Область техники
Настоящее изобретение относится к плакированным основам из сплавов и способам их изготовления. Изобретение также относится к изделиям, изготовленным из таких плакированных основ или содержащих их, и к способам изготовления таких изделий.
Описание известного уровня техники
В некоторых применениях, где требуется материал, сочетающий в себе высокую прочность и коррозионную стойкость, используются плакированные сплавы. Основным примером плакированного сплава, имеющего высокую прочность и коррозионную стойкость, является слой нержавеющей стали, противоположные поверхности которого плакированы слоем никеля или никелевого сплава (то есть сплава, состоящего преимущественно из никеля). Применения, в которых используются такие плакированные материалы, включают в себя химические цистерны, дымоходы, аккумуляторы, трубопроводы, теплообменники, нефте- и газопроводы, резервуары для химикатов и кухонная посуда. Слой нержавеющей стали обеспечивает относительно высокую прочность, а плакирующие слои никеля или никелевого сплава обеспечивают коррозионную стойкость в жестких условиях. Преимущество использования такой нержавеющей стали с двусторонней плакировкой заключается в том, что этот композиционный материал дешевле некоторых высоколегированных супераустенитных сталей и никелевых сплавов, обеспечивающих аналогичный уровень коррозионной стойкости.
В процессе плакирования материал основы плакируют либо одним плакирующим слоем, либо плакирующими слоями на обеих противоположных поверхностях основы. Процесс, используемый для получения плакирующего сплава, должен обеспечить достаточную связь одного (при односторонней плакировке) или двух (при двусторонней плакировке) плакирующих слоев с основой, чтобы исключить отслоение плакирующих слоев в условиях эксплуатации. Существует несколько методов плакирования.
Один известный способ изготовления плакированной нержавеющей стали описан в патенте США №4936504. Более конкретно, в этом патенте описаны способы плакирования нержавеющей стали различными материалами, включающими в себя медь, никель и инвар (сплав железо-36% никеля). В общем, в данном патенте описан способ, согласно которому основа из нержавеющей стали и плакирующие материалы укладывают в пакет, а затем сворачивают в тугой рулон. Этот рулон нагревают в вакуумной печи при высокой температуре в течение длительного периода времени, для обеспечения диффузионного соединения плакирующего материала с нержавеющей сталью. Для работы оборудования вакуумной печи и поддержания повышенной температуры рулона в течение длительного периода времени при осуществлении способа согласно известному патенту требуется значительное количество энергии, что существенно повышает стоимость готового плакированного материала.
В патенте США №5183198 описан способ изготовления плакированного стального листа, согласно которому нержавеющую сталь или никелевый сплав накладывают на сплав на основе железа, содержащий 0,020-0,06% углерода, 0,5% или менее кремния, 1,0-1,8% марганца, 0,03% или менее фосфора, 0,005% или менее серы, 0,08-0,15% ниобия, 0,005-0,03% титана, 0,05% или менее алюминия и 0,002-0,006% азота. (Все данные приводятся в массовых процентах, если не указано иное). Заготовки, состоящие из плакирующего материала и материала основы, прокатывают в листы заданной толщины. После выравнивания, очистки и обезжиривания всех контактирующих поверхностей листов готовят сборную заготовку путем размещения листа из плакирующего материала и основы железа между двумя листами плакирующего материала. Затем собранные листы герметично сваривают по периметру и с помощью вакуумного насоса удаляют воздух между контактирующими поверхностями листов. Собранную заготовку нагревают при температуре в интервале 1100-1250°F и подвергают одной или более операциям прокатки и охлаждения, чтобы обеспечить связывание материалов и сформировать плакированный продукт. В отличие от способа по патенту '504, в котором используется вакуумная печь, в патенте '198 вакуум создают только в пространстве между противоположными поверхностями плакирующего материала и материалом основы.
В другом известном способе изготовления плакированных материалов, так называемом плакировании методом взрыва, для образования металлургической связи между двумя или более схожими или различными материалами используется управляемая энергия детонирующего взрывчатого материала. Плакирование методом взрыва представляет собой процесс холодного прессования, при котором загрязняющая поверхностная пленка на соединяемых материалах пластично сбивается с основных металлов в результате столкновения двух металлов при высоком давлении. Во время высокоскоростного столкновения металлических листов между ними образуется струя, которая уносит загрязняющие пленки, вредные для образования металлургической связи. Металлические листы, очищенные действием этой струи от поверхностных пленок, соединяются по внутренней стороне под влиянием очень высокого давления, которое возникает в месте столкновения. К этой технологии относятся патенты США №№3233312, 3397444 и 3493353.
Во всех описанных выше известных способах плакирования необходимо использовать вакуумное устройство или другое сложное оборудование. Кроме того, способ плакирования по патенту '504 ограничен, например, изготовлением относительно тонкого рулонного продукта и требует отдельной горячей и холодной прокатки основы и плакирующих материалов в тонкий лист перед операцией плакирования. Что касается плакирования методом взрыва, это обычно дорогой и трудоемкий процесс, в котором требуется использовать опасные взрывчатые материалы и который может приводить к образованию неоднородной волнистой поверхности раздела между слоями основы и плакировки, что может быть недопустимо для некоторых применений.
Поэтому необходимо создать альтернативный способ плакирования нержавеющих сталей и других материалов плакирующими сплавами. Предпочтительно, чтобы в таком альтернативном способе не требовалось использовать вакуумную печь, оборудование для плакирования методом взрыва или другое сложное технологическое оборудование.
Краткое изложение сущности изобретения
Согласно одному аспекту настоящего изобретения предложен новый способ изготовления плакированного продукта из материала основы и плакирующего материала, в котором и материал основы, и плакирующие материалы являются сплавами. Предложенный способ заключается в том, что собирают вместе основу и плакирующие материалы и сваривают их между собой для образования так называемого "сварного пакета", а затем подвергают сварной пакет горячей прокатке для формирования горячекатаной полосы. Сварной пакет можно получить путем размещения плакирующего материала на материале основы таким образом, чтобы по меньшей мере первая кромка плакирующего материала не доходила до первой кромки материала основы, формируя тем самым краевую зону между соседними первыми кромками. Внутри этой краевой зоны рядом с первой кромкой плакировочного материала размещают сплав, имеющий более высокую прочность в горячем состоянии, чем плакирующий материал. Материал, расположенный в указанной краевой зоне, препятствует распространению плакирующего материала за пределы материала основы во время операции горячей прокатки.
В некоторых вариантах описанного выше способа плакирующий материал и материал основы присутствуют в сварном пакете в виде отдельных листов, и краевая зона образована пространством между первой кромкой листа плакирующего материала и соседней первой кромкой листа материала основы. В некоторых из этих вариантов материал, имеющий более высокую прочность в горячем состоянии, чем плакирующий материал, является самим материалом основы, и в этом случае лист плакировочного материала размещают в углублении, выполненном в поверхности листа материала основы, таким образом, чтобы выступающая часть материала основы образовала по меньшей мере одну стенку углубления и формировала в упомянутой краевой зоне рядом по меньшей мере с первой кромкой листа плакирующего материала. Углубление можно выполнить в поверхности листа материала основы любым обычным методом, например, путем отливки с формированием выемки или удаления материала с поверхности листа, например, путем механической обработки.
В некоторых других вариантах предложенного способа по меньшей мере один обрамляющий элемент, выполненный из сплава, имеющего меньшую прочность в горячем состоянии, чем плакирующий материал, размещают на листе материала основы рядом с первой кромкой листа плакирующего материала в краевой зоне между этой первой кромкой и первой кромкой листа материала основы.
Предполагается, что предложенный способ можно использовать с широким спектром комбинаций материалов основы и плакирующих материалов. В качестве неограничительного примера можно использовать такой материал основы, как нержавеющая сталь (например, нержавеющая сталь Т-316L) или углеродистая сталь.
Как правило, пригодные плакирующие материалы не должны плавиться при температурах горячей обработки и предпочтительно также должны обладать такой же способностью к горячей обработке, как материал основы, в частности в интервале температур горячей прокатки. Неограничительные примеры возможных плакирующих материалов включают в себя никель (который может содержать остаточные примеси), никелевые сплавы, нержавеющие стали, а также медь и медные сплавы. Пригодные никелевые плакирующие материалы включают в себя технически чистый никель обозначение по UNS N02200 и UNS N02201, который производит компания Allegheny Ludlum, Pittsburgh Pennsylvania под наименованием сплав Al 200™ и сплав Al 201™, соответственно. Эти марки никеля различаются по спецификации только максимально допустимым уровнем содержания углерода, а именно: 0,15 мас.% углерода для сплава Al 200™ и 0,02 мас.% углерода для сплава Al 201™. При этом обе марки никеля имеют следующий типичный химический состав, в мас.%: 0,02 меди, 0,05 железа, 0,02 марганца, 0,05 кремния, 0,002 серы, остальное - никель и кобальт.
В некоторых вариантах предложенного способа можно также осуществлять операции отжига горячекатаной полосы, полученной после горячей прокатки сварного пакета, и холодной прокатки горячекатаной полосы, чтобы получить плакированную тонкую полосу требуемой толщины. В некоторых вариантах холодная прокатка горячекатаной полосы может включать в себя две или более отдельные операции холодной прокатки, и холоднокатаную тонкую полосу можно также подвергнуть промежуточному отжигу между последовательными операциями холодной прокатки для снятия напряжения в материале. Одна или более операций отжига могут представлять собой, например, обычный отжиг или светлый отжиг. Можно также выполнять другие операции, известные в области металлургии, для получения плакированной тонкой полосы требуемой формы и с заданными характеристиками.
В тех вариантах предложенного способа, в которых материал в краевой зоне не является выступающей частью материала основы, обрамляющий материал, размещаемый в указанном запасе, может состоять из любого сплава, имеющего более высокую прочность в горячем состоянии, чем плакирующий материал, и пригодного для операций обработки, применяемых к сварному пакету. Например, при применении варианта предложенного способа к основе, состоящей из нержавеющей стали Т-316L, и никелевому плакирующему сплаву таким обрамляющим материалом может быть нержавеющая сталь Т-304L.
В некоторых вариантах предложенного способа сварные швы при получении сварного пакета обеспечивают практически воздухонепроницаемое соединение между плакирующим материалом и материалом основы в сварном пакете. В этом случае перед операцией горячей прокатки сварного пакета можно откачать воздух из пространства между плакирующим материалом и материалом основы.
Предложенный способ можно использовать для изготовления основ с однослойной или многослойной плакировкой. В одном неограничительном применении способа можно изготавливать продукты с двусторонней плакировкой, в которых плакирующие слои могут быть выполнены из сходных или различных материалов. Можно получить плакированный продукт, сочетающий высокие свойства, придаваемые ему материалом основы и одним или более плакирующими материалами. Например, тонкая полоса из нержавеющей стали с двусторонней никелевой плакировкой может иметь высокий уровень прочности, обеспечиваемый внутренним материалом, нержавеющей сталью, и высокую коррозионную стойкость, обеспечиваемую никелевыми плакирующими слоями.
Еще один аспект изобретения относится к новому способу изготовления плакированной нержавеющей стали, при котором осуществляют горячую прокатку сварного пакета для получения горячекатаной полосы. Сварной пакет формируют путем размещения листа плакирующего сплава на листе нержавеющей стали, при этом по меньшей мере первая кромка листа плакирующего материала не доходит до первой кромки листа нержавеющей стали и тем самым формируя краевую зону на листе нержавеющей стали. По меньшей мере один обрамляющий элемент предусмотрен в этой краевой зоне рядом с первой кромкой листа плакирующего материала, и листы плакирующего материала и нержавеющей стали привариваются к обрамляющему элементу. Обрамляющий элемент представляет собой сплав, имеющий более высокую прочность в горячем состоянии, чем плакирующий материал. Во время горячей прокатки обрамляющий элемент препятствует распространению плакирующего материала за пределы нержавеющей стали. Способ может при необходимости включать в себя отжиг горячекатаной полосы и холодную прокатку горячекатаной полосы за один или более этапов для получения плакированной тонкой полосы заданной толщины.
Лист нержавеющей стали и лист плакирующего материала могут также состоять из подходящих марок нержавеющей стали. В качестве неограничительных примеров и с учетом описанных выше вариантов лист нержавеющей стали может быть выполнен из нержавеющей стали марки Т-316L, Т-316, Т-304L или Т-304 или любой другой аустенитной нержавеющей стали, а плакирующий материал может быть никелем, никелевым сплавом, медью, медным сплавом или нержавеющей сталью. Материал обрамляющего элемента выбирают в частности на основе требуемой прочности в горячем состоянии относительно прочности в горячем состоянии плакирующего материала. Неограничительные примеры возможных материалов для обрамляющего элемента включают в себя нержавеющую сталь Т-316L, Т-304 или любую аустенитную нержавеющую сталь, никелевые суперсплавы и кобальтовые суперсплавы. Вообще, пригодные обрамляющие материалы включают в себя материалы, имеющие более высокую прочность в горячем состоянии, чем плакирующий материал, которые можно подвергать горячей обработке при температурах, применяемых в горячей прокатке, и которые имеют такой же коэффициент теплового расширения, как и другие материалы в сварном пакете, чтобы не возникали значительные напряжения, приводящие к разрушению сварного шва.
В некоторых вариантах изобретения лист плакирующего материала имеет такие длину и ширину, которые, соответственно, меньше, чем длина и ширина листа материала основы. Лист плакирующего материала размещают на поверхности листа нержавеющей стали таким образом, что лист плакирующего материала удален от кромок листа нержавеющей стали и по всему периметру листа нержавеющей стали формируется некоторая краевая зона. В этой краевой зоне по всему периметру листа плакирующего материала размещают один или более обрамляющих элементов.
Как отмечалось выше, предложенный способ можно применять для изготовления продукта с многослойной плакировкой, например, с двусторонней плакировкой. Если продукт является продуктом с двусторонней плакировкой, то сварной пакет можно получить, расположив лист из плакирующего материала на каждой противоположной поверхности листа материала основы, такого как нержавеющая сталь. Листы размещают таким образом, что по меньшей мере первая кромка каждого листа плакировочного материала не доходит до первой кромки листа нержавеющей стали, формируя тем самым краевую зону на каждой противоположной поверхности листа нержавеющей стали. По меньшей мере один обрамляющий элемент, выполненный из сплава, имеющего более высокую прочность в горячем состоянии, чем плакирующий материал, размещают в такой краевой зоне рядом с первой кромкой каждого листа плакирующего материала. Каждый лист плакирующего материала и лист нержавеющей стали приваривают к обрамляющим элементам.
Согласно еще одному аспекту изобретения предложен способ изготовления плакированной нержавеющей стали, заключающийся в том, что осуществляют горячую прокатку сварного пакета для получения горячекатаной полосы. Сварной пакет содержит лист нержавеющей стали, приваренный к листу плакирующего материала, который является сплавом. Лист плакирующего материала размещают в углублении на поверхности листа нержавеющей стали таким образом, что выступающая часть листа нержавеющей стали образует углубление и окружает наружную кромку листа плакирующего материала. Выступающая часть листа нержавеющей стали препятствует распространению плакирующего материала за кромку нержавеющей стали во время горячей прокатки. Способ при необходимости может включать в себя отжиг горячекатаной полосы и холодную прокатку горячекатаной полосы в плакированную тонкую полосу требуемой толщины. В тех вариантах, где способ применяется для получения продукта с двусторонней плакировкой, сварной пакет содержит два листа плакирующего материала в виде сплава. Каждый лист плакирующего материала размещают в углублении на каждой противоположной поверхности листа нержавеющей стали таким образом, что выступающая часть листа нержавеющей стали на каждой противоположной поверхности листа нержавеющей стали ограничивает углубление на данной поверхности листа нержавеющей стали и окружает наружную кромку листа плакировочного материала, расположенного в углублении.
Согласно еще одному аспекту настоящего изобретения предложен способ изготовления тонкой полосы нержавеющей стали с двухсторонней плакировкой. Способ заключается в том, что формируют сварной пакет, для чего размещают лист плакирующего материала, выбранного из никеля и никелевого сплава, в углублении на каждой противоположной поверхности листа нержавеющей стали таким образом, что выступающая краевая область на каждой противоположной поверхности листа нержавеющей стали ограничивает углубление на этой поверхности и окружает наружную кромку листа плакирующего материала в углублении. Каждый лист плакирующего материала приваривают к соседней выступающей краевой области листа нержавеющей стали. Сварной пакет подвергают горячей прокатке в горячекатаную полосу, при этом выступающие краевые области листа нержавеющей стали препятствуют распространению плакировочного материала внутри углубления за пределы нержавеющей стали во время горячей прокатки. Горячекатаную полосу можно после этого подвергнуть холодной прокатке до заданной толщины.
Также предложены способы изготовления изделий, заключающиеся в том, что получают плакированный продукт любым из предложенных способов и изготавливают из него изделие. Изделия, которые можно изготовить такими способами, включают в себя, например, химические цистерны, дымоходы, аккумуляторы, трубопроводы, теплообменники, нефте- и газопроводы, резервуары для химикатов и кухонную посуду.
Согласно еще одному аспекту настоящего изобретения предложены сварные пакеты, изготовленные согласно изобретению и используемые для изготовления плакированных продуктов.
В новых предложенных способах изготовления плакированной тонкой полосы и других плакированных продуктов не требуется использовать вакуумную печь или оборудование для плакировки методом взрыва. Поэтому они проще и экономичнее, чем известные способы, описанные в разделе "Описание известного уровня техники".
Описанные выше и другие детали и преимущества настоящего изобретения будут понятны из его следующего подробного описания. Дополнительные детали и преимущества настоящего изобретения станут понятными после выполнения и/или использования описанных способа и/или устройства.
Краткое описание чертежей
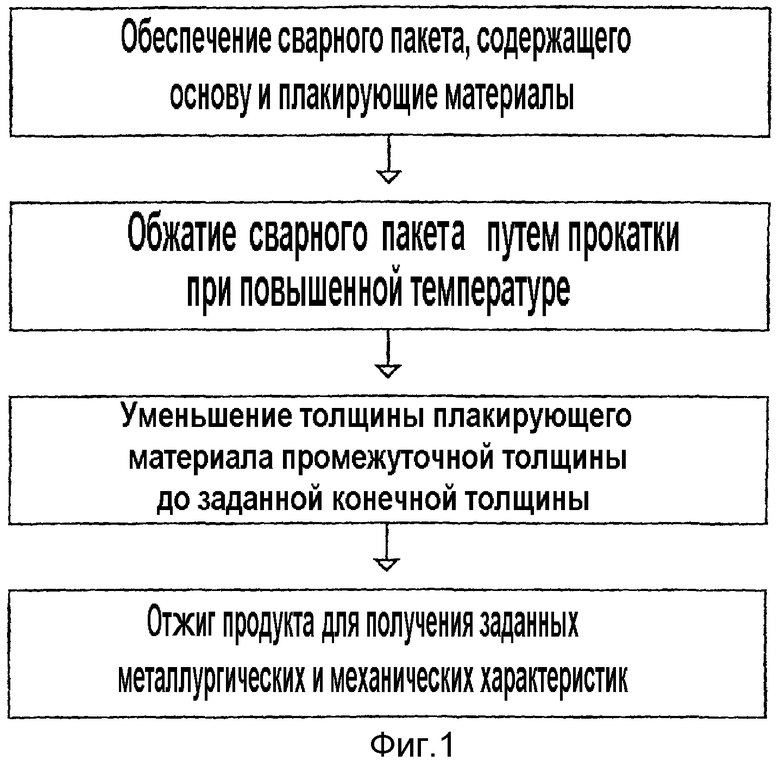
Фиг.1 изображает схему одного варианта осуществления способа изготовления плакированного продукта согласно настоящему изобретению.
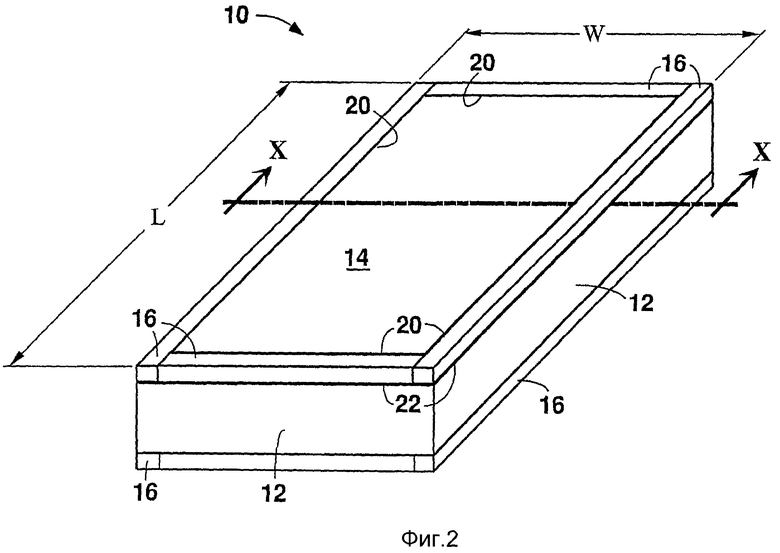
Фиг.2 изображает схематически перспективный вид одного варианта сварного пакета согласно настоящему изобретению, в котором пакет содержит лист материала основы, листы плакирующего материала и несколько обрамляющих элементов.
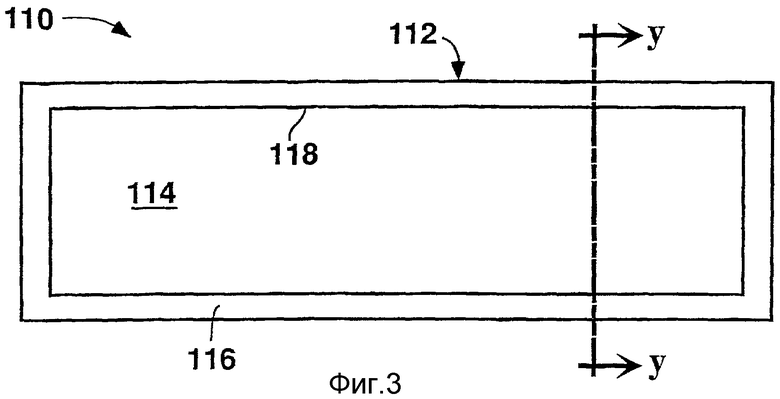
Фиг.3 изображает схематически вид сверху другого варианта сварного пакета согласно настоящему изобретению, в котором пакет содержит лист материала основы с выполненными на нем механическим способом углублением и наружным обрамлением и в котором лист плакирующего материала расположен в углублении.
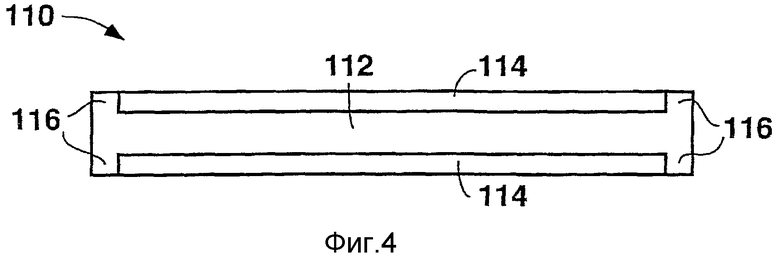
Фиг.4 изображает схематически вид пакета по фиг.3 в сечении по линии Y-Y.
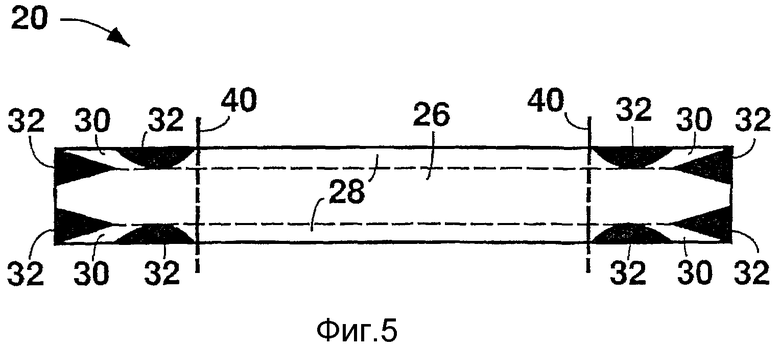
Фиг.5 изображает схематически вид пакета по фиг.2 в сечении по линии Х-Х после горячей прокатки до толщины, пригодной для холодной прокатки.
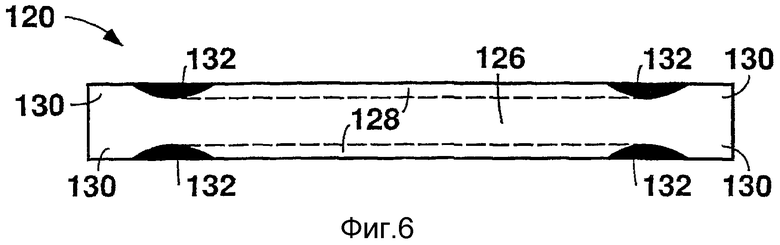
Фиг.6 изображает схематически вид пакета по фиг.3 в сечении по линии Y-Y после горячей прокатки до толщины, пригодной для холодной прокатки.
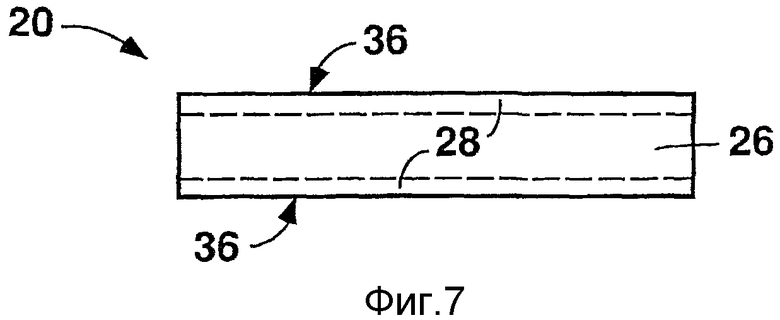
Фиг.7 изображает схематически вид сбоку горячекатаного сварного пакета по фиг.5 после обрезки кромок, включающих в себя сварные швы и обрамляющие элементы.
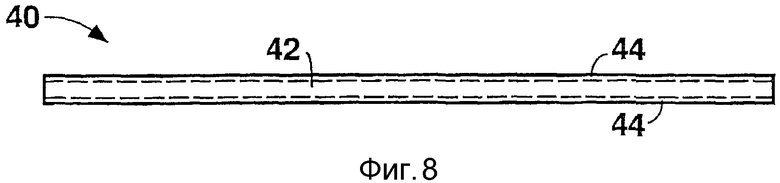
Фиг.8 изображает вид поперечного сечения готового плакированного продукта, изготовленного согласно варианту по фиг.1.
Фиг.9 изображает фотоснимок варианта пакета, сформированного согласно варианту предложенного способа.
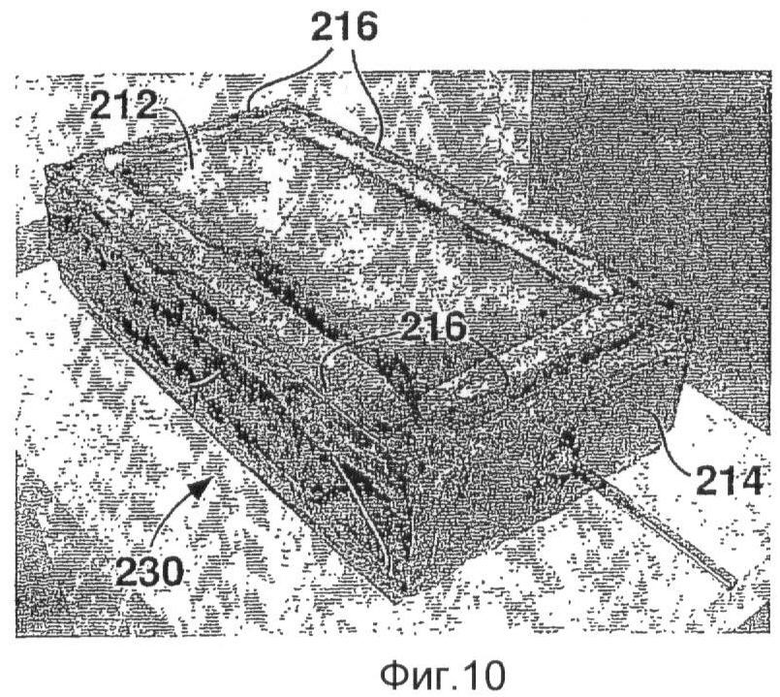
Фиг.10 изображает фотоснимок пакета по фиг.9, в котором элементы пакета сварены друг с другом для образования сварного пакета.
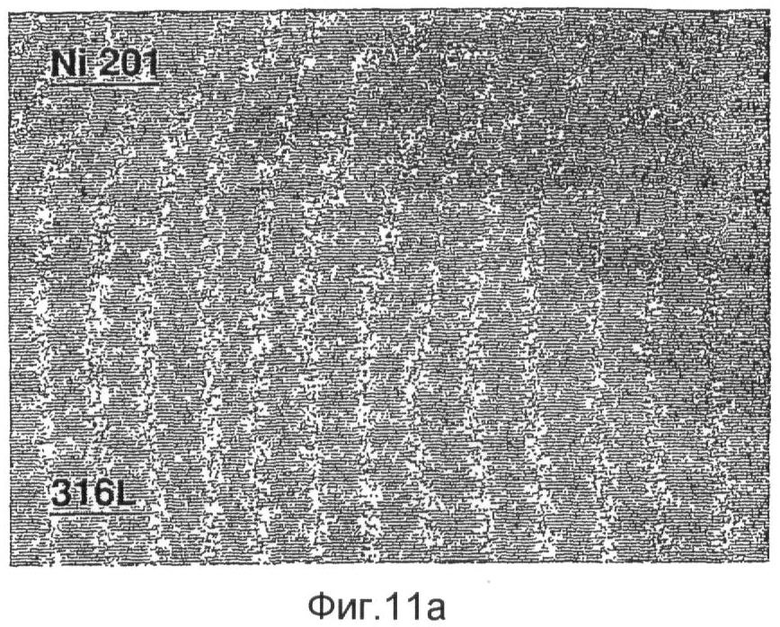
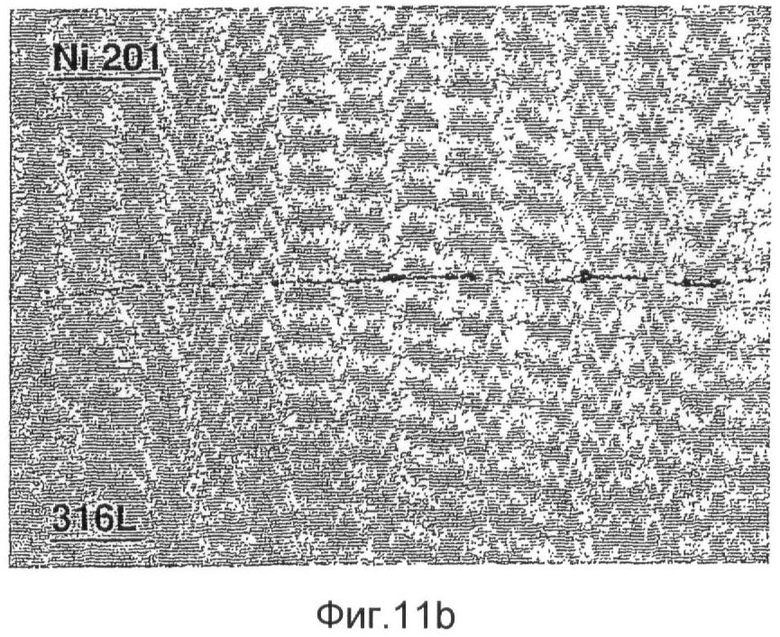
Фиг.11(а) и (b) изображают микрофотоснимки граничной области соединенных слоев основы и плакировки сварного пакета по фиг.10 после горячей прокатки.
Фиг.12 изображает фотоснимок заготовки горячекатаной полосы, полученной согласно одному варианту предложенного способа.
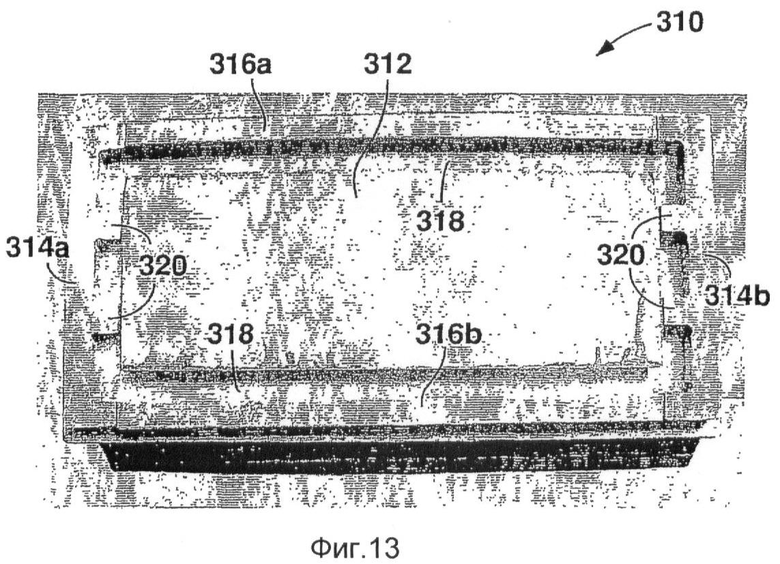
Фиг.13 изображает фотоснимок другого варианта пакета, изготовленного согласно варианту настоящего изобретения.
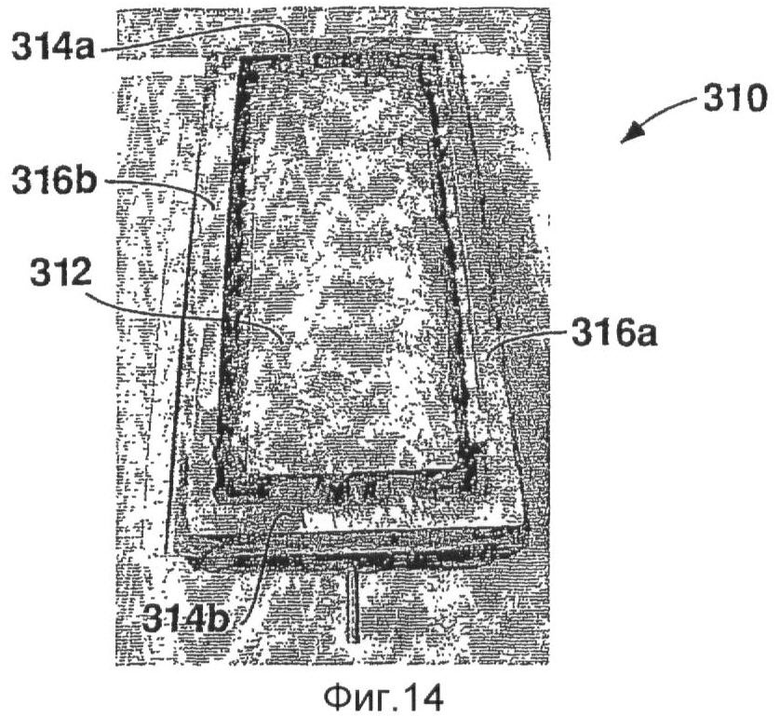
Фиг.14 изображает фотоснимок пакета по фиг.13, в котором элементы пакета сварены друг с другом для получения сварного пакета.
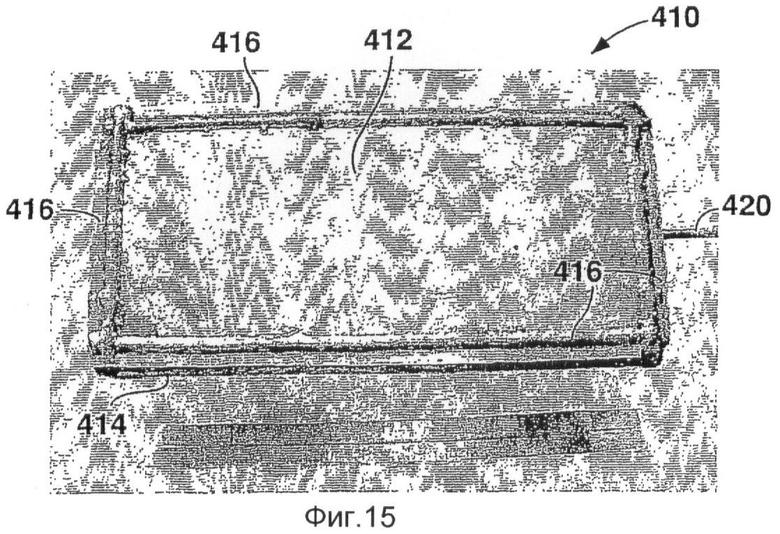
Фиг.15 изображает еще один вариант сварного пакета, изготовленного согласно варианту способа по настоящему изобретению.
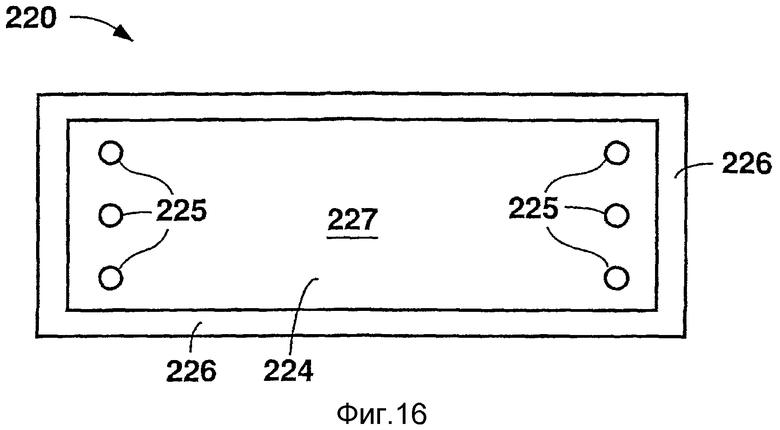
Фиг.16 изображает схематический вид одного варианта среднего листа для пакета согласно настоящему изобретению.
Подробное описание вариантов осуществления настоящего изобретения
Описанные ниже варианты осуществления настоящего изобретения относятся к способам плакирования одной или более поверхностей основы из сплава плакирующим материалом в виде сплава. Настоящее изобретение особенно полезно в тех случаях, когда один или более плакирующих материалов имеют более низкую прочность в горячем состоянии, чем материал основы.
Варианты предложенного способа можно реализовать с использованием методов сварки, горячей прокатки и отжига, а также оборудования, которые известны специалистам в области металлургии, однако данный способ также имеет существенные признаки, ранее не применявшиеся для изготовления плакированных сплавов. В частности, в этих вариантах применяются новые методы, направленные на ограничение распространения плакирующих материалов, имеющих более низкую прочность в горячем состоянии, во время горячей прокатки.
Как подробно описано ниже, в некоторых вариантах предложенного способа формируют сварной пакет, включающий в себя листы материалов основы и плакировки, таким образом, что один или более листов плакирующих материалов "обрамлен" материалом, имеющим более высокую прочность в горячем состоянии, чем плакирующий материал. Затем сварной пакет подвергают соответствующей комбинации операций обработки, включающих в себя горячую прокатку, холодную прокатку и, при необходимости, отжиг для соединения плакирующих материалов с материалом основы и получения требуемых размеров и металлургических и механических характеристик плакированного продукта. Во время горячей прокатки материал, обрамляющий плакирующий материал, препятствует распространению плакирующего материала за пределы материала основы и тем самым удерживает плакирующий материал в соответствующем положении и сохраняет толщину материала во время горячей прокатки в требуемых пределах. Таким образом, посредством соответствующего обрамления плакирующего материала относительно материала основы можно обеспечить высокий уровень управления размерами, в результате чего готовый плакированный продукт отвечает заданным размерным характеристикам.
В данном контексте термин "сплав" подразумевает как чистые металлы, так и металлы, содержащие случайные примеси и/или целевые добавки металлов и/или неметаллов.
В данном контексте термин "лист" подразумевает конструкцию, имеющую, в общем, многоугольный или прямолинейный периметр, имеющую размеры длины и ширины и относительно малый размер по толщине.
Под "прочностью в горячем состоянии" подразумевается предел текучести материала при температурах горячей прокатки (например, обычно 1700-2400°F для прокатки плакированной никелем нержавеющей стали).
Один вариант осуществления предложенного способа содержит этапы, изображенные на фиг.1. Эти этапы включают в себя (1) сборку сварного пакета, пригодного для получения требуемого плакированного продукта; (2) обжатие пакета путем его прокатки при повышенной температуре для соединения (плакирования) различных листов в пакете по их поверхностям раздела; (3) уменьшение толщины плакированного материала промежуточной толщины до конечной заданной толщины и, при необходимости, (4) отжиг продукта для получения требуемых металлургических и механических характеристик. Эти этапы будут более подробно описаны ниже.
На первом этапе способа на фиг.1 подлежащий плакированию сплав в форме листа или в другой форме и один или более листов или других форм плакирующего материала (листы/формы плакирующего материала могут быть выполнены из одинаковых или различных материалов) складывают и сваривают друг с другом для сборки пакета. Такая сварная конструкция для простоты в данном описании называется "сварной пакет". Например, как показано на фиг.2, в одном варианте настоящего изобретения для получения продукта из нержавеющей стали с двусторонней никелевой плакировкой пакет 10 формируют путем размещения листа 12 из нержавеющей стали марки 316L (UNS S31603) (T-316L) между первым более тонким листом 14 из никеля марки 201 (UNS N02201) и вторым идентичным листом (не показан). Размеры длины (L) и ширины (W) поверхности никелевых листов 14 меньше, чем соответствующие размеры листа 12 из нержавеющей стали, что позволяет разместить вокруг каждого никелевого листа 14 "раму", состоящую из нескольких отрезков прутковых заготовок 16 из нержавеющей стали марки 304 (UNS S3040 (Т-304)). Обрамляющий материал имеет более высокую прочность в горячем состоянии, чем плакирующий материал. Прутковые заготовки 16 из нержавеющей стали имеют практически такую же толщину, как никелевые листы 14, и размещаются непосредственно рядом с каждой из четырех кромок никелевых листов 14 непосредственно на противоположных поверхностях листа 12 нержавеющей стали. Отдельные элементы прутковых заготовок 16 выбираются таким образом, что их внешние кромки находятся по существу вровень с внешней кромкой листа 12 нержавеющей стали. Ширина прутковых заготовок 16 выбирается таким образом, чтобы прочность обрамляющего материала в горячем состоянии была выше, чем прочность никелевого плакирующего материала в горячем состоянии, и удерживала более мягкий никелевый материал во время горячей обработки.
После сборки различных элементов пакета 10 его подвергают дуговой сварке полностью с формированием двух открытых швов на каждой стороне пакета, используя нержавеющую сталь в качестве сварочной присадки. Первый шов 20 между никелевым листом 14 и окружающей прутковой заготовкой 16 из нержавеющей стали идентично присутствует на обеих сторонах пакета 10 (на фиг.2 показана одна сторона). Второй шов 22, который является наружным швом между листом 12 нержавеющей стали и прутковой заготовкой 16 из нержавеющей стали, идентично присутствует на обеих сторонах пакета. На фиг.2 каждый из этих швов схематически показан как стыковой сварной шов с квадратным углублением. Как известно, на кромках подлежащих сварке элементов можно механически или иным образом выполнить скосы, способствующие обеспечению соответствующего проникновения свариваемого металла. Кроме того, несмотря на описание конкретного способа или способов сварки в связи с данным вариантом можно использовать любой подходящий способ сварки различных элементов пакета друг с другом. Например, в некоторых вариантах можно использовать прерывистую сварку для присоединения одного элемента к другому, что может снизить расходы, связанные с операцией сварки.
Приваренная на место прутковая заготовка 16 из нержавеющей стали, образующая обрамление, препятствует распространению плакирующего никелевого материала с относительно более низкой прочностью в горячем состоянии за пределы материала основы из нержавеющей стали во время горячей прокатки. Это помогает позиционировать плакирующий материал в соответствующем положении и поддерживать требуемое соотношение толщины среднего слоя нержавеющей стали и никелевых плакирующих слоев во время всего технологического процесса. Хотя в данном примере обрамляющие элементы имеют форму прутковых заготовок из нержавеющей стали, понятно, что они могут быть выполнены из любого альтернативного материала, имеющего более высокую прочность в горячем состоянии, чем никелевый плакирующий материал, и пригодного для того, чтобы препятствовать распространению плакирующего материала за пределы материала основы во время горячей прокатки.
На фиг.3 схематически показан вид сверху одной альтернативной конструкции сварного пакета 110 согласно настоящему изобретению. На фиг.4 схематически показано поперечное сечение пакета 110 с фиг.3 по линии Y-Y. Лист 112 из нержавеющей стали Т-316L частично проложен между никелевыми плакирующими листами 114, которые могут быть выполнены, например, из никеля UNS N02201. Лист 112 нержавеющей стали подвергают механической обработке и/или другому процессу удаления материала, или отливают или подвергают ковке с тем, чтобы образовать выступающее наружное обрамление 116 на обеих сторонах листа 112 нержавеющей стали. Обрамление ограничивает углубление, имеющее размеры, позволяющие разместить в нем никелевый лист 114. Понятно, что на фиг.4 показаны плакирующие никелевые листы 114, размещенные в углублениях на противоположных сторонах листа 112 нержавеющей стали, которые образованы обрамлением 116. Обрамление 116 представляет собой выступающую часть листа 112 нержавеющей стали по периметру каждого листа 112 нержавеющей стали. Швы, включающие в себя шов 118, между никелевыми листами 114 и обрамлением 116 из нержавеющей стали сварены с использованием сварочной проволоки из нержавеющей стали. Преимущество такой конструкции сварного пакета состоит в том, что не требуются прутковые заготовки или другие обрамляющие элементы, так как средний материал, нержавеющая сталь Т-316L, также выполняет функцию обрамления вокруг плакирующего материала. Кроме того, в этой альтернативной конструкции требуется меньше операций сварки, чем на фиг.2.
На втором этапе способа по фиг.1 сварной пакет нагревают до высокой температуры и подвергают обжатию методом горячей прокатки до промежуточной толщины, формируя тем самым горячекатаную полосу или ленту. Горячая прокатка вызывает соединение трех листов в сварных пакетах, показанных на фиг.2-4, по их поверхностям раздела. Например, сварной пакет 10 на фиг.2 можно нагреть до достаточно высокой температуры на воздухе в стандартной печи, а затем сразу прокатать на стандартном стане горячей прокатки, используемом при производстве стали. В одном варианте нагретый пакет 10 прокатывают на реверсивном прокатном стане до тех пор, пока его температура не снизится до температуры, при которой такая прокатка уже будет невозможна. При необходимости обжатый и удлиненный пакет 10 можно затем подогреть до высокой температуры и снова подвергнуть горячей прокатке на реверсивном стане, чтобы дополнительно уменьшить толщину. Последовательность операций подогрева и горячей прокатки можно применять до тех пор, пока толщина пакета не уменьшится до заданной величины или до толщины, пригодной для холодной прокатки.
На фиг.5 схематически изображен вид сварного пакета 10 по фиг.2 в сечении по линии Х-Х после горячей прокатки до заданной промежуточной толщины. При горячей прокатке лист 12 нержавеющей стали и никелевые листы 14 сварного пакета 10 обжимаются до получения более тонких среднего слоя 26 нержавеющей стали и никелевых плакирующих слоев 28 продукта 20 промежуточной толщины, показанных на фиг.5. На фиг.5 прутковая заготовка 16 нержавеющей стали была обжата до образования более тонких обрамляющих областей 30 из нержавеющей стали, при этом обжатые области 32 сварных швов расположены между несколькими слоями. Поверхность раздела нержавеющей стали и никелевых материалов показана пунктирной линией на схематическом виде на фиг.5, а также на фиг.6 и 7, которые будут описаны ниже.
На фиг.6 показан схематически вид сварного пакета 110 по фиг.3 в сечении по линии Y-Y после горячей прокатки до соответствующей промежуточной толщины. При горячей прокатке лист 112 из нержавеющей стали и никелевые листы 114 сварного пакета 110 были обжаты до получения более тонких среднего слоя 126 нержавеющей стали и никелевых плакирующих слоев 128 продукта 120 промежуточной толщины, показанного на фиг.6. Обрамление 116 листа 112 нержавеющей стали также было подвергнуто обжатию до достижения более тонкой обрамляющей области 130 из нержавеющей стали, причем обжатые области 132 сварных швов расположены между обрамляющей областью 130 нержавеющей стали и никелевым плакирующим слоем 126 на обеих поверхностях плакированного продукта.
Показанные на фиг.5 и 6 плакированные материалы промежуточной толщины, которые уже являются едиными заготовками, можно подвергнуть обрезке для удаления краев, включая обжатые обрамляющие области 30, 130 из нержавеющей стали и области 32, 132 сварных швов, соответственно. На фиг.7 показан схематический вид поперечного сечения сварного пакета 10 на фиг.2 по линии Х-Х после горячей прокатки до промежуточной толщины и после обрезки по линиям 40 обрезки, показанным на фиг.5. При образке оставляются только необходимые средний слой 26 нержавеющей стали и никелевые плакирующие слои 28, соединенные друг с другом. Понятно, что общее расположение элементов в поперечном сечении продукта 120 промежуточной толщины после обрезки будет выглядеть как на фиг.7.
После обрезки продукт 20 промежуточной толщины, показанный на фиг.7, можно подвергнуть отжигу на воздухе или светлому отжигу для снятия напряжений. После этого можно подвергнуть противоположные никелевые поверхности 36 струйной очистке и протравить их для удаления окалины и обеспечения свойств поверхности, пригодных для холодной прокатки до конечной толщины. Если окалина небольшая, можно протравить материал без струйной очистки.
Третий этап способа, проиллюстрированного на фиг.1, включает в себя уменьшение толщины продукта промежуточной толщины, полученного на предыдущем этапе, и при необходимости отжиг для получения требуемых металлургических и механических характеристик. Используется одна или более последовательностей операций холодной прокатки, причем каждая последовательность операций холодной прокатки включает в себя операцию холодной прокатки материала, за которой при необходимости следует операция отжига материала для снятия напряжений и размягчения материала для следующей последовательности холодной прокатки. Если материал отжигают на воздухе во время конкретной последовательности операций холодной прокатки, то может потребоваться травление или струйная очистка и травление материала для удаления любой образовавшейся на нем окалины, прежде чем приступить к следующей последовательности операций холодной прокатки. Если же материал отжигают во время конкретной последовательности операций холодной прокатки в инертной неокислительной атмосфере, например, в атмосфере водорода, то окалина на материале может быть незначительной, и тогда струйная очистка или травление не потребуются. Последовательности операций холодной прокатки можно повторять до тех пор, пока материал не будет обжат до заданной конечной толщины. Плакировочный материал можно подвергнуть конечному отжигу в атмосфере водорода или другой инертной атмосфере для получения заданных механических характеристик и практически свободной от окалины поверхности.
Конечный продукт, полученный с применением способа, схематически показанного на фиг.1, является листовым продуктом, содержащим основу из сплава (например, нержавеющей стали Т-316L), плакированную на противоположных поверхностях материалом, придающим требуемую коррозионную стойкость и/или другие заданные свойства (например, никелем). На фиг.8 схематически показано поперечное сечение готового продукта 40, в котором средний слой 42 нержавеющей стали размещен между никелевыми плакирующими слоями 44.
Хотя описанные выше примерные варианты использовались для иллюстрации способа по фиг.1, направленного на получение продуктов с двусторонней плакировкой, понятно, что способ, охарактеризованный в пункте 1 формулы изобретения, в равной степени применим для изготовления продуктов с односторонней плакировкой, то есть продуктов, плакированных только на одной поверхности материала основы. Также понятно, что различные схематические виды на фиг.2-8 представлены только для того, чтобы лучше проиллюстрировать некоторые неограничительные примеры осуществления предложенных способов, и не могут отображать реальные размеры различных элементов, которые могут существовать в промышленных масштабах. Например, в реальном процессе в масштабах прокатного стана толщина плакирующего слоя, вероятно, будет значительно меньше, чем толщина слоя основы.
Существенное преимущество варианта осуществления по фиг.1 состоит в том, что этот способ не требует свертывания собранных материалов в тугой рулон или использования вакуумной печи для нагрева и соединения собранных материалов, как необходимо в известных способах, обсуждавшихся в разделе "Описание известного уровня техники". Хотя в предложенном способе плакирования необходимо нагревать соединяемые материалы до высокой температуры, тем не менее, предполагается, что соединение материалов в процессе плакирования на самом деле скорее является результатом высокого давления на поверхности раздела, достигаемого во время прокатки. В варианте, проиллюстрированном на фиг.1, также не требуется использовать сложное и дорогое оборудование для соединения различных материалов методом взрыва.
Хотя в представленном выше описании и в следующих ниже примерах упоминается или применяется плакировка основы из нержавеющей стали никелем, понятно, что предложенные способы не ограничены этим условием. Способ, проиллюстрированный на фиг.1, и, вообще, новый предложенный способ, можно адаптировать для производства широкого ассортимента основ из сплавов с однослойной или многослойной плакировкой. Также, как отмечалось выше, предложенный способ особенно полезен для изготовления плакированных продуктов, в которых плакирующий материал имеет меньшую прочность в горячем состоянии, чем материал основы. При прокатке собранных в пакет листов материала основы с высокой прочностью в горячем состоянии и листов плакирующего материала с меньшей прочностью в горячем состоянии материал с меньшей прочностью в горячем состоянии стремится распространиться за пределы размеров материала с более высокой прочностью в горячем состоянии. В этом случае материал с более высокой прочностью в горячем состоянии, предусмотренный в краевой зоне между соседними кромками плакирующего материал и материала основы в сварном пакете, полученном предложенным способом, независимо от того, является ли он частью материала основы или нет, будет препятствовать распространению плакирующего материала за кромки материала основы во время горячей прокатки.
Неограничительные примеры плакированных продуктов, которые можно изготавливать, используя предложенный способ, включают в себя, в общем, плакированный толстый лист, плакированную полосу и плакированный тонкий лист. Эти плакированные продукты можно дальше переработать в различные изделия. Кроме того, хотя представленное выше описание и следующие ниже примеры касаются продуктов с двусторонней плакировкой, в которых плакирующие слои предусмотрены с каждой противоположной поверхности основы, предложенный способ можно адаптировать для изготовления продуктов с однослойной или многослойной плакировкой, и такие продукты можно далее перерабатывать в изделия. Как отмечалось выше, примеры изделий, которые можно изготовить из продуктов с односторонней и/или двусторонней плакировкой, полученных предложенными способами, включают в себя, без ограничения перечисленным, химические цистерны, дымоходы, аккумуляторы, трубопроводы, теплообменники, нефте- и газопроводы, резервуары для химикатов и кухонную посуду. Другие продукты и изделия, которые можно изготовить с использованием предложенного способа, будут очевидны для специалистов в области металлургии и производства после изучения настоящего описания, и эти специалисты смогут адаптировать предложенный способ, не прибегая к излишним экспериментам.
Абсолютные и относительные размеры собираемых в сварной пакет различных элементов основы, плакировки и обрамляющих элементов, если они выполняются отдельными от основы, выбираются таким образом, чтобы получить готовый плакированный продукт нужных размеров. Далее следуют примеры некоторых неограничительных вариантов осуществления настоящего изобретения. Абсолютные и относительные размеры различных элементов, описанных в следующих примерах, были выбраны для конкретного применения и отображают только несколько неограничительных примеров конкретных вариантов предложенного способа. Процедуры, описанные в приведенном выше описании и в следующих примерах, можно, в основном, использовать для изготовления плакированных продуктов любой толщины и с любым соотношением толщины из широкого интервала в зависимости от конкретного применения плакированного продукта. В следующих примерах изучались такие аспекты, как предотвращение вытекания плакирующего слоя в нежелательной степени во время горячей прокатки, соответствующий отжиг плакирующих слоев и слоя основы во время холодной прокатки, предотвращение образования избыточной окалины на поверхностях плакирующих слоев во время отжига и возможность удаления нежелательной окалины путем струйной очистки и травления до сборки элементов сварного пакета.
Пример 1
Подготовили сварной пакет для получения нержавеющей стали с двусторонней никелевой плакировкой. Пакет состоял из листа нержавеющей стали Т-316L толщиной 2-2S дюйма, расположенного между двумя листами никеля (UNS 02201) толщиной S-s дюйма. Размеры длины и ширины никелевых наружных листов были меньше, чем размеры среднего листа нержавеющей стали, и никелевые листы были центрированы на поверхностях листа нержавеющей стали. Тем самым была образована краевая зона по периметру каждой поверхности среднего листа, которая не была покрыта наружными листами, расположенными на этих поверхностях. Обрамление, выполненное из прутковых заготовок толщиной S×S дюйма из нержавеющей стали Т-304, было расположено в краевой зоне на каждой поверхности среднего листа вокруг периметра каждого наружного листа. Это обрамление из нержавеющей стали было предназначено для того, чтобы служить "преградой" для никеля, имеющего более низкую прочность в горячем состоянии (и поэтому более текучего), во время горячей прокатки и препятствовать "вытеканию" никелевого материала за кромки среднего листа во время уменьшения толщины всего пакета посредством горячей прокатки. Толщина отдельных листов выбиралась в частности с учетом возможности размещения всей толщины пакета в экспериментальной прокатной установке.
Пакет был сформирован и обработан следующим образом. Два наружных никелевых листа вырезали так, чтобы при сборке элементов остался зазор S дюйма между их кромками и противоположными кромками обрамляющих элементов из нержавеющей стали Т-304. Это видно на фотоснимке на фиг.9, где пакет 210 содержит никелевый лист 212, расположенный на листе 214 нержавеющей стали Т-316L между обрамляющими элементами 216 из нержавеющей стали Т-304, с оставлением зазора 218 размером S дюйма вокруг наружного листа 212. Зазор S дюйма предусмотрен для увеличения проникновения свариваемого металла во время сварки. Каждый обрамляющий элемент 216 был приварен методом сварки с применением металлического электрода в инертном газе к среднему листу 214 по открытой поверхности раздела между этими элементами, проходящей по окружности пакета, при этом использовалась электродная проволока ER308 диаметром 1/16 дюйма и защитный газ 98% аргона/2% кислорода. Обрамляющие элементы 216 были также приварены с применением металлического электрода в инертном газе к соответствующему соседнему наружному листу 212 путем заполнения зазоров Ѕ дюйма между этими элементами, при этом использовалась электродная проволока INCO 92™ ERNiCrFe-6 диаметром 3/32 дюйма и защитный газ 95% аргона/5% водорода. Готовый сварной пакет 230 показан на фиг.10.
Этот сварной пакет нагрели до 2050°F в печи и подвергли горячей прокатке от его исходной толщины 3 дюйма до толщины 0,401 дюйма. Перед горячей прокаткой пакет не подвергали откачке. Микрофотоснимки поперечного сечения горячекатаного пакета, показанные на фиг.11(а) и (b), свидетельствуют, что поверхности никеля и нержавеющей стали Т-316L полностью соединены, причем поверхность раздела в основном очень чистая. Однако в некоторых областях поверхности раздела никеля/нержавеющей стали Т-316L имеется значительное количество захваченной окалины. Неясно, попала ли эта окалина на поверхности листов до горячей прокатки, образовалась ли она во время горячей прокатки из-за присутствия воздуха в сварном пакете или же она обусловлена комбинацией обоих факторов.
Из горячекатаного плакированного пакета были вырезаны две заготовки, которые подогрели - первую до 2050°F, а вторую до 2200°F. Каждую подогретую заготовку затем подвергли горячей прокатке - первую до толщины 0,142 дюйма, а вторую до толщины 0,125 дюйма. Затем горячекатаные заготовки обрезали, чтобы удалить обрамляющий материал и наплавки, так что остался только слоистый материал - никель/нержавеющая сталь Т-316L/никель. Металлографические исследования этого слоистого материала показали, что все оставшиеся слои были хорошо связаны между собой.
Исследования отжига, которые будут описаны ниже, показали, что отжиг при 1950°F в течение 5 минут достаточен, чтобы "размягчить" горячекатаные заготовки для последующей холодной прокатки. При этом заготовку горячекатаного материала с двойной плакировкой толщиной 3×14 дюймов, показанную на фиг.12, отжигали при 1950°F в течение пяти минут, а затем подвергли холодной прокатке до конечной толщины 0,013 дюйма, используя следующую последовательность операций холодной прокатки/отжига.
0,142"→0,078" (обжатие 45%), далее
Отжиг на воздухе в течение 3 минут при 1950°F, дробеструйная очистка, травление в 10% HNO3/2% HF, затем
0,078"→0,043" (обжатие 45%), после чего
Отжиг в течение 3 минут на воздухе при 1950°F, дробеструйная очистка, травление в 10% HNO3/2% HF, далее
0,043"→0,024" (обжатие 45%), и последующий
Отжиг в течение 3 минут на воздухе при 1950°F, дробеструйная очистка, травление в 10% HNO3/2% HF, и наконец
0,024"→0,013" (обжатие 45%).
Уменьшение толщины за любой один проход холодной прокатки было ограничено приблизительно до 0,005 дюйма, чтобы уменьшить напряжения и снизить риск расслоения. Ни при одной из последовательностей операций холодной прокатки не было обнаружено расслоения или растрескивания по краям. Для обеспечения требуемого качества поверхности конечного материала толщиной 0,013 дюйма можно применить струйную очистку и травление.
На каждой стадии обработки сварного пакета в примере 1 измеряли толщину никелевой плакировки в процентах, чтобы оценить, насколько хорошо удерживался никель в обрамлении нержавеющей стали Т-304, а также, чтобы определить, не расходовалось ли избыточное количество никелевой плакировки на образование окалины во время отжига. Толщина никелевого слоя оставалась практически постоянной относительно ее исходной величины (16,5-17% общей толщины пакета на каждой стороне) в трех циклах холодной прокатки/отжига. Во время последней операции холодной прокатки относительная толщина никелевых плакировочных слоев несколько уменьшилась, и в материале конечной толщины никелевый плакировочный слой имел толщину около 15% от общей толщины плакированного продукта с каждой стороны.
Чтобы исключить риск повреждения поверхностей материала во время струйной очистки и травления, а также, чтобы получить материал с конечным размером зерна и механическими характеристиками, вместо отжига на воздухе в описанных выше последовательностях операций холодной прокатки можно использовать светлый отжиг в водороде. Чтобы оценить использование светлого отжига, отдельные образцы холоднокатаного материала размером 1×1 дюйм с конечной толщиной (0,013 дюйма) подвергали светлому отжигу при 1500°F, 1600°F и 1700°F с выдержкой в течение 1, 2 и 3 минут при каждой температуре. После светлого отжига была получена приемлемая, не содержащая окалины поверхность на образцах с двойной плакировкой. На образцах, полученных после светлого отжига, выполнили металлографические исследования, чтобы определить микроструктуру, полученную при девяти комбинациях температуры и времени. Никелевые слои у всех девяти образцов оказались металлографически схожими, а именно, каждый слой был полностью рекристаллизован, имел заметный рост зерна, и размер зерна составлял около 7S-8 при определении методом сравнения по ASTM. Было замечено, что только образцы, подвергнутые светлому отжигу при не менее чем 1600°F в течение по меньшей мере 2 минут, были рекристаллизованы полностью. Полностью рекристаллизованные средние слои нержавеющей стали имели размер зерна приблизительно ASTM 11, а образцы, подвергнутые светлому отжигу при 1700°F в течение 3 минут, имели наиболее однородную микроструктуру. Усредненная микротвердость среднего слоя Т-316L по Викерсу для образцов, подвергнутых светлому отжигу, составила 178.
С учетом описанных выше результатов исследования светлого отжига заготовку материала конечной толщины размером 3×12 дюймов в состоянии после холодной прокатки из этого примера подвергли светлому отжигу в водороде при 1700°F в течение 3 минут. Из этого материала вырезали два опытных образца и определили их предел текучести, предел прочности при растяжении и процент удлинения. Средние значения этих характеристик составили, соответственно, 40,7 ksi, 86,6 ksi и 48,7%.
Пример 2
Приготовили сварной пакет практически как в примере 1. Как и в примере 1, был оставлен зазор S дюйма между каждой кромкой никелевых листов и кромками обрамляющего материала из нержавеющей стали. Чтобы обеспечить дополнительную опору против любого поперечного смещения листов во время прокатки и при этом все же оставить пространство для течения плакирующего материала, в обрамляющих элементах было выполнено два коротких торцевых подпора, каждый из которых содержал две перемычки S дюйма, выполненные вровень с соседним наружным листом. Эта компоновка показана на фиг.13, где изображена одна поверхность пакета 310, на которой никелевый лист 312 и обрамляющие элементы 314, 316 из нержавеющей стали Т-304 расположены на листе 318 из нержавеющей стали Т-316L. Противоположные обрамляющие элементы 314 содержат перемычки 320, выполненные вровень с соседним наружным листом 312. Наружные никелевые листы и обрамляющие элементы 314, 316 затем приваривались к среднему листу 318 из нержавеющей стали, как и в пакете по примеру 1. На фиг.14 показана поверхность этого сварного пакета.
Сварной пакет по этому примеру затем нагрели до 2050°F и подвергли горячей прокатке от исходной толщины 3 дюйма до толщины 0,400 дюйма. Перед горячей прокаткой пакет не подвергали откачке. Металлографический анализ горячекатаного материала показал, что поверхность раздела никеля/нержавеющей стали Т-316L похожа на поверхность раздела, полученную в сварном пакете по примеру 1, хотя на одном конце горячекатаной ленты имелась неглубокая область расслоения между никелем и средним материалом нержавеющей стали. Заготовку толщиной 0,400 дюйма подогрели до 2050°F и подвергли горячей прокатке до 0,143 дюйма.
Исследования отжига выполняли на образцах горячекатаного материала толщиной 0,143 дюйма, чтобы изучить подходящие температуры и время отжига горячекатаного материала перед холодной прокаткой. Пять пар образцов горячекатаного материала 2×3 дюйма подвергали отжигу при 1950°F в течение 2, 5, 8, 14 и 20 минут. Образцы, отожженные при 1950°F в течение 5 минут, имели полностью рекристаллизованную микроструктуру как в среднем слое Т-316L, так и в слоях никелевой плакировки, без избыточного роста зерен в этих слоях.
Пример 3
Анализ пакетов, полученных в примерах 1 и 2, показал, что материал наружных никелевых листов не вытекает за обрамление из нержавеющей стали и полностью заключен внутри обрамления во время обжатия при горячей прокатке. Поэтому в пакете по примеру 3 зазор S дюйма между наружными листами и обрамляющими элементами был исключен. Предполагается, что такое решение может увеличить выход готового материала с двойной плакировкой, так как в отсутствии зазоров наружный лист может покрывать больший процент ширины поверхности среднего листа. На фиг.15 показан сварной пакет 410 по примеру 3, в котором наружный лист 412 приварен встык к обрамляющим элементам 416, а обрамляющие элементы 416 приварены к среднему листу 414. Как показано на фиг.15, гидротехническая труба 420 была приварена к каналу откачки, выполненному в стороне среднего листа 414 толщиной 2 дюйма. Канал откачки проходит в средний лист 414 и пересекается под прямым углом с каналом, высверленным через весь средний лист 414 и открытым на двух поверхностях среднего листа 414, которые покрыты наружными листами 412. Канал откачки и гидротехническая труба 420 сообщаются по течению с пространствами между средним листом 414 и наружными листами 412. Большая часть воздуха в сварном пакете 412 была откачана через трубу 420, а затем канал откачки в пакете 412 был заварен перед горячей прокаткой.
Откачанный сварной пакет подвергли горячей прокатке при 2050°F до 0,402 дюйма, затем подогрели до 2050°F и подвергли горячей прокатке до 0,138 дюйма. На материале каждой толщины выполняли металлографический анализ. Исследованные образцы показали, что поверхности раздела никеля и нержавеющей стали Т-316L были полностью соединены, и не было обнаружено ни пустот, ни крупных оксидных включений. Количество включений, их размеры и распределение в этих образцах были очень похожи на те, которые были обнаружены в горячекатаных образцах сварных пакетов по примерам 1 и 2. Это свидетельствует, что включения, обнаруженные на границах поверхностей среднего листа и плакировочных листов, обусловлены не присутствием воздуха в сварных пакетах, а наличием окалины на контактирующих поверхностях листов перед сборкой сварного пакета. Поэтому откачка сварного пакета, изготовленного согласно вариантам предложенного способа, перед горячей прокаткой не представляется необходимой. Из этого также следует, что может представлять важность подготовка поверхности листов посредством шлифовки и/или другого метода подготовки поверхности для удаления поверхностной окалины. Конечно, выгода от такой подготовки поверхности будет зависеть от состава и условий используемых листов, например, некоторые листы могут быть изготовлены из материала, на котором представляющая проблему коррозия развивается с более высокой вероятностью.
Пример 4
Учитывая успешное применение режима холодной прокатки, использованного с горячекатаным материалом, полученным в примере 1, был испытан более агрессивный режим холодной прокатки на сварном пакете, имеющем по существу такую же конструкцию, как в примере 1. Никакого существенного различия в количестве оксидных включений на поверхности раздела нержавеющей стали и никелевой плакировки в горячекатаном продукте, полученном из откачанных и неоткачанных пакетов по приведенным выше примерам, не было замечено. Поэтому плакированный пакет в примере 4 не подвергали откачке.
Этот сварной пакет подвергли горячей прокатке при 2050°F до толщины 0,401 дюйма, затем подогрели до 2200°F и подвергли горячей прокатке до 0,119 дюйма. Половину материала толщиной 0,119 дюйма ("пакет 4-А") подвергли отжигу при 1950°F в течение 5 мин для размягчения перед холодной прокаткой. Другую половину материала толщиной 0,119 дюйма ("пакет 4-В") подогрели до 2200°F и снова подвергли горячей прокатке за два прохода для уменьшения толщины до 0,085 дюйма. Это уменьшение толщины полосы по сравнению с пакетом 4-А позволило использовать меньше циклов холодной прокатки и отжига для достижения конечной толщины. Затем пакет 4-А успешно подвергли холодной прокатке до заданной конечной толщины 0,013 дюйма за три следующих цикла холодной прокатки/отжига:
0,119"→0,057" (обжатие 52%), затем
Отжиг на воздухе в течение 3 минут при 1950°F, дробеструйная очистка, травление в течение 10 секунд в 10% HNO3/2% HF;
0,057%→0,027" (обжатие 52%),
Отжиг на воздухе в течение 3 минут при 1950°F, пескоструйная очистка, травление в течение 45 секунд в 10% HNO3/2% HF;
0,027"→0,013" (обжатие 52%).
Горячекатаный полосовой материал пакета 4-В с меньшей толщиной успешно подвергли холодной прокатке до заданной конечной толщины 0,01 дюйма, используя два цикла холодной прокатки/отжига:
0,091"→0,034" (обжатие 60%);
Отжиг на воздухе в течение 3 минут при 1950°F, пескоструйная очистка, травление в течение 45 секунд в 10% HNO3/2% HF;
0,034"→0,013" (обжатие 60%).
Любой один проход холодной прокатки в приведенных выше двух последовательностях был ограничен величиной обжатия около 0,005 дюйма и уменьшением толщины на около 5%, чтобы не вызвать избыточных напряжений в материале и расслоения. Благодаря этим ограничениям ни на одном этапе прокатки пакетов 4-А и 4-В не было замечено ни расслоений, ни растрескивания краев, что свидетельствует о допустимости достаточно агрессивной холодной прокатки. Материал конечной толщины, полученный из пакетов 4-А и 4-В, подвергли светлому отжигу в водороде при 1700°F в течение 3 минут, а затем испытали его разрыв.
Была также испытана еще более агрессивная холодная прокатка, которая может повысить скорость изготовления. Образец отожженного и протравленного горячекатаного полосового материала толщиной 0,0119 дюйма из пакета 4-А подвергли холодной прокатке по следующему режиму:
0,119"→0,039" (обжатие 67%);
Отжиг на воздухе в течение 3 минут при 1950°F, пескоструйная очистка, травление в течение 45 секунд в 10% HNO3/2% HF;
0,039"→0,013" (обжатие 67%);
Светлый отжиг при 1800°F в течение 1 минуты.
Эту холодную прокатку выполняли с уменьшением толщины приблизительно на 15% за один проход, что в три раза больше уменьшения толщины за один проход, чем в описанных выше последовательностях операций холодной прокатки. Полученный материал конечной толщины с двойной плакировкой не имел признаков расслоения, хотя наблюдалась некоторая шероховатость кромки. Однако эта шероховатость кромки не представляется существенной, так как материал конечной толщины обрезается по краям для обеспечения заданной ширины и для удаления обрамляющего материала и наплавок. Металлургические и механические характеристики холоднокатаного, подвергнутого светлому отжигу материала конечной толщины 0,013 дюйма с двойной плакировкой представлены в таблице 1.
ASTM 10 (T-316L)
180 HV (Т-316L)
Пример 5
Для сварного пакета был использован лист нержавеющей стали Т-316L толщиной 3,75 дюйма в качестве среднего листа в масштабах прокатного стана - длиной 132 дюйма и шириной 32,5 дюйма. Этот средний лист был размещен между двумя листами никеля UNS 02201 толщиной 0,75 дюйма, длиной 128 дюймов и шириной 28,5 дюйма. Средний лист подвергли механической обработке с обеих сторон, чтобы образовать углубленные области для размещения в них никелевых листов, имеющих меньшую длину и ширину. Краевая зона листа нержавеющей стали Т-316L окружала или "обрамляла" по периметру лист плакирующего материала, образуя единое обрамление, чтобы воспрепятствовать распространению никелевого плакирующего материала за пределы размеров среднего материала, нержавеющей стали во время горячей прокатки. Никелевые листы приварили к обрамлению, образованному средним материалом, как было описано в примерах выше. Затем этот пакет нагрели до 2050°F и подвергли горячей прокатке для получения горячекатаной полосы промежуточной толщины на полосовом стане горячей прокатки.
Анализ микрофотоснимков образцов из горячекатаной полосы показал, что соединение между средним и плакирующими слоями имело очень хорошее качество. Проверка поверхности полосы показала ее приемлемость, единственным существенным дефектом была раковина в одном месте возле центра полосы. Было обнаружено несколько незначительных расслоений вдоль границы сплавления между наплавкой и никелевым плакирующим слоем. Горячекатаную полосу подвергли холодной прокатке, отжигу и подготовили для правки.
Пример 6
Сварной пакет масштаба прокатного стана можно изготовить из листа нержавеющей стали Т-316L размером 132 дюйма × 32,5 дюйма (длина и ширина) в качестве среднего материала и двух листов никеля UNS 02001 размером 128×28,5 дюйма в качестве плакирующего материала. Толщина среднего листа может составлять 3,75 дюйма, а толщина каждого наружного листа может быть 0,75 дюйма, при этом общая толщина пакета составит 5,25 дюйма. Углубление для размещения в нем наружного листа выполняют посредством механической обработки на каждой поверхности среднего листа, при этом выполняют механически по три штифта на каждом конце каждого углубления. На фиг.16 показан схематически вид сверху одной поверхности среднего листа 220, показывающий углубление 224, выступающую краевую зону 226, оставленную на листе 220 и образующую стенки углубления 224, и шесть штифтов 225, выступающих над поверхностью 227 углубления 224. Другая поверхность листа 220 (не показанная на фиг.16) выполнена по существу аналогично. В каждом наружном никелевом листе выполняют механически шесть отверстий в заданных положениях, и каждый наружный лист располагают в углублении среднего листа таким образом, чтобы шесть штифтов среднего листа прошли через шесть отверстий, выполненных в наружном листе. Толщина среднего листа может быть 3,75 дюйма, а толщина каждого наружного листа может быть 0,75 дюйма, так что общая толщина пакета составит 5,25 дюйма. Листы приваривают к среднему листу по стыкам между наружными листами и выступающей краевой зоной среднего листа, и по стыкам между штифтами и отверстиями в наружных листах. Штифты предусмотрены для того, чтобы исключить скольжение наружных листов относительно среднего листа во время горячей прокатки.
Этот пакет нагревают приблизительно до 2050°F и подвергают горячей прокатке на реверсивном прокатном стане до получения горячекатаной полосы промежуточной толщины. Горячекатаную полосу можно обрезать до ширины, пригодной для холодной прокатки. Затем горячекатаную полосу отжигают на воздухе, например, при 1900°F в течение 1 минуты при этой температуре, удаляют окалину, при необходимости подвергают травлению и шлифуют поверхность, а затем подвергают холодной прокатке. Холоднокатаный материал отжигают на воздухе, например, при 1900°F в течение 1 минуты при этой температуре, удаляют окалину, при необходимости снова подвергают травлению и шлифуют поверхность и подвергают прокатке. Материал подвергают светлому отжигу, холодной прокатке до конечной толщины, а затем снова светлому отжигу. При желании материал можно после этого подвергнуть правке на правильно-растяжной машине.
Понятно, что в данном описании проиллюстрированы только те аспекты изобретения, которые необходимы для его ясного понимания. Некоторые аспекты, очевидные для специалистов и поэтому не требующиеся для облегчения понимания изобретения, не были отражены в целях упрощения описания. Несмотря на то, что были описаны варианты осуществления настоящего изобретения, специалисту после изучения представленного выше описания будет понятно, что в них можно внести множество модификаций и изменений. Все такие модификации и изменения подпадают под объем притязаний изобретения, охарактеризованный в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАКИРОВАННЫХ ЛИСТОВ | 1992 |
|
RU2025238C1 |
| Способ получения сверхпластичного плакированного материала на основе алюминия | 2016 |
|
RU2637842C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ПЛАКИРОВАННЫХ ЛИСТОВ | 2002 |
|
RU2225781C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО ЛИСТА | 2019 |
|
RU2709302C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| СПОСОБ ПЛАКИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1991 |
|
RU2013193C1 |
| Способ получения плакированных листов из сплава на основе системы Al-Cu-Mg-Mn | 2022 |
|
RU2801806C1 |
| Способ деформационно-термической обработки биметаллического материала | 2022 |
|
RU2779416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |

Изобретения относятся к изготовлению продукта с однослойной или многослойной плакировкой, обладающего высокой прочностью и коррозионной стойкостью. Получают сварной пакет, в котором материал основы и плакирующий материал являются разными сплавами. Наружная кромка плакирующего материала в сварном пакете не доходит до наружной кромки материала основы с формированием краевой зоны между кромками. В краевой зоне рядом с наружной кромкой плакирующего материала, полностью окружая ее, размещают сплав, имеющий более высокую прочность в горячем состоянии, чем плакирующий материал с образованием шва. Поверхность материала, находящегося в краевой зоне, по существу компланарна поверхности плакирующего материала. Лист плакирующего материала и лист материала основы сваривают в краевой зоне по упомянутому шву. Сваренный пакет подвергают горячей прокатке для получения горячекатаной полосы. Во время горячей прокатки расположенный в краевой зоне материал препятствует распространению плакирующего материала за кромки материала основы. В некоторых вариантах в качестве материала основы используют нержавеющую сталь, а плакирующим материалом является никель или его сплав. Плакированный продукт с любым соотношением толщин получают без использования сложного технологического оборудования. 3 н. и 27 з.п. ф-лы, 16 ил., 1 табл.
1. Способ изготовления плакированного продукта, в котором
обеспечивают сварной пакет, содержащий лист плакирующего материала, расположенный на листе материала основы, причем материал основы и плакирующий материал выбраны отдельно из сплавов, причем в сварном пакете наружная кромка листа плакирующего материала не доходит до наружной кромки листа материала основы, формируя тем самым краевую зону между наружными кромками, материал, являющийся сплавом, имеющим более высокую прочность в горячем состоянии, чем плакирующий материал, располагают в краевой зоне рядом с наружной кромкой плакирующего материала, полностью окружая ее и образуя шов с плакирующим материалом и материалом основы в краевой зоне, при этом лист плакирующего материала и лист материала основы сваривают по упомянутым швам, при этом поверхность материала, находящегося в краевой зоне, по существу компланарна поверхности листа плакирующего материала, и
осуществляют горячую прокатку сварного пакета для получения горячекатаной полосы, причем материал, расположенный в краевой зоне, препятствует распространению плакирующего материала за кромку материала основы во время горячей прокатки.
2. Способ по п.1, в котором материал в краевой зоне, имеющий более высокую прочность в горячем состоянии, чем плакирующий материал, является материалом основы.
3. Способ по п.2, в котором лист плакирующего материала размещают в углублении, выполненном в поверхности листа материала основы таким образом, что выступающая часть материала основы образует по меньшей мере одну стенку углубления и находится в краевой зоне рядом по меньшей мере с областью наружной кромки листа плакирующего материала.
4. Способ по п.3, в котором углубление выполняют в поверхности листа материала основы посредством любого процесса из разливки, ковки, механической обработки и удаления материала.
5. Способ по п.1, в котором дополнительно по меньшей мере один обрамляющий элемент, выполненный из материала, являющегося сплавом, имеющего меньшую прочность в горячем состоянии, чем плакирующий материал, размещают на листе материала основы в краевой зоне у области наружной кромки листа плакирующего материала.
6. Способ по п.1, в котором материал основы выбирают из группы, состоящей из нержавеющей стали, нержавеющей стали T-316L, нержавеющей стали Т-316, нержавеющей стали T-304L, нержавеющей стали Т-304 и углеродистой стали.
7. Способ по п.1, в котором плакирующий материал выбирают из группы, состоящей из никеля, никелевого сплава, никеля UNS N02200, никеля UNS N02201, меди, медного сплава и нержавеющей стали.
8. Способ по п.1, в котором материал в краевой зоне, имеющий более высокую прочность в горячем состоянии, чем плакирующий материал, выбирают из группы, состоящей из нержавеющей стали, нержавеющей стали T-316L, нержавеющей стали Т-304, никелевого суперсплава и кобальтового суперсплава.
9. Способ по п.1, в котором дополнительно при необходимости подвергают горячекатаную полосу отжигу и осуществляют холодную прокатку горячекатаной полосы в плакированную тонкую полосу, имеющую заданную толщину.
10. Способ по п.1, в котором при обеспечении сварного пакета приваривают материал внутри краевой зоны к листу плакирующего материала и листу материала основы.
11. Способ по п.2, в котором при обеспечении сварного пакета дополнительно приваривают часть листа материала основы в краевой зоне к листу плакирующего материала.
12. Способ по п.9, в котором при холодной прокатке горячекатаной полосы в плакированную тонкую полосу, имеющую заданную толщину, осуществляют две или более операций холодной прокатки, при этом холоднокатаную полосу подвергают отжигу между последовательными операциями холодной прокатки.
13. Способ по п.12, в котором холоднокатаную полосу подвергают светлому отжигу между по меньшей мере двумя последовательными операциями холодной прокатки.
14. Способ по п.1, в котором плакированный продукт является продуктом с двусторонней плакировкой, и сварной пакет содержит два листа плакирующего материала, по одному на каждой противоположной поверхности листа материала основы.
15. Способ по любому из пп.1 и 9, в котором в качестве плакирующего материала используют никель UNS N02201, материалом основы является нержавеющая сталь T-316L, а материал, расположенный в краевой зоне, выбирают из нержавеющей стали T-316L и нержавеющей стали Т-304.
16. Способ по п.1, в котором плакированный продукт является плакированной нержавеющей сталью, при этом обеспечивают сварной пакет, для этого
размещают лист плакирующего материала, выполненный из сплава, на листе нержавеющей стали, причем наружная кромка листа плакирующего материала не доходит до наружной кромки листа нержавеющей стали, формируя тем самым краевую зону вокруг всей наружной кромки листа нержавеющей стали,
размещают по меньшей мере один обрамляющий элемент в краевой зоне рядом с наружной кромкой плакирующего материала, полностью окружая ее, причем упомянутый по меньшей мере один обрамляющий элемент выполнен из сплава, имеющего более высокую прочность в горячем состоянии, чем плакирующий материал, и поверхность листа плакирующего материала, по существу, компланарна поверхности каждого обрамляющего элемента в краевой зоне, и
приваривают лист плакирующего материала к упомянутому по меньшей мере одному обрамляющему элементу, а обрамляющий элемент приваривают к листу нержавеющей стали, и
осуществляют горячую прокатку сварного пакета для получения горячекатаной полосы, при этом упомянутый по меньшей мере один обрамляющий элемент препятствует распространению плакирующего материала за наружную кромку листа нержавеющей стали во время горячей прокатки.
17. Способ по п.16, в котором лист нержавеющей стали выполнен из материала, выбранного из нержавеющей стали T-316L, нержавеющей стали Т-316, нержавеющей стали T-304L и нержавеющей стали Т-304.
18. Способ по п.16, в котором плакирующий материал выбирают из группы, состоящей из никеля, никелевого сплава, меди, медного сплава или нержавеющей стали.
19. Способ по п.16, в котором один или более обрамляющих элементов выбирают из группы, состоящей из нержавеющей стали, никелевого суперсплава и кобальтового суперсплава.
20. Способ по п.16, в котором в качестве плакирующего материала используют никель, лист нержавеющей стали выполняют из стали T-316L и один или более обрамляющих элементов выполняют из нержавеющей стали T-316L и нержавеющей стали Т-304.
21. Способ по п.16, в котором плакированный продукт является продуктом с двусторонней плакировкой и при обеспечении сварного пакета
размещают лист плакирующего материала, выполненный из сплава, на каждой противоположной поверхности листа нержавеющей стали, причем наружная кромка каждого листа плакирующего материала не доходит до наружной кромки листа нержавеющей стали, формируя тем самым краевую зону на каждой противоположной поверхности листа нержавеющей стали вокруг всей наружной кромки каждого листа плакирующего материала,
размещают по меньшей мере один обрамляющий элемент, выполненный из сплава, имеющего более высокую прочность в горячем состоянии, чем плакирующий материал, в краевой зоне рядом с наружной кромкой каждого листа плакирующего материала, полностью окружая его, причем поверхность каждого листа плакирующего материала, по существу, компланарна поверхности одного или более обрамляющих элементов, окружающих лист, и
приваривают каждый лист плакирующего материала и лист нержавеющей стали к соседнему обрамляющему элементу.
22. Способ по п.16, в котором дополнительно при необходимости подвергают горячекатаную полосу отжигу и осуществляют холодную прокатку горячекатаной полосы в плакированную тонкую полосу, имеющую заданную толщину.
23. Способ изготовления плакированной нержавеющей стали, включающий
обеспечение листа нержавеющей стали, при этом упомянутый лист нержавеющей стали имеет углубление, при этом выступающая часть листа нержавеющей стали образует упомянутое углубление и окружает всю наружную кромку листа;
размещение листа плакирующего материала в упомянутом углублении листа нержавеющей стали, при этом поверхность листа плакирующего материала, по существу, компланарна поверхности выступающей части листа нержавеющей стали, причем выступающая часть листа нержавеющей стали и листа плакирующего материала образуют шов;
сваривание упомянутого шва с использованием сварочной проволоки для получения сварного пакета, и
горячую прокатку сварного пакета для получения горячекатаной полосы, при этом выступающая часть листа нержавеющей стали препятствует распространению плакирующего материала за кромку нержавеющей стали во время горячей прокатки.
24. Способ по п.23, в котором лист нержавеющей стали выполняют из материала, выбранного из нержавеющей стали T-316L, нержавеющей стали Т-316, нержавеющей стали T-304L и нержавеющей стали Т-304.
25. Способ по п.23, в котором плакирующий материал выбирают из группы, состоящей из никеля, никелевого сплава, меди, медного сплава или нержавеющей стали.
26. Способ по п.23, в котором плакированный продукт является продуктом с двусторонней плакировкой, и сварной пакет содержит два листа плакирующего материала в виде сплава, при этом каждый лист плакирующего материала имеет наружную кромку, и каждый лист плакирующего материала расположен в углублении на каждой противоположной поверхности листа нержавеющей стали таким образом, что выступающая часть листа нержавеющей стали на каждой его противоположной поверхности образует углубление на данной поверхности листа нержавеющей стали и окружает всю наружную кромку листа плакирующего материала в углублении, причем поверхность каждого из листов плакирующего материала, по существу, компланарна поверхности выступающей части листа нержавеющей стали, окружающей лист плакирующего материала.
27. Способ по п.23, в котором дополнительно при необходимости подвергают горячекатаную полосу отжигу и осуществляют холодную прокатку горячекатаной полосы в плакированную тонкую полосу, имеющую заданную толщину.
28. Способ по п.23, в котором плакированная нержавеющая сталь является тонкой полосой нержавеющей стали с двойной плакировкой, заключающийся в том, что
формируют сварной пакет, для этого
размещают лист плакирующего материала, выбранного из никеля и никелевого сплава, в углублении на каждой противоположной поверхности листа нержавеющей стали таким образом, что выступающая краевая зона на каждой противоположной поверхности листа нержавеющей стали образует углубление на этой поверхности и окружает всю наружную кромку листа плакирующего материала в углублении, причем поверхность каждого листа плакирующего материала, по существу, компланарна поверхности выступающей краевой зоны листа нержавеющей стали,
приваривают каждый лист плакирующего материала к соседней выступающей краевой зоне листа нержавеющей стали,
осуществляют горячую прокатку сварного пакета для получения горячекатаной полосы и
осуществляют холодную прокатку горячекатаной полосы до заданной толщины.
29. Способ изготовления изделия, заключающийся в том, что изготавливают плакированный продукт посредством способа по любому из пп.1-28 и изготавливают изделие из плакированного продукта.
30. Способ по п.29, в котором изделие выбирают из группы, состоящей из цистерны, дымохода, аккумулятора, трубопровода, теплообменника, трубы, резервуара и предмета кухонной посуды.
| КВАДРИФИЛЯРНАЯ АНТЕННА | 2009 |
|
RU2395877C1 |
| US 2932886 А, 19.04.1960 | |||
| СПОСОБ СТИМУЛЯЦИИ ПРОЛИФЕРАЦИИ КЛЕТОК КОЖИ | 1996 |
|
RU2145248C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 1992 |
|
RU2061083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 1996 |
|
RU2103130C1 |

