Область техники
Изобретение относится к формированию токоведущих шин на низкоэмиссионных покрытиях стекол, используемых, в частности, в процессе изготовления электрообогреваемых стеклоконструкций для транспорта, авиации, судостроения, бронетехники (триплексов, бронестекол), стеклопакетов, архитектурного остекления и т.п.
Уровень техники
В настоящее время нанесение токоведущих шин на низкоэмиссионное покрытие стекол осуществляется в промышленном производстве несколькими способами.
1. Процесс формирования шины методом ультразвуковой пайки
Данный процесс осуществляется посредством нанесения припоя (индий олово) ультразвуковым паяльником, который перемещают по шаблону возвратно-поступательным движением со скоростью 2-5 мм/с. Затем с целью уменьшения электрического сопротивления поверх нанесенного припоя напаивают молибденовую ленточную сетку.
Недостатки данного процесса состоят в том, что он является ручным, трудозатратным, малопроизводительным и многостадийным; кроме того, данный способ является дорогим из-за высокой цены ультразвукового паяльника, что накладывает ограничения на организацию нескольких постов пайки.
2. Процесс формирования токоведущих шин методом шелкографии на струйном принтере с использованием в качестве краски силикатно-серебрянной пасты
Недостатки данного процесса также заключаются в том, что он является многостадийным (после нанесения пасты добавляется еще сушка); используются дорогие расходные материалы и имеющий высокую цену принтер; а также имеются трудности с припайкой токоподводящих проводов; кроме того, шины, сформированные таким способом, не могут работать при больших мощностях нагрева.
3. Процесс формирования шин путем установки металлической ленты с нанесенной полоской клея, ее позиционирования в нужном месте и прижатия к низкоэмиссионному покрытию в процессе трипликсования для обеспечения электрического контакта. Недостатки данного процесса состоят в том, что ненадежен электрический контакт и снижены сроки службы из-за быстрого старения конструкции при эксплуатации.
4. Процесс формирования токоведущих шин на низкоэмиссионную поверхность стекла методом холодного газодинамического напыления
Процесс нанесения покрытий методом холодного газодинамического напыления впервые раскрыт в WO 9119016 A1 или US 5302414.
Данная технология включает в себя нагрев сжатого газа (воздуха), подачу его в сверхзвуковое сопло с формированием в нем сверхзвукового потока, подачу в этот поток порошкового материала, ускорение этого материала сверхзвуковым потоком и направление его через выходное сопло переменного сечения на обрабатываемую поверхность.
Известно также использование данного процесса для формирования токоведущих шин на низкоэмиссионную поверхность стекла. В частности, в настоящее время данная технология применяется Обнинским центром порошкового напыления (http://dymet.info), а также компанией CenterLine (http://www.supersonicspray.com/).
Как правило, в технологическом процессе формирования шин на низкоэмиссионную поверхность стекла данный процесс выполняют в двухстадийном режиме, где на первом этапе наносится подслой порошка из смеси алюминия с цинком (для получения большей адгезии), а затем слой порошка из смеси меди с цинком (для получения лучших электротехнических характеристик и облегчения пайки к шине токопроводящих проводов). Каждый из этапов проводят с заданными температурой потока t°C и массовым расходом порошка Q (г/с), с постоянными скоростью V (мм/с) перемещения сопла и давлением P (атм) сжатого воздуха. Процесс проводят с использованием наложенных на стекло шаблонов или масок с целью формирования геометрической формы шины, особенно ее начала и окончания. При этом процесс осуществляется в аспирационной камере, конструкция которой позволяет наносить только прямые линии, по одной стороне изделия.
Недостатками данного известного способа являются следующие:
- невозможность наносить шины криволинейной формы, что требуется для стекол сложных геометрических форм;
- применение шаблонов и масок для формирования начала, окончания и разрывов шины предполагает закрепление их на низкоэмиссионной поверхности (с достаточно большими усилиями прижима), что может привести к ее нарушению и в конечном итоге к браку;
- формирование шин в аспирационной камере, в которой имеется большая концентрация взвеси порошка, при этом возможность его осаждения на поверхность изделия требует обязательного включения в технологический процесс операций мойки и сушки, что ведет к увеличению затрат и к проблемам, возникающим при припаивании к шине токоподводящих проводов, из-за насыщения микропор шины влагой;
- ограничение размеров обрабатываемых деталей габаритами аспирационной камеры;
- невозможность встроить процесс в одну технологическую линию, т.к. требуется отдельное помещение;
- необходимость под каждое обрабатываемое изделие иметь оригинальный шаблон;
- невозможность предельно плотно прижать все образующие шаблона к поверхности стекла, что обуславливает нечеткость границ шины (поддува порошка на поддон) и муара по ее границе, который нужно удалять кислотосодержащими жидкостями;
- невозможность реализации способа в 3-D моделях в связи со сложностью установки и изготовления шаблонов и вышеперечисленными проблемами.
Также существует еще несколько методов, которые можно ограниченно применять для формирования токоведущих шин, например восстановление меди на поверхности стеклоизделий из автокаталитического раствора лазерно-индуцированным способом и напыление металлических порошков в соосной струе порошка и лазерного луча.
Эти методы в силу своей специфики практически не реализуемы в промышленном производстве для данного технологического процесса.
Таким образом, наиболее близким по технической сущности к предлагаемому способу является способ формирования токоведущих шин на низкоэмиссионную поверхность стекла методом холодного газодинамического напыления с помощью напыляющего сопла устройства для газодинамического напыления, раскрытый в патенте US 8758849 B2.
В данном патенте в целом раскрыто использование метода холодного газодинамического напыления в процессе формирования токоведущих шин на низкоэмиссионную поверхность стекла.
Следует отметить, что в данном техническом решении не раскрыт процесс формирования начала и окончания шины, а также технологические приемы, которые могут позволить реализовывать его на практике. Указано только, что можно использовать или не использовать маску. Однако в данном способе неиспользование маски для формирования начала и конца шины возможно только в том случае, если начало напыления и его окончание происходят за пределами стекла.
В то же время, как показано на фиг. 3, 4, 5, 7 данного документа, геометрия шин в нем получена с помощью масок, на что указывает геометрия начала и конца шин, которая является строго прямолинейной, и при этом не приведена не одна фигуры, показывающая на формирование шины без маски, на что указывала бы скругленная геометрия начала или окончания шины. На практике получить такую геометрию без использования масок невозможно. Таким образом, в способе не предусмотрена возможность формирования начала и окончания линии с четкими границами и геометрическими размерами в любой заданной зоне поверхности.
Анализ показывает, что способ согласно данному решению имеет ряд других существенных недостатков, ограничивающих возможности его использования для осуществления процесса формирования шин на низкоэмиссионную поверхность стекол.
В частности, не указана возможность задержки подачи порошка в сопло при движении его в заданную точку поверхности. В данном способе процесс осуществляют традиционно с подачей порошка в сопло до нахождения его над поверхностью и выключают подачу после выхода сопла за пределы поверхности, поскольку никаких конкретных указаний о других вариантах выполнения процесса нет.
Кроме того, среди недостатков известного решения можно назвать следующие: не учтено влияние инерционности процесса напыления при формировании прерывистой линии; не раскрыт механизм работы обратной связи и его временной диапазон, учитывая, что процесс происходит в движении и существует инерционность работы исполнительных механизмов и устройства для газодинамического напыления, в частности в смене плотности потока порошка; наличие в технологическом процессе механической доводки получившейся поверхности.
Также не раскрыт механизм аспирации неприлипшего порошка и большой концентрации взвеси неудаленного порошка в зоне обработки.
При этом возможность осаждения порошка на поверхность изделия требует обязательного включения в технологический процесс операций мойки и сушки, что ведет к увеличению затрат и к проблемам, возникающим при припаивании к шине токоподводящих проводов, из-за насыщения микропор шины влагой. Поскольку данный процесс предполагает использование аспирационной камеры, существует ограничение размеров обрабатываемых деталей габаритами аспирационной камеры, а также невозможность встроить процесс в одну технологическую линию, т.к. требуется отдельное помещение.
Раскрытие изобретения
Задачи настоящего изобретения состоят в разработке способа, который позволяет преодолеть вышеуказанные недостатки, связанные с известным уровнем техники.
В частности, основная техническая задача предложенного решения заключается в возможности получения токоведущей шины с четкими границами и геометрическими размерами в начале, окончании и разрывах ее траектории в любой заданной зоне поверхности стекла без применения специальных шаблонов и масок.
Указанная задача решается в способе формирования токоведущей шины на низкоэмиссионной поверхности стекла методом холодного газодинамического напыления с помощью сопла устройства для газодинамического напыления, при этом в соответствии со способом:
перемещают напыляющее сопло в начало токоведущей шины без подачи в него напыляемого порошка; и
при нахождении перемещаемого сопла в начале токоведущей шины осуществляют подачу в него напыляемого порошка и перемещают напыляющее сопло с постоянной скоростью перемещения от начала до окончания токоведущей шины,
при этом при достижении окончания токоведущей шины осуществляют реверсное перемещение сопла в сторону начала токоведущей шины со скоростью перемещения, большей, чем указанная скорость перемещения сопла от начала до окончания токоведущей шины.
Указанное реверсное движение сопла предпочтительно осуществляют на расстояние, равное приблизительно 2-3 см.
Кроме того, в устройстве для газодинамического напыления обеспечивают расчетную объемную массу порошка, достаточную для напыления порошка по всей длине токоведущей шины, для чего при достижении заданной точки траектории осуществляют отсечение расчетной части питающего трубопровода от питателя, осуществляемого с помощью пневмоклапанов, расположенных на питающих трубопроводах в устройстве для газодинамического напыления.
В предпочтительном варианте объемную массу порошка, формируемую в отсеченной части питающего трубопровода, определяют с учетом длины формируемого участка токоведущей шины, ее сечения и геометрии и рассчитывают исходя из принятых в технологическом процессе параметров, таких как температура, расход порошка, давление сжатого воздуха и скорость перемещения сопла.
Предпочтительно напыляют мелкодисперсный порошок, который представляет собой однородный порошок или смесь порошков, при этом осуществляют нанесение мелкодисперсного порошка размером 5-50 мкм.
Предпочтительно, согласно способу может формироваться однослойная шина с использованием 2-компонентного порошка, например Al+Zn, при температуре около 240°C, обеспечивая достаточную адгезию в сочетании с более высоким (до 3-х раз) коэффициентом использования порошка, после чего может наноситься второй слой из порошка меди (Cu) на край шины (в месте припайки токоподводящего провода) для обеспечения контактной площадки для пайки, что обеспечивает наилучший контакт шины и токоподводящего провода при пайке. Это предпочтительно для тех электрообогреваемых стеклянных конструкций, где достигаемая в этом случае адгезия порошка к низкоэмиссионной поверхности стекла удовлетворяет условиям эксплуатации (например, в архитектурном остеклении).
Для усиления адгезии порошка к поверхности стекла перед нанесением порошка на поверхность стекла участок поверхности вдоль траектории, на которую должна наноситься шина, предпочтительно обрабатывают абразивным порошком, например корундом Al2O3, частично удаляя в нем низкоэмиссионный слой, что позволяет увеличить рельеф поверхности внедрения порошка в стекло. При этом материал шины затем располагают со смещением от траектории нанесения на 2-3 мм так, чтобы обеспечить ее электрический контакт с низкоэмиссионной поверхностью стекла вокруг указанного участка с удаленным низкоэмиссионным слоем, т.е. сохраняя при этом ее электрический контакт с низкоэмиссионной поверхностью стекла.
При этом точки начала и/или окончания шины могут располагаться как на низкоэмиссионной поверхности, так и на указанном участке поверхности со снятым низкоэмиссионным слоем.
Формирование шины предпочтительно осуществляют в двухстадийном режиме, где на первом этапе наносят порошок для формирования подслоя шины и на втором этапе наносят мелкодисперсный порошок, формирующий окончательную шину. При двухстадийном формировании шины (нанесении двух слоев различных по составу порошков) в качестве подслоя предпочтительно используется смесь порошка цинка с полировальными порошками (например, Fe2O3, CeO2 и др.).
Предусматривается, что из зоны нанесения порошка дополнительно осуществляется отвод пылегазовой массы с помощью газодинамического эжекционного пылегазового затвора, устанавливаемого на устройство напыления соосно с соплом, причем в указанном эжекционном пылегазовом затворе эжектирующей струей является сама струя напыляемого порошка, обеспечивающая аспирацию массы неприлипшего к поверхности порошка.
В данной заявке под термином «низкоэмиссионная поверхность стекла» понимается обычно применяемое в стеклопакетах энергосберегающее стекло с металлизированным покрытием, пропускающим свет почти как обычное стекло, но способным отражать обратно в помещение большую часть теплового излучения или длинноволновую составляющую излучения.
Процессом нанесения порошка предпочтительно управляют с помощью программного продукта, в который внесены функции задержки, учитывающие инерционность работы устройства газодинамического напыления.
Под методом холодного газодинамического напыления здесь понимается описанная выше технология, которая при этом в других странах может иметь разные наименования (включая такие понятия, например, как: gas dynamic cold spray process; cold spray; kinetic energy spray, или другие комбинации этих понятий).
Техническими результатами способа согласно изобретению являются:
Обеспечение возможности получения шины с четкими границами и геометрическими размерами в начале, окончании и разрывах ее траектории в любой заданной зоне поверхности, без применения специальных шаблонов и масок, которые обычно закрепляются на низкоэмиссионной поверхности стекла и приводят к нарушению этой поверхности.
Обеспечение возможности задержки подачи порошка в сопло при движении его в нужную точку поверхности, в частности за счет внесенной в программу функции задержки и адаптации ее к технологическому процессу.
Благодаря правильно подобранным времени экспозиции и расходу порошка формируется шина с равным сечением по всей ее длине, включая начало шины и ее окончание.
Конструктивные и технологические решения, реализующие способ на практике, позволяют наносить шины как в 2-D моделях, так и 3-D моделях по наружным и внутренним поверхностям.
С помощью эжекции пылегазовой массы в газодинамическом эжекционном затворе струя напыляемого порошка обеспечивает аспирацию массы не прилипшего к поверхности порошка, составляющую до 99.5% от общей массы, причем 0,5% не аспирированного порошка находятся не в виде взвеси, а осаждены на поверхность стекла и удаляются протиркой шины тампоном.
Используемое в данном способе технологическое оборудование позволяет встраивать его в существующий процесс изготовления электообогреваемых стекол, что автоматизирует процесс, уменьшает количество технологических операций и повышает эксплуатационные характеристики электрообогреваемых изделий за счет оптимизации конфигурации шин и снижения затрат на их изготовление. При этом производительность технологической операции формирования токоведущих шин на стекло увеличивается в 5-6 раз.
Краткое описание чертежей
Далее изобретение более подробно поясняется посредством описания конкретного примера его осуществления, рассматриваемого совместно с прилагаемыми чертежами, где:
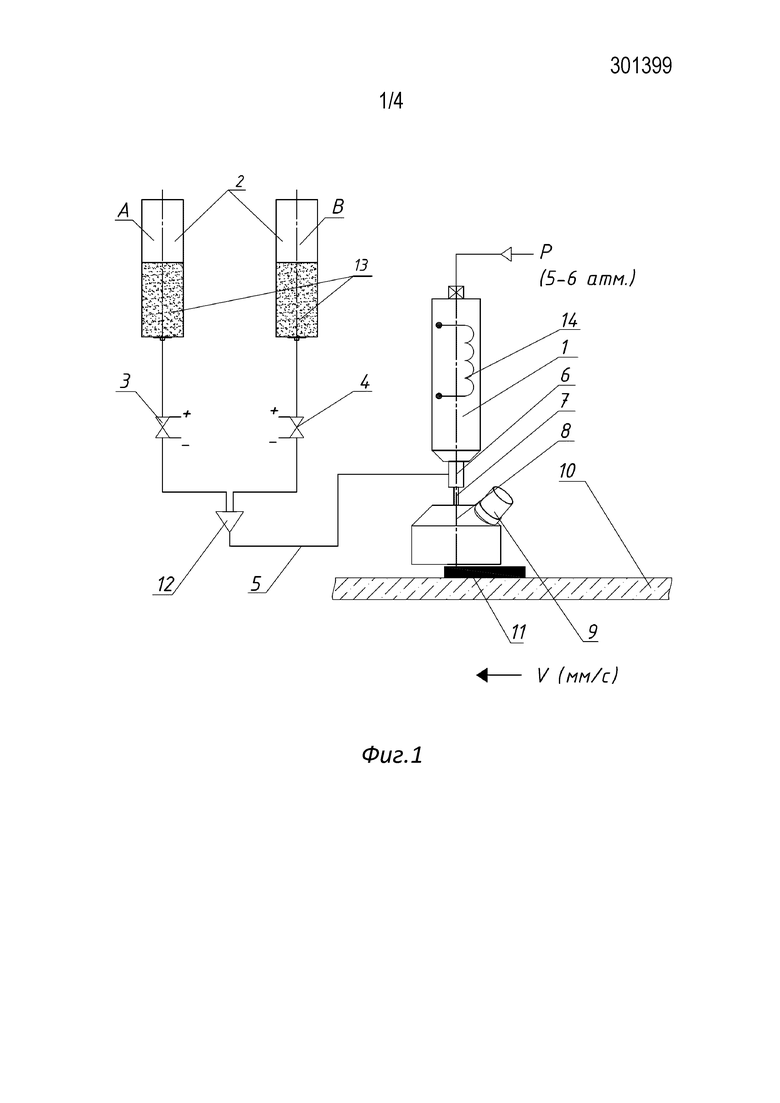
на фиг. 1 схематически показано устройство для газодинамического напыления, используемого для осуществления предложенного способа;
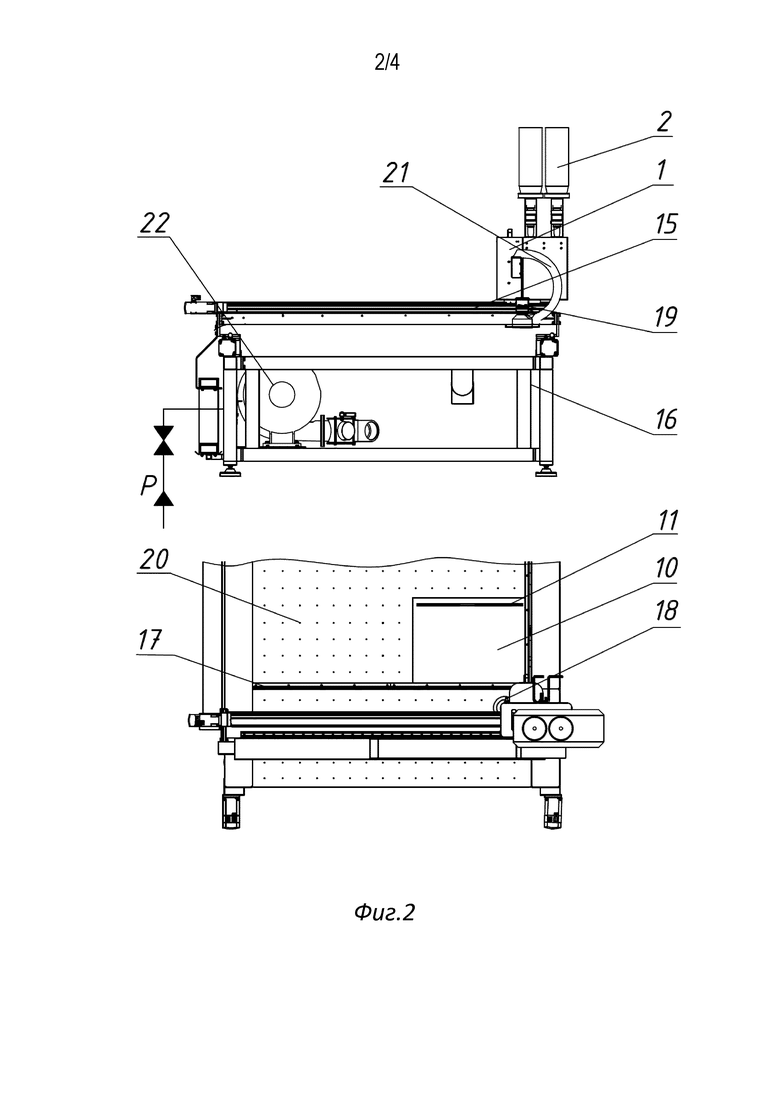
на фиг. 2 в двух проекциях показан внешний вид используемого устройства для газодинамического напыления;
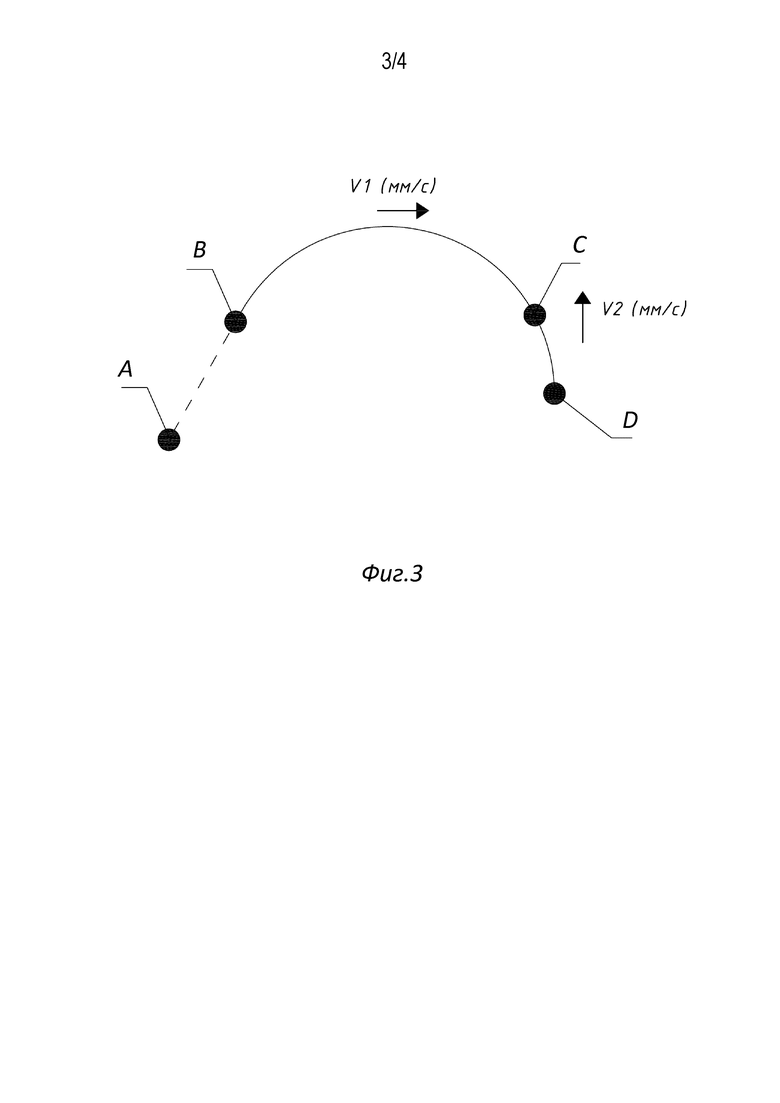
на фиг. 3 показана схема выполнения последовательности этапов способа; и
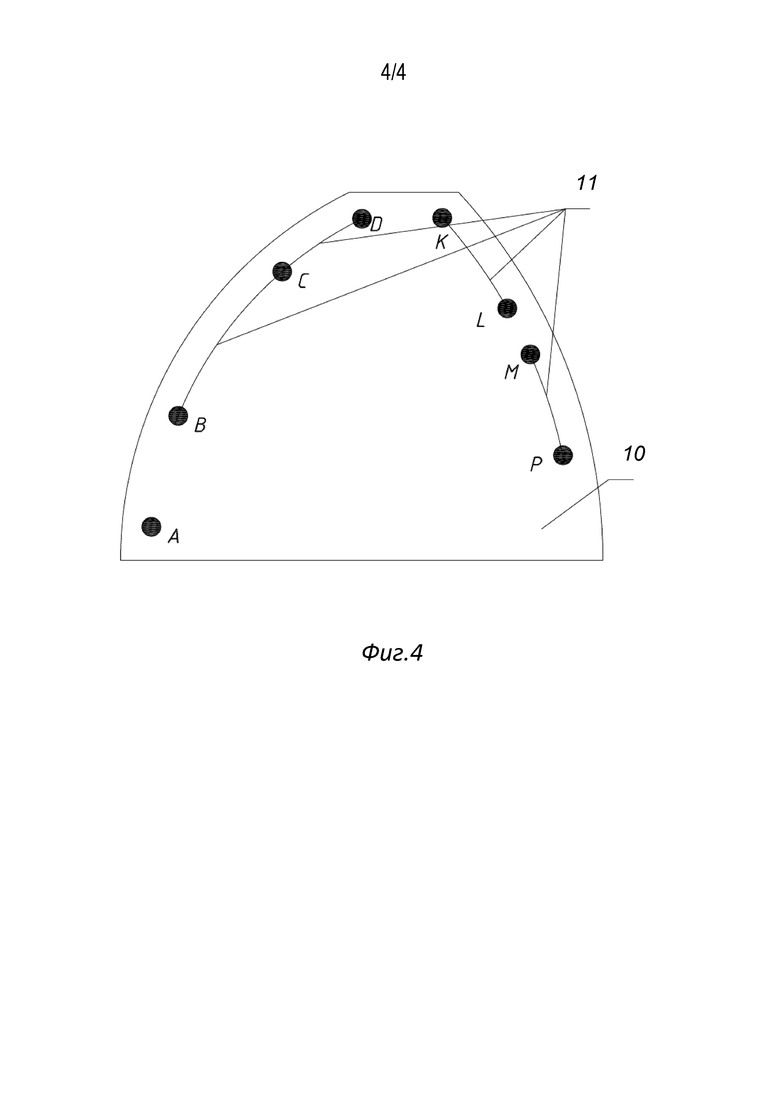
на фиг. 4 показана иллюстративная схема расположения токоведущих шин на поверхности низкоэмиссионного стекла.
Подробное описание изобретения
На фиг. 1 схематически показано используемое в настоящем способе устройство для газодинамического напыления, которое содержит напылитель 1, два питателя 2 с порошками 13, соединенные с напылителем 1 по питающим трубопроводам 5. Кроме того, в традиционное устройство газодинамического напыления внесены конструктивные изменения, касающиеся установки дополнительных пневмоклапанов 3, 4 на питающие трубопроводы 5, которые, как будет показано далее, позволяют наносить шины 11 в любом месте поверхности стекла 10 без применения масок и шаблонов.
Напылитель 1 включает в себя нагреватель воздуха 14, сопло Лаваля 6 и выходное сопло 7 переменного сечения. С помощью тройника 12 осуществляется соединение трубопроводами 5 попеременно каждого из питателей 2 с выходным соплом 7.
Кроме того, в одном варианте на выходное сопло 7 может устанавливаться эжекционный пылегазовый затвор 8, в котором эжектирующей струей является сама струя напыляемого порошка.
Как также показано на фиг. 2, устройство включает в себя 3-х координатный стол, содержащий станину 16 стола, упоры 17 для позиционирования стекла 10 на столе, мост 15 и каретку 19 моста. На виде сверху также показан корпус 18 затвора 8 и показаны форсунки 20 для воздушной поддержки стекла 10, соединенные с воздуходувкой 22, а на виде сбоку - аспирационный канал 21, который на одном конце соединен с корпусом 18 затвора 8, который соединен со шлангом 9 аспирационной системы.
Устройство также имеет стойку управления с блоками питания и промышленным компьютером (на фиг. 1 и 2 не показано).
Способ согласно данному изобретению осуществляется следующим образом.
Как пояснялось выше, используемая в способе технология холодного газодинамического напыления включает в себя нагрев сжатого газа (воздуха), подачу его в сверхзвуковое сопло и формирование в нем сверхзвукового потока, а также подачу в этот поток порошкового материала, ускорение этого материала сверхзвуковым потоком и направление его через выходное сопло переменного сечения на обрабатываемую поверхность.
Процесс формирования токоведущих шин осуществляется с использованием программного продукта LDesigner (АТЕКО Company), в который дополнительно вносятся функции задержки, учитывающие инерционность работы оборудования, для адаптации ее к технологическому процессу.
Программный продукт LDesigner 5.0 состоит из двух частей:
a. Графического редактора («LDesigner 5.0» Graphic Editor), который предоставляет широкие возможности по созданию, редактированию и обработке изображений. Основными его особенностями являются современный, простой в использовании графический интерфейс (в том числе подробная система меню, панели инструментов, горячие клавиши, редактирование изображения при помощи мыши), а также способность работать с векторной и растровой графикой, созданной с использованием популярных графических редакторов (например, таких, как CorelDraw или AutoCAD); и
b. Маркера («LDesigner 5.0» Marking program), осуществляющего управление 3-х координатным столом и технологическим оборудованием.
Маркер осуществляет реализацию алгоритма формирования шин на стекло, созданного в программе "LDesigner".
Последовательность технологического процесса является следующей:
- в графическом редакторе создается графический файл контура стеклоизделия со сформированными токоведущими шинами; при этом для каждого объекта задаются режимы обработки:
- скорость перемещения сопла, v мм/с;
- номер работающего питателя 2 (фиг. 1);
- температура, соответствующая напыляемому порошку, помещенному в этот питатель;
- технологические (программные) задержки на начало процесса напыления Δt (мс) и на конец процесса напыления Δt (с);
- массовый расход порошка Q (г/с) (для обеспечения в устройстве для газодинамического напыления расчетной объемной массы порошка, достаточной для напыления порошка по всей длине шины);
- рабочее давление сжатого воздуха (атм);
- очередность обработки объектов.
Оператором на пульте управления включается программа «Маркер», при этом происходит выполнение заданного проекта и осуществляется процесс формирования токоведущих шин.
При этом осуществляется перемещение напыляющего сопла напылителя 1 в точку В начала шины 11 без подачи в него напыляемого порошка и при нахождении перемещаемого сопла в точке начала В шины 11 осуществляют подачу в него напыляемого порошка и перемещают напыляющее сопло с постоянной скоростью перемещения от точки В начала до точки D окончания шины (см. фиг. 3). При достижении точки D окончания шины осуществляют реверсное перемещение сопла в сторону точки В начала шины со скоростью перемещения, большей, чем указанная скорость перемещения сопла от точки В начала до точки Д окончания шины.
Процесс формирования шин может быть как одностадийным, так и многостадийным с предварительно нанесенным подслоем из порошков, обладающих лучшей «смачиваемостью» к стеклу, что делается для увеличения адгезии шины к низкоэмиссионной поверхности стекла.
Процесс холодного газодинамического напыления проводят, используя порошки фракцией 5-50 мкм, обычно это смесь порошков из нескольких компонентов, один из которых обладает лучшей «смачиваемостью» к поверхности, а второй обладает адгезией и когезией. Такая комбинация порошков обычна для подслоя, при этом второй слой и последующие обычно состоят из компонентов, улучшающих электрические и технологические свойства. Например, смесь меди с цинком (или чистая медь) уменьшает электрическое сопротивление и упрощает процесс пайки токоподводящих проводов. В случае применения такой комбинации составов порошков и чередования слоев может быть получена шина, способная проводить большие токи без градиента температур между ней и электрообогреваемой поверхностью.
Массовые объемы порошка, формируемые в отсеченной части питающих трубопроводов, рассчитываются по известным формулам и корректируются при экспериментальном взвешивании и экспериментальном напылении на образец данных массовых объемов при принятых в технологическом процессе параметрах:
- температуры - t, °C;
- расхода порошка - Q, г/с;
- давлении сжатого воздуха - P, атм;
- скорости перемещения сопла - v, мм/с;
с определением длины сформированного участка шины, ее сечения и геометрии.
Благодаря правильно подобранным времени экспозиции (τ=d/v(сек), где d - диаметр напыляющего сопла, v - скорость его перемещения относительно низкоэмиссионной поверхности) и расходу порошка формируется шина с равным сечением по всей ее длине, включая начало шины и ее окончание.
Применение аэродинамического эжекционного пылегазового затвора 8, в котором, как сказано, эжектирующей струей является рабочая напыляющая струя и которое установлено соосно на напыляющее сопло 7, позволяет осуществлять процесс без специальных аспирационных камер, что позволяет интегрировать этот способ и разработанное на его основе оборудование в существующий технологический процесс изготовления электрообогреваемых стекол, заменяя малопроизводительные и затратные процессы, позволяя выстроить полностью автоматизированные линии.
Пример реализации способа
Для выполнения способа используется описанное выше устройство, в котором была использована установка "Димет" (модель 423) для газодинамического напыления, поставляемая упомянутым выше Обнинским центром порошкового напыления, в которую были включены необходимые дополнения, касающиеся установки дополнительных пневмоклапанов и аэродинамического эжекционного пылегазового затвора.
Пример приведен для двухстадийного способа формирования шин, при котором:
- на первом этапе наносят подслой шины из композиции порошков Al+Zn в пропорции 50/50 для обеспечения максимальной адгезии порошков к низкоэмиссионной поверхности (не менее 100 Мпа); и
- на втором этапе наносят композицию порошков Cu+Zn в пропорции 70/30 для улучшения электрических характеристик шины (уменьшение электрического сопротивления) и облегчения процесса припайки к шине токоподводящих проводов от источника питания.
Технолог в графическом редакторе программы LDesigner создает графический файл проекта со формированными токоподводящими шинами и задает для каждого объекта:
параметры обработки:
- номер питателя 2;
- температуру напыляющей струи Т, °С (200-300°C);
- массовый расход порошка Q, г/с (0,6 г/с);
- скорость перемещения сопла при напылении шины v, мм/с (40 мм/с);
- толщину обрабатываемого стекла;
- технологическую задержку t (с) на подачу порошка при формировании начала шины;
- технологическую задержку на отсечку питателя 2, работающего в данный момент, от питающего трубопровода 5 (фиг. 1).
Далее технолог формирует алгоритм формирования шин, устанавливает очередность обработки и импортирует созданный проект в программу "Маркер" LDesigner.
Оператор устройства выполняет следующие действия:
- укладывает стекло на поверхность 3-х координатного стола в аэрослое, созданном воздуходувкой 22 и форсунками 20 для воздушной поддержки, позиционирует его по упорам 17 (фиг. 2);
- выполняет вакуумный прижим путем переключения шибера (на чертежах не показан);
- включает подачу сжатого воздуха при давлении 5-6 атм;
- включает аспирационную систему;
- запускает программу "Маркер".
Далее процесс формирования шин проходит автоматически по заданному алгоритму и установленным параметрам.
Открывается электромагнитный клапан устройства для газодинамического напыления (на чертежах не показан), при этом сжатый воздух попадает в напылитель 1, нагревается в нем через сопло Лаваля 6, разгоняясь в нем, и поступает в сопло 7 переменного сечения и далее в аэродинамический эжекционный пылегазовый затвор 8 (фиг. 1).
В то же время открывается пневмоклапан 3 и соединяет первый питатель 2 с питающим трубопроводом 5 (фиг. 1). При этом порошок Al+Zn из питателя 2 за счет эжекции попадает в струю нагретого сжатого воздуха, перемешивается с ним и попадает в выходное сопло 7 переменного сечения, которое в данный момент находится над нулевой аспирационной точкой А (фиг. 3; на фиг. 2 она располагается под корпусом 18 затвора). Происходит продувка питающего трубопровода порошком из первого питателя 2 и ее заполнение им.
Далее отключается подача сжатого воздуха перекрытием встроенного в установку электромагнитного клапана. При этом подача порошка в сопло не происходит и сопло движется из нулевой аспирационной точки А (фиг. 2) в точку В начала шины в расчетное время, устанавливаемое задержкой в программе. В момент, когда сопло 7 происходит над точкой В, открывается электромагнитный клапан и подается сжатый воздух при времени экспозиции напыления материала порошка, составляющем τ=d/v (сек), с формированием начала шины. Далее сопло 7 с постоянной скоростью v мм/с движется по траектории напыляемой шины в точку D окончания шины. При достижении точки С в программно установленное время поступает команда на закрытие пневмоклапана 3 для отсечения трубопровода 5 от питателя 2. При этом в трубопроводе формируется расчетная объемная масса порошка, достаточная для формирования участка шины между точками С и D. При достижении точки D со временем экспозиции τ≥d/v (с) и с большей скоростью, чем указанная постоянная скорость, происходит реверс движения сопла по траектории сформированной шины в сторону точки А начала шины, предпочтительно, на 20-30 мм. При этом пневмоклапан 3 открывается, встроенный электромагнитный клапан перекрывает подачу сжатого воздуха и затем сопло 7 перемещается в начало следующей шины - точку К (фиг. 4). Далее выполняется тот же алгоритм нанесения, что и в случае первой шины. Так проходит первый этап - этап нанесения подслоя Al+Zn на все шины проекта (показанные на фиг. 4).
Затем осуществляется второй этап - этап нанесения композиции порошков Cu+Zn. Для этого напыляющее сопло 7 перемещается со скоростью холостого хода в нулевую аспирационную точку А (при этом встроенный электромагнитный клапан закрыт). В нулевой аспирационной точке А электромагнитный клапан открывается, закрывается пневмоклапан 3 и открывается пневмоклапан 4. Тем самым включается в работу второй питатель 2 и происходит продувка питающего трубопровода и напылителя от порошка Al+Zn и заполнение их порошком Cu+Zn.
Процесс длится 1,5-2 сек. Далее напыляющее сопло 7 движется из точки А в точку В по тому же алгоритму, что и при напылении подслоя шины, и наносится основной слой из порошка Cu+Zn. Параметры обработки являются такими же за исключением того, что температура напыляющей струи установлена в пределах 240-400°C.
На этом процесс формирования электропроводящей шины на низкоэмиссионную поверхность стекла завершен.
Как должно быть понятно специалистам в данной области техники на основании описанного в данном описании изобретения, множество изменений и модификаций могут быть выполнены в вышеописанном и других вариантах осуществления настоящего изобретения, не выходящих за рамки его объема, определенного в приложенной формуле изобретения.
Например, указанное обеспечение расчетной объемной массы порошка, достаточной для напыления порошка по всей длине шины, необязательно должно осуществляться путем отсечения части трубопровода при достижении определенной точки шины, но также может быть рассчитано перед перемещением сопла для всей длины шины.
Кроме того, хотя были упомянуты некоторые виды порошков и их смесей, специалистам в данной области должно быть ясно, что также могут применяться другие виды порошков. Следовательно, приведенное подробное описание предпочтительного варианта осуществления следует принимать как иллюстративное, а не ограничивающее.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЖЕКЦИОННЫЙ ПЫЛЕГАЗОВЫЙ ЗАТВОР | 2014 |
|
RU2574466C1 |
| Способ нанесения токоподводящих шинок на токопроводящую поверхность полимерного стекла | 2018 |
|
RU2687999C1 |
| СПОСОБ И УСТРОЙСТВО НАНЕСЕНИЯ МЕТОК ДЛЯ МАРКИРОВКИ ПОВЕРХНОСТИ ГАЗОДИНАМИЧЕСКИМ МЕТОДОМ | 2006 |
|
RU2340705C2 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2237746C1 |
| УСТРОЙСТВО ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНЕШНИЕ ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 2012 |
|
RU2505622C2 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ПОРОШКОВЫМ МАТЕРИАЛОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2399694C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ СОТОВЫХ СТРУКТУР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041287C1 |
| Способ металлизации керамики под пайку | 2017 |
|
RU2687598C1 |
| УСТРОЙСТВО ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ | 2012 |
|
RU2503745C2 |
| Способ восстановления изношенных внутренних рабочих поверхностей гильз цилиндров двигателей внутреннего сгорания в номинальный размер | 2023 |
|
RU2837057C1 |
Изобретение относится к способу формирования токоведущей шины на низкоэмиссионной поверхности стекла методом холодного газодинамического напыления с помощью сопла устройства для газодинамического напыления. Осуществляют перемещение напыляющего сопла в начало траектории напыления токоведущей шины без подачи в него напыляемого порошка, при нахождении напыляющего сопла в начале траектории напыления формируемой токоведущей шины осуществляют подачу в него напыляемого порошка и перемещают напыляющее сопло с постоянной скоростью перемещения от начала до окончания траектории напыления формируемой токоведущей шины. При достижении окончания траектории напыления формируемой токоведущей шины осуществляют реверсное перемещение сопла в сторону начала траектории напыления формируемой токоведущей шины со скоростью перемещения, большей, чем указанная скорость перемещения сопла от начала до окончания траектории напыления формируемой токоведущей шины. Обеспечивается получение токоведущей шины с четкими границами и геометрическими размерами в начале, окончании и разрывах ее траектории в любой заданной зоне поверхности стекла без использования шаблонов и масок. 10 з.п. ф-лы, 4 ил., 1 пр.
1. Способ формирования токоведущей шины на низкоэмиссионной поверхности стекла методом холодного газодинамического напыления с помощью напыляющего сопла устройства для газодинамического напыления, в котором напыляющее сопло перемещают в начало траектории напыления токоведущей шины без напыляемого порошка в нем, при нахождении напыляющего сопла в начале траектории напыления формируемой токоведущей шины, осуществляют подачу в него напыляемого порошка и перемещают напыляющее сопло с постоянной скоростью его перемещения от начала до окончания траектории напыления токоведущей шины, при этом при достижении окончания траектории напыления формируемой токоведущей шины осуществляют реверсное перемещение напыляющего сопла в сторону начала траектории напыления формируемой токоведущей шины со скоростью перемещения, большей, чем скорость перемещения напыляющего сопла от начала до окончания траектории напыления формируемой токоведущей шины.
2. Способ по п. 1, в котором указанное реверсное перемещение напыляющего сопла осуществляют на расстояние, равное 2-3 см.
3. Способ по п. 1, в котором в устройстве для газодинамического напыления обеспечивают расчетную объемную массу порошка, достаточную для напыления порошка по всей длине формируемой токоведущей шины путем отсечения питающего трубопровода от питателя с помощью пневмоклапанов, расположенных на питающих трубопроводах в устройстве для газодинамического напыления.
4. Способ по п. 3, в котором расчетную объемную массу порошка, формируемую в отсеченной части питающего трубопровода, определяют с учетом длины участка формируемой токоведущей шины, ее сечения, геометрии и принятых в технологическом процессе параметров, таких как температура, расход порошка, давление сжатого воздуха и скорость перемещения напыляющего сопла.
5. Способ по п. 1, в котором напыляют мелкодисперсный порошок, который представляет собой однородный порошок или смесь порошков, при этом нанесение мелкодисперсного порошка осуществляют размером 5-50 мкм.
6. Способ по п. 1, в котором формируемую токоведущую шину напыляют с использованием 2-компонентного порошка, например Al+Zn, при температуре 240°C, при этом после указанного напыления осуществляют нанесение второго слоя из порошка меди (Cu) на край сформированной токоведущей шины для формирования на ней контактной площадки для пайки.
7. Способ по п. 1, в котором формирование токоведущей шины осуществляют в двухстадийном режиме, в котором на первом этапе наносят порошок для формирования подслоя токоведущей шины и на втором этапе наносят мелкодисперсный порошок, формирующий окончательную токоведущую шину.
8. Способ по п. 1, в котором перед нанесением порошка на поверхность стекла участок поверхности вдоль траектории формируемой токоведущей шины обрабатывают абразивным порошком, например Al2O3, с частичным удалением на нем низкоэмиссионного слоя, а затем материал формируемой токоведущей шины располагают со смещением от траектории напыления на 2-3 мм для обеспечения ее электрического контакта с низкоэмиссионной поверхностью стекла вокруг указанного участка с удаленным низкоэмиссионным слоем.
9. Способ по п. 8, в котором начало и/или окончание траектории напыления формируемой токоведущей шины располагают на низкоэмиссионной поверхности или на указанном участке поверхности со снятым низкоэмиссионным слоем.
10. Способ по п. 1, в котором из зоны напыления порошка дополнительно осуществляют отвод пылегазовой массы с помощью эжекционного пылегазового затвора, размещенного на выходном сопле и соосно с ним, причем в указанном эжекционном пылегазовом затворе эжектирующей струей является струя напыляемого порошка, которая обеспечивает аспирацию массы порошка, не прилипшего к поверхности.
11. Способ по любому из пп. 1-10, в котором процессом напыления порошка управляют с помощью компьютера с программным продуктом, в который внесены функции задержки, учитывающие инерционность работы устройства газодинамического напыления.
| US 2011236566 A1, 29.09.2011 | |||
| СПЛАВ НА ОСНОВЕ СЕРЕБРА ДЛЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ | 2007 |
|
RU2350673C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО НАНОСТРУКТУРИРОВАННОГО ПОКРЫТИЯ | 2008 |
|
RU2439198C2 |
| WO 2005079209 A2, 01.09.2005 | |||
| US 7229700 B2, 12.06.2007. | |||

