Изобретение относится к обработ- ке металлов давлением и может быть использовано при производстве ;1истов плит, лент, переходных контактов и корпусных изделий из алюминия или его сплаов с локальной плакировкой металлами и сплавами, имеющими сопротивление деформации большее, чем сопротивление деформации алюминия или его сплавов при горячей пластической деформации. Плакированные листы, плиты, ленты, переходные контакты и корпусные изделия могут быть использованы в авиации, электротех- ,нике и других отраслях народного хозяйства.
Целью изобретения является получение высококачественных изделий из алюминия и его сплавов, локально пла кированных медью и другими металлами
На чертеже показано изделие, полученное в соответствии с предлагаемым способом.
Плакировку -1 из .стали, титана, меди предварительно с одной стороны соединяют прокаткой с алюминием 2. Прокаткой достигается высокая прочность соединения алюминиевой прослойки со сталью, титаном, медью. Затем зону контакта со стороны плакировки 1 и основы 3 подвергают металлизации порошком 4,,например порошком цинка, посредством напыления или вдавливания частиц порошка в поверх- ность алюминия .с образованием прочны металлических связей между частицами nopojoKa и алюминием.
Локальное плакирование алюминия ;или его сплавов металлами, имеющими сопротивление деформации больше, чем сопротивление деформации алюминия или его сплавов при горячей платической деформации, достигается предварительным сжатием пакета при отношении среднего давления сжатия пакета к сопротивлению деформации алюминия в пределах 0,6-0,95, нагревом зоны контакта соединяемых слоев до температуры плавления порошкового материала и деформированием пакета с обжатием 1-5%. Нагрев в зоне контакта может осуществляться различными методами: нагретыми плоскими бойками, электрическим током и т.д. При зтом кор такт алюминиевой основы с алюминиевым слоем на плакировке, например, из стали, титана, меди происходит через слой жидкого ме
10
15
20 .
25 30jj х
40 сA476I 2
талла, ускоряющего процесс диффузионного взаимодействия слоев за счет кой металлической фазы и контактного давления при деформации пакета 1-5%. При расплавлении слоя цинкового порошка в зоне контакта соединяемых металлов образуются условия жидкостного трения, которые создают благоприятные предпосылки для разрушения окисных пленок, снижают величину дополнительных растягивающих напряжений в твердом слое из стали, титана, меди. Это уменьшает вероятность появления утонений и трещин в плакировке, дает возможность подучить локальную плакировку со степенью деформации пакета 1-5%.
Расплавление частиц порошка обеспечивает при малых деформациях взаи- модействие слоев алюминия двухслойной плакировки и алюминиевой основы заготовки, свободных от окислов с образованлем переходной зоны высокой прочности.
При сжатии пакета с отношением среднего давлен я сжатия к сопротивлению деформации алюминия меньше 0,6 порошковый материал в процессе нагрева зоны контакта окисляется, что снижает качество изделия.
При отношении среднего давления сжатия пакета к сопротивлению деформации алюминия больше 0,95 пакет деформируется, опережая разогрев зоны контакта и оплавления порошка, что снижает качество соединения слоев.
При отсутствии расплавления порошка в зоне контак та соединение слоев не происходит.
При деформировании пакета манее 1% требуемое качество соединения не достигается.
При деформировании пакета более 57, происходит утонение основы, появления складок, гофров и других дефектов основного слоя.
При применении порошкового материала с твердостью, меньшей или ной твердости алюминия, эффект металлизации на достигается полностью из-за отсутствия достаточно прочной металлической связи между частицами порошка и неталлом, т.к. не происходит ,разрушения окисных пленок на поверхности алюминия.
Всем предъявляемым требованиям удовле воряет порошок цинка или его эвтектический сплав с алюминием.
45
50
55
31А
Способ осу1чествляется следующим образом.
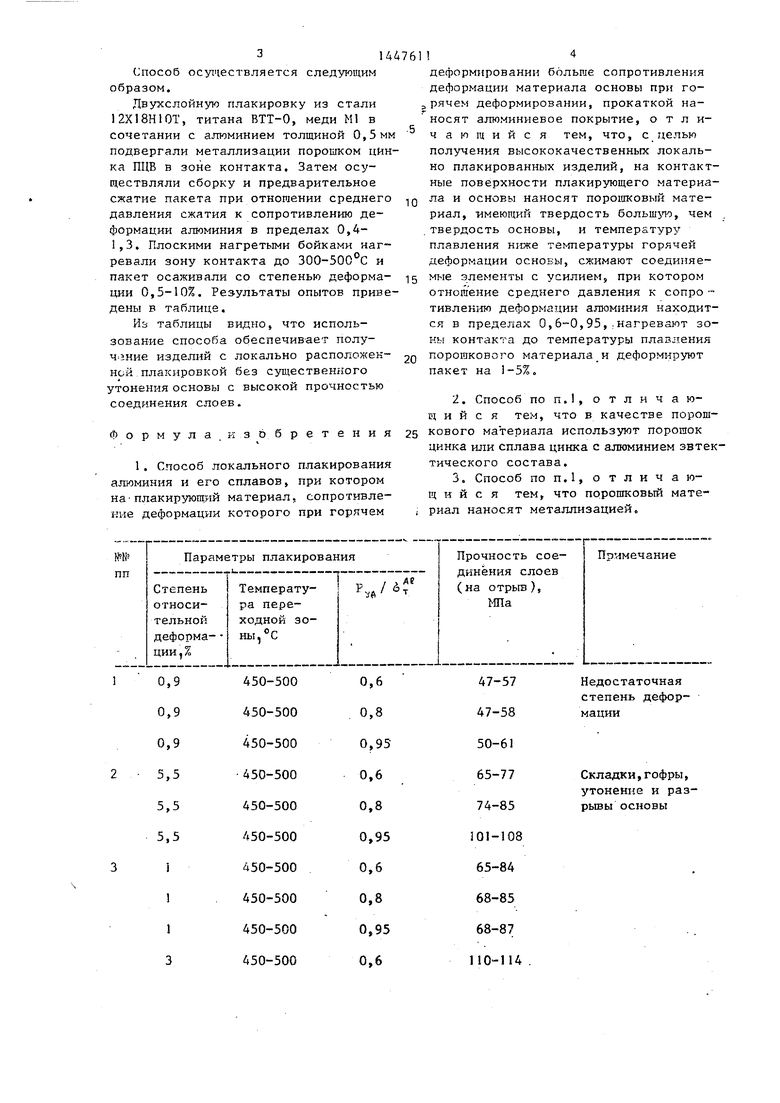
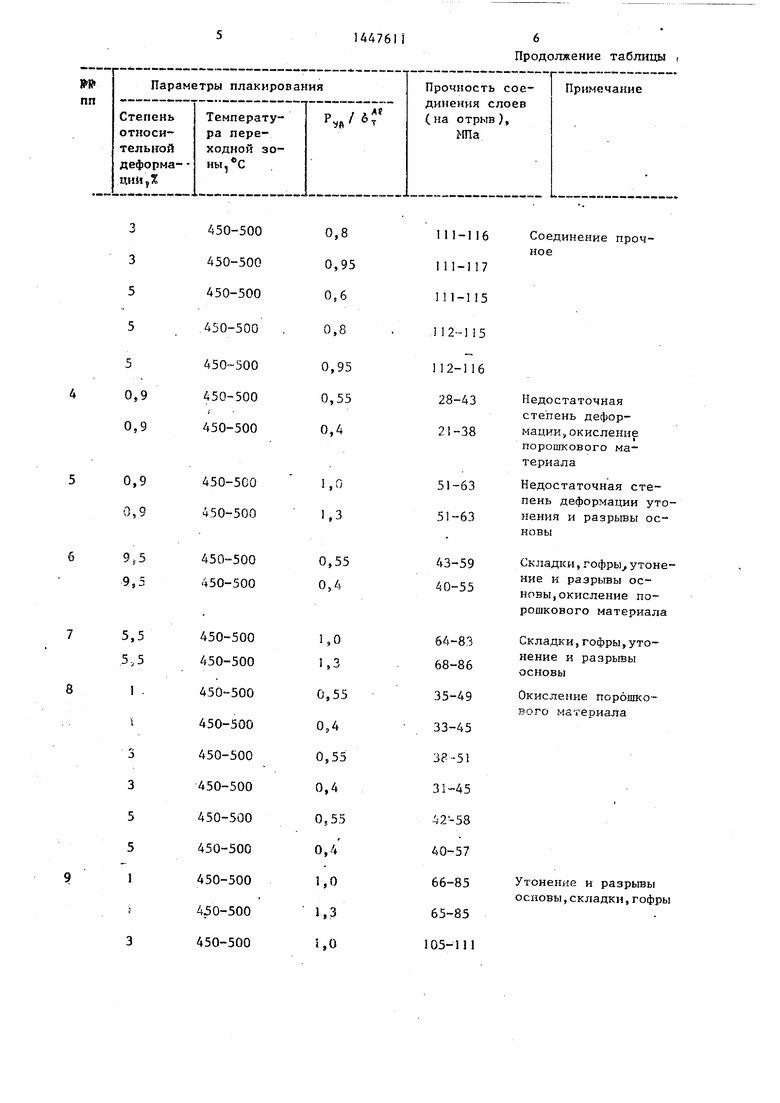
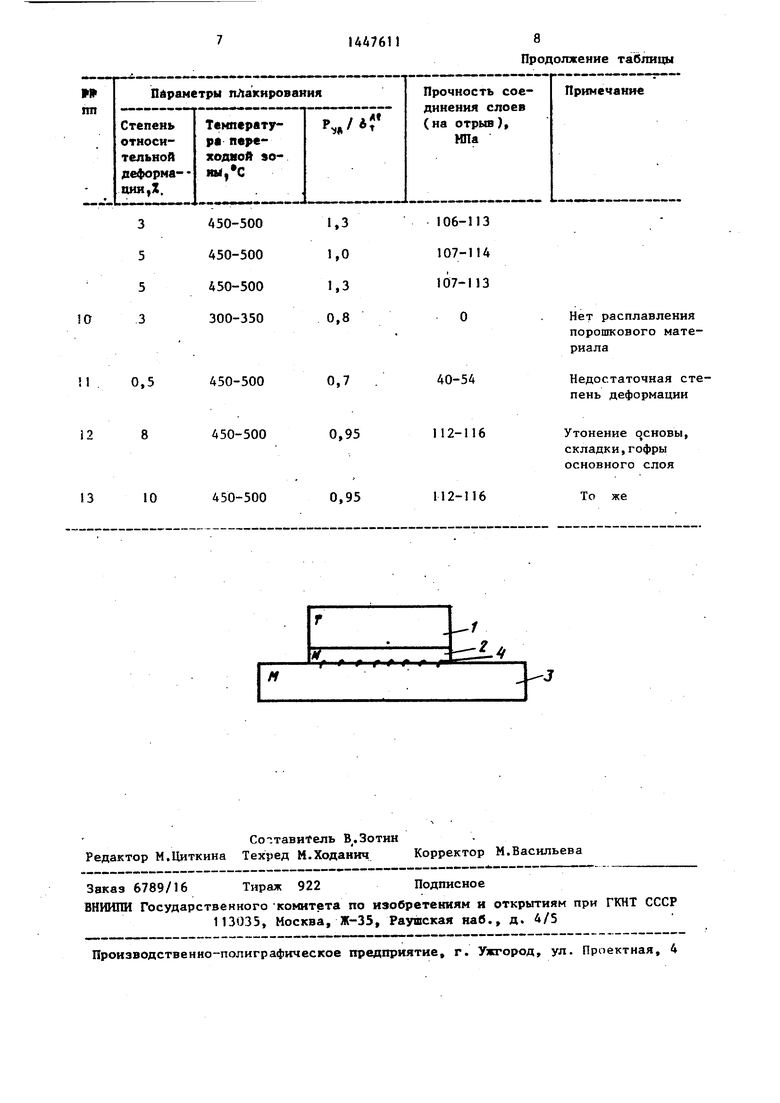
Двухслойную плакировку из стали 12Х18Н10Т, титана ВТТ-0, меди Ml в сочетании с алюминием толщиной 0,5мм подвергали металлизации порошком цинка ПЦВ в зоне контакта. Затем осуществляли сборку и предварительное сжатие пакета при отногаении среднего давления сжатия к сопротивлению деформации алюминия в пределах 0,4- 1,3. Плоскими нагретьми бойками нагревали зону контакта до 300-500 С и пакет осаживали со степенью деформации 0,5-10%. Результаты опытов приведены в таблице.
Из таблицы видно, что использование способа обеспечивает полу- Ч 1Ние изделий с локально расположен- ной,плакировкой без существенного утонения основы с высокой прочностью соединения слоев.
Формула. КЗ обретения
1. Способ локального плакирования алюминия и его сплавов, при котором наплакирующий материал, сопротивление деформации которого при горячем
0
5
;
5
деформировании больще сопротивления деформации материала основы при го, рячем деформировании, прокаткой наносят алюминиевое покрытие, отличающийся тем, что, с целью получения высококачественных локально плакированных изделий, на контактные поверхности плакирующего материала и основы наносят порошковый материал, -имеющий твердость больш то, чем
.твердость основы, и температуру плавления ниже температуры горячей деформации основы, сжимают соединяемые элементы с усилием, при котором отношение среднего давления к сопро - тивлению деформации алюминия находится в пределах 0,6-0,95,нагревают зоны контакта до температуры плавления порошкового материала и деформируют пакет на 1-5%.
2.Способ по п.,отличающ и и с я тем, что в качестве порошкового материала используют порошок цинка или сплава цинка с алюминием звтек- тического состава.
3.Способ по п.1, о т л и ч а ю- рд и и с я тем, что порошковый материал наносят металлизацией.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойного пакета | 1989 |
|
SU1682092A1 |
| ПАКЕТ ДЛЯ ПОЛУЧЕНИЯ ЛОКАЛЬНО ПЛАКИРОВАННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2080220C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СЛОИСТАЯ ПРОСЛОЙКА НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 2003 |
|
RU2232076C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ, В СОСТАВ КОТОРЫХ ВХОДИТ АЛЮМИНИЙ И ЕГО СПЛАВЫ | 2004 |
|
RU2268124C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ЛЕГКОГО ЭНЕРГО- И ЗВУКОПОГЛОЩАЮЩЕГО ТЕПЛОИЗОЛИРУЮЩЕГО МАТЕРИАЛА | 2001 |
|
RU2205726C1 |
| Многослойный пакет | 1991 |
|
SU1803290A1 |
| ТРЕХСЛОЙНЫЙ КОМПОЗИЦОННЫЙ МАТЕРИАЛ ДЛЯ ПЛАКИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2033909C1 |
| Пакет для получения двухслойных композиционных материалов | 1991 |
|
SU1813031A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ЗАГОТОВКИ В ВИДЕ ПОЛОСЫ ИЛИ ЛИСТА ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2009 |
|
RU2422283C1 |
Изобретение относится к сварке давлением и может быть использовано при изготовлении многослойных листов, лент плит и других изделий с локальной плакировкой, которые могут найти применение в авиационной, электротехнической и других отраслях промышленности. Цель изобрете- ння - получение высококачественных локально плакированных изделий. Для этого основу из алюминия или его сплавов и плакирующий материал с предварительно нанесенным на контактную поверхност ь слоем алюминия метал- лизирукт порошковы материалом. В качестве материала покрытия используют металл или сплав, имеющий сопротивление деформации больше сопротив- левния деформации алюминия или его сплавов при горячем деформировании. Материалом для металлизации может служить по рошок металла или сплава, имеющего температуру плавления ниже температуры плавления алюминия, а твердость выше твердости алюминия, например цинк или сплав цинка и алюминия эвтектического состава. Далее пакет сжимают, нагревают и деформируют. Сжатие пакета проводят при от ношении среднего давления к сопротивлению деформа1,ии алюминия в интервале 0,6-0,95. Температура нагрева пакета соответствует температл е плавления порошкового материала. Величина обжатия при деформации составляет 1 -5%. Использование способа обеспечивает получение изделий с ло кально расположенной плакировкой без существенного утонения основы : с высокой прочностью соединения. 2 з.п. ф-лы, 1 ил, 1 табл.
Недостаточная степень деформации
Складки,гофры, утонение и разрывы основы
Соединение прочное
Недостаточная степень деформации 5 окисление порошкового материала
Недостаточная степень деформации утонения и разрьшы основы
Складки,гофры утонение и раэрьшы основы, окисление порошкового материала
Складки,гофры,утонение и разрывы основы
Окисление nopdnnKO- вого материала
Утонение и разрьдаы основы,складки,гофры
PIC пл
10
П
0,5
450-500
0,7
12
450-500
0,95
13
10
450-500
0,95
Примечание
Нет расплавления порошкового материала
Недостаточная степень деформации
Утонение сновы, складки,гофры основного слоя
То же
| Кирпа И.Г., Колесников Н.П | |||
| и др.Исследование энергосиловых параметров при прокатке биметаллических листов, алюминий-медь-ал1оь1иний.- Цветные металлы, 1963, № 3, с.61, Патент ClUA К 4046304, кл | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
