ОБЛАСТЬ ТЕХНИКИ
[0001]
Настоящее изобретение относится к элементу, образующему инструмент как таковой или его компонент, для образования или ремонта скважин с целью извлечения углеводородных ресурсов, включая нефть и газ.
УРОВЕНЬ ТЕХНИКИ
[0002]
Скважины (подземные буровые шахты) готовят для извлечения из-под земли углеводородных ресурсов, включая нефть и газ (в дальнейшем иногда условно именуемые «нефть»). Скважинные инструменты, такие как пробки для гидроразрыва пласта (разрушаемые пробки), мостовые пробки, цементировочные фонари, перфораторы, уплотнительные шарики, уплотнительные пробки и пакеры (в дальнейшем совокупно именуемые «скважинные инструменты»), используют для образования или ремонта скважин. Впоследствии инструменты зачастую разрушаются или их сбрасывают в забой без извлечения на поверхность. (Примеры таких скважинных инструментов и способы их использования представлены, например, в патентных документах 1-5.) Таким образом, для временного использования рекомендовано образовывать целый инструмент или его компонент, который составляет связующую часть, которую можно деформировать (например, элемент скважинного инструмента) при помощи разлагаемого полимера для инструмента. Примеры разлагаемого полимера могут включать полисахарид, такой как крахмал или декстрин; полимеры животного происхождения на основе альбумина, такие как хитин и хитозан; алифатические полиэфиры, такие как полимолочная кислота (PLA, обычно поли-L-молочная кислота (PLLA)), полигликолевая кислота (PGA), полимасляная кислота и поливалериановая кислота; а также дополнительно полиаминокислоты, полиэтиленоксид и т.д. (патентные документы 1 и 2). Однако технология расчета изменения механической прочности при разложении и времени до деформации элемента скважинного инструмента путем использования разлагаемого полимера не была удовлетворительным образом разработана из-за сложности точной оценки изменения характеристик разлагаемого полимера при разложении.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0003]
[Патентный документ 1] US 2005/0205266 A,
[Патентный документ 2] US 2005/0205265 A,
[Патентный документ 3] US 2009/0101334 A,
[Патентный документ 4] US 7621336 B,
[Патентный документ 5] US 7762342 B.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0004]
С учетом вышеупомянутого традиционного уровня техники основная цель настоящего изобретения заключается в обеспечении элемента скважинного инструмента, обеспечивающего более точный расчет изменения механической прочности при разложении и времени до деформации элемента скважинного инструмента путем подходящего выбора и формования разлагаемого полимера.
[0005]
Разработанный для достижения вышеупомянутой цели элемент скважинного инструмента для извлечения углеводородных ресурсов настоящего изобретения содержит формованный корпус из смолы на основе полигликолевой кислоты, имеющей средневесовую молекулярную массу по меньшей мере 70000, имеет эффективную толщину, равную 1/2 или более критической толщины поверхностного распада, и демонстрирует постоянную степень (скорость) уменьшения толщины в воде в зависимости от времени.
[0006]
Согласно исследованию, проведенному авторами настоящего изобретения, смола на основе полигликолевой кислоты обладает превосходной начальной прочностью, а ее надлежащим образом рассчитанный формованный корпус демонстрирует уникальные характеристики, то есть постоянную скорость уменьшения толщины с течением времени (иными словами, линейной скоростью уменьшения толщины) в воде, в отличие от других разлагаемых полимеров. Таким образом, если эффективная толщина, способствующая получению требуемых характеристик, таких как прочность корпуса и закупоривающие или уплотнительные характеристики элемента скважинного инструмента, задана надлежащим образом в зависимости от времени до деформации компонента, можно рассчитать прочность и время удержания элемента скважинного инструмента. Линейная скорость уменьшения толщины формованного корпуса из смолы на основе полигликолевой кислоты достигается на основе поверхностного распада формованного корпуса благодаря его прекрасным барьерным свойствам по отношению к воде (пару) (иными словами, явлению, при котором граница между гидролизованным слоем низкомолекулярного полимера, не проявляющим барьерных свойств, и негидролизованным сердцевинным слоем в формованном корпусе продвигается внутрь со скоростью, практически соответствующей скорости проникновения с поверхности молекул воды, причем такая скорость представляет собой скорость, управляющую процессом). Линейная скорость уменьшения толщины не достигается при объемном распаде, проявляющемся в разложении мелких частиц смолы на основе полигликолевой кислоты, которые не образуют такой четкой границы, или в разложении формованного корпуса из других разлагаемых полимеров, демонстрирующих худшие барьерные свойства. Например, формованный корпус из полимолочной кислоты, являющейся типичным разлагаемым полимером, исходно проявляет низкую скорость уменьшения эффективной толщины, которая, тем не менее, быстро возрастает с промежуточной стадии (как показано в сравнительном примере 1). В настоящем изобретении эффективную толщину (толщину части формованного корпуса как управляющего свойствами элемента скважинного инструмента) формованного корпуса из смолы на основе полигликолевой кислоты задают равной по меньшей мере критической толщине, то есть граничной толщине, при которой объемный распад смещается в направлении поверхностного распада, или по меньшей мере половине критической толщины, в случае когда только одна поверхность формованного корпуса подвергается воздействию воды, посредством чего становится возможным рассчитать элемент скважинного инструмента, имеющий характеристику линейной скорости уменьшения толщины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0007]
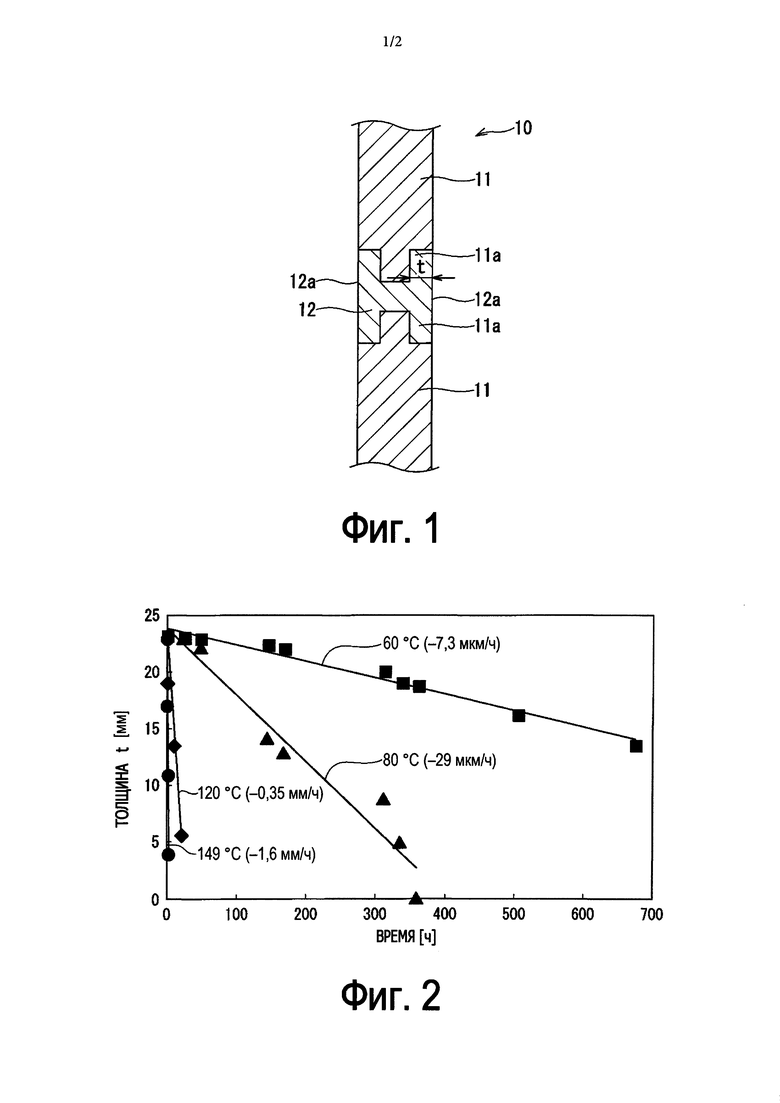
На фиг. 1 представлен схематический вид в разрезе соответствующей части пробки для гидроразрыва пласта в качестве примера скважинного инструмента.
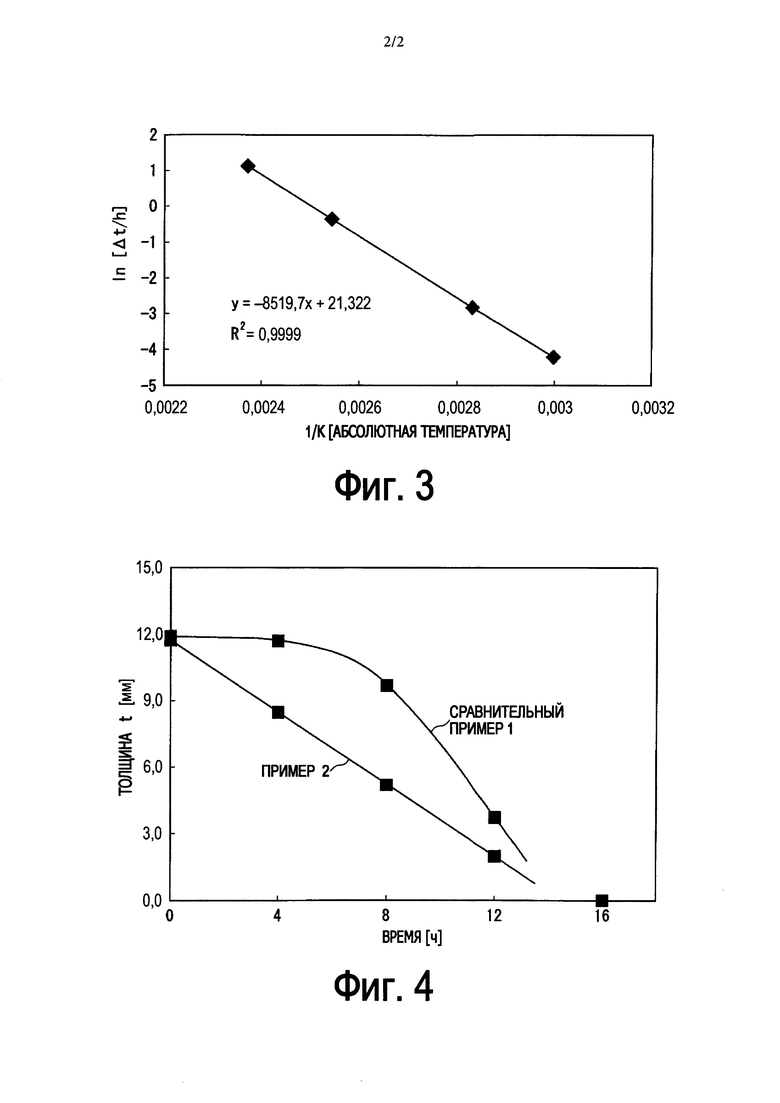
На фиг. 2 представлена диаграмма, показывающая изменения толщины формованного корпуса из PGA при различных температурах.
На фиг. 3 представлена диаграмма (график Аррениуса), показывающая температурную зависимость скорости уменьшения толщины формованного корпуса из PGA.
На фиг. 4 представлена диаграмма, показывающая изменение в зависимости от времени формованного корпуса из PGA и формованного корпуса из PLLA для сравнения.
ЛУЧШИЙ ВАРИАНТ ПРАКТИЧЕСКОГО ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0008]
Далее по тексту настоящее изобретение будет описано подробно со ссылкой на подходящие варианты его осуществления.
[0009] (Смола на основе полигликолевой кислоты)
Смола на основе полигликолевой кислоты, используемая в настоящем изобретении, может включать гомополимер гликолевой кислоты (а именно, полигликолевую кислоту (PGA)), состоящий только из звена гликолевой кислоты (-OCH2-СО-) в качестве повторяющегося звена, а также сополимер гликолевой кислоты, включающий другие мономерные (сомономерные) звенья, такие как звенья гидроксил-карбоновой кислоты, предпочтительно звенья молочной кислоты, в соотношении не более 50% вес., предпочтительно - не более 30% вес., более предпочтительно - не более 10% вес. Скорость гидролиза, кристалличность и т.п. смолы на основе полигликолевой кислоты можно до некоторой степени модифицировать, преобразуя ее в сополимер, включающий другое мономерное звено. Однако следует отметить, что характеристика поверхностного распада элемента скважинного инструмента настоящего изобретения достигается на основе выдающихся барьерных свойств смолы на основе полигликолевой кислоты, так что введение другого мономерного звена в избыточном количестве нежелательно, так как оно может вызывать ухудшение барьерных свойств и приводить к потере линейной скорости уменьшения толщины.
[0010]
Используют смолу на основе полигликолевой кислоты, имеющую средневесовую молекулярную массу по меньшей мере 70000, предпочтительно 100000-500000. Если средневесовая молекулярная масса менее 70000, снижается исходная прочность, требуемая для элемента инструмента. С другой стороны, если средневесовая молекулярная масса превышает 500000, смола на основе полигликолевой кислоты приводит к нежелательному ухудшению характеристик прессования и обработки.
[0011]
Для получения смолы на основе полигликолевой кислоты с такой большой молекулярной массой вместо полимеризации гликолевой кислоты предпочтительно применять процесс, в рамках которого гликолид, представляющий собой димер гликолевой кислоты, подвергают полимеризации с раскрытием кольца в присутствии небольшого количества катализатора (катионного катализатора, такого как органический карбоксилат олова, галогенид олова или галогенид сурьмы) и по существу в отсутствие растворителя (а именно, в условиях объемной полимеризации) с нагреванием при температурах приблизительно 120-250°C. Соответственно, в случае образования сополимера в качестве сомономера предпочтительно использовать один или более типов лактидов, представленных лактидом, который является димером молочной кислоты, и лактонов (например, капролактона, бета-пропиолактона, бета-бутиролактона).
[0012]
Попутно отметим, что точка плавления (Tm) смолы на основе гликолевой кислоты по существу составляет 200°C или более. Например, полигликолевая кислота имеет точку плавления приблизительно 220°C, температуру стеклования приблизительно 38°C и температуру кристаллизации приблизительно 90°C. Однако точка плавления смолы на основе полигликолевой кислоты может до некоторой степени варьировать в зависимости от ее молекулярной массы, типов сомономера и т.д.
[0013]
Несмотря на то что элемент скважинного инструмента настоящего изобретения, как правило, состоит только из смолы на основе полигликолевой кислоты, возможно также примешивать другие алифатические полиэфиры (например, гомополимер или сополимер сомономеров для получения описанного выше сополимера гликолевой кислоты) или другие термопластичные смолы, такие как ароматические полиэфиры или эластомеры, для целей регулирования способности к разложению и т.д. Однако количество примешиваемого вещества, представленного в настоящем документе, следует ограничивать во избежание ухудшения вышеупомянутых характеристик поверхностного распада формованного корпуса, основанных на свойстве создания газонепроницаемого барьера смолы на основе полигликолевой кислоты. Более конкретно количество примешиваемого вещества должно быть ограничено количеством, не препятствующим присутствию смолы на основе полигликолевой кислоты в качестве матричной смолы, т.е. менее 30% вес., предпочтительно менее 20% вес., более предпочтительно 10% вес. смолы на основе полигликолевой кислоты.
[0014]
К смоле на основе полигликолевой кислоты можно дополнительно добавлять различные присадки, такие как термостабилизатор, светостабилизатор, неорганический наполнитель, пластификатор, влагопоглотитель, водоотталкивающий агент, гидрофобизатор, смазывающее вещество, ускоритель и замедлитель разложения, по мере необходимости, в пределах, не влияющих негативно на цель настоящего изобретения.
[0015]
Смола на основе полигликолевой кислоты (и другие необязательные компоненты), полученная вышеописанным способом, может быть образована с помощью традиционного способа термоформования, такого как литье под давлением, экструзия расплава, экструзия с отверждением расплава, компрессионное литье и центробежное литье, или, при необходимости, с помощью дополнительной машинной обработки с получением формы элемента или изделия, составляющего целый скважинный инструмент или компонент различных скважинных инструментов, таких как пробки для гидроразрыва пласта, мостовые пробки, цементировочные фонари, перфораторы, уплотнительные шарики, уплотнительные пробки и пакеры, примеры которых приведены в вышеупомянутых патентных документах 1-5. Например, чтобы улучшить возможность управления временем деформации инструмента на основе линейности скорости уменьшения толщины смола на основе полигликолевой кислоты может быть образована в виде компонента 12, составляющего соединительную часть между компонентами 11-11, изготовленными из неразлагаемой водой смолы или металла в форме цилиндра, прямоугольной колонны или полого стержня, образуя инструмент 10, имеющий удлиненную форму, как показано на фиг. 1, на котором представлен схематический вид в сечении соответствующей части пробки для гидроразрыва пласта в качестве примера скважинного инструмента. В результате толщина t от поверхности 12a компонента 12, подверженного воздействию воды (на практике - водной среды, образующей рабочую среду, в которую помещают скважинный инструмент), до боковой стороны выступающей части 11a компонента 11 становится эффективной толщиной, определяющей время до деформации или разрушения инструмента 10. В зависимости от формы инструмента воздействию воды может подвергаться только одна его поверхность. В таком случае эффективная толщина становится равной половине критической толщины. Более того, в случае уплотнительного шарика, имеющего форму полной сферы и полностью подверженного воздействию воды, диаметр сферы может быть принят в качестве эффективной толщины.
[0016]
Также предпочтительно, чтобы полученный формованный корпус из смолы на основе полигликолевой кислоты подвергался термообработке в течение от приблизительно 1 минуты до 10 часов при температуре, превышающей температуру кристаллизации Tc1 после повышения температуры (приблизительно 90°C для гомополимера гликолевой кислоты) и ниже точки плавления смолы на основе полигликолевой кислоты, с целью повышения зависимой от массы степени кристалличности до приблизительно 20% или более, в особенности до 30-60%, посредством чего улучшается барьерное свойство паронепроницаемости и линейность скорости уменьшения толщины.
[0017] (Критическая толщина поверхностного распада)
В настоящем изобретении эффективную толщину формованного корпуса из смолы на основе полигликолевой кислоты, составляющего элемент скважинного инструмента, устанавливают равной по меньшей мере 1/2 критической толщины поверхностного распада. В соответствии с исследованием, проведенным авторами настоящего изобретения, критическую толщину Lc поверхностного распада определяли следующим образом.
[0018]
По существу распад формованного корпуса из обычной разлагаемой смолы, показывающий более высокую скорость проникновения воды в формованный корпус по сравнению со скоростью распада смолы, протекает по механизму объемного распада, а скорость распада не проявляет линейности. С другой стороны, в случае когда скорость проникновения воды ниже скорости распада смолы, распад протекает по механизму поверхностного распада, а скорость уменьшения толщины, сопровождающая распад, проявляет линейность. Несмотря на то что смола PGA удовлетворяет данному условию, тонкоформованный корпус из нее по-прежнему вызывает объемный распад, так как проникновение воды в формованный корпус происходит быстро. Толщина, при которой происходит замена объемного распада на поверхностный распад, называется критической толщиной Lc. Авторы настоящего изобретения подтвердили характеристику распада поверхности гомополимера полигликолевой кислоты (PGA), как показано в представленных далее примерах, и определили критическую толщину следующим образом.
[0019]
Прежде всего мелкодисперсный порошок (имеющий средний размер частиц 200 мкм) PGA использовали для исследования связи между изменением молекулярной массы и потерей массы в воде. В результате этого было обнаружено, что при достижении средневесовой молекулярной массы (Mw), измеренной с помощью ГПХ, достигшей 50000, мелкодисперсный порошок начинал вызывать потерю массы. Время (τ), в течение которого средневесовая молекулярная масса мелкодисперсного порошка PGA, имеющего начальное значение Mw=200000, снизилась до 50000, измеряли при различных температурах следующим образом: 278 часов в воде при 40°C, 57 часов в воде при 50°C и 14 часов в воде при 80°C. Время снижения (τ) до достижения Mw=50000 при абсолютной температуре (K) задается следующей формулой (1), используемой в качестве эмпирической формулы, основанной на значениях, измеренных при более высоких температурах:

[0020]
Впоследствии прессованную деталь из PGA (толщиной 23 мм) использовали для исследования скорости уменьшения толщины (пример 1, описанный ниже). В результате этого она показала постоянную по времени скорость уменьшения толщины (с одной стороны) (фиг. 2). Более того, было обнаружено, что молекулярная масса нераспавшейся части не отличалась от молекулярной массы до распада, а прессованная деталь распадалась по механизму поверхностного распада. Так как в данном случае скорость проникновения воды является основополагающим фактором, влияющим на скорость распада, можно сказать, что скорость уменьшения толщины (скорость распада) эквивалентна скорости проникновения воды. Исходя из вышесказанного, скорость уменьшения толщины (=скорость проникновения воды) (V) прессованной детали PGA составила 1,15 мкм (каждое значение подсчитано как проникновение с одной стороны)/ч в воде при 40°C, 5,95 мкм/ч в воде при 60°C и 28,75 мкм/ч в воде при 80°C. Поскольку эмпирическая формула основана на измеренных значениях при более высоких температурах, скорость уменьшения толщины (V) (с одной стороны) при абсолютной температуре (K) задается следующей формулой (2) (вышеизложенное основано на примере 1, описанном ниже):

[0021]
Толщина материала, при которой происходит замена объемного распада на поверхностный распад, называется критической толщиной (поверхностного распада) Lc. Критическую толщину Lc материала можно оценить по следующей формуле (3) на основе результатов вычислений, произведенных по вышеуказанным формулам (1) и (2) при соответствующих температурах (K):

В результате этого критическая толщина (τ) PGA была получена равной 770 мкм в воде при 40°C, 812 мкм в воде при 60°C и 852 мкм в воде при 80°C.
[0022]
На основе вышеуказанных формул (1)-(3) критическая толщина Lc поверхностного распада PGA была рассчитана, как показано в следующей таблице 1.
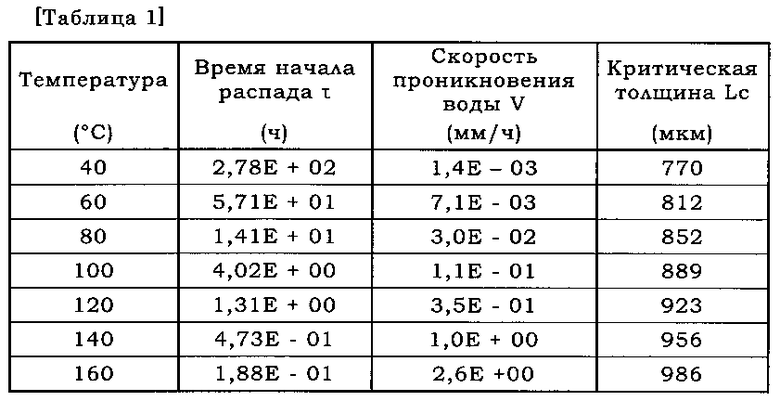
[0023]
Таким образом, было обнаружено, что когда формованный корпус из PGA имеет толщину, превышающую данные значения, распад формованного корпуса с обеих сторон, подверженных воздействию воды, протекает по механизму поверхностного распада, который показывает линейную скорость уменьшения толщины в процессе распада. Как было упомянуто выше, в настоящем изобретении при задании эффективной толщины формованного корпуса из смолы на основе полигликолевой кислоты, составляющего элемент скважинного инструмента, равной по меньшей мере 1/2, предпочтительно по меньшей мере 1 критической толщины (τ) поверхностного распада, что определяется условиями окружающей среды, главным образом температурой в скважине, становится возможным рассчитать время разрушения скважинного инструмента на основе линейности скорости уменьшения толщины элемента скважинного инструмента.
[0024] (Эффективная толщина)
Эффективная толщина формованного корпуса из смолы PGA, образующего элемент скважинного инструмента, определяется как толщина уменьшения, которая будет допустима к тому времени, когда требуемые характеристики (например, прочность связи соединительного элемента и функция закупоривания или уплотнения пробки или уплотнителя) элемента скважинного инструмента утрачиваются. Эффективную толщину элемента скважинного инструмента задают равной по меньшей мере 1 критической толщине, когда две основные поверхности элемента скважинного инструмента подвержены воздействию водной среды, и по меньшей мере 1/2 критической толщины, когда воздействию водной среды, образующей рабочую среду, подвержена только одна из двух основных поверхностей элемента скважинного инструмента соответственно. В любом случае по существу предпочтительно задавать эффективную толщину равной по меньшей мере 1,2, более предпочтительно по меньшей мере 1,5 вышеупомянутого значения.
[0025]
Элемент скважинного инструмента настоящего изобретения образуют с эффективной толщиной, которая, по расчетам, равна по меньшей мере вышеупомянутому значению и спонтанно разлагается после использования в окружающей водной среде при установленной температуре, например, 20-180°C для операций, таких как образование, ремонт или расширение скважин. Однако по желанию также возможно ускорить его деформацию после использования, подняв температуру окружающей среды, например, путем закачки горячего пара.
ПРИМЕРЫ
[0026]
Далее настоящее изобретение будет описано более конкретно на основе примеров и сравнительных примеров. Характерные значения, описанные в данной спецификации, включая описанные ниже примеры, основаны на значениях, измеренных в соответствии со следующими способами.
[0027] <Средневесовая молекулярная масса (Mw)>
Для измерения средневесовых молекулярных масс (Mw) полигликолевой кислоты (PGA) и полимолочной кислоты (PLA) каждый образец массой 10 мг растворяли в гексафторизопропаноле (HFIP), содержащем трифторацетат натрия, растворенный в нем при концентрации 5 мМ для образования раствора 10 мл, который затем фильтровали через мембранный фильтр с получением раствора образца. Раствор образца объемом 10 мкл инжектировали в устройство для гельпроникающей хроматографии (ГПХ) для измерения молекулярной массы при следующих условиях. Попутно отметим, что раствор образца инжектировали в устройство для ГПХ в течение 30 минут после растворения.
<Условия ГПХ>
Устройство: Shimadzu LC-9A.
Колонка: HFIP-806M×2 (последовательное соединение) + предварительная колонка: HFIP-LG×1.
Температура в колонке: 40°C.
Элюирующая жидкость: раствор HFIP, содержащий 5 мМ растворенного в нем трифторацетата натрия.
Расход: 1 мл/мин.
Детектор: дифференциальный рефрактометрический детектор.
Калибровка по молекулярной массе: калибровочная кривая была построена с использованием пяти стандартных образцов молекулярной массы полиметилметакрилата, имеющих различные молекулярные массы (изготовленных компанией POLYMER LABORATORIES Ltd. и используемых для определения молекулярных масс).
[0028] <Подготовка прессованных деталей>
Прессованные детали для измерения скорости уменьшения толщины при погружении в воду были подготовлены следующим способом из смолы (композиций) согласно примерам и сравнительным примерам, описанным ниже.
Пластину смолы толщиной 5 мм сначала изготавливали путем прессования в пресс-форме при помощи держателя формы из нержавеющей стали размером 5 кв. см и 5 мм в глубину. Условия прессования включали температуру 260°C, предварительный нагрев в течение 4 минут, прессование при 5 МПа в течение 2 минут, причем после прессования пластину подвергали закалке при помощи пластин с водным охлаждением. После этого несколько полученных пластин складывали штабелем и подвергали прессованию в пресс-форме с образованием прессованной детали заданной толщины (12 мм или 23 мм). Условия прессования включали температуру 260°C, предварительный нагрев в течение 7 минут, прессование при 5 МПа в течение 3 минут, причем после прессования пластину подвергали закалке при помощи пластин с водным охлаждением. Полученные таким образом прессованные детали кристаллизовали путем термообработки в печи при 120°C в течение 1 часа, а затем использовали для испытания.
[0029] (Испытание на распад в воде)
Одну из прессованных деталей из смолы, полученных вышеописанным образом, помещали в 1-литровый автоклав, который затем наполняли деионизированной водой, для проведения испытания погружением в течение заданного времени при заданной температуре. Затем после погружения прессованную деталь вынимали и разрезали для открытия ее сечения, после чего оставляли на ночь в сухом помещении для получения сухой детали. Измеряли толщину ее сердцевинной части (твердой нераспавшейся части) и на основании разности между исходной толщиной рассчитывали уменьшенную толщину (Δt=1/2 общей уменьшенной толщины с обеих сторон).
[0030] (Пример 1)
Заданное количество прессованных деталей толщиной 23 мм, изготовленных из гомополимера гликолевой кислоты, имеющего исходную молекулярную массу Mw=200000 (PGA, изготовлена компанией Kureha Corporation), описанным выше образом, было соответственно подвергнуто испытаниям на распад в воде при температурах 60°C, 80°C, 120°C и 149°C, как описано выше, для измерения изменения уменьшения толщины в зависимости от времени (с одной стороны) (=Δt). Результаты нанесены на график, показанный на фиг. 2. Как видно из графика, изображенного на фиг. 2, хорошая линейность скорости уменьшения толщины наблюдается при каждой температуре. На основе данных, представленных на фиг. 2, был получен график Аррениуса, представленный на фиг. 3, на котором ордината представляет собой логарифмическое значение ln (Δt/h) скорости изменения толщины с одной стороны, а абсцисса - обратную величину абсолютной температуры (1/K). На основе результатов была получена упомянутая выше (и воспроизведенная ниже) формула (2), показывающая зависимость скорости уменьшения толщины (с одной стороны) (=V) от температуры:

[0031] (Пример 2)
Четыре прессованные детали толщиной 12 мм были изготовлены вышеописанным образом из той же PGA, которую использовали в примере 1, и подвергнуты вышеупомянутому испытанию на распад в воде соответственно при 149°C для измерения изменения уменьшения толщины в зависимости от времени.
[0032] (Сравнительный пример 1)
Прессованные детали толщиной 12 мм были приготовлены и подвергнуты испытанию на распад в воде для измерения изменения уменьшения толщины со временем таким же образом, как в примере 2, за исключением использования кристаллической полимолочной кислоты, имеющей средневесовую молекулярную массу 260000 (PLLA под маркой Ingeo Biopolymer 4032D, изготовленная компанией Nature Works).
[0033]
Результаты вышеупомянутого примера 2 и сравнительного примера 1 в совокупности показаны на фиг. 4. Как показано на фиг. 4, в то время как PGA показала хорошую линейность скорости уменьшения толщины, прессованная деталь PLA сравнительного примера 1 сначала показала низкую скорость уменьшения, однако, начиная с промежуточной стадии, скорость уменьшения толщины быстро возрастала, таким образом не показывая линейности скорости уменьшения толщины.
[0034] (Пример 3)
Испытание на распад в воде проводилось при 120°C, а в остальном выполнялось таким же образом, как и в примере 2.
[0035] (Пример 4)
Испытание на распад в воде проводилось таким же образом, как и в примере 2, за исключением того, что вместо автоклава в качестве емкости использовалась 800-миллилитровая стеклянная бутыль, которая хранилась в печи при 80°C.
[0036] (Пример 5)
Испытание на распад в воде проводилось таким же образом, как и в примере 2, за исключением того, что вместо автоклава в качестве емкости использовалась 800-миллилитровая стеклянная бутыль, которая хранилась в печи при 60°C.
[0037] (Пример 6)
Прессованные детали были приготовлены, а испытание на распад в воде проводились таким же образом, как и в примере 2, за исключением того, что прессованные детали были приготовлены из композиции, полученной путем смешивания 50 вес. частей той же PGA, которую использовали в примере 1, с 50 вес. частями талька (Micro асе L-1, изготовленного компанией Nippon Talc, Co. Ltd.; средний размер частиц на основе 50% объема составил 5 мкм) в качестве сырьевого материала.
[0038] (Пример 7)
Прессованные детали были приготовлены и испытание на распад в воде проводилось таким же образом, как и в примере 2, за исключением того, что прессованные детали были приготовлены из композиции, полученной путем смешивания 50 вес. частей той же PGA, которую использовали в примере 1, с 50 вес. частями кварцевого песка (кварцевый песок №8, изготовленный компанией JFE Mineral Со. Ltd.; размер частиц от 150 до 212 мкм) в качестве сырьевого материала.
[0039] (Пример 8)
Прессованные детали были приготовлены и испытание на распад в воде проводилось таким же образом, как и в примере 2, за исключением того, что прессованные детали были приготовлены из композиции, полученной путем смешивания 90 вес. частей той же PGA, которую использовали в примере 1, с 10 вес. частями кристаллической полимолочной кислоты (PLLA), использованной в сравнительном примере 1 в качестве сырьевого материала.
[0040] (Сравнительный пример 2) PGA/PLLA=70/30
Прессованные детали были приготовлены, а испытание на распад в воде проводилось таким же образом, как и в примере 2, за исключением того, что прессованные детали были приготовлены из композиции, полученной путем смешивания 70 вес. частей такой же PGA, которую использовали в примере 1, с 30 вес. частями PLLA, использованной в сравнительном примере 1 в качестве сырьевого материала.
[0042] (Сравнительный пример 3)
Прессованные детали были приготовлены и испытание на распад в воде проводилось таким же образом, как и в примере 2, за исключением того, что прессованные детали были приготовлены из композиции, полученной путем смешивания 50 вес. частей такой же PGA, которую использовали в примере 1, с 50 вес. частями PLLA, использованной в сравнительном примере 1 в качестве сырьевого материала.
[0043]
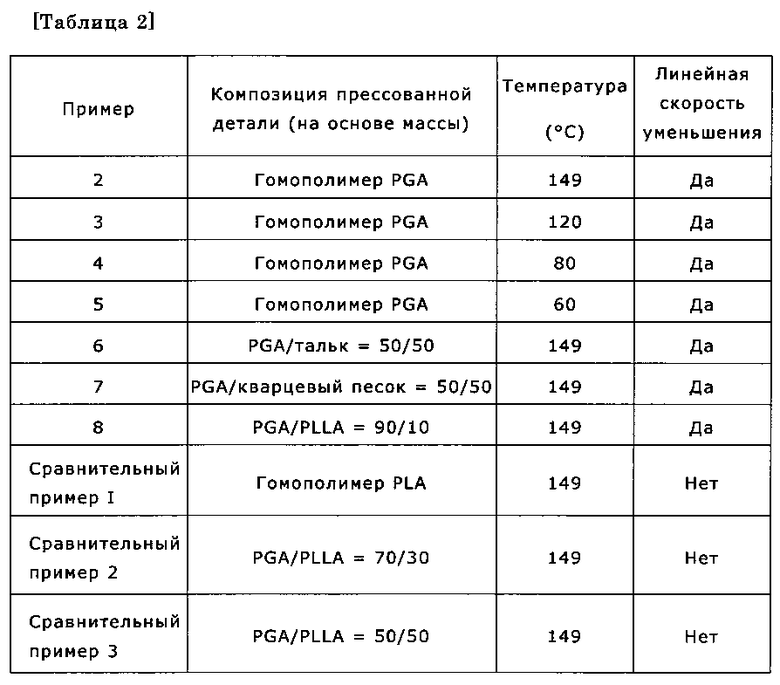
В примерах 3-8 линейность скорости уменьшения толщины, как показано на фиг. 4, наблюдалась аналогично примеру 2. С другой стороны, в сравнительных примерах 2 и 3, где использовали большие количества PLLA, линейность скорости уменьшения толщины была утрачена аналогично сравнительному примеру 1.
[0044]
Краткий обзор и результаты вышеупомянутых примеров 2-8 и сравнительных примеров 1-3 в совокупности показаны в следующей таблице 2.
ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ
[0045]
Как описано выше, в соответствии с настоящим изобретением обеспечен элемент скважинного инструмента, образующий целый скважинный инструмент или часть скважинного инструмента, причем он представляет собой инструмент для образования или ремонта скважин для извлечения углеводородных ресурсов, таких как нефть и газ. Элемент скважинного инструмента образован в виде формованного корпуса из смолы на основе полигликолевой кислоты, имеющей средневесовую молекулярную массу по меньшей мере 70000, имеет эффективную толщину, равную 1/2 или более критической толщины поверхностного распада, и демонстрирует линейную характеристику скорости уменьшения толщины при помещении в воду, посредством чего обеспечивается более точный расчет прочности и времени до его деформации.
Изобретение относится к элементу, образующему инструмент как таковой или его компонент для скважин, предназначенный для извлечения углеводородных ресурсов, включая нефть и газ. Технический результат - создание элемента на основе разлагаемого полимера с возможностью более точной оценки изменения его механической прочности при разложении во времени. Элемент скважинного инструмента для извлечения углеводородных ресурсов содержит формованный корпус из смолы на основе полигликолевой кислоты, имеющей средневесовую молекулярную массу по меньшей мере 70000 и эффективную толщину, равную 1/2 или более критической толщины поверхностного распада. При этом обеспечена возможность постоянной скорости уменьшения толщины в воде в зависимости от времени. 6 з.п. ф-лы, 4 ил., 2 табл.
1. Элемент скважинного инструмента для извлечения углеводородных ресурсов, содержащий формованный корпус из смолы на основе полигликолевой кислоты, имеющей средневесовую молекулярную массу по меньшей мере 70000, имеющий эффективную толщину, равную 1/2 или более критической толщины поверхностного распада, и демонстрирующий постоянную скорость уменьшения толщины в воде в зависимости от времени.
2. Элемент скважинного инструмента по п. 1, в котором формованный корпус из смолы на основе полигликолевой кислоты подвергнут кристаллизационной обработке.
3. Элемент скважинного инструмента по п. 1 или 2, в котором только одна из двух основных поверхностей элемента скважинного инструмента обеспечена возможностью воздействия водной среды, образующей рабочую среду, причем эффективная толщина задана равной по меньшей мере 1/2 критической толщины поверхностного распада.
4. Элемент скважинного инструмента по п. 3, в котором эффективная толщина задана равной по меньшей мере 3/4 критической толщины поверхностного распада.
5. Элемент скважинного инструмента по п. 1 или 2, в котором обе из двух основных поверхностей элемента скважинного инструмента обеспечены возможностью воздействия водной среды, образующей рабочую среду, причем эффективная толщина задана равной по меньшей мере критической толщине поверхностного распада.
6. Элемент скважинного инструмента по п. 5, в котором эффективная толщина задана равной по меньшей мере 1,5 критической толщины поверхностного распада.
7. Элемент скважинного инструмента по п. 1 или 2, представляющий собой элемент, соединяющий между собой множество водонеразлагаемых компонентов скважинного инструмента, имеющего общую стержнеобразную форму.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 7621336 B2, 24.11.2009 | |||
| US 7762342 B2, 27.07.2010 ?. | |||

