[0001] Настоящая заявка представляет собой Международную заявку, испрашивающую приоритет предварительной заявки на патент США № 61/986516, поданной 30 апреля 2014 г., раскрытие которой посредством данной ссылки полностью включено сюда в явном виде.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[0002] Изобретение относится к составам и способам для нанесения на поверхность наплавленного покрытия, содержащего карбид титана.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0003] Известно несколько различных способов изготовления металлического наплавленного покрытия на подложке, включая плазменную сварку дугой прямого действия (plasma transferred arc welding, PTA), способы распыления и оплавления, дуговая сварка вольфрамовым электродом, дуговая сварка металлическим электродом и лазерное плакирование. PTA может быть использована для оплавления металлического покрытия на подложке с целью повышения его стойкости к износу и/или коррозии, и эту технологию также называют наваркой или наплавкой твердым сплавом.
[0004] В процессах PTA между электродом и соплом создают дугу непрямого действия, а затем между электродом и обрабатываемой деталью создают дугу прямого действия. При воспламенении дуги прямого действия обрабатываемая деталь становится частью электрической цепи, и плазменную дугу направляют и фокусируют через устье горелки на обрабатываемой детали. Состав порошка (содержащего, например, сплавы и или карбиды) дозированно подают в сопло, под положительным давлением газового потока, и на поверхность обрабатываемой детали, с образованием тем самым расплавленного осадка (отложения), которое затвердевает по мере его охлаждения. Перемещая горелку и/или обрабатываемую деталь, на обрабатываемой детали можно сформировать осажденный наплавкой слой.
[0005] Карбид титана (TiC) представляет собой материал с высокой степенью твердости, и поэтому он может быть желательным для использования TiC в PTA-процессе. Однако TiC также является материалом с очень низкой плотностью по сравнению с большинством металлов. Поэтому, при использовании в PTA-процессе, имеющиеся в продаже частицы TiC стремятся всплывать к верху осадка до его охлаждения и затвердевания. Это приводит к образованию неравномерного осадка, где TiC находится главным образом в верхней части, с относительно небольшим его количеством в промежуточной части и прилегающей к обрабатываемой детали. Этот эффект обостряется, когда требуются толстые слои осадка, и в процессах многопроходного осаждения. В результате, TiC для наплавки по большей части используют в мелкозернистой или агломерированной и спеченной формах, и, как правило, наносят способами, отличными от PTA или осаждения распылением/оплавлением.
[0006] Патент США 4615734, который полностью включен сюда посредством ссылки, комментирует неблагоприятную тенденцию, связанную с всплыванием TiC в применениях PTA. Документ раскрывает состав, содержащий 30-50 мас.% угловатого TiC, 10-30% хрома, примерно 1,5-5% углерода, а остальное – по существу железо. Порошок спекают, а затем уплотняют на поверхности путем горячего изостатического прессования.
[0007] Патент США 3725016, который полностью включен сюда посредством ссылки, описывает формирование твердой поверхности с составом, содержащим 10-75% тонкодисперсного порошка TiC (например, 5-7 мкм), 25-90% сталеобразующей матрицы и другие необязательные компоненты; формирование из состава взвеси; и нанесение взвеси на металлическую подложку путем напыления, погружения или окраски; с последующей сушкой.
[0008] При этом сохраняется необходимость в способе нанесения покрытия TiC на подложку методом сварки (наплавки), такой как PTA и осаждение распылением/оплавлением. Является предпочтительным, чтобы такой способ был пригоден для использования с крупнозернистым TiC, например, частицами крупнее 45 мкм.
[0009] Сохраняется необходимость в однородных твердосплавных покрытиях подложки, содержащих TiC, предпочтительно крупнозернистый TiC, которые можно наносить способом сварки (наплавки), таким как PTA и осаждение распылением/оплавлением.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[00010] Было неожиданно обнаружено, что на всплывающее поведение TiC, а также на проблемы со свариваемостью, пористость и нестабильность процесса влияют морфология, размер и плотность частиц TiC. Было неожиданно обнаружено, что регулирование морфологии и размера частиц TiC позволяет использовать его в процессах PTA и осаждения распылением/оплавлением и обеспечивает покрытие подложки, обладающее повышенной гомогенностью.
[00011] Настоящее изобретение предлагает способ приготовления наплавленного покрытия на подложке, причем наплавленное покрытие содержит карбид титана, а способ содержит: (a) получение состава, содержащего частицы TiC и частицы не TiC; и (b) нанесение состава на подложку с помощью плазменной дуги прямого действия или осаждения распылением/оплавлением с образованием наплавленного покрытия; при этом частицы TiC имеют размер -60+325 меш; при этом частицы карбида титана содержат 50-100 мас.% скругленных частиц и 0-50 мас.% угловатых частиц в расчете на массу TiC; и при этом TiC составляет 5-70 мас.% состава, в расчете на массу частиц TiC и не TiC; при этом частицы не TiC содержат сплав и/или неметалл.
[00012] Настоящее изобретение также предлагает состав, пригодный для плазменной сварки дугой прямого действия или осаждения распылением/оплавлением, причем состав содержит частицы TiC и частицы не TiC, при этом частицы TiC имеют размер -60+325 меш; при этом частицы карбида титана содержат 50-100 мас.% скругленных частиц и 0-50 мас.% угловатых частиц в расчете на массу TiC; и при этом TiC составляет 5-70 мас.% состава в расчете на массу частиц TiC и не TiC; при этом частицы не TiC содержат сплав и/или неметалл.
[00013] Настоящее изобретение также предлагает наплавленное покрытие, содержащее частицы карбида титана, причем наплавленное покрытие приготовлено (a) получением состава, содержащего частицы TiC и частицы не TiC; и (b) нанесением состава на подложку путем плазменной сварки дугой прямого действия или осаждения распылением/оплавлением с образованием наплавленного покрытия; при этом частицы TiC имеют размер -60+325 меш; при этом частицы карбида титана содержат 50-100 мас.% скругленных частиц и 0-50 мас.% угловатых частиц в расчете на массу TiC; и при этом TiC составляет 5-70 мас.% состава в расчете на массу частиц TiC и не TiC; при этом частицы не TiC содержат сплав и/или неметалл.
[00014] Настоящее изобретение также предлагает наплавленное покрытие, содержащее частицы карбида титана, причем наплавленное покрытие приготовлено нанесением состава, содержащего частицы TiC, на подложку путем плазменной сварки дугой прямого действия или осаждения распылением/оплавлением с образованием наплавленного покрытия на подложке, при этом наплавленное покрытие содержит частицы TiC с размером -60+325 меш, при этом частицы TiC равномерно распределены в наплавленном покрытии. Предпочтительно, частицы карбида титана в составе содержат 50-100 мас.% скругленных частиц и 0-50 мас.% угловатых частиц в расчете на массу TiC.
[00015] Настоящее изобретение также предлагает состав, пригодный для плазменной сварки дугой прямого действия или осаждения распылением/оплавлением, причем состав содержит плакированные частицы TiC, при этом плакированные частицы TiC имеют размер -60+325 меш; при этом плакированные частицы TiC содержат частицы карбида титана и плакировочный материал; при этом частицы карбида титана содержат 50-100 мас.% скругленных частиц и 0-50 мас.% угловатых частиц в расчете на массу TiC; при этом плакированные частицы TiC содержат 5-70 мас.% TiC; и при этом плакировочный материал содержит металл и/или сплав.
[00016] Настоящее изобретение также предлагает способ приготовления наплавленного покрытия на подложке, причем наплавленное покрытие содержит карбид титана, а способ содержит:
(a) получение состава по п. 13; и
(b) нанесение состава на подложку путем плазменной сварки дугой прямого действия или осаждения распылением/оплавлением с образованием наплавленного покрытия.
[00017] Настоящее изобретение также предлагает наплавленное покрытие, содержащее частицы карбида титана, причем наплавленное покрытие приготовлено путем:
(a) получения состава по п. 13; и
(b) нанесения состава на подложку методом плазменной сварки дугой прямого действия или осаждения распылением/оплавлением с образованием наплавленного покрытия.
[00018] Настоящее изобретение также предлагает наплавленное покрытие, содержащее частицы карбида титана, причем наплавленное покрытие приготовлено нанесением состава по п. 13 на подложку путем плазменной сварки дугой прямого действия или осаждения распылением/оплавлением с образованием наплавленного покрытия на подложке, при этом наплавленное покрытие содержит частицы TiC с размером -60+325 меш, и при этом частицы TiC равномерно распределены в наплавленном покрытии.
[00019] Состав предпочтительно содержит уплотненные частицы TiC, более предпочтительно уплотненные плазмой частицы TiC. Предпочтительно, частицы TiC имеют размер -100+230 меш. Предпочтительно, состав имеет размер -60+325 меш, более предпочтительно размер -100+230 меш.
[00020] Предпочтительно, частицы не TiC содержат сплав, содержащий никель или железо. Предпочтительно, частицы не TiC содержат неметалл.
[00021] Плакировочный материал предпочтительно включает в себя металлический никель или сплав, содержащий никель. Предпочтительные плакировочные материалы из никелевого сплава включают в себя хром и/или алюминий.
[00022] Предпочтительно, нанесение содержит плазменную сварку дугой прямого действия. Предпочтительно, наплавленное покрытие содержит равномерно распределенный TiC.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
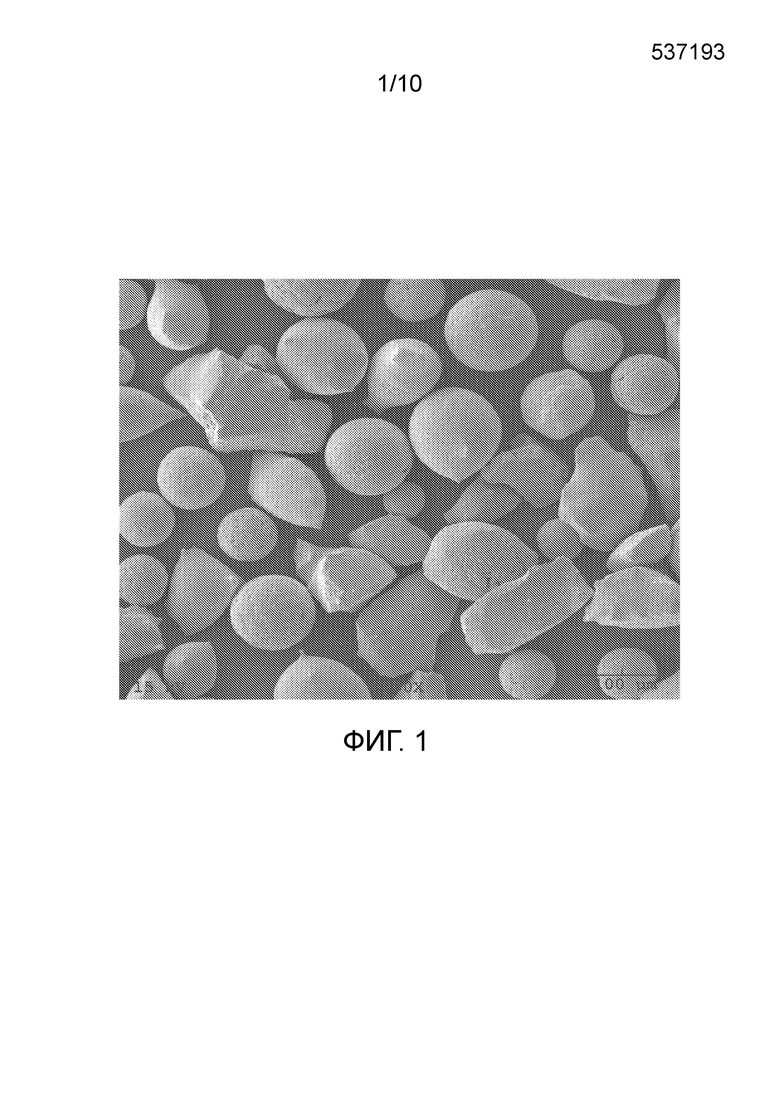
[00023] Фигура 1 представляет собой РЭМ-микрофотографию, увеличение 200x, порошка TiC, применимого в настоящем изобретении. Линия шкалы составляет 100 мкм.
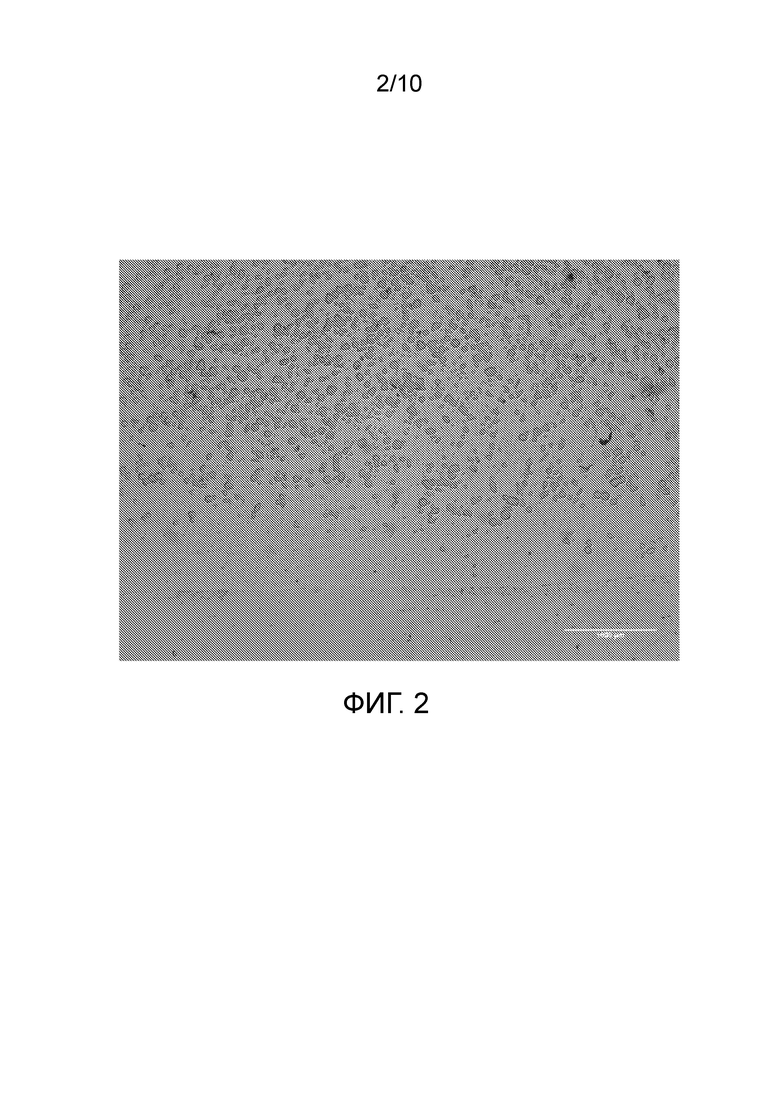
[00024] Фигура 2 представляет собой микрофотографию OLM, увеличение 15x, материала, содержащего 32 мас.% TiC и 68 мас.% самофлюсующегося сплава Ni. Линия шкалы составляет 1000 мкм.
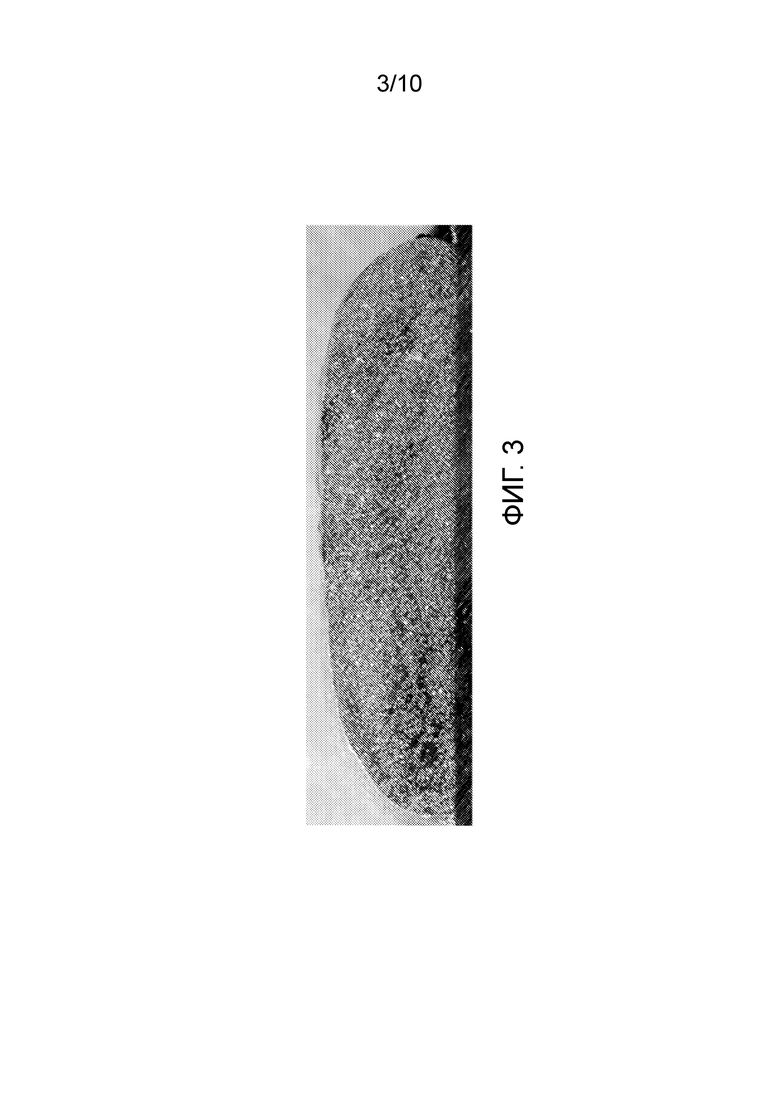
[00025] Фигура 3 представляет собой фотографию поперечного сечения содержащего частицы TiC наплавленного покрытия, осажденного согласно Примеру 1.
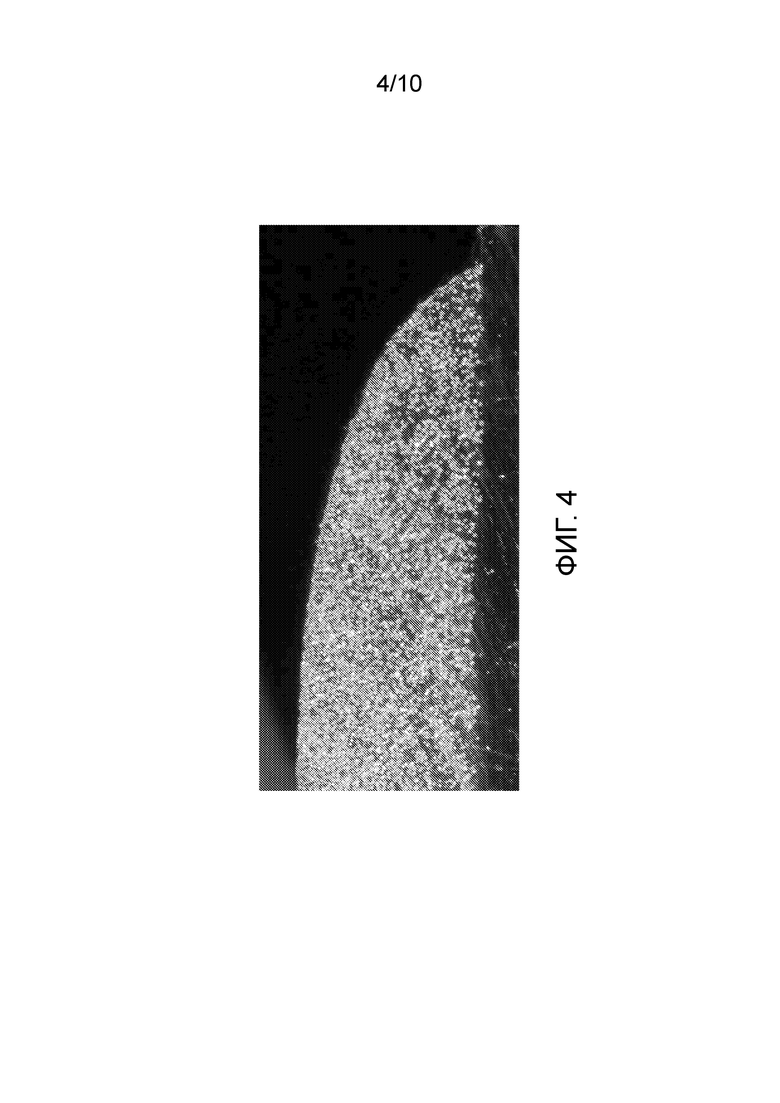
[00026] Фигура 4 представляет собой фотографию поперечного сечения содержащего частицы TiC наплавленного покрытия, осажденного согласно Примеру 2.
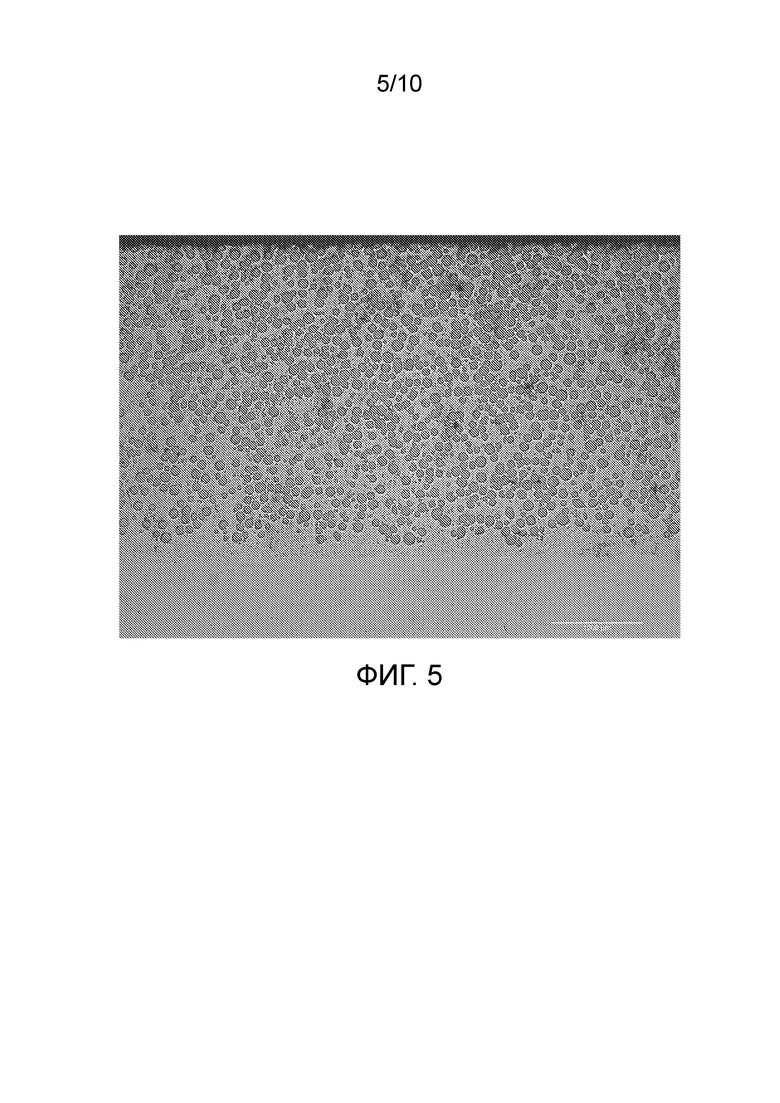
[00027] Фигура 5 представляет собой фотографию поперечного сечения содержащего частицы TiC и сплав (массовое отношение 30/70) наплавленного покрытия, осажденного согласно Примеру 3.
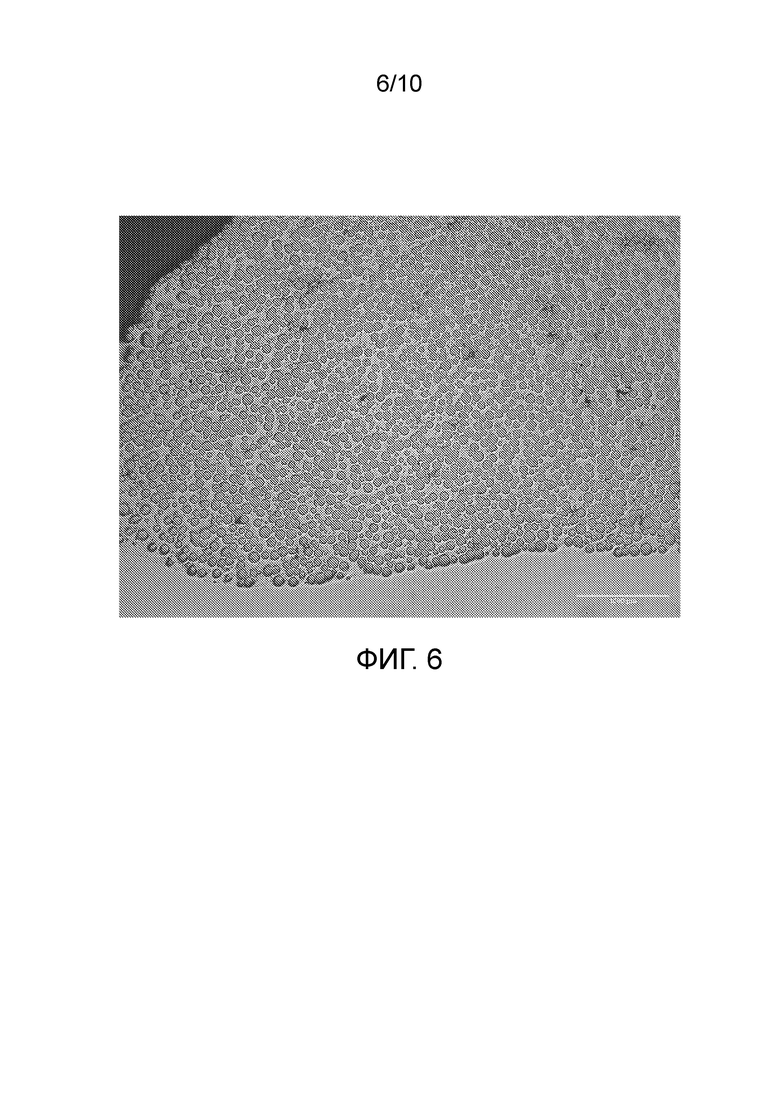
[00028] Фигура 6 представляет собой фотографию поперечного сечения содержащего частицы TiC и сплав (массовое отношение 50/50) наплавленного покрытия, осажденного согласно Примеру 3.
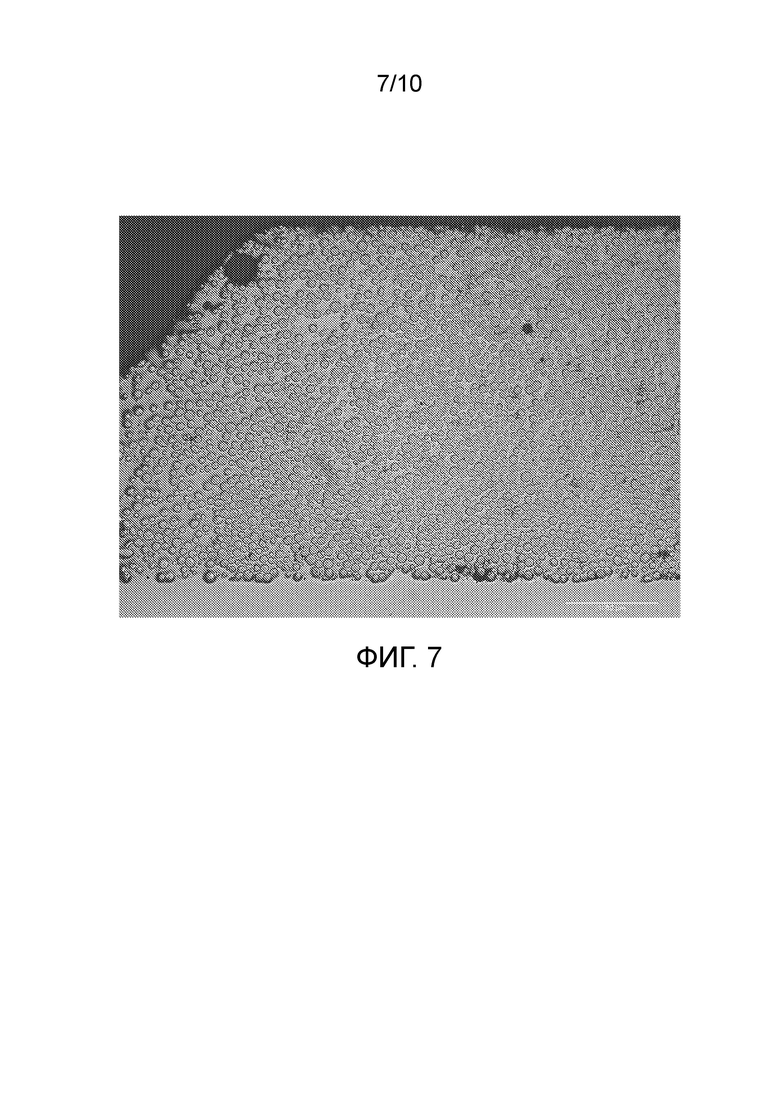
[00029] Фигура 7 представляет собой фотографию поперечного сечения содержащего частицы TiC и сплав (массовое отношение 70/30) наплавленного покрытия, осажденного согласно Примеру 3.
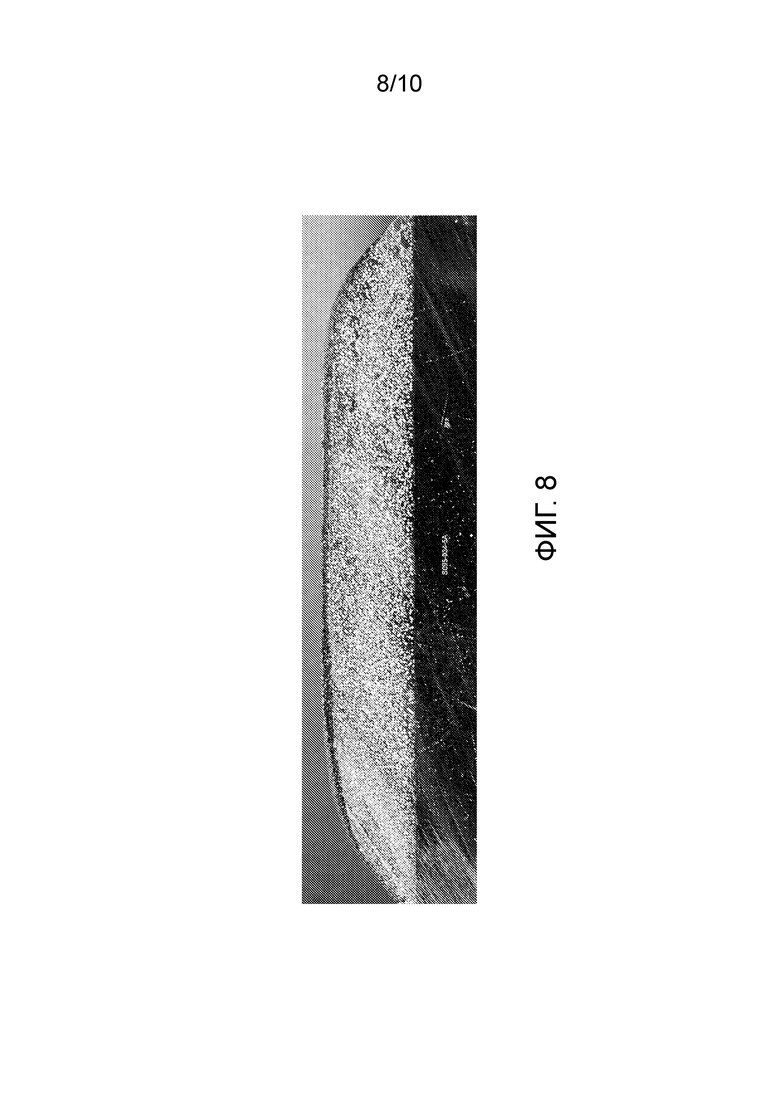
[00030] Фигура 8 представляет собой фотографию поперечного сечения содержащего плакированные никелем частицы TiC наплавленного покрытия, осажденного согласно Примеру 4.
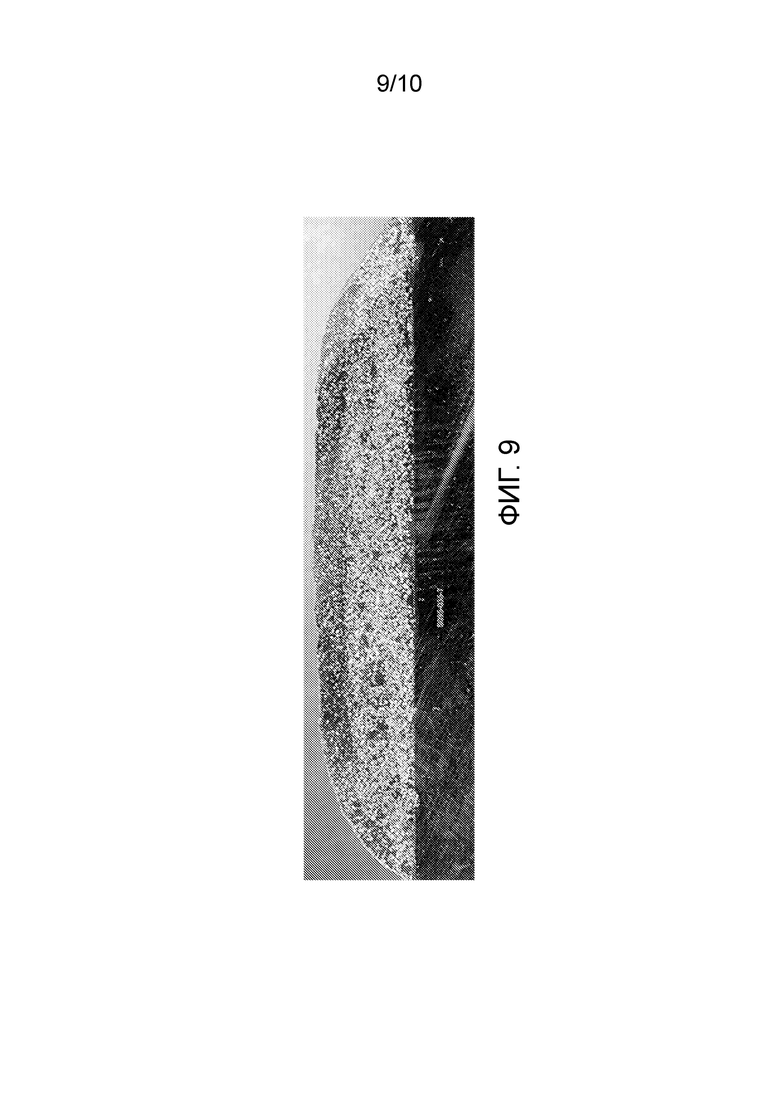
[00031] Фигура 9 представляет собой фотографию поперечного сечения содержащего плакированные сплавом частицы TiC наплавленного покрытия, осажденного согласно Примеру 5.
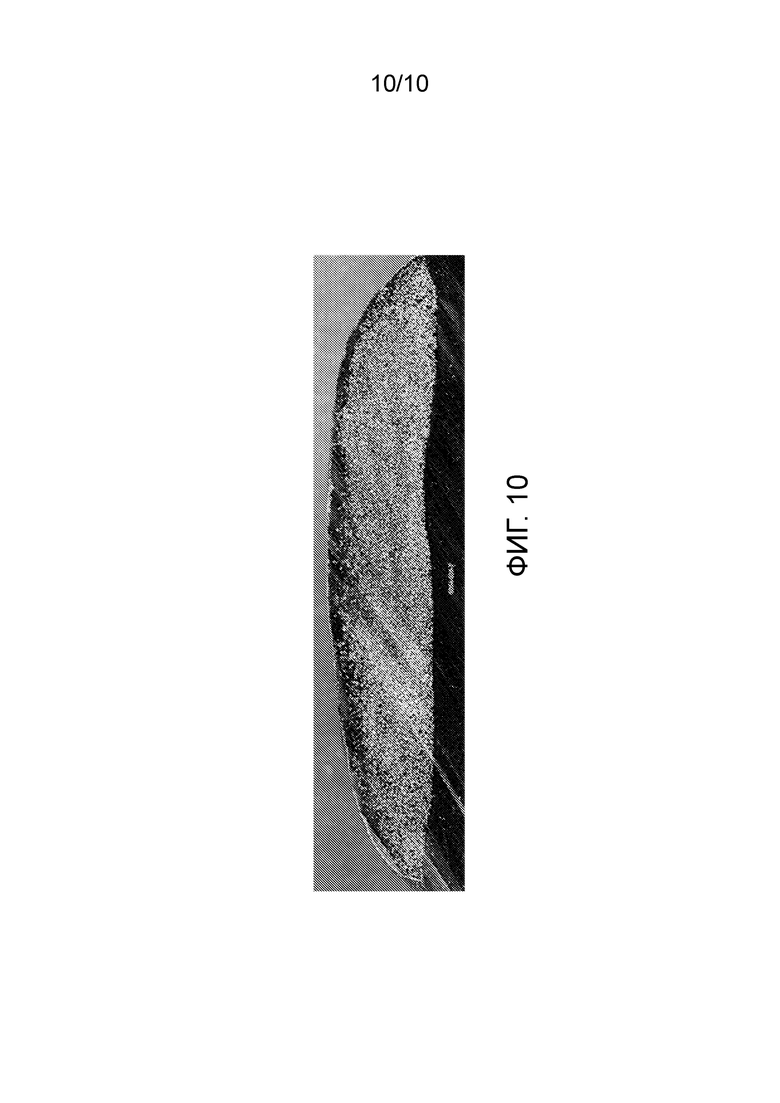
[00032] Фигура 10 представляет собой фотографию поперечного сечения содержащего плакированные сплавом частицы TiC наплавленного покрытия, осажденного согласно Примеру 6.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[00033] Было неожиданно обнаружено, что тенденцией к всплыванию карбида титана можно управлять за счет регулирования плотности и морфологии частиц карбида титана. Скругленные (гладкие) уплотненные частицы карбида титана склонны тонуть в свежеосажденном (незатвердевшем) слое. С другой стороны, представляется, что угловатые частицы уплотненного карбида титана склонны либо всплывать, либо тонуть достаточно медленно, чтобы оставаться на месте при затвердевании наплавленного покрытия. Было неожиданно обнаружено, что путем использования сочетания скругленных и угловатых частиц можно уравновесить эти тенденции друг относительно друга, тем самым получая значительно более равномерное распределение частиц TiC, предпочтительно крупнозернистых частиц TiC, в твердом покрытии, чем ранее было возможно.
[00034] Настоящее изобретение предусматривает способ покрытия подложки порошковым составом, содержащим карбид титана. Карбид титана предпочтительно содержит частицы, которые являются скругленными, а более предпочтительно, также содержит частицы, которые являются угловатыми. В дополнение к карбиду титана, состав может содержать другие компоненты, такие как металлы, сплавы, неметалл и/или другие карбиды. Такой способ нанесения покрытия предпочтительно является газоплазменным (например, плазменной дугой прямого действия) или осаждением распылением/оплавлением.
[00035] TiC легко доступен в продаже с мелкими размерами частиц в несколько микрометров. Такие частицы могут быть агломерированными, например, за счет приготовления взвеси частиц TiC и органического связующего, введения взвеси в камеру распылительной сушилки и распыления сжатым газом. Сферические агломераты частиц TiC, склеенных вместе связующим, собираются и могут быть спечены для удаления связующего и повышения прочности агломератов. Доступны и другие способы агломерирования и спекания, или разновидности описанного выше способа, включая способы, известные обычным специалистам в данной области техники.
[00036] При спекании повышается прочность агломератов TiC и имеется тенденция к тому, чтобы спеченный продукт был пористым, что может вести к всплыванию спеченного агломерата в ванне расплава. Поэтому агломераты предпочтительно обрабатывают для удаления пор, что делает частицы более плотными. Может быть использован любой способ уплотнения. Предпочтительный способ содержит плазменное уплотнение. В плазменном уплотнении агломераты вводят в индукционную плазму, где они плавятся, или частично плавятся, а затем снова затвердевают, с образованием смеси частиц, разнящихся от полностью плотных и сферических частиц до частично расплавленных или нерасплавленных частиц со сферической или угловатой морфологией. Индукционно-плазменное уплотнение можно осуществлять, например, с использованием оборудования, производимого компанией Tekna Advanced Materials Ltd. Предполагается, что аналогичные результаты могут быть достигнуты другими способами уплотнения, например, способами изготовления сферического литого карбида вольфрама, включая способы, широко используемые специалистами в данной области техники. Пригодные имеющиеся в продаже продукты, содержащие плотные скругленные частицы, включают TEKMAT TIC-150 и TIC-125 (Tekna Advanced Materials).
[00037] Плотные частицы TiC обладают множеством других неожиданных преимуществ в дополнение к сниженному всплыванию. Эти преимущества особо выражены в PTA или осаждении распылением/оплавлением. Плотные частицы TiC обладают лучшими механическими свойствами, такими как их когезионная прочность, которая приводит к более высокой износостойкости твердосплавной наплавки. Более высокая плотность приводит к меньшей разности плотностей между TiC и сплавом матрицы (например, плотность сплавов Ni обычно составляет примерно 8-9 г/см3, в зависимости от легирующих элементов). Более правильная форма частиц приводит к более низкой силе лобового сопротивления и, в результате, к лучшему распределению частиц по размерам в наплавленном покрытии. Плотные частицы TiC с обсуждаемыми ниже размерами (например, по меньшей мере 45 мкм) являются особенно предпочтительными из-за их предпочтительных свойств твердости. Теоретическая объемная плотность TiC составляет 4,93 г/см3. Плотные частицы TiC в составах и способах по настоящему изобретению предпочтительно обладают объемной плотностью (включая любые остающиеся поры), составляющей по меньшей мере 4 г/см3, 4,2 г/см3, 4,4 г/см3, 4,6 г/см3, 4,8 г/см3 или 4,9 г/см3.
[00038] Любой источник угловатых частиц карбида титана является приемлемым. Одним путем создания угловатых частиц TiC является способ, раскрытый в патенте США № 4615734. Угловатые частицы также могут быть изготовлены и/или уплотнены с использованием плазменной горелки, такой как горелка, которая может быть получена от компании Tekna Plasma Systems, Inc., предпочтительно, уплотнены в инертной атмосфере. Угловатые частицы также могут быть изготовлены другими способами, такими как размалывание более крупных частиц TiC.
[00039] Отношение скругленных к угловатым частицам TiC может изменяться согласно требованиям любого конкретного применения и может быть определено одним из обычных специалистов в данной области техники. Как правило, отношение скругленных к угловатым частицам TiC может составлять 100:0, 95:5, 75:25 или 50:50, причем все отношения взяты по массе. Диапазоны, образованные любым сочетанием этих значений, также являются предпочтительными. Пригодные имеющиеся в продаже продукты включают TEKMAT TIC-150 и TIC-125 (Tekna Advanced Materials).
[00040] Может быть использован любой размер частиц TiC. Однако, если частицы TiC слишком малы, это может привести к появлению проблем в ходе нанесения твердого покрытия. Меньшие частицы также могут не обеспечить достаточную износостойкость. С другой стороны, частицы, которые слишком велики, не могут быть обработаны надлежащим образом посредством плазменной пушки. Частицы TiC предпочтительно имеют подходящий размер, пригодный для нанесения с использованием метода PTA или распыления/оплавления. Эти частицы предпочтительно являются более крупными, чем или примерно 38 мкм, 45 мкм, 54 мкм или 64 мкм. Эти частицы предпочтительно являются более мелкими, чем или примерно 250 мкм, 210 мкм, 177 мкм, 149 мкм, 125 мкм, 105 мкм, 88 мкм или 74 мкм. Также предпочтительны все диапазоны, образованные из этих значений, например, 44-63 мкм, 37-88 мкм и т.д.
[00041] Когда в состав частиц TiC входят частицы, полностью или частично находящиеся за пределом желаемого диапазона размеров, состав может быть модифицирован для достижения целевого диапазона размеров. Для получения целевого диапазона размеров может быть использован любой из нескольких способ сортировки по размерам, и он может быть определен обычным специалистом в данной области техники. Некоторые способы сортировки по размерам также могут быть использованы для подтверждения распределения частиц по размерам.
[00042] Предпочтительный способ содержит использование сит, которые могут быть стандартизованными или нестандартизованными ситами. Стандартизованные сита предпочтительны и хорошо известны специалистам в данной области техники. Например, сито 325 меш допускает прохождение частиц 44 мкм, а сито 270 меш допускает прохождение частиц 53 мкм. Таким образом, состав -270+325 меш содержит частицы в диапазоне 45-53 мкм. Некоторые стандартизованные размеры ячеек сит включают 60 меш (250 мкм), 70 меш (210 мкм), 80 меш (177 мкм), 100 меш (149 мкм), 120 меш (125 мкм), 140 меш (105 мкм), 170 меш (88 мкм), 200 меш (74 мкм), 230 меш (63 мкм), 270 меш (53 мкм), 325 меш (44 мкм) и 400 меш (37 мкм). Пригодны все диапазоны размеров частиц, образованные сочетаниями размеров ячеек сит, предпочтительно стандартизованных сит. Размеры ячеек сит могут быть использованы в описательном смысле, т.е. без учета того, как было фактически получено распределение частиц состава по размерам (т.е. их гранулометрический состав). Например, гранулометрический состав частиц в 47-52 мкм, полученный любым способом, может удовлетворять распределению -270+325 меш и распределению -230+325 меш. Некоторые предпочтительные для настоящего изобретения размеры ячеек сит и/или размеры частиц включают -60+325 меш, более предпочтительно -80+270 меш, еще более предпочтительно -100+230 меш.
[00043] Может быть использовано любое сочетание диапазонов размеров скругленных частиц TiC и угловатых частиц TiC. Является предпочтительным, чтобы как скругленные, так и угловатые частицы TiC соответствовали одному и тому же диапазону размеров.
[00044] В дополнение к TiC, порошковый состав может содержать один или более компонентов не TiC, т.е. компонентов, отличных от TiC, таких как металлы, сплавы или неметаллы, например, в виде отдельного порошка, или же виде плакировочного материала для частиц TiC. Может быть использована любая пропорция этих компонентов, и она может быть определена одним из обычных специалистов в данной области техники для конкретного применения с использованием этого раскрытия в качестве руководства. Предпочтительно, TiC составляет по меньшей мере 5%, 10%, 15%, 20% или 25% от порошкового состава по массе. Предпочтительно, TiC составляет до 70%, 60%, 50%, 40% или 30% от порошкового состава по массе.
[00045] Металлы и/или сплавы также могут быть включены в состав порошка, например, в виде отдельного порошка, или же в виде плакировочного материала для частиц TiC. Некоторые предпочтительные металлы включают железо, никель, кобальт, медь и/или алюминий. Некоторые предпочтительные сплавы включают сплавы железа, никеля, кобальта, меди и/или алюминия; более предпочтительно, сплавы железа, никеля и/или кобальта; еще более предпочтительно, сплавы никеля и/или железа. Если железо, никель, кобальт или медь являются легирующими элементами, то их содержание предпочтительно составляет до 50 мас.% и/или по меньшей мере 5 мас.%, 10 мас.% или 15 мас.% сплава. Может быть также необязательно использован хром, и при его использовании он предпочтительно составляет до 50 мас.%, 40 мас.% или 30 мас.% сплава, и/или по меньшей мере 5 мас.%, 10 мас.% или 15 мас.% сплава. Может быть необязательно использован алюминий, и при его использовании он предпочтительно составляет до 20 мас.% сплава. Другие металлы, которые могут быть включены в сплавы, включают молибден, ниобий, ванадий, марганец и/или титан, причем каждый до 10 мас.% сплава.
[00046] Сплавы также могут содержать неметаллические компоненты. Например, сплавы могут содержать углерод (предпочтительно, менее 1 мас.%), кремний (предпочтительно, менее 10 мас.%, более предпочтительно, менее 5 мас.%), бор (предпочтительно, менее 10 мас.%, более предпочтительно, менее 5 мас.%) и/или фосфор (предпочтительно, менее 10 мас.%, более предпочтительно, менее 5 мас.%).
[00047] Конкретный используемый сплав зависит от применения и может быть определен специалистом в данной области техники. Предпочтительными являются хромоникелевые сплавы, нержавеющая сталь и углеродистая сталь. Некоторые предпочтительные хромоникелевые сплавы включают имеющиеся в продаже порошки, такие как METCOCLAD, AMDRY и METCO (все выпускаются компанией Oerlikon Metco). Некоторые пригодные нержавеющие стали включают серию 300 (аустенитные хромоникелевые стали), такие как сорт 304 и сорт 316; и серию 400 (ферритные и мартенситные хромистые стали), такие как сорт 410, сорт 420 и сорт 430. Некоторые пригодные углеродистые стали включают низкоуглеродистую сталь с до 0,3% C (такую как AISI 1008, 1010, 1015, 1018, 1020, 1022, 1025), среднеуглеродистую сталь с 0,3-0,6% C (такую как AISI 1030, 1040, 1050, 1060) и высокоуглеродистую сталь с 0,6-0,95% C (такую как AISI 1080, 1095), все из которых имеются в продаже из многих источников.
[00048] При их использовании, металлы, сплавы и неметаллы могут составлять любое количество порошкового состава. Количество и тип компонента не TiC может быть определен специалистом в данной области техники для каждого применения. Как правило, «некарбидтитановая» (не TiC) часть порошкового состава предпочтительно составляет по меньшей мере 50 мас.%, 60 мас.% или 65 мас.% от порошкового состава, и/или до 95 мас.%, 85 мас.% или 75 мас.% от порошкового состава.
[00049] Порошок сплава может иметь любое распределение частиц по размерам, которое допускает комбинирование с порошком TiC и нанесение наплавленного покрытия. Для простоты обработки и обращения, как правило, является предпочтительным, чтобы порошок сплава имел то же распределение частиц по размерам, что и порошок TiC. Например, как и у порошка TiC, пригодное распределение частиц по размерам у порошка сплава подразумевает размеры -60+325 меш, более предпочтительно -80+270 меш, еще более предпочтительно -100+230 меш.
[00050] Когда частицы карбида титана плакированы, их предпочтительно плакируют металлом или сплавом. Как хорошо понятно в данной области техники, «плакирование» относится к нанесению материала (например, металла или сплава) на поверхность другого материала (например, частиц TiC) с образованием слоя. «Плакировка» также может относиться к наносимому материалу или к нанесенному слою. Для плакировки может быть использован любой металл или сплав, предпочтительно, металл или сплав, который образует пригодное наплавленное покрытие при нанесении состава на подложку, предпочтительно, наплавленное покрытие с равномерно распределенным TiC. Предпочтительные плакировочные материалы включают никель и никелевые сплавы.
[00051] При использовании плакированных частиц TiC, частицы TiC могут быть плакированы любым способом и могут быть определены обычным специалистом в данной области техники. В одном таком способе используется гидрометаллургический процесс Шеррита. При плакировании частиц TiC сплавом, плакировка может быть нанесена непосредственно (сразу) в виде сплава, или же плакировка сплавом может быть нанесена поэтапно, например, с нанесением плакировки из первого металла (например, никеля), с последующим легированием плакировки из первого металла другим материалом, таким как хром и/или алюминий. Процесс легирования может быть осуществлен любым способом, таким как способ пакетной цементации. Пакетная цементация содержит смешивание крупнозернистого плакированного порошка с мелкодисперсным порошком легирующего металла и термообработку этой смеси в восстановительной атмосфере, обычно выше 900°C, до тех пор, пока легирующий элемент не продиффундирует в плакировочный материал и не станет равномерно распределенным. Также обычной практикой является добавление активатора, такого как галогенид, предпочтительно хлорид, такой как NH4Cl, для повышения скорости переноса легирующего металла в плакировку композитного порошка. Такой процесс описан, например, в патенте США 3914507, который полностью включен сюда посредством ссылки.
ПРИМЕРЫ
[00052] Пример 1
[00053] Уплотненный плазмой TiC (массовое соотношение скругленные частицы:угловатые частицы примерно 70:30) с диапазоном размеров частиц -125+45 микрометров (-120+325 меш) смешивают вместе с 65 мас.% порошка METCOCLAD 625 (Oerlikon Metco) с диапазоне размеров -100+200 меш. Порошок METCOCLAD 625 (Oerlikon Metco) представляет собой порошок на основе никеля с номинальным химическим составом Ni-21Cr-9Mo-4Nb. Эту простую механическую смесь осаждают методом PTA (плазменной дуги прямого действия) на подложку из мягкой стали. Оборудование для осаждения представляет собой STARWELD 400A с горелкой EXCALIBUR, а параметры осаждения следующие: поток газа Ar в центре 2 л/мин, поток газа Ar для порошка 2 л/мин, поток защитного газа Ar/H2 12 л/мин, напряжение 29 В, ток 145 А, скорость подачи 43 г/мин, ширина колебаний 22 мм, время покоя на каждой стороне 0,2 с, скорость колебаний 1100 мм/мин, скорость перемещения 60 мм/мин, катод и электрод 1/8 дюйма. Поперечное сечение наплавленного покрытия показано на Фиг. 3.
[00054] Наплавленное покрытие испытывали согласно ASTM G65 на износостойкость и сравнивали со стандартом инструментальной стали D2 и промышленным стандартом PTA, PLASMADUR 51322 (WC+40 мас.% NiCrBSi). Результаты показаны в Таблице 1.
Таблица 1
[00055] Два из этих наплавленных покрытий также испытывали на приборе для проведения испытаний на коррозионную эрозию при следующих условиях испытаний: 3,5% NaCl, 35 мас.% загрузки песка, температура 27°C, 24 часа. Результаты показаны в Таблице 2.
Таблица 2
(мг/см2/ч)
(мг/см2/ч)
[00056] Пример 2:
[00057] Уплотненный плазмой TiC (массовое соотношение скругленные частицы:угловатые частицы примерно 70:30) с диапазоном размеров частиц -125+45 микрометров (-120+325 меш) смешивают вместе с 70 мас.% порошка AMDRY 805 (Oerlikon Metco) с диапазоном размеров 140+325 меш. Порошок AMDRY 805 (Oerlikon Metco) представляет собой порошок припоя на основе железа с номинальным химическим составом Fe-29Cr-18Ni-6P-6Si-0,2РЗЭ. Простую механическую смесь осаждают методом PTA (плазменной дуги прямого действия) на подложку из мягкой стали. Оборудование для осаждения представляет собой STARWELD 400A с горелкой EXCALIBUR, а параметры осаждения следующие: поток газа Ar в центре 2 л/мин, поток газа Ar для порошка 2 л/мин, поток защитного газа Ar 12 л/мин, напряжение 27 В, ток 120 А, скорость подачи 25 г/мин, ширина колебаний 18 мм, время покоя на каждой стороне 0,2 с, скорость колебаний 800 мм/мин, скорость перемещения 50 мм/мин, катод 1/8 дюйма и электрод 3/16 дюйма.
[00058] Поперечное сечение наплавленного покрытия показано на Фиг. 4. Наплавленное покрытие обладает равномерным распределением карбида и хорошим сцеплением.
[00059] Показанные здесь особенности приведены лишь в качестве примера и в целях иллюстративного обсуждения вариантов воплощения настоящего изобретения и представлены по причине обеспечения того, что считается наиболее полезным и легко понимаемым описанием принципов и концептуальных аспектов настоящего изобретения. С этой точки зрения, не было предпринято никаких попыток показать структурные детали настоящего изобретения более подробно, чем это необходимо для фундаментального понимания настоящего изобретения, и рассматриваемое вместе с чертежами описание проясняет специалистам в данной области техники, как на практике могут быть воплощены несколько разновидностей настоящего изобретения.
[00060] Пример 3:
[00061] Уплотненный плазмой TiC (массовое соотношение скругленные частицы : угловатые частицы примерно 90:10) с диапазоном размеров частиц -150+45 микрометров (-100+325 меш) смешивают вместе с 65 мас.% всего порошка Metcoclad 316L-Si и порошка сплава Fe29Cr17,5Ni6,5Si6P в отношении 30/70, 50/50 и 70/30. Порошок Metcoclad 316L-Si представляет собой порошок на основе нержавеющей стали 316L с добавкой Si. Эти смеси осаждают методом PTA (плазменной дуги прямого действия) на подложку из мягкой стали. Оборудование для осаждения представляет собой STARWELD 400A с горелкой EXCALIBUR, а параметры осаждения следующие: поток газа Ar/H2 в центре 2 л/мин, поток газа Ar для порошка 2 л/мин, поток защитного газа Ar 16 л/мин, напряжение 30 В, ток 140 А, скорость подачи 25 г/мин, ширина колебаний 26 мм, время покоя на каждой стороне 0,2 с, скорость колебаний 1200 мм/мин, скорость перемещения 45 мм/мин, катод 3/16 дюйма, сопло 1/8 дюйма для отношения 30/70; поток газа Ar/H2 в центре 3 л/мин, поток газа Ar для порошка 2 л/мин, поток защитного газа Ar 16 л/мин, напряжение 30 В, ток 140 А, скорость подачи 39 г/мин, ширина колебаний 26 мм, время покоя на каждой стороне 0,2 с, скорость колебаний 1000 мм/мин, скорость перемещения 50 мм/мин, катод 3/16 дюйма, сопло 1/8 дюйма для отношения 50/50; и поток газа Ar/H2 в центре 3 л/мин, поток газа Ar для порошка 2 л/мин, поток защитного газа Ar 16 л/мин, напряжение 30 В, ток 120 А, скорость подачи 40 г/мин, ширина колебаний 26 мм, время покоя на каждой стороне 0,2 с, скорость колебаний 1000 мм/мин, скорость перемещения 50 мм/мин, катод 3/16 дюйма, сопло 1/8 дюйма для отношения 70/30. Поперечные сечения наплавленных покрытий показаны на Фиг. 5, Фиг. 6 и Фиг. 7 соответственно для отношений 30/70, 50/50 и 70/30.
[00062] Наплавленные покрытия испытывали согласно ASTM G65 на износостойкость и сравнивали с промышленным стандартом Plasmadur 51322 (WC+40 мас.% NiCrBSi). Результаты показаны в Таблице 3.
Таблица 3
[00063] Наплавленные покрытия также испытывали для измерения таких характеристик, как тведрость, микротведрость и содержание Cr в матрице. Результаты показаны в Таблице 4.
Таблица 4
[мас.%]
[00064] Наплавленные покрытия также испытывали на приборе для проведения испытаний на коррозионную эрозию при следующих условиях испытаний: 3,5% NaCl, 35 мас.% загрузки песка, температура 27°C, 24 часа. Результаты показаны в Таблице 5.
Таблица 5
(мг/см2/ч)
(мг/см2/ч)
[00065] Пример 4:
[00066] Уплотненный плазмой TiC (массовое соотношение скругленные частицы : угловатые частицы примерно 80:20) с диапазоном размеров частиц -150+45 микрометров (-100+325 меш) суспендировали в автоклаве и осаждали слой плакировки никелем, по существу покрывающий поверхность частиц TiC, с использованием гидрометаллургического процесса Шеррита, известного специалистам в данной области техники. Плакировка Ni составляет 65 мас.% состава. Этот композитный порошок осаждают методом PTA (плазменной дуги прямого действия) на подложку из мягкой стали. Оборудование для осаждения представляет собой STARWELD 400A с горелкой EXCALIBUR, а параметры осаждения следующие: поток газа Ar/H2 в центре 2,5 л/мин, поток газа Ar для порошка 2 л/мин, поток защитного газа Ar 14 л/мин, ток 120 А, скорость подачи 23,5 г/мин, ширина колебаний 26 мм, время покоя на каждой стороне 0,1 с, скорость колебаний 800 мм/мин, скорость перемещения 30 мм/мин, катод 3/16 дюйма, сопло 1/8 дюйма. Поперечное сечение наплавленного покрытия показано на Фиг. 8.
[00067] Пример 5:
[00068] Плакированный никелем (Ni) порошок TiC (например, из Примера 4) легируют хромом (Cr) путем пакетной цементации с получением плакировки NiCr с отношением Ni/Cr 80/20 мас.%. Этот легированный композитный порошок осаждают методом PTA (плазменной дуги прямого действия) на подложку из мягкой стали. Оборудование для осаждения представляет собой STARWELD 400A с горелкой EXCALIBUR, а параметры осаждения следующие: поток газа Ar в центре 2,5 л/мин, поток газа Ar для порошка 2 л/мин, поток защитного газа Ar 16 л/мин, ток 100 А, напряжение 35 В, скорость подачи 23,5 г/мин, ширина колебаний 26 мм, время покоя на каждой стороне 0,1 с, скорость колебаний 800 мм/мин, скорость перемещения 30 мм/мин, катод 3/16 дюйма, сопло 1/8 дюйма. Поперечное сечение наплавленного покрытия показано на Фиг. 9.
[00069] Пример 6:
[00070] Плакированный NiCr порошок TiC (например, из Примера 5) дополнительно легируют алюминием (Al) путем пакетной цементации с получением плакировки NiCrAl с отношением Ni/Cr/Al 73,5/17,8/8,7 мас.%. Этот легированный композитный порошок осаждают методом PTA (плазменной дуги прямого действия) на подложку из мягкой стали. Оборудование для осаждения представляет собой STARWELD 400A с горелкой EXCALIBUR, а параметры осаждения следующие: поток газа Ar в центре 1,5 л/мин, поток газа Ar для порошка 2 л/мин, поток защитного газа Ar 12 л/мин, ток 150 А, напряжение 30 В, скорость подачи 25 г/мин, ширина колебаний 26 мм, время покоя на каждой стороне 0,1 с, скорость колебаний 800 мм/мин, скорость перемещения 30 мм/мин, катод 3/16 дюйма, сопло 1/8 дюйма. Поперечное сечение наплавленного покрытия показано на Фиг. 10.
[00071] Вышеприведенные примеры представлены лишь для разъяснения, и их не следует рассматривать как ограничивающие настоящее изобретение. Хотя настоящее изобретение было описано со ссылкой на примерные варианты воплощения, следует понимать, что слова, которые были использованы здесь, являются словами описания и иллюстрации, а не словами ограничения. Изменения могут быть проделаны в рамках притязаний прилагаемой формулы изобретения, как указано сейчас и с внесенными поправками, без отступления от объема и сущности настоящего изобретения в его аспектах. Хотя настоящее изобретение было здесь описано со ссылкой на конкретные средства, материалы и варианты воплощения, настоящее изобретение не следует рассматривать как ограниченное раскрытыми здесь конкретными подробностями; напротив, настоящее изобретение распространяется на все функционально эквивалентные структуры, способы и применения, которые находятся в пределах объема прилагаемой формулы изобретения, как указано сейчас и с внесенными поправками.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2021 |
|
RU2788791C1 |
| ИЗНОСОСТОЙКИЙ СЛОЙ | 2018 |
|
RU2773177C2 |
| КОМПОЗИЦИИ ИЗНОСОСТОЙКИХ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, ВКЛЮЧАЮЩИЕ ХРОМ | 2019 |
|
RU2759943C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ИЗДЕЛИЕ ИЗ МЕТАЛЛА ИЛИ СПЛАВА | 2008 |
|
RU2392351C2 |
| СПОСОБ ПОЛУЧЕНИЯ НА ИЗДЕЛИЯХ ИЗ ТВЕРДЫХ СПЛАВОВ ДВУХФАЗНОГО НАНОКОМПОЗИТНОГО ПОКРЫТИЯ, СОСТОЯЩЕГО ИЗ НАНОКЛАСТЕРОВ КАРБИДА ТИТАНА, РАСПРЕДЕЛЕННЫХ В АМОРФНОЙ МАТРИЦЕ | 2013 |
|
RU2557934C2 |
| КОМПОЗИЦИИ ИЗНОСОСТОЙКИХ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, ВКЛЮЧАЮЩИЕ НИКЕЛЬ | 2019 |
|
RU2759923C1 |
| Способ микроплазменного напыления износостойких покрытий на основе плакированных порошков системы Ti/TiB | 2023 |
|
RU2812935C1 |
| Способ плазменно-порошковой наплавки модулированным током | 1988 |
|
SU1562082A1 |
| ВАКУУМНО-ДУГОВОЙ СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2018 |
|
RU2685913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ИЗНОСОСТОЙКИМ КОРРОЗИОННО-УСТОЙЧИВЫМ ПОКРЫТИЕМ | 2024 |
|
RU2824444C1 |
Изобретение относится к способу получения наплавленного покрытия на подложке (варианты), материалу для получения наплавленного покрытия (варианты) и наплавленному на подложку покрытию(варианты). Способ включает получение материала, содержащего частицы TiC и частицы не TiC и нанесение материала на подложку путем плазменной сварки дугой прямого действия или осаждения распылением/оплавлением с образованием наплавленного покрытия. Частицы TiC имеют размер -60+325 меш и содержат 50-100 мас.% скругленных частиц и 0-50 мас.% угловатых частиц в расчете на массу TiC. Содержание частиц TiC составляет 5-70 мас.% от состава материала в расчете на массу частиц TiC и не TiC. Частицы не TiC содержат сплав и/или неметалл. 6 н. и 15 з.п. ф-лы, 10 ил., 5 табл., 6 пр.
1. Способ получения наплавленного покрытия на подложке, содержащего карбид титана, включающий:
(a) получение материала, содержащего частицы TiC и частицы не TiC,
(b) нанесение материала на подложку путем плазменной сварки дугой прямого действия или осаждения распылением/оплавлением с образованием наплавленного покрытия,
при этом частицы TiC имеют размер -60+325 меш и содержат 50-100 мас.% скругленных частиц и 0-50 мас.% угловатых частиц в расчете на массу TiC, а содержание частиц TiC составляет 5-70 мас.% от состава материала в расчете на массу частиц TiC и не TiC, и при этом частицы не TiC содержат сплав и/или неметалл.
2. Способ по п. 1, в котором материал содержит уплотненные плазмой частицы TiC.
3. Способ по п. 1, в котором частицы материала имеют размер -60+325 меш.
4. Способ по п. 1, в котором частицы материала имеют размер -100+230 меш.
5. Способ по п. 1, в котором частицы не TiC содержат сплав, содержащий никель или железо.
6. Способ по п. 1, в котором частицы не TiC содержат неметалл.
7. Способ по п. 1, в котором нанесение материала выполняют плазменной сваркой дугой прямого действия.
8. Способ по п. 1, в котором получают наплавленное покрытие, содержащее равномерно распределенный TiC.
9. Материал для получения наплавленного покрытия, содержащего TiC, на подложке путем плазменной сварки дугой прямого действия или осаждения распылением/оплавлением, содержащий частицы TiC и частицы не TiC, причем частицы TiC имеют размер -60+325 меш и содержат 50-100 мас.% скругленных частиц и 0-50 мас.% угловатых частиц в расчете на массу TiC, при этом содержание TiC составляет 5-70 мас.% от состава материала в расчете на массу частиц TiC и не TiC, и при этом частицы не TiC содержат сплав и/или неметалл.
10. Наплавленное покрытие на подложке, содержащее частицы карбида титана и полученное нанесением материала, содержащего частицы TiC и частицы не TiC, путем плазменной сварки дугой прямого действия или осаждения распылением/оплавлением с образованием наплавленного покрытия, при этом частицы TiC имеют размер -60+325 меш и содержат 5-100 мас.% скругленных частиц и 0-50 мас.% угловатых частиц в расчете на массу TiC, при этом содержание TiC составляет 5-70 мас.% от состава материала в расчете на массу частиц TiC и не TiC, и при этом частицы не TiC содержат сплав и/или неметалл.
11. Наплавленное покрытие на подложке, содержащее частицы карбида титана и полученное нанесением материала, содержащего частицы TiC, путем плазменной сварки дугой прямого действия или осаждения распылением/оплавлением, при этом наплавленное покрытие содержит частицы TiC с размером -60+325 меш, причем частицы TiC равномерно распределены в наплавленном покрытии.
12. Наплавленное покрытие по п. 11, в котором частицы карбида титана в материале содержат 50-100 мас.% скругленных частиц и 0-50 мас.% угловатых частиц в расчете на массу TiC.
13. Материал для получения наплавленного покрытия на подложке, предназначенный для плазменной сварки дугой прямого действия или осаждения распылением/оплавлением, содержащий плакированные частицы TiC, причем плакированные частицы TiC имеют размер -60+325 меш, при этом плакированные частицы TiC содержат частицы карбида титана и плакировочный материал, при этом частицы карбида титана содержат 50-100 мас.% скругленных частиц и 0-50 мас.% угловатых частиц в расчете на массу TiC, и плакированные частицы TiC содержат 5-70 мас.% TiC, и при этом плакировочный материал содержит металл и/или сплав.
14. Материал по п. 13, в котором плакировочный материал содержит никель.
15. Материал по п. 13, в котором плакировочный материал содержит сплав, содержащий никель.
16. Материал по п. 15, в котором сплав, содержащий никель, дополнительно содержит по меньшей мере один из хрома и алюминия.
17. Материал по п. 13, в котором частицы TiC содержат уплотненные плазмой частицы TiC.
18. Материал по п. 13, в котором плакированные частицы TiC имеют размер - 100+230 меш.
19. Способ получения наплавленного покрытия на подложке, содержащего карбид титана, включающий:
(a) получение материала по п. 13, и
(b) нанесение материала на подложку путем плазменной сварки дугой прямого действия или осаждения распылением/оплавлением с образованием наплавленного покрытия.
20. Наплавленное покрытие на подложке, содержащее частицы карбида титана и полученное нанесением материала по п.13 на подложку путем плазменной сварки дугой прямого действия или осаждения распылением/оплавлением с образованием наплавленного покрытия.
21. Наплавленное покрытие на подложке, содержащее частицы карбида титана и полученное нанесением материала по п. 13 на подложку путем плазменной сварки дугой прямого действия или осаждения распылением/оплавлением с образованием наплавленного покрытия на подложке, при этом наплавленное покрытие содержит частицы TiC с размером -60+325 меш, и при этом частицы TiC равномерно распределены в наплавленном покрытии.
| US 4704336 A, 03.11.1987 | |||
| US 4615734 A, 07.10.1986 | |||
| US 20070267390 A1, 22.11.2007 | |||
| РЕЖУЩАЯ ПЛАСТИНА С КЕРАМИЧЕСКИМ ПОКРЫТИЕМ | 2008 |
|
RU2456126C2 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ СПЛАВ НА ОСНОВЕ КАРБИДА ТИТАНА И МЕТАЛЛИЧЕСКОГО СВЯЗУЮЩЕГО С МОДИФИЦИРОВАННОЙ СТРУКТУРОЙ ПОВЕРХНОСТНОГО СЛОЯ | 2011 |
|
RU2459887C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ И ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ | 1999 |
|
RU2161661C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ, СНАБЖЕННОЕ ПОКРЫТИЕМ | 2007 |
|
RU2467092C2 |
| RU 2000120659 A, 27.09.2002. | |||

