являются частями разрезанной общей заготовки, а могут быть изготовлены отдельно. Предпочтительно уложенные в стопку слои имеют одинаковую ширину и длину (в некоторых вариантах осуществления в пределах 5% по длине и ширине; в некоторых вариантах осуществления в пределах 1% по длине и ширине). Разрезы (и повторные соединительные сварные швы) должны быть параллельны длине каналов; при такой ориентации отсутствует риск блокированных или прерывистых каналов.
В некоторых предпочтительных вариантах осуществления коэффициент соотношения ширина/высота и длина/высота для первого подузла составляет больше 2, более предпочтительно больше 10. В некоторых предпочтительных вариантах осуществления коэффициент соотношения ширина/длина или длина/ширина для первого листа или первого подузла составляет 1,5 или больше, более предпочтительно 2 или больше, в некоторых вариантах осуществления 4 или больше. Под высотой подразумевается высота укладки, ширина и длина взаимно перпендикулярны, и длина расположена в направлении течения текучей среды вдоль листа. Предпочтительно первый подузел или первый лист включает по крайней мере 5 первых параллельных каналов (предпочтительно микроканалов); второй подузел или второй лист включает по крайней мере 5 вторых параллельных каналов (предпочтительно микроканалов), и первый и второй подузлы или листы соединены по кромке с образованием одного листа или подузла, в котором первые параллельные каналы параллельны вторым параллельным каналам. Предпочтительно первый и второй подузлы или листы соединены таким образом, что смежные параллельные каналы в первом и втором подузлах расположены в пределах 2 см, более предпочтительно в пределах 1 см в направлении по ширине (длина параллельна общему направлению потока через устройство). Итоговое устройство будет содержать листы со сварными швами, которые соединяют сегменты листов. В некоторых предпочтительных вариантах осуществления, в частности, с коэффициентом соотношения ширина/высота или длина/высота первого листа или первого подузла больше 1, перед сваркой кромок выполняется этап выравнивания одного или более (и предпочтительно всех) подузлов.
Помимо всех способов, описанных в настоящем документе, изобретение также включает изделие, изготовленное в соответствии с этими способами.
Изобретение включает слоистое устройство, включающее: первый слой, имеющий размеры - ширину и длину; отличающийся тем, что первый слой включает первую секцию, включающую первый ряд параллельных каналов, и вторую секцию, включающую второй ряд параллельных каналов, в котором первый и второй ряды каналов являются параллельными; в котором первая и вторая секции соединены вместе сварным соединением и в котором сварное соединение параллельно параллельным каналам; и второй слой, отличающийся тем, что второй слой сварен с первым слоем. В некоторых предпочтительных вариантах осуществления первый слой представляет собой подузел и второй слой представляет собой подузел, и слои соединены сварным швом по периметру слоев.
В дальнейшем аспекте изобретение предлагает метод предварительного изгиба для получения более ровного подузла. Этот способ производства слоистого устройства включает предоставление металлического листа; деформирование металлического листа и соединение сваркой деформированного металлического листа в слоистое устройство.
В предпочтительном варианте осуществления металлический лист деформирован по дуге с кривизной 10 градусов от ровной поверхности, в некоторых вариантах осуществления с кривизной в диапазоне от 10 до 80 градусов от ровной поверхности. Детали предпочтительно предварительно изогнуты от ровного состояния для обеспечения деформации таким образом, что при воздействии на детали напряжений от сварки (в особенности от лазерной сварки), они возвращаются в почти ровное состояние. Дуга кривизны от ровного состояния составляет менее 90 градусов и предпочтительно от 10 до 80 градусов. Более предпочтительный диапазон составляет от 30 до 70 градусов. В некоторых предпочтительных вариантах осуществления металлический лист выполнен из нержавеющей стали.
В другом аспекте изобретение предлагает способ производства слоистого устройства, включающий: предоставление подузла; выравнивание подузла; сварку подузла с листом или вторым подузлом. Предпочтительно подузлы свариваются по периметрам, за исключением участков с вырезами для впускных и выпускных отверстий. В некоторых предпочтительных вариантах осуществления этот способ сочетается с любым из способов, описанных в настоящем документе.
В другом аспекте изобретение предлагает способ проведения процесса в канальном слое, в котором изменяется растяжение на сжатие или наоборот, включающий предоставление устройства, включающего первый канальный слой и второй канальный слой, расположенные непосредственно вплотную к первому каналу; отличающийся тем, что на первом этапе первый канальный слой содержит первую текучую среду при первом давлении, а второй канальный слой содержит вторую текучую среду при втором давлении; отличающийся тем, что первое давление выше второго давления; проведение технологической операции в первом канальном слое на первом этапе; отличающийся тем, что на втором этапе первый канальный слой содержит третью рабочую среду при третьем давлении, а второй канальный слой содержит четвертую рабочую среду при четвертом давлении; проведение технологической операции в первом канальном слое на втором этапе.
При растяжении давление в первом канальном слое выше, чем во втором канальном слое, а при сжатии давление в первом канальном слое меньше, чем во втором канальном слое. В направлении по высоте слой определяется низом и верхом слоя, и растягивающее или сжимающее усилие оказывает воздействие на низ или верх слоя. В некоторых предпочтительных вариантах осуществления первая и третья текучие среды являются одинаковыми, и вторая и четвертая текучие среды являются одинаковыми; например, первая и третья текучие среды могут представлять собой технологический поток Фишера-Тропша («ФТ»), а вторая и четвертая текучие среды - теплоноситель, как правило, воду (или иной теплоноситель), который подвергается частичному кипению. К примерам других процессов можно отнести синтез этиленоксида, пропиленоксида, метанола, аммиака, стирола и гидрирование и гидрообработку. Предпочтительно способ осуществляется в слоистом устройстве с первым каналом, расположенным в первом слое, и вторым каналом, расположенным в прилегающем слое. Наиболее предпочтительно процесс осуществляется в слоистом устройстве, содержащем многочисленные (по крайней мере от 10) чередующиеся слои первого и второго каналов. В некоторых предпочтительных вариантах осуществления первый канал содержит вставку с прессовой посадкой, а в некоторых предпочтительных вариантах осуществления первый канал содержит катализатор, который предпочтительно используется в сочетании с вставкой с прессовой посадкой. Как ни удивительно, нами было обнаружено, что устройство, выполненное без диффузионной сварки или пайки (такое как устройство с прессовой посадкой), может успешно функционировать при этих условиях. Предпочтительно этот способ определяется как наблюдаемый при непрерывной эксплуатации, а не при отключении или запуске. Этот процесс может происходить, например, по мере формирования остатка в технологическом канале и/или потери активности катализатора, и выравнивания условий процесса для компенсации изменений в реакторе.
В дальнейшем аспекте изобретение предлагает устройства, в которых секции устройства соединяет венец (описано ниже). Так изобретение предлагает устройство, включающее первый слоистый узел, содержащий ряд уложенных в стопку листов; отличающееся тем, что первая сторона первого слоистого узла содержит ряд впускных или выпускных отверстий; отличающийся тем, что к первой стороне прикрепляется приемник, выступающий из первой стороны и заключающий ряд впускных и выпускных отверстий. Как правило, приемник выполняется из металла и приваривается к первой стороне первого слоистого узла.
В некоторых предпочтительных вариантах осуществления устройство включает второй слоистый узел, содержащий ряд уложенных в стопку листов; и отличается тем, что первая сторона второго слоистого узла включает второй ряд впускных и выпускных отверстий; и отличается тем, что приемник соединяет первый ряд впускных или выпускных отверстий со вторым рядом впускных или выпускных отверстий.
В другом аспекте слоистое микроканальное устройство, имеющее длину и ширину, отличающееся тем, что площадь поперечного сечения, определяемая как произведение длины листа на ширину листа, превышает 100 см2 (в некоторых вариантах осуществления превышает 500 см2), соединена с верхней пластиной с образованием сварного узла с линейной плотностью лазерного сварного соединения от 0,05 до 20 см/см2 (предпочтительно от 0,1 до 10 см/см2) на секции поверхности листа в пределах микроканального устройства; эта секция включает по крайней мере 50% (предпочтительно по крайней мере 90%, в некоторых вариантах осуществления 100%) сплошной площади основной поверхности (листы имеют две основных поверхности). В большинстве случаев лист образует поверхность подузла в более крупном устройстве. Сварные швы соединяют два или более листов. Сварные швы также могут обеспечивать соединение между двумя смежными каналами внутреннего потока. В этом устройстве «100% сплошной площади» означает всю поверхность (не просто 100% выбранной прямоугольной области); аналогичным образом 50% и 90% означают 50% и 90% всей поверхности. Предпочтительно соотношение длины к ширине листа превышает 2. Помимо этого или в качестве альтернативного варианта указанной линейной плотности устройство изобретения может быть определено как имеющее внутренние сварные швы (т.е. сварные швы на внутренней части листа, а не по периметру), длина которых превышает по крайней мере в 10 раз, предпочтительно по крайней мере в 100 раз длину окружности (периметра) устройства.
В другом аспекте изобретение предлагает слоистый микроканальный узел, включающий первый лист и второй лист; отличающийся тем, что каждый лист имеет длину и ширину, причем площадь поперечного сечения, определяемая как произведение длины листа на ширину листа, превышает 100 см2 (в некоторых вариантах осуществления превышает 500 см2); отличающийся тем, что первый и второй листы являются по существу плоскими (листы могут иметь некоторое коробление, но не являются гофрированными); отличающийся тем, что первый лист содержит систему параллельных микроканалов, причем микроканалы отделены друг от друга перегородкой (микроканалы могут проходить по толщине первого листа частично (напр., вытравленные каналы) или проходить по всей толщине первого листа); отличающийся тем, что первый лист и второй лист являются смежными; и включающий сварные швы, которые проходят по длине перегородок (сварные швы могут быть непрерывными или прерывистыми) и соединяют первый лист со вторым листом.
Фраза «проходят по длине» означает, что сварные швы направлены в том же направлении, что и перегородки и контактируют с перегородками.
В любом из способов, описанных в настоящем документе, узел может быть образован путем соединения двух или более сварных подузлов, причем способ сварки двух или более подузлов для образования узла может представлять тот же способ сварки или другой способ сварки. В некоторых вариантах осуществления сварные подузлы также могут содержать соединения, образованные с применением методик, отличных от сварки.
В дальнейшем аспекте изобретение предлагает способ формирования узла, включающий сварку верхнего листа с нижним листом с образованием ряда каналов, расположенных между верхней поверхностью верхнего листа и нижней поверхностью нижнего листа, отличающийся тем, что для образования швов между каналами в ряде каналов используется сварка. Верхняя и нижняя поверхности представляют собой верхнюю и нижнюю поверхности слоистого узла. Например, нижний лист может содержать вытравленные каналы, а верхний лист может представлять собой ровный лист без травления. Предпочтительно способ соединения листов в узлы включает лазерную сварку для выполнения шва между двумя смежными каналами внутреннего потока. В любом из описанных в настоящем документе вариантов осуществления каналы предпочтительно могут являться микроканалами.
В другом аспекте изобретение предлагает сварной узел-заготовку, который был подвергнут процессу ремонта для устранения утечек или отверстий на первоначальном этапе сварки, отличающийся тем, что процесс ремонта может включать одинаковую методику сварки с первичной сваркой (как правило, лазерную сварку) или может использовать вторичный процесс, такой как газовольфрамовая сварка, импульсный лазер, сварка с холодным переносом металла или иной, для снижения количества мест утечки в сварном узле-заготовке.
В дальнейшем аспекте изобретение предлагает сварной узел-заготовку, который может выдерживать перепад давления более 100 фунт/кв. дюйм изб. при температуре окружающей среды (более предпочтительно более 500 фунт/кв. дюйм изб. при температуре окружающей среды). Сварной узел является слоистым устройством, в котором при эксплуатации потоки текучих сред направлены главным образом перпендикулярно толщине листа. В сварном узле уплотнения для выдерживания перепада давления выполнены без применения диффузионной сварки или пайки.
В другом аспекте изобретение предлагает способ формирования слоистого сварного устройства, включающий: получение сварного узла заготовки, который имеет кривизну больше 1 см при установке на ровный стол; осуществление процесса выравнивания для сварного узла-заготовки с созданием по существу ровной детали с подъемом не более 1 см над поверхностью при установке на ровный стол; и сварку выровненного узла-заготовки с подузлом с образованием слоистого сварного устройства.
В дальнейшем аспекте изобретение предлагает сварной узел-заготовку, содержащий ряд каналов, которые уплотнены сваркой (уплотнение не обусловлено применением полимерных прокладок, пайки, диффузионной сварки или иных традиционных методик), и имеющий интенсивность утечки менее 0,5 фунт/кв. дюйм изб. за 15 минут; либо интенсивность утечки менее 10 см3/мин азота (предпочтительно менее 1 см3/мин азота) при нагнетании азота при 100 фунт/кв. дюйм изб. и температуре окружающей среды.
В дальнейшем аспекте изобретение предлагает устойчивое к давлению слоистое устройство, включающее: стопку листов, которые соединены вместе (предпочтительно сваркой); отличающееся тем, что стопка листов включает ряд каналов, проходящих через стопку, и по крайней мере одно впускное и одно выпускное отверстия, соединенные с рядом каналов; непрерывный несвязанный участок, который представляет собой свободный объем в стопке листов; первую и вторую концевые пластины на противоположных сторонах слоистого устройства; и далее включающее набор элементов жесткости, которые удерживаются (например, сваркой) в плотном контакте с основными наружными поверхностями концевых пластин и непрерывно выступают на всей площади, ограниченной непрерывным несвязанным участком. Жесткость элементов набора обеспечивает сопротивлению изгибу в направлении укладки (т.е. направлении, ортогональном плоскости слоев). Предпочтительно система далее включает технологический поток, включающий водород и/или углеводород, проходящий через ряд каналов.
Изобретение также предлагает ремонт сварных устройств. Устройства могут быть восстановлены посредством удаления одного или более сварных швов. Посредством удаления пластины на одном конце каналов можно блокировать избранные каналы, снижая, таким образом, очаги повреждений или иным образом избегая каналов, содержащих дефекты. В альтернативном варианте устройство можно открыть, удалив сварной шов по периметру, после чего становится возможным удаление или замена подузлов. В некоторых вариантах осуществления подузел может быть удален и восстановлен перед повторной установкой в устройство. После удаления и/или замены подузла можно снова использовать сварку, чтобы закрыть устройство. Для упрощения демонтажа одну или более поверхностей подузла можно покрыть разделительным слоем, таким как покрытие оксида циркония или оксида иттрия, или можно использовать вставку из графойла или керамической бумаги между узлами.
Изобретение также включает способы технического обслуживания реактора посредством раскрытия сварного шва и удаления или замены: катализатора (такого как дисперсный катализатор), оребренной или волнообразной пластины или подузла. После этого возможна повторная сварка системы. Изобретение далее включает устройства, имеющие структуры металла шва, связанные с техническим обслуживанием или ремонтом.
В дальнейшем аспекте изобретение предлагает слоистый химический реактор, включающий: ряд листов в стопке; стопку, имеющую взаимно перпендикулярные размеры - высоту, ширину и длину; отличающийся тем, что высота является размером укладки; для открытого пространства внутри стопки длина является большим из размеров, а ширина - перпендикулярной длине; отличающийся тем, что стопка включает по крайней мере одну поверхность контакта между листами, причем в ходе эксплуатации внутреннее давление создается в открытом пространстве внутри стопки и прилагается к поверхности контакта, причем ширина открытого пространства составляет по крайней мере 0,07 м; и обладающий такой устойчивостью к утечке, что при подаче газообразного N2 через впускное отверстие в свободный объем в указанной поверхности контакта при закрытом выпускном отверстии со скоростью повышения давления 30-50 кПа/мин, повышении давления в свободном объеме до 790 кПа и выдержке при этом давлении в течение 15 минут с последующим возвратом к давлению окружающей среды путем стравливания газообразного N2, и дальнейшей подаче воды с интенсивностью, достаточной для повышения давления через впускное отверстие со скоростью 300-400 кПа/мин, при закрытом выпускном отверстии для повышения давления в свободном объеме до уровня около 3000 кПа и продолжении повышения давления со скоростью примерно 100 кПа/мин до 6000 кПа с дальнейшим снижением давления со скоростью 250-300 кПа до уровня ниже 5300 кПа и продолжением снижения давления до давления окружающей среды, сливом воды и сушкой реактора, и повторной подаче газообразного N2 через впускное отверстие со скоростью повышения давления 30-50 кПа/мин в свободный объем в указанной поверхности контакта при закрытом выпускном отверстии, повышении давления в свободном объеме до 790 кПа и перекрытии впускного отверстия для отсечения поступления газа в свободный объем, уровень утечки устройства составлял не более 100 кПа за последующие 15 минут.
Изобретение включает реакторы, обладающие заявленной устойчивостью к утечке, а не просто реакторы, которые были подвергнуты испытаниям по протоколу. Более предпочтительно реактор обладает устойчивостью к утечке менее 30 кПа за последующие 15 минут, а в некоторых вариантах осуществления - в диапазоне от 1 до 50 кПа. В некоторых предпочтительных вариантах осуществления ширина открытого пространства составляет по крайней мере 0,1 м, в некоторых вариантах осуществления ширина составляет по крайней мере 0,3 м. Реактор может иметь любую форму; и в некоторых вариантах осуществления реактор состоит из стопки прямоугольных листов, тогда как в некоторых других вариантах осуществления реактор состоит из стопки круглых листов.
Предпочтительно реактор имеет концевую пластину, толщина которой составляет не более 3 см, предпочтительно не более 1 см, а в некоторых вариантах осуществления не более 0,5 см. Предпочтительно реактор имеет ширину и длину по крайней мере 0,3 м; в некоторых варианта осуществления - по крайней мере 0,5 м. Изобретение включает любое сочетание признаков, представленных в настоящем описании; например, реактор, имеющий ширину и длину по крайней мере 0,3 м и концевую пластину, толщина которой не превышает 3 см. Поверхность контакта может быть плоской, но необязательно является плоской.
В некоторых вариантах осуществления устройство содержит более 0,1 км внутренних линейных сварных швов, в некоторых вариантах осуществления - более 1 км внутренних линейных сварных швов и экзоскелет. Предпочтительно целостность слоистого химического реактора обеспечивают экзоскелет и сварные швы. Предпочтительно слоистый химический реактор не содержит диффузионную сварку или пайку и не имеет прокладок. Для скрепления слоистого химического реактора не нужны зажимы, и в связи с устойчивостью реактора к утечке (которая не связана с зажимами) отсутствует необходимость в его размещении в защитной оболочке под давлением. В некоторых предпочтительных вариантах осуществления по крайней мере 60% объема (в некоторых вариантах осуществления по крайней мере 80% объема) слоистого химического реактора составляют микроканалы и другие свободные объемы.
В описанном выше испытании на устойчивость к утечке выражение «при закрытом выпускном отверстии» означает, что N2 не имеет иного выхода из свободного объема, за исключением утечки через поверхность контакта между листами. Кроме того, необходимо понимать, что это испытание применяется для одной поверхности раздела или усредненной суммы всех поверхностей раздела, обслуживаемых этим впускным отверстием. Устройство выдерживает испытание, если по крайней мере один жидкостный контур, обладающий указанными параметрами, выдерживает испытание, предпочтительные устройства имеют по крайней мере 2 жидкостных контура, которые выдерживают испытание, более предпочтительно все жидкостные контуры выдерживают испытание (например, если устройство имеет два жидкостных контура, каждый из которых обслуживается одним впускным и одним выпускным отверстиями, испытание выдерживают оба контура). Устройство находится под воздействием давления окружающей среды, за исключением участков устройства, соединенных с указанным впускным отверстием.
Изобретение также включает слоистый химический реактор, имеющий экзоскелет и обладающий одним или более (включая любые сочетания) признаков, описанных в настоящем документе. Непрерывный несвязанный участок в пределах границы внутреннего давления представляет собой минимальное расстояние между заданной точкой соединения между слоями в пределах поверхности контакта под воздействием заданного давления в слоистом устройстве и смежной точкой соединения между этими же слоями. В предпочтительных вариантах осуществления к устройству приваривается экзоскелет, тогда как в других вариантах осуществления экзоскелет закрепляется пайкой, клеем или другими способами.
Экзоскелет более эффективен, чем зажимы. Зажимы могут быть легко удалены (для удаления экзоскелета необходима резка или стачивание). Кроме того, в сварном экзоскелете армирующие элементы могут иметь прямоугольное поперечное сечение, ориентированное более длинной стороной параллельно направлению приложения нагрузки с повышением жесткости для устойчивости к изгибающему напряжению. Это позволяет использовать более тонкие листы обшивки и снижает массу и стоимость материала, необходимого для сопротивления нагрузкам одной величины. Вместо экзоскелета можно было бы использовать зажимы, имеющие толстые пластины с резьбовыми соединениями; однако пластины должны были бы быть достаточно прочными для сопротивления изгибающему напряжению, поскольку резьбовые соединения не были бы нагружены в этом направлении. Резьбовые соединения должны были бы быть достаточно прочными для сопротивления полному растягивающему напряжению, вызванному усилием, созданным под воздействием на пластины давления. Экзоскелет обеспечивает дополнительную поддержку пластин в обоих случаях. Кроме того, зажимы с большей вероятностью были бы подвержены ослаблению и отказу при циклической эксплуатации.
Изобретение также включает способ эксплуатации слоистого химического реактора, включающий: подачу газа во впускное отверстие реактора для повышения давления внутри реактора до первого давления; дополнительно определение утечек и дополнительно устранение утечек; стравливание газа; подачу текучей среды в реактор для повышения давления внутри реактора до второго давления, причем второе давление выше первого давления; удаление текучей среды; подачу газа во впускное отверстие реактора для повышения давления внутри реактора до третьего давления, причем второе давление выше третьего давления; и измерение утечек реактора под действием третьего давления. В некоторых предпочтительных вариантах осуществления текучая среда представляет собой жидкость. Этот способ превосходит методику одноэтапной нагрузки устройства путем нагнетания текучей среды с последующим испытанием на утечки.
В еще одном аспекте изобретение предлагает слоистое устройство, включающее: стопку листов, соединенных сваркой; стопку листов, содержащую основной пакет листов, соединенных сваркой по периметру листов; и соединение для снятия напряжения в стопке листов; отличающееся тем, что соединение для снятия напряжения включает два смежных листа, которые расположены в стопке, но по существу не соединенные друг с другом по периметру двух смежных листов.
В настоящем описании «смежные» означает непосредственно прилегающие без промежуточных листов.
Изобретение включает любой способ использования любого описанного в настоящем документе устройства; например, химический процесс с использованием любого описанного здесь устройства. Аналогичным образом изобретение включает любое устройство для реализации любого из способов, описанных в настоящей заявке. Изобретение далее включает любое сочетание способов и/или конструкций, упомянутых в настоящем документе. Листы и вставки (в случае наличия) предпочтительно полностью выполнены из металла. В конечных устройствах металл может быть покрыт защитными покрытиями и/или каталитическими покрытиями, такими как слой пористого оксида металла с нанесением катализатора на оксид металла.
Изобретение имеет целью включение в различных альтернативных вариантах любых общих представлений и характерных признаков, которые описаны в настоящем документе и могут быть определены специалистами в данной области техники. Например, устройство изобретения может иметь любое сочетание признаков, описанных в настоящем изобретении.
Изобретение не ограничивается исключительно вариантами, изложенными выше, и включает любые способы, системы и устройства, описанные в настоящем документе. Изобретение включает все признаки или сочетания признаков, указанные в настоящем документе. Изобретение также включает способы химической обработки (включая, например, теплопередачу, химические реакции, реакцию синтеза Фишера-Тропша (ФТ)) и, например, включает одно или более (включая любые комбинации) условий, преобразований и т.д., которые упомянуты в настоящем документе. Для случаев описания процесса со ссылками на графики или таблицы изобретение включает процессы, которые имеют значения в пределах +/-20%, более предпочтительно около 10%, еще более предпочтительно около 5% и в некоторых вариантах осуществления в пределах около 1% параметров условий, диапазонов и/или значений, указанных в настоящем документе. Например, изобретение включает способ синтеза ФТ, осуществляемый со временем контакта в диапазоне от около 90 до около 278 мс, конверсией СО от около 58 до около 73% и избирательностью к метану от около 8 до около 34% (термин «около» должен включать значения в пределах +/-20%); изобретение включает способы, которые далее определяются конструкциями устройств; изобретение может быть в альтернативном варианте определено как система, которая включает как признаки устройств, так и составы текучих сред и/или условия - например, система может представлять собой устройство, содержащее газообразный водород и оксид водорода при температуре около 180°C.
Глоссарий
«Узел» - это две или более пластины, соединенные вместе с образованием слоистой структуры. Узел, как правило, состоит из ряда «подузлов» и может представлять собой функционирующее устройство или заготовку для устройства. «Подузел» - это «узел», который является (или предназначен в качестве) составляющей более крупного слоистого узла. В некоторых предпочтительных вариантах осуществления узел является полностью герметичным, за исключением впускных и выпускных отверстий. Не требуется, чтобы узел был полностью функционирующим устройством; например, он может являться заготовкой или промежуточным продуктом для полностью функционирующего устройства. Например, в некоторых случаях требуется вторичный этап обрезки, чтобы открыть впускной и выпускной каналы потока. В некоторых вариантах осуществления узел выполняется из пластин, имеющих размеры ширину и длину конечного устройства; в некоторых вариантах осуществления узлы могут быть разрезаны на несколько подузлов или в альтернативном варианте соединены с образованием более крупного узла. В некоторых предпочтительных вариантах осуществления узел (или подузел) имеет толщину 1 см или менее; в некоторых предпочтительных вариантах осуществления толщина находится в диапазоне от 0,1 до 1,0 см; в некоторых вариантах осуществления толщина находится в диапазоне от 0,2 до 0,4 см. Предпочтительно, чтобы пластины в составе узла были по существу ровными и чтобы узел имел ровную верхнюю и нижнюю поверхности.
В настоящем описании термины «пластина», «лист», «слои» и «прокладка» используются взаимозаменяемо. Пластины имеют толщину 1 см или меньше; предпочтительно 0,5 см или меньше; более предпочтительно 0,3 см или меньше; и, как правило, имеют толщину по крайней мере 0,02 см.
«Экзоскелет» - это набор элементов жесткости, которые удерживаются (например, сваркой) в плотном контакте с основными наружными поверхностями концевых пластин слоистого химического реактора и непрерывно выступают по длине концевой пластины, которая расположена между границей внутреннего давления и границей внешнего давления набора элементов жесткости. Жесткость элементов набора обеспечивает сопротивлению изгибу в направлении укладки (т.е. направлении, ортогональном плоскости слоев). Экзоскелет не является зажимом и не требует применения винтов или болтов.
«Зазор» - это наименьший размер микроканала. Как правило, в слоистом устройстве зазор располагается в направлении укладки (т.е. высоты). При использовании термина «зазор» в предпочтительных вариантах осуществления он выступает в качестве замены высоты микроканала.
«Микроканал» - это канал, имеющий по крайней мере один внутренний размер (от стенки до стенки без учета катализатора) 10 мм или меньше, предпочтительно 2 мм или меньше и больше 1 мкм (предпочтительно больше 10 мкм) и в некоторых вариантах осуществления от 50 до 1500 мкм, при этом от 500 до 1500 микрон особенно предпочтительны при использовании дисперсной формы катализатора; предпочтительно микроканал сохраняет эти размеры по длине по крайней мере 1 см, предпочтительно по крайней мере 20 см. В некоторых вариантах осуществления в диапазоне по длине от 5 до 100 см, и в некоторых вариантах осуществления - в диапазоне от 10 до 60 см. Микроканалы также определяются присутствием по крайней мере одного впускного отверстия, которое не совпадает по крайней мере с одним выпускным отверстием. Микроканалы не просто представляют собой каналы через цеолиты или мезопористые материалы. Длина микроканала соответствует направлению потока через микроканал. Высота и ширина микроканала по существу перпендикулярны направлению потока через канал. В случае слоистого устройства, в котором микроканал имеет две основных поверхности (например, поверхности, образованные уложенными и соединенными листами), высота представляет собой расстояние от основной поверхности до основной поверхности, а ширина перпендикулярна высоте. В некоторых предпочтительных вариантах осуществления настоящего изобретения микроканалы являются прямолинейными или по существу прямолинейными - это означает, что через микроканал можно беспрепятственно провести прямую линию («беспрепятственно» означает до подачи твердых катализаторов, сорбентов или иных дисперсных твердых материалов). Как правило, устройства содержат ряд микроканалов, которые имеют общий задний приемник и общий передний приемник. Хотя некоторые устройства имеют один задний приемник и один передний приемник, микроканальное устройство может иметь несколько задних приемников и несколько передних приемников. Микроканалы также определяются наличием по крайней мере одного впускного отверстия, которое не совпадает по крайней мере с одним выпускным отверстием - микроканалы не просто представляют собой каналы через цеолиты или мезопористые материалы. Высота и/или ширина микроканала реакции составляет предпочтительно 2 мм или меньше и более предпочтительно 1 мм или меньше. Стенки микроканала определяются стенками канала реакции. Эти стенки предпочтительно выполнены из твердого материала, такого как нержавеющая сталь или жаропрочный сплав на основе Ni, Со или Fe, такой как FeCrAlY. Технологические слои могут быть выполнены из материала, отличного от материала теплообменных каналов, а в одном предпочтительном варианте осуществления технологический слой выполнен из меди, алюминия или другого материала с теплопроводностью выше 30 Вт/(м·К). Выбор материала для стенок канала реакции может зависеть от реакции, для которой предназначен реактор. В некоторых вариантах осуществления стенки реакционной камеры выполнены из нержавеющей стали или инконеля, которые являются прочными и обладают хорошей теплопроводностью. Как правило, стенки канала реакции выполнены из материала, который обеспечивает первичную конструкционную опору для микроканального устройства. Микроканальное устройство может быть выполнено с применением известных способов и в некоторых предпочтительных вариантах осуществления выполнено из слоистых чередующихся пластин (также известных как «прокладки») и предпочтительно прокладки, предназначенные для каналов реакции, чередуются с прокладками, предназначенными для теплообмена. Некоторые микроканальные устройства включают по крайней мере 10 слоев (или по крайней мере 100 слоев), составляющие слоистую конструкцию, в которой каждый из этих слоев содержит по крайней мере 10 каналов (или по крайней мере 100 каналов); устройство может содержать другие слои с меньшим количеством каналов.
В некоторых устройствах технологические каналы содержат частицы катализатора. Предпочтительно частицы имеют размер (наибольший) 5 мм или меньше, в некоторых вариантах осуществления - 2 мм или меньше. Размер частиц может быть измерен с применением сит, микроскопии или иных соответствующих методик. Для относительно крупных частиц используется просеивание через сито. Дисперсные материалы, включенные в технологические каналы, могут представлять собой катализатор, адсорбент или инертный материал.
Теплоносители могут протекать по теплообменным каналам (предпочтительно микроканалам), смежным с технологическими каналами (предпочтительно микроканалами реакции), и могут представлять собой газы или жидкости, в том числе пар, жидкие металлы или любые другие известные теплоносители - система может быть оптимизирована для изменения фазы в теплообменнике. В некоторых предпочтительных вариантах осуществления ряд теплообменных слоев чередуется с рядом микроканалов реакции. Например, по крайней мере 10 теплообменников чередуются по крайней мере с 10 микроканалами реакции, и предпочтительно 10 слоев систем теплообменных микроканалов имеют поверхность контакта по крайней мере с 10 слоями микроканалов реакции. В некоторых предпочтительных вариантах осуществления при наличии «n» слоев технологических микроканалов присутствует «n+1» теплообменных слоев, причем теплообменные слои контактируют со всеми технологическими слоями. Каждый из этих слоев может содержать простые прямолинейные каналы или каналы внутри слоя могут иметь более сложную геометрию. Изобретение включает системы, которые включают как устройство, так и текучую среду, присутствующую в устройстве. При «диффузионной сварке» процесс нагрева используется для соединения деталей, в которых происходит диффузия элементов от одной детали к другой, обусловливая получение соединенного изделия за счет диффузии элементов на участке поверхности контакта (или рядом с участком, представляющим поверхность контакта до диффузионной сварки).
При пайке используется промежуточный слой, располагаемый в промежутках между деталями, промежуточный слой имеет более низкую температуру плавления, чем детали.
При сварке используется нагрев для соединения или герметизации деталей. В отличие от пайки, для сварки не требуется более легкоплавкий материал, хотя признано, что для сварного шва может быть использована проволока из того же материала или аналогичного материала, который может обладать немного сниженной температурой плавления, однако соединение также обозначается как сварное соединение при выполнении герметизации по периметру слоистого устройства с некоторой глубиной проникновения сварного шва на периферии, а не по всему объему изделия. «Сварной шов» в готовой детали может быть определен квалифицированным рабочим - например, металлург может определить шов с применением микроскопического исследования или других методик, известных в данной области техники.
«Соединение» включает сварку, диффузионную сварку, склеивание и пайку. Соединение - это любой процесс, который связывает вместе две или более деталей.
«Узел-заготовка» состоит из ряда листов, которые соединены друг с другом с образованием целостной слоистой стопки. Термином «узел-заготовка» иногда обозначается панель, и он может состоять из верхнего и нижнего листов, определяющих путь потока, и, как правило, содержит ряд листов в стопке, определяющих многочисленные пути потоков.
Изобретение также включает способы выполнения технологических операций внутри устройства, описанного в настоящем документе. «Технологическая операция» означает химическую реакцию, испарение, сжатие, химическое разделение, дистилляцию, конденсацию, смешивание, нагрев или охлаждение. «Технологическая операция» не означает только перенос текучей среды, хотя технологические операции зачастую сопровождаются переносом. В некоторых предпочтительных вариантах осуществления технологическая операция не представляет собой исключительно смешивание.
Микроканальные реакторы характеризуются наличием по крайней мере одного канала реакции, имеющего по крайней мере один размер (от стенки до стенки без учета катализатора) 1,0 см или меньше, предпочтительно 2 мм или меньше (в некоторых вариантах осуществления около 1 мм или меньше) и больше 100 нм (предпочтительно больше 1 мкм) и в некоторых вариантах осуществления от 50 до 500 мкм. Канал, содержащий катализатор, является каналом реакции. В общем, канал реакции - это канал, в котором происходит реакция. Длина канала реакции, как правило, выше. Предпочтительно длина канала реакции составляет больше 1 см, в некоторых вариантах осуществления - больше 50 см, в некоторых вариантах осуществления - больше 20 см и в некоторых вариантах осуществления находится в диапазоне от 1 до 100 см.
«Прессовая посадка» описывает способ расположения оребренной пластины (предпочтительно медной волнообразной пластины) в пространстве внутри устройства. Оребренная пластина с прессовой посадкой удерживается на месте за счет сжатия или плотной посадки в свободном объеме внутри устройства или подузла. Хотя возможно выполнение небольшого количества прихваточных сварных швов, оребренная пластина с прессовой посадкой не подвергается пайке или сварке во всех точках контакта в положении установки. Предпочтительно оребренная пластина с прессовой посадкой удерживается на месте без применения связующего или любого иного способа химического связывания.
Открытое пространство обозначает пространство внутри реактора, в котором отсутствуют соединенные внутренние опоры, сопротивляющиеся растяжению. Открытое пространство может содержать ребра или другие конструкции, которые представляют опоры, работающие на сжатие, но эти конструкции не закреплены по обеим сторонам поверхности контакта и в связи с этим не обеспечивают сопротивление растяжению. «Открытое пространство» может представлять собой часть более крупного пространства, однако в предпочтительных вариантах осуществления слоистое устройство сваривается или соединяется иным образом только на периферии.
Свободный объем - это пространство внутри устройства, которое открыто для доступа газообразного N2, поступающего в одно или более впускных отверстий устройства. Величина свободного объема может быть измерена путем откачивания газов из пространства в течение по крайней мере 10 секунд и подачи газа N2 в пространство с измерением объема газа N2, заполняющего пространство.
Внутренний линейный шов - сварные швы, которые соединяют вместе два или более слоев в пределах периметра устройства с наружной сваркой по периметру.
В соответствии со стандартной патентной терминологией «содержащий» означает «включающий», и ни один из этих терминов не исключает наличия дополнительных или множественных составляющих. Например, когда устройство содержит слой, лист и т.д., следует понимать, что устройство изобретения может включать ряд слоев, листов и т.д. В альтернативных вариантах осуществления термин «содержащий» может быть заменен на более строгие словосочетания «включающий по существу» или «состоящий из».
Краткое описание чертежей
Фигура 1 иллюстрирует некоторые элементы, из которых возможна сборка технологического слоя.
Фигура 2 демонстрирует укладку составляющих с образованием подузлов и уложенных в стопку подузлов. Каждый проиллюстрированный технологический слой содержит 3 оребренных вставки.
Фигура 3 демонстрирует слоистую стопку при сжатии и вид угла устройства.
Фиг.4А иллюстрирует две пластины, образующие соединение для снятия напряжения.
Фиг.4В иллюстрирует узлы расширительных соединений, приваренные к верхней и нижней части камеры реактора.
Фигура 5 иллюстрирует «венцы», устанавливаемые на наружную часть слоистого устройства.
Фигура 6 демонстрирует выравнивание поверхности теплоносителя с узлами каналов теплоносителя и фасками концевой пластины.
Фигура 7 представляет собой фотографию, иллюстрирующую угловой сварной шов, добавленный (иллюстрация справа) с целью создания более равномерной платформы для узла удерживания катализатора. Неправильная форма оребренной пластины, показанной в правой части фиг.7, обусловлена сжатием.
Фигура 8 демонстрирует технологические коллекторы для реактора изобретения. На фигуре показаны коллекторы (вверху и внизу) и камера слоистого реактора (по центру).
Фигура 9 демонстрирует коллекторы теплоносителя для устройства изобретения.
Фигура 10 демонстрирует переход к частичному кипению и устойчивой производительности для цельносварного реактора.
Фигура 11 демонстрирует график теплового убегания в цельносварном реакторе изобретения при времени контакта 70 мс.
Фиг.12 иллюстрирует предварительный изгиб, выполненный параллельно каналам теплоносителя для снижения кривизны.
Фиг.13 представляет снимок в разрезе оребренной пластины с прессовой посадкой, смежной с гребнями, образованными в процессе лазерной сварки. Оребренная пластина контактирует с гребнями, и между оребренной пластиной и теплопередающей стенкой наблюдается мелкая открытая трещина.
Фиг.14 демонстрирует линии сплавления лазерных швов, которые соединяют верхнюю часть ребер между параллельными и смежными каналами теплоносителя, сформированными в нижней пластине.
Фигура 15 демонстрирует камеру слоистого реактора (слева) и реактор с внешними опорами (экзоскелет).
Фиг.16 иллюстрирует узел, образованный из 4 подузлов, которые были соединены точечной сваркой.
Фигура 17 иллюстрирует устройство из примера 8, включающее наружные опоры. Размеры камеры устройства составляли примерно 0,6×0,6×0,08 м.
Фигура 18 демонстрирует график цикла давления, используемого для гидростатических испытаний технологического контура устройства из примера 8.
Фигура 19 демонстрирует график цикла давления, используемого для гидростатических испытаний контура теплоносителя устройства из примера 8.
Фигура 20 демонстрирует график температуры катализатора вдоль центральной линии слоя основания. Высота оребренной пластины составляет 0,563 см (0,225″).
Фигура 21: пример 10: температура катализатора вдоль центральной линии уплотненного слоя. Высота оребренной пластины 0,5″.
Фигура 22: пример 10: температура катализатора вдоль центральной линии уплотненного слоя. Высота оребренной пластины 2,5 см (1,0″).
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Описанное изобретение предлагает способы производства устройств и устройства, которые могут быть изготовлены в соответствии с этими способами. Изобретение далее включает способы выполнения технологических операций в устройствах. Технологические операции могут включать химические реакции, изменение фазы, смешивание, теплопередачу и разделение. Устройства могут быть микроканальными, или могут использоваться устройства с более крупными характеристическими размерами. Характеристический размер микроканала определяется как 10 мм или меньше в диапазоне от 0,001 мм до 10 мм, в предпочтительном диапазоне от 0,01 мм до 2 мм и в некоторых вариантах осуществления от 0,1 до 2 мм.
В некоторых вариантах осуществления способ включает первый этап формирования подузла из по крайней мере двух листов - нижнего листа и верхнего листа (нижний лист может содержать вытравленные каналы); в альтернативном варианте между верхним и нижним листами может быть расположен лист со сквозными каналами. В некоторых вариантах осуществления подузел может быть выполнен из трех или более листов. Возможны небольшие утечки, но текучая среда, циркулирующая через первый узел, по существу остается внутри первого подузла. На втором этапе первый подузел укладывается смежно с технологическим слоем, и подузел и технологический слой соединяются с прессовой посадкой, обеспечивающей термический контакт, с образованием узла, который включает по крайней мере два или более канала текучей среды.
Один способ соединения подузла предлагает создание короткой стопки слоев, которая включает два или более слоя для создания каналов текучей среды. В альтернативных вариантах осуществления более двух слоев могут быть соединены для создания системы параллельных каналов текучей среды или подузла, который обеспечивает каналы текучей среды для двух или более текучих сред.
В качестве примера одного варианта осуществления для формирования первого узла прокладка или слой, содержащий предварительно сформированные каналы (каналы могут быть выполнены травлением), соединяется с верхней пластиной. Кромки подузла являются по существу герметически уплотненными вдоль кромок для предотвращения утечки текучей среды через боковые края и поддержания непрерывности проходного сечения таким образом, что более 95% и предпочтительно 99%, и более предпочтительно 99,9% текучей среды, которая поступает из первого впускного отверстия, покидает подузел через первое выпускное отверстие, а не вытекает через боковые края или по другим путям, не предусмотренным для направления потока. В альтернативных вариантах осуществления возможно более одного впускного и/или выпускного отверстия, что определяется слоистой геометрией изделия.
Слоистые изделия предпочтительно также уплотнены вдоль верхней или нижней поверхности подузла по длине коридоров непрерывного металла или материала; в некоторых предпочтительных вариантах осуществления по крайней мере 50% коридоров имеют непрерывные уплотнения в направлении длины на по крайней мере верхней и/или нижней поверхности; как правило, уплотнения расположены вдоль стенок каналов, которые разделяют каналы. Соединение может осуществляться только на участках, где при укладке подузла осуществляется контакт металла между слоями. Должно быть понятно, что участки, содержащие канал потока или свободный объем для циркуляции текучих сред после изготовления устройства, не должны быть закрыты. Уплотнение образуется за счет контакта двух материалов. Также должно быть понятно, что соединение подузла вдоль одной или более поверхностей подузла может быть непрерывным вдоль пути потока или прерывистым в соответствии с эксплуатационными требованиями к конструкции устройства. Текучая среда может вытекать или подаваться из одного параллельного канала к следующему внутри первого подузла при испытаниях функциональности устройства или при выполнении проверок контроля качества перед эксплуатацией. Этот малый объем поперечного потока составляет меньше 20% потока на канал и более предпочтительно менее 10%, и еще более предпочтительно 25 или меньше; эти проценты могут быть основаны на средних показателях поперечного потока через все каналы или поперечном потоке из любого избранного канала.
Соединение подузла включает по крайней мере два слоя, но может включать три или более слоя. В одном варианте осуществления в подузел соединены двадцать или более слоев. Способы соединения первого подузла включают, но не ограничиваются, лазерную сварку, контактную сварку сопротивлением, ротационную сварку трением, ультразвуковую сварку, диффузионную сварку, пайку, диффузионную пайку или пайку с прозрачной жидкой фазой, клеевое соединение, реактивное соединение, механическое соединение и т.п. Применение лазерной сварки является предпочтительным вариантом осуществления при использовании лазерной сварки определенного типа (включая волоконные лазеры и волоконные иттербиевые лазеры, в частности, в связи с их низкой потребляемой мощностью, которая ограничивает уровень деформаций металла после соединения).
Способ соединения поверхности подузла может быть аналогичным или отличным от способа уплотнения кромок подузла. В одном варианте осуществления для уплотнения вдоль периметра используется волоконный лазер, а в другом варианте осуществления используется импульсный лазер. Также для уплотнения периметра (за исключением участков входа или выхода из слоя каналов потока) могут быть использованы другие способы сварки или соединения.
Соединенный или уплотненный подузел предпочтительно подвергается проверке качества (контролю качества) перед укладкой в узел. Оценка может быть выполнена для каждого подузла, контролю качества может быть подвергнута статистическая выборка подузлов, либо оценка качества может быть выполнена для случайной выборки подузлов. Проверка качества может включать испытание под давлением для проверки на утечки, испытания в потоке для проверки падения давления или испытания с применением красителя для проверки распределения времени пребывания, на основании которого можно сделать вывод о потоке между предполагаемыми уплотненными внутренними параллельными каналами.
Соединенные или уплотненные подузлы далее могут быть соединены в узел посредством чередования или повторения соединенных подузлов со вторым подузлом или второй системой каналов текучей среды для создания устройства с двумя или более наборами каналов текучей среды.
Канал текучей среды может включать волнообразную или оребренную конструкцию либо альтернативную конструкцию, пригодную для химической обработки, такую как пена, войлок, набивка, ячеистые структуры, такие как аэрогель, соты и т.п. В некоторых предпочтительных вариантах осуществления волнообразная или оребренная конструкция создает каналы или камеры, имеющие коэффициент соотношения сторон (высота к ширине) больше единицы, где высота представляет собой расстояние между двумя подузлами, а ширина - расстояние между повторяющимися оребренными пластинами или смежными плечами (волнообразные поверхности) волнообразной пластины. В альтернативном варианте осуществления второй канал текучей среды может содержать любую теплопроводящую конструкцию.
В предпочтительном варианте осуществления второй канал текучей среды включает технологические каналы, а первый подузел содержит теплопередающие каналы, хотя в некоторых вариантах осуществления эта функциональная взаимосвязь может быть обратной.
Пример элементов, которые можно использовать для конструирования канала текучей среды, представлен на фиг.1, где волнообразная пластина создается из плоской фольги. Наружная часть канала текучей среды уплотняется с использованием стыковых планок (также определенных как периферийные планки, или п-планки) либо боковых планок, а также может включать использование опорных планок (о-планок).
Первый подузел размещается или укладывается между слоем второго канала текучей среды (показан как волнообразный слой). Это показано на фиг.2. Возможен один непрерывный второй канал текучей среды или ряд непрерывных каналов текучей среды (три показаны на фигуре 2), уложенных на каждом слое для второго канала текучей среды.
Технологическая волнообразная пластина может быть соединена с первым подузлом с применением сварки на вершинах выпуклостей или термического соединения связующими или другими материалами, которые повышают теплопроводность контакта между первым подузлом и вторым каналом текучей среды. В одном варианте осуществления два слоя запрессовываются друг в друга в процессе укладки и подвергаются сварке без добавления дополнительного материала для повышения термического соединения (этот вариант осуществления без пайки или сварных швов для соединения деталей называется «прессовой посадкой»). В другом варианте осуществления для снижения сопротивления между первым подузлом и вторым каналом текучей среды добавляется дополнительный материал. В другом варианте осуществления термический контакт при химической обработке повышается за счет применения многостадийного процесса, в котором малый просвет или зазоры между технологической конструкцией с прессовой посадкой и подузлами заполняются жидкостью в процессе обработки под действием капиллярных сил. Жидкость может предпочтительно заполнять зазоры и повышать проводимость композитной структуры при эксплуатации химической установки.
После укладки комбинированной стопки, которая включает первый подузел и второй канал текучей среды, устройство изобретения соединяется для образования стопки с применением такого способа, как, но, не ограничиваясь, наружная сварка, связующие и реактивное соединение. Для сварки стопки могут использоваться различные способы сварки, включая, в том числе газовольфрамовую сварку, сварку плавящимся электродом в инертном газе, лазерную сварку, электронно-лучевую сварку. Также для соединения периметра может быть использована пайка мягким припоем, если эксплуатационная температура и давление химического реактора являются достаточно благоприятными для применения мягкого припоя.
Перед соединением конечного узла стопка может быть подвергнута сжатию для обеспечения контакта слоев и снижения полостей между слоями, где происходит окончательное соединение устройства. Сжатие может быть выполнено, например, с использованием зажимного приспособления, прикладывающего нагрузку за счет болтового соединения, или с применением наружного пресса для прикладывания нагрузки к стопке. Волнообразная пластина с прессовой посадкой может деформироваться при сжатии и оставаться в деформированном состоянии после прекращения сжатия.
Перед укладкой может потребоваться выравнивание узлов. Один способ выравнивания включает выравнивание прокаткой сваренного лазерной сваркой подузла на рихтовочном станке. Этот способ снизил деформацию при использовании пластин с размерами 15×60 см (6″×24″). Эти панели имели деформацию в одном направлении - по длине линий сплавления сварных швов. Выравнивание прокаткой дало менее успешные результаты для подузла с размерами 60×60 см (24″×24″), когда деталь имела деформации в двух направлениях (форма чаши или трехмерная параболообразная форма). Стандартный рихтовочный станок был использован для выравнивания деформированной детали, но это привело к разрушению лазерных сварных швов. Нестандартный ручной валик мягкого действия был использован для менее агрессивного изгиба деформированной детали к более ровному состоянию. Нестандартный ручной валик обеспечил некоторое снижение деформации, но не обеспечил восстановление по существу ровного состояния детали, где по существу ровное состояние определяется отставанием любого угла детали, уложенной на ровную поверхность, не более чем на 1 см. Таким образом, мягкое выравнивание может обеспечить получение более качественного устройства, в частности, для подузлов с различной шириной и длиной (т.е. не квадратных подузлов). В некоторых предпочтительных вариантах осуществления выравнивание выполняется для подузлов, имеющих ширину около 15 см или менее; в некоторых вариантах осуществления - ширину от около 10 до 20 см.
V-образные канавки представляют преимущество между подузлами, поскольку угловые сварные швы могут быть использованы для заполнения V-образных канавок. Подузел может несколько выступать за участок боковых планок или стыковых планок. В альтернативном варианте осуществления подузел установлен по существу вровень со стыковой планкой. По существу вровень означает в пределах 5 или менее толщин подузла. В качестве примера, если бы толщина подузла составляла 0,025 см (0,01″), в таком случае выступание или углубление кромки подузла не должно было бы составлять более 0,125 см (0,05″) от кромки стыковой планки. Для подузла толщиной 0,15 см (0,06″) смещение от расположения вровень составляет не более 0,75 см (0,3″) с предпочтительным смещением не более 0,15 см (0,06″) от расположения вровень, напр., выступание на 0,15 см (0,06″) или углубление на 0,15 см (0,06″) в качестве предварительного варианта осуществления.
Ключевое преимущество этого комбинированного способа производства заключается в снижении требований к подготовке поверхности для диффузионной сварки и/или пайки. Для качественной диффузионной сварки и/или пайки поверхности должны быть очень чистыми, ровными и с жесткими допусками для точной подгонки. Устранение этапа диффузионной пайки и/или сварки также устраняет необходимость в воздействии высоких температур на крупное устройство, которое требуется для диффузионной сварки и/или пайки. Энергия, необходимая для нагрева и охлаждения крупного устройства является значительной, как и время, требуемое для нагрева и охлаждения крупного устройства при сварке или пайке, чтобы исключить избыточные температурные напряжения и соответствующую деформацию. Для устройства, выполненного из нержавеющей стали, состоящего из преимущественно ровных внутренних слоев, внутренний температурный градиент от наиболее удаленного от центра угла к центральной точке должен составлять менее 30°C при температуре выше 500°C для предотвращения механической деформации слоя. Для устройства с поперечным сечением больше 0,5×0,5 м может потребоваться несколько суток для нагрева и несколько суток для охлаждения устройства при пайке или сварке в процессе вакуумной термической обработки. Необходимое время на обработку и подготовку поверхности деталей повышает общую стоимость реактора.
Способ изобретения для производства устройства исключает необходимость этапа диффузионной сварки и/или пайки реактора. Способ изобретения может обеспечить производство реакторов более высокого качества при сниженной стоимости и за меньшее время.
Неожиданный результат устройства изобретения с прессовой посадкой заключается в эффекте сопротивления контакта между слоями. Прессовая посадка слоев не обеспечивает плотный термический контакт, что дополнительно усугубляется по мере повышения размера устройства и неидеальном выравнивании начальной детали. Тепло передается между первым подузлом и вторым каналом текучей среды через участок контакта низкого качества, разделяющего потоки текучей среды. В устройстве с применением диффузионной сварки или пайки каждый слой находится в плотном термическом контакте, что обусловлено самим характером диффузионной сварки и/или пайки, тогда как локальная шероховатость поверхности и/или неровности детали либо исходная деформация снижают эффективность теплопередачи между слоями.
Значимость термического контакта между слоями зависит от эксплуатационных требований к процессу для реактора или устройства. В некоторых вариантах осуществления внутренние полости между двумя слоями заполняются при эксплуатации технологической рабочей средой. В другом варианте осуществления термически соединяющий материал, такой как связующее, замазка, жидкость или деформируемое твердое тело, как например, графит или подобный промежуточный слой, может быть введен в слой с прессовой посадкой для снижения сопротивления контакта между двумя слоями текучей среды (по крайней мере один из которых является слоем с прессовой посадкой).
В некоторых вариантах осуществления промежуточный термический контактный слой не требуется. В реакторе изобретения было выполнено испытание для реакции Фишера-Тропша без использования промежуточного слоя для повышения термического контакта между технологической стороной волнообразной пластины и стороной теплоносителя подузла, сваренного лазерной сваркой. Эксплуатационные показатели по существу соответствовали показателям, измеренным для цельнопаяного реактора аналогичной конструкции.
Также предусмотрено, что реакции или технологические операции с участием водорода и/или жидкости, включая, но, не ограничиваясь, реакции гидрирования, гидрокрекинга или гидрообработки, не требуют применения теплопроводящего слоя между первым подузлом и вторым каналом текучей среды. Эти текучие среды обладают хорошим коэффициентом теплопроводности, и при заполнении этими текучими средами полостей может быть обеспечена хорошая теплопроводность. Жидкости обеспечат достаточное капиллярное натяжение для проникновения в полости между оребренной пластиной и смежной теплопередающей поверхностью. Кроме того, следует отметить, что поверхностное натяжение масел по существу ниже на меди, чем на нержавеющей стали, что далее способствует капиллярному натяжению масла или воска в случае реактора Фишера-Тропша для проникновения в полости между медью и нержавеющей сталью (или другим металлом) в ходе реакции. Повышенное поверхностное натяжение масла или разжиженного воска на нержавеющей стали может не иметь того же эффекта или вызывать необходимость в существенно меньших зазорах для проникновения жидкости в полости. Также предусмотрено, что медные оребренные пластины будут менее восприимчивы к производственным отклонениям.
Предусмотрено, что для реакций, включающих реакции окисления, может потребоваться применение промежуточного теплопроводящего материала. В одном варианте осуществления катализатор с покрытием из пористого оксида или другая удерживаемая текучая среда во втором канале текучей среды также может служить в качестве промежуточного теплопроводящего материала при заполнении полостей между двумя слоями для обеспечения теплопередачи и регулирования температуры реакции.
Соединение для снятия напряжения
Соединение для снятия напряжения, выполненное из двух сваренных вместе пластин, может быть добавлено к стопке для снижения напряжения, присутствующего в сварных швах, соединяющих смежные слои в камере. Соединение предназначено для раскрытия (расширения) по мере нагнетания давления при эксплуатации. При этом уплотняющие сварные швы, расположенные на наружных поверхностях реактора, остаются ненапряженными, что повышает срок службы устройства.
Расширительное соединение выполнено из двух металлических пластин, как правило, одной ширины и длины со стопкой. Например, в устройстве, представленном в другом месте настоящего описания, пластины имеют ширину ~60 см (24″) и длину 60 см (24″), соответствуя размерам других пластин в стопке. Предпочтительно нижняя пластина тоньше верхней пластины в соединении для снятия напряжений; например, пластина основания (т.е. пластина, копланарная и контактирующая со стопкой) может иметь толщину ~0,625 см (0,25″), а верхняя пластина (пластина ближе к наружной основной поверхности) - толщину 0,1 см (0,04″). В некоторых предпочтительных вариантах осуществления пластина основания содержит ряд отверстий, а верхняя пластина не имеет отдельных особенностей. Пластины располагаются друг на друге и выравниваются по кромкам. Далее пластины свариваются с применением лазерной сварки. Кромки пластин расширительного соединения не имеют непрерывных сварных швов; это обеспечивает перемещение пластин в процессе эксплуатации устройства. Предпочтительно контур сварных швов выполнен таким образом, что кромки пластин соединены только по углам. Это обеспечивает разделение кромок в процессе эксплуатации для компенсации при необходимости любого расширения реактора, не подвергая напряжению уплотняющие сварные швы на реакторе, и изоляцию различных внутренних швов друг от друга. Отверстия в пластине основания обеспечивают индивидуальную проверку сварных швов на утечки перед сборкой в реактор. После успешно пройденных квалификационных испытаний для расширительного соединения отверстия в пластине основания могут быть заполнены с использованием стандартного процесса газовольфрамовой сварки.
Предпочтительно в камере готового реактора используются два узла расширительного соединения: один в верхней части камеры, и один - в нижней части. Предпочтительно одна пластина соединения для снятия напряжений расположена напротив камеры реактора и сварена с подузлом теплоносителя по всей окружности периметра.
В процессе эксплуатации реактор находится под давлением. Давление приводит к упругому растяжению наружных опор. При отсутствии соединений для снятия напряжений это привело бы к соответствующему растяжению самой камеры реактора и развитию вызванных напряжением деформаций в уплотняющих сварных швах. В присутствии соединений для снятия напряжений упругое растяжение вызывает раскрытие соединений, снижая деформации в сварных швах.
Дополнительный этап сварки венца (который выполнен из сплошного полого квадрата или металлического кольца прямоугольного сечения либо из двух или более деталей, сваренных вместе с образованием сплошного кольца, которое выступает над поверхностью камеры). Венец создает вспомогательную конструкцию для устройства и конечных эксплуатационных коллекторов (макроколлекторов) таким образом, что при ремонте соединение между макроколлектором и устройством может быть разрезано и повторно сварено или соединено для последующего периода эксплуатации. Это применение венца особенно эффективно в качестве средства для удаления или восстановления катализатора, содержащегося в камере реактора. Венцы, устройства, содержащие венцы, способы производства устройств, содержащих венцы, и способы использования устройств, содержащих венцы, являются дополнительными оригинальными аспектами изобретения.
Примеры:
Пример 1. Сварной подузел - сварной реактор - проводящая оребренная пластина с прессовой посадкой
Сварной реактор был изготовлен и подвергнут эксплуатации для подтверждения одинаковых эксплуатационных показателей с паяным реактором с использованием в качестве испытания реакции Фишера-Тропша. Эксплуатация реактора осуществлялась непрерывно на протяжении более 2000 часов и продемонстрировала, что контакт содержащей катализатор технологической пластины и подузла с прессовой посадкой оказался достаточным для эффективной работы реактора и обеспечил соответствие эксплуатационным показателям паяного реактора той же конструкции.
Описание устройства
Двуслойное цельносварное устройство Фишера-Тропша было разработано и изготовлено для подтверждения производственного процесса изобретения. Конструкция многоканального микрореактора включает две технологические повторяющиеся единицы, чередующиеся с тремя повторяющимися единицами теплоносителя. Каналы теплоносителя ориентированы поперек потока технологических каналов.
Технологические каналы выполнены из медных волнообразных пластин длиной 15,75 см (6,2 дюйма), шириной 7,62 см (3 дюйма) и высотой 0,635 см (0,256 дюймов). Толщина волнообразной пластины составляет 0,015 см (0,006 дюймов). Конечное устройство содержит 274 технологических канала в двух слоях. Каждый из этих каналов обладает следующими средними размерами: ширина - 0,095 см (0,0375 дюйма), высота - 0,635 см (0,25 дюймов) и длина - 7,62 см (3 дюйма). Оребренная пластина превышает на 0,015 см (0,006 м) номинальный размер смежных стыковых планок для обеспечения превосходного термического контакта.
Каналы теплоносителя устройства, включающие сваренные лазерной сваркой подузлы, соединены с верхней пластиной иттербиевым волоконным лазером (модель производства IPG YLR-600-SM: иттербиевый волоконный лазер мощностью 600 Ватт, длина волны 1,07 микрон) с выполнением сварного шва толщиной от 50 до 150 микрон, проникающего через верхнюю пластину толщиной 500 микрон в нижнюю канальную пластину толщиной 1000 микрон, не проплавляя ее по всей толщине. Подузлы выполнены из двух прокладок, которые включают верхний, или обшивочный лист или стенки, соединенные с канальной прокладкой, которая содержит каналы потока для теплопередающей текучей среды. Эти подузлы теплоносителя уложены в устройство с размерами Д×Ш×В-8×25×7 см (~3″×~10″×~2,7″) и уплотнены по периметру при помощи швов, полученных сваркой плавлением, и угловых сварных швов.
После сварки составляющих камеры устройство было очищено, и в него были загружены 66,5 граммов высокоактивного кобальтового катализатора, полученного от компании Oxford Catalysts, Limited (Оксфорд Каталистс, Лимитед), и карбида кремния с зернистостью 120, поставленного компанией Atlantic Equipment Engineers (Атлантик Иквипмент Инженирс).
Последние этапы производства включали сварку заднего и переднего приемников (для теплоносителя и технологических каналов для наружных соединений в макромасштабе, т.е. крупными трубопроводами) и сварку опор. Сварка опор представляла собой конструкционную необходимость для данной конструкции, которая также обеспечивает безопасную эксплуатацию устройства без необходимости в системе защитной оболочки под давлением.
Изготовление составляющих камеры
Цельносварной реактор имеет два технологических слоя, каждый из которых содержит медную волнообразную пластину и две стыковые планки из нержавеющей стали. Три слоя теплоносителя чередуются с технологическими слоями и изготавливаются как подузлы с применением лазерной сварки верхней пластины или стенки из нержавеющей плиты с канальной прокладкой из нержавеющей стали. Прокладки стенок были вырезаны по размеру из листовой заготовки из нержавеющей стали толщиной 0,05 см (0,020″). Прокладки теплоносителя имеют непрямолинейные и прямолинейные каналы, которые выполнены с применением частичной фотохимической обработки (ФХО) в листе из нержавеющей стали толщиной 0,1 см (0,040″) на глубину 0,05 см (0,020″) и в ширину 0,25 см (0,100″) с ребрами размером 0,1 см (0,040″) для прямолинейных каналов и на глубину 0,0375 см (0,015″) и ширину 0,0425 см (0,017″) для каналов непрямолинейной секции. Непрямолинейная секция была выполнена с волнообразным или змеевидным профилем с 22 изгибами. Лазерная сварка была выполнена для каждого ребра по всей длине прокладки для создания уплотнения между каналами, а также между наиболее удаленными от центра каналами и периметром для уплотнения каналов снаружи. Далее была выполнена проверка подузлов на утечки. Возможность проверки подузлов на утечки обеспечила установление и ремонт утечек перед сборкой устройства и позволила избежать производства бракованного устройства. Другое преимущество предварительной сборки слоев теплоносителя в виде подузлов заключается в снижении количества деталей для укладки в узел по крайней мере на около 20%.
Стыковые планки на технологической стороне были выполнены из материала стандартной толщины (номинальная толщина 0,625 см (0,250″)) с минимальными требованиями к механообработке, заключавшейся только в обрезке по длине и ширине и снятии фасок кромки. Медные волнообразные пластины были изготовлены в стандартном формовочном процессе оребренных пластин, в котором тонкие витки изгибаются через одинаковые промежутки с образованием повторяющейся оребренной структуры. Оребренные пластины были выполнены высотой 0,64 см (0,256″). Для концевых пластин потребовалась минимальная механообработка с обрезкой по длине, ширине и снятием фасок. Все детали не требуют жестких допусков по толщине, связанных с паяными устройствами, в связи с чем могут быть использованы заготовки.
Сборка устройства для примера 1
Камера устройства (т.е. технологические слои и слои теплоносителя, заключенные между двумя концевыми пластинами) создается путем укладки составляющих с чередованием технологических слоев и слоев теплоносителя. Количество технологических слоев определяется необходимым выходом продукта реакции ФТ, тогда как количество слоев теплоносителя на единицу превышает количество технологических слоев таким образом, чтобы каждый технологический слой с обеих сторон контактировал со слоями теплоносителя. В процессе укладки необходимо установочное приспособление для выравнивания деталей, а также сохранения выравнивания в процессе сборки и на первоначальных этапах сварки. Было создано зажимное приспособление, представляющее собой платформу для укладки, а также закрепления уложенной камеры для транспортировки на этап сварки. Зажимное приспособление состоит из двух пластин, выполненных в форме удлиненного знака плюс. Каждая содержит четыре (4) паза для установки стержней с резьбой по всей длине диаметром 1,25 см (1/2″). Под нижним зажимом была расположена опорная плита, чтобы обеспечить пространство для резьбового конца и гайки на нижней стороне. Для выравнивания технологических поверхностей четыре прямолинейных кромки были закреплены на месте с каждой стороны зажимного приспособления при помощи С-образных струбцин. Пятая прямолинейная кромка была использована для выравнивания одной из двух поверхностей теплоносителя.
После установки и выравнивания приспособления первый этап заключается в размещении концевой пластины на зажимном приспособлении с ее центрированием между прямолинейными кромками технологической поверхности. Далее выполняется установка прямолинейной кромки поверхности теплоносителя перед укладкой первого слоя. Первый уложенный слой представлял собой подузел теплоносителя. Технологические слои располагаются между двумя слоями теплоносителя. Подузел опускается на концевую пластину, передвигается на место по отношению к прямолинейной кромке поверхности теплоносителя и центрируется между фасками на концевой пластине (фигура 6). При удовлетворительном выравнивании первый технологический слой был помещен сверху на подузел теплоносителя. На этом этапе стыковые кромки были заделаны вровень с поверхностью теплоносителя. Для сварки плавлением это уплотняет поверхность контакта между стыковыми планками и подузлами теплоносителя и стыковыми планками и концевыми пластинами. Первая концевая планка располагается вровень со стыковой планкой теплоносителя с последующим расположением волнообразной пластины и далее второй стыковой планки. Волнообразная пластина устанавливается в плотном контакте с первой стыковой планкой и центрируется на подузле теплоносителя. Вторая стыковая планка устанавливается в плотном контакте с волнообразной пластиной, и выполняется проверка ее выравнивания по другой поверхности теплоносителя. Если стыковые планки на обеих поверхностях теплоносителя выровнены в пределах +/-0,025 см (0,010″) по смежному слою, выравнивание является приемлемым. Этот процесс укладки подузлов теплоносителя и технологических слоев повторяется еще раз с укладкой следующего подузла теплоносителя. Итоговая стопка состояла из двух (2) технологических слоев и трех (3) слоев теплоносителя. Последней устанавливаемой составляющей камеры была верхняя концевая пластина. Верхняя концевая пластина устанавливается вровень со всеми четырьмя прямолинейными кромками технологической стороны и прямолинейной кромкой поверхности теплоносителя.
Сварка камеры осуществлялась в два этапа. На первом этапе сварки были выполнены угловые сварные швы шириной 5 см (2″) по длине стыковых планок. На каждой технологической поверхности были выполнены шесть V-образных канавок, которые заполняются угловыми сварными швами. Участки криволинейных вырезов на зажимном приспособлении обеспечили доступ к этим V-образным канавкам для выполнения этого этапа сварки. Первоначальные угловые сварные швы были предназначены для фиксации конца стыковой планки, ближайшей к волнообразным пластинам, во избежание их повреждения. Позже угловые сварные швы были дополнены до внутренней кромки стыковых планок в соответствии с узлом удержания катализатора. Иллюстрации до и после выполнения этих угловых сварных швов показаны на фигуре 7. После завершения этих угловых сварных швов зажимное приспособление было удалено для обеспечения доступа к поверхностям теплоносителя для следующего этапа сварки. На каждой поверхности теплоносителя было три подузла теплоносителя и соответственно шесть сварных швов (по одному шву над каждым подузлом и под ним), каждый из которых представлял шов, полученный сваркой плавлением, по всей длине поверхности. После этого камера была готова к очистке и подготовке для загрузки катализатора.
Очистка и загрузка катализатора
Перед загрузкой катализатора была выполнена очистка технологической стороны устройства и приварен на место узел удержания катализатора.
Перед загрузкой катализатор устанавливается на место и приваривается на одной технологической поверхности узел удержания катализатора, предназначенный для удержания катализатора при ориентации камеры в вертикальном положении. Узел удержания катализатора состоит из четырех частей: сита, крепежного кольца сита, пены и крепежного кольца пены. Сито выполняет функцию удержания катализатора в устройстве. Крепежное кольцо сита представляет тонкую раму из нержавеющей стали, которая удерживает сито на месте, обеспечивая плотный контакт с технологической поверхностью. Малый сварной шов вокруг периметра крепежного кольца сита закрепляет сито на месте и обеспечивает хорошее удержание катализатора в устройстве. Также для лучшего удержания катализатора были подняты до внутренней кромки стыковых планок угловые сварные швы на стыковых планках. Для защиты медных волнообразных пластин в процессе сварки по периметру крепежного кольца сита может быть использована алюминиевая защитная перегородка.
После установки узла удержания катализатора на одну технологическую поверхность была выполнена загрузка катализатора. Загрузка представляла четырехэтапный процесс.4 концевых канала (по 1 на каждом конце каждого технологического слоя) имеют частичное оребрение и были блокированы крепежным кольцом сита, таким образом перейдя в разряд неработающих каналов. Эти каналы были полностью заполнены карбидом кремния (SiC), инертным материалом с размером частиц, приблизительно соответствующим катализатору, на первом этапе загрузки. Остальные каналы были загружены 3-мя слоями: 1,6625 см (~0,665″) SiC в технологическое впускное отверстие, 3,75 см (~1,5″) слоем катализатора и 1,875 см (~0,75″) SiC в технологическое выпускное отверстие. Для обеспечения необходимой глубины каждого из этих трех слоев материалы загружались в устройство небольшими порциями с последующим обстукиванием боковой части устройства (концевых пластин) резиновым молотком для уплотнения загруженного материала. После загрузки и уплотнения каждой порции при помощи измерительных наконечников выполнялись измерения глубины всех каналов. После завершения этого процесса для любого заданного слоя материал подвергался дальнейшему уплотнению при помощи ультразвука для как можно большего приближения к СПУС (измеренной внешними средствами средней плотности уплотненного слоя материала). Загрузка была завершена, когда после уплотнения верхний слой остался вровень со стыковыми планками. Когда катализатор перестал подвергаться уплотнению ультразвуком, слой катализатора был принят как полностью уплотненный. После загрузки всех трех слоев (два слоя SiC, один слой катализатора) был установлен и приварен на открытой технологической поверхности устройства узел удержания катализатора с применением той же процедуры, которая была описана ранее для другой технологической поверхности.
Окончательная сварка для примера 1
Изготовление устройства было завершено тремя окончательными этапами сварки, а именно закреплением технологических коллекторов, коллекторов теплоносителя и опорных пластин. В отличие от паяных устройств единственными внутренними составляющими для цельносварного устройства ФТ со сквозным уплотнением являются подузлы теплоносителя. Остальные составляющие (волнообразные пластины, стыковые планки и концевые пластины) соединены со смежными составляющими только по периметру. Опорные пластины обеспечивают необходимую конструкционную опору для сохранения целостности устройства под действием высоких перепадов давления в процессе эксплуатации. Опорные пластины также служат для замены защитной оболочки под давлением (ЗОД), используемой для паяных устройств. Для теплоносителя используются два выпускных отверстия, предназначенных для раздельного отвода водяного пара и воды в жидкой фазе.
Технологические коллекторы выполнены из нержавеющей стали 304L и имеют следующие приблизительные размеры: длина - 22,75 см (9,1″), ширина - 6,75 см (2,7″), глубина - 4,75 см (1,9″). Внутренний карман с приблизительными размерами 20,25×4,25×3,00 см (8,1″×1,7″×1,2″) герметично соединен с технологическим отверстием волнообразной пластины и обеспечивает опору для механизма удержания катализатора. Коллекторы приварены по периметру камеры с использованием традиционного процесса газовольфрамовой сварки. Из центральной части каждого из технологических коллекторов отходят трубы диаметром один дюйм, обеспечивающие вход и выход из камеры технологического газа. Коллекторы спроектированы с минимальной толщиной стенки приблизительно 1,25 см (0,5″) для поддержки технологического давления в процессе эксплуатации. См. фиг.8.
Впускной коллектор теплоносителя выполнен из нержавеющей стали 304L и имеет следующие приблизительные размеры: длина - 14 см (5,6″), ширина - 6,75 см (2,7″), глубина - 4,25 см (1,7″). Внутренний карман с приблизительными размерами 12×4,75×3,25 см (4,8″×1,9″×1,3″) герметично соединен с впускными каналами теплоносителя и предназначен для равномерного распределения теплоносителя на впускной поверхности теплоносителя. Коллектор приварен по периметру с использованием традиционного процесса газовольфрамовой сварки. От коллектора отходят трубы диаметром один дюйм, обеспечивающие вход в теплоносителя в камеру. Коллектор спроектирован с минимальной толщиной стенки приблизительно 0,95 см (0,38″) для поддержки давления теплоносителя в процессе эксплуатации.
Выпускной коллектор теплоносителя выполнен из нержавеющей стали 304L и имеет следующие приблизительные размеры: длина - 14 см (5,6″), ширина - 6,75 см (2,7″), глубина - 11 см (4,4″). Внутренний карман с приблизительными размерами 12×4,75×10 см (4,8″×1,9″×4,0″) герметично соединен с выпускными каналами теплоносителя и предназначен для обеспечения беспрепятственного выхода потока теплоносителя из камеры реактора. Коллектор приварен по периметру с использованием традиционного процесса газовольфрамовой сварки. С противоположных сторон от коллектора отходят трубы диаметром 2,5 см (1″). Верхняя труба обеспечивает выход пара, а нижняя труба - выход воды в жидкой фазе. Коллектор спроектирован с минимальной толщиной стенки приблизительно 0,95 см (0,38″) для поддержки давления теплоносителя в процессе эксплуатации.
Два коллектора теплоносителя приварены непосредственно к цельнометаллическим концевым пластинам камеры и технологическим коллекторам. При этом сварные швы камеры полностью герметизированы в соответствии с параметрами процесса и коллекторов теплоносителя и в связи с этим не выходят непосредственно на какую-либо наружную поверхность реактора. См. фиг.9.
Далее добавляются опоры (экзоскелет) с применением традиционного процесса газовольфрамовой сварки. Всего четыре набора опор окружают реактора в вертикальном направлении (технологического потока) и один дополнительный набор расположен в горизонтальном направлении над выпускным коллектором теплоносителя. Каждый набор вертикальных опор выполнен из двух одинаковых деталей из нержавеющей стали 304L, которые имеют следующие приблизительные размеры: длина - 22 см (8,8″), высота - 8,25 см (3,3″), толщина - 0,625 см (0,25″). Каждый набор опор приварен в точках контакта их концов, а также с применением прерывистой шовной сварки по периметру. Четыре набора опор отстоят друг от друга приблизительно на 5 см (2″), и первый набор расположен приблизительно в 6,75 см (2,7″) от кромки впускного коллектора теплоносителя. Тогда как четыре вертикальных набора опор обеспечивают опору для камеры реактора и технологических коллекторов, горизонтальный набор обеспечивает дополнительную опору для крупногабаритного выпускного коллектора теплоносителя. Две горизонтальные опоры имеют следующие приблизительные размеры: длина - 13,5 см (5,4″), высота - 60 см (2″), толщина - 0,625 см (0,25″). Они расположены по центру с каждой стороны выпускного коллектора теплоносителя и приварены к этому коллектору, а также к концевым пластинам камеры и наиболее удаленным от центра вертикальным опорам.
Экспериментальная установка для примера 1
Технологическая сторона
Поток и состав синтетического газа (сингаза), подаваемого в микроканальный реактор с неподвижным слоем для синтеза Фишера-Тропша, контролировались путем регулировки расходов отдельных газов (оксида углерода, водорода и азота) с применением регуляторов массового расхода Брукс. Газы подавались через слой активированного угля и молекулярное сито 13Х для устранения любых примесей. Подаваемые газы были предварительно нагреты в микроканальном теплообменнике из нержавеющей стали перед поступлением в реактор. На реактор был установлен ленточный нагреватель Watlow мощностью 3000 Вт и выполнена его изоляция для сведения к минимуму потерь тепла. Эксплуатационные данные были измерены с использованием преобразователей давления и термопар типа К в оболочке из нержавеющей стали 316SS.
Поток продукта был направлен через три сборника при повышенном давлении с поэтапным охлаждением для обеспечения грубого разделения легких и тяжелых углеводородных продуктов и водной фазы. Сбор большей части продуктов осуществлялся в первый резервуар продукта (с температурой ~100°C) и второй резервуар (с температурой окружающей среды ~25°C). Водная фаза и тяжелые углеводородные продукты (воск) поступали в 1-й резервуар, тогда как водная фаза и легкая жидкая углеводородная фаза поступала во 2-й резервуар. Отходящий газ удалялся из 3-го резервуара. Пробы получаемого газа были отобраны через пробоотборный канал, расположенный вдоль потока от реактора и против потока от первого резервуара для сбора продуктов, и проанализированы с применением газового микрохроматографа Agilent М200Н с двумя колонками, молекулярного сита 5А и программы PlotQ.
Сторона теплоносителя
Для хранения охлаждающей воды был использован резервуар из углеродистой стали объемом 76 л (20 гал.). Химический состав воды поддерживался за счет добавления реагентов Cortrol OS5300 и Optisperse АР302. В резервуар под давлением нагнетался азот для поддержания давления в паровом контуре. Для подачи воды в контур теплоносителя был использован насос высокого давления производства Cat Pumps (модель 231.3000). Для измерения и контроля расхода теплоносителя был использован расходомер Appleton FLSC-62A. Перед поступлением в реактор питательная вода проходила через 25-см блок 5-микронных фильтров для улавливания частиц и 60-микронный фильтр Swagelok. Паровыпускное отверстие реактора соединено с источником азота для контроля давления теплоносителя, тогда как вода (отделенная в заднем коллекторе теплоносителя) протекает в 2-литровый бак Swagelok из нержавеющей стали, который был использован для поддержания необходимого уровня воды в системе.
Эксплуатационные данные
Цельносварной реактор изобретения эксплуатировался без защитной оболочки под давлением на протяжении ~2150 часов. Реактор имел экзоскелет, приваренный к наружной части, для сопротивления давлению при осуществлении этой реакции под высоким давлением.
Эксплуатация реактора осуществлялась с постепенным ужесточением условий эксплуатации до точки теплового убегания (около 70 миллисекунд времени контакта на технологической стороне). После проявления теплового убегания реактор был регенерирован для оценки степени повреждения катализатора. После регенерации катализатор восстановил примерно 50% своей первоначальной активности.
Запуск и оценка по результатам испытаний
Запуск реактора был выполнен следующим образом: после завершения активации катализатора реактор был охлажден до температуры окружающей среды и подвергнут давлению 2413 кПа (350 фунт/кв. дюйм изб.). В контур теплоносителя была подана охлаждающая вода с целевым расходом, и реактор был нагрет до температуры введения сингаза ~170°C. Далее была начата ступенчатая подача сингаза и нагрев реактора до целевой эксплуатационной температуры.
По завершении запуска реактор вышел на следующий режим: Н2:СО=2,0, р=2413 кПа (350 фунт/кв. дюйм изб.), разбавитель ~16,8%, время контакта ~290 мс. На наружной поверхности реактора были приварены прихваточной сваркой два ряда термопар на расстоянии приблизительно 1,17 см (0,46 дюйма) и 3,2 см (1,26 дюйма) от начала слоя катализатора (3,20 см и 5,23 см от впускного отверстия реактора). Цельносварной микроканальный реактор изобретения не обеспечил полностью изотермическую эксплуатацию реактора; однако измеренные температурные градиенты составили менее около 5°C. Кроме того, внутренние градиенты катализатора ФТ не были измерены и ожидаются более высокими, чем измеренные температурные градиенты в стенках реактора. Температурный профиль поверхности реактора контролировался в пределах ±2°C от среднего значения температуры.
Непосредственное сравнение параметров (цельносварного) реактора изобретения с паяным реактором представлено ниже в таблице 1 для одного катализатор Фишера-Тропша:
Время непрерывной эксплуатации цельносварного реактора изобретения сопоставимо с другими паяными и одноканальными реакторами при тех же условиях. Восковой продукт, собранный за этот период испытаний, был проанализирован для установления распределения углеводородных продуктов. Результаты показали превосходное соответствие с воском из более ранних испытаний при аналогичных условиях с применением коротких и длинных одноканальных реакторов и опытно-промышленных испытаний паяных реакторов.
Устойчивость к нарушениям технологических параметров
Приблизительно через 211 часов непрерывной эксплуатации отказ расходомера теплоносителя привел к возникновению блокировки. Отказ расходомера привел к срабатыванию сигнала тревоги нулевого расхода (несмотря на штатное функционирование насоса), что вызвало запуск резервного насоса, повлекший за собой значительное повышение расхода теплоносителя, которое вызвало блокировку. В течение 5 минут был выполнен перезапуск системы. За этот период реактор остыл до ~197°C. Расход СО и Н2 был немедленно восстановлен после сброса системы. Расход N2 был восстановлен спустя 2 минуты. Повышение температуры реактора началось немедленно, и в течение 9 минут (с момента сброса системы) максимальная температура, зарегистрированная на наружной поверхности реактора, достигла ~240°C в связи с отсутствием расхода теплоносителя (поскольку каналы теплоносителя не были откачаны, запас воды от предыдущей операции находился на стороне теплоносителя и мог начать испаряться). После достижения температуры 240°C (через 9 минут с момента сброса системы) насосы теплоносителя были запущены вручную. Температура реактора начала опускаться до нормальных уровней. Спустя 28 минут (через 37 минут с момента сброса системы) ситуация была под контролем и реактор остыл до ~192°C. Далее температура реактора постепенно была повышена до значения перед блокировкой (~206,6°C). После сброса было установлено более высокое значение расхода Н2 по сравнению с целевым, обеспечив изменение соотношения Н2:СО до 2,17 (вместо 2,00).
Этот экспериментальный результат был неожиданным в том отношении, что тепловое убегание не возникло спустя секунды после отказа подачи теплоносителя и что между потерей теплоносителя и повышением температуры реактора более чем на 40°C прошло 9 минут. Эффективность катализатора была возвращена к ожидаемым уровням после перезапуска теплоносителя и достижения целевой температуры. Высокое отношение объема металлического реакторного блока к объему катализатора создает термосток, обусловливающий поглощение экзотермического тепла реакции в течение нескольких минут до устранения нарушения параметров системы. Это обеспечивает значительное преимущество над традиционными трубчатыми реакторами ФТ с неподвижным слоем, в которых временная потеря теплоносителя приводит к тепловому убеганию и потере эффективности катализатора. Реактор ФТ изобретения обеспечивает временный буфер для нежелательных нарушений тепловых параметров, как показывает возврат к ожидаемой эффективности спустя 9 минут без подачи теплоносителя. Рост температуры реактора осуществлялся, как ожидалось, но высокая теплоемкость металлоконструкции предотвратила необратимое спекание катализатора.
Для цельносварного экспериментального реактора объем катализатора составлял ~7% от общего объема реактора (63,1 мл катализатора в реакторном блоке объемом 0,934 л - 25×7,5×4,75 см (10″×3″×1,9″)). При этом отношении объема реактора к объему катализатора ~14:1 было продемонстрировано приемлемое время термостока без теплоносителя 9 минут.
Для более крупных устройств с отношением объема реактора к объему катализатора меньше 14:1 и, как правило, менее 10:1, и более предпочтительно меньше 3:1 или 2:1 приемлемое время без подачи теплоносителя должно быть меньше 9 минут и ожидается в пределах 5 минут или меньше, в некоторых вариантах осуществления 30 секунд или меньше. В некоторых предпочтительных вариантах осуществления отношение объема катализатора к объему реактора составляет от 2 до 60%, в некоторых вариантах осуществления реакторов в соответствии с настоящим изобретением - от 5 до 40%; где общий объем реактора включает объем каналов, стенок каналов, встроенных коллекторов и наружных стенок, но не включает объем наружных трубопроводов или защитных оболочек под давлением.
Кроме того, после ~346 часов непрерывной эксплуатации регулятор массового расхода (РМР) оксида углерода был заменен в связи с низким показателем сухих газовых часов (СГЧ) для выходящего потока. Новый РМР СО был настроен на значение ниже целевого, что привело к повышению соотношения Н2:СО. На протяжении последующего периода 17 часов (до ~363 часов непрерывной эксплуатации) соотношение Н2:СО составляло ~2,36, а конверсия СО была повышена до значения >85%.
Поразительно, но нами было установлено, что даже при высокой конверсии СО скорость деактивации не повысилась и эффективность была восстановлена до предыдущих уровней после регулировки соотношения подачи. Реактор обладает устойчивостью в эксплуатации при изменяющихся условиях, включая повышенное отношение Н2 к СО. Традиционные трубчатые реакторы ФТ с неподвижным слоем не обеспечивают хорошую реакцию на быстрые изменения теплоотдачи, включая резкое повышение выхода тепла от реакции. Реактор изобретения продолжал стабильную работу по мере повышения тепла от реакции, связанного с увеличением отношения Н2 к СО. Далее эффективность была возвращена к ожидаемым параметрам после восстановления целевого значения отношения сингаза.
Выполнение оценки частичного кипения
На следующем этапе демонстрации реактора изобретения было осуществлено испытание частичного кипения теплоносителя и оценка результатов регулирования температуры и устойчивости цельносварного реактора изобретения, в котором элементы регулирования кипящего потока (22 волнообразных изгиба канала малого поперечного сечения на впускной стороне перед главными каналами теплоносителя) уплотнены только вдоль линейного шва между параллельными волнообразными элементами, а не по контуру волнообразных элементов. На канал потока теплоносителя приходится одна секция волнообразного элемента, и простого линейного уплотнения между параллельными каналами теплоносителя было достаточно для обеспечения устойчивой эксплуатации при высоком тепловом потоке контролируемой реакции частичного кипения, напр., поток не выходил за пределы изгибов вдоль участков, смежных со змеевидными элементами, что привело бы в таком случае к предварительному падению давления и потенциально способно было бы вызвать дестабилизацию расхода теплоносителя при кипении.
Поддерживались эксплуатационные условия, соответствующие исходным условиям (Н2:СО=2,0, р=2413 кПа (350 фунт/кв. дюйм изб.), разбавитель ~16,8%, время контакта ~290 мс). Начиная с ~634 часов непрерывной эксплуатации расход теплоносителя был снижен с ~2 л/мин таким образом, что было обеспечено выходное паросодержание с ~1-3% кипения. Температура реактора также была отрегулирована для поддержания ~70% конверсии СО. При ~679 часах непрерывной эксплуатации расход охлаждающей воды был снижен до 0,4 л/мин и достигнуто выходное паросодержание 1,5%. Температура реактора была снижена до 204,3% для поддержания целевой конверсии СО. Эффективность является по существу аналогичной однофазной операции. Кроме того, использование частичного кипения обеспечивает эксплуатацию реактора с повышенным тепловым потоком нетто или выработкой тепла реактором ФТ, эксплуатация которого осуществляется со временем контакта ниже исходных 290 мс.
Условия частичного кипения поддерживались на протяжении ~300 часов, и эффективность на протяжении этого периода представлена на фигуре 10.
Реактор изобретения устойчиво работал на протяжении >250 часов непрерывной эксплуатации с частичным кипением воды и выходным паросодержанием 1,5% при исходном условии 290 мс, по существу соответствуя эффективности однофазного теплоносителя.
Выполнение оценки тепловой устойчивости
На следующем этапе испытаний было выполнено испытание способности реактора изобретения к эффективному отводу тепла за счет повышения теплопроизводительности реакции (обработка большего объема сингаза при сниженном времени контакта с поддержанием конверсии СО за счет регулирования температуры). Следует отметить, что технологические оребренные пластины были только запрессованы для контакта с подузлом теплоносителя. Сопротивление контакта технологической оребренной пластины с прессовой посадкой и подузла теплоносителя по существу не изменило эффективность экзотермического реактора ФТ. Кроме того, прессовая посадка оребренных пластин по отношению к одной стенке была затруднена рельефным ребром или утолщением высотой порядка 0,013-0,13 мм (0,5-5 мил) и шириной порядка 0,025-0,508 мм (1-20 мил), связанным со способом производства подузла с применением лазерной сварки.
При сохранении 16,5% разбавления, Н2:СО=2 и давления эксплуатации 2413 кПа (350 фунт/кв. дюйм изб.) время контакта реакции процесса снижалось поэтапно от 290 мс до ~70 мс. Например, с учетом 66,5 граммов катализатора и объема слоя катализатора 63,1 см3 изменение от 290 мс (расход 13,1 ст.л/мин) до 70 мс повышает расход сингаза в реактор до 54,1 ст.л/мин. Состав сингаза и подробности перехода представлены в таблице 2 ниже. Температура была повышена от ~206,6°C до ~263°C для поддержания ~70% конверсии СО. В результате этого повышенного теплового потока была испытана способность теплоносителя к отводу тепла. Ключевые данные для этой фазы эксплуатации представлены ниже в таблице 2.
[мс]
[ст. л/мин]
[ст. л/мин]
N2
[ст. л/мин]
[°C]
[%]
[%]
[Вт]
На основе вышеуказанных данных сварной реактор изобретения может справиться с теплопроизводительностью, более чем в четыре раза превышающей значение при условии времени контакта 290 миллисекунд (с повышением среднего парообразования от ~1,5% до ~10%).
Ниже представлены отдельные этапы эксплуатации и сравнение с аналогичными условиями испытаний для других устройств (паяных и одноканальных реакторов):
Сварной реактор изобретения был подвергнут испытанию при времени контакта 210 мс от 945 до 1131 часа непрерывной эксплуатации. Другие технологические параметры поддерживались на постоянном уровне Н2:СО=2,0, р=2413 кПа (350 фунт/кв. дюйм изб.), разбавитель ~16,5%. Температура реактора была повышена до ~214,6°C для поддержания конверсии СО.
Сварной реактор изобретения был подвергнут испытанию при времени контакта 150 мс от 1132 до 1182 часов непрерывной эксплуатации. Другие технологические параметры поддерживались на постоянном уровне Н2:СО=2,0, р=2413 кПа (350 фунт/кв. дюйм изб.), разбавитель ~16,5%. Температура реактора была повышена до ~221,7°C для поддержания конверсии СО.
Сварной реактор изобретения был подвергнут испытанию при времени контакта 100 мс от 1205 до 1350 часов непрерывной эксплуатации. Другие технологические параметры поддерживались на постоянном уровне Н2:СО=2,0, р=2413 кПа (350 фунт/кв. дюйм изб.), разбавитель ~16,5%. Температура реактора была повышена до ~241,2°C для поддержания конверсии СО. На протяжении периода ~1221-1228 часов непрерывной эксплуатации произошел отказ регулятора массового расхода СО в связи с попаданием воды, что вызвало блокировку и необходимость замены.
Далее время контакта было постепенно снижено с шагом 5 мс от 100 мс до 70 мс. Другие технологические параметры поддерживались на постоянном уровне Н2:СО=2,0, р=2413 кПа (350 фунт/кв. дюйм изб.), разбавитель ~16,5%. При времени контакта 70 мс и температуре реактора ~263,1°C (~1542 часа непрерывной эксплуатации) было отмечено неустойчивое поведение убегания по ряду позиций термопар на реакторе. При постоянных условиях наблюдалось резкое быстрое повышение температуры (перед контролем убегания за счет снижения температуры реактора), как показано на графике на фигуре 11.
Температура, представленная на фигуре 22, измерена на наружной металлической стенке реактора, которая представляет противоположную поверхность опорной пластины толщиной 1,27 см (0,5 дюйма), которая контактирует с наиболее удаленным от центра каналом теплоносителя. Температура металла повышается менее чем на 10°C, но свидетельствует о повышении температуры слоя катализатора, согласно оценкам, выше 50°C.
На протяжении этого периода эксплуатации также была продемонстрирована повышенная продуктивность сварного реактора изобретения. Восковой материал, полученный при эксплуатации со временем контакта 290 мс, 210 мс и 150 мс, был проанализирован для определения числа альфа. Технологические параметры устройства представлены ниже в таблице 3.
Паросодержание/выполнение оценки устойчивости частичного кипения
В этой части исследования от 1662 часов до 1783 часов непрерывной эксплуатации выполнялось снижение расхода теплоносителя от 0,5 л/мин (при поддержании других эксплуатационных параметров на постоянном уровне Н2:СО=2, разбавитель 16,5° технологическое давление 2413 кПа (350 фунт/кв. дюйм изб.)) для повышения степени кипения при той же теплопроизводительности и обеспечения повышенного выходного паросодержания. При ~1712 часах непрерывной эксплуатации и расходе 0,2 л/мин расходомер достиг нижней границы измерения, и дальнейшее снижение расхода стало невозможным. Среднее паросодержание на протяжении этого этапа испытаний было повышено до ~15%, как показано в таблице 4 ниже.
[мс]
[л/мин]
[%]
[%]
[%]
Давление на сваренном лазерной сваркой подузле
В процессе эксплуатации реактора ФТ сваренный лазерной сваркой подузел постепенно переходит от работы на сжатие к работе на растяжение по мере повышения давления внутри подузла теплоносителя со временем непрерывной эксплуатации. В частности, секция подузла теплоносителя, являющаяся смежной с технологическими слоями, меньше всего подузла теплоносителя. Для цельносварного реактора, описанного в этом примере, примерно 60% подузла являются смежными с оребренным технологическим слоем и подвергаются изменениям сжатия и растяжения. Для более крупного реактора с подузлом 60×60 см (24″×24″) более 80% площади поверхности подузла осуществляет переход между сжатием и растяжением по мере изменения температуры кипения в зависимости от давления. Температура реакции, как правило, для реакции Фишера-Тропша повышается по мере деактивации катализатора с накоплением воска. Характерная начальная температура находится в диапазоне от 200 до 210°C, когда температура кипения из кривой пара расположена в диапазоне от 1448 до 1793 кПа (от 210 до 260 фунт/кв. дюйм изб.). Давление подачи процесса, как правило, составляет от 1724 до 3101 кПа (от 250 до 450 фунт/кв. дюйм изб.). С ростом давления на стороне теплоносителя происходит повышение температуры. При 220°C давление пара в процессе кипения (предпочтительный способ для удаления экзотермического тепла от реакции Фишера-Тропша) составляет приблизительно 2206 кПа (320 фунт/кв. дюйм изб.). При 230°C давление пара составляет приблизительно 2620 кПа (380 фунт/кв. дюйм изб.). Для экспериментов, описанных в этом примере, температура процесса была повышена до уровня выше 250°C при давлении пара приблизительно 3861 кПа (560 фунт/кв. дюйм изб.), что значительно превышает технологическое давление реакции. В начале цикла лазерные сварные швы находились в условиях сжатия под действием высокого давления на оребренную пластина или технологическую сторону. При максимальной температуре лазерные сварные швы работали на сжатие, и давление на стороне теплоносителя на 2289 кПа (332 фунт/кв. дюйм изб.) превышало давление на технологической стороне. До и после регенерации температура реакции снижалась до уровня ниже 220°C, и лазерные сварные швы снова совершали переход от работы на растяжение к работе на сжатие. Сваренный лазерной сваркой подузел продемонстрировал устойчивость к работе в условиях переменного сжатия и растяжения на протяжении более 1000 часов непрерывной эксплуатации. Кроме того, была выявлена не только устойчивость к эксплуатации в условиях переменного сжатия и напряжения для лазерных швов, но и отсутствие воздействия со стороны изменений давления внутри устройства на термический контакт оребренной пластины и уплотнение катализатора. Важным параметром для поддержания хорошей эксплуатационной эффективности реактора изобретения является хорошо загруженный слой катализатора, предпочтительно, когда плотность загрузки катализатора находится в пределах 2% и еще предпочтительнее 1% от теоретической СПУС (средней плотности уплотненного слоя), определенной снаружи в соответствии с методами Американского общества специалистов по испытаниям и материалам для определенного материала. Для сравнения фактического снижения давления с расчетным значением из уравнения Эргуна, возможно применение испытания снижения давления холодного потока. Если снижение давления выходит за пределы 5% (с предпочтительным уровнем 2%) от расчетного значения из уравнения Эргуна, в таком случае слой недостаточно уплотнен. При недостаточном уплотнении слоя возможны отрицательные воздействия при подаче потока в реактор, и изменения между сжатием и растяжением в отношении технологических каналов и каналов теплоносителя могут привести к повышению нежелательных усилий, воздействующих на частицы катализатора, что влечет за собой истирание или измельчение. При разрушении частиц катализатора образовавшиеся малые частицы с высокой вероятностью способны вызвать значительное снижение давления в некоторых каналах по отношению к другим, обусловливая нарушение распределения расхода, проявление местного перегрева или предварительное тепловое убегание.
Подводя итоги, эксплуатационная эффективность цельносварного реактора была подтверждена результатами испытаний и подтверждено отсутствие необходимости в пайке и/или диффузионной сварке. Термический контакт, обеспеченный технологией цельносварного производства, обеспечил желаемые результаты.
Исходное превышение давления теплоносителя над технологическим давлением было ограничено 345 кПа (~50 фунт/кв. дюйм) для предотвращения расхождения сварных швов между каналами теплоносителя и деформации волнообразных пластин на основе размеров лазерных швов для реактора этого изобретения и испытаний на разрыв аналогичных сваренных лазерной сваркой деталей. На протяжении цикла это превышение давления было повышено до 2289 кПа (~332 фунт/кв. дюйм), и наружные видимые деформации отмечены не были. После испытаний вскрытие реактора подтвердило, что внутренние части реактора не были сжаты или деформированы, а также не подверглись иным нежелательным изменениям. Этот поразительный результат свидетельствует о том, что оребренные пластины с загруженным катализатором обеспечили конструкционную опору для малых лазерных сварных швов, ширина которых составляла менее 0,005 см (0,002 дюйма). Возможно выполнение лазерных сварных швов с большей шириной, например, 0,0150 см (0,006 дюйма) или более для эксплуатации при повышенном давлении теплоносителя без необходимой поддержки со стороны загруженного катализатором технологического канала. Таким образом, в предпочтительных вариантах осуществления в устройстве и способах в соответствии с изобретением используются лазерные сварные швы шириной 0,015 см или выше.
ПРИМЕР 3. Лазерные сварные швы крупных листов
Для демонстрации влияния неоднородной толщины деталей на сваренные лазерной сваркой подузлы для реактора изобретения были подвергнуты испытаниям детали трех типов. Согласно первоначальной теоретической оценке, более верхние листы должны были быть менее подвержены деформациям в связи с более низкой подводимой мощностью для формирования сварного шва. Однако, как ни удивительно, было установлено, что более тонкие верхние листы подвержены деформациям в большей степени. Предпочтение было отдано более толстым верхним листам.
- Верхний лист, приваренный к канальной прокладке теплоносителя, имел толщину стенки от 0,05 см (0,020″), 0,025 см (0,010″) и 0,025 см (0,005″), 0,125 см.
- Первоначальная сварка была выполнена с применением прерывистых лазерных сварных швов для закрепления деталей (напр., для каждого пятого ряда). Перед выполнением длинных сварных швов в каждом пятом ряду были добавлены прерывистые лазерные сварные швы в направлении по длине сварного шва. Длина прерывистых сварных швов составляла приблизительно 2-4 см с промежутками без сварки длиной 5-20 см.
- После этого верхняя пластина была удалена и выполнена сварка по всей длине.
- Для двух сценариев с более тонкой стенкой необходима была регулировка установки мощности и фокусировки
- 60% установки мощности для стенки 0,025 см (0,010″)
- 50% установки мощности для стенки 0,0125 см (0,005″)
Первоначально было выдвинуто предположение, что деформация будет ниже при снижении толщины стенки и мощности, однако был получен обратный результат. При измерении подузла стенки 0,05 см (0,020″) была определена деформация 6,875 см (~2,750″).
Последующие испытания стенок толщиной 0,025 см (0,010″) и 0,0125 см (0,005″) показали следующие значения деформаций от напряжения:
- для подузла 0,025 см (0,010″) - 7,265 см (2,906″)
- для подузла 0,0125 см (0,005″) - 7,4025 см (2,961″)
В испытываемых узлах было выполнено более 161 сварного шва длиной 60 см (24″) по ширине узла 60 см (24″), и напряжения в этих составляющих не вызывали удивления, представляя собой продольные и поперечные напряжения, стандартно наблюдаемые при выполнении длинных сварных швов. Задача заключается в снижении напряжений в процессе сварки или снижении/устранении напряжений после обработки подузла.
Предпочтительно отдельные верхние листы имеют толщину 0,04 см или выше, в некоторых вариантах осуществления - в диапазоне от 0,04 см до 0,2 см; более предпочтительно - от 0,05 см до 0,1 см. «Верхний лист» означает лист, который расположен поверх листа или ряда листов, которые содержат каналы или иные полости; верхний лист уплотняет каналы или полости в направлении по высоте и завершает подузел.
Испытания предварительного изгиба для крупных деталей
Один из способов для снижения напряжений от сварки заключался в применении предварительного изгиба составляющих с последующим выполнением испытываемой операции. Был использован следующий процесс:
- Процесс
- Предварительный изгиб стенки теплоносителя и канальной прокладки теплоносителя в комплекте
- Установка зажимного приспособления на стол для лазерной сварки и выполнение настройки и выравнивания лазера
- Выполнение программы лазерной шовной сварки
- Повторная установка зажимного приспособления на стол для лазерной сварки
- Выполнение программы полной сварки
Составляющие с предварительным изгибом были выполнены с использованием приспособления, включающего зажимы и соединительные накладки, что обеспечило управляемый и устойчивый изгиб составляющих (см. фиг.12). Изгиб листов был выполнен в направлении, перпендикулярном длине каналов. С применением этой техники были изогнуты два листа, для которых далее была выполнена сварка. Конечный подузел был подвергнут визуальному сравнению с подузлом, выполненным аналогичным образом, но без предварительного изгиба.
- Снятие напряжений при температурах ниже 400°C является допустимой практикой, но обеспечивающей лишь умеренное снятие напряжений. Один час при 870°C, как правило, снимает около 85% остаточных напряжений. Однако снятие напряжений в этом температурном диапазоне также может повлечь за собой осаждение карбидов на границах зерен, вызывающее сенсибилизацию, которая существенно ухудшает устойчивость коррозии в ряде сред. Во избежание проявления этих эффектов рекомендуется использовать стабилизированную нержавеющую сталь (марки 321 или 347) или сверхнизкоуглеродистую сталь (304L или 316L), в особенности при необходимости снятия напряжений на значительной длине. Снятие напряжений для крупной детали было испытано при 400°C и повышенной температуре 1000°C. В обоих случаях был отмечен ограниченный успех. Наблюдалось умеренное снижение деформации, составлявшее ~40% от первоначального коробления, измеренного по расстоянию одной кромки на ровной поверхности.
- Нормализация (часто обозначаемая как отжиг на твердый раствор) не только рекристаллизует наклепанные зерна, но и возвращает карбиды хрома (осажденные на границах зерен в сенсибилизированной стали) обратно в раствор аустенита. Отжиг также гомогенизирует дендритные структуры металла сварных швов и снимает все остаточные напряжения от холодной обработки. Температуры нормализации, как правило, превышают 1040°C, хотя отжиг некоторых типов может осуществляться при точно регулируемых температурах до 1010°C, когда имеет значение мелкий размер зерен. Время выдержки при температуре часто сокращается для сведения к минимуму поверхностной чешуйчатости или для контроля роста зерна, что может привести к «апельсиновой корке» при формовании.
Пример 4. Влияние оребренных пластин в сварных реакторах
Волнообразные структуры, включающие оребренные пластины с прессовой посадкой и высоким соотношением сторон, чаще всего не сохраняют прямолинейную форму и содержат изгиб или искривление оребренных пластин. После сжатия в контакте с двумя цельными планками по обеим сторонам оребренных пластин, пластины еще сильнее изгибаются или искривляются. В сварном реакторе изобретения оребренные пластины прижимаются давлением к смежным поверхностям, а не припаиваются или привариваются, вызывая большее сопротивление контакта или термическое сопротивление в точке контакта оребренных пластин со смежными поверхностями. В экзотермических или эндотермических реакциях тепло от реакции передается между оребренными пластинами и смежными поверхностями. Для улучшения термического контакта с прессовой посадкой оребренные пластины выполнены выше опорных стыковых планок. При сжатии оребренных пластин в контакте с наружной нагрузкой они изгибаются или выпучиваются. По мере изгиба оребренных пластин они с меньшей вероятностью сохраняют внутренний запас прочности.
Оребренные пластины с прессовой посадкой из Cu110 толщиной 0,015 см (0,006″) и высотой 0,64 см (0,256″), прижаты к стыковым планкам высотой 0,63 см (0,25″). Оребренные пластины становятся более эксцентрическими при их прижатии к смежным теплопроводящим стенкам. На фотографии на фиг.13 наблюдаются горизонтальные линии в местах посадки оребренных пластин на линиях сплавления лазерного сварного шва, который уплотняет теплообменные каналы с перекрестным потоком.
Реактор с прессовой посадкой, описанный в примере 1, продемонстрировал поразительно хорошую эксплуатационную эффективность, сопоставимую с показателями паяного реактора, который не имел гребней от лазерной сварки, отделяющих оребренную пластину от теплопередающей стенки, вследствие сочетания высокой теплопроводности медной оребренной пластины, передающей больше тепла к теплопроводящей стенке - в том числе за счет осевой проводимости для улучшения точек термического контакта, и заполнения малого зазора (по оценкам от 5 до 150 микрон) водородом и/или жидкостями Фишера-Тропша, продуцируемыми в ходе реакции. Теплопроводность водорода и жидкого масла по существу выше, чем для большинства газов, в связи с чем снижает воздействие плохого сопротивления контакта между оребренной пластиной с прессовой посадкой и теплопередающей стенкой. Кроме того, преимуществом применения меди с очень высокой теплопроводностью является эффективная осевая проводимость для переноса тепла к теплопередающей поверхности контакта без образования местного перегрева и создания или усугубления нежелательных побочных реакций.
К стопке для обеспечения контакта была приложена нагрузка 17 926 кПа (2600 фунт/кв. дюйм). Предпочтительный диапазон нагрузок может составлять от 3447 кПа (500 фунт/кв. дюйм) до 3447000 (500000 фунт/кв. дюйм) в зависимости от высоты оребренной пластины, материала оребренной пластины, толщины оребренной пластины и эксцентричности начальной пластины. После выполнения сжатия и первой газовольфрамовой сварки по контуру боковых планок или стыковых планок обеспечивается контакт оребренной пластины с теплопередающим подузлом.
Пример 5. Линейная плотность сварных швов на единицу площади подузла для крупного сваренного лазерной сваркой подузла
В этом примере представлено описание сваренного лазерной сваркой подузла с размерами 60×60 см (24″×24″) с линиями сплавления лазерных швов длиной 0,6 м вдоль направления потока теплоносителя. На этой панели присутствовал 161 канал теплоносителя и 162 линии сплавления лазерных швов для уплотнения устройства между каналами теплоносителя и представлена конструкционная опора для предотвращения деформации оборудования при эксплуатации под давлением.
Этот образец характеризуется линейной длиной сварных швов 97,2 м на участке 0,6×0,6 м или линейной плотностью сварных швов 270 м на м2 площади поверхности. В альтернативном варианте линейная плотность может быть представлена как 2,7 см/см2 для участка с площадью 3600 см2 в этом варианте осуществления. Для других вариантов осуществления линейная плотность сварных швов может быть выше или ниже 2,7 см/см2, а в предпочтительных вариантах осуществления может располагаться в диапазоне от 0,1 см/см2 до 10 см/см2.
Пример 6. Регистрация лазерных сварных швов
Фиг.14 демонстрирует линии сплавления лазерных сварных швов, которые соединяют верхнюю часть ребер между параллельными и смежными каналами теплоносителя, сформированными в нижней пластине. Лазерные сварные швы соединяют нижнюю канальную пластину с верхней пластиной. Лазерный сварной шов может быть выполнен по вершинам ребер, которые сформированы в нижней, или канальной пластине. В этом примере ширина ребра составляет 0,093 см (0,037″), а ширина лазерного шва может меняться в диапазоне от 0,005 см (0,002″) до 0,025 см (0,01″). Лазерный сварной шов может быть выполнен в средней части ребра либо на любой из сторон по ширине ребра.
Пример 7. Производство крупного реактора ФТ
Цельносварная камера реактора Фишера-Тропша изготавливается преимущественно как двухслойный узел с чередующимися секциями теплоносителя и технологическими секциями. Особенность этой конструкции заключается в том, что подузел теплоносителя сваривается с обеспечением механической целостности как самостоятельной единицы. Один процесс создания такого подузла заключается в применении лазерной сварки для соединения верхней цельной прокладки с обработанной прокладкой за счет расположения сварных швов между каждым каналом параллельно ребрам. Было продемонстрировано, что с применением такого подхода может быть достигнута требуемая механическая целостность. Вторым параметром, который необходимо учитывать, является прямолинейность детали. Сварка двух тонких листов таким образом может привести к значительной деформации подузла в связи с усадкой материала, соединенного с нержавеющей сталью сварки. Деформация подузла может привести к повышению трудоемкости и необходимости приложения усилий для повторного выравнивания деталей или модификации процесса укладки для обработки деформированных деталей.
Одним из способов для сведения к минимуму деформаций, связанных со сваркой, заключается в ограничении общего размера подузла. Было установлено, что применение подузла, который содержит сварные швы длиной 60 см (24″) между каналами, но ограничен по ширине приблизительно 15 см (6″), обеспечивает приемлемый уровень прямолинейности, тогда как аналогичный узел с шириной 60 см (24″) не выполняет эту задачу (напр., общий участок составляет 15×60 в сравнении с 60×60 см (6″×24″ в сравнении с 24″×24″)). Кроме того, несколько этих подузлов шириной 15 см (6″) могут быть соединены вместе прерывистой шовной сваркой с обеспечением достаточной прямолинейности. Таким образом, ровный подузел 60×60 см (24″×24″) может быть выполнен из соединенных прерывистой шовной сваркой четырех подузлов с размерами 15×60 см (6″×24″, обеспечивая по существу улучшенную прямолинейность, чем подузел 60×60 см (24″×24″) из начальных деталей с размерами 60×60 см (24″×24″).
Другая полезная особенность, которая может быть обеспечена для сварного подузла, заключается в исполнении деталей, допускающем точную проверку на утечки и механическую целостность перед их использованием для формирования полной сварной стопки реактора ФТ. Это может быть достигнуто за счет некоторого повышения размеров первоначальных подузлов, добавления отверстия, через которое может подаваться давление, и первоначального уплотнения концов подузлов с применением процесса лазерной сварки. Это испытание под давлением может быть гидростатическим или пневматическим. После сварки и аттестации отдельных деталей выполняется обрезка узлов до правильного размера 15×60 см (6″×24″), при которой открываются проточные концы каналов, с последующей прерывистой шовной сваркой четырех подузлов 15 см (6″) вместе с образованием единого подузла теплоносителя 60×60 см (24″×24″).
Далее конечные подузлы чередуются с технологическими слоями с образованием главной камеры реактора. Процесс укладки включает первоначальную установку зажимной плиты толщиной 5 см (2″), на которую укладывается концевая пластина толщиной 2,5 см (1″) и далее чередующиеся слои теплоносителя и технологические слои. Укладка завершается размещением последнего подузла теплоносителя с укладкой на него верхней концевой пластины и верхней зажимной пластины. К укладке прикладывается давление для предварительного сжатия медных волнообразных пластин с обеспечением контакта металл-металл для всех составляющих. Прикладываемое давление находится в диапазоне от 138 кПа (20 фунт/кв. дюйм) до 3447000 кПа (500000 фунт/кв. дюйм), с предпочтительным диапазоном от 138 кПа до 138000 кПа (от 20 до 20000 фунт/кв. дюйм) и более предпочтительным диапазоном от 138 кПа до 34 474 кПа (от 20 до 5000 фунт/кв. дюйм). Далее стопка закрепляется на месте с применением системы зажимов перед снятием приложенного давления. Система зажимов поддерживает стопку в сжатом состоянии для выполнения сварки камеры.
Сварка камеры осуществляется преимущественно в три этапа: выполнение несущих сварных швов на обеих технологических поверхностях, выполнение уплотняющих сварных швов на обеих поверхностях теплоносителя и выполнение двух уплотняющих сварных швов с концевой пластиной на каждой технологической поверхности для предотвращения обхода потока. Реактор остается в закрепленном состоянии на протяжении каждого из этих этапов сварки для обеспечения как можно лучшего термического контакта в камере. Следует отметить, что каждый из этих трех этапов сварки камеры служит для отдельной цели. Несущие сварные швы на технологических поверхностях выполняются первыми и придают стопке в целом достаточную механическую прочность для упрощения дальнейших операций с камерой (подъем, вращение или иные манипуляции) на протяжении двух других этапов сварки, а также всех последующих этапов изготовления. Уплотняющие сварные швы на двух поверхностях теплоносителя представляют собой первичные швы, которые защищают реактор от внутренних перекрестных утечек (технологическая среда - теплоноситель или наоборот). Уплотняющие сварные швы концевой пластины используются для уплотнения наиболее удаленных от центров подузлов теплоносителя с верхней и нижней концевыми пластинами. Хотя они уплотнены на поверхностях теплоносителя во избежание перекрестных утечек, также необходимо выполнить их уплотнение на технологических поверхностях во избежание переноса потока технологического газа между этими деталями в обход, таким образом, слоя катализатора. Следует отметить, что катализатор загружается в реактор и между технологическими оребренными пластинами после окончательной сборки.
Перед сваркой камеры в один узел реактор должен по существу не иметь утечек. Сварной реактор пока не был подготовлен для нагнетания значительного внутреннего давления, так что для поддержки можно использовать болт на зажимном механизме. После аттестации камеры реактора приваривается на место передний приемник теплоносителя. После выполнения этого этапа реактор может быть подвергнут испытаниям с расходом стороны охладителя в случае такого желания или необходимости. Далее на место приваривается соответствующий задний приемник теплоносителя. Оба коллектора теплоносителя подготавливаются к эксплуатации и составляют часть основания системы внешних опор реактора.
Поскольку, за исключением подузлов теплоносителя, вся сварка выполняется по периметру камеры, реактор не может выдерживать значительное внутреннее технологическое давление без деформации верхней и нижней концевых пластин в связи с вызванной давлением нагрузкой, и соответственно реактор не может выйти на рабочий режим в своем текущем состоянии. Для обеспечения механической целостности реактора по периметру камеры реактора приваривается система внешних опор (экзоскелет). Эти опоры предназначены для уравновешивания внутреннего технологического давления и таким образом для контроля любой деформации верхней и нижней пластин в приемлемых рамках. Внешние опоры действуют как элементы жесткости, которые привариваются к верхней и нижней концевым пластинам реактора, после чего выполняется соединение верхней и нижней частей. Они уравновешивают любые нагрузки, обусловленные внутренним нагнетанием давления, и соответственно предотвращают любую возможную в противном случае деформацию. Их толщина меньше высоты, и они окружают реактор в несколько слоев (см. фигуру 15). Предпочтительно каждый элемент жесткости имеет высоту по крайней мере в 3 раза, более предпочтительно по крайней мере в 5 раз превышающую толщину (высота подразумевается в направлении укладки). В некоторых вариантах осуществления расстояние между наборами опор, а также их толщина и высота определяются, исходя из уравновешиваемых нагрузок процесса. В одном примере опоры выполнены из пластины толщиной 0,75 дюйма из нержавеющей пластины и выступают приблизительно на 8″ на верхней и нижней концевых пластинах с расстоянием между ними приблизительно 3″. В качестве последнего этапа аттестации к камере на технологические поверхности могут быть приварены временные коллекторы, которые подвергаются испытаниям под высоким давлением для подтверждения соответствия реактора проектировочным критериям. После этого этапа технологические коллекторы удаляются, и камера может быть подготовлены для загрузки катализатора, после чего на место привариваются конечные технологические коллекторы.
Фиг.16 иллюстрирует пример, в котором четыре подузла 15×60 см (6″×24″) располагаются бок о бок и свариваются на различных участках для соединения в узел с размерами 60×60 см (24″×24″). Предпочтительной для соединения подузлов является точечная сварка, поскольку было установлено, что непрерывные сварные швы вызывают повышенную деформацию.
Пример 8.
Устройство из примера 8 представляет собой сварной реактор или устройство, которое обеспечивает теплопередачу с перекрестным током между двумя потоками текучей среды. Могут быть использованы альтернативные конфигурации потоков, но в конкретном описанном примере используется перекрестный ток. Наружные опоры были приварены в составе набора (см. фигуру 17) к наружной части камеры устройства, чтобы обеспечить нагнетание давления во внутренних каналах устройства по отношению к низкому давлению внешней среды без нарушения целостности устройства или потери герметичности. «Экзоскелет» или набор наружных опор позволяет устройству выдерживать высокие перепады давления с внешней средой. Устройство было выполнено из нержавеющей камеры 304L, включая внешние опоры. Применение экзоскелета позволяет использовать сварной реактор для реакций Фишера-Тропша и других реакций либо теплообменных задач или операций под высоким давлением без использования наружного сосуда давления. Устройства работают скорее на растяжение, чем на сжатие в присутствии наружного сосуда давления с текучей средой высокого давления, окружающей реактор или устройство изобретения.
Камера устройства из примера 8 с размерами 61×61×~6,5 см была выполнена из слоев, которые сварены по периметру, как описано в прикрепленном приложении. Наружные опоры были выполнены с толщиной 1,9 см, длиной 105 см и шириной около 14 см у концов и около 17 см на участке, смежном с поверхностью 61×61 см. Опоры были расположены на расстоянии 10,2 см друг от друга (между центрами) с расположением между опорами поперечных элементов толщиной 1,9 см вдоль каждого конца устройства (таким образом, что два ряда перекрестных элементов отстоят друг от друга на 60 см). Сварные швы между наружными опорами и перекрестными элементами представляли собой сварные швы с разделкой кромок и полным проплавлением.
Гидростатические испытания первоначально были выполнены для контура технологического потока. Использованная процедура (показана графически на фигуре 18) заключалась в следующем:
1. Определение исходной интенсивности утечки в ходе испытания под давлением с азотом при 690 кПа (фунт/кв. дюйм).
2. Заполнение устройства водой с использованием насоса (в этом примере был использован насос ВЭЖХ «Prep Pump» производства Lab Alliance (Лэб Элайянс)).
3. Использование насоса для повышения давления от внешнего давления (т.е. <450 кПа) до ~3300 кПа (464 фунт/кв. дюйм) со скоростью ~300-400 кПа/мин.
4. Стравливание давления со скоростью ~50-100 кПа/мин до уровня ниже ~3000 кПа (420 фунт/кв. дюйм).
5. Использование насоса для повышения давления от ~3000 кПа (420 фунт/кв. дюйм) до ~3700 кПа (522 фунт/кв. дюйм) со скоростью ~50-100 кПа/мин.
6. Использование насоса для повышения давления от ~3700 кПа до >6000 кПа (855 фунт/кв. дюйм) со скоростью ~100-150 кПа/мин.
7. Стравливание давления со скоростью ~250-300 кПа/мин до уровня ниже 5300 кПа (754 фунт/кв. дюйм).
8. Продолжение стравливания давления до достижения условий внешней среды и слив воды из устройства.
9. Повторение шага 1.
Далее были выполнены вторые гидростатические испытания для контура технологического потока. Использованная процедура (показана графически на фигуре 19) заключалась в следующем:
10. Заполнение устройства водой с использованием насоса (в этом примере был использован насос ВЭЖХ «Prep Pump» производства Lab Alliance).
11. Использование насоса для повышения давления от внешнего давления (т.е. <250 кПа) до ~3500 кПа (495 фунт/кв. дюйм) со скоростью ~2000-2500 кПа/мин.
12. Использование насоса для повышения давления от ~3500 кПа до >6000 кПа (855 фунт/кв. дюйм) со скоростью ~800-900 кПа/мин.
13. Стравливание давления со скоростью ~400 кПа/мин до уровня ниже 5200 кПа (740 фунт/кв. дюйм).
14. Продолжение стравливания давления до достижения условий внешней среды и слив воды из устройства.
15. Повторная проверка интенсивности утечки при давлении около 690 кПа (100 фунт/кв. дюйм) и сравнение с исходной интенсивностью утечки для испытания под давлением.
Гидростатические испытания контуров теплоносителя и технологических контуров были выполнены с использованием вышеуказанных протоколов. Устройство продемонстрировало отсутствие признаков механического отказа при гидростатических испытаниях. Интенсивность утечки из контура теплоносителя в технологический контур до и после этих гидростатических испытаний, измеряемая как падение давления за 15-минутный период с исходным давлением 690 кПа (100 фунт/кв. дюйм) в контуре теплоносителя, составила 0,6 кПа (0,09 фунт/кв. дюйм) и 21 кПа (3,05 фунт/кв. дюйм). Далее устройство было подготовлено с применением сварки, и было выполнено измерение интенсивности утечки из контура теплоносителя в технологический контур, которая была определена как падение давления 2,2 кПа (0,32 фунт/кв. дюйм) за 15-минутный период с исходным давлением 690 кПа (100 фунт/кв. дюйм). В альтернативном варианте может быть использована газовольфрамовая сварка, сварка плавящимся электродом в инертном газе или другие традиционные способы сварки.
Сварная камера реактора была собрана из сваренных лазерной сваркой подузлов теплоносителя, после чего была выполнена сварка в конечный реактор. Далее реактор был оснащен экзоскелетом, который обеспечивает функционирование при повышенном давлении. Для реактора Фишера-Тропша испытания гидростатическим давлением выполняются при 5895 кПа (855 фунт/кв. дюйм). В альтернативном варианте для рабочих условий Фишера-Тропша могут быть использованы гидростатические испытания с более высоким или низким давлением в зависимости от желаемых условий эксплуатации. Описанные гидростатические испытания в этом примере аттестуют реактор для эксплуатации при пиковой температуре 250°C и пиковым расчетным давлением 3875 кПа (562 фунт/кв. дюйм). Рабочие температура и давление должны быть ниже пикового расчетного давления для обеспечения эксплуатационного коэффициента запаса. Для желаемого повышенного рабочего давления для реактора Фишера-Тропша промежутки между наружными опорами, как показано на фигуре 17, должны быть снижены, а также добавлены дополнительные опоры для аттестации ректора для повышенного рабочего давления.
Другие реакции в случае эксплуатации при повышенной температуре или давлении должны быть обеспечены с применением экзоскелета изобретения, но могут потребовать дополнительных опор, которые расположены с большей плотностью. В альтернативном варианте при необходимости сниженного расчетного технологического давления или температуры следует использовать более редкое расположение сварных опорных элементов. Сварной реактор изобретения может эксплуатироваться при повышенной температуре и повышенном давлении без расположения внутри защитной оболочки под давлением или без паяной или диффузионно-сварной камеры реактора.
Экзоскелет изобретения позволяет реактору или устройству успешно выдерживать гидростатические испытания при высоком внутреннем давлении и низком наружном давлении с сохранением механической целостности и пригодности к эксплуатации реактора.
Пример 9. Испытания на утечку
Проверочные испытания на утечку для цельносварного устройства
Резюме
Цельносварные устройства ФТ были подвергнуты проверочным пневматическим испытаниям на утечку до уровня давления 690 кПа (100 фунт/кв. дюйм) независимо для технологической стороны и стороны теплоносителя. В некоторых вариантах осуществления давление проверки на утечку может составлять до 1380 кПа (200 фунт/кв. дюйм) или 3450 кПа (500 фунт/кв. дюйм), и в одном варианте осуществления до 6900 кПа (1000 фунт/кв. дюйм). Выполнялась регистрация падения давления со временем для определения наличия утечек в устройстве, а также испытания на утечку поверхностей контакта для определения расположения утечек. Чтобы обеспечить нагнетание давления с любой стороны, к устройству прикрепляются уплотненные прокладками передние и задние приемники при помощи зажимного приспособления с резьбой по всей длине. В устройство нагнетается давление с шагом 90-180 кПа (10-20 фунт/кв. дюйм) с остановкой после каждого шага для проверки интенсивности падения давления, проверки прокладок и всей арматуры на утечки, а также для определения любых утечек внутри устройства.
Пример 10. Сверхвысокие оребренные пластины, используемые в реакторе изобретения для реакции Фишера-Тропша и других химических реакций
Цельносварной реактор, в котором технологические слои (включая оребренные конструкции) расположены смежно с подузлами теплоносителя с образованием конечного устройства в сборе, допускает применение нетрадиционных технологических слоев, включая сверхвысокие оребренные пластины. Применение сверхвысоких оребренных пластин может быть связано с затруднениями при пайке или диффузионной сварке, поскольку они обеспечивают (если обеспечивают вообще) слабую опорную конструкцию при пайке или диффузионной сварке и способны прогибаться, деформироваться или иным образом обусловливать необходимость закрепления или выпрямления итоговой конструкции перед эксплуатацией в том случае, если эксплуатация возможна. Избыточная деформация сверхвысоких оребренных пластин (как например, около 1,25 см или 0,5 дюйма или выше) после пайки или диффузионной сварки обусловливает непригодность устройства для эксплуатации.
Случай А: высота оребренной пластины 0,5625 см (0,225″)
Реакция Фишера-Тропша проводится в микроканальном реакторе. Микроканальный реактор содержит ряд параллельных технологических каналов с уплотненным катализатором ФТ. Тепло от реакции отводится по каналам теплоносителя между технологическими каналами, где в качестве теплоносителя выступает вода. Отвод тепла от реакции, вырабатываемого внутри слоя катализатора, улучшается за счет внутренней оребренной структуры. Непрерывная оребренная пластина внутри технологического канала образует ряд параллельных путей потока. В этом примере оребренная пластина выполнена из меди 110. Высота технологического канала составляет 0,5625 см (0,225″), а длина - 57,5 см (23″). Оребренная пластина обладает той же длиной, расстояние между ребрами пластины составляет 0,1 см (0,04″), а толщина оребренной пластины - 0,015 см (0,006″). Предполагается отсутствие сопротивления контакта между оребренной пластиной и стенками технологического канала. Толщина стенки технологического канала составляет 0,05 см (0,02″), и она выполнена из нержавеющей стали.
Технологический канал содержит определенное количество кобальтового катализатора и описан в первом примере. Пористость слоя катализатора составляет приблизительно 0,4, а эффективная теплопроводность - приблизительно 0,3 Вт/(м·К). Плотность загрузки катализатора - 1060 кг/м3.
Комплексные реакции ФТ смоделированы в качестве упрощенной реакционной схемы с 6 объемными реакциями (см. таблицу 5). Параметры (таблица 6) в выражениях скорости установлены с использованием данных испытаний катализатора в лабораторном реакторе ФТ.





Здесь в моделях реакторов ФТ были использованы следующие условия эксплуатации:
- Температура на стенках технологических каналов - 230°C
- Давление в начале слоя катализатора - 2840 кПа (412 фунт/кв. дюйм)
- Соотношение Н2/СО в подаваемой смеси - 2,1
- Разбавление азотом подаваемой смеси - 31,3% (по объему)
- Технологическая подаваемая смесь предварительно нагрета до температуры стенок каналов
- Расход подаваемой смеси на один пакет катализатора с размерами 0,1×0,563×57,5 см (0,04″×0,225″×23″)-1197 см3/мин. Время контакта, рассчитанное на основе объема катализатора, составляет 0,17 секунды.
Расчетная температура слоя катализатора как функция от длины реактора показана на фигуре 20. Выборка температур была получена вдоль центра слоя катализатора таким образом, что пик кривой представляет максимальную температуру слоя катализатора. В этом случае она составляет 239°C и расположена на малом расстоянии от начала слоя катализатора. Конверсия СО достигается при 76,0%, а избирательность к метану - при 15,3%.
Случай В: высота оребренной пластины 1,25 см (0,5″)
Реакция Фишера-Тропша проводится в микроканальном реакторе. Микроканальный реактор аналогичен реактору в случае А. Единственное отличие заключается в том, что высота технологического канала и медной оребренной пластины составляет 1,25 см (0,5″). Ожидается, что при номинальной высоте оребренной пластины 1,25 см (0,5″) начальная высота оребренной пластины должна находиться в диапазоне от 1,253 см (0,501″) до 0,13 см (0,052″) с предпочтительным диапазоном от 1,26 см (0,504″) до 1,275 см (0,510″), приближенным к номинальному размеру 1,25 см (0,5″) боковых планок, стыковых планок или п-планок.
В этом примере условия эксплуатации аналогичны, за исключением расхода подаваемой смеси, который повышен в соответствии с общим объемом загрузки катализатора для сохранения того же времени контакта реакции на уровне 0,17 секунды. Расход составляет 2661 см3/мин.
В этом примере используется тот же катализатор и кинетика реакций. Характеристики слоя катализатора также аналогичны используемым в случае А.
Расчетная температура слоя катализатора как функция от длины реактора показана на фигуре 21. Выборка температур была получена вдоль центра слоя катализатора таким образом, что пик кривой представляет максимальную температуру слоя катализатора. В этом случае она составляет 246°C и расположена на малом расстоянии от начала слоя катализатора. Конверсия СО достигается при 81,9%, а избирательность к метану - при 17,0%. При эксплуатации следует ожидать, что рабочая температура в связи с воздействием давления со стороны пара будет несколько снижена до 226-229°C, так что конверсия СО составит менее 76%, а соответствующий показатель избирательности будет несколько ниже расчетных 17%. В целом, согласно расчетам, при высоте оребренной пластины 1,25 см (0,5″) для реактора будет обеспечена эксплуатация с регулированием температуры.
Ожидается, что в цельносварном реакторе изобретения может использоваться медная оребренная пластина высотой 1,25 см (0,5″) для реактора Фишера-Тропша. Этот переход к сверхвысокой оребренной пластине (0,625 см (0,25″) или выше) не является возможным в случае оребренной пластины для реакции Фишера-Тропша из нержавеющей стали или в случае паяного реактора. Сверхвысокие оребренные пластины паяного реактора подвергаются значительному сжатию и сминаются при высоких температурах и в процессе пайки при высокой нагрузке. Использование платформы цельносварного реактора обеспечивает более эффективные реакторы Фишера-Тропша с высокими и сверхвысокими оребренными пластинами.
Случай С: высота оребренной пластины 2,5 см (1″)
Реакция Фишера-Тропша проводится в микроканальном реакторе. Конфигурация реактора аналогична реактору в случае А. Единственное отличие заключается в том, что высота технологического канала и медной оребренной пластины составляет 2,5 см (1,0″).
В этом примере условия эксплуатации аналогичны, за исключением расхода подаваемой смеси, который повышен в соответствии с общим объемом загрузки катализатора для сохранения того же времени контакта реакции на уровне 0,17 секунды. Расход составляет 5321 см3/мин.
В этом примере используется тот же катализатор и кинетика реакций. Характеристики слоя катализатора также аналогичны используемым в случае А.
Расчетная температура слоя катализатора как функция от длины реактора показана на фигуре 22. Выборка температур была получена вдоль центра слоя катализатора таким образом, что пик кривой представляет максимальную температуру слоя катализатора. В этом случае она превышает 600°C. В связи с тем, что объем катализатора приблизительно в 4 раза превышает объем в реакторе ФТ в случае А, общее количество тепла, проходящее через каждое ребро пластины, повышается с умножением на аналогичные масштабные коэффициенты. На этом уровне тепла от реакции даже низкое сопротивление к теплопередаче внутри медных ребер приобретает критическое значение. Это можно наблюдать по значительным изменениям температуры от центра к краю. В связи с высокой температурой в большей части слоя катализатора конверсия СО составляет около 90% и избирательность к метану также значительно выше, чем для случаев более низких значений высот оребренной пластины. Ожидается, что для экзотермического эффекта этого типа катализатор ФТ быстро деактивируется и соответственно экзотермический эффект перемещается вдоль потока в осевом направлении во многом подобно горящей сигаре. После выгорания катализатора ФТ общая конверсия должна быть низкой (менее 40% на проход для аналогичных условий расхода, температуры и давления), а соответствующий уровень метана должен быть высоким (выше 10%).
Вышеуказанные примеры предполагают превосходный термический контакт оребренной пластины со стенкой и превосходное распределение расхода на стороне теплоносителя без блокированных каналов или каналов теплоносителя с низким расходом. Ожидается, что в реальном промышленном крупномасштабном реакторе с применением дисперсного катализатора ФТ устойчивая высота оребренной пластины должна предпочтительно составлять менее 1,3 см (0,5 дюйма) для компенсации производственных дефектов или нарушений режима эксплуатации, связанных с потенциальным загрязнением на стороне теплоносителя в процессе эксплуатации.
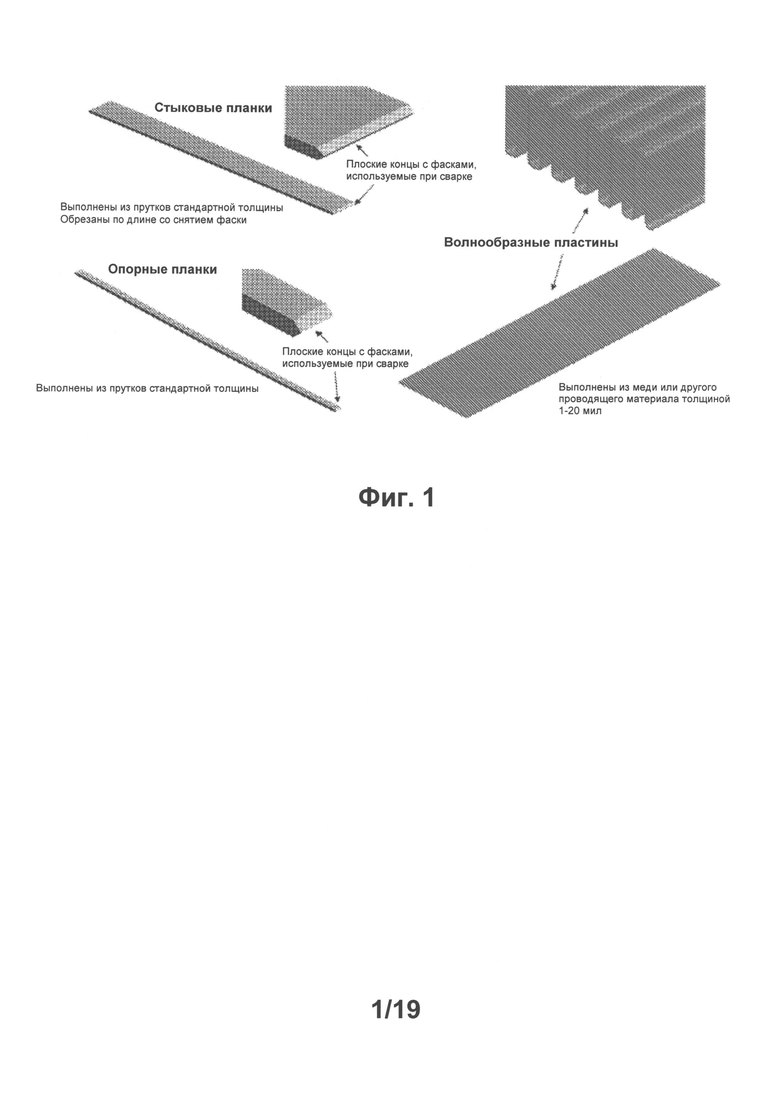
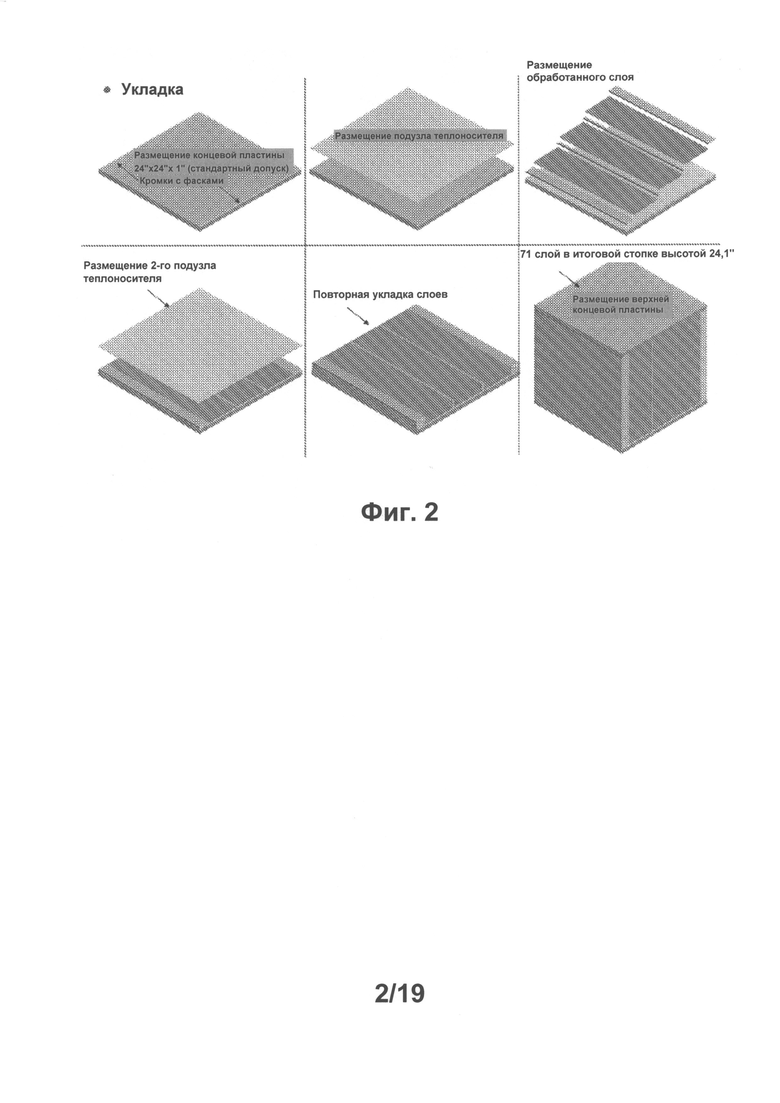
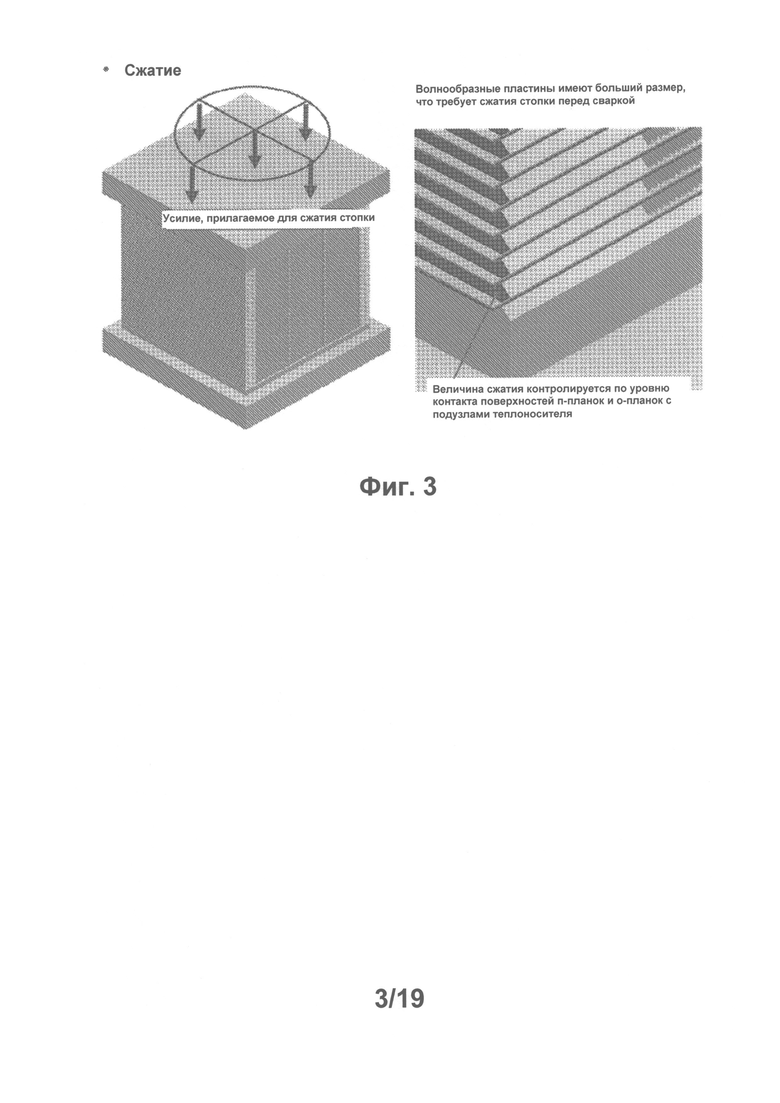

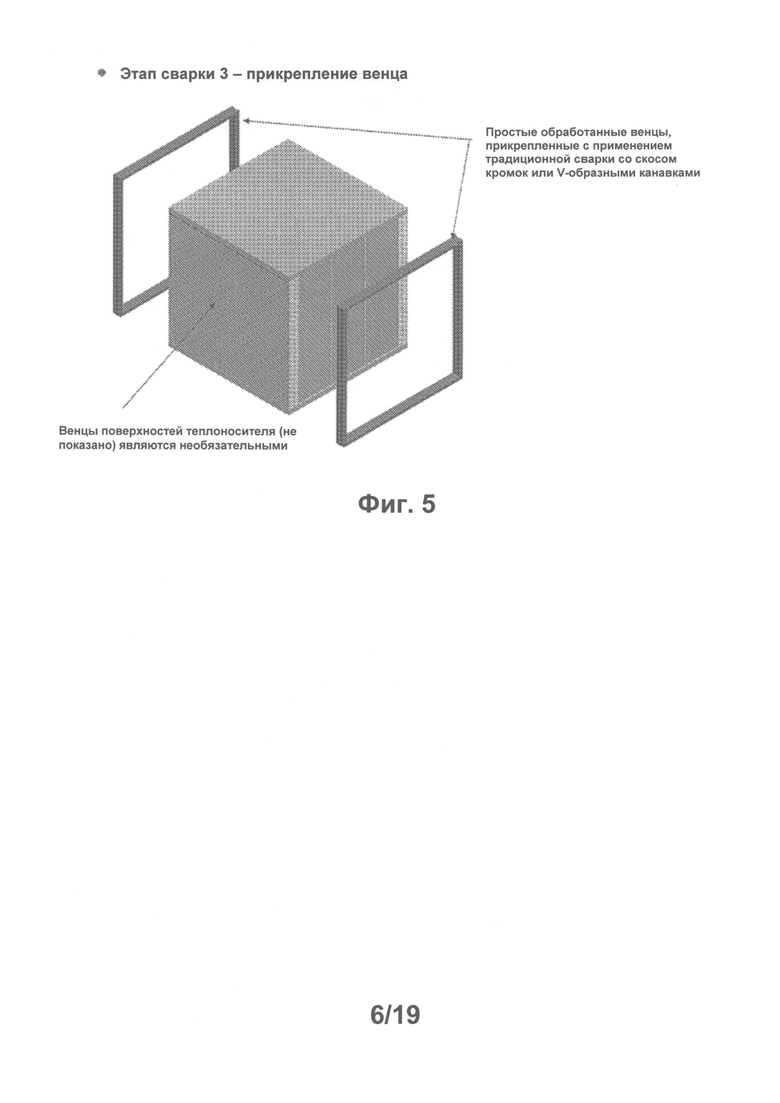
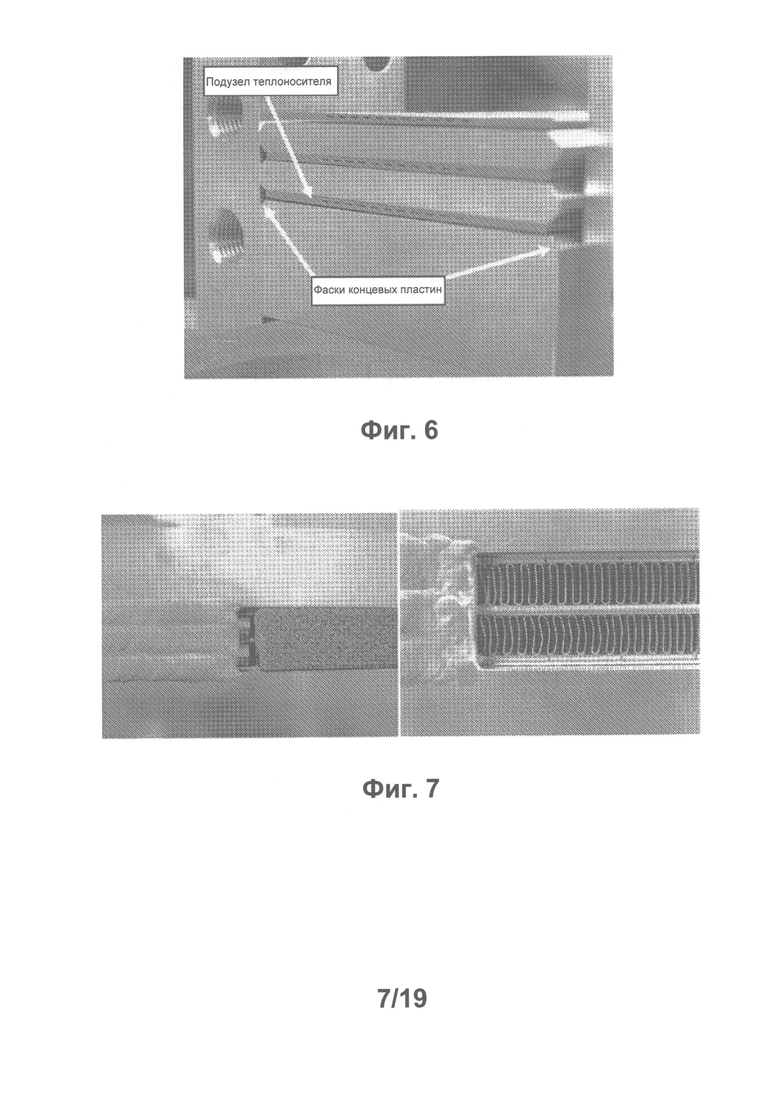

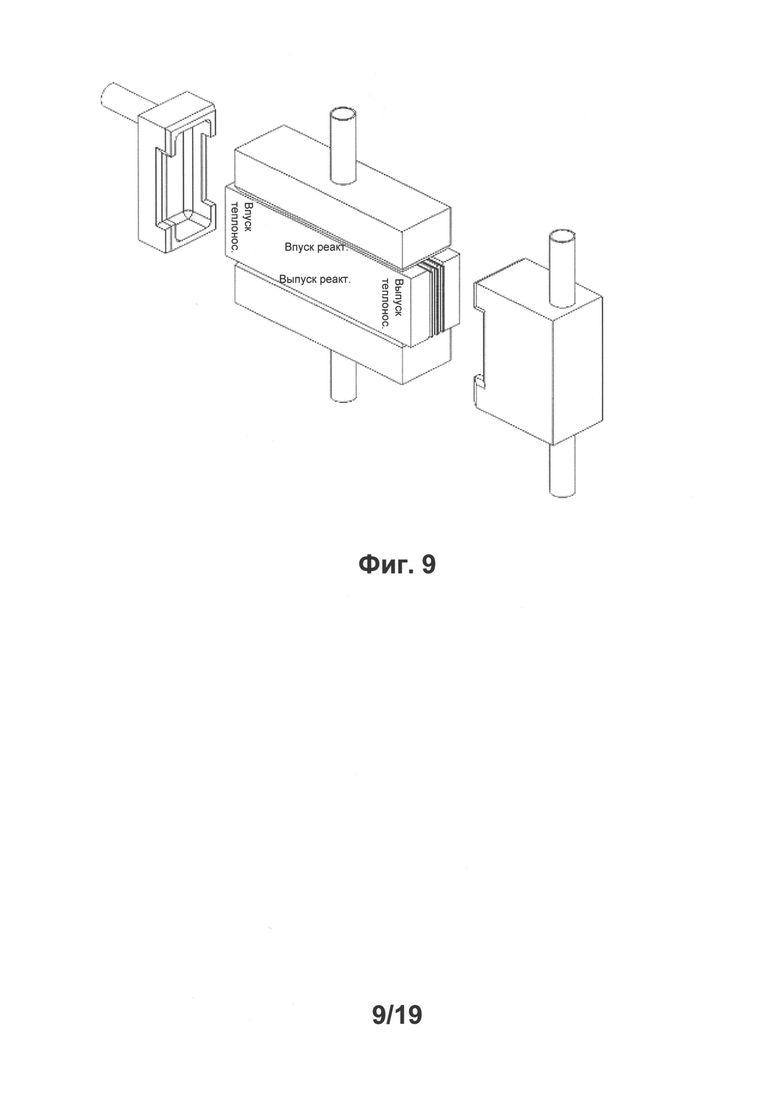
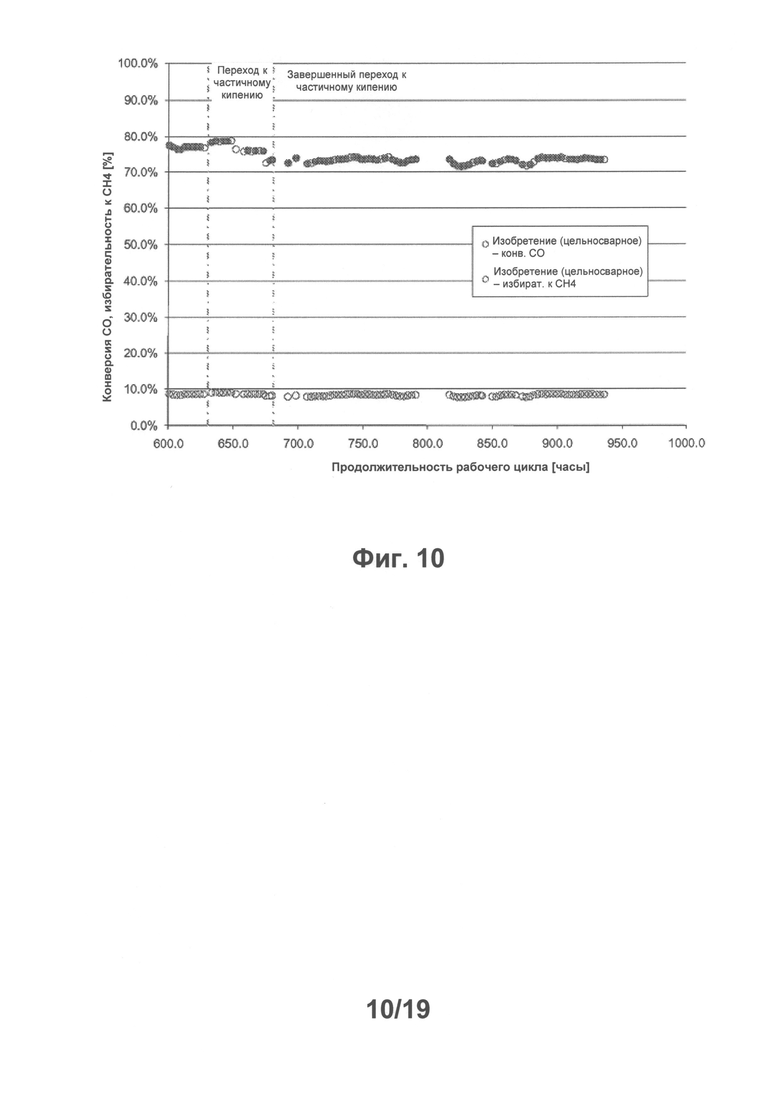
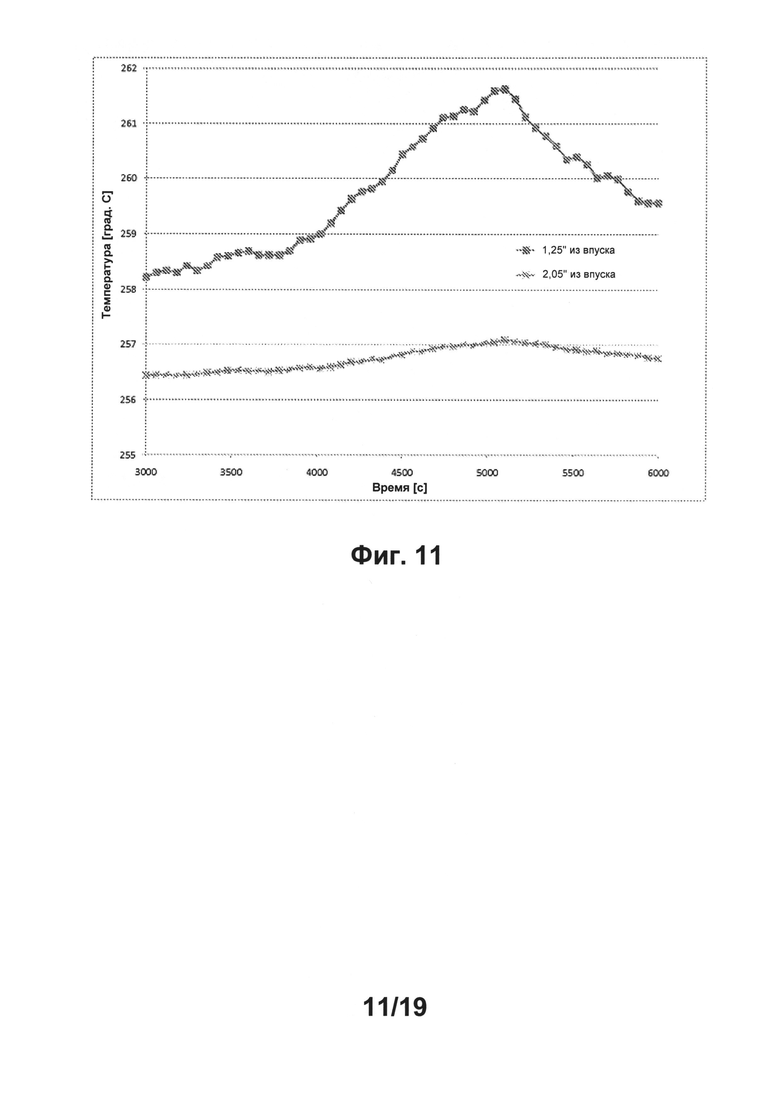
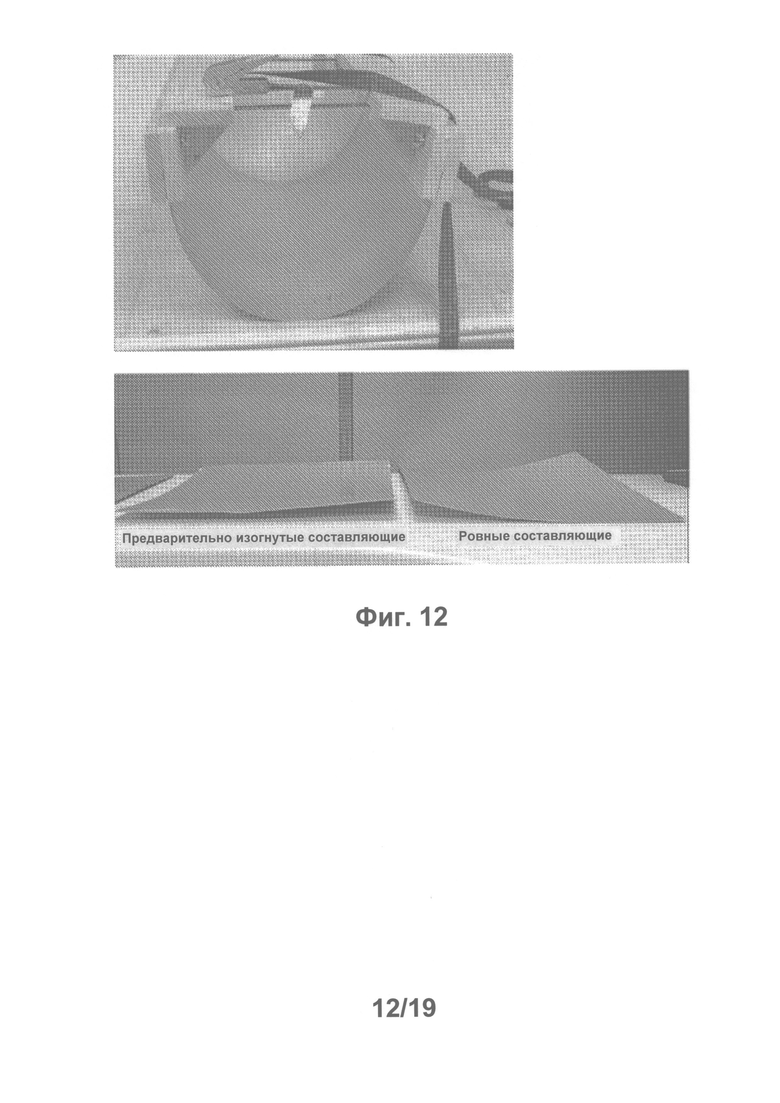
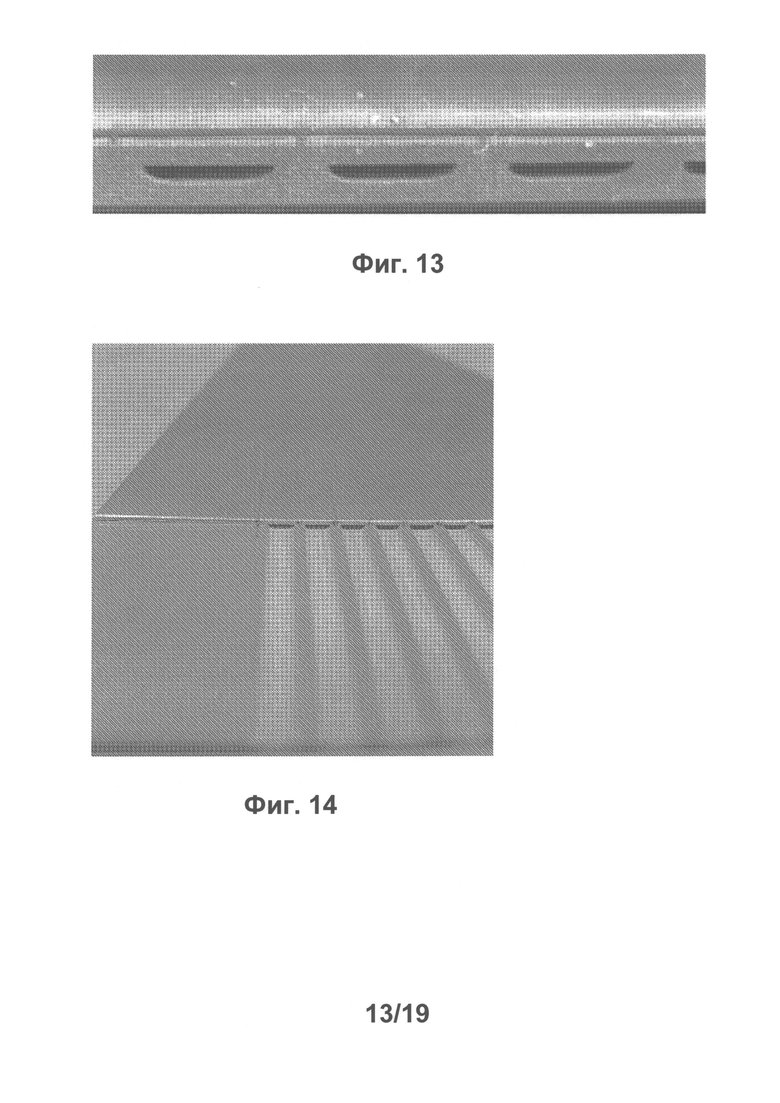
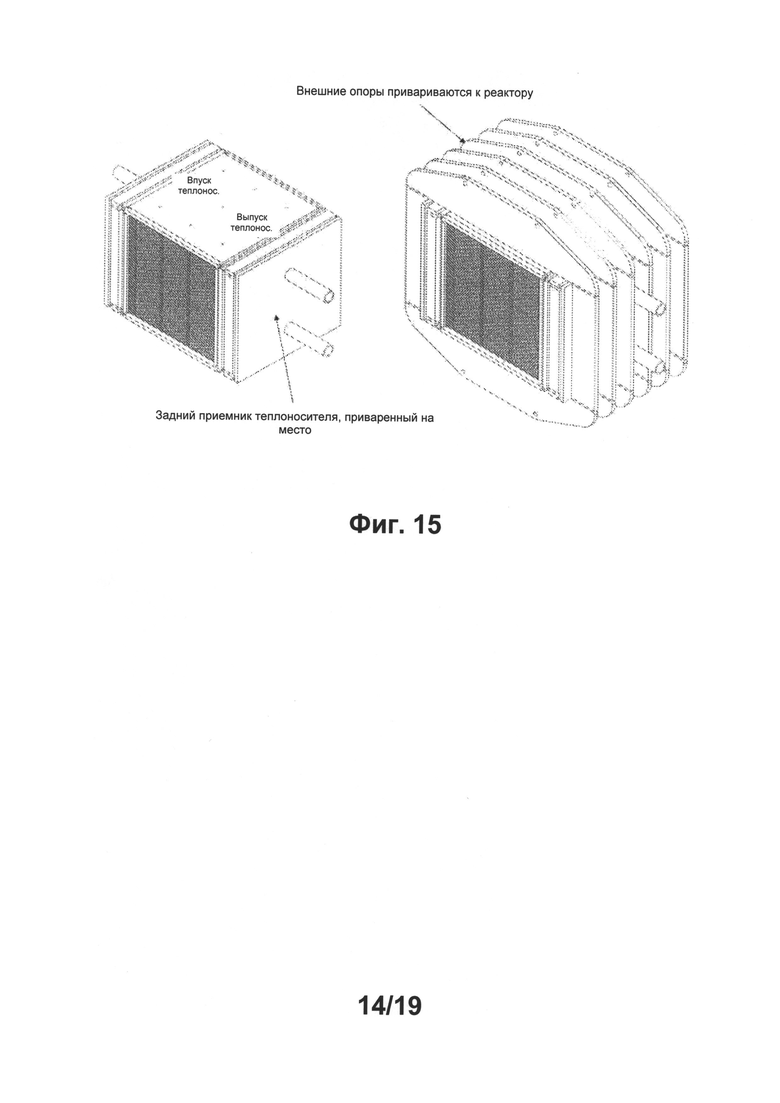
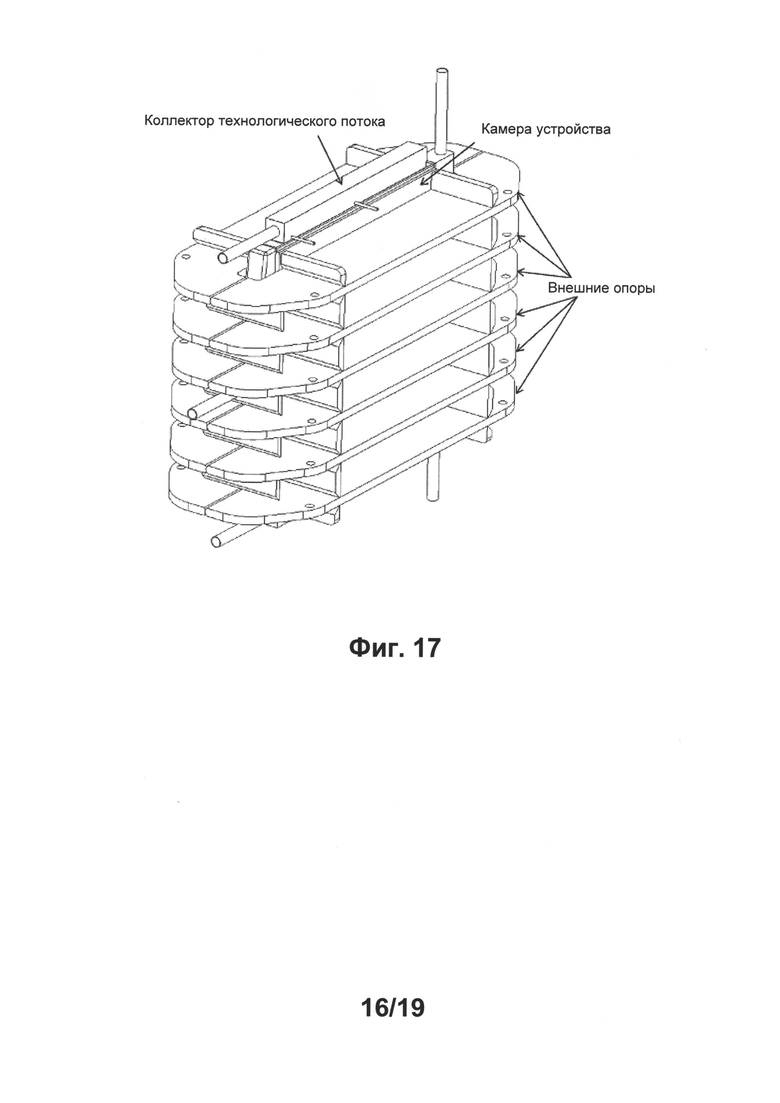
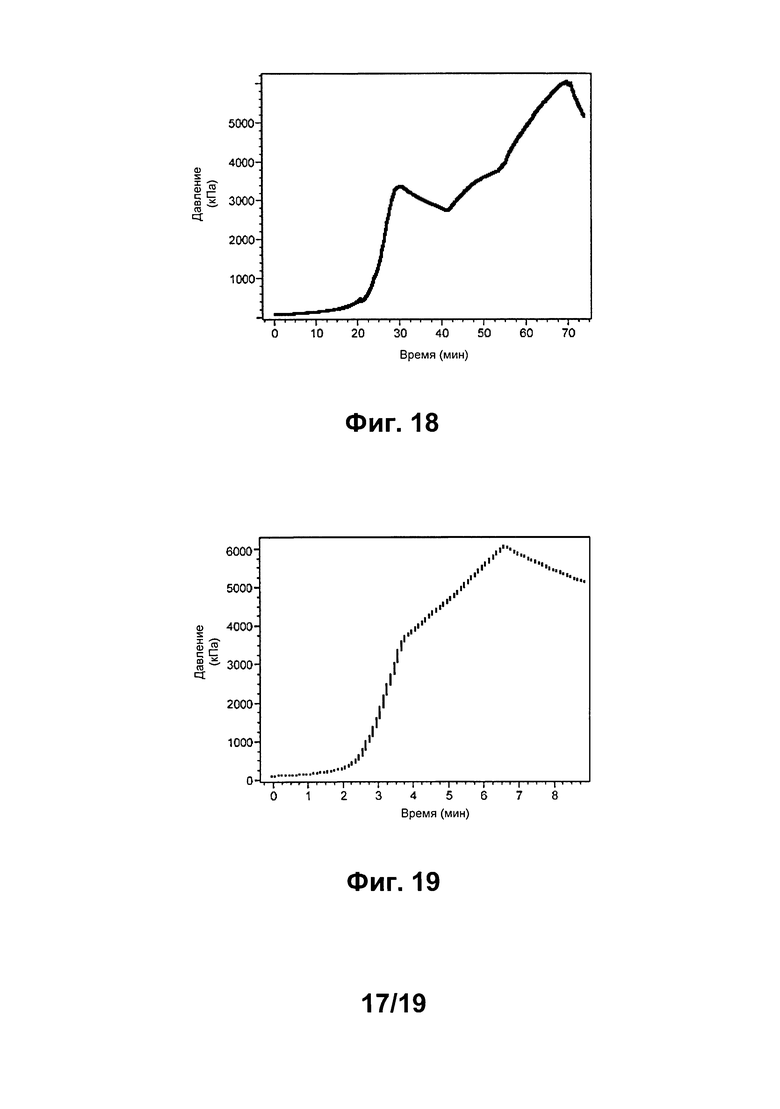
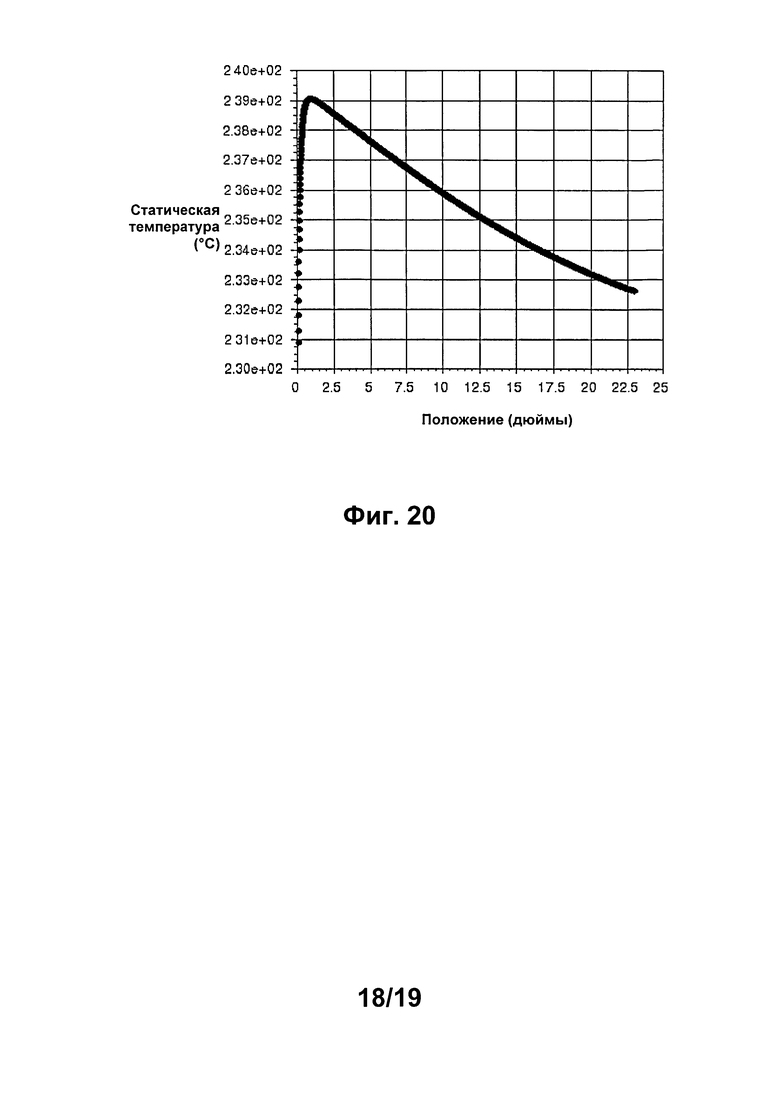
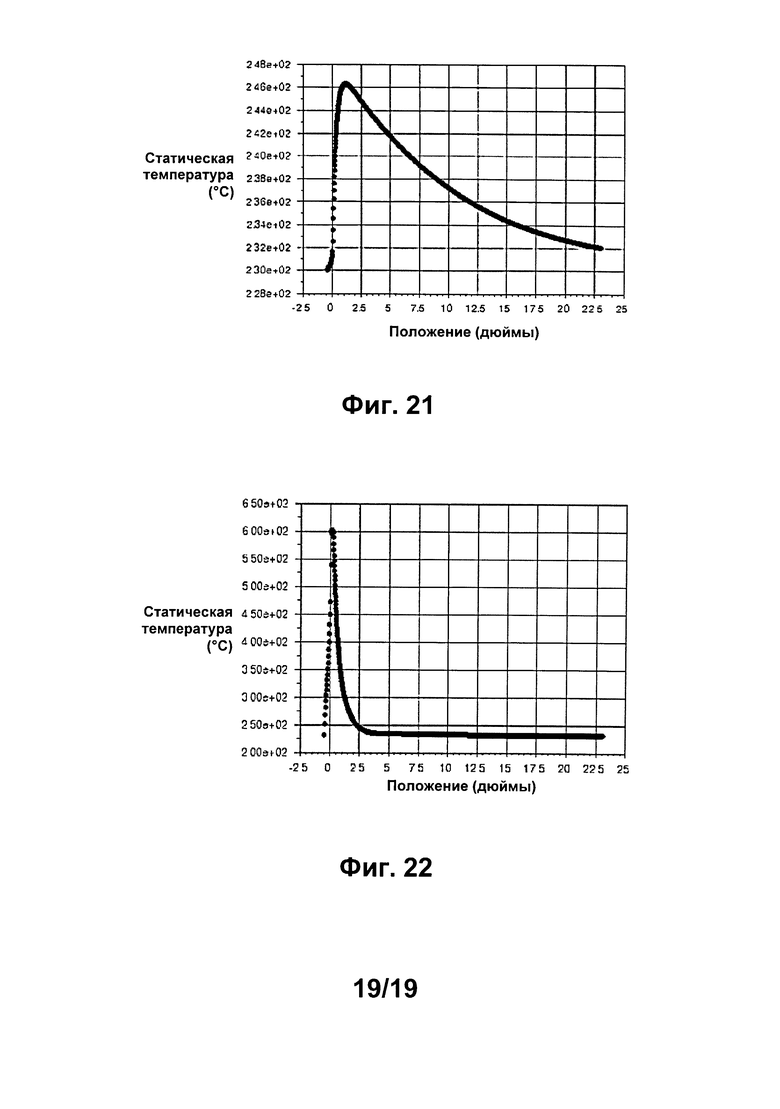
Изобретение относится к слоистым химическим ректорам, в частности микроканальным устройствам, способам их производства и эксплуатации. Химический реактор для проведения одной или более технологических операций включает слоистый микроканальный узел, включающий смежные первый и второй листы, которые являются по существу плоскими, причем площадь поперечного сечения листа превышает 100 см2, при этом первый лист содержит системы параллельных микроканалов, отделенные друг от друга перегородкой, и включающий сварные швы, которые проходят по длине перегородок и соединяют первый и второй листы. Изобретение обеспечивает реакторы более высокого качества и снижение стоимости их изготовления. 7 н. и 24 з.п. ф-лы, 23 ил., 6 табл., 10 пр.
1. Химический реактор для проведения одной или более технологических операций, включающий слоистый микроканальный узел, в свою очередь включающий первый лист и второй лист; при этом каждый лист имеет длину и ширину, причем площадь поперечного сечения, определяемая как произведение длины листа на ширину листа, превышает 100 см2;
первый и второй листы являются по существу плоскими;
первый лист содержит системы параллельных микроканалов, причем микроканалы отделены друг от друга перегородкой;
первый лист и второй лист являются смежными; и
включающий сварные швы, которые проходят по длине перегородок и соединяют первый лист со вторым листом.
2. Реактор по п. 1, отличающийся тем, что площадь поперечного сечения, определяемая как произведение длины листа на ширину листа, превышает 500 см2.
3. Реактор по п. 1, отличающийся тем, что сварные швы являются непрерывными.
4. Реактор по п. 1, отличающийся тем, что сварные швы на втором листе имеют линейную плотность как минимум 2,7 см/см2.
5. Реактор по п. 1, отличающийся тем, что швы являются лазерными сварными швами и имеют ширину 0,015 см или более.
6. Способ производства слоистого химического реактора для проведения одной или более технологических операций, включающий:
предоставление первого подузла или первого листа и второго подузла или второго листа;
при этом первый подузел или первый лист включает первую параллельную систему каналов, второй подузел или второй лист включает вторую параллельную систему каналов, при этом отсутствует пересечение между каналами в первом подузле или первом листе и втором подузле или втором листе;
сварку кромки первого подузла с кромкой второго подузла с образованием комбинированного слоя подузла или сварку кромок первого и второго листов с образованием общего сварного листа;
и укладку комбинированного слоя или общего сварного листа с одним или более слоями или листами и соединение уложенных в стопку слоев или листов с образованием слоистого устройства.
7. Способ по п. 6, отличающийся тем, что первая и вторая системы параллельных каналов могут иметь общий коллектор или подкладку.
8. Способ по п. 6, отличающийся тем, что первый подузел сваривается со вторым подузлом путем точечной сварки.
9. Способ по п. 6, отличающийся тем, что общий лист или подузел разрезается на множество частей и впоследствии сваривается для образования узла.
10. Способ по п. 6, отличающийся тем, что первый подузел или первый лист имеет тот же размер, что и второй подузел или второй лист.
11. Способ по п. 6, дополнительно включающий этап выравнивания первого подузла или первого листа перед сваркой кромок.
12. Слоистое устройство, изготовленное согласно способу по п. 6.
13. Способ проведения технологической операции в канальном слое в слоистом химическом реакторе, в котором изменяется растяжение на сжатие или наоборот, включающий:
предоставление устройства, включающего первый канальный слой и второй канальный слой, расположенные непосредственно вплотную к первому каналу;
при этом на первом этапе первый канальный слой содержит первую текучую среду при первом давлении, а второй канальный слой содержит вторую текучую среду при втором давлении; причем первое давление выше второго давления;
проведение технологической операции в первом канальном слое на первом этапе;
при этом на втором этапе первый канальный слой содержит третью текучую среду при третьем давлении, а второй канальный слой содержит четвертую текучую среду при четвертом давлении; причем четвертое давление выше третьего давления;
и проведение технологической операции в первом канальном слое на втором этапе.
14. Способ по п. 13, отличающийся тем, что первая и третья текучие среды являются технологическим потоком Фишера - Тропша, а вторая и четвертая текучие среды являются жидким теплоносителем.
15. Способ по п. 13, проводимый в сварном слоистом устройстве, отличающийся тем, что первый канал включает теплопроводную вставку с прессовой посадкой и катализатор.
16. Способ по п. 13, отличающийся тем, что, поскольку в первом канале образуются твердые частицы, технологические условия регулируются для адаптации под изменения в реакторе.
17. Слоистое микроканальное устройство для проведения технологической операции, имеющее длину и ширину, площадь поперечного сечения которого, определяемая как произведение длины листа на ширину листа, превышает 100 см2, и соединенное с верхней пластиной с образованием сварного узла с линейной плотностью лазерного сварного соединения 0,05-20 см/см2 на секции поверхности листа в пределах микроканального устройства; эта секция включает по крайней мере 50% (предпочтительно по крайней мере 90%, в некоторых вариантах осуществления 100%) сплошной площади основной поверхности.
18. Устройство по п. 17, отличающееся тем, что площадь поперечного сечения, определяемая как произведение длины листа на ширину листа, превышает 500 см2 и устройство соединено с верхней пластиной с образованием сварного узла с линейной плотностью лазерного сварного соединения 0,05-20 см/см2 на секции поверхности листа в пределах микроканального устройства; причем эта секция включает 100% основной поверхности.
19. Способ формирования химического реактора со слоистым узлом для проведения одной или более технологических операций, включающий: сварку верхнего листа с нижним листом с образованием ряда каналов, расположенных между верхней поверхностью верхнего листа и нижней поверхностью нижнего листа; при этом для образования швов между каналами в ряде каналов используется сварка.
20. Способ по п. 19, отличающийся тем, что способ соединения листов в узлы включает лазерную сварку для скрепления двух смежных микроканалов внутреннего потока.
21. Слоистый химический реактор для проведения одной или более технологических операций, включающий: стопку листов, соединенных сваркой;
причем стопка листов включает:
внутреннюю стопку листов, соединенных сваркой по периметру листов; и соединение для снятия напряжения в стопке листов;
при этом соединение для снятия напряжения включает два смежных листа, которые удерживаются в стопке, но по существу не соединены друг с другом по периметру двух смежных листов.
22. Реактор по п. 1, отличающийся тем, что микроканалы включают газообразный водород и углекислый газ.
23. Реактор по п. 1, отличающийся тем, что между первым листом и вторым листом нет промежуточного слоя материала.
24. Реактор по п. 1, включающий верхний лист с толщиной в пределах от 0,04 до 0,2 см.
25. Устройство по п. 17, отличающееся тем, что между листом в устройстве и верхней пластиной нет промежуточного слоя материала.
26. Устройство по п. 17, отличающееся тем, что верхняя пластина имеет толщину в пределах от 0,04 до 0,2 см.
27. Устройство по п. 17, которое соединено с верхней пластиной с образованием сварного узла с линейной плотностью лазерного сварного соединения 0,05-20 см/см2 на секции поверхности листа в пределах микроканального устройства; причем эта секция включает по крайней мере 90% сплошной площади основной поверхности.
28. Реактор по п. 21, отличающийся тем, что температурный шов выполнен из нижней пластины и верхней пластины, причем верхняя пластина ближе к наружной основной поверхности стопки, нижняя пластина содержит множество отверстий, а верхняя пластина лишена характерных признаков.
29. Реактор по п. 21, отличающийся тем, что два смежных листа не соединены, за исключением их углов.
30. Реактор по п. 21, отличающийся тем, что химический реактор является реактором, имеющим внутреннюю стопку листов, и где соединение для снятия напряжения расположено в верхней части такой стопки, и дополнительно содержит второе соединение для снятия напряжения, включающее два смежных листа, которые удерживаются в стопке, но по существу не соединены друг с другом по периметру двух смежных листов, причем второе соединение для снятия напряжения расположено в нижней части внутренней стопки листов.
31. Реактор по п. 21, отличающийся тем, что химический реактор является реактором, имеющим внутреннюю стопку листов, при этом один лист соединения для снятия напряжения находится напротив такой стопки, а соединение для снятия напряжения приварено к подузлу теплоносителя.
| US 6220497 B1, 24.04.2001 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ ПАРЦИАЛЬНОГО КИПЯЧЕНИЯ В МИНИ- И МИКРОКАНАЛАХ | 2005 |
|
RU2382310C2 |

