Настоящее изобретение относится к процессу производства коррозийно-устойчивых металлических изделий и к изделиям, полученным в результате такого процесса. Изобретение имеет определенное, но неограниченное применение к изделиям, имеющим корпус из стали, подверженной воздействию коррозии, связанный с плакировкой, состоящей из нержавеющей стали или хромоникелевого сплава, никелемедного сплава или медно-никелевого сплава.
Подверженность коррозии того, что обычно называется просто «сталь», которая наиболее часто используется в промышленности, не требует дальнейших объяснений. В свою очередь свойства коррозионной устойчивости нержавеющей стали и вышеупомянутых сплавов в одинаковой мере хорошо известны. Настоящее изобретение, в принципе, применяется к любому изделию с корпусом из стали, которая значительно больше подвержена коррозии, чем нержавеющая сталь или вышеупомянутые сплавы и которая подвержена применению к ней плакировки из этих материалов с помощью технологий, описанных в настоящем документе. В настоящем описании термин «сталь», используемый сам по себе, относится к такой стали, если из контекста не вытекает, что это не подразумевается. В частности подразумевается, что термин «сталь» должен включать то, что обычно называется «углеродистая сталь». В соответствии с договоренностью и как используется в настоящем документе, термин «углеродистая сталь» охватывает различные марки углеродистой стали, включая мягкую сталь, низколегированную техническую сталь и микролегированную сталь.
Термины «нержавеющая сталь», «хромоникелевый сплав» и «никелемедный сплав» являются хорошо известными наименованиями в металлургической промышленности, которые часто применяются к ряду сплавов, содержащих, соответственно, значительное количество хрома, никеля и хрома, меди и никеля. В никелемедных сплавах присутствует больше никеля, чем меди, в отличие от «медно-никелевых сплавов», в которых соотношение никеля и меди является переменным. Сплавы с каждым из четырех наименований представлены в списках основных производителей, включая Outokumpu, Allegheny Ludlum, Special Metals Corporation (владельцы торговых марок Monel для никелемедных сплавов или медно-никелевых сплавов и Inconel для хромоникелевых сплавов), Haynes International Inc (владельцы торговой марки Hastelloy для хромоникелевых сплавов) и Columbia Metals Ltd. Кроме того сплавы каждого ряда имеют стандарты, выданные согласно наименованиям соответствующих сплавов и установленные международными органами стандартизации, такими как ASTM (Американское общество специалистов по испытаниям материалов) и JSA (Японская ассоциация стандартов) и системами классификации материалов, такими как UNS (Единая система нумерации). Как выяснится в последующем, важным аспектом изобретения является предоставление средств для избегания окисления названных металлов в соответствующих сплавах при их нагревании в ходе производства железных изделий, которые плакированы сплавами. В данном контексте три данные термина предназначены для таких сплавов, в которых окисление названных металлов отсутствует или как минимум восстанавливается в ходе производства таких железных изделий в соответствии с технологиями настоящего изобретения. Во избежание сомнений подразумевается, что сплавы, к которым применяется настоящее изобретение, включают, но не ограничиваются:
нержавеющую сталь: аустенитная, включая ASTM A304 (UNS S30400), ASTM 316 (UNS S31600), ASTM XM-29 (UNS S24000), ASTM XM-28 (UNS S24100);
двухфазная, включая UNS S32101, S32304, S32205, S32760 и 32750.
Хромоникелевые сплавы: ASTM B637 (UNS N06002) и ASTM В564 (UNS N10276)
Никелемедные сплавы: ASTM B865 (UNS N05500) и ASTM В 166 UNS N06600)
Медно-никелевые сплавы: UNS C70600 и UNS C71500
В настоящем описании используются следующие аббревиатуры, чтобы избежать лишних повторов:
НС = нержавеющая сталь
NiCr = хромоникелевый
NiCu = никелемедный
CuNi = медно-никелевый
ТП = диапазон начальной температуры прокатки
ТПа = ТП для: аустенитной HC/NiCr: 1230-1280°C
ТПд = ТП для: двухфазной/ферритной HC/NiCu/CuNi: 1100-1200°C
ВД = «высокодисперсный» в значении, определенном ниже.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
При обсуждении предпосылок создания изобретения целесообразно сослаться на ряд изобретений, относящихся к патентам, заявленным Какаче и др. (Сасасе et al) Эти патенты и описанные в них процессы упоминаются в настоящем документе как «ранние» патенты и процессы Какаче. Самые последние из них составляют семейство патентов (патенты-аналоги), которое включает патент США №6706416.
Ранние патенты Какаче рассматривают в основном производство длинномерной продукции, такой как арматурные стержни (в дальнейшем «арматурные стержни»), содержащие сердечник из мягкой стали и имеющие плакировку из нержавеющей стали. Эти арматурные стержни изготавливают из заготовок, содержащих рубашку из нержавеющей стали, заполненную брикетами из металлической стружки из мягкой стали. Заготовки можно нагревать и прокатывать с получением готовых арматурных стержней, обладающих необходимыми свойствами и низкой стоимостью мягкой стали, но которые имеют плакировку из нержавеющей стали, что значительно повышает свойства коррозийной устойчивости. При внимательном прочтении этих патентов становится понятно, что достижение удовлетворительной металлической связки на границе между плакировкой из нержавеющей стали и стальным сердечником является проблематичным. Корнем проблемы является появление признаков окисления при повышенных температурах хрома в нержавеющей стали на границе. Существует несколько потенциальных источников кислорода, который вызывает такое окисление. Одним из источников является остаточный кислород в воздухе, который остается в брикетах и в рубашке после формирования заготовки. Вторым источником является атмосферный кислород, который попадает в заготовку через ее концы, в основном после нагрева заготовки. Это может произойти, когда заготовка остывает после извлечения из печи, вызывая падение давления газа внутри заготовки ниже атмосферного давления. Также это может произойти, когда заготовка нагревается из-за перепада температур между сердечником и намного более горячей плакировкой. В результате образуется зазор между сердечником и плакировкой, и он усиливается за счет теплового расширения нержавеющей стали, которое больше, чем у мягкой стали. Третьим потенциальным источником кислорода является остаточное окисление (ржавчина), которое присутствует на поверхности частиц стружки из мягкой стали, составляющей брикеты. В отсутствие превентивных мер, это окисление вступает в реакцию с углеродом, который с повышением температуры диффундирует из мягкой стали и создает СО (окись углерода) и/или СО2 (двуокись углерода). Как СО, так и СО2 могут привести к значительному окислению нержавеющей стали при повышенной температуре.
В процессе, описанном в патенте США 6706416, данная проблема решалась использованием двойных добавок, которые смешиваются с частицами стружки перед формированием брикетов. Действующими образцами первой из этих добавок является порошкообразный хлорид аммония (NH4Cl) и мочевина. Когда заготовка нагревается, они легко распадаются на газовую фазу при температуре, ниже которой окисление нержавеющей стали является значительным. Эти газы находятся под давлением в высокотемпературной внутренней части заготовки и оказывают воздействие вымещения оставшегося кислорода. Данный первый шаг предпринимается в связи с действием второй добавки. Эта вторая добавка, действующим образцом которой является алюминий, становится все более реакционно-способной с увеличением температуры выше той, при которой хлорид аммония или мочевина полностью распадается. Алюминий вступает в реакцию с кислородом в ржавчине, чтобы образовать оксид алюминия, а также с любым кислородом, проникающим в заготовку из атмосферы, предотвращая, таким образом, окисление хрома.
В патенте США 6706416 указано, что «как NH4Cl, так и мочевина создают значительные объемы восстановительных газов в диапазоне температур от 200°С до около 500°С». Подобное указание можно также найти в патенте США 5676775, в котором предлагается использовать единственную добавку, такую как NH4Cl и мочевину. Эти указания являются неточными, поскольку они предполагают, что NH4Cl и мочевина производят газы, которые восстанавливают оксиды хрома в заготовке. Фактически, названные вещества выделяют азот (N2), водород (Н2) и хлор (Cl2). Диаграмма Эллингема для реакции металлов для формирования оксидов указывает, что эти вещества не должны быть доведены до оксидов хрома в условиях, существующих в заготовке. Заявитель считает, что более вероятно, что их выделение создает избыточное давление газа в заготовке. Газы, таким образом, выделенные из заготовки и во время ее обработки, вытесняют остаточный воздух из заготовки. Таким образом, с температурой ниже 500°С, количество оставшегося атмосферного кислорода в заготовке будет уменьшаться, пока оно, вероятно, не станет близким к нулю. Оставшимися источниками кислорода в заготовке будут окись железа на поверхности стружки и воздух, который поступает сквозь концы заготовки после того, как NH4Cl и мочевина израсходованы.
Как указано в патенте США 6706416, окись железа из стружки объединяется с углеродом, полученным из стружки из мягкой стали, для формирования сначала СО2, а затем, при более высокой температуре, СО. Этот процесс начинается в значительном масштабе при довольно низкой температуре возможно 300°С. СО2 окисляется до хрома и, в противоположность тому, что указано в патенте США 6706416, диаграмма Эллингема показывает, что СО должен доводиться до оксидов хрома только при температуре выше около 1225°С. Температуры в заготовке на границе между сердечником и рубашкой могут не всегда одинаково превышать эту температуру перехода, потому что она очень близка к температурам (1260-1280°С), при которых заготовки, покрытые аустенитной НС, обычно вынимают из печи. Это может происходить благодаря изменениям температуры в заготовке или из-за того, что время выдержки в печи незначительное. Восстановительная реакция СО, таким образом, может не всегда быть достаточно сильной, чтобы привести к полному восстановлению, результатом которого является микрографически видимый слой оксидов хрома, распределенный по поверхности НС. Более концентрированный или даже сплошной слой оксида появится, если температура перехода не достигается вообще, что приведет к меньшей связке на границе и к возможной негодности изделия.
В патенте США 6706416, таким образом, используется алюминий, второй металл, который добавляют в заготовку, чтобы обеспечить восстановление или предотвращение оксидов хрома, когда температура повышается после того, как NH4Cl или мочевина израсходованы.
Исходя из описаний в более ранних патентах, становится понятным, что в процессах, описанных здесь, каждого восстановительного вещества самого по себе недостаточно для предотвращения образования оксидов хрома, которые препятствуют последующей связке рубашки из НС с сердечником.
Также представляется ясным то, что для заготовки с открытым концом, состоящей из брикетов из гранулированной мягкой стали, используемой в ранних процессах, является существенным, что обе добавки, т.е. NH4Cl или мочевина и алюминий должны быть хорошо распределены по гранулам. В любом случае, можно сделать вывод, что для надлежащей связки между рубашкой из НС и сердечником из углеродистой стали необходимо избегать, по возможности, образования оксидов хрома на границе от начала нагрева до момента, когда рубашка свяжется с сердечником.
Существуют значительные потенциальные недостатки использования стружки в качестве исходного сырья для сердечника в вышеописанных ранних процессах.
В полномасштабном процессе производства, поддержание наличия надежного источника стружки конкретной марки в ситуации, в которой необходимо, чтобы готовое изделие соответствовало международному стандарту и спецификации, может представлять некоторые затруднения.
Кроме того, очевидно, что для подготовки стружки и заготовок в ранних процессах необходимы дорогостоящие специализированные машины, некоторые из которых описаны в патенте США 5088399. К тому же из-за конструкции печи, большинство традиционных прокатных станов не могут осуществлять прокатку из круглых заготовок. Тяжело представить себе машины, которые смогут производить заготовки, которые содержат спрессованную стружку и имеют некруглую форму профиля. Кроме того, размер и, в особенности, длина заготовок, по крайней мере, тех, что описываются в более ранних патентах, довольно небольшая. Существует лишь ограниченное количество прокатных станов, которые могут прокатывать заготовки такой маленькой длины и еще меньше тех, которые также могут прокатывать круглые заготовки. Так случилось частично из-за того, что существующие печи толкательного типа предназначены для обработки квадратных заготовок. Для круглых заготовок необходимы печи с шагающим балочным подом. Использование небольших заготовок, скорее всего, приведет к тому, что процесс прокатки будет неэффективным, потому что современные прокатные станы предназначены для прокатки более длинных заготовок, чтобы увеличить продуктивность. Несмотря на то, что в принципе размер и длину заготовок, которые содержат спрессованную стружку, можно увеличить, а форму изменить, технические проблемы, возникающие при обеспечении подходящих машин для этой цели, могут быть непреодолимыми.
Другой, снова явной проблемой, характерной для вышеописанных более ранних процессов, является то, что газы, выделяемые NH4Cl и мочевиной должны обязательно выпускаться. Очевидно, по этой причине заготовка имеет открытый конец. Это указывается в патенте США 5124214, несмотря на то, что в нем предлагается использовать колпачок для закрытия концов заготовки. Однако настоящий патент датируется до применения каких-либо добавок, как описывалось выше. Кроме того, несмотря на то, что настоящий патент также содержит предположение, что трубка может быть запечатана с помощью графитовой пасты на концах сердечника, это сделает ее непригодной для работы.
Паста быстро станет ломкой и пористой, а влага быстро выведется из пасты. Это приведет к разрушению графита и, таким образом, он больше не будет создавать необходимый барьер. Более того, графит вступит в реакцию со сталью в брикетах при температуре около 1000°С, формируя, по сути, расплавленный чугун и будет полностью неэффективным при восстановлении оксидов хрома.
В патенте США 5676775 описана только заготовка с открытым концом. В патенте США 6706416, описывается экспериментальная заготовка, которая в качестве добавки содержит только алюминий. Несмотря на то, что данная заготовка описывается как закрытая, на каждом конце имеется вентиляционное отверстие, для выхода газов из заготовки. Вентиляционные отверстия были заварены после того, как заготовку извлекли из печи. Учитывая указанное выше, заявитель считает, что эти вентиляционные отверстия не воспрепятствуют остаточному атмосферному кислороду, вызывающему окисление хрома в заготовке при более низкой температуре, перед тем как алюминиевая добавка активируется.
Одной из целей изобретения является предоставление заготовки, содержащей твердый стальной корпус и плакировку, состоящую из нержавеющей стали или хромоникелевого сплава или никелемедного сплава или медно-никелевого сплава, в котором окисление, которое мешает связи между плакировкой и стальным корпусом в готовом изделии, восстановлено, как минимум до уровня коммерчески приемлемого готового изделия.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В настоящем описании термин «удалять отработавшие газы» означает удаление газообразного кислорода, в противоположность «восстановлению», которое означает удаление кислорода из соединения, содержащего кислород в качестве одного из компонентов.
В соответствии с изобретением предоставляется заготовка, содержащая корпус из твердой стали, элемент плакировки, содержащий сплав, выбранный из группы, включающей нержавеющую сталь, хромоникелевый, никелемедный или медно-никелевый сплав, при этом корпус расположен так, что имеется граница между корпусом и элементом плакировки, на которой элемент плакировки и корпус связываются вместе, когда заготовка нагревается и обрабатывается с целью производства железного изделия, а также превентивные меры для выпуска газов, выходящих из зазора на границе, которые могут вызвать окисление хрома, никеля или меди в элементе плакировки на границе, и превентивные меры, включающие массу металлов для очистки, предназначенных для удаления окисляющих газов на границе.
Кроме того, в соответствии с изобретением, предоставляется метод производства железных изделий, включающий заготовку, содержащую корпус из твердой стали, элемент плакировки, состоящий из сплава, выбранного из группы, включающей нержавеющую сталь, хромоникелевый, никелемедный или медно-никелевый сплав, и при этом корпус расположен так, что имеется граница между корпусом и элементом плакировки, а также превентивные меры для выпуска газов, выходящих из зазора на границе, которые могут вызвать окисление хрома в элементе плакировки на границе, превентивные меры, включающие массу металлов для очистки, предназначенных для удаления окисляющих газов на границе, метод, включающий шаг нагрева заготовки таким образом, чтобы металл для очистки нагревался до температуры, при которой он становится активным для удаления окисляющих газов на границе, перед тем как сплав на границе достигнет температуры, при которой могут формироваться оксиды хрома, никеля или меди, и обработать заготовку, таким образом, что элемент плакировки и корпус связываются вместе на границе.
В одном варианте исполнения изобретения элемент плакировки образует как минимум часть закрытой станины, в которой расположены корпус и масса металла для очистки, и которая предотвращает проникновение в зазор на границе газов, выходящих из заготовки.
В одном аспекте изобретения металл для очистки выбирается из группы, включающей алюминий, титан, магний и сплав магния и алюминия.
В одном варианте исполнения изобретения, металл для очистки включает алюминий, магний или их сплав, который расплавляется до того как заготовка достигает температуры, при которой она подвергается обработке, а также предоставляется элемент, который содержит массу высокодисперсной стали, расположенный в станине между корпусом и массой металла для очистки.
Особенностью изобретения является то, что элемент плакировки формирует как минимум часть станины, в которой расположены корпус и масса металла для очистки, а также, что имеется элемент, который содержит хлорид аммония или мочевину, расположенный в станине между стальным корпусом и массой металла для очистки.
Еще одной особенностью изобретения является то, что масса металла для очистки содержит первую часть, состоящую из алюминия, магния или их сплава и вторую часть, состоящую из титана.
Еще одной особенностью изобретения является то, что станина состоит из первой части, в которой расположен корпус и второй части в которую вставляется масса металла для очистки до того как две части соединятся вместе.
Еще одной особенностью изобретения является то, что масса металла для очистки находится в месте, отделенном от границы.
Масса металла для очистки предпочтительно представляется в форме брикета или подобного элемента сжатого металла в высокодисперсной форме, такой как частицы, гранулы, лента, токарная стружка и т.д. В равной степени элементы, состоящие из стали, хлорида аммония и мочевины представляются также в форме брикетов или подобных прессовок. Преимущества использования металла в такой форме, а не в твердом состоянии в том, что соотношение его площади поверхности и массы увеличивается, повышая, тем самым, эффективность метала для реакции с кислородом или для удаления кислорода из заготовки. Если такие брикеты спрессованы до высокой плотности, то они являются относительно непроницаемыми для воздуха или газов в холодном состоянии. Однако если их нагреть до температуры ниже их точки плавления, они становятся пористыми и вступают в реакцию с горячими газами, удаляя тем самым внутренние газы или воздух, которые поступают в заготовку, более эффективно. Таким образом, они выполняют функцию так называемых фильтров очистки, расположенных в заготовке в положении рядом с частями элемента плакировки и стального корпуса, которые связываются.
Кроме того изобретение включает в себя железное изделие, произведенное по методу или из заготовки, как описано и заявлено в настоящем документе.
В настоящем описании полезно сослаться на «свободную энергию образования оксида» (в дальнейшем СЭОО). Полезное обсуждение этого термина доступно в Интернете и в других источниках. В данном контексте СЭОО позволяет определить, при любой ли температуре металл, из которого состоит элемент в заготовке, будет окисляться вместо хрома, никеля или меди в элементе плакировки и таким образом предотвращать их окисление.
Схематическое изображение СЭОО различных металлов представлено на диаграмме Эллингема для реакции металлов для формирования оксидов, а также доступно в Интернете и в других источниках. На диаграмме Эллингема четко видно, что металлы, имеющие СЭОО ниже, чем хром, никель или медь до достижения температур прокатки заготовки, плакируют одним из выбранных сплавов этих металлов, включая кальций (Са), магний (Mg), литий (Li), уран (U), алюминий (Al), титан (Ti), кремний (Si), ванадий (V), цирконий (Zr) и марганец (Mn). В виду таких соображений, как опасность в обращении, радиоактивность и т.д., многие из них нельзя использовать для целей настоящего изобретения, за исключением, возможно, специализированных применений. Многие из названных металлов также могут быть слишком дорогими, чтобы быть экономически целесообразными. Тем не менее, заявитель полагает, что в настоящее время магний, алюминий и титан, в частности, а также, возможно литий, могут быть пригодными для промышленного производства продукции в соответствии с настоящим изобретением. Однако не обязательно исключать использование других названных металлов.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Изобретение далее обсуждается со ссылкой на прилагаемые чертежи, в которых:
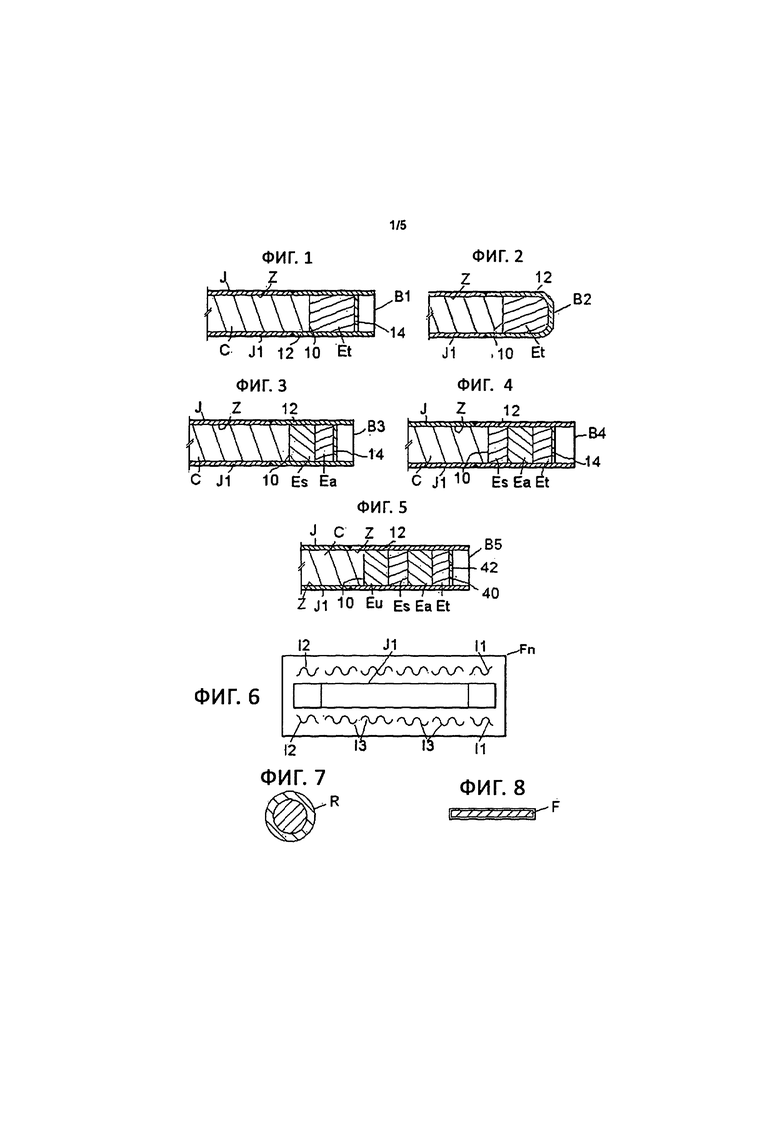
На фиг. с 1 по 5, 11 и 12, и с 14 по 24 изображены поперечные сечения одного или обоих концов заготовки;
На фиг.6 изображена схема нагревательного элемента для заготовок;
На фиг.7 и 8, с 25 по 27, и 29 изображены поперечные сечения примеров продукции, произведенной из заготовок;
На фиг.9, 10 и 28 изображены поперечные сечения заготовок в процессе подготовки.
В работе, проведенной заявителем до настоящего времени в связи с разработкой изобретения, заготовки состояли из сердечников из углеродистой стали и оболочки из двухфазной нержавеющей стали марок А304, UNS S32101 и S32304. По этой причине, варианты осуществления изобретения, описанного в настоящем документе, ориентированы на такие заготовки. Тем не менее, учитывая, что никель и медь имеют более высокую СЭОО, чем хром, заявитель считает, что технологии данного изобретения могут быть успешно применены без значительных изменений для производства продукции, состоящей из стального сердечника, покрытого хромоникелевым, никелемедным или медно-никелевым сплавами.
На чертежах, кроме случая, описанного далее, каждая заготовка В состоит из цельного корпуса или сердечника С из углеродистой стали или любой другой подходящей марки стали, которая обычно в большей степени подвержена коррозии, чем нержавеющая сталь. Сердечник С заключен в оболочку, которая в данном примере, представляет собой рубашку J, которая в некоторых случаях может состоят из средней части J1 из нержавеющей стали, и наружной части J2 из низкоуглеродистой стали. В остальных случаях, рубашка может полностью состоять из НС. НС может быть любой подходящей марки, включая ASTM 316, A304 или одной из марок нержавеющей стали в двухфазной категории. Таким образом, в каждой заготовке есть зона Z, на которой находится граница соприкосновения частей сердечника С и рубашки, которые связываются при нагревании заготовки.
Каждая заготовка имеет средства для удаления газов, способных вызвать окисление хрома в рубашке J, из зазора на границе в зоне Z. Данные средства включают в себя слой, состоящий, по крайней мере, из одного раскисляющего металла. Данный металл обычно, но не всегда, имеет форму брикета, который в приведенных далее примерах, обычно маркируется буквой Е, и который располагается на границе между рубашкой и хотя бы одним концом сердечника С, и таким образом удален от границы соприкосновения частей в зоне Z.
В отношении металлов, формирующих обсуждаемые элементы, аббревиатура «ВД» относится к металлам высокодисперсной формы, такой как стружка, ленты, порошок, проволока и, так называемая, стальная вата, дробь и крошка, а также металлическая стружка, в том значении, в котором данный термин распространен среди специалистов в данной области, и в котором он используется в более ранних патентах.
В приведенных ниже примерах, типичная заготовка будет иметь квадратное поперечное сечение размером 150 мм × 150 мм и может иметь длину от 6 до 14 метров. При этом все размеры приведены исключительно в качестве примера, заготовки могут иметь любой необходимый размер и длину. В большинстве случаев это определяется длиной и размерами имеющегося на рынке проката и труб, используемых для сердечников и рубашек.
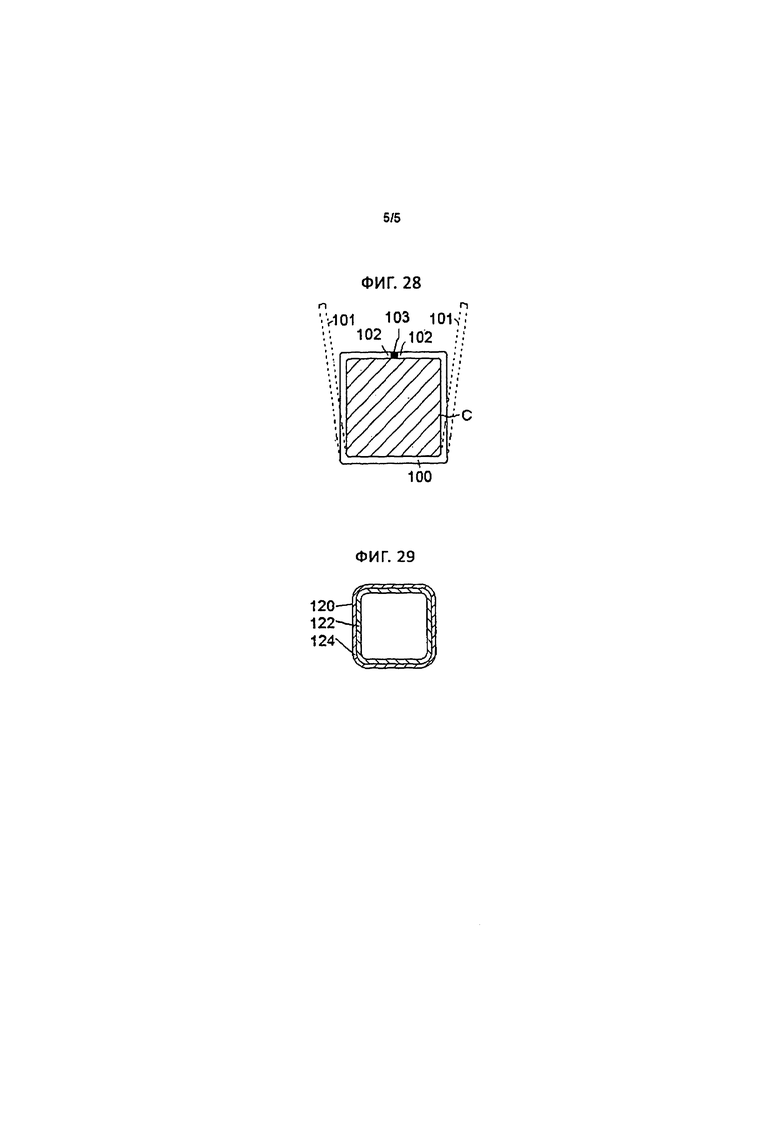
Известно или предложено множество способов нанесения металлической оболочки на стальной сердечник. Заготовка может быть подготовлена любым таким подходящим способом, перед обработкой в соответствии с предложенными в настоящем документе методами. В данном случае, одна или несколько пластин, предпочтительно, но не обязательно, из двухфазной НС, может быть обернута вокруг стального проката, который будет служить сердечником, и сварена в местах стыкования кромок пластин. Пример такой заготовки показан в разрезе на фиг.28, и в настоящий момент считается оптимальным способом подготовки заготовок в плане производства и, в то же время, снижающим до минимума капиталовложения на специализированную производственную линию. На данном примере, квадратный сердечник С был помещен в желобчатую деталь 100 из НС, которая была согнута или прокатана из цельной пластины заранее. Изначально, деталь 100 соприкасается с тремя гранями сердечника. После размещения сердечника, фланцы 101 детали 100 обворачиваются вокруг четвертой грани сердечника таким образом, чтобы кромки 102 находились на одной линии. Эти кромки свариваются вместе, как показано на детали 103. В случае больших объемов производства, лента из НС может подаваться из бухты через обычный трубопрокатный стан, который придает ленте желобчатую форму, идентичную форме детали 100. Прокат размещается в желобе и два фланца загибаются вокруг, а затем свариваются вместе на последующих этапах работы трубопрокатного стана.
Сердечник может также помещаться в заранее сформованную трубу из НС любым удобным способом, предпочтительно, тем или иным способом, раскрытым в описании изобретения, которое прилагается к международной заявке на патент, поданной в соответствии с Австралийской предварительной заявкой на патент №2009905130, имеющей название «Заготовки для производства металлических изделий».
На фиг.1 изображен один конец заготовки В2, на которой кромки рубашки перекрывают концы 10 сердечника. Элемент Et расположен напротив конца сердечника. Пластина 14 расположена в трубе 12 напротив наружного конца элемента Et и приварена на месте для укупорки трубы. В данном примере, противоположный конец заготовки закреплен таким же образом, в результате чего, рубашка J образует закрытую металлическую оболочку, в которой расположены стержень и элемент Et, и которая вытесняет газы из заготовки, и предотвращает их попадание в зону Z. Этими газами являются печные и атмосферные газы. В данном примере, элемент Et состоит из титана (Ti) в любой ВД форме, имеющего форму брикета до помещения в заготовку. На фиг.2, пластина 14 не используется. Вместо нее используется предварительно сформованная заглушка или колпак. Заглушка может быть сформована из пластины методом холодной штамповки. Элемент Et для удобства соединяется или помещается в заглушку, перед приваркой заглушки к кромке 12 рубашки. Такая заглушка менее подвержена разрыву во время проката, чем сварные швы на торцевой пластине 14.
На фиг.6, печь Fn оборудована индукционными катушками с первичной обмоткой, схематично изображенными как I1 и I2, которые на первой стадии быстро нагревают концы заготовки до тех пор, пока элемент Et не достигнет температуры более 500°С, а предпочтительнее 800°С, в то время как остальная часть заготовки, и в частности, часть J1 из нержавеющей стали, находится при температуре ниже той, при которой возникает окисление хрома на поверхности рубашки в зоне Z. Даже при более низкой температуре, титан связывает азот и кислород, основные газы, из которых состоит воздух, образуя устойчивые оксиды и нитриды. Тем самым, титан активно удаляет эти атмосферные газы из зоны Z и формирует эквивалентные им твердые оксиды и нитриды на каждой кромке заготовки, оставляя только незначительное количество инертных газов, таких как аргон (Ar). Учитывая количество аргона, обычно присутствующего в воздухе, на этой стадии возникает частичный вакуум, примерно около 19 мм рт.ст.
Вторичная обмотка индукционных катушек 13 активируется вместе с катушками I1 и I2 для нагрева всей заготовки до ТП. В ходе этой фазы, нагревание углеродистой стали сердечника приводит к ее обезуглероживанию. При отсутствии титана, выделяющийся углерод будет вступать в реакцию с любыми оксидами железа на поверхности сердечника, сначала формируя СО2, а затем, при более высоких температурах, СО с небольшим количеством углерода. СО2 и СО будут выступать в роли окисляющих агентов для хрома в НС. Однако титан имеет более низкую СЭОО, чем хром, поэтому он восстанавливается до хрома. Затем титан связывается с кислородом, включая кислород из оксида железа, и либо предотвращает окисление хрома, либо уменьшает уже возникшее.
В данном описании любые высказывания о том, что окисление «предотвращается» или «уменьшается», подразумевают, что окисление предотвращается или уменьшается до таких объемов, при которых получаемая продукция полезна с точки зрения промышленного производства. Специалисты в данной области признают тот факт, что, скорее всего, невозможно полностью предотвратить или уменьшить окисление.
В альтернативном варианте осуществления изобретения, элемент Et может нагреваться несколькими мощными газовыми или топливными горелками, расположенными вблизи основной печи, в которой впоследствии нагревается вся заготовка. Главная печь может быть индукционной, как уже описано ранее, или работающей на газе или жидком топливе.
Нагретая заготовка В1 направляется в прокатный стан для раскатывания в длинную продукцию, такую как арматурный стержень, изображенный в разрезе под буквой R на фиг.7 или сортовой плоский прокат F, изображенный на фиг.8. Очевидно, что с помощью процессов и из заготовок, описанных в данном примере, можно производить продукцию любой необходимой формы и размера.
Снова возвращаясь к фиг.1, пока рубашка остается полностью нетронутой и тем самым герметичной от проникновения атмосферного воздуха, атмосферный воздух никак не проникнет в заготовку В1 через ее концы вследствие охлаждения, происходящего при извлечении заготовки из печи. После прохождения заготовкой такого количества валков, которое необходимо для обеспечения оборачивания рубашкой сердечника, концы уже удлиненной заготовки, закрывающие остатки элемента Et, обрезаются.
Одной из причин выбора титана в качестве элемента Et, в данном начальном примере, является то, что температура его плавления выше ТП. Поэтому нет необходимости принимать меры для того, чтобы отдалять его от сердечника, как в случаях с алюминием и магнием и некоторыми другими металлами, которые могут использоваться, как описывается далее. Несмотря на высокую температуру плавления титана, возникающие из него в заготовке оксиды, поглощаются металлическим титаном, поэтому дальнейшее формирование оксидов не прекращается. В отличие от случая, когда алюминий и магний находятся в твердой фазе, титан способен продолжительное время вступать в реакции с кислородом, который возникает в заготовке при ее нагревании. Поэтому титану не нужно плавиться, чтобы выполнять функцию эффективного поглотителя кислорода. Более того, титан способен вступать в реакцию даже при низких температурах. Так же, как и в случае с алюминием и магнием, высушенная и очищенная титановая стружка (пригодная для брикетирования) легкодоступна из-за ее высокой внутренней стоимости. Это избавляет от необходимости очищать и сушить стружку в скрапоразделочном цеху, что необходимо в процессах, описанных в более ранних патентах.
Одним из преимуществ данного процесса является то, что стальной сердечник может иметь круглую, квадратную, прямоугольную или любую другую необходимую форму. Заготовка с сердечником позволяет использовать данный процесс с заготовками любого необходимого поперечного сечения и длины. В частности, размер заготовки выбирается исходя из размера имеющегося прокатного стана.
В качестве сердечника может также использоваться стальная вогнутая форма и заготовка, используемые для производства стальных труб с внутренней или внешней оболочкой из НС. Возможность делать прямоугольные заготовки обеспечивает возможность их использования при прокатке облицовочных пластин из НС, а также длинной продукции. Примеры такой продукции приведены ниже со ссылкой на фиг.25 и 27 и дальнейшим описанием.
Для более легкого проникновения стального сердечника в рубашку из нержавеющей стали, прокат, который будет использоваться в качестве сердечника, можно сначала подвергнуть механической шлифовке. Это также приведет к удалению прокатной окалины. Весь серийный прокат, производимый для данной цели, требует удаления окалины, что обычно производится дробеструйной обработкой. В такой дробеструйной обработке уже не будет необходимости, если прокат будет отшлифован.
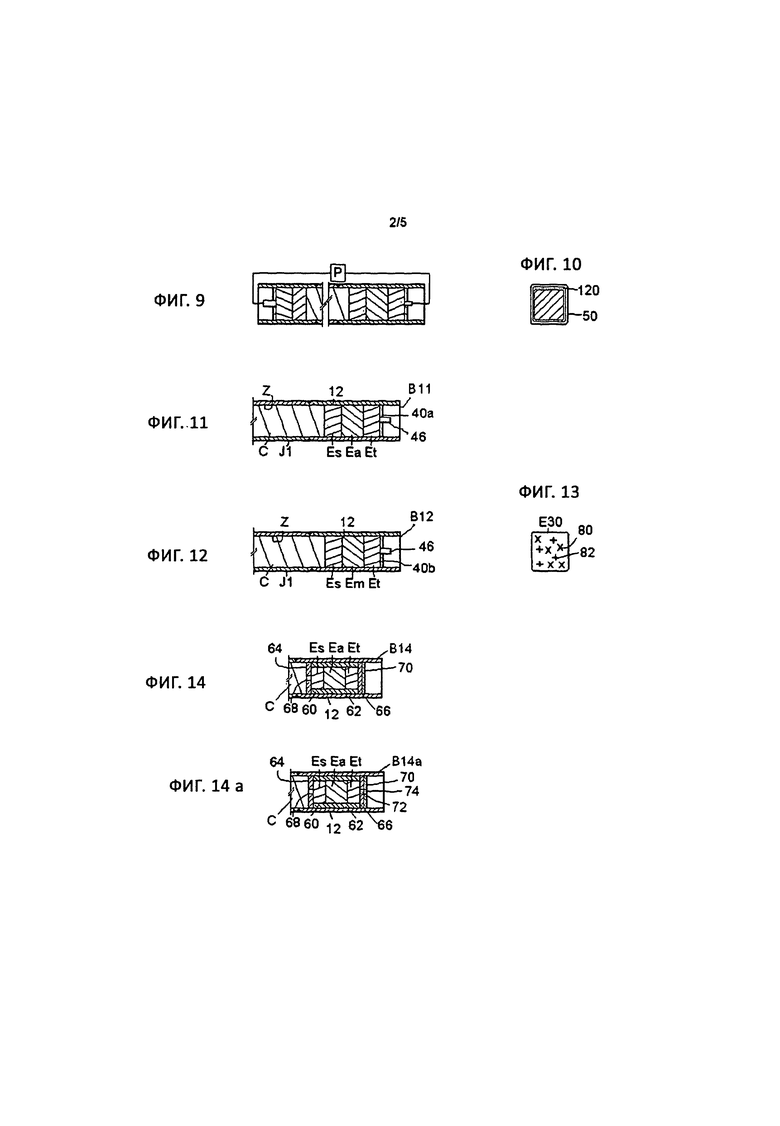
Для улучшения удаления атмосферного кислорода из любой описанной заготовки, эффективным может быть выкачивание воздуха из заготовки, путем подсоединения одного или обоих ее концов к вакуумному насосу Р перед нагреванием. Этот процесс схематически показ на фиг.9. Перед перемещением заготовки в печь, насос отключается от заготовки, а отверстия в заготовке, через которые был подсоединен насос, закрываются. Механизмы выкачивания воздуха из заготовки таким способом хорошо известны и не требуют подробного описания.
Вместо выкачивания воздуха из заготовки, или в дополнение к этому, насос Р может иметь такой тип, который позволяет закачивать в заготовку инертный газ, такой как аргон, для замещения остаточного воздуха.
На фиг.3 изображен еще один пример одного конца заготовки В3. Заготовка В3, а также те заготовки, которые еще не были описаны, их подготовка и создание прокатных изделий из них, будут рассматриваться лишь постольку, поскольку они имеют особенности, существенно отличающиеся от тех, которые были рассмотрены в отношении заготовки В 1.
Два элемента Es, Ea помещены в каждый конец заготовки В3. Es помещается посередине между элементом Ea и концом 10 сердечника С. Элемент Es имеет форму брикета, который, в данном примере, состоит из ВД углеродистой стали, однако, в качестве альтернативы, может состоять из ВД титана. В любом из случаев, элемент Es может быть сформирован путем прессования ВД стали или титана прямо в трубу 12, или в брикет, перед прессованием в трубу. Элемент Ea идентичен элементу Et, однако состоит не из титана, а из ВД алюминия (Al) или ВД магния (Mg), или из сплава обоих. Целесообразно обсудить свойства этих трех раскисляющих металлов вместе. Раскисляющие функции каждого из них, в данном процессе, идентичны функциям титана в элементе Et.
Из всех названных металлов, подходящих для использования в данном изобретении, алюминий является самым широкодоступным и самым недорогим. Он считается безопасным в обращении. Как указано в патенте США 6706416, он является сильнодействующим поглотителем кислорода, однако в рамках данного изобретения, его полезность в данном смысле, ограничивается тем фактом, что его оксид Al2O3, при появлении, остается в твердом состоянии на поверхности алюминиевого металла, образуя барьер для поглощения кислорода. Этот барьер исчезает, когда металл начинает плавиться, при температуре 660°С. Данная температура легко достигается путем индукционного предварительного нагрева конца заготовки. Это единственное преимущество использования алюминия. Температура кипения (далее именуемая «ТК») алюминия значительно выше ТП и поэтому слишком высока, чтобы использовать алюминий в газообразном состоянии в качестве полезного поглотителя кислорода.
С другой стороны, температура плавления («ТП») магния около 650°С, а его ТК около 1100°С. В дополнение к этому, он является более сильнодействующим поглотителем кислорода, чем алюминий. Однако магний, в большинстве случаев, считается небезопасным в обращении. Эта точка зрения выражена в патенте США 6706416. Вопреки этой точке зрения, промышленные поставщики магния предлагают принятие простых, легко выполнимых мер безопасности. Использование магния в элементах Еа, в тех рабочих условиях, в которых применяется данное изобретение, вряд ли будет являться таким опасным, чтобы не рекомендовать его использования. Из этого следует, что в данном случае будет целесообразным использовать магний в форме стружки или ленты, или даже в форме порошка.
И алюминий, и магний образуют устойчивые оксиды, нитриды, гидриды и карбиды, а также, как указано, являются активными поглотителями атмосферных и других газов. Они также обладают преимуществом низкой стоимости. В дополнение, алюминиевая и магниевая стружка широкодоступна. Данные элементы наиболее активны при плавлении, когда поверхностные оксидные слои перестают препятствовать их поглощающим действиям. СЭОО каждого из них ниже, чем у титана, и конечно, значительно ниже, чем у хрома.
Говоря о такой заготовке, как В3, существуют некоторые недостатки использования элемента Еа, содержащего алюминий или любой другой упомянутый металл, включая титан, который не закипает при температуре ниже ТП. В данном случае, давление газа внутри заготовки в начале проката будет ниже, чем атмосферное давление, вследствие чего, воздух попадет в заготовку, если конец трубки 12 был поврежден до того, как рубашка была обернута вокруг сердечника во время проката, или через крошечные отверстия в сварном шве пластины 14. И все же, в данном случае, кислород, содержащийся в воздухе, все равно будет поглощаться элементами Es и Еа, и только атмосферный аргон проникнет внутрь заготовки сквозь элементы.
В свою очередь, значительное преимущество использования магния в элементе Еа, заключается в том, что когда магний доводится до температуры выше его температуры кипения, внутри заготовки возникает избыточное давление, заменяющее частичный вакуум, который создается в результате формирования твердых оксидов. Магний испаряется при температуре 1100°С при атмосферном давлении, и при более низкой температуре в частичном вакууме. При ТПд давление испаряющегося магния приближается к атмосферному. При ТПа давление испаряющегося магния выше атмосферного. Таким образом, вероятность попадания воздуха во время проката, в случае повреждения рубашки, значительно уменьшается.
Испаряющийся магний выступает в роли восстанавливающего газа для любого СО и CO2, который может возникнуть в заготовке. СО возникает при температуре около 780°С и восстанавливает хром только при температуре выше 1225°С.
Элемент Еа может также содержать сплав алюминия и магния. Как известно, ТК такого сплава может контролироваться путем корректировки пропорций составляющих металлов. Таким образом, при необходимости ТК сплава может быть выше или ниже ТП. Один из способов такого применения описан ниже.
Поскольку Mg и Al плавятся при температурах ниже ТП, при использовании для Еа в заготовке В3 желательно предотвратить попадание расплавленного магния и/или алюминия на границу сердечника и рубашки из НС. Это достигается благодаря наличию Es, который состоит или из ВД стали или из титана, не плавится при температуре ниже ТП и выступает в качестве изолирующего слоя для расплавленного металла. Это одна из функций Es. Если ВД сталь используется для Es, то она имеет преимущественно среднее или высокое содержание углерода, как правило, 0,4% - 1% углерода. При необходимости, к ВД стали может быть добавлен графит для увеличения содержания углерода. При повышенных температурах из присутствующих ВД стали и графита выделяется СО. При ТПа СО восстанавливается до оксидов в хроме в соответствии с диаграммой Эллингема. Даже при ТПд СО может восстанавливаться до хрома при наличии алюминия или титана.
Если Es образуется из титана, Es не только выступает в качестве поглотителя кислорода, который присутствует изначально, или который выделяется внутри зоны Z, но также способствует поглощению атмосферного кислорода, прежде чем он попадет в зону Z путем сварки или нарушения целостности рубашки, как уже было указано.
Фиг.4 показывает конец заготовки В4, которая содержит на каждом конце три элемента Es, Еа и Et. Поэтому, как правило, Es будет состоять из ВД стали, Еа будет состоять из алюминия, магния или их сплава, а Et будет состоять из ВД титана. В данной сборке металл, из которого состоит Еа, таким образом, расплавлен при ТПд, а также при Тпа. Es, Еа и Et в В4 выполняют те же соответствующие функции, что и в В1 и В3 и, таким образом, их не стоит описывать, а следует отметить, что Et в В4 служит в качестве дальнейших средств для поглощения кислорода, в частности из атмосферного воздуха, который может попасть в заготовку любым, описанным ранее способом. Потенциал для появления окисления хрома в результате такого недостатка увеличивается, если температура внутренней части заготовки и поступающего воздуха ниже 1225°С. Модификация заготовки, показанная на фиг.11, решает данную проблему.
На фиг.11 представлен один конец заготовки В11, на каждом конце которой представлены три элемента Es, Еа и Et, которые, подвержены тому, что упоминается ниже в отношении Еа; данные элементы состоят из тех же металлов и выполняют те же функции, что и одноименные элементы в В4. Концы В11 изначально запечатаны пластинами 40а, но каждая пластина снабжена температурно-зависимой пробкой 46, которая плавится и обеспечивает вентиляцию заготовки внутри печи при температуре, которая может быть заранее выбрана, но которая ни в коем случае не должна быть меньше 1225°С. Подходящим материалом для такой пробки является 30% медно-никелевый сплав, который полностью расплавляется при 1237°С. Когда пробка плавится, вакуумные условия в заготовке вызывают образование горячих окислительных печных газов, которые должны нормально поглощаться заготовкой при температуре около 1300°С и в любом случае при температуре выше 1225°С. Эти печные газы пройдут через Es, Ea и Et и таким образом через три слоя восстанавливающих и поглощающих металлов. Сначала через внешний элемент Et, который состоит из титана, поглощающая эффективность которого, как уже отмечалось, не уменьшается формированием каких-либо оксидных или нитридных покрытий, так как они всасываются в металл при нагревании выше 500-800°С. Затем печные газы проходят через Ea, который если состоит из алюминия и, таким образом, плавится приблизительно при 650°С, задерживается между Es и Et. Ea может также состоять из сплава алюминия и магния, чтобы обеспечить еще более мощное поглощающее действие. Любой остаточный кислород или CO2 при прохождении через конечный элемент Es преобразуется в СО. Это сопровождается увеличением давления из-за образования двух молекул СО для каждой молекулы CO2 или О2. СО, поступающий в зону Z при температурах значительно выше 1225°С будет иметь восстановительное воздействие на любые следы оксида хрома, все еще присутствующие на границе.
Три элемента, впрессованные в каждый конец заготовки В11 также обеспечивают дополнительную защиту, как предупредительные меры против появления окисления в сердечнике и рубашке в зоне Z в случае разрушения концов рубашки во время прокатки. Таким образом, элементы выполняют двойную задачу - в качестве преобразователей СО при плавке пробки и если концы рубашки разрушаются при прокатке.
Тот факт, что между стальным сердечником и рубашкой может оставаться относительно большой начальный зазор 50, даст возможность таким веществам, как порошковый алюминий или NH4Cl разбрызгиваться по верхней части сердечника С при его вставке в рубашку J1. Это схематически изображено на элементе 120 на фиг.10.
На фиг.12 представлен один конец заготовки В12, являющейся разновидностью заготовки В11 и снабженной тремя элементами Es (или Et), Em и Et. Средний элемент Em будет состоять из магния. Внешний элемент Et будет состоять из титана. В этом случае заготовка также вентилируется через температурно-зависимую пробку 46, как уже описывалось для стадии нахождения в печи. В этом примере полагаются на то, что внутри заготовки перед и после прокатки будут присутствовать испарения магния.
Сначала целесообразно рассмотреть Em, как элемент, состоящий из чистого магния. Как в случае со всеми остальными заготовками, представленными на чертежах, концы заготовки В12 сначала быстро нагреваются, до тех пор, пока магний в Em не расплавится. В сущности, магний загорается, когда достигает точки плавления, быстро удаляя N2, O2, СО2 и СО и создавая вакуум в заготовке. На данной стадии вся заготовка нагревается до ТПа или ТПд. Благодаря вакууму магний испаряется при 850°С. Давление испарений магния увеличивается в дальнейшем с повышением температуры, создавая избыточное давление.
Также как в предыдущем примере, заготовка вентилируется на стадии пребывания в печи с помощью пробки 46 из медно-никелевого сплава, которая должна плавиться приблизительно при ТПа или ТПд, как указано. Медно-никелевый сплав 10% полностью расплавляется при температуре 1145°С, выше точки кипения магния. Избыточное давление, обеспеченное испарениями магниями, предотвращает попадание печных газов, а также притока воздуха, при извлечении из печи для прокатки.
Также эффективным может быть создание отделения для концов для вентиляции или перерыва во время начальной прокатки, а также для удаления испарений магния. Осуществляясь под давлением, это поможет предотвратить попадание воздуха до того как рубашка и сердечник свяжутся.
Соотношение алюминия и магния может регулироваться, чтобы вызвать испарение сплава при температуре между 850°С и 1260°С. В сущности, данный процесс происходит благодаря испарениям магния, а не СО, чтобы восстановить оксиды хрома.
На практике использование элементов, состоящих из такого металла как магний или его сплавов, которые испаряются при температуре ниже ТП рассматриваемой заготовки, может быть неприемлемым, поскольку испарения, проникающие в зону Z, могут оставить нежелательные включения на границе готового изделия. С другой стороны, те же элементы могут подойти для использования в заготовках, ТП которых ниже температуры, при которой испаряются элементы. Опыт определит условия, при которых можно использовать такие элементы.
В ходе испытаний, проводимых в связи с настоящим изобретением, было отмечено, что как ни удивительно, концы заготовок, подготовленные как показано на фиг.3 и прошедшие через определенную обычную толкательную печь, стали достаточно нагретыми (для целей изобретения) перед частями центра без каких-либо специальных мер, предпринятых в печи для предварительного нагрева концов. Причина этого не до конца ясна, но это может быть обусловлено любыми из нескольких факторов или, возможно, их комбинацией. В большинстве толкательных печей заготовки помещают на пол печи и в итоге вынимают, когда они максимально горячие. Печные газы могут нагревать заготовки только через их лицевые поверхности и поверхности двух их концов, поскольку другие поверхности заготовок не подвержены воздействию печных газов. Лицевые поверхности заготовок вместе, однако, представлены как сплошная плоская масса стали, которая действует как поглотитель тепла. Таким образом, концы нагреваются быстрее, чем центральные части заготовок, которые изначально остаются относительно холодными. К тому же, теплопроводность как титана, так и алюминия, а также магния, намного выше, чем теплопроводность стали или НС.
Последовательность прокатки может быть установлена таким образом, что газ управляется при прохождении через заготовку. Например, при использовании прокатного стана, расположенного в ряд, конец заготовки, который входит в прокатку может быть закрыт, а задний конец предназначен для вентиляции во время прокатки. Испарения магния и другие газы будут все время подталкиваться к вентиляции под значительным давлением, тем самым также помогая выдувать любое незначительное количество твердых оксидов магния и/или нитридов, которые еще не попали в отделения для концов. Данная технология обеспечивает то, что все испарения магния были удалены при температуре выше 1100°С, перед тем как они остыли ниже своей ТК. Если это произошло, оксиды и нитриды могут остаться в заготовке в виде твердых, неметаллических включений.
В дальнейшем, нет необходимости повторять в каждом случае описание элементов или их размещение, в частности, и такие элементы можно определять простой буквой Е.
Не смотря на то, что заготовка содержит элементы, включающие металлы, в частности алюминий и титан, которые предлагались до этого момента, возможно, что после предварительного нагрева концов, условия во внутренней части заготовки могут все еще допускать некоторое окисление хрома, несмотря на то, что атмосферный воздух был поглощен или удален из заготовки до нагрева.
На фиг.5 представлен конец заготовки В5, который решает данную проблему. В5 содержит сборку из четырех элементов Eu, Es, Еа и Et. Три последних могут быть идентичными тем, что уже описаны и выполнять те же соответствующие функции. Пластина 14 может быть исключена или, как вариант, может использоваться пластина 40 с вентиляционным отверстием 42, чтобы фиксировать элементы на месте во время прокатки. Eu находится между Es и концом 10 сердечника, и представляет собой брикет, содержащий NH4Cl или мочевину. Польза такой сборки состоит в том, что NH4Cl или мочевина распадаются при низкой температуре, как описано в более ранних патентах, и создают большие объемы газа, которые могут выходить из заготовки через вентиляционное отверстие 42, поскольку Es, Еа и Et могут быть достаточно пористыми для этого. Эти газы смещают остаточный воздух в зоне Z заготовки. Распад NH4Cl или мочевины начинается при температуре ниже 200°С и продолжается до тех пор, пока температура не достигнет отметки приблизительно ниже 600°С, при которой NH4Cl или мочевина израсходуются, а поток газа из концов заготовки прекращается. Таким образом, нет необходимости освобождать и очищать заготовку В5 для того, чтобы удалить атмосферные газы внутри заготовки. Несмотря на то, что пористость Es, Еа и Et также позволяет атмосферному кислороду всасываться в заготовку, когда нагреваются концы, Es, Et и расплавленные составляющие Еа удаляют весь оставшийся или выделяющийся кислород в заготовке, а также удаляют кислород и другие газы в воздухе, до того как они попадут во внутреннюю часть заготовки.
Измененный элемент Е30 показан на фиг.13. Данный элемент содержит титан в подходящей ВД форме, такой как обрезки, схематически изображенные на элементе 80, смешанные с углеродистой сталью, а также в форме проволоки или стружки или иной подходящей ВД форме, как схематически изображено на элементе 82.
В заготовках В1-В4, рубашка J, в которой размещается корпус сердечника и которая закрыта для атмосферы, предоставляет средства для предотвращения окисления газов извне заготовки, проникающих в зону Z до тех пор, пока граничные части сердечника и рубашки из НС не свяжутся. В такой заготовке как В5, это средство эффективно обеспечено элементом Ей вместе с массой поглощающих элементов, таких как Es, Ea и Et. Eu активен при низких температурах для удаления окисляющих газов из зоны Z, а поглощающие элементы не только позволяют этим газам исчезнуть, но также обеспечивают достаточную герметизацию при низких температурах, чтобы не дать атмосферным или печным газам проникнуть в зону Z. С повышением температуры поглощающие элементы становятся более активными и несмотря на то, что атмосферные или печные газы могут проникнуть в зону Z, любой кислород в этих газах поглощается с помощью Es, Ea и Et до того, как они успеют проникнуть. Элементы также поглощают окисляющие газы, которые выделяются в зоне Z до тех пор, пока граничные части не свяжутся.
Возможно, не понадобится использовать все три поглощающих элемента в такой заготовке как В4. Например, элемент Et может быть достаточно активным, чтобы позволить исключить средний элемент Ea. Поскольку Et не плавится, барьерный элемент Es также, возможно, не понадобится.
Обычные элементы могут иметь толщину 10-150 мм. Эта величина, однако, использована в качестве примера, и они могут иметь любую толщину.
Возможно, всегда придется защищать термически обработанные поглощающие металлы от элементов Е, присутствующих в зоне Z, до нагрева заготовки. Остаток любого значительного количества этих металлов, скорее всего, будет разрушительным для связки между лицевыми поверхностями сердечника и рубашки, а части заготовки, которые содержат такой остаток, после прокатки в любом случае удаляются. Таким образом, считается, что поглощающие элементы Е изначально должны находиться в положении отдельно от границы поверхностей сердечника и рубашки. В связи с этим масса любых ВД поглощающих металлов, в частности титана, может перемешиваться с ВД сталью и вставляться преимущественно в форму брикета на концах заготовки. ВД сталь будет служить в качестве матрицы для фиксации поглощающего металла на месте.
Когда для центральной части Л сердечника используется заранее сформированная трубка, сердечник должен быть меньше рубашки по размеру, чтобы он мог войти в рубашку. Заготовка длиной 14 м с рубашкой J1 150 мм × 150 мм с толщиной стенки 7 мм, как приведено в примере в настоящем документе, будет содержать стальной сердечник квадратного сечения 122 мм × 122 мм. В данном примере при комнатной температуре будет зазор 14 мм между сердечником и рубашкой. Данный зазор будет содержать около 50 л атмосферного воздуха, т.е. 78% азота и 21% кислорода.
На грамм-молекулярной основе: 1 г магния может поглотить 320 см3 атмосферного воздуха;
1 г титана может поглотить 250 см3 воздуха; и
1 г алюминия может поглотить 480 см3 воздуха.
В запечатанной заготовке, содержащей 50 л воздуха, таким образом, понадобится лишь 104 г алюминия, чтобы создать частичный вакуум и оставить 1% Ar. Аналогично, понадобится 156 г магния или 200 г титана, чтобы поглотить 50 л воздуха из заготовки одинакового размера и оставить тот же частичный вакуум. Однако в случае заготовки такого же размера с открытыми концами, придется поглотить 5000 л внутреннего воздуха и/или внешнего атмосферного воздуха для того, чтобы создать 50 л Ar внутри заготовки, как описано выше; т.е. 50000 см3/0,01=5000000 см3.
Следующие расчеты предоставляются для иллюстрации и чтобы представить изготовление такой заготовки как В4. Также предполагается, что элемент Еа состоит из алюминия, металла, наиболее часто используемого в промышленной практике. Алюминий имеет плотность 2,7 г/см3. Приблизительно понадобится 10,4 кг ВД алюминия (по весу) или около 5,2 кг на каждый конец. Это составляет 0,5% по весу всей заготовки 2000 кг. Алюминиевые брикеты с относительной плотностью 70% твердого алюминия будут весить 5,2 кг каждый, и будут иметь длину 170 мм, чтобы плотно пригоняться к каждому концу рубашки с внутренними размерами 136 мм × 136 мм.
Равновесие внешнего и внутреннего давления газа в итоге достигается, когда внутренняя часть заготовки заполнена Ar. Любое смещение равновесия давления, возникающее в результате расширения или сжатия газов в заготовке во время нагрева печи до ТП или колебания температур в печи, регулируется автоматически. Элементы Е на каждом конце, таким образом, предоставляют саморегулирующийся механизм для равновесия давления.
Существуют другие металлы, СЭОО которых ниже, чем у хрома и которые, таким образом могут использоваться вместо алюминия, магния или титана. Несмотря на то, что на данный момент предполагают, что вероятность использования этих других материалов мала, они все равно учитываются. Эти другие металлы включают цирконий, литий, кальций, кремний, ванадий, марганец и уран.
Еще одна возможность представлена на фиг.14. Заготовка В14 содержит один или несколько элементов практически в том же расположении, как описывалось ранее. Однако элементы не расположены непосредственно на концах рубашки, а вместо этого заранее уложены в патрон 60 из мягкой стали. В данном примере представлены три таких элемента Es, Ea, Et, идентичные описанным ранее. Патрон представляет собой точную пригонку в трубке 12 и содержит продольное удлинение, трубчатый внешний корпус 62 с концевыми пластинами 64, 66 на внутреннем и внешнем концах. Концевые пластины приварены или составляют единое целое с корпусом 62, так что соединения между пластинами и корпусом 62 запечатаны. Концевая пластина 64 расположена рядом с концом сердечника С и снабжена центральным отверстием 68. После того как патрон вставлен в конец заготовки он фиксируется на месте с помощью пластины 70, приваренной к трубке 12. Функция пластины 70 подобна функции пластины 14, так что при необходимости и в зависимости от характера элемента или элементов Е, вставленных в патрон, пластина 70 может иметь отверстие или может быть снабжена пробкой, которая плавится при заранее определенной температуре или наоборот (как показано) может не иметь отверстия, как описывалось ранее. В первых двух из этих случаев, концевая пластина 66 будет снабжена отверстием 72 (как показано на фиг.14а), которое связано с отверстием 74 в пластине 70 и подобно отверстию 68 в концевой пластине 64. Внутренняя концевая пластина 64 служит в первую очередь для удержания элемента или элементов на месте в патроне. Одной из особенностей изобретения является то, что элементы Е в любом расположении, описанном в данном документе, могут быть уложены в патроны и перенесены отдельно от заготовок. Это может привести к тому, что для сборки заготовок понадобятся более простые машины. Если один из элементов Е, вставленных в патрон, состоит из поглощающего металла, который плавится при температуре ниже ТП, как описывалось ранее, каждая концевая пластина 64, 66 также выступает в качестве барьера для удержания расплавленного металла. Объем металла может выбираться таким образом, что при расплавлении его верхняя поверхность находится ниже отверстий 68, 72, 74. Это поможет предотвратить выливание расплавленного алюминия или иного металла из патрона и обеспечить его прохождение в зазор между сердечником и рубашкой во время обработки горячей заготовки.
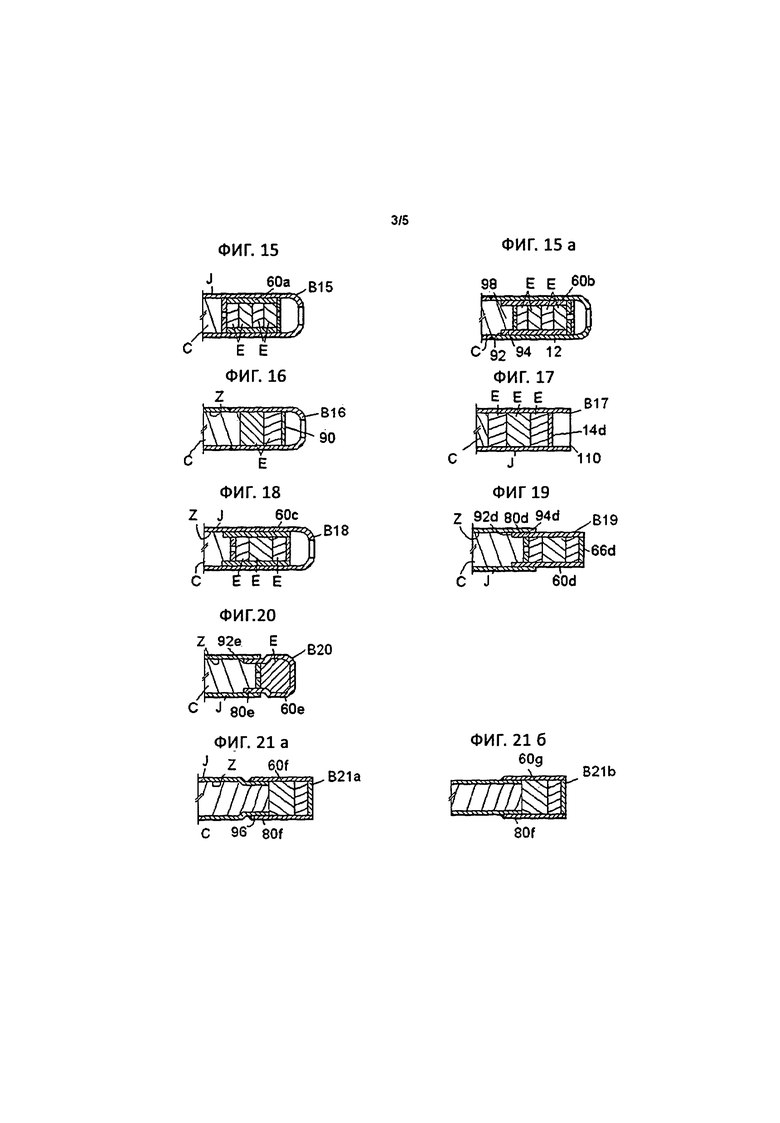
С помощью использования многих элементов, как описано в настоящем документе, с заготовкой, содержащей сердечник из твердой стали, можно избежать расходов на изоляцию концов рубашки J от атмосферы. Может быть, достаточно лишь закрыть заготовки, загнув концы, как описывалось в более ранних патентах. На фиг.15 и 16 представлены концы заготовок В15, В16 загнутые таким образом. Обе такие заготовки содержат элементы Е, как уже описывалось. В случае с заготовкой В15 элементы содержатся в патроне 60а, подобно тому, как уже описывалось. В случае с заготовкой В16 шайба не используется, а элементы вставлены непосредственно в конец заготовки, до того как ее загнут.В таком случае, возможно, понадобится вставить пластину из углеродистой стали 90 в заготовку, перед тем как ее загнуть. Пластина 90 не предназначена для закрытия рубашки, и поэтому не приварена на месте. Пластина 90 может помочь предотвратить разрушение элементов Е трубкой 12 во время загибания.
На фиг.15а показано, что на конце 98 сердечника С может быть расположен внешний паз 92, который подгоняет конец 98 корпуса патрона 60b. Это предполагает приваривание конца патрона к концу сердечника, когда начинается прокатка, и таким образом препятствует отделению патрона от сердечника и последующему возможному повреждению рубашки в соединении между сердечником и патроном.
Во всех вышеупомянутых примерах желательно избегать использования концов трубки из углеродистой стали 12, приваренных к рубашке из НС. Вместо этого, в концы рубашки из НС, которые для данных целей сделаны длиннее, вставлены элементы Е. Заготовка В17, выполненная таким образом, представлена на фиг.17, рубашка J из НС выходит за пределы пластины 14d до конца 110 заготовки. На фиг.18 представлен один конец заготовки В18, в которой патрон 60 с вставлен в конец рубашки J из НС. Как и в случае заготовок В15 и В16, конец рубашки может огибать патрон (как показано) или быть закрытым пластиной.
Что касается заготовок В17 и В18, в результате того, что после прокатки заготовки концы обрезаются, расходуются относительно большие пропорции рубашек J из НС. Затраты на это можно снизить путем предоставления заготовок В19 или В20 (представлено на фиг.19, 20, соответственно) в которых, в первую очередь, конец сердечника С расположен рядом с кромкой рубашки J и снабжен внешним пазом 92d, 92e, соответственно, аналогичным пазу 92. Более того, к кромке рубашки из НС не приваривается никакой трубы из углеродистой стали. Вместо этого, предусмотрены патроны 60d, 60e, соответственно. Они аналогичны патрону 60b в том, что в их корпусах идентичные внутренние концы 94d, 94e, каждый из которых вставляется в соответствующий паз 92d, 92e и сварен угловыми швами с рубашкой J. При этом большая часть каждого патрона 60d, 60е расположена снаружи, и выступает без пересечения с концом рубашки J. Следует отметить, что в данных примерах наружный конец каждого патрона закрыт и, таким образом, заготовка закрыта для доступа печных газов и внешней среды.
В заготовке В 19 корпус патрона формируется цилиндрической трубой, размеры поперечного сечения которой в значительной степени равны размерам сердечника С. Конец трубки закрыт пластиной 66d, приваренной на месте. В заготовке В20 корпус патрона имеет чашевидную форму. Корпус может формироваться методом глубокой вытяжки. Поэтому следует избегать установления приваренной пластины, располагаемой на конце заготовки. В случае если рубашка изготовлена из квадратной в сечении трубы, часть патрона, которая выступает без пересечения с рубашкой, и сердечник должны быть меньше квадратного сечения трубы для того, чтобы патрон вошел в проводки прокатного стана. Эти проводки будут формироваться для точного направления ввода (квадратной) заготовки и позволят прохождение каких-либо меньших элементов в проводки и, следовательно, в прокаты.
Одним преимуществом использования патрона типа, представленного на фиг.19 и 20, является то, что участок 80d, 80e внутреннего конца патрона выступает в заготовку и помещается между кромкой рубашки и концом сердечника. Таким образом, менее вероятно, что в процессе прокатки соединение между патроном и заготовкой остынет или треснет. Кроме того, данный тип соединения структурно может быть более прочным, так как во время прокатки между патроном, сердечником и рубашкой из НС образуется шов, полученный в результате сварки под давлением, и, таким образом, он служит в качестве запасной соединительной системы в случае разрыва наружного сварного шва.
Дальнейшие варианты заготовок В19, В20 представлены на фиг.21а и 21b. На фиг.21а, участок 96 заготовки, состоящий из концов сердечника и рубашки J, который, как правило, имеет длину 50 мм, обжимается по периметру таким образом, чтобы полный размер его поперечного сечения был меньше или максимально равен исходным размерам поперечного сечения сердечника. С этой целью может использоваться ротационно-ковочная машина наиболее распространенного типа для металлической арматуры в обжимках на концах гибких шлангов гидросистемы. В таких машинах, как правило, имеется четыре или восемь концентрически приводимых закрывающих и открывающих зажимных губок. Предоставляется патрон 60f, внутренний конец 80f которого плотно охватывает наружную часть обжимаемого по периметру участка 96 рубашки и сердечника. Патрон 60f, у которого могут быть аналогичные наружные размеры, так как исходная рубашка может быть закрыта приваренной пластиной, как изображено на фиг.19, или пластиной чашевидной формы, как изображено на фиг.20, сварен угловым швом на рубашке. Патрон в конструктивном исполнении также помогает защитить участок кромки рубашки, выступающей в шайбу, от чрезмерных тепловых потерь в процессе прокатки.
На фиг.21b патрон 60g имеет больший размер поперечного сечения, чем патрон 60f, но в иных случаях они аналогичны. На патроне 60f имеется юбка, которая насаживается на конечный участок заготовки B21b, не обжимаемой по периметру.
Во всех случаях патрон можно изготовить из углеродистой стали, которая менее подвержена распаду, чем нержавеющая сталь, если в процессе прокатки патрон чрезмерно охлаждается.
Сердечники и рубашки заготовок, описанные ранее и изображенные на чертежах, как правило, но необязательно, имеют квадратное поперечное сечение. Это обусловлено тем, что считается, что наиболее практичным будет отлитие сердечника квадратной формы с необходимой степенью продольной прямолинейности и однородности размеров поперечного сечения. Очевидно, при этом, можно использовать заготовки других форм поперечного сечения (включая заготовки круглой и прямоугольной форм).
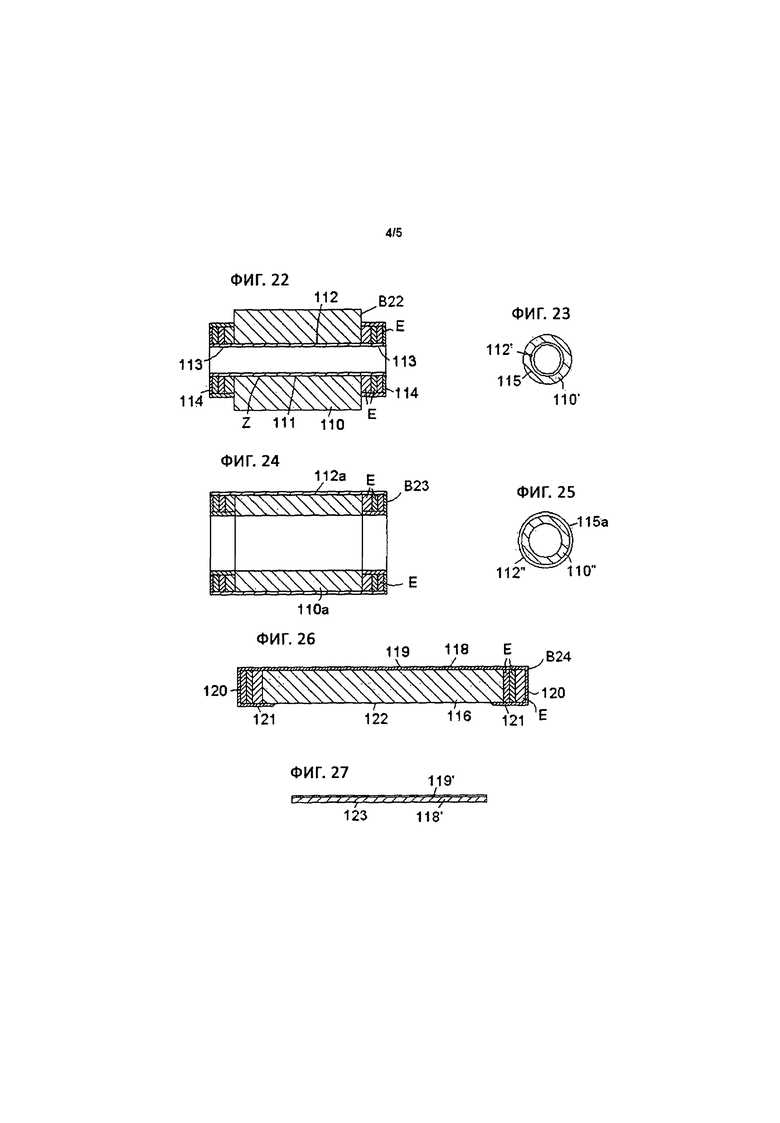
На фиг.22 показана заготовка В22, состоящая из пустотелого стального блока 110, который включает круглое отверстие 111, в которое вставлена труба из НС 112. Концы 113 трубы выступают без пересечения блока. Ряд кольцевых элементов Е, установленных аналогично каждому ранее описанному элементу, монтируется на каждом конце 113 и помещается в закрытый стальной листовой кожух 114, также являющийся кольцевым, и приваривается к торцевой поверхности блока. Элементы предотвращают процесс окисления в зоне Z на границе между трубой и блоком в отверстии 111. Заготовка В22 пригодна для изготовления бесшовной стальной трубы 115, внутренне плакированной НС, как изображено на фиг.25 по известному методу прошивания и прокатки. Стальной корпус трубы и плакирование показаны на фиг.110' и 112', соответственно.
На фиг.23 показана заготовка В23, которая аналогична заготовке В22, за исключением того, что стальной блок 110а помещается в трубку из НС 112а. Кроме того, заготовка В23 пригодна для изготовления бесшовной стальной трубы 115а, внешне плакированной НС, изображенной на фиг.26. Стальной корпус трубки и плакирование показаны на фиг.110" и 112", соответственно.
На фиг.24 показана заготовка В24, состоящая из прямоугольной прокатной заготовки 116, к верхней поверхности 118 которой крепится пластина из НС 119. Пластина формируется предварительно, при этом каждая из четырех кромок заворачивается вниз на 90° к поверхности 118 для формирования францев, два из которых расположены на переднем и заднем концах заготовки и показаны на фиг.120. Другие два фланца (которые не видны на чертежах) приварены к боковым кромкам пластины. После того, как пластина 119 установлена в данное положение, видимые фланцы снова сгибаются внутрь, как показано на фиг.121 таким образом, что свободные кромки данных фланцев соответственно установлены для приваривания к нижней поверхности 122 пластины на соответствующих передней и задней кромках. Видимые фланцы 120 вмещают ряды элементов Е, установленных аналогично какому-либо ранее описанному элементу. Заготовка В24 должна быть пригодной для нагрева и прокатки в стальную пластину 123, изображенную на фиг.27 с одним плакировочным слоем из НС. Стальной корпус пластины и прокатка показаны на фиг.118' и 119', соответственно.
На фиг.29 показаны изделие в форме квадрата, труба 120, с поверхностью, плакированной НС, которая состоит из стального корпуса 122, в данном случае являющегося трубчатым и присоединенным к трубе для плакирования НС 124. Данная труба может быть сделана из заготовки, собираемой, в сущности, по аналогии с заготовкой В23, благодаря припускам, сделанным на случай выявления какой-либо разницы в размерах и форме всех компонентов.
Фиг.29 также можно рассматривать как трубу 120, внутренняя поверхность которой плакирована НС, которая состоит из стального корпуса 124, прикрепленного к внутренней трубе для плакирования 122. Данная труба 120 может быть сделана из заготовки, собираемой, в сущности, по аналогии с заготовкой В22, благодаря припускам, сделанным на случай выявления какой-либо разницы в размерах и форме всех компонентов.
В первом исследовании, было сделано четыре заготовки, в каждой есть квадратный стержень сердечника из углеродистой стали с внешними размерами 100 мм × 100 мм и 2 м длиной. Для каждого стержня были обеспечены две пластины для плакирования. Для двух заготовок пластины были сделаны из двухфазной нержавеющей стали толщиной 6 мм, марка UNS S32101, и для других двух заготовок пластины были сделаны из двухфазной нержавеющей стали также толщиной 6 мм, марка UNS S32304. Каждая пластина предварительно была заготовлена в подковообразной форме, с подошвой и двумя вертикальными фланцами, которые плотно накрывали половину стержня. Пластины крепились к противоположным сторонам стержня таким образом, чтобы были зазоры между стыкуемыми кромками пластин, которые располагались по осевым линиям противоположных поверхностей стержня. Пластины были сварены вместе по стыкуемым кромкам без проникновения швов в стержень сердечника для создания вокруг стержня кожуха из НС.
Были приготовлены патроны длиной 170 мм. В них входило три элемента, составляемых соответственно из спрессованных масс стружек титана, алюминия и углеродистой стали, каждая длиной приблизительно 35 мм. Три элемента были спрессованы в кожух углеродистой стали, изготовленный из пластины из углеродистой стали толщиной 8 мм, как представлено в примерах в заготовке В19. Один такой патрон приваривался к пластинам для плакирования на каждом конце заготовки, так же представлено в примерах в заготовке В19. Поэтому каждая заготовка закрыта для доступа внешней среды.
Концы каждой заготовки были предварительно нагреты приблизительно до 800°С, при этом температура центральной части заготовки оставалась нормальной. После этого все заготовки были нагреты в печи прокатного стана до 1200°С.
Далее заготовки были прокатаны через первые шесть обжимных проходов прокатного стана обычной конструкции в конфигурации калибров валка, расположенных последовательно по схеме ромб-квадрат. В данном процессе размеры заготовки уменьшаются до 70 мм × 70 мм, частично прокатанное изделие было разделено на части и исследовано. Во всех заготовках на поверхности стыковки со стержнем сердечника на расстоянии более 50 мм от концов заготовок не было признаков значительного окисления в кожухе из НС. Кроме того, на поверхности стыковки между стержнем сердечника и кожухом образовалась полная связка. Не было обнаружено каких-либо гребней, которые могли бы возникнуть вследствие нарушения сцепления кожуха из НС со стержнем сердечника и смещения в межвалковые зазоры. В промышленном производстве концы заготовок, содержащие остатки концевых деталей обрезались бы, как только процесс связки был бы завершен, исходя из прошлого опыта. В настоящем случае, таким образом, было заключено, что, на практике, концы могут быть без риска обрезаны после шестого прохода.
В дальнейшем исследовании было произведено удаление окалины с двух серийных стержней сердечника из углеродистой стали размером 84 мм × 84 мм и 2 м длиной. Стержни были вставлены в квадратные трубы, также серийного производства, из нержавеющей стали стандарта ASTM А 304 сорта SS с внешним размером 100 мм × 100 мм и толщиной стенки 6 мм. Изначально между стержнем сердечника и трубой был номинальный зазор в 4 мм. После вставки стержней, трубы были протянуты за предел упругости НС и привели к 12% удлинения трубы. В данном процессе труба плотно насаживалась на стержень сердечника до точки, пока округленные углы трубы не деформировались для приспособления к различным радиусам закругления стержня сердечника. Труба становилась длиннее стержня сердечника и сжималась до размера 91 мм × 91 мм в выступающих концах, где они не ограничивались стержнем сердечника.
После процесса растягивания полые концевые детали из углеродистой стали длиной 70 мм сваривались с концами кожуха из нержавеющей стали с применением одной и той же сварочной проволоки Inertfil 309 (торговая марка). Отдельный элемент длиной 35 мм, состоящий из спрессованной массы стружки титана, был спрессован в каждой концевой детали до того, как замыкающая пластина вставлялась в концевую деталь и сваривалась для этой цели, как приведено в примере в заготовке В1.
Заготовки были прокатаны при помощи аналогичного процесса, как и для первых четырех заготовок, с одинаковыми результатами.
В заключение процессы настоящего изобретения обеспечивают производство изделий, которые имеют плакирование ферритной, двухфазной или аустенитной НС или хромоникелевым, никелемедным или медно-никелевым сплавом. Данные новые изделия могут быть совместимыми с современными прокатными станами, в том числе теми, которые используют индукционный нагрев. Новая технология плакирования должна снизить капитальные затраты, в том числе затраты на установки специалистов, необходимые для изготовления и прокатки заготовок. В целом, предлагаемый новый процесс будет достаточно легко интегрировать в производство на международном уровне.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 1988 |
|
RU2025527C1 |
| НАНЕСЕНИЕ СУПЕРСПЛАВА С ПРИМЕНЕНИЕМ ПОРОШКОВОГО ФЛЮСА И МЕТАЛЛА | 2014 |
|
RU2627824C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО ЛИСТА | 2019 |
|
RU2709302C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ МЕТАЛЛОВ И СПЛАВОВ СО СЛОИСТОЙ ПЛАКИРОВКОЙ | 2004 |
|
RU2285597C2 |
| ПЛАКИРОВАННЫЕ ОСНОВЫ ИЗ СПЛАВОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2388582C2 |
| СПОСОБ УЛУЧШЕНИЯ СПЛАВОВ 6ХХХ ПУТЕМ УМЕНЬШЕНИЯ КОЛИЧЕСТВА УЧАСТКОВ ИЗМЕНЕННОЙ ПЛОТНОСТИ | 2001 |
|
RU2276696C2 |
| СЛОИСТАЯ ПРОСЛОЙКА НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 2003 |
|
RU2232076C1 |
| Способ локального плакирования алюминия и его сплавов | 1987 |
|
SU1447611A1 |
| НАПЛАВЛЕННОЕ ПОКРЫТИЕ С КАРБИДОМ ТИТАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2682738C2 |
Изобретение относится заготовке и способу изготовления коррозионно-стойкого изделия путем горячей обработки и коррозионно-стойкому изделию. Заготовка содержит корпус из стали и элемент плакирования, выполненный из сплава, выбранного из группы, включающей нержавеющую сталь, хромоникелевый, никелемедный и медно-никелевый сплавы, и расположенный на корпусе с образованием поверхности соприкосновения с ним, по которой элемент плакирования и корпус соединяются при горячей обработке для получения формы коррозионно-стойкого изделия. Элемент плакирования расположен на корпусе с образованием зазора на границе их соприкосновения, обеспечивающего возможность выведения массой раскисляющего металла газов, вызывающих окисление элемента плакирования. Заготовка загерметизирована во избежание попадания на границу соприкосновения газов, находящихся вне заготовки. Масса раскисляющего металла расположена на определенном расстояния от границы соприкосновения. Заготовка выполнена с возможностью раскисления газов, изолированных внутри заготовки от границы соприкосновения, раскисляющим металлом при нагреве заготовки в процессе горячей обработки. 4 н. и 8 з.п. ф-лы, 29 ил.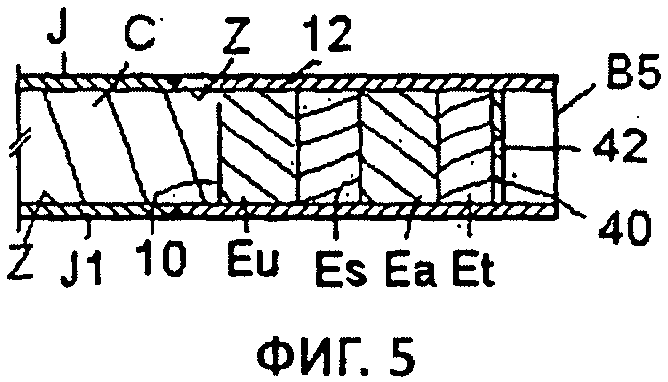
1. Заготовка для изготовления коррозионно-стойкого изделия путем горячей обработки, содержащая корпус из стали и элемент плакирования, выполненный из сплава, выбранного из группы, включающей нержавеющую сталь, хромоникелевый, никелемедный и медно-никелевый сплавы, и расположенный на корпусе с образованием поверхности соприкосновения с ним, по которой элемент плакирования и корпус соединяются при горячей обработке для получения формы коррозионно-стойкого изделия, отличающаяся тем, что элемент плакирования расположен на корпусе с образованием зазора на границе их соприкосновения, обеспечивающего возможность выведения массой раскисляющего металла газов, вызывающих окисление элемента плакирования, при этом заготовка загерметизирована во избежание попадания на границу соприкосновения газов, находящихся вне заготовки, а упомянутая масса раскисляющего металла расположена на определенном расстояния от границы соприкосновения, причем заготовка выполнена с возможностью раскисления газов, изолированных внутри заготовки от границы соприкосновения, раскисляющим металлом при нагреве заготовки в процессе горячей обработки.
2. Заготовка по п. 1, отличающаяся тем, что элемент плакирования выполнен в виде закрытой оболочки с по меньшей мере одной частью, в которой расположены корпус и масса раскисляющего металла, предотвращающего попадание в упомянутый зазор на границе соприкосновения газов, находящихся вне заготовки.
3. Заготовка по одному из п. 1 или 2, отличающаяся тем, что раскисляющий металл выбран из группы, содержащей алюминий, титан, магний и сплав магния и алюминия.
4. Заготовка по любому из пп. 1-3, отличающаяся тем, что масса раскисляющего металла состоит из первого участка с содержанием алюминия, магния или соответствующего сплава обоих элементов и второго участка с содержанием титана.
5. Заготовка по п. 1, отличающаяся тем, что элемент плакирования выполнен в виде оболочки, состоящей из первой части, в которой расположен корпус, и второй части, в которой расположена масса раскисляющего металла, находящаяся между двумя соединяемыми частями.
6. Способ изготовления коррозионно-стойкого изделия из заготовки по пп. 1-5, включающий следующие этапы:
- изготовление заготовки, состоящей из стального корпуса, элемента плакирования, выполненного из сплава, выбранного из группы, включающей нержавеющую сталь, хромоникелевый, никелемедный и медно-никелевый сплавы, и расположенного на корпусе с образованием поверхности соприкосновения с ним, по которой элемент плакирования и корпус соединяют при горячей обработке заготовки для получения формы коррозионно-стойкого изделия, и средства в виде массы раскисляющего металла для выведения газов из зазора на границе соприкосновения, вызывающих окисление элемента плакирования,
- расположение массы раскисляющего материала в заготовке на определенном расстоянии от границы соприкосновения,
- герметизация заготовки во избежание попадания на границу соприкосновения газов, находящихся вне заготовки,
- нагрев заготовки с обеспечением раскисления раскисляющим металлом кислорода, первоначально присутствующим в заготовке до того, как сплав, входящий в элемент плакирования, достигает температуры на границе соприкосновения, при которой могут формироваться оксиды хрома, никеля или меди, и
- обработка заготовки для формирования коррозионно-стойкого изделия, в котором элемент плакирования и корпус образуют связь на границе соприкосновения.
7. Способ по п. 6, отличающийся тем, что элемент плакирования выполняют в виде закрытой оболочки с по меньшей мере одной частью, в которой располагают корпус и массу раскисляющего металла, предотвращающего попадание газов, находящихся вне заготовки, в упомянутый зазор на границе соприкосновения.
8. Способ по п. 6 или 7, отличающийся тем, что раскисляющий металл выбирают из группы, содержащей алюминий, титан, магний и сплав магния и алюминия.
9. Способ по любому из пп. 6-8, отличающийся тем, что используют массу раскисляющего металла, состоящую из первого участка с содержанием алюминия, магния или соответствующего сплава обоих элементов и второго участка с содержанием титана.
10. Способ по п. 6, отличающийся тем, что элемент плакирования выполняют в виде оболочки, состоящей из первой части, в которой располагают корпус, и второй части, в которой располагают массу раскисляющего металла, находящуюся между двумя соединяемыми частями.
11. Коррозионно-стойкое изделие, изготовленное способом по любому из пп. 6-10.
12. Коррозионно-стойкое изделие, изготовленное способом горячей обработки заготовки по любому из пп. 1-5.

