Изобретение касается способов получения формованных композитных материалов с металлической матрицей. В частности, изобретение относится к способам получения формованных композитов с металлической матрицей посредством самопроизвольной пропитки проницаемой массы керамического материала наполнителя расплавленным сплавом алюминия, пока последний не будет контактировать с барьерным средством, для определения поверхности, периметра, границ или т.п. и получения сетчатых форм.
Изделия из композитных материалов, содержащих металлическую матрицу и упрочненную фазу, например керамические частицы, усы, волокна или т.п., могут иметь различные применения, поскольку они объединяют в себе прочность и твердость упрочняющей фазы с пластичностью и вязкостью металлической матрицы. Вообще композит с металлической матрицей будет показывать улучшение таких свойств, как, например, прочность, жесткость, износостойкость при контакте, причем прочность сохраняется при высоких температурах в сравнении с материалом матрицы, однако степень, до которой может быть улучшено данное свойство, зависит главным образом от специальных компонентов или объемной, или весовой доли и в зависимости от того, как они поддаются обработке во время формования композитного материала. В некоторых случаях композит может быть легким по массе. Композитные материалы, содержащие алюминиевую матрицу и усиленные керамикой, например, карбидом кремния в порошковой форме, в виде пластинок или, например, усов, представляют собой интерес благодаря высокой прочности, износостойкости и прочности при высоких температурах в сравнении с алюминием.
Известны различные металлургические способы изготовления композитов с алюминиевой матрицей, начиная от способов, основанных на технологии порошковой металлургии, до способов, включающих пропитку жидким металлом, например литье под давлением и применение вакуума и смачивающих агентов для пропитки металлом керамической массы.
Известен способ получения композитного материала с керамической матрицей путем самопроизвольной пропитки проницаемой массы керамического материала наполнителя жидким металлом, по которому композитный материал с металлической матрицей получают путем пропитки проницаемой массы керамического материала наполнителя или наполнителя, покрытого керамикой, жидким алюминием, содержащим, по крайней мере, примерно 1 мас.% магния, предпочтительно, примерно 3 мас.%. Пропитка достигается самопроизвольно без необходимости приложения наружного давления или высокого вакуума. Порция жидкого металлического сплава контактирует с массой материала наполнителя при температуре примерно 700оС в присутствии газа, содержащего примерно от 10 до 100% , предпочтительно, по меньшей мере, примерно 50% азота от объема, а остальное безокислительный газ, например аргон. В этих условиях жидкий сплав алюминия пропитывает керамическую массу при нормальном атмосферном давлении для получения композитного материала с алюминиевой матрицей. После пропитки керамического материала жидким алюминием в требуемом количестве температуру уменьшают для отверждения сплава, в результате образуется твердая структура с металлической матрицей, которая окружает упрочняющий материал. Обычно подача жидкого сплава будет достаточной для пропитки по существу до границ керамической массы.
Элемент использования известных способов для получения композита сетчатой или примерно сетчатой формы с металлической матрицей заключается в уменьшении или предотвращении переноса, или пропитки металлической матрицы за определенные границы поверхности проницаемой массы керамического наполнителя или заготовки. Сверхпропитку за границу поверхности можно по существу исключить посредством регулирования пропитки металлической матрицы до любых определенных границ матрицы, причем это может быть достигнуто, например, посредством применения определенного количества металла, выпуска атмосферы из азотсодержащего газа или снижения температуры до ниже точки плавления металла. Любые эти шаги могут потребовать точный контроль или меры предосторожности для исключения по существу переноса металлической матрицы за определенную границу поверхности массы керамического наполнителя или заготовки, однако наиболее желательная сетчатая или примерно сетчатая форма может не достигаться, либо может потребоваться дополнительная механическая или чистовая обработка.
Изобретение предлагает средство для получения композита с металлической матрицей при атмосферном давлении, при этом надежно устанавливается граница или практически исключается сверхпропитка или перенос за границу пропитки металлической матрицы, что является желательным в достижении сетчатых форм композитов с металлической матрицей.
В описании изобретения используются следующие термины и выражения. Выражение "безокислительный газ для равновесия", как оно применяется здесь, означает, что любой газ, который присутствует дополнительно к элементарному азоту, является либо инертным, либо восстановительным газом, который практически не вступает в реакцию с алюминиевым в условиях процесса. Количество окислительного газа (а не азота), который может присутствовать как примесь в применяемом газе, недостаточно для окисления металла до значительной степени.
Термины керамика, "керамический материал", "керамический наполнитель" или "керамический материал наполнителя" охватывают керамические наполнители, например волокна из окиси алюминия или карбида кремния, и материалы наполнителя с керамическим покрытием, например волокна углерода, покрытые окисью алюминия или карбидом кремния для защиты углерода до атаки расплавленного металла. Также должно быть ясно, что алюминий, применяемый в этом способе, помимо легированного магнием, может быть по существу чистым или технически чистым алюминием, либо он может быть легирован другими элементами, например, железом, кремнием, медью, марганцем, хромом и т.п.
На фиг.1 изображена вертикальная проекция сбоку в разрезе, показывающая двойной слой гибких графитовых листов из графита Grafoil, окружающих керамический материал наполнителя, покрытого алюминиевым сплавом, причем все это погружается в инертный слой и содержится в огнеупорном контейнере для обработки в соответствии с способом, описанным в примере 1; на фиг.2 - вид в вертикальном разрезе керамического материала наполнителя (фиг.1), пропитанного до определенных границ поверхности матрицей из алюминиевого сплава; на фиг.3 - вертикальная проекция сбоку в разрезе, показывающая керамическую заготовку, имеющую форму усеченного конуса, несущего прямоугольный слиток алюминиевого сплава, причем керамическая заготовка погружена в порошок внутри огнеупорного контейнера для обработки в соответствии со способом, описанным в примере 2; на фиг.4 - вертикальный разрез керамической заготовки, показанной на фиг.3, которая пропитана до определенных границ поверхности матрицей из алюминиевого сплава, окружая не вступивший в реакцию сплав алюминия; на фиг.5 - вертикальная проекция в разрезе, показывающая керамическую заготовку с расположенным на ней слитком алюминиевого сплава, причем всю эту конструкцию погружают в порошок внутри огнеупорного контейнера для обработки в соответствии со способом, описанным в примере 3; на фиг.6 - вид в вертикальном разрезе керамической заготовки, показанной на фиг.5, которую пропитали до определенных границ поверхности матрицей из алюминиевого сплава.
В соответствии с предлагаемым способом, проницаемую массу керамического материала наполнителя, например керамические частицы, усы или волокна, формируют так, чтобы иметь, по меньшей мере, одну определенную границу поверхности, причем, по меньшей мере, часть определенной границы поверхности имеет, окружена или покрыта барьерным средством. Термин "наполнитель" может включать брикет или блок брикетов, в конечном счете связанных в малый композит. Керамический наполнитель размещают смежно или в контакте с поверхностью сплава алюминия и магнит так, что, по меньшей мере, часть определенной границы поверхности, окруженная или покрытая барьерным средством, располагается на расстоянии или снаружи поверхности сплава алюминия и магния, которая находится в контакте с керамическим наполнителем, таким образом, пропитка расплавленным сплавом алюминия и магния будет осуществляться в керамическом наполнителе в направлении определенной границы поверхности с барьерным средством. Проницаемая масса керамического материала наполнителя является частью слоя покрытия и после нагрева в печи, по крайней мере, до точки плавления сплава алюминия и магния в присутствии азотсодержащего газа, сплав алюминия плавится, и расплавленный сплав алюминия самопроизвольно и постепенно пропитывает проницаемую керамическую массу. Самопроизвольная пропитка продолжается до тех пор, пока металлическая матрица не будет находиться в контакте с определенной границей поверхности, имеющей барьерное средство, наложенное в виде покрытия или оболочки. Обычно границы керамического материала наполнителя и металлической матрицы практически совпадают, но отдельные компоненты на поверхностях керамического материала наполнителя могут быть открытыми или они могут выступать из металлической матрицы, поэтому пропитка может не быть завершенной в значении полного окружения или капсулирования керамического материала наполнителя керамической матрицей. Барьерное средство препятствует, исключает или прекращает миграцию или движение жидкого алюминиевого сплава при контакте с барьерным средством и практически не происходит перенос или "сверхпропитка" жидким алюминиевым сплавом за определенную границу поверхности. Степень образования металлической матрицы может также изменяться в зависимости от условий процесса. После значительной пропитки жидким алюминиевым сплавом проницаемой массы керамического материала наполнителя до барьерного средства покрывающий слой охлаждают, т.е. его удаляют из печи ниже точки плавления алюминиевого сплава так, что расплавленный алюминиевый сплав отверждается внутри проницаемой керамической массы. Полученное композитное изделие с керамической матрицей включает массу керамического материала, пропитанного или заделанного до его границ матрицей из алюминиевого сплава. Таким образом, граничное средство в соответствии с изобретением способствует образованию хорошо определенного композита сетчатой или примерно сетчатой формы с металлической матрицей.
Барьерным средством, согласно изобретению, может быть любое соответствующее средство, которое препятствует, мешает, исключает либо завершает миграцию, движение или т.п. жидкого алюминиевого сплава за определенную границу поверхности керамического материала наполнителя. Соответствующим барьерным средством может быть любой материал, соединение, элемент, композиция или т. п. , которое в условиях процесса согласно изобретению поддерживает некоторую целостность, не является летучим и предпочтительно является проницаемым для азотсодержащего газа, а также обладает способностью локально препятствовать, останавливать или исключать продолжающуюся пропитку или любой другой тип движения за определенную границу поверхности керамического наполнителя.
Соответствующее барьерное средство включает материалы, которые практически не смачиваются мигрирующим жидким алюминиевым сплавом в условиях процесса. Барьерное средство такого типа, по-видимому, имеет мало или не имеет сродства с жидким алюминиевым сплавом и препятствует движению сплава за определенную границу поверхности керамического материала наполнителя. Барьерное средство уменьшает какую-либо окончательную механическую обработку или шлифование, которое может потребоваться для керамического композитного изделия с металлической матрицей. Как было указано, барьерное средство должно быть предпочтительно проницаемым или пористым, либо оно должно быть сделано проницаемым посредством прокаливания, чтобы азотсодержащий газ мог контактировать с расплавленным алюминиевым сплавом.
Соответствующими барьерными средствами являются те, которые содержат углерод, особенно углерод в кристаллической аллотропной форме, известной как графит. Графит практически не смачивается мигрирующим расплавленным алюминиевым сплавом. Предпочтительной формой графита является графитовая лента, известная как Grafoil, продукт фирмы Юнион Карбайд. Эта графитовая лента обладает уплотняющими характеристиками, препятствуя миграции жидкого алюминиевого сплава за определенную границу поверхности керамического материала наполнителя. Такая графитовая лента является также стойкой к воздействию тепла и химически инертной. Графитовый материал "Грофойл" является гибким, совместным и упругим. Из него можно получить различные формы для его применения в любом барьерном средстве. Графитовое барьерное средство можно применять в виде суспензии или пасты, или даже в виде пленки краски вокруг и на границе керамического материала наполнителя. Grafoil является предпочтительным, потому что он выполняется в форме графитового листа. Во время применения до нагрева в печи этот графит, подобный бумаге, просто формуют вокруг уложенных в пакет листов из алюминиевого сплава, керамического материала-наполнителя. Когда уложенные в пакет листы нагревают до точки плавления алюминиевого сплава, самопроизвольная пропитка происходит через керамический материал наполнителя, однако она прекращается, когда достигает листа гибкого графита.
Другими предпочтительными барьерами являются бориды переходных металлов, например, диборид титана (TiB2), которые обычно не смачиваются расплавленным сплавом металла в условиях процесса. С барьерами такого типа рабочая температура не должна превышать примерно 975оС, иначе материал барьера будет менее эффективен и действительно при повышенной температуре пропитка будет проникать внутрь барьера. Бориды переходных металлов обычно находятся в порошковой форме (1-30 мк). Материалы барьера применяются в качестве окружающей засыпки для уложенных в стопу листов или их можно наносить в виде суспензии или пасты на границы проницаемой массы керамического материала наполнителя, который предварительно формуют в виде заготовки.
Другими пригодными барьерами являются малолетучие органические соединения, наносимые в виде пленки или сплава на керамический материал наполнителя или предварительно отформованную заготовку. После обжига в азоте, в условиях процесса согласно изобретению, органическое соединение разлагается, оставляя пленку углеродной сажи. Органическое соединение можно наносить обычными средствами, например путем окраски, распыления или погружения и т.п.
Кроме того, тонко измельченные порошковые материалы могут действовать как преграда, поскольку пропитка порошкового материала будет происходить со скоростью, которая ниже скорости пропитки керамического материала наполнителя.
Для достижения минимальной пропитки или по существу исключения пропитки расплавленным сплавом, переноса или сверхпропитки за определенную границу поверхности в образовании композита с керамической матрицей барьерное средство может представлять окружающий слой для сплава (керамический наполнитель, помещенный в тигель или расположенный на или в непосредственной близости от определенной границы поверхности проницаемой массы слоя керамического наполнителя или заготовки. Барьерное средство можно наносить любым соответствующим средством, например путем покрытия определенной границы поверхности барьерными средствами. Такой слой барьерного средства можно наносить посредством окраски, окунания, экранирования шелком, испарения или нанесения барьерного средства в форме жидкости, суспензии, пасты, напыления испаряемого барьерного средства или просто путем осаждения слоя твердого порошкового барьерного средства, либо нанесения твердого тонкого листа или пленки барьерного средства на определенную границу поверхности. Когда барьерное средство находится на месте, самопроизвольная пропитка по существу завершается при достижении определенной границы поверхности и контактирования с барьерным средством.
В условиях процесса, применяемых согласно изобретению, керамическая масса или тело является достаточно проницаемой, чтобы газообразный азот мог проникать в массу и контактировать с жидким металлом, в результате проницаемый для азота керамический материал самопроизвольно пропитывается жидким алюминиевым сплавом для образования композита с алюминиевой матрицей. Степень самопроизвольной пропитки и образование металлической матрицы будут изменяться в зависимости от данного ряда условий процесса, т.е. содержания магния в алюминиевом сплаве, присутствия дополнительных легирующих элементов, размера, состояния поверхности и типа материала наполнителя, концентрации азота в газе, времени и температуры. Для того, чтобы пропитка жидким алюминием проходила самопроизвольно, алюминий легируют, по меньшей мере, 1% , предпочтительно, примерно 3% магния на основе веса сплава. Сплав может включать один или несколько дополнительных легирующих элементов, например кремний, цинк или железо, которые могут влиять на минимальное количество магния, используемого в сплаве. Известно, что определенные элементы могут улетучиваться из расплава алюминия, причем улетучивание зависит от времени и температуры, поэтому во время проведения способа согласно изобретению может проходить улетучивание магния, а также цинка. Поэтому желательно применять сплав, содержащий сначала примерно 1 мас.% магния. Способ проводят в присутствии азотной атмосферы, содержащей, по крайней мере, примерно 10% от объема азота и остальное безокислительный газ в условиях процесса. После по существу полной пропитки керамической массы металл затвердевает в результате охлаждения в азотной атмосфере, таким образом образуется твердая металлическая матрица, по существу окружающая керамический материал наполнителя. Поскольку сплав алюминия и магния смачивает керамику, то между металлом и керамикой предполагается хорошая связь, которая может улучшить характеристики композита.
Минимальное содержание магния в алюминиевом сплаве, пригодном для образования керамического композита с керамической матрицей, зависит от одного или нескольких факторов, например рабочей температуры, времени, присутствия вспомогательных легирующих элементов, например кремния или цинка, типа керамического материала наполнителя и содержания азота в потоке газа. Когда содержание магния в сплаве увеличивается, то можно применять более низкие температуры или более непродолжительное время нагрева. Также, для данного содержания магния добавка определенных вспомогательных легирующих элементов, например цинка, позволяет применять более низкие температуры. Например, содержание магния на нижней границе рабочего интервала, например примерно от 1 до 3 мас.% можно применять в сочетании с, по крайней мере, одним из следующих условий: указанная минимальная рабочая температура, высокая концентрация азота или одного или нескольких вспомогательных легирующих элементов. Сплавы, содержащие примерно от 3 до 5 мас.% магния, являются предпочтительными за счет их применения при различных рабочих условиях, причем предпочтительны, по крайней мере, примерно 5%, когда применяют более низкие температуры и непродолжительное время. Содержание магния свыше примерно 10 мас.% в алюминиевом сплаве можно применять, чтобы сделать температурные условия, которые необходимы для пропитки, боле умеренными. Содержание магния можно уменьшить, когда его применяют в сочетании с дополнительными легирующими элементами, однако эти элементы выполняют только вспомогательную функцию, причем обычно их применяют в комбинации с указанным количеством магния. Например, не отмечалась пропитка номинально чистым алюминием, легированным только 10% кремния, при температуре 1000оС, 39 Кристолона, 500 меш (93% чистый карбид кремния от фирмы Нортон).
Применение одного или нескольких вспомогательных легирующих элементов и концентрация азота в окружающем газе также влияют на степень азотирования матрицы сплава при данной температуре. Например, увеличение концентрации вспомогательного легирующего элемента, например цинка или железа, в сплаве можно применять для уменьшения температуры пропитки и, следовательно, можно уменьшить образование нитрида, тогда как увеличение концентрации азота в газе можно применять для способствования образованию нитрида.
Концентрация магния в сплаве также влияет на степень пропитки при данной температуре. Следовательно, даже более предпочтительно, чтобы сплав включал, по меньшей мере, примерно 3 мас.% магния. Сплав, содержащий меньше этого указанного количества, например 1 мас.% магния, требует более высокие рабочие температуры или вспомогательный легирующий элемент для пропитки. Температуру, необходимую для осуществления самопроизвольной пропитки в способе согласно изобретению, можно уменьшить, когда содержание магния в сплаве увеличивается, например, по крайней мере, примерно до 5 мас.%, или когда в сплаве алюминия присутствует другой элемент, например цинк или железо. Также температура может изменяться в зависимости от различных керамических материалов. Самопроизвольная и постепенная пропитка будет возникать при рабочей температуре, равной, по меньшей мере, примерно 700оС, предпочтительно, по меньшей мере, примерно 800оС. Температуры обычно свыше 1200оС не являются полезными для процесса, причем было обнаружено, что особенно благоприятным температурным интервалом является интервал от примерно 800оС до примерно 1200оС. ва алюминия, рабочих условий, реактивности жидкого алюминия с материалом наполнителя и тех свойств, которые должны быть у конечного композитного изделия. Эти материалы включают (а) окислы, например окись алюминия, окись магния, окись титана, окись циркония и окись гафния; (b) карбиды, например каpбид кремния и карбид титана; (с) бориды, например диборид титана и додекаборид алюминия; и (d) нитриды, например нитрид алюминия, нитрид кремния и нитрид циркония. Если отмечается тенденция керамического материала наполнителя вступать в реакцию с жидким сплавом алюминия, то это можно компенсировать посредством уменьшения времени пропитки и температуры, либо посредством нанесения нереактивного покрытия на наполнитель. Материал наполнителя может содержать основу, например, углерод или другой некерамический материал и керамическое покрытие для защиты основы от атаки или деградации. Соответствующие керамические покрытия включают окислы, карбиды, бориды и нитриды. Керамические материалы, которые являются предпочтительными для применения в настоящем способе, включают окись алюминия и карбид кремния в виде частиц, таблеток, усов и волокон. Волокна могут быть несплошными (в измельченной форме), либо в виде сплошных нитей, например, многонитевых жгутов волокон. Также керамическая масса или предварительно формованная заготовка может быть однородной или гетерогенной.
Карбид кремния вступает в реакцию с жидким алюминием, образуя карбиды алюминия, причем если применяется карбид кремния в качестве керамического материала наполнителя, то желательно предупредить или уменьшить эту реакцию. Карбид алюминия чувствителен к воздействию влаги, которая может ослабить композит. Таким образом, для уменьшения или предупреждения такой реакции карбид кремния предварительно обжигают на воздухе для образования на нем реактивного покрытия из окиси кремния, либо сплав алюминия дополнительно легируют кремнием или применяют и то, и другое. В любом случае эффект заключается в увеличении содержания кремния в сплаве для исключения образования карбида алюминия. Подобные способы можно применять для исключения нежелательных реакций с другими керамическими материалами наполнителя.
Керамический материал может быть любого размера и формы, которые могут потребоваться для достижения требуемых свойств композита. Таким образом, материал может быть в форме частиц, усов, пластин или волокон, поскольку пропитка не ограничена формой материала наполнителя. Можно применять другие формы, например сферы, цилиндрики, гранулы, полотно из огнеупорного волокна и т.п. Также размер материала не ограничивает пропитку, хотя могут потребоваться более высокие температуры или продолжительное время для полной пропитки массы небольших частиц, чем для больших частиц. Кроме того, масса пропитываемого керамического материала является проницаемой, т.е. проницаемой для жидких алюминиевых сплавов и азотсодержащих газов. Керамический материал может быть либо при плотности засыпки, либо его прессуют до умеренной плотности.
Способ, согласно изобретению, независимо от применения давления для принудительного направления расплавленного металла в массу керамического материала, позволяет получать композиты с матрицей из алюминиевого сплава, имеющие высокое объемное содержание керамического материала и низкую пористость. Высокое объемное содержание керамического материала можно получать при применении исходной массы керамического материала низкой пористости. Высокое объемное содержание может быть также достигнуто, если керамическую массу прессуют под давлением при условии, что масса не будет превращаться в брикет с закрытой пористостью или в совершенно плотную структуру, которая будет препятствовать пропитке жидким сплавом.
Было отмечено, что для пропитки алюминия и образования матрицы при применении данной системы алюминиевый сплав - керамика, смачивание керамики алюминиевым сплавом является преобладающим механизмом пропитки. При низких рабочих температурах происходит незначительное или минимальное азотирование металла, в результате в металлической матрице диспергируется минимальное количество несплошной фазы нитрида алюминия. При приближении к верхнему пределу температурного интервала происходит азотирование металла. Таким образом, содержание фазы нитрида в металлической матрице можно регулировать посредством изменения рабочей температуры. Рабочая температура, при которой образование нитрида становится более заметным, также изменяется от таких факторов как, например, выбор применяемого алюминиевого сплава и его количество по отношению к относительному объему наполнителя, пропитываемый керамический материал и концентрация азота в используемом газе. Считается, что степень образования нитрида алюминия увеличивается при данной рабочей температуре, когда способность сплава смачивать керамический наполнитель уменьшается и когда концентрация азота в газе увеличивается.
Таким образом, можно регулировать строение металлической матрицы во время образования композита, придавая определенные свойства конечному изделию. Для данной системы можно выбрать такую рабочую температуру, чтобы регулировать образование нитрида. Композитное изделие, содержащее фазу нитрида алюминия, будет демонтировать определенные свойства, которые могут быть благоприятными для улучшения рабочих характеристик конечного композитного изделия с металлической матрицей сетчатой формы. Кроме того, может изменяться в зависимости от применяемого керамического материала температурный интервал для самопроизвольной пропитки алюминиевым сплавом. В случае применения окиси алюминия в качестве материала наполнителя температура для пропитки не должна превышать, предпочтительно, примерно 1000оС, чтобы пластичность матрицы не снижалась в результате значительного образования любого нитрида. Однако можно применять температуры свыше 1000оС, если требуется получить композит с менее пластичной и более жесткой матрицей. Для пропитки другой керамики, например карбида кремния, можно применять более высокие температуры, например примерно 1200оС, поскольку сплав алюминия азотируется до меньшей степени при применении окиси алюминия как наполнителя по сравнению с тем, когда карбид кремния используют в качестве материала наполнителя.
Как показано в следующих примерах, жидкие сплавы алюминия и магния самопроизвольно пропитывают проницаемую массу керамического материала благодаря их тенденции смачивать керамический материал, проницаемый для азота. Пропитка прекращается или заканчивается на определенной границе поверхности, где расположено барьерное средство. Алюминиевые сплавы могут включать вспомогательные легирующие элементы, которые позволяют применять более низкие температуры и низкую концентрацию магния.
Для пропитки необожженного карбида кремния предпочтительны сплавы алюминия и магния, которые содержат 10-20% или больше кремния, поскольку кремний имеет тенденцию уменьшать реакцию расплавленного сплава с карбидом кремния с образованием карбида алюминия. Кроме того, алюминиевые сплавы, применяемые согласно изобретению, могут включать различные другие легирующие элементы для обеспечения особенно желательных механических и физических свойств в матрице сплава. Например, в сплав можно включить медные добавки для образования матрицы, которую можно термообработать для повышения твердости и прочности.
П р и м е р 1. Рассмотрим фиг.1, где показана заготовка размером 3,5"x3,5"x0,5" (90,5х90,5х12,7 мм) толщины, имеющая границы поверхности 12, 14, 16 и 18. Заготовку получили посредством седиментационного литья смеси частиц плавленой Al2O3 зернистостью 220 (электрокорунд 38, фирмы Нортон) и коллоидной Al2O4 (Ниакол Al-20 золь коллоидной окиси алюминия фирмы PQ Corp. ) в форме из силоксанового каучука (Бейз, G1-1000, Пластик Тулинг Саплай Компани, Экстон, Пенсильвания) и последующего затвердевания и сушки композиции. На границу поверхности 12 поместили слиток 20 алюминиевого сплава, содержащего 5 мас.% кремния, 5 мас.% цинка, 5 мас.% магния и остальное алюминий, размером 2"x3"x1/2" (50,8х76,2х12,7 мм). Вокруг слитка 20 алюминиевого сплава и керамической заготовки 10 образовали двойной слой 22, причем каждый слой состоял из гибкой графитовой ленты Графоил (Юнион Карбайд Корп) толщиной 0,015 дюйма (0,381 мм) и затем все это поместили в слой 24 электрокорунда 38 зернистостью 24 (фирмы Бортон), содержащийся внутри графитовой лодочки 26 размером 10"x10"x4 (254х254х101,6 мм) (марки AGSX, фирмы Юнион Карбайд). Графитовую лодочку 26 и ее содержимое нагревали в графитовой вакуумной печи в 100% азоте, проходящем со скоростью 1,5 л/мин согласно следующему способу: повышение температуры до 865оС в течение 5 ч, увеличение температуры с постоянной скоростью; выдержка в течение 20 ч при 865оС и понижение температуры в течение 3 ч до температуры окружающей среды, уменьшение температуры с постоянной скоростью. До снижения температуры до 865оС графитовую лодочку с ее содержимым нагревали в той же печи при температуре 200оС под вакуумом в течение 3 ч 30 мин для удаления любой уловленной влаги. Как показано на фиг.2, алюминиевый сплав самопроизвольно пропитывал керамическую заготовку 10 до границ поверхности 14, 16 и 18, при этом образовывался композит 28 с металлической матрицей. Границу поверхности 12 покрывал некоторый остаточный затвердевший сплав алюминия, как показано в позиции 30 на фиг.2. Этот остаточный сплав алюминия можно легко удалить посредством механической обработки или шлифования.
П р и м е р 2. Рассмотрим фиг.3, где показана керамическая заготовка, имеющая форму усеченного конуса (позиция 32) размером примерно 11/2", наружный диаметр на высоту 1 дюйм в среднем и толщиной примерно 1/16 дюйма (38,1х25,4х1,6 мм), причем она имела границы поверхности 33 и 34. Заготовку отлили с отстоем (см. пример 1) из 68 мас.% электрокорунда 38, зернистостью 220; 29 мас,% электрокорунда 38, зернистостью 500 и 3 мас.% металла кремния с размером частиц 325 меш, применяя смесь древесного клея Зимер (Борден Инк, Колумбия, ОН) и Н2О в качестве связующего раствора. После седиментационного литья заготовку предварительно обжигали в печи сопротивления с нагревателями из карбида кремния на воздухе при температуре 1300оС в течение 3 ч. На верх заготовки 32 поместили цилиндрический слиток 42 размером 2 дюйма в диаметре, 1 дюйм высоты (50,8х25,4 мм) из алюминиевого сплава, содержащего 5 мас.% кремния, 5 мас.% цинка, 7 мас.% магния и остальное алюминий, и затем все это погрузили в слой 44 TiB2 размером частиц 5-6 мк, марки НСТ от фирмы Юнион Карбайд Корпорейшн, который содержался внутри тигля 46 из 99,7% Al2O3 (изготовлен фирмой Болт Текникл Керэмикс, Инк, Конрое, ТХ, Каталог N 6С). Тигель 46 и его содержимое нагревали в трубчатой печи сопротивления в присутствии газа, содержащего 96% азота и 4% водорода и проходящего со скоростью 500 куб. см/мин согласно следующему способу: снижение температуры до 875оС со скоростью 150оС в час; выдержка в течение 10 ч при 875оС и снижение температуры со скоростью 200оС в час до температуры окружающей среды. Как показано на фиг.4, алюминиевый сплав мгновенно пропитывал керамическую заготовку до границы поверхности 33, при этом образовывался композит 46 с матрицей из алюминиевого сплава. Граница поверхности 34 была покрыта остаточным отвержденным сплавом алюминия, как показано позицией 50 на фиг.4. Этот остаточный алюминиевый сплав можно легко удалить посредством механической обработки и шлифования.
П р и м е р 3. Рассмотрим фиг.5, где в позиции 52 показана заготовка размером 2"x2"x1/2", полученная посредством седиментационного литья (см. пример 1) из суспензии обожженной Al2O3 марки C-75 UNG (Алкан Алюминум Корп), применяя смесь древесного клея элмер (Борден Инк, Колумбус, ОН) и Н2О в качестве связующего раствора. Заготовку сформовали так, что она имела границы поверхности 54, 56, 58 и 60. На границу поверхности 54 поместили слиток алюминиевого сплава, содержащего 5 мас.% кремния, 5 мас.% магния и остальное алюминий, размером 2x2x1/2" (50,8х50,8х12,7 мм). Все это погрузили в слой 64 TiB2 с размером частиц 5-6 мк, марки НСТ, полученного от фирмы Юнион Карбайд, слой находился внутри тигля 66 (фирмы Болт Текникл Керемикс, Инк, Конрое ТХ) из Al2O3 размером 150х65х35 мм. Тигель 66 и его содержимое нагревали в графитовой вакуумной печи в присутствии газа, содержащего 96% азота и 4% водорода и проходящего со скоростью 1000 куб.см/мин согласно следующему способу: снижение температуры до 875оС в течение 10 ч, увеличение температуры с постоянной скоростью, выдержка в течение 15 ч при 875оС и снижение температуры в течение 5 ч до температуры окружающей среды, уменьшение температуры с постоянной скоростью. До снижения температуры до 875оС тигель и его содержимое нагревали в той же печи при температуре 200оС под вакуумом в течение примерно 6 ч для удаления любой уловленной влаги. Как показано на фиг.6, сплав алюминия самопроизвольно пропитывал керамическую заготовку 52 до границ поверхности 56, 58 и 60, при этом образовывался композит 68 с матрицей из алюминиевого сплава. Граница поверхности 54 была покрыта некоторым остаточным затвердевшим алюминиевым сплавом, как показано на фиг.6, позицией 70. Этот остаточный алюминиевый сплав можно легко удалить посредством механической обработки или шлифования.
Подробно описанные примеры демонстрируют промышленную применимость настоящего изобретения, причем в объеме изобретения возможны различные комбинации и изменения.
Дополнительные примеры иллюстрируют различные типы барьерных средств.
П р и м е р 4. Изготовили стальной ящик, имеющий размеры внутренней полости около 127 мм длиной, около 127 мм шириной и около 70 мм глубиной. В стальной ящик поместили ящик из графитовой фольги (Perma-Foil фирмы ТТ America, Portland. OR) и имеющей размеры около 127 мм длиной, около 127 мм шириной и около 76 мм высотой.
Приготовили около 782 г смеси заполняющего материала, включающего по массе около 95% оксид алюминия (C-75RG фирмы Alcon Chemicals. Montreal, Canada) и около 5% порошка магния с размером частиц 325 меш (торговая марка AESAR фирмы Jognson Matthey. Scabrook). Затем смесь заполняющего материала поместили в ящик из графитовой фольги до высоты слоя материала около 19 мм, и смесь легко прижали до выравнивания поверхности. Поверхность смеси заполняющего материала покрыли около 4 г порошка магния с размером частиц 50 меш (торговая марка Alpha Products Morton Thiokоl Dauvers, МА). На покрытую порошком магния смесь заполняющего материала поместили около 1268 г матричного металла, включающего по массе около ≅0,25% кремния ,≅ 0,30% железа, ≅ 0,25% меди, ≅ 0,15% марганца, 9,5-10,6% магния, ≅ 0,15% цинка, ≅ 0,25% титана и до баланса алюминий.
фирмы Jognson Matthey. Scabrook). Затем смесь заполняющего материала поместили в ящик из графитовой фольги до высоты слоя материала около 19 мм, и смесь легко прижали до выравнивания поверхности. Поверхность смеси заполняющего материала покрыли около 4 г порошка магния с размером частиц 50 меш (торговая марка Alpha Products Morton Thiokоl Dauvers, МА). На покрытую порошком магния смесь заполняющего материала поместили около 1268 г матричного металла, включающего по массе около ≅0,25% кремния ,≅ 0,30% железа, ≅ 0,25% меди, ≅ 0,15% марганца, 9,5-10,6% магния, ≅ 0,15% цинка, ≅ 0,25% титана и до баланса алюминий.
Стальной ящик и его содержимое поместили в контейнер из нержавеющей стали, имеющий размеры около 254 мм длиной, около 254 мм шириной и около 202 мм высотой. Подготовка дна контейнера из нержавеющей стали заключалась в покрытии дна ящика куском графитовой фольги, имеющим размеры около 254 мм длиной, около 254 мм шириной и около 0,25 мм толщиной, и на графитовую фольгу положили обожженный кирпич для поддержания стального ящика внутри контейнера из нержавеющей стали. Приблизительно 20 г титанового губчатого материала (из фирмы Chemalloy Company Inc. Bryn Nawn PA) напылили на графитовую фольгу на дне контейнера из нержавеющей стали вокруг обожженного кирпича, поддерживающего стальной ящик. Лист медной фольги расположили на открытую часть контейнера из нержавеющей стали, при этом получили изолированную камеру. Через лист медной фольги провели трубу для продувки азотом. Контейнер из нержавеющей стали и его содержимое поместили в печь, обладающую сопротивлением нагретой атмосфере ящика.
Печь нагрели от комнатной температуры до около 600оС при скорости нагрева около 400оС/ч и при скорости потока азота в трубе около 10 л в минуту, затем печь нагрели от около 600оС до 800оС при скорости нагрева около 400оС/ч при скорости потока азота около 20 л/мин. В течение 2 ч и при скорости потока азота около 2 л/мин система сохранялась при около 800оС. Контейнер и его содержимое затем извлекли из печи, и стальной ящик извлекли из контейнера из нержавеющей стали и поместили на охлаждаемую водой комнатной температуры медную пластину, имеющую размеры около 203 мм длиной, около 203 мм шириной и около 13 мм толщиной, до полного отверждения композита. При комнатной температуре ящик из графитовой фольги разобрали для извлечения полученного композита металлической матрицы.
П р и м е р 5. Использовали графитовую емкость, имеющую размеры около 578 мм длиной, около 248 мм шириной и около 152 мм высотой, и изготовленную из ATY графита - торговой марки фирмы Union Carbide. Ящик из графитовой фольги, имеющий размеры около 452 мм длиной, около 25 мм шириной и около 25 мм высотой, изготовили из куска графитовой фольги (GRAFOII фирмы Union Carbide).
фирмы Union Carbide).
Ящик из графитовой фольги поместили в графитовую емкость и окружили оксидом алюминия размером 24 грит (38 Alundum торговая марка фирмы Norton Co, Norcester, МА). На дне ящика из графитовой фольги разместили слой свободных графитовых волокон, покрытых CVD карбидом кремния Thornel т 300 марки 309 ST Carbon Pitch Fibers, Anioco Performance Products, Inc).
Для покрытия концов графитовых волокон, покрытых CVD карбидом кремния, использовали смесь, включающую по массе около одной части графитового порошка и около трех частей коллоидального кремнезема. В ящике из графитовой фольги на свободные волокна, покрытые CVD карбидом кремния, располагали слиток матричного металла, имеющего размеры около 305 мм длиной, около 19 мм шириной и около 25 мм высотой, включающий по массе около 6% магния, 5% цинка, 12% кремния, до баланса алюминий. Графитовую емкость и ее содержимое при комнатной температуре поместили в печь с контролируемой атмосферой. Дверь печи закрыли и при комнатной температуре камеру откачивали до, по крайней мере, 762 мм рт.ст. Затем печь нагрели до около 200оС за около 0,75 ч. После около 2 ч при около 200оС и с вакуумом, по крайней мере, 762 мм рт. ст. печь продули азотом при скорости около 15 л/мин. Затем за около 5 ч температуру в печи подняли до около 850оС. После около 10 ч и при температуре 850оС, в атмосфере азота, при скорости потока азота около 1,5 л/мин, печь за 3 ч охладили до комнатной температуры. При комнатной температуре разобрали ящик из графитовой фольги и извлекли образовавшийся композит металлической матрицы.
П р и м е р 6. Изготовили графитовую емкость, имеющую размеры внутренней пустотности около 300 мм на 225 мм и около 130 мм высотой (ATY марка фирмы Union Carbide), изготовленная фирмой MGP, Inc. Womelsdorf, РА). Изготовили ящик из графитовой фольги, имеющий размеры приблизительно 203 мм на 102 мм и 76 мм глубиной. На дно ящика из графитовой фольги поместили приблизительно 1 г порошка магния размером частиц 50 меш. Для получения адгезии порошка магния к дну ящика на дно ящика из графитовой фольги легким напылением нанесли покрытие графитового цемента (PIGDLOCK фирмы Pokicarbon, Valencia СА). зительно 203 мм на 102 мм и 76 мм глубиной. На дно ящика из графитовой фольги поместили приблизительно 1 г порошка магния размером частиц 50 меш. Для получения адгезии порошка магния к дну ящика на дно ящика из графитовой фольги легким напылением нанесли покрытие графитового цемента (PIGDLOCK
фирмы Pokicarbon, Valencia СА). зительно 203 мм на 102 мм и 76 мм глубиной. На дно ящика из графитовой фольги поместили приблизительно 1 г порошка магния размером частиц 50 меш. Для получения адгезии порошка магния к дну ящика на дно ящика из графитовой фольги легким напылением нанесли покрытие графитового цемента (PIGDLOCK фирмы Policarbon, Valencia СА).
фирмы Policarbon, Valencia СА).
Смешением приблизительно 94% по массе чешуек диборида титана, имеющих диаметр около 10 мк и толщину около 2,5 мк (НТС-30 фирмы Union Carbide) и приблизительно 6% по массе порошка магния с размером частиц 325 меш получили заполняющий материал. Затем смесь заполняющего материала поместили в ящик из графитовой фольги на вершину порошка магния.
На вершину заполняющего материала поместили графитовую фольгу приблизительно 203 мм на 102 мм и толщиной 0,38 мм (GRAFOIL фирмы Union Carbide), причем в центре фольги имелось отверстие диаметром приблизительно 32 мм. Через отверстие в графитовом листе на выступающую поверхность заполняющего материала расположили приблизительно 1 г порошка магния с размером частиц 50 меш (Alpha Products Morton Thiokol, Dauvers, МА). Наверх листа графитовой фольги поместили слиток матричного металла с приблизительной массой 1498 г сплава 520 (включающего по массе около ≅ 0,25% кремния, ≅ 0,35% железа, ≅ 0,25% меди, ≅ 0,15% марганца, 9,5-10,6% магния, ≅ 0,15% цинка, ≅ 0,25% титана и до баланса алюминия).
фирмы Union Carbide), причем в центре фольги имелось отверстие диаметром приблизительно 32 мм. Через отверстие в графитовом листе на выступающую поверхность заполняющего материала расположили приблизительно 1 г порошка магния с размером частиц 50 меш (Alpha Products Morton Thiokol, Dauvers, МА). Наверх листа графитовой фольги поместили слиток матричного металла с приблизительной массой 1498 г сплава 520 (включающего по массе около ≅ 0,25% кремния, ≅ 0,35% железа, ≅ 0,25% меди, ≅ 0,15% марганца, 9,5-10,6% магния, ≅ 0,15% цинка, ≅ 0,25% титана и до баланса алюминия).
Графитовую емкость и ее содержимое при комнатной температуре поместили в ретортную печь, выложенную теплостойкой футеровкой. Дверь реторты закрыли и реторту откачивали до, по крайней мере, 508 мм рт.ст. Затем реторту продули азотом при скорости потока около 4,5 л/мин. Ретортную футерованную печь затем нагрели от комнатной температуры до около 775оС при скорости нагрева около 200оС/ч. После около 20 ч при около 775оС ретортную футерованную печь охладили до около 760оС при скорости около 150оС/ч. При около 760оС открыли дверь реторты и графитовую емкость и ее содержимое извлекли из реторты в воду комнатной температуры, охлажденной охлаждающей алюминиевой пластиной, имеющей размеры около 305 мм длиной, около 229 мм шириной и около 51 мм толщиной. Наверх установки напылили приблизительно 500 мл экзотермического материала для отбора тепла (FEEDAI Foseco Inc., Brook Park, ОН) и вокруг поверхности графитовой емкости обернули куском материала из керамических волокон (CERABLANKET, Manvill, Refractory Prod). Материал для отбора тепла использовали для создания экзотермической реакции на верхней поверхности остаточного матричного металла, что при охлаждении помогает твердению композита металлической матрицы, причем это ингибирует образование усадочной пористости внутри композита металлической матрицы.
Foseco Inc., Brook Park, ОН) и вокруг поверхности графитовой емкости обернули куском материала из керамических волокон (CERABLANKET, Manvill, Refractory Prod). Материал для отбора тепла использовали для создания экзотермической реакции на верхней поверхности остаточного матричного металла, что при охлаждении помогает твердению композита металлической матрицы, причем это ингибирует образование усадочной пористости внутри композита металлической матрицы.
П р и м е р 7. Изготовили удаляемый сердечник, включающий пластырь, покрытый смолой, репликата шестеренки, имеющей 7,6 см в диаметре и 6,4 см толщиной.
Удаляемый сердечник погрузили в шлинкер или взвесь, включающие в основном равные массовые пропорции коллоидального 20% оксида алюминия, поставленного фирмой Remet Со, и силикон карбидного порошка размером 1000 грит, поставленного фирмой Norton Со под торговой маркой 37 GRYSTOLON . Также может быть использован дисперсный карбид кремния с другими значениями грит. Удаляемый сердечник, покрытый шликером, подвергся при сушке напылению порошком силикон карбида размером 90 грит (37 CRYSTOLON
. Также может быть использован дисперсный карбид кремния с другими значениями грит. Удаляемый сердечник, покрытый шликером, подвергся при сушке напылению порошком силикон карбида размером 90 грит (37 CRYSTOLON ), который соединили с покрытием взвеси. Три раза повторили этап последовательного окунания, после чего напыляющий порошок изменили на карбид кремния 25 грит (37 CRYSTOLON
), который соединили с покрытием взвеси. Три раза повторили этап последовательного окунания, после чего напыляющий порошок изменили на карбид кремния 25 грит (37 CRYSTOLON ). Потом еще три раза повторили этапы последовательного окунания. После каждого последовательного этапа окунание-напыление полученную оболочку высушили при температуре 65оС за 1/2 ч.
). Потом еще три раза повторили этапы последовательного окунания. После каждого последовательного этапа окунание-напыление полученную оболочку высушили при температуре 65оС за 1/2 ч.
После последнего этапа окунание-напыление обложенная оболочка подверглась обжигу в воздушной печи при температуре 900оС за период времени 1 ч. При обжиге улетучилась смола покрытия удаляемого сердечника и произошло ослабление пластыря; после охлаждения при комнатной температуре пластырь легко разжижается и вымывается из оболочки. Затем оболочку тщательно сушили в воздушной сушке в течение 12 ч при температуре около 75оС.
Барьер сформировали на поверхности пустотности в обожженной оболочке, причем первоначально в пустотность поместили смесь 100 грит порошка карбида кремния (39 CRYSTOLON фирмы Norton, Со) и около 10% по массе 50 меш порошка магния (AESAR
фирмы Norton, Со) и около 10% по массе 50 меш порошка магния (AESAR , фирмы Johnson Matley, Со). Затем оболочку, использованную как заполнитель, поместили в банку из 316 нержавеющей стали, которую покрыли тонкой медной фольгой (фирмы Atlantic Engineering, Со). Через медную фольгу провели трубу из нержавеющей стали, и внутреннюю часть банки продули в основном чистым азотом при скорости потока около 0,25 л/мин. При непрерывной продувке банку затем нагрели в предварительно нагретой электрической печи от около 600оС до 750оС за период времени около 1 ч, и поддерживали температуру около 750оС в течение 1 ч. Затем банку и ее содержимое извлекли из печи и пустотность промыли чистой водой, при этом оболочка оставалась нагретой. Затем на поверхности пустотности сформировали черное покрытие. Удалили некоторую небольшую часть покрытия, отколовшегося от обложенной оболочки.
, фирмы Johnson Matley, Со). Затем оболочку, использованную как заполнитель, поместили в банку из 316 нержавеющей стали, которую покрыли тонкой медной фольгой (фирмы Atlantic Engineering, Со). Через медную фольгу провели трубу из нержавеющей стали, и внутреннюю часть банки продули в основном чистым азотом при скорости потока около 0,25 л/мин. При непрерывной продувке банку затем нагрели в предварительно нагретой электрической печи от около 600оС до 750оС за период времени около 1 ч, и поддерживали температуру около 750оС в течение 1 ч. Затем банку и ее содержимое извлекли из печи и пустотность промыли чистой водой, при этом оболочка оставалась нагретой. Затем на поверхности пустотности сформировали черное покрытие. Удалили некоторую небольшую часть покрытия, отколовшегося от обложенной оболочки.
После проведения сушки пустотность с барьерным покрытием оболочки вручную была заполнена заполнителем, включающим смесь порошка оксида алюминия (C75-RG фирма Alcan Chemical Products, Со) и около 5 мас.% 325 меш порошка магния (AESAR фирмы Johnson Matley Со), причем общая масса смеси составила около 337 г.
фирмы Johnson Matley Со), причем общая масса смеси составила около 337 г.
Наполненную заполнителем оболочку и 722 г слиток сплава алюминия, включающий по массе около 10% магния и остальное сплав алюминия, поместили в банку из нержавеющей стали таким образом, чтобы слиток контактировал с заполнителем. Банку покрыли тонкой медной фольгой и внутреннюю часть банки непрерывно продували чистым азотом при скорости потока около 2 л/мин.
Затем банку нагрели в электрической печи от комнатной температуры до температуры около 800оС за период времени около 2 ч и поддерживали температуру около 800оС в течение около 0,5 ч, в конце этого времени происходило расплавление сплава алюминия и самопроизвольное проникновение в заполнитель. Затем за период времени около 2 ч температуру снижали в печи до около комнатной температуры, что привело к отверждению металлической матричной композитной шестеренки, обложенную оболочку удалили из печи. При комнатной температуре оболочку поместили в подушку песка и продувкой удалили оболочку с металлической матричной композитной шестеренки.
Готовая металлическая композитная шестеренка показала хорошее соответствие заданной форме и потребовала минимальную поверхностную обработку, за исключением участков, контактировавших с поверхностью полости, с которой откололось барьерное покрытие.
П р и м е р 8. Получили оболочку при использовании аналогичной последовательности операций окунание-напыление по примеру 4, оболочку получили вокруг удаляемого сердечника, который включал конус из термопластичной пены. После удаления конусного сердечника из оболочки при обжиге при температуре около 850оС в течение около 1 ч, полость оболочки заполняли насыщенным водным раствором перхлората магния (фирмы Morton Thiakol, Со). В течение 2 мин раствор впитывался в поверхность оболочки, после этого времени оставшийся раствор удалили из полости оболочки. Оболочка подверглась воздушной сушке в печи температурой 100оС. Затем за период 2 ч температуру подняли до около 750оС, оболочку обжигали при температуре около 750оС в течение около 1 ч и температуру снизили за период более 2 ч.
Полость оболочки затем примерно на половину своего объема была заполнена заполнителем, как в примере 4, и подверглась аналогичным последовательным технологическим этапам, как в примере 4.
После удаления конуса металлического матричного композита испытания показали хорошее соответствие заданной форме и минимальную необходимость конечной поверхностной обработки.
П р и м е р 9. Для получения оболочки использовали удаляемый сердечник, включающий конус из термопластичной пены. Первоначально сердечник окунали в шликер или в взвесь равных частей чистого карбоната кальция (фирмы Standart Ceramic Supply, Со) и коллоидального 20 мас.%-ного кремнезема (фирмы Nyacol, Со). Сердечник, покрытый взвесью, затем подвергся напылению карбидом кремния как в примере 4. Проводили последовательность операций окунание-напыление как в примере 4. Дальнейшие технологические этапы, приведшие к получению оболочки, аналогичны примеру 4, за исключением того, что не проводили образование отдельного барьера через нагрев и удаление смеси карбида кремния и магния. Для образования оболочек предпочтительно использовать кремний из-за того, что такие оболочки получаются более прочными. Оксид алюминия предпочтителен для оболочек, как поверхности внутренней полости которых образуют барьеры, как в примере 4.
Затем оболочку загрузили заполнителем, включающим смесь, как в примере 4, и выполнили последовательность операций, как в примере 4, с получением хорошего соответствия по форме металлическим матричным композитом.
П р и м е р 10. Оболочку получили как в примере 6, за исключением того, что до обжига на внутреннюю поверхность полости в оболочке распылили высокотемпературную алюминиевую краску фирмы Sherwin-Williams под торговым названием Hi-Enamel Aluminum Color Spray. Paint. Краска содержала алюминиевую пасту в силикатной оболочке. Окрашенная оболочка затем была обожжена в течение приблизительно 2 ч или аналогично обжигу примера 4. Последовательность обработки аналогична примеру 4.
Соответствие по форме, т.е. соответствие удаляемому сердечнику и отсутствие необходимости конечной поверхностной обработки готового металлического композитного тела, было даже лучше, чем у тел, полученных в примерах 4-6.
П р и м е р 11. Кремнеземную форму, имеющую внутренний диаметр приблизительно 127 мм на 127 мм и высоту 83 мм и имеющую девять отверстий диаметром около 19 мм и глубиной 19 мм на дне формы, получили первоначальным смешением взвеси около 2,5 до 3 частей по массе RANCO-SILтм 4 кремнеземного порошка, около одной части по массе коллоидального кремнезема (Nyacol 830 фирмы Nyacol Prоducts, Ashlan, МА) и около 1 до 1,5 частей по массе RANCO-SiLтм кремнеземного песка (Ranson и Randolf of Malene, Ohio). Взвесь вылили в резиновую форму, имеющую обратную форму относительно требуемой кремнеземной формы, и поместили в холодильник на срок более ночи. Кремнеземная форма последовательно была извлечена из резиновой формы, обожжена при температуре около 800оС в воздушной печи за период около 1 ч с последующим охлаждением до комнатной температуры.
Поверхность дна полученной кремнеземной формы покрыли приблизительно 12,5 см на 12,5 см на 0,025 см (6,25 мм) толщиной РГ-25-Н графитовой лентой формы ТТ America, Portland, OR) под торговой маркой Perma-Foil, имеющей отверстия приблизительно диаметром 19 мм, вырезанные в листе графитовой ленты (117) и соответствующие положению отверстий на дне кремнеземной формы. Отверстия на дне формы были заполнены пробками металла, пробки имели размер диаметр приблизительно 19 мм и толщину 19 мм, металл проблок был идентичен по своему составу сплаву матричного металла и включал приблизительно 10% по массе магния и остальное - алюминий. Приблизительно 819 г 500 грит заполняющего материала оксида алюминия, известного как 38 ALUNDUM фирмы Norton Co, смешали с около 5 мас.% порошка магния и уплотнили при встряске в течение 15 мин. Затем заполняющий материал поместили в форму на глубину приблизительно 19 мм, слегка прижали для выравнивания поверхности заполняющего материала. Внутри кремнеземной формы на поверхность слоя заполняющего материала из оксида алюминия поместили слиток матричного материала массой приблизительно 1399 г и включающий около 10 мас.% магния и остальное - алюминий. Форму и ее содержимое затем поместили в контейнер из нержавеющей стали размером приблизительно 254 мм на 254 мм и высотой 203 мм. Вокруг кремнеземной формы в емкости из нержавеющей стали распылили титановый губчатый материал массой около 20 г (фирмы Chemalloy Company Inc., РА). Для получения изолированной камеры на открытую поверхность контейнера из нержавеющей стали положили лист медной фольги. Через лист медной фольги провели трубу для продувки азота. Контейнер из нержавеющей стали и его содержимое поместили в боксовую печь, изолированную от воздушной атмосферы. Температуру системы увеличили от комнатной до 600оС со скоростью нагрева около 400оС в час при скорости потока азота около 10 л/мин, затем нагрели от примерно 600оС до примерно 775оС со скоростью нагрева около 400оС в час при скорости потока азота 2 л/мин. Систему удерживали при температуре приблизительно 775оС в течение 1,5 ч при скорости потока азота около 2 л/мин. Нагретую систему удалили из печи, вылили избыток расплавленного сплава и во внутрь кремнеземной формы медленно ввели охлаждающую пластину, имеющую комнатную температуру и размеры, приблизительно, 127 мм на 127 мм и толщину 13 мм, причем пластина контактировала с верхней частью остаточного металла до полного охлаждения полученного композита. После удаления кремнеземной формы получили композит, включающий металлическую матрицу, соответствующий по размерам и форме кремнеземной форме.
фирмы Norton Co, смешали с около 5 мас.% порошка магния и уплотнили при встряске в течение 15 мин. Затем заполняющий материал поместили в форму на глубину приблизительно 19 мм, слегка прижали для выравнивания поверхности заполняющего материала. Внутри кремнеземной формы на поверхность слоя заполняющего материала из оксида алюминия поместили слиток матричного материала массой приблизительно 1399 г и включающий около 10 мас.% магния и остальное - алюминий. Форму и ее содержимое затем поместили в контейнер из нержавеющей стали размером приблизительно 254 мм на 254 мм и высотой 203 мм. Вокруг кремнеземной формы в емкости из нержавеющей стали распылили титановый губчатый материал массой около 20 г (фирмы Chemalloy Company Inc., РА). Для получения изолированной камеры на открытую поверхность контейнера из нержавеющей стали положили лист медной фольги. Через лист медной фольги провели трубу для продувки азота. Контейнер из нержавеющей стали и его содержимое поместили в боксовую печь, изолированную от воздушной атмосферы. Температуру системы увеличили от комнатной до 600оС со скоростью нагрева около 400оС в час при скорости потока азота около 10 л/мин, затем нагрели от примерно 600оС до примерно 775оС со скоростью нагрева около 400оС в час при скорости потока азота 2 л/мин. Систему удерживали при температуре приблизительно 775оС в течение 1,5 ч при скорости потока азота около 2 л/мин. Нагретую систему удалили из печи, вылили избыток расплавленного сплава и во внутрь кремнеземной формы медленно ввели охлаждающую пластину, имеющую комнатную температуру и размеры, приблизительно, 127 мм на 127 мм и толщину 13 мм, причем пластина контактировала с верхней частью остаточного металла до полного охлаждения полученного композита. После удаления кремнеземной формы получили композит, включающий металлическую матрицу, соответствующий по размерам и форме кремнеземной форме.
П р и м е р 12. Этот пример иллюстрирует, что технические возможности данного изобретения могут быть использованы для инфильтрации плоской отлитой заготовки с получением тела металлического матричного композита, которое напоминает конфигурацию заготовки.
Графитовую форму, состоящую из двух частей, использовали для придания изделию формы плоского отлитого листа. Внешние размеры графитовой формы составили около 178 мм на 229 мм на 51 мм. Внутренняя часть графитовой формы определялась соответственно верхней и нижней полостями, которые соединялись таким образом, чтобы допускать достаточное перетекание потока между ними. В верхнюю полость, которая открылась на внешней части формы, до проведения инфильтрации поместили матричный металл. Нижнюю полость использовали как прессовую форму плоского отливного листа материала в прямоугольную форму.
Для того, чтобы формовать плоский отливной лист в заготовку, верхняя и нижняя полости графитовой формы, состоящей из двух частей, были покрыты взвесью коллоидального графита (DAG-154, Acheson Colloid Company, Port Huron, М1).
Плоский отливной лист имеет размеры квадрата 140 мм и толщину около 0,9 мм и включает по массе около 6% порошка магния (325 меш, Har Corp. Tamagua, РА).
28% 500 грит зеленого карбида кремния (39 Grystolone, Norton Company, Worcester, МА) и до баланса 220 грит зеленого карбида кремния (39 CrystolonR, Norton Company, Worcester, МА). Его поместили в нижней полости неподвижной половины графитовой формы. Размеры нижней полости были меньше, чем размеры плоского отливного листа, и соответствовали прямоугольной конфигурации. Подвижная половинка графитовой формы загоняла плоский отливной лист в неподвижную половинку. Две половинки графитовой формы смыкались вместе и удерживались в сомкнутом состоянии таким образом, чтобы плоский отливной лист принял форму нижней полости формы. ми, которые соединялись таким образом, чтобы допускать достаточное перетекание потока между ними. В верхнюю полость, которая открывалась на внешней части формы, до проведения инфильтрации поместили матричный металл. Нижнюю полость использовали как прессовую форму плоского отливного листа материала в прямоугольную форму.
Для того, чтобы формовать плоский отливной лист в заготовку, верхняя и нижняя полости графитовой формы, состоящей из двух частей, были покрыты взвесью коллоидального графита (DAG-154, Acheson Colloid Company, Port Huron, М1).
Плоский отливной лист имеет размеры квадрата 140 мм и толщину около 0,9 мм и включает по массе около 6% порошка магния (325 меш, Har Corp. Tamagua, РА).
28% 500 грит зеленого карбида кремния (39 Grystolone , Norton Company, Worcester, МА) и до баланса 220 грит зеленого карбида кремния (39 Crystolon
, Norton Company, Worcester, МА) и до баланса 220 грит зеленого карбида кремния (39 Crystolon , Norton Company, Worcester, МА). Его поместили в нижней полости неподвижной половины графитовой формы. Размеры нижней полости были меньше, чем размеры плоского отливного листа, и соответствовали прямоугольной конфигурации. Подвижная половинка графитовой формы загоняла плоский отливной лист в неподвижную половинку. Две половинки графитовой формы смыкались вместе и удерживались в сомкнутом состоянии таким образом, чтобы плоский отливной лист принял форму нижней полости формы.
, Norton Company, Worcester, МА). Его поместили в нижней полости неподвижной половины графитовой формы. Размеры нижней полости были меньше, чем размеры плоского отливного листа, и соответствовали прямоугольной конфигурации. Подвижная половинка графитовой формы загоняла плоский отливной лист в неподвижную половинку. Две половинки графитовой формы смыкались вместе и удерживались в сомкнутом состоянии таким образом, чтобы плоский отливной лист принял форму нижней полости формы.
Кромки готовой заготовки, включающей сформованный плоский отливной материал, проникали из нижней полости в верхнюю. Выступающую кромку плоской отливной заготовки обработали слоем порошка магния (100 меш Hart Со). Графитовую форму и ее содержимое ориентировали таким образом, чтобы верхняя полость открывалась полностью вверх. Верхняя полость графитовой формы имела размеры около 127 мм на около 76 мм на около 25 мм. Графитовую форму и ее содержимое затем поместили в графитовую емкость, имеющую размеры около 102 мм на около 381 мм на около 25 мм глубиной. Верхняя полость графитовой формы была выложена графитовой бумагой (Grafoil , Union Carbide, Danbury, СТ) с образованием ящика, имеющего размеры, приблизительно аналогичные размерам сплава матричного металла. Ящик открывался с обоих концов, причем один вход был меньше и соединялся с выступающей кромкой заготовки в нижней полости. В особенности, внутри верхней полости графитовой формы ящик из графитовой бумаги располагали таким образом, чтобы меньший вход или прямоугольное отверстие, имеющие размер около 65 мм на 13 мм, связывались с кромкой заготовки, покрытой магнием. Слиток матричного металла с массой около 500 г и включающий по массе около 15% кремнезема, 5% магния и остальное алюминий расположили на ящик из графитовой бумаги внутри верхней полости.
, Union Carbide, Danbury, СТ) с образованием ящика, имеющего размеры, приблизительно аналогичные размерам сплава матричного металла. Ящик открывался с обоих концов, причем один вход был меньше и соединялся с выступающей кромкой заготовки в нижней полости. В особенности, внутри верхней полости графитовой формы ящик из графитовой бумаги располагали таким образом, чтобы меньший вход или прямоугольное отверстие, имеющие размер около 65 мм на 13 мм, связывались с кромкой заготовки, покрытой магнием. Слиток матричного металла с массой около 500 г и включающий по массе около 15% кремнезема, 5% магния и остальное алюминий расположили на ящик из графитовой бумаги внутри верхней полости.
Графитовую емкость и ее содержимое поместили в вакуумную печь. Атмосферу печи откачали до около 75 мм рт.ст. и затем продули азотом при атмосферном давлении. При продувке через печь поддерживалась скорость потока азота 5 л/мин. Температуру печи подняли от комнатной до температуры около 200оС при скорости нагрева около 200оС в час. После приблизительно 4,5 ч при температуре около 200оС температуру увеличили до примерно 825оС при скорости нагрева около 50оС в час. После приблизительно 15 ч при температуре около 825оС графитовую емкость и ее содержимое удалили из печи и расположили на поверхность охлаждаемой водой алюминиевой пластины, что способствовало полному отверждению. Полного отверждения достигли выливанием особой смеси материала для отбора тепла FEEDOL 9, Foseco, Inc. Cleveland, ОН) на поверхность расплавленного матричного металла, находящегося в верхней полости графитовой формы. После охлаждения приблизительно до комнатной температуры графитовую форму разобрали и обнаружили, что, по крайней мере, некоторая часть матричного металла инфильтровалась в плоскую отливную керамическую заготовку с получением металлического матричного композитного материала почти заданной формы.
9, Foseco, Inc. Cleveland, ОН) на поверхность расплавленного матричного металла, находящегося в верхней полости графитовой формы. После охлаждения приблизительно до комнатной температуры графитовую форму разобрали и обнаружили, что, по крайней мере, некоторая часть матричного металла инфильтровалась в плоскую отливную керамическую заготовку с получением металлического матричного композитного материала почти заданной формы.
П р и м е р 13. Этот пример иллюстрирует возможность данного изобретения по получению нескольких тонких металлических матричных композитных тел способом инфильтрации некоторого количества заготовок из одного резервуара матричного металла.
Заготовка представляла плоский отливной заполнитель, включающий по массе 70: 30 смесь 220 грит и 500 грит зеленых порошков карбида кремния (39 CRYSTO ION , Norton Company), которые были измельчены в сухой шаровой мельнице в течение около 24 ч. Около 6 мас.% порошка магния (325 меш. Read Advanced Materials) добавили к смеси карбида кремния. Плоские отливные заготовки имели размеры около 87 мм на 83 мм и около 13 мм высотой. Группу, включающую некоторое число плоских отливных заготовок, получили соединением заготовок и графитовой фольги альтернативным способом относительно двух листов графитовой фольги (GRAFOIL
, Norton Company), которые были измельчены в сухой шаровой мельнице в течение около 24 ч. Около 6 мас.% порошка магния (325 меш. Read Advanced Materials) добавили к смеси карбида кремния. Плоские отливные заготовки имели размеры около 87 мм на 83 мм и около 13 мм высотой. Группу, включающую некоторое число плоских отливных заготовок, получили соединением заготовок и графитовой фольги альтернативным способом относительно двух листов графитовой фольги (GRAFOIL , Union Carbide Company), причем каждый лист имел размеры около 87 мм на 83 мм и 0,89 мм толщиной. Два листа графитовой фольги положили на первую графитовую плитку, имеющую размеры около 87 мм на 83 мм и 13 мм толщиной. Два слоя графитовой фольги, каждая имеющая аналогичные размеры первым двум слоям графитовой фольги, расположили на каждой плоской отливной заготовке. Эту многослойную последовательность, включающую один лист плоского отливного заполнители и два листа графитовой фольги, повторили до получения группы, включающей 19 листов плоских отливных заготовок. Вторую графитовую плитку, имеющую в основном аналогичные размеры первой графитовой плитки, положили на последние два листа графитовой фольги для завершения группы заготовок.
, Union Carbide Company), причем каждый лист имел размеры около 87 мм на 83 мм и 0,89 мм толщиной. Два листа графитовой фольги положили на первую графитовую плитку, имеющую размеры около 87 мм на 83 мм и 13 мм толщиной. Два слоя графитовой фольги, каждая имеющая аналогичные размеры первым двум слоям графитовой фольги, расположили на каждой плоской отливной заготовке. Эту многослойную последовательность, включающую один лист плоского отливного заполнители и два листа графитовой фольги, повторили до получения группы, включающей 19 листов плоских отливных заготовок. Вторую графитовую плитку, имеющую в основном аналогичные размеры первой графитовой плитки, положили на последние два листа графитовой фольги для завершения группы заготовок.
Также в ящик из GRAFOII графитовой фольги ввели зеленый порошок карбида кремния (39 CRYSTOLON
графитовой фольги ввели зеленый порошок карбида кремния (39 CRYSTOLON 90 грит), в основном, в область, примыкающую к стенкам ящика и до заготовки, и на высоту, в основном, до вершины группы заготовок. Дополнительное количество особой смеси вылили по сторонам группы заготовок на высоту, в основном, до вершины группы заготовок. Особую смесь, включающую около 15 мас.% боросиликатного стеклянного шлама (F-12, Fusion Ceramic Inc. , Carrolton, ОН) и до баланса 90 грит алюминий (EI ALUNDUM
90 грит), в основном, в область, примыкающую к стенкам ящика и до заготовки, и на высоту, в основном, до вершины группы заготовок. Дополнительное количество особой смеси вылили по сторонам группы заготовок на высоту, в основном, до вершины группы заготовок. Особую смесь, включающую около 15 мас.% боросиликатного стеклянного шлама (F-12, Fusion Ceramic Inc. , Carrolton, ОН) и до баланса 90 грит алюминий (EI ALUNDUM , Norton Company), вылили до достижения глубины около 3 мм в ящик из графитовой фольги (GRAFOIL
, Norton Company), вылили до достижения глубины около 3 мм в ящик из графитовой фольги (GRAFOIL  ), который имеет размеры около 152 мм на 152 мм и глубиной около 254 мм.
), который имеет размеры около 152 мм на 152 мм и глубиной около 254 мм.
Указанную группу заготовок повернули на 90о таким образом, чтобы оси по длине плоских отливных заготовок были ориентированы, в основном, в вертикальном направлении. Верхнюю поверхность группы заготовок покрыли слоем толщиной 3 мм сухой особой смеси 64 с массовым соотношением 70:30 крупностью 50 и 90 грит зеленых порошков карбидов кремния (39 CRYSTOLON ), к которой добавили 2% порошка магния (325 меш, Ready Advanced Materials). Затем на поверхности этого слоя особой смеси расположили слой порошка магния толщиной 3 мм.
), к которой добавили 2% порошка магния (325 меш, Ready Advanced Materials). Затем на поверхности этого слоя особой смеси расположили слой порошка магния толщиной 3 мм.
Для создания резервуара матричного металла на поверхность слоя порошка магния затем разместили слиток матричного металла, включающего по массе около 15% кремния, 5% магния и остальное алюминий, имеющий размеры около 102 мм длиной на 51 мм шириной и 13 мм толщиной. Дополнительное количество стеклянного шлама и особой смеси алюминия расположили на ящике на графитовой фольге вокруг слитка матричного металла до тех пор, пока не достигли уровней смеси стеклянного шлама с поверхностью слитка матричного металла.
Ящик из графитовой фольги и его содержимое затем поместили в емкость из нержавеющей стали, несколько большую, чем ящик из графитовой фольги. Затем графитовую емкость и ее содержимое поместили в печь с контролируемой атмосферой. Камера печи откачивается до вакуума около 762 мм рт.ст. и затем продувается азотом. Через печь установили скорость потока около 5 л/мин. Температуру печи подняли до около 200оС при скорости нагрева около 50оС в час и поддерживали температуру около 200оС в течение около 42,5 ч. Затем температуру подняли примерно до 450оС за период времени около 5 ч. Температуру затем подняли примерно до 825оС при скорости нагрева около 200оС в час и поддерживали температуру около 825оС в течение около 6,6 ч. Емкость из нержавеющей стали и ее содержимое удалили из печи. Ящик из графитовой фольги и его содержимое удалили из емкости из нержавеющей стали и поместили на охлаждаемую водой алюминиевую пластину для полного отверждения расплавленного металла. Для поддержания температурного градиента на поверхность резервуара расплавленного матричного металла вылили особую смесь для отвода тепла (FEEDOLF 9, Foseco, Inc). После охлаждения, в основном, до комнатной температуры разобрали ящик из графитовой фольги и обнаружили, что слиток матричного металла инфильтрировал 19 плоских отливных заготовок с образованием 19 тонких листов металлического матричного композита. Каждый лист металлического матричного композита был отделен каркасами слитка матричного металла.
9, Foseco, Inc). После охлаждения, в основном, до комнатной температуры разобрали ящик из графитовой фольги и обнаружили, что слиток матричного металла инфильтрировал 19 плоских отливных заготовок с образованием 19 тонких листов металлического матричного композита. Каждый лист металлического матричного композита был отделен каркасами слитка матричного металла.
П р и м е р 14. Пример демонстрирует, что свободный слой алюминиевого особого и стеклянного шлама может быть использован как барьерный материал, который предотвращает расплавленный матричный металл от инфильтрации после границ последней отливной заготовки.
Водный раствор BLUNIC коллоидального алюминия (Buntrock Industries. Inc, Zively, VA) общего количества около 261 г разбавили добавлением воды в количестве 522,8 г и поместили в около 2-литровый пластиковый сосуд. Для получения взвеси, необходимой для осадочного отлива, в сосуд добавили около 1280,9 г 220 грит (средний диаметр частиц около 66 мк) 39 CRYSTOLON
коллоидального алюминия (Buntrock Industries. Inc, Zively, VA) общего количества около 261 г разбавили добавлением воды в количестве 522,8 г и поместили в около 2-литровый пластиковый сосуд. Для получения взвеси, необходимой для осадочного отлива, в сосуд добавили около 1280,9 г 220 грит (средний диаметр частиц около 66 мк) 39 CRYSTOLON частицы зеленого карбида кремния (Norton, Со) и около 548,9 г 500 грит (средний диаметр частиц около 17 мк) 39 CRYSTOLON
частицы зеленого карбида кремния (Norton, Со) и около 548,9 г 500 грит (средний диаметр частиц около 17 мк) 39 CRYSTOLON зеленого карбида кремния. Общая масса взвеси составила около 2615 г и включала около 49 мас.% 220 грит карбида кремния, около 21% 500 грит карбида кремния, около 2% коллоидального алюминия (сухой остаток) и около 28% воды. После смешения в течение около 45 мин взвесь вылили в кремний-резиновую форму с размерами внутренней полости около 117 мм на 117 мм и около 38 мм глубиной. Для ускорения процесса осаждения форму подвергли действию вибрации. После вибрации в течение около 1/2 ч с помощью промокательной бумаги с поверхности образовавшейся заготовки удалили избыточную воду. После дополнительной вибрации в течение около 1 до 1/2 ч удалили оставшуюся воду с поверхности, и кремний-резиновую форму сняли с вибрационного стола и поместили в холодильник. После того, как оставшаяся вода замерзла в холодильнике, кремний-резиновую форму удалили из холодильника и замерзшую осадочную отливную заготовку вытащили из формы. Затем заготовку поместили на слой 90 грит (средний размер частиц в диаметре около 216 мк) 38 ALUNDUM материала из отдельных частиц алюминия с последующей сушкой воздухом при комнатной температуре в течение около 16 ч.
зеленого карбида кремния. Общая масса взвеси составила около 2615 г и включала около 49 мас.% 220 грит карбида кремния, около 21% 500 грит карбида кремния, около 2% коллоидального алюминия (сухой остаток) и около 28% воды. После смешения в течение около 45 мин взвесь вылили в кремний-резиновую форму с размерами внутренней полости около 117 мм на 117 мм и около 38 мм глубиной. Для ускорения процесса осаждения форму подвергли действию вибрации. После вибрации в течение около 1/2 ч с помощью промокательной бумаги с поверхности образовавшейся заготовки удалили избыточную воду. После дополнительной вибрации в течение около 1 до 1/2 ч удалили оставшуюся воду с поверхности, и кремний-резиновую форму сняли с вибрационного стола и поместили в холодильник. После того, как оставшаяся вода замерзла в холодильнике, кремний-резиновую форму удалили из холодильника и замерзшую осадочную отливную заготовку вытащили из формы. Затем заготовку поместили на слой 90 грит (средний размер частиц в диаметре около 216 мк) 38 ALUNDUM материала из отдельных частиц алюминия с последующей сушкой воздухом при комнатной температуре в течение около 16 ч.
После сушки осадочная отливная заготовка была перенесена на новый слой 90 грит алюминия, поддержанный рефракторной пластиной и расположенной для обжига в печи с контролируемой атмосферой. Температуру печи увеличили от комнатной температуры до температуры около 1050оС за период времени около 10 ч. После поддержания температуры около 1050оС в течение около 2 ч температуру снизили до, в основном, комнатной температуры за период времени около 10 ч. Из листа GRAFOIL графитовой фольги изготовили ящик, имеющий размеры квадрата 216 мм на 216 мм и высоту около 102 мм и ящик из графитовой фольги расположили в графитовую емкость, имеющую размеры внутренней полости около 229 мм на 229 мм и высоту около 102 мм. Обожженная осадочная отливная заготовка затем была помещена на дно ящика из графитовой фольги. Материал подслоя, включающий около 15 мас.% боросиликатной стеклянной шлама марки F-69 (Fusion Ceramic, Inc., Carrollton ОН) и остальное - частицы алюминия, в равных пропорциях 90, 220 и 500 грит ELALUNDUM (Norton, Со) поместили в ящик графитовой фольги вокруг обожженной осадочной отливной заготовки до уровня поверхности заготовки. Тонкий поверхностный слой 100 меш (диаметр частиц менее, чем около 150 мк) порошка магния (Hart. Corporation, Jamagua, РА) напылили на поверхность заготовки.
графитовой фольги изготовили ящик, имеющий размеры квадрата 216 мм на 216 мм и высоту около 102 мм и ящик из графитовой фольги расположили в графитовую емкость, имеющую размеры внутренней полости около 229 мм на 229 мм и высоту около 102 мм. Обожженная осадочная отливная заготовка затем была помещена на дно ящика из графитовой фольги. Материал подслоя, включающий около 15 мас.% боросиликатной стеклянной шлама марки F-69 (Fusion Ceramic, Inc., Carrollton ОН) и остальное - частицы алюминия, в равных пропорциях 90, 220 и 500 грит ELALUNDUM (Norton, Со) поместили в ящик графитовой фольги вокруг обожженной осадочной отливной заготовки до уровня поверхности заготовки. Тонкий поверхностный слой 100 меш (диаметр частиц менее, чем около 150 мк) порошка магния (Hart. Corporation, Jamagua, РА) напылили на поверхность заготовки.
Средство для ввода, включающее графитовое кольцо с внутренним диаметром около 64 мм и высотой около 13 мм, было помещено в центр отверстия диаметром 64 мм в листе графитовой фольги квадратной формы размером 178 мм на 178 мм и толщиной 0,36 мм. Графитовое кольцо скрепили с графитовой фольгой при помощи тонкого слоя адгезива, включающего по объему около 25 до 50% PIGDLOCK графитовый цемент (Policarbon Corporation, Valencia, СА) и остальное - этиловый спирт. Соединенные графитовые компоненты были высушены на воздухе при комнатной температуре в течение около 3 до 5 ч.
графитовый цемент (Policarbon Corporation, Valencia, СА) и остальное - этиловый спирт. Соединенные графитовые компоненты были высушены на воздухе при комнатной температуре в течение около 3 до 5 ч.
Группа: графитовая фольга и кольцо - затем были расположены в ящике из графитовой фольги на верхней поверхности слоя 100 меш порошка магния, причем с магнием контактировало графитовое кольцо. Внутреннюю часть графитового кольца затем заполнили смесью сухих частичек, включающей по массе около 10-100 меш порошка магния, около 10-325 меш порошка магния, около 29-90 грит 39 CRYSTOLON зеленого карбида кремния и остальное - 54 грит (средний диаметр частиц около 430 мк) зеленый карбид кремния. Дополнительное количество материала подслоя (такого, как описанная смесь алюминия и стеклянной шихты) затем высыпали в графитовый ящик вокруг графитовой фольги и группы кольца до высоты на уровне верхней поверхности графитового кольца, но несколько выше стенок графитового ящика. Слиток матричного металла массой около 1736 г и размерами 127 мм на 127 мм и высотой около 38 мм, включающего по массе около 12% кремния, около 6% магния и остальное - алюминий, поместили в ящик из графитовой фольги и отцентровали относительно графитового кольца.
зеленого карбида кремния и остальное - 54 грит (средний диаметр частиц около 430 мк) зеленый карбид кремния. Дополнительное количество материала подслоя (такого, как описанная смесь алюминия и стеклянной шихты) затем высыпали в графитовый ящик вокруг графитовой фольги и группы кольца до высоты на уровне верхней поверхности графитового кольца, но несколько выше стенок графитового ящика. Слиток матричного металла массой около 1736 г и размерами 127 мм на 127 мм и высотой около 38 мм, включающего по массе около 12% кремния, около 6% магния и остальное - алюминий, поместили в ящик из графитовой фольги и отцентровали относительно графитового кольца.
При комнатной температуре графитовую емкость и ее содержимое поместили в печь с контролируемой атмосферой. Камеру печи откачали до около 762 мм рт. ст. и затем продули азотом. Скорость потока азота поддерживали около 3 л/мин. Температуру печи увеличили приблизительно до 825оС при скорости нагрева около 150оС в час. После поддержания температуры около 825оС в течение около 20 ч температуру снизили приблизительно до 700оС при скорости около 200оС час. Скорость потока азота поддерживали на уровне около 3 л/мин в течение всего цикла нагрева. При температуре около 700оС графитовую емкость и ее содержимое извлекли из печи и поместили на охлаждаемую водой алюминиевую пластину. Специальный материал для отвода тепла FEEDOL N 9 высыпали на верхнюю поверхность остаточного расплавленного матричного металла для получения экзотермической реакции, которая обеспечивает тепло поверхности остаточного расплавленного матричного металла. Для достижения полного процесса отверждения на верх и поперек графитовой емкости поместили слой толщиной около 51 мм изоляции из керамических волокон CERABLANKET
N 9 высыпали на верхнюю поверхность остаточного расплавленного матричного металла для получения экзотермической реакции, которая обеспечивает тепло поверхности остаточного расплавленного матричного металла. Для достижения полного процесса отверждения на верх и поперек графитовой емкости поместили слой толщиной около 51 мм изоляции из керамических волокон CERABLANKET . После охлаждения графитовой емкости и ее содержимого, в основном, до комнатной температуры удалили крышку с графитовой емкости. После удаления алюминия и стеклянного шлама обнаружили, что вокруг крышки некоторая часть матричного металла инфильтровалась в осадочную отливную заготовку с получением металлической матричной композитной плитки, в основном, аналогичной по размеру и форме заготовке. Далее проверка показала, что на алюминиевом и стеклянном шламовом подслойном материале было мало или полностью отсутствовал расплавленный матричный металл.
. После охлаждения графитовой емкости и ее содержимого, в основном, до комнатной температуры удалили крышку с графитовой емкости. После удаления алюминия и стеклянного шлама обнаружили, что вокруг крышки некоторая часть матричного металла инфильтровалась в осадочную отливную заготовку с получением металлической матричной композитной плитки, в основном, аналогичной по размеру и форме заготовке. Далее проверка показала, что на алюминиевом и стеклянном шламовом подслойном материале было мало или полностью отсутствовал расплавленный матричный металл.
П р и м е р 15. В двух формах, причем каждая форма имела размер приблизительно 178 мм на 178 мм на 13 мм, выполнили осадочный отлив из смеси 220 грит алюминиевого материала, известного под торговой маркой 38 Alundum фирмы Norton Со, и коллоидального алюминия (Nyacol Al-20). Приблизительное массовое отношение коллоидального алюминия к 220 грит 38 было 70/30.
фирмы Norton Со, и коллоидального алюминия (Nyacol Al-20). Приблизительное массовое отношение коллоидального алюминия к 220 грит 38 было 70/30.
После того, как формы были высушены и поставлены, тонкий слой приблизительно толщиной 0,4 мм пасты коллоидального алюминия (Nyacol Al-20) нанесли на поверхность каждой формы. Затем две поверхности с нанесенным слоем привели в контакт друг с другом с получением сендвичевой структуры коллоиального алюминия между двух форм. Это сочетание форм, включая связывающий слой коллоидального алюминия, затем поместили внутри рефракторной емкости на слой приблизительно толщиной 13 мм диборида титана марки НСТ фирмы Union Carbide. Слиток матричного металла, имеющий приблизительные размеры 178 мм на 178 мм на 13 мм и состоящий по массе из приблизительно 5% кремния, 5% цинка, 7% магния, 2% меди и до баланса алюминия, поместили на верхнюю поверхность сочетания форм. В рефракторную емкость затем добавили дополнительное количество дибората титана марки НСТ, диборат вводили до высоты уровня верхней поверхности слитка матричного металла.
Установка, состоящая из рефракторной емкости и ее содержимого, затем была помещена внутри электрической вакуумной печи с контролируемой атмосферой при комнатной температуре. Внутри печи достигли высокий вакуум (приблизительно 10-4 torr) и температуру в печи подняли до около 200оС приблизительно за 45 мин. Температура в печи поддерживалась около 200оС в условиях вакуума приблизительно в течение 2 ч. После этого начального двухчасового периода нагрева печь продули азотом под давлением приблизительно 1 атмосферы и температуру подняли приблизительно до 865оС приблизительно за 5 ч; поддерживали температуру около 865оС в течение около 18 ч и затем снизили до комнатной температуры приблизительно за 5 ч.
После достижения комнатной температуры установку удалили из печи и разобрали. Обнаружили, что полученное металлическое матричное композитное тело соответствовало по форме и размерам заготовке.
П р и м е р 16. Пример демонстрирует, что возможно получить металлический матричный композит спонтанной инфильтрацией матричного металла в заполняющий материал с инфильтрующей атмосферой, включающей азот и аргон.
В алюминиевую емкость, имеющую размеры около 100 мм длиной, около 45 мм шириной и около 19 мм глубиной, поместили ящик из графитовой фольги, изготовленный из куска графитовой фольги GRAFOIL  , Union Carbide Corporation, Carbon Products Division, Cleveland, ОН.
, Union Carbide Corporation, Carbon Products Division, Cleveland, ОН.
Смесь подслойного материала, состоящая приблизительно из 10 мас.% стеклянного шлама марки F-69 (Fusion Ceramic, Inc., Carrollton, ОН), около 27 мас.% 90 грит алюминия и около 63 мас.% 36 грит алюминия, была введена в графитовый ящик, находящийся внутри алюминиевой емкости. Затем на смесь подслойного материала положили слиток матричного металла, включающего около 15 мас. % кремния, около 5 мас.% магния и до баланса алюминий, так, чтобы одна поверхность была свободной. Свободная поверхность была выравнена по уровню со смесью подслойного материала. На свободную поверхность слитка матричного металла нанесли около 0,19 г 50 меш порошка магния. На порошок магния, находящийся на слитке матричного металла, затем поместили заготовку с массой около 104 г и включающую около 70 мас.% 220 грит карбида кремния и около 30 мас. % 500 грит карбида кремния. Стороны заготовки, в основном, продолжались сторонами слитка матричного металла с образованием соединения.
Соединение, включающее алюминиевую емкость, содержащую примесь подслойного материала, слиток матричного металла и заготовку карбида кремния, затем поместили в реторту, находящуюся внутри печи при комнатной температуре. Реторту изолировали, откачали до около 762 мм рт.ст. и затем продули газовой смесью, включающей по объему около 50% азота и около 50% азота и около 50% аргона при основном атмосферном давлении. Через находящуюся внутри печи реторту установили скорость потока газовой смеси около 5 л/мин. Температуру реторты затем увеличили от комнатной приблизительно до 800оС при скорости нагрева около 200оС в час. После поддержания температуры около 800оС в течение около 5 ч температуру уменьшили приблизительно до комнатной со скоростью около 200оС в час.
После охлаждения, в основном, до комнатной температуры соединение удалили из реторты, разобрали и обнаружили, что действительно весь матричный металл инфильтририровался в заготовку, включающую смесь заполняющего материала, с получением металлического матричного композитного тела. Этот пример иллюстрирует, что композитное тело с металлической матрицей может быть получено спонтанной инфильтрацией матричного металла в заготовку заполняющего материала в атмосфере, включающей по объему около 50% азота и около 50% аргона.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 1990 |
|
RU2016702C1 |
| СПОСОБ ПОЛУЧЕНИЯ САМОНЕСУЩЕГО КЕРАМИЧЕСКОГО ТЕЛА | 1987 |
|
RU2039023C1 |
| Способ получения изделий из композиционного материала с металлической матрицей | 1990 |
|
SU1825325A3 |
| Способ получения композиционного материала с металлической матрицей | 1990 |
|
SU1831413A3 |
| Способ изготовления композиционного материала с металлической матрицей на основе алюминия | 1988 |
|
SU1838441A3 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ИЗДЕЛИЯ | 1990 |
|
RU2038338C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1987 |
|
RU2015132C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКИХ ТЕЛ | 1987 |
|
RU2019533C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1987 |
|
RU2031176C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1988 |
|
RU2023707C1 |



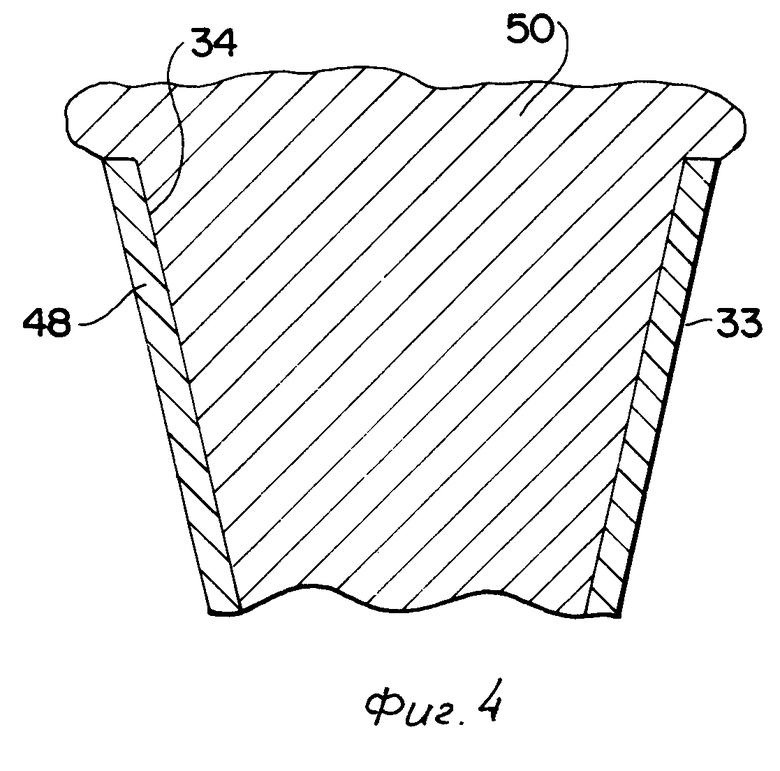
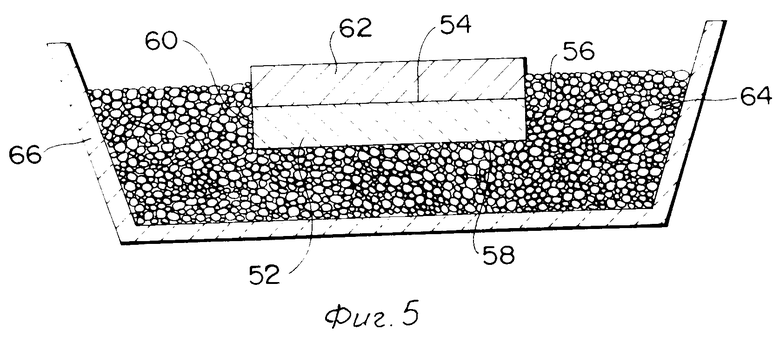
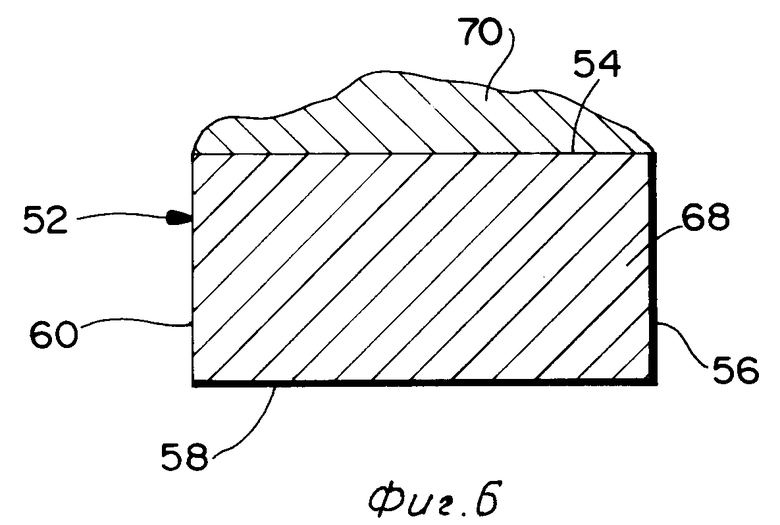
Сущность изобретения: композиционный материал с алюминиевой матрицей образуют посредством формования проницаемой массы керамического наполнителя с определенной границей поверхности, имеющей барьер, и контактирования жидкого сплава алюминия и магния с проницаемой массой керамического наполнителя в присутствии газа, содержащего примерно от 10 до 100% азота от объема, остальное безокислительный газ, например водород или аргон. В этих условиях расплавленный сплав самопроизвольно пропитывает керамическую массу при нормальном атмосферном давлении до достижения преграды. Твердое тело из сплава можно поместить смежно с проницаемым слоем керамического наполнителя, имеющего барьер, и довести до жидкого состояния предпочтительно до температуры, по крайней мере, примерно 700°С для образования композита сетчатой структуры с алюминиевой матрицей посредством пропитки. Помимо магния можно применять с алюминием вспомогательные легирующие элементы. Полученные изделия из композитного материала могут содержать несплошную фазу нитрида алюминия в алюминиевой матрице. 21 з.п. ф-лы, 6 ил.
| Заявка на Европейский патент N 0193292, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
