В заявке истребован приоритет по предварительной заявке на патент США №61/235269, зарегистрированной 19 августа 2009 г. под названием «Пористые структуры имплантатов», причем полное содержание указанной заявки включено в данную заявку посредством ссылки.
Область техники
Изобретение, в общем, относится к пористым структурам, пригодным для изготовления имплантатов, а в частности, к структурам, пригодным для изготовления медицинских имплантатов с улучшенными сочетаниями прочности, пористости и соединяемости, а также к способам изготовления аналогичных усовершенствованных пористых структур.
Уровень техники
Структуры из металлопены представляют собой пористые трехмерные структуры, которые находят разные применения, включая изготовление медицинских, и в частности, ортопедических имплантатов. Возможность такого применения в медицине связана с тем, что указанные структуры обладают требуемой прочностью, позволяющей им выдерживать требуемую весовую нагрузку, а также пористостью, способствующей врастанию кости/ткани. В частности, многие ортопедические имплантаты содержат пористые секции, которые обеспечивают трехмерный каркас, способствующий врастанию кости в период заживления, а также несущую секцию, предназначенную для ускорения перехода пациента на амбулаторный режим.
Существуют разные способы изготовления структур из металлопены. Например, один из способов предусматривает перемешивание металлического порошка с порообразующим веществом (ПОВ) с последующим прессованием полученной смеси, обеспечивающим требуемую форму. Удаление ПОВ осуществляют с использованием теплоты в ходе процесса «выжигания». После этого оставшийся металлический остов подвергают, например, спеканию с формированием при этом пористой структуры из металлопены.
Аналогичный предыдущему другой общеизвестный способ содержит этапы нанесения связующего на пенополиуретан, нанесения металлического порошка на связующее, выжигания пенополиуретана и спекания металлического порошка с формированием при этом «полуфабриката». После этого повторно наносят связующее и металлический порошок на полуфабрикат, после чего повторным спеканием полуфабриката обеспечивают требуемые толщину ветвей и пористость полуфабриката. Затем полуфабрикат подвергают станочной обработке, обеспечивающей окончательную форму, и повторному спеканию.
Хотя полученные с использованием описанных известных методов металлопены имеют хорошую пористость, они в ряде случаев не в состоянии обеспечить достаточную прочность несущих конструкций в медицинских имплантатах. Кроме того, при формировании металлических пен такими методами, возможно образование нежелательных металлических соединений в этих металлопенах в результате взаимодействия металла с ПОВ. К тому же при использовании известных технологий изготовления металлических пен потребляется довольно много электроэнергии и могут выделяться ядовитые испарения.
В последнее время для производства металлических пен, используемых в медицинских имплантатах или в частях таких имплантатов, служат технологии быстрого изготовления - RMT (Rapid Manufacturing Technologies), такие как непосредственное выращивание моделей из металла - DMF (Direct Metal Fabrication) и изготовление твердого тела свободной формовкой - SFF (Solid Free-Form Fabrication). Вообще говоря, методы RMT обеспечивают возможность построения структур на основе трехмерных моделей САПР (систем автоматического проектирования). Например, методом DMF получают трехмерные структуры послойно из порошка, отвержденного посредством облучения порошкового слоя энергетическим источником, например, лазером, или электронным лучом. Порошок расплавляют или спекают направлением энергии от источника с использованием растровой развертки на выбранные участки порошкового слоя. После того, как расплавлением получен узор в одном порошковом слое, наносят дополнительный слой порошка, после чего процесс повторяют со сплавлением слоев, до окончательного формирования требуемой структуры.
Примерами металлических порошков, которые используют, согласно имеющимся данным, в таких методах непосредственного выращивания, являются двухфазные металлические порошки в композициях медь-олово, медь-припой и бронза-никель. Металлические структуры, сформированные методом DMF, могут быть относительно плотными, например с плотностью, составляющей от 70 до 80% плотности соответствующей формованной металлической структуры, или, наоборот, относительно пористыми, например со значениями пористости, приближающимися к 80%, и выше.
Хотя технология DMF и обеспечивает получение плотных структур, достаточно прочных для использования в качестве несущих конструкций в медицинских имплантатах, в то же время они не обладают достаточной пористостью для стимулирования врастания ткани и кости. И наоборот, технология DMF обеспечивает получение пористых структур с пористостью, достаточной для стимулирования врастания ткани и кости, но такие пористые структуры не обладают прочностью, которая необходима для их работы в качестве несущих конструкций. Другие лазерные технологии RMT имеют аналогичные недостатки в отношении необходимых ортопедическим имплантатам характеристик прочности, пористости и соединяемости.
Ввиду недостатков имплантатов из металлопены и имплантатов, изготовленных с использованием известных методов DMF, для некоторых медицинских имплантатов требуется выполнять многосоставные структуры, в которых каждая из структур служит для выполнения одной функции или ряда разных функций. Например, когда медицинским имплантатам требуется как пористая структура для стимулирования врастания кости и ткани, так и несущая конструкция, то, в частности, выполняют установку пористой пробки в углубление из сплошной структуры, с последующим соединением обеих структур, например, посредством спекания. Очевидно, что использование одной структуры предпочтительнее использования двух разных структур с их последующим спеканием.
В свете вышеуказанного сохраняется потребность в пористых структурах имплантатов, обеспечивающих требуемые прочность и пористость, в частности, при использовании в ряде случаев в ортопедии. В заявке предложены усовершенствованные пористые структуры, обладающие одновременно и необходимой прочностью для работы в качестве несущих конструкций, и необходимой для врастания ткани пористостью, а также способ изготовления таких усовершенствованных пористых структур.
Краткое изложение сущности изобретения
Одной из задач изобретения является получение пористых биосовместимых структур, пригодных для использования в качестве медицинских имплантатов с улучшенными свойствами прочности и пористости.
Другая задача - разработка способов изготовления пористых биосовместимых структур, пригодных для использования в качестве медицинских имплантатов с улучшенными свойствами прочности и пористости.
В соответствии с указанными выше задачами и в соответствии с одним из аспектов изобретения предложена пористая структура, содержащая ряд ветвей, причем каждая ветвь имеет первый конец, второй конец и непрерывное удлиненное тело между первым и вторым концами, причем указанное тело имеет толщину и длину, а также содержащая ряд узлов, при этом каждый узел имеет пересечение одного из концов первой ветви с телом второй ветви.
В соответствии с одним из предпочтительных вариантов осуществления, первый и второй концы ветви или ряда ветвей расположены между телами двух других ветвей. В соответствии с другим предпочтительным вариантом, тела ветви или тела ряда ветвей имеют ряд узлов.
В соответствии с другим аспектом изобретения, предложена пористая структура, содержащая ряд ветвей, причем одна ветвь или ряд ветвей содержат изогнутую часть, которая имеет длину и толщину; ряд соединений, причем две из указанных изогнутых частей имеют пересечение по касательной; ряд модифицированных узлов, при этом в каждом модифицированном узле предусмотрено отверстие, образованное тремя или более из указанных соединений.
В соответствии с одним из предпочтительных вариантов, пористая структура содержит по меньшей мере одну ветвь, содержащую прямую часть, имеющую длину и толщину. В соответствии с другим предпочтительным вариантом, пористая структура содержит по меньшей мере одну ветвь, имеющую первый конец и второй конец и непрерывное удлиненное тело между первым и вторым концами, при этом тело имеет толщину и длину и по меньшей мере один замкнутый узел, содержащий пересечение между одним из концов первой ветви и телом второй ветви, причем указанная ветвь имеет либо прямую часть, либо изогнутую часть, либо и ту и другую.
В соответствии с еще одним аспектом изобретения, предложены способы изготовления пористой структуры. Один из таких способов содержит этапы: создают модели пористой структуры, причем этап создания содержит этапы: формируют ряд ветвей и ряд узлов для формирования пористой структуры и изготавливают пористую структуру в соответствии с моделью, воздействуя на металлический порошок источником энергии. Этап формирования содержит этапы: получают первый конец, второй конец и непрерывное удлиненное тело между первым и вторым концами для каждой ветви, выбирая при этом значения толщины и длины для тела; и получают пересечение между одним из концов первой ветви и телом второй ветви для каждого узла.
В соответствии с одним из предпочтительных вариантов, способ содержит этап формирования первого и второго концов ветви или ряда ветвей, расположенных между телами двух других ветвей. В соответствии с другим предпочтительным вариантом, способ содержит этап формирования тел ветви или ряда ветвей, содержащих ряд узлов.
В соответствии со следующим аспектом изобретения второй способ изготовления пористой структуры содержит этапы: создают модели пористой структуры, причем этап создания включает этап выбора формы и размера по меньшей мере одного каркаса для одной ячейки или ряда ячеек пористой структуры, при этом форма каркаса включает в себя геометрическую форму, выбранную из группы, включающей в себя архимедовы тела, Платоновы тела, строго выпуклые полиэдры, призмы, антипризмы и их комбинации; добавляют ветвь или ряд ветвей к каркасу, причем ветви имеют изогнутую часть, а указанный этап добавления выполняют посредством вписывания изогнутой части ветви или ряда ветвей в грань или ряд граней выбранной формы или посредством описывания изогнутой части ветви или ряда ветвей около грани или ряда граней выбранной формы; выбирают толщину для каркаса и ветви или ряда ветвей; и изготавливают пористую структуру в соответствии с моделью, воздействуя на металлический порошок источником энергии.
В соответствии с одним из предпочтительных вариантов этап создания содержит этап удаления части каркаса из одной или нескольких ячеек модели. В соответствии с другим предпочтительным вариантом, этап изготовления содержит этапы: формируют N(1, Х) послойных узоров для пористой структуры на основе выбранных габаритных размеров по меньшей мере одной формы ячейки и по меньшей мере одного размера ячейки, причем значение N лежит в пределах от 1 для первого слоя в нижней части пористой структуры до х для верхнего слоя в верхней части пористой структуры; наносят N-й слой измельченного в порошок биосовместимого материала; расплавляют или спекают N-й узор в нанесенном N-ом слое измельченного в порошок биосовместимого материала; и повторяют этапы нанесения и расплавления или спекания от N=1 до N=х.
В соответствии с одним из усовершенствованных вариантов, способ дополнительно содержит этап: создают модель пористой структуры, в которой по меньшей мере для ряда узлов предусмотрено, что в одном месте пересекается не более двух ветвей.
В соответствии с другим усовершенствованным вариантом, способ дополнительно содержит этап: создают модель пористой структуры, в которой по меньшей мере одна ветвь или часть ветви изогнута.
Предусмотрена возможность изготовления раскрытых в заявке пористых структур с использованием технологий быстрого изготовления, таких как непосредственное выращивание моделей из металла. Имеется возможность выполнения соединения ветвей друг с другом посредством спекания, сплавления, сваривания, склеивания или иными методом. Имеется возможность формирования ветвями и узлами ряда окон. Кроме того, имеется возможность соединения ветвей друг с другом посредством расплавления, сваривания, склеивания, спекания или иным методом с формированием при этом ячейки и соединения ее с другими ячейками посредством расплавления, сваривания, склеивания, спекания или иным методом с формированием при этом непрерывной сетчатой структуры.
В соответствии с рядом усовершенствованных вариантов по меньшей мере одна ветвь, ряд ветвей или все ветви ячейки имеют равномерный диаметр. В соответствии с рядом усовершенствованных вариантов, одна ветвь, ряд ветвей или все ветви ячейки имеют неравномерные диаметры ветви. В соответствии с рядом усовершенствованных вариантов, ячейка включает в себя комбинации ветвей с равномерными и неравномерными диаметрами ветви. В соответствии с рядом усовершенствованных вариантов по меньшей мере одна ветвь, ряд ветвей или все ветви ячейки с равномерным диаметром имеют или не имеют близкие по значению, разные или одинаковые диаметры ветви, продольные формы, формы поперечного сечения, размеры, профили, толщины ветви, свойства материала, прочностные характеристики или иные свойства. В ряде усовершенствованных вариантов для одной, нескольких или всех ветвей в ячейке предусмотрено возрастание либо уменьшение в диаметре, вдоль заданной длины ветви, с близкими по значению, разными или одинаковыми коэффициентами.
В соответствии с рядом усовершенствованных вариантов ветви в ячейке проходят между двумя узлами. В соответствии с дополнительным усовершенствованием этого признака, ветви имеют переменные диаметры поперечного сечения вдоль длины ветви, включая минимальный диаметр в средней части, находящейся между двумя узлами. В соответствии с еще одним усовершенствованием этого признака, ветви имеют два противоположных конца, каждый из которых соединен с узлом, и среднюю часть, находящуюся между двумя концами. Ветви имеют расширяющуюся или сужающуюся в наружном направлении форму вдоль их протяжения от средней части в направлении каждого узла, так что диаметр средней части по существу меньше диаметра любого из двух противоположных концов. В ряде случаев ветви имеют расширяющуюся параболическую желобчатую или сужающуюся усеченно-коническую форму.
В соответствии с другими усовершенствованными вариантами по меньшей мере одна ветвь, ряд ветвей или все ветви в ячейке являются изогнутыми. В соответствии с дополнительным усовершенствованием этого признака, одна ячейка, ряд ячеек или все ячейки в пористой конструкции содержат по меньшей мере одну изогнутую ветвь. В соответствии с еще одним усовершенствованием этого признака, все ветви, образующие пористую структуру, являются изогнутыми. В соответствии со следующим усовершенствованием этого признака, изогнутые ветви образуют целые кольца или сегменты колец. Предусмотрена возможность соединения указанных колец или сегментов колец друг с другом, с образованием при этом открытых сторон или окон многосторонних ячеек. В ряде случаев одиночное кольцо образует часть общей стенки, соединяющей две смежные многосторонние ячейки. В ряде случаев один сегмент или ряд сегментов, по отдельности или в сочетании с прямыми частями ветвей, образуют часть общей стенки, соединяющей две смежных многосторонних ячейки. В соответствии с еще одним усовершенствованным вариантом, количество сторон каждой ячейки лежит в пределах от приблизительно 4 до приблизительно 24. Предпочтительнее, количество сторон каждой ячейки лежит в пределах от приблизительно 4 до приблизительно 16. Одной из наиболее предпочтительных геометрических форм является додекаэдр, или 12-сторонняя ячейка. Однако, как раскрыто и проиллюстрировано далее, предусмотрена возможность варьирования геометрической формы отдельных ячеек или ячеек пористой структуры в широких пределах и случайным образом от одной ячейки пористой структуры к другой.
В соответствии с другим усовершенствованным вариантом, предусмотрена возможность варьирования конфигурации ячеек, ветвей, узлов и/или соединений случайным образом по всей пористой структуре, что обеспечивает более точную имитацию естественной костной ткани.
В соответствии с другим усовершенствованным вариантом каждая ячейка является многосторонней и имеет полную форму, которую можно вписать в геометрическую форму, выбранную из группы, включающей в себя тетраэдры, усеченные тетраэдры, кубооктаэдры, усеченные гексаэдры, усеченные октаэдры, ромбокубоктаэдры, усеченные кубооктаэдры, плосконосые гексаэдры, плосконосые кубооктаэдры, икосододекаэдры, усеченные додекаэдры, усеченные икосаэдры, ромбоикосидодекаэдры, усеченные икосододекаэдры, плосконосые додекаэдры, плосконосые икосододекаэдры, кубы, октаэдры, додекаэдры, икосаэдры, призмы, призматоиды, антипризмы, однородные призмы, прямые призмы, параллелепипеды, кубоиды, политопы, соты, квадратные пирамиды, пятиугольные пирамиды, треугольные куполы, квадратные куполы, пятиугольные куполы, пентагональные ротонды, вытянутые треугольные пирамиды, вытянутые квадратные пирамиды, вытянутые пятиугольные пирамиды, гировытянутые квадратные пирамиды, гировытянутые пятиугольные пирамиды, треугольные пирамиды, пятиугольные бипирамиды, вытянутые треугольные бипирамиды, вытянутые квадратные бипирамиды, вытянутые пятиугольные бипирамиды, гировытянутые квадратные бипирамиды, вытянутые треугольные куполы, вытянутые квадратные куполы, вытянутые пятиугольные куполы, вытянутые пентагональные ротонды, гировытянутые трехугольные куполы, гировытянутые квадратные куполы, гировытянутые пятиугольные куполы, гировытянутые пентагональные ротонды, гиробифастигиумы, треугольные ортобикуполы, квадратные ортобикуполы, пятиугольные ортобикуполы, пятиугольные гиробикуполы, пентагональные ортокуполоротонды, пентагональные гирокуполоротонды, пентагональные ортобиротонды, вытянутые треугольные ортобикуполы, вытянутые треугольные гиробикуполы, вытянутые квадратные гиробикуполы, вытянутые пятиугольные ортобикуполы, вытянутые пятиугольные гиробикуполы, вытянутые пентагональные ортокуполоротонды, вытянутые пентагональные гирокуполоротонды, вытянутые пентагональные ортобиротонды, вытянутые пентагональные гиробиротонды, гировытянутые треугольные бикуполы, гировытянутые квадратные бикуполы, гировытянутые пятиугольные бикуполы, гировытянутые пентагональные куполоротонды, гировытянутые пентагональные биротонды, пополненные треугольные призмы, бипополненные треугольные призмы, трипополненные треугольные призмы, пополненные пятиугольные призмы, бипополненные пятиугольные призмы, пополненные шестиугольные призмы, парабипополненные шестиугольные призмы, метабипополненные шестиугольные призмы, трипополненные шестиугольные призмы, пополненные додекаэдры, парабипополненные додекаэдры, метабипополненные додекаэдры, трипополненные додекаэдры, метабиуменьшенные икосаэдры, триуменьшенные икосаэдры, пополненные триуменьшенные икосаэдры, пополненные усеченные тетраэдры, пополненные усеченные кубы, бипополненные усеченные кубы, пополненные усеченные додекаэдры, парабипополненные усеченные додекаэдры, метабипополненные усеченные додекаэдры, трипополненные усеченные додекаэдры, скрученные ромбоикосидодекаэдры, парабискрученные ромбоикосидодекаэдры, метабискрученные ромбоикосидодекаэдры, трискрученные ромбоикосидодекаэдры, уменьшенные ромбоикосидодекаэдры, параскрученные уменьшенные ромбоикосидодекаэдры, метаскрученные уменьшенные ромбоикосидодекаэдры, бискрученные уменьшенные ромбоикосидодекаэдры, парабиуменьшенные ромбоикосидодекаэдры, метабиуменьшенные ромбоикосидодекаэдры, скрученные биуменьшенные ромбоикосидодекаэдры и триуменьшенные ромбоикосидодекаэдры, снаб дисфеноиды, плосконосые квадратные антипризмы, сфенокороны, пополненные сфенокороны, сфеномегакороны, гебесфеномегакороны, дисфеноцингулум или джонсоново тело, билунабиротонды, треугольные гебесфеноротонды и их комбинации.
В соответствии с другим усовершенствованным вариантом, порошок выбран из группы, включающей металл, керамику, металлокерамику или кермет, стекло, стеклокерамику, полимер, композит и их комбинации.
В соответствии с другим усовершенствованным вариантом, металлический материал выбран из группы, включающей титан, титановый сплав, цирконий, циркониевый сплав, ниобий, ниобиевый сплав, тантал, танталовый сплав, никель-хромовый, например, нержавеющую сталь, кобальт-хромовый сплав и их комбинации.
В соответствии с другим усовершенствованным вариантом из пористой структуры образована по меньшей мере часть медицинского имплантата, в частности, ортопедического имплантата, зубного имплантата или сосудистого имплантата.
В заявке раскрыты также пористые структуры ортопедических имплантатов, обеспечивающие надежное врастание клеток и тканей, а также прочность, необходимую для выдерживания веса. Предусмотрено их изготовление с использованием технологии получения профиля, близкого к заданному, например, с использованием процесса непосредственного выращивания моделей из металла (DMF) при работе с металлическими биоматериалами, или стереолитографического процесса в случае работы с полимерными биоматериалами. В процессе DMF порошкообразный биосовместимый материал подают слоями, и отдельные частицы слоя этого материала подвергают сплавлению или спеканию послойно. Предложенные в качестве примера типовые пористые структуры содержат ряд трехмерных ячеек. В каждой ячейке содержится ряд ветвей. Предусмотрена возможность спекания или сплавления каждой из ветвей с одной из других ветвей в узле. В каждом узле предусмотрено соединение не более чем двух ветвей. Ветви и узлы каждой ячейки формируют ряд окон. В каждой ячейке имеется от приблизительно 4 до приблизительно 24 окон. По меньшей мере одна ветвь по меньшей мере в некоторых из ячеек является изогнутой. Предусмотрена возможность сплавления или спекания каждой ячейки по меньшей мере с еще одной ячейкой с формированием при этом сплошной сетчатой структуры.
Остальные преимущества и признаки изобретения подробно изложены далее в описании, приведенном со ссылками на приложенные чертежи. В изложенном выше обзоре признаков и преимуществ изобретения описаны самые общие черты, с тем чтобы облегчить понимание следующего далее подробного описания. Ниже раскрыты дополнительные признаки и преимущества изобретения, заявленные в пунктах формулы. Специалистам в данной области следует понимать, что общие принципы и конкретные варианты осуществления легко использовать как основу для выполнения модификаций или для разработки иных структур, служащих достижению тех же целей, что и указанные в изобретении. Специалистам в данной области следует также иметь в виду, что такие эквивалентные конструкции не выходят за рамки объема изобретения, изложенного в приведенной формуле изобретения. Новые признаки, которые считаются отражающими суть изобретения как в отношении его построения, так и в технологическом плане, в сочетании с дополнительными целями и преимуществами, более четко представлены в нижеследующем описании, приведенном со ссылками на приложенные чертежи. Вместе с тем необходимо понимать, что все чертежи приведены только для пояснения и в качестве иллюстраций, и их не следует трактовать как ограничивающие каким бы то ни было образом пределы объема изобретения.
Краткое описание чертежей
Ниже в целях более полного раскрытия сущности изобретения приведено его подробное описание со ссылками на приложенные чертежи:
Фиг.1А и 1В - трехмерные изображения варианта выполнения ветвей в узле пористой структуры, известной из предшествующего уровня техники, где ветви, показанные на Фиг.1А имеют одинаковые диаметры, а ветви, показанные на Фиг.1В, имеют разные диаметры;
Фиг.2 - выполненный на растровом электронном микроскопе (РЭМ) микрофотоснимок, на котором продемонстрирован пример известных ветвей с переломами;
Фиг.3-5 - трехмерные изображения, иллюстрирующие один из вариантов выполнения ветвей и узлов согласно изобретению;
Фиг.6-8 - трехмерные изображения, иллюстрирующие другой вариант выполнения ветвей и узлов согласно изобретению, в котором по меньшей мере ряд ветвей имеют меньший диаметр поперечного сечения на участке ветви, соответствующем телу, по сравнению с диаметром поперечного сечения в узле;
Фиг.9А и 9В - вид сверху показанных на Фиг.6-8 вариантов исполнения;
Фиг.10A-10F - двухмерные изображения разных конфигураций каркаса из ветвей и узлов в известной пористой структуре;
Фиг.11A-11F - двухмерные изображения соответствующих известных конфигураций каркаса из показанных на Фиг.10A-10F ветвей и узлов, модифицированных согласно одному из вариантов осуществления изобретения;
Фиг.12A-12D - трехмерные изображения, демонстрирующие примеры разных вариантов выполнения предложенной пористой структуры, содержащей одну конфигурацию или ряд конфигураций каркаса в соответствии с Фиг.11A-11F;
Фиг.13А-13М - двухмерные изображения, демонстрирующие примеры вариантов конфигураций каркаса двух образующих узел ветвей согласно изобретению, включая каркасы для ветвей, которые являются прямыми, изогнутыми или сочетают прямую и изогнутую формы;
Фиг.14 - двухмерное изображение, демонстрирующее пример выполнения предложенной пористой структуры, содержащей одну конфигурацию или ряд конфигураций каркаса в соответствии с Фиг.13А-13М;
Фиг.15А-15С - двухмерные изображения, демонстрирующие примеры конфигураций разных изогнутых каркасов и соответствующих ветвей согласно изобретению, пересекающихся с формированием при этом узла;
Фиг.16 - трехмерное изображение, демонстрирующее пример выполнения предложенной пористой структуры, содержащей одну конфигурацию или ряд конфигураций каркаса в соответствии с Фиг.13А-13М, включая каркасы для ветвей, которые являются прямыми, изогнутыми или сочетают прямую и изогнутую формы;
Фиг.17 - трехмерное изображение, демонстрирующее пример каркаса для по существу кубической ячейки пористой структуры согласно изобретению;
Фиг.18 - трехмерное изображение, демонстрирующее пример расположения каркасов для кубических ячеек в соответствии с Фиг.17;
Фиг.19 - трехмерное изображение, иллюстрирующее расположение кубических ячеек пористой структуры, известное из уровня техники;
Фиг.20 - трехмерное изображение, демонстрирующее пример расположения кубических ячеек пористой структуры согласно изобретению;
Фиг.21 - изображение в увеличенном масштабе, иллюстрирующее расположение в соответствии с Фиг.20;
Фиг.22 - трехмерное изображение, демонстрирующее пример каркаса для ячейки пористой структуры согласно изобретению, в форме тетраэдра;
Фиг.23 - трехмерное изображение, демонстрирующее пример каркаса в форме пирамиды с квадратным основанием для ячейки пористой структуры согласно изобретению;
Фиг.24А и 24В - разные виды трехмерных изображений основанной на додекаэдральной форме известной из уровня техники ячейки пористой структуры;
Фиг.25А и 25В - разные виды трехмерных изображений одного из вариантов выполнения ячейки пористой структуры согласно изобретению, также основанной на додекаэдральной форме;
Фиг.26-28 - трехмерные изображения каркаса известной ячейки в соответствии с Фиг.24А и 24В, модифицированной в соответствии с одним из вариантов осуществления изобретения;
Фиг.29А и 29В - трехмерные изображения ячейки согласно изобретению, форма которой выполнена так, как показано на Фиг.26-28, при этом на Фиг.29 В представлен местный вид каркаса ячейки в трехмерном изображении;
Фиг.30 - развертка представленного на Фиг.27 каркаса на плоскости;
Фиг.31 - развертка каркаса ячейки в форме усеченного тетраэдра на плоскости;
Фиг.32 - представленный на Фиг.31 каркас, образованный изогнутыми ветвями в соответствии с одним из вариантов осуществления изобретения;
Фиг.33 - развертка каркаса ячейки в форме усеченного октаэдра на плоскости;
Фиг.34 - показанный на Фиг.33 каркас, образованный изогнутыми ветвями в соответствии с одним из вариантов осуществления изобретения;
Фиг.35А-35Е - двухмерные изображения с примерами круга и эллипса, вписанными в разные геометрические формы, в соответствии с одним из вариантов осуществления изобретения;
Фиг.36 - развертка каркаса ячейки в форме усеченного тетраэдра на плоскости, с описанными около каждой грани ячейки кругами, в соответствии с одним из вариантов осуществления изобретения;
Фиг.37А и 37В - разные виды трехмерных изображений основанной на додекаэдральной форме ячейки согласно другому варианту осуществления изобретения;
Фиг.38 - трехмерное изображение еще одного варианта выполнения основанной на додекаэдральной форме ячейки согласно изобретению;
Фиг.39А-39С - разные виды трехмерных изображений основанной на додекаэдральной форме ячейки согласно изобретению в соответствии с еще одним вариантом выполнения;
Фиг.40 - трехмерное изображение, демонстрирующее пример расположения ячеек в соответствии с Фиг.24 и 25;
Фиг.41А и 41В - разные виды трехмерных изображений, на которых продемонстрированы примеры расположения ячеек в соответствии с Фиг.24, 25 и 37;
Фиг.42 - трехмерное изображение, демонстрирующее пример расположения ячеек, сформированных на основе усеченного тетраэдра с одной изогнутой ветвью или рядом изогнутых ветвей;
Фиг.43 - трехмерное изображение, демонстрирующее пример предложенного расположения ячеек, сформированных на основе усеченных тетраэдров;
Фиг.44 - трехмерное изображение, демонстрирующее пример предложенного расположения ячеек, сформированных на основе кубов - они выделены светло-серым цветом, усеченных кубооктаэдров - они выделены черным цветом и усеченных октаэдров - они выделены темно-серым цветом;
Фиг.45 - трехмерное изображение, демонстрирующее пример предложенного расположения ячеек, сформированных на основе кубооктаэдров - они выделены черным цветом, усеченных октаэдров - они выделены темно-серым цветом и усеченных тетраэдров - они выделены светло-серым цветом;
Фиг.46 - изображение каркаса в соответствии с показанным на Фиг.42 расположением;
Фиг.47 - изображение каркаса в соответствии с показанным на Фиг.43 расположением;
Фиг.48-50 - трехмерные изображения выполненного на основе октаэдра каркаса, модифицированного в соответствии с одним из вариантов осуществления изобретения;
Фиг.51А и 51В - разные виды трехмерных изображений предложенной ячейки, выполненной из каркасов в соответствии с Фиг.48-50;
Фиг.52 - трехмерное изображение каркаса на основе усеченного тетраэдра;
Фиг.53A-53D - разные виды трехмерных изображений ячейки, образованной из каркаса, показанного на Фиг.52 и модифицированного в соответствии с одним из вариантов осуществления изобретения;
Фиг.54А-54Е - разные виды трехмерных изображений, демонстрирующих примеры расположения ячеек в соответствии с Фиг.53;
Фиг.55А-55Е - трехмерные изображения ячейки, образованной из каркаса на основе шестиугольной призмы и модифицированной в соответствии с одним из вариантов осуществления изобретения;
Фиг.56А, 56В и 57А, 57В - трехмерные изображения, демонстрирующие примеры расположения ячеек в соответствии с Фиг.55;
Фиг.58-61 - трехмерные изображения основанных на додекаэдре каркасов, модифицированных в соответствии с вариантами осуществления изобретения.
Следует иметь в виду, что чертежи приведены без строгого соблюдения масштаба и иллюстрируют варианты осуществления в ряде случаев условно и частично. В отдельных случаях опущены несущественные для понимания описываемых методов и средств детали, а также детали, затрудняющие восприятие. Кроме того, в целях упрощения в ряде случаев приведен только один иллюстративный пример, а не все возможные. Следует иметь в виду, что описание изобретения не ограничено только проиллюстрированными в нем вариантами осуществления.
Подробное изложение сущности изобретения
Как уже упомянуто выше, при изготовлении пористых структур для медицинских имплантатов используют разные технологии быстрого изготовления (RMT), такие как непосредственное выращивание моделей из металла (DMF). Однако использование DMF или других технологий RMT для изготовления пористых структур не исключают возможности возникновения ослабленных зон между окнами трехмерной пористой структуры. Это явление обусловлено, главным образом, формой и конфигурацией известных из предыдущего уровня техники ячеек, формирующих указанные пористые структуры. В частности, изломы возникают в зонах соединения ветвей в узел. В известных пористых структурах изломы происходят по той причине, что площадь поперечного сечения ветви в месте ее соединения с узлом меньше площади поперечного сечения полученного узла. Зоны соединения ветвей со своим узлом, которые называют обычно «концентраторами напряжений», являются узловыми точками отказа конструкции. Такой отказ в местах расположения концентраторов напряжений может также произойти, если расплав частиц не полностью завершен и происходит их сплавление, или когда близлежащие поверхности основы слишком холодны, вследствие чего происходит вспучивание горячего порошкообразного материала в процессе DMF. Вне зависимости от конкретной причины излома ветвей, приводящего к ухудшению эксплуатационных характеристик известных пористых структур, назрела потребность в разработке усовершенствованных структур, изготовление которых возможно посредством RMT, в частности DMF, а также других технологий изготовления свободной формовкой или изготовления профилей, близких к заданному, например, посредством селективного лазерного спекания, электронно-лучевой плавки или стереолитографии.
На Фиг.1А и 1В приведены изображения мест вероятного возникновения изломов. На Фиг.1А и 1В приведен пример пористой структуры, соответственно, с тремя или четырьмя ветвями, которые соединены в узел, причем ветви на Фиг.1А имеют одинаковые диаметры, а на Фиг.1В - разные диаметры. В частности, в конструкции, показанной на Фиг.1А, три ветви 102 по существу равных диаметров соединены в узле 104. В местах соединения трех ветвей 102 сформированы три концентратора напряжений 106. Поскольку диаметры поперечного сечения ветвей 102 в местах расположения концентраторов напряжений 106 меньше, чем диаметр поперечного сечения узла 104, указанные концентраторы являются точками типового отказа ветвей. Как показано на Фиг.1 В, с более крупной ветвью 110 в узле 112 соединены три меньших ветви 108. Позициями 114 обозначены три из четырех сформированных концентраторов напряжений, которые имеют, по существу, меньшие диаметры поперечного сечения по сравнению с узлом 112. На Фиг.2 приведен сделанный на растровом электронном микроскопе (РЭМ) микрофотоснимок структуры 200, изготовленной с использованием технологии RMT, на котором проиллюстрирован пример поверхностей 202 излома ветвей. Показанная на Фиг.2 проба окклюдирована в зонах вокруг этих поверхностей 202 использованным в процессе изготовления порошком 204.
На Фиг.3-5 представлены разные варианты осуществления изобретения. Здесь ветви 302, 402 и 502 соединены в различных комбинациях в соответствующих узлах 304, 404 и 504. Каждый из узлов 304, 404 и 504 является местом соединения только для двух ветвей. Например, как показано на Фиг.5, узел 504а представляет собой соединение ветвей 502а и 502b, узел 504b - соединение ветвей 502b и 502с, а узел 504с - ветвей 502b и 502d. В результате уменьшения количества ветвей 302, 402 и 502, сходящихся или соединенных в своих соответствующих узлах 304, 404 и 504, диаметр или площадь поперечного сечения в местах, где соединены ветви 302, 402 и 502, по существу, равен площади поперечного сечения в соответствующих узлах 304, 404 и 504. Таким образом, в структурах, показанных на Фиг.3-5, обеспечено ослабление воздействия концентраторов напряжений, не показанных на чертеже, на прочность конструкции. Следовательно, полученные структуры существенно прочнее, чем известные структуры, проиллюстрированные на Фиг.1А и 1В.
На Фиг.6-8 представлены другие варианты выполнения предложенных пористых структур, содержащих такие комбинации ветвей и узлов, в которых по меньшей мере некоторые из ветвей отличаются меньшим диаметром поперечного сечения в теле ветви, нежели в месте расположения концентратора напряжений. Ветви 602, 702 и 802 имеют желобчатую или коническую форму, с расширением каждой из этих ветвей и соответствующим увеличением диаметра ее поперечного сечения по мере приближения и присоединения ветви в соответствующем узле 604, 704, 804. В конструкциях, показанных на Фиг.6-8 использованы желобчатые ветви 602, 702, 802 и нежелобчатые ветви 606, 706, 806, причем ветви обоих этих типов присоединены в соответствующих узлах 604, 704, 804.
Таким образом, каждое из соединений желобчатых ветвей 602, 702, 802 и нежелобчатых ветвей 606, 706, 806 имеет диаметр поперечного сечения, который практически соответствует максимальному диаметру поперечного сечения желобчатых ветвей 602, 702, 802. Соответственно, в результате этого ослаблено воздействие концентраторов напряжений, не показанных на чертеже, на работу структур. На Фиг.9А приведен вид сверху ветвей 802 и узлов 804, показанных на Фиг.8, а на Фиг.9В - вид сверху отдельного узла, показанного на Фиг.8, который условно обозначен как ветви 602 и узел 604. Как показано на Фиг.9А-9В, желобчатые ветви 602, 802 имеют максимальный диаметр поперечного сечения на концах 606, 806, которые соединены в узлах 804, 604, и меньший, или минимальный, диаметр поперечного сечения в своих средних частях. Таким образом ослаблено воздействие концентраторов напряжений, не показанных на чертеже, в местах соединения желобчатых ветвей 602, 702, 802 и нежелобчатых ветвей 606, 706, 806. Предпочтительно в любом узле, например, 604, имеется соединение не более двух ветвей, например, 602 и 606, что обеспечивает дополнительную прочность.
На Фиг.10A-10F приведены двухмерные изображения разных конфигураций каркаса из ветвей и узлов в известной пористой структуре. В целях упрощения не приведено трехмерное изображение ветвей, вместо этого каждая ветвь представлена отдельной линией, например, каркас ветви представлен либо сплошной, либо жирной сплошной, либо пунктирной линией. Следует понимать, что указанное изображение приведено в качестве примера и не носит ограничительного характера. Из предшествующего уровня техники известно, что пористая структура содержит, как правило, больше двух ветвей, соединенных в узле 1002, независимо от того, какая ветвь использована, прямая, изогнутая или неправильной формы. Хотя на Фиг.10А показано соединение в узле только двух ветвей, концентраторы напряжений в указанной конфигурации действуют в том же качестве концентраторов напряжений и в узле с четырьмя соединяющимися или пересекающими друг друга ветвями. Примеры известных конфигураций, использованных для формирования пористых структур, приведены, в частности, в публикациях США за №2006/0147332 и №2010/0010638.
В отличие от показанных на Фиг.10A-10F известных конфигураций, предложено ослабить воздействие концентраторов напряжений в узлах за счет того, что обеспечено пересечение не более двух ветвей в узле. Таким образом, в соответствии с рядом вариантов осуществления, диаметр или площадь поперечного сечения в местах пересечения ветвей, по существу, равны площади поперечного сечения в каждом узле, что обеспечивает существенное понижение воздействия концентратора напряжений на прочность конструкции. На Фиг.11A-11F продемонстрированы примеры осуществления изобретения, предусматривающие такую модификацию соответствующих известных конфигураций, в результате которой обеспечено пересечение не более двух ветвей в узле. Как показано на Фиг.11A-11F, в каждом из узлов 1102 имеет место пересечение только двух ветвей. В целях упрощения позицией 1102 обозначен только один из многочисленных узлов, показанных на Фиг.11A-11F. В частности, на Фиг.11A-11F показано, что в узлах 1102 имеется пересечение концом одной из ветвей тела другой ветви. Кроме того, в результате модификации известных конфигураций благодаря одному из вариантов осуществления изобретения сформирована модифицированная пора 1104, которая является открытой в каждой конфигурации, что обеспечивает дополнительную пористость с повышенной прочностью и, следовательно, значительное улучшение структуры по сравнению с известными конфигурациями. На Фиг.12A-12D приведены трехмерные изображения, демонстрирующие примеры выполнения предложенной пористой структуры с использованием одной конфигурации или ряда конфигураций, показанных на Фиг.11A-11F, где каркасам, например, линиям, придана толщина для формирования ветвей. На Фиг.12A-12D пористые структуры включают в себя пересекающиеся друг с другом в узлах 1204 ветви 1202, с пересечением не более двух узлов в узле.
Как показано на Фиг.11A-11F, известные из уровня техники узлы 1002, показанные на Фиг.10A-10F, являются по существу «открытыми», обеспечивая тем самым соединение не более двух ветвей в узле. Помимо ослабления воздействия концентраторов напряжений в узле, такое «исполнение открытыми» известных из уровня техники узлов 1002, показанных на Фиг.10A-10F, с получением узлов 1102, показанных на Фиг.11A-11F, обеспечивает дополнительное преимущество, заключающееся в снижении температурных колебаний в процессе изготовления. Как и в случае с другими тепловыми процессами, возможности регулирования степени нагрева материала, например, его охлаждение, исключительно важны для обеспечения требуемых свойств материала.
На Фиг.13А-13М показаны варианты изобретения, обеспечивающие ослабление воздействия концентраторов напряжений посредством обеспечения присутствия в пористых структурах изогнутых ветвей. На Фиг.13А-13М представлены двухмерные изображения разных примеров конфигураций каркаса из двух ветвей согласно изобретению, формирующих узел, в том числе каркасы для ветвей, которые являются прямыми, изогнутыми или сочетают прямую и изогнутую формы. Как показано на чертеже, в узле 1302 имеется пересечение только двух ветвей. По меньшей мере на Фиг.13А-13С имеется пересечение по касательной ветвей в узле 1302, что обеспечивает повышенную механическую прочность и улучшенное сцепление. На Фиг.14 приведено двухмерное изображение, демонстрирующее пример выполнения предложенной пористой структуры, содержащей одну конфигурацию или ряд конфигураций каркаса, показанных на Фиг.13А-13М, в том числе каркасы для ветвей, которые являются прямыми, изогнутыми или сочетают прямую и изогнутую формы. Как показано на Фиг.14, в каждом узле имеется соединение не более чем двух ветвей, будь то изогнутые ветви или прямые. На Фиг.15А-15С приведены двухмерные изображения, демонстрирующие примеры предложенных конфигураций для разных изогнутых каркасов и соответствующих ветвей, пересекающихся так, что сформирован узел 1502. На этих чертежах пунктирными линиями обозначены каркасы 1504, а сплошными -соответствующие ветви 1506. Как показано на чертеже, в том месте, где имеется пересечение по касательной или соединение круглой ветви с центром в точке 1508 с круглой ветвью с центром в точке 1510, сформирован узел 1502а. С другой стороны, сформирован узел 1502b там, где круглая ветвь с центром в точке 1508 имеет пересечение по касательной или соединение с круглой ветвью с центром в точке 1512. Аналогичным образом на Фиг.15В показана круглая ветвь с центром в точке 1514, имеющая такое пересечение по касательной с круглой ветвью с центром в точке 1516, что при этом сформирован узел 1502с, а на Фиг.15С - круглая ветвь с центром в точке 1518, имеющая такое пересечение по касательной с круглой ветвью с центром в точке 1520, что при этом сформирован узел 1502d. На Фиг.16 приведено трехмерное изображение, демонстрирующее пример выполнения предложенной пористой структуры, содержащей одну конфигурацию или ряд конфигураций каркаса из показанных на Фиг.13А-13М, включая каркасы для ветвей, которые являются прямыми, изогнутыми или сочетают прямую и изогнутую формы.
На Фиг.17 приведено трехмерное изображение, демонстрирующее пример каркаса для по существу кубической ячейки 1700, образованной двенадцатью ветвями 1702 и шестнадцатью узлами 1704. Здесь, как и ранее, в целях упрощения цифровыми позициями обозначены только некоторые из ветвей и узлов. Благодаря использованию шестнадцати узлов 1704, формирующих соединение только двух ветвей 1702, в отличие от восьми узлов с соединениями трех ветвей в известной кубической конструкции, которая не показана на чертеже, в ячейке 1700 образованы более прочные узлы 1704 и более прочные соединения ветвей 1702 и узлов 1704. В результате такой новой конфигурации, предложенной в одном из вариантов осуществления изобретения, обеспечено устранение разности диаметров поперечного сечения ветвей 1702 и узлов 1704. Как следствие этого, снижено отрицательное воздействие концентраторов напряжений, в частности, указанных ссылочными позициями 106 и 114 на Фиг.1А и 1В, на прочность конструкции. На Фиг.18 показана пористая структура 1800, образованная рядом соединенных друг с другом ячеек 1802, аналогичных тем, что показаны на Фиг.17. Аналогичным образом на Фиг.19 и 20 приведено другое сравнение показанного на Фиг.19 расположения ячеек, известных из предшествующего уровня техники, с показанным на Фиг.20 расположением ячеек в соответствии с одним из вариантов осуществления изобретения. Как указано выше, из-за наличия в узле более двух пересекающихся ветвей, известная пористая структура является слабой по причине усиленного воздействия концентраторов напряжений. Напротив, показанное на Фиг.20 предложенное расположение обеспечивает требуемую пористость с одновременным повышением прочности, что обусловлено пересечением не более двух ветвей в узле. Кроме того, расположение, показанное на Фиг.20 имеет дополнительное преимущество, так как обладает более высокими трабекулярными свойствами, сходными с характеристиками губчатого вещества кости, в отличие от известной из предшествующего уровня техники регулярной конфигурации. К тому же то, что предложенная пористая структура имеет вид трабекулярной при формировании ее расчетным путем обеспечивает еще одно преимущество: уменьшение потребности в расширенной рандомизации пористой структуры. Таким образом, структура, показанная на Фиг.20 ближе по своим характеристикам к структуре костей, чем известная конфигурация, показанная на Фиг.19. На Фиг.21 изображено в увеличенном масштабе расположение, показанное на Фиг.20, при этом пунктирными линиями 2102 обозначены каркасы из ветвей для более четкой демонстрации мест присоединения ветвей при формировании узла.
Аналогичным образом на Фиг.22 показан другой вариант выполнения предложенной ячейки. Ячейка 2200 основана на тетраэдральной форме, или форме треугольной пирамиды, сформированной только из шести ветвей 2202 и восьми узлов 2204. В каждом узле 2204 соединены друг с другом только две ветви 2202. На Фиг.23 изображена аналогичная ячейка 2300, которая представляет собой пирамиду с квадратным основанием. На Фиг.23 показано, что для формирования ячейки использованы восемь ветвей 2302 и одиннадцать узлов 2304. Ниже приведены другие геометрические формы для ячеек, такие как додекаэдры, икосаэдры, октагональные призмы, пентагональные призмы, кубоиды и разные случайные геометрические фигуры. Кроме того, на Фиг.17, 18, 22 и 23 показаны каркасы из ветвей, которые возможно вырастить из этих каркасов, с предусмотренной согласно изобретению возможностью выбора толщины каждой ветви. В этом случае толщина может быть одинаковой для всех ветвей или меняющейся от ветви к ветви. Кроме того, предусмотрена возможность того, что в составе ветвей есть желобчатые ветви, показанные на Фиг.6-8. Кроме того, ветви могут иметь не цилиндрическую форму. Как показано ниже, предусмотрено поперечное сечение ветвей прямоугольной, квадратной, или любой другой пригодной для конкретного использования формы, например, описываемой математически формы или не описываемой математически формы.
Как указано выше, применительно к Фиг.17, 18, 22 и 23, предусмотрено выполнение разных конструкций ячеек разной формы, посредством разных описанных выше методов, в частности, DMF. Вообще говоря, применима практически любая трехмерная многосторонняя конструкция. Например, в объем изобретения входят ячейки с такими полными геометрическими формами, как архимедовы тела, Платоновы тела, строго выпуклые полиэдры, призмы, антипризмы и их различные комбинации. В соответствии с другими вариантами осуществления, количество сторон каждой ячейки лежит в пределах от приблизительно 4 до приблизительно 24. Предпочтительнее, количество сторон каждой ячейки лежит в пределах от приблизительно 4 до приблизительно 16. Одной из наиболее предпочтительных геометрических форм является додекаэдр, или 12-гранная ячейка. Однако, как раскрыто и проиллюстрировано далее, предусмотрена возможность варьирования геометрической формы отдельных ячеек или ячеек пористой структуры в широких пределах и случайным образом от одной ячейки пористой структуры к другой.
Например, на Фиг.24А и 24В показана известная двенадцатигранная ячейка 2400 известной пористой конструкции, в которой каждый узел 2404 является местом соединения трех ветвей 2402. Примеры пористых структур, образованных из таких известных из уровня техники ячеек, раскрыты в указанных выше публикациях US 2006/0147332 и 2010/0010638. Пористую структуру с заданной пористостью и заданным объемом возможно сформировать, используя ряд ячеек 2400 и скрепляя одну ячейку с другой до получения требуемого объема. Структурам с известными конфигурациями ячеек могут быть присущи недостатки, так как они не повторяют случайный характер естественных губчатых структур. Во всяком случае, они в недостаточной степени воспроизводят характеристики губчатой кости. Еще важнее то, что, как показано на Фиг.24А и 24В, в каждом узле 2404 возникают более значительные напряжения, поскольку происходит пересечение ветвей 2402 под углами 120°, что ведет к повышению коэффициента концентрации напряжений вследствие формирования выемок или канавок на поверхности узлов 2404 и в местах соединения более чем двух ветвей 2402 в каждом из узлов 2404.
На Фиг.25А и 25В показан один из вариантов осуществления изобретения, обеспечивающий решение указанных проблем, присущих известным структурам. Как показано Фиг.25А и 25В, известные из уровня техники узлы 2404 структур, показанных на Фиг.24А и 24В, исключены из ячейки 2500 благодаря использованию изогнутых ветвей 2502, образующих кольцо или обод, вследствие чего устранены концентраторы напряжений, возникавшие в этих узлах. Кроме того, в ячейках 2500 известные из уровня техники узлы 2404 заменены модифицированными узлами 2504, в частности, открытыми или пористыми для обеспечения добавочной пористости, что представляет дополнительное преимущество в ряде случаев использования, в частности, при необходимости улучшения врастания ткани или кости при установке ортопедических имплантатов. Соответственно, ячейка 2500 обеспечивает дополнительную прочность с одновременным увеличением пористости, тогда как известная из предыдущего уровня техники ячейка 2400 является более слабой и менее пористой.
На Фиг.26-28 показан один из вариантов формирования ячейки в соответствии с Фиг.25А и 25В. На Фиг.26 показан додекаэдральный каркас 2600 для известных из уровня техники ячеек, рассмотренных выше применительно к Фиг.24А и 24В. На Фиг.27 показан каркас 2700, включающий в себя каркас 2800, показанный на Фиг.28, наложенный на додекаэдральный каркас 2600, показанный на Фиг.26. На Фиг.29А показана ячейка, аналогичная показанной на Фиг.25А и 25В ячейке, которой придана форма выбором толщины для каркаса 2800. На Фиг.29А ячейка 2900 построена из двенадцати изогнутых ветвей 2902, из которых, в соответствии сданным вариантом, образовано кольцо, петля, плоское круговое кольцо или плоское кольцо. Изогнутые ветви 2902 соединены друг с другом в треугольных модифицированных узлах 2904, которые более четко показаны на Фиг.29В. На Фиг.29В более толстыми кругами обозначены четыре из изогнутых ветвей 2902 ячейки 2900, в то время как более тонкие круги выявляют модифицированные узлы 2904, образованные этими ветвями. Каждый модифицированный узел 2904 содержит по три сплавленных или спеченных соединения 2906 двух отдельных изогнутых ветвей 2902. Другими словами, имеется пересечение по касательной изогнутых ветвей 2902 в соответствующем месте соединения 2906. В зависимости от толщины каждой ветви 2902, также предусмотрена возможность того, что модифицированный узел 2904 является пористым узлом с отверстиями 2908, расположенными между тремя местами соединения 2906, или окклюдированным узлом, без отверстий между указанными местами соединения. Предпочтительно в модифицированном узле 2904 имеются отверстия 2908 между тремя местами соединений 2906, что обеспечивает добавочную пористость в сочетании с пористостью, обеспеченной окнами 2910 в изогнутых ветвях 2902. На Фиг.29В показано, что при пересечениях по касательной ветвей 2906, в частности при пересечении каркаса по касательной, отдельные соединения 2906 из-за толщины ветвей являются относительно длинными, как это обозначено интервалом 2912. За счет этих длинных спеченных соединений 2906, по существу образованных по касательной, обеспечено увеличение механической прочности и силы сцепления.
На Фиг.30 показано развернутое или уплощенное двухмерное изображение структуры, показанной на Фиг.27 с известным из уровня техники каркасом 3008 и каркасом 3010 для ячейки 2900. Как показано на Фиг.30, местонахождение и количество отдельных соединений 3006, если проводить сравнение с известными узлами 3004 в известных конфигурациях 3008, оказываются другими при использовании предложенных изогнутых ветвей 3002. Например, соединения 3006 расположены по существу вокруг центра тела изогнутых ветвей 3002, а известные из уровня техники узлы 3002 находятся на концах известных из уровня техники ветвей. Кроме того, в соответствии с этим вариантом осуществления, количество соединений 3006, образованных в местах соединения изогнутых ветвей 3002, в три раза больше количества известных из уровня техники узлов 3004, где находятся места соединения прямых ветвей, образующих каркас 3008. Следовательно, благодаря большему количеству соединений обеспечена более высокая механическая прочность.
На Фиг.31-34 показано, как выполнить модификацию каркасов для ячеек на основе обычного полиэдра с помощью изогнутых ветвей, образующих ячейку, аналогичную показанной на Фиг.29 ячейке 2900. В частности, на Фиг.31 показана развертка каркаса 3100 ячейки на плоскости в форме усеченного тетраэдра. На Фиг.32 каркас 3202 представляет собой каркас 3100, показанный на Фиг.31, модифицированный в соответствии с одним из вариантов осуществления изобретения так, что он сформирован из изогнутых ветвей 3202. Аналогичным образом, на Фиг.33 показана развертка каркаса 3300 ячейки на плоскости в форме усеченного октаэдра, а каркас 3402 на Фиг.34 представляет собой каркас 3300, показанный на Фиг.31, модифицированный в соответствии с одним из вариантов осуществления изобретения так, что он сформирован из изогнутых ветвей 3402. Как указано выше, например, при описании Фиг.30, ячейки, сформированные с каркасами 3200 и 3400, обладают более высокой механической прочностью и лучшей пористостью по сравнению с каркасами, соответственно, 3100 и 3300.
На Фиг.35А-35Е показан один из способов модификации обычного полиэдрального каркаса с использованием изогнутых ветвей. В соответствии с одним из вариантов осуществления изобретения, полиэдр модифицирован посредством вписывания в него круга или иных содержащих изгибы фигур, таких как, например, эллипс или продолговатая фигура. В частности, на Фиг.35А показан круг, вписанный в квадрат, на Фиг.35 В - круг, вписанный в шестиугольник, на Фиг.35С - круг, вписанный в треугольник, на Фиг.35D - круг, вписанный в восьмиугольник, и на Фиг.35Е - овал, вписанный в параллелограмм. Фиг.35А-35Е служат лишь для демонстрации разных конфигураций, не ограничивая при этом объем изобретения.
На Фиг.36 показан другой способ модификации обычного полиэдрального каркаса с использованием изогнутых ветвей. В соответствии с другим вариантом осуществления изобретения, полиэдр модифицирован посредством его описывания кругом или иными содержащими изгибы фигурами, такими как, например, эллипс или продолговатая фигура. На этом чертеже показан каркас 3600 для ячейки в форме усеченного тетраэдра с кругами 3602, описанными вокруг каждой грани ячейки. Некоторые или все части каркаса 3600 можно удалить с формированием при этом нового ячеистого каркаса, который пригоден для изготовления пористой структуры согласно изобретению.
На Фиг.37-39 показаны варианты осуществления изобретения, в соответствии с которыми структуры содержат как прямые, так и изогнутые ветви. В частности, на Фиг.37А и 37В показана ячейка 3700, образованная из каркаса 2700, показанного на Фиг.27, который представляет собой комбинацию из додекаэдрального каркаса 2600, показанного на Фиг.26 и каркаса 2800, показанного на Фиг.28. Ячейка 3700 обладает повышенной прочностью благодаря добавлению в нее изогнутых ветвей, что приводит к сглаживанию концентраторов напряжений. Как показано на чертежах, ячейка 3700 имеет модифицированный узел 3704, включающий в себя известный из уровня техники узел, образованный прямыми ветвями 3702b, и узел, образованный тремя соединениями изогнутых ветвей 3702а. На Фиг.38 показана ячейка 3800, образованная посредством сохранения известных из уровня техники узла или ряда узлов 3804, образованных прямыми ветвями 3802, а также посредством модифицирования других ветвей ячеек с использованием изогнутых ветвей 3806 для формирования соединений 3808 и модифицированных узлов 3810. На Фиг.38 некоторые из ветвей избирательно показаны более толстыми, чем другие ветви, в зависимости от конкретного исполнения.
Как показано на Фиг.38, ячейка 3800 содержит по меньшей мере одну изогнутую ветвь 3802, а предпочтительнее ряд изогнутых ветвей 3802, которые образуют модифицированный узел 3804а при соединении с двумя другими изогнутыми ветвями 3802. В соответствии с другими вариантами осуществления, предусмотрено образование модифицированных узлов посредством соединения друг с другом изогнутых ветвей, изогнутых секций ветвей, прямых ветвей или прямых секций ветвей, либо их комбинаций. Один из примеров выполнения узла - модифицированный узел 3904b, образованный посредством соединения друг с другом прямых и изогнутых ветвей, приведен на Фиг.39А-39С.Модифицированные узлы 3804а являются предпочтительно треугольными и образованы тремя соединениями 3806. Предусмотрена возможность того, что ячейка 3800 содержит известные из уровня техники узлы 3808, образованные соединением прямых ветвей 3810 или прямых секций ветвей, в которых имеются v-образные впадины, образованные пересекающимися углами, как в известных структурах. Предусмотрена возможность того, что модифицированный узел 3804а является пористым, как описано выше, такой узел указан на чертеже ссылочным обозначением 3804а, или окклюдированным, и такой узел указан ссылочным обозначением 3804b. Предусмотрена возможность образования окклюдированных модифицированных узлов 3804b и пористых модифицированных узлов 3804а посредством поверхностного спекания, по касательной, трех или большего количества соединений 3806 между изогнутыми ветвями и ветвями, аналогичными по форме кольцу. Для создания ячеистой структуры повышенной прочности, по внешнему виду более близко напоминающую губчатую, предусмотрено использование разных заданных или случайных комбинаций окклюдированных узлов 3804b, пористых модифицированных узлов 3804а, известных из уровня техники узлов 3808, прямых ветвей 3810, изогнутых ветвей 3802, а также их частей или сегментов. Один из примеров такой комбинации - ячейка 3900, показанная на Фиг.39А-39С. В ее состав входят изогнутые ветви 3902, аналогичные по форме кольцу, и ветви 3902b. В ней имеются также прямые ветви 3906 и известные из уровня техники узлы 3908. Результатом создания такой комбинации является формирование пористых модифицированных узлов 3904а и окклюдированных модифицированных узлов 3904b.
Таким образом, даже предусматривая возможность того, что ячейки 3800 в пористой структуре являются однородными, их возможно расположить относительно друг друга случайным образом и/или в заданном порядке так, что они в большей степени аналогичны по внешнему виду губчатому веществу кости. В ряде случаев предпочтительно использовать одну конфигурацию или ряд конфигураций однородных ячеек, которые возможно расположить по системе в соответствии с заданными узорами и/или случайным образом с получением при этом пористой структуры. Предусмотрена возможность проектирования вариантов расположения с использованием программы САПР и/или аналогичной программы по выбору специалиста в данной области.
На Фиг.40 и 41 показаны примеры конфигураций, иллюстрирующие возможность комбинирования ячеек 2400, 2900 и 3700 по фигурам чертежей, соответственно, 24, 29 и 37, например, посредством скрепления, стыкования, расположения рядами, складывания в стопу и повтора ячеек. В частности, на Фиг.40 представлен вариант расположения 4000, включающий в себя ячейку 2400 и ячейку 2900, соответственно, показанные на Фиг.24 и 29. В варианте 4000, на стороне, где ячейка 2400 скреплена с ячейкой 2900, расположены известные из уровня техники узлы 2404, частично помещенные вовнутрь модифицированных узлов 2904. Соответственно, благодаря использованию разных комбинаций ячеек 2400 и ячеек 2900 либо других ячеек, сформированных в соответствии с изобретением, возможно выборочно окклюдировать, полностью или частично, ряд модифицированных узлов 2504 посредством сочетания известных из уровня техники узлов с модифицированными. На Фиг.41А и 41 В показана структура расположения 4100, содержащая ячейки 2400, 2900 и 3700. Как указано выше в отношении чертежей, Фиг.40 и 41 приведены в качестве иллюстрации и не ограничивают возможности комбинирования показанных на чертеже ячеек или других ячеек, сформированных в соответствии с вариантами осуществления изобретения.
На Фиг.42 показана пористая структура 4200, образованная посредством соединения друг с другом ряда ячеек 4202, при этом форма ячеек 4202 основана на форме усеченного тетраэдра. Имеются одна ветвь или ряд изогнутых ветвей 4204, образующих или не образующих полные кольца, которые вписаны в каждую грань или описаны около каждой грани выбранной полиэдральной формы, представляющей собой усеченный тетраэдр на Фиг.42. В соответствии с другим вариантом, имеется возможность получения усеченной тетраэдральной формы или иной выбранной полиэдральной формы благодаря использованию большого количества коротких прямых ветвей, обеспечивающего максимальное приближение к действительно изогнутым кольцевым ветвям, таким как кольцевые ветви 2900, показанные на Фиг.29.
На Фиг.43-45 приведены трехмерные изображения, демонстрирующие примеры расположения ячеек, сформированных в соответствии с вариантами осуществления изобретения. В частности, на Фиг.43 показан один из способов, в соответствии с которым ячейки на основе усеченных октаэдров сложены в стопу с формированием при этом дважды усеченной кубической сотовой структуры 4300, полученной на основе мозаичного заполнения пространства. Ячейки структуры 4300 обоих оттенков серого представляют собой усеченные октаэдры. В целях упрощения не показано модифицирование каждой ячейки изогнутой ветвью, а пунктирным кругом проиллюстрирована возможность модифицирования одной грани или ряда граней октаэдра или ряда усеченных октаэдров в соответствии с разными вариантами осуществления изобретения, например, с использованием изогнутых ветвей для формирования пористых структур с повышенными прочностью и пористостью. Аналогичным образом, на Фиг.44 показан один из способов, например, мозаичное заполнение пространства, в соответствии с которым ячейки на основе комбинации кубов, выделенных светло-серым цветом, усеченных кубооктаэдров, выделенных черным цветом и усеченных октаэдров, выделенных темно-серым цветом, сложены в стопу с формированием при этом скошенной усеченной кубической ячеистой структуры 4400. В этом случае, как и выше, пунктирными кругами показано, каким образом выполнить модифицирование полиэдра или ряда полиэдров пористой структуры 4400 в соответствии с вариантами осуществления изобретения, в частности, используя изогнутые ветви, с получением пористых структур с повышенными прочностью и пористостью. Аналогичным образом, на Фиг.45 показан один из способов, например мозаичное заполнение пространства, в соответствии с которым ячейки на основе комбинации кубооктаэдров, выделенных черным цветом, усеченных октаэдров, выделенных темно-серым цветом и усеченных тетраэдров, выделенных светло-серым цветом, сложены в стопу с формированием при этом усеченной кубической ячеистой структуры 4500 с чередованием. В этом случае, как и выше, пунктирными кругами показано, каким образом выполнить модифицирование полиэдра или ряда полиэдров структуры 4500 в соответствии с вариантами осуществления изобретения, в частности, используя изогнутые ветви, с получением пористых структур с повышенными прочностью и пористостью.
На Фиг.46 приведен вид каркаса с дважды усеченной кубической ячеистой структурой 4300, показанной на Фиг.43, а на Фиг.47 - вид каркаса скошенной усеченной кубической ячеистой структуры 4500, показанной на Фиг.45. Как показано на Фиг.46 и 47, пористые структуры, образованные с помощью полиэдров, не являются случайными, а следовательно, непригодны для целей имплантации, в частности, костей, так как они не в состоянии адекватно воспроизвести характеристики губчатой кости. С другой стороны, нельзя отрицать возможность того, что модифицирование ряда или всех ячеек показанных на Фиг.46 и 47 каркасов приведет к получению пористых структур, похожих на губчатую кость.
Использование изогнутых ветвей предоставляет возможность по меньшей мере одной изогнутой частью ветви по существу образовать часть кольца, по меньшей мере частично вписанного в одну из сторон или описанного около одной из сторон полиэдра. В этом случае возможны полиэдральные формы: изогональная, или вершинно-транзитивная, изотоксальная или реберно-транзитивная, изоэдрическая или гране-транзитивная, правильная, квазиправильная, полуправильная, однородная и благородная форма. Также предусмотрено, что описанные изогнутые части ветвей по меньшей мере частично вписаны в сторону или ряд сторон или описаны около стороны или ряда сторон одного или большего количества из следующих архимедовых тел: усеченные тетраэдры, кубооктаэдры, усеченные кубы, то есть усеченные гексаэдры, усеченные октаэдры, ромбокубоктаэдры, то есть малые ромбокубоктаэдры, усеченные кубооктаэдры, то есть большие ромбокубоктаэдры, плосконосые кубы, то есть плосконосые гексаэдры, плосконосые кубооктаэдры - любая из двух хиральных форм или обе хиральные формы, икосододекаэдры, усеченные додекаэдры, усеченные икосаэдры, то есть в форме фуллерена или футбольного мяча, ромбоикосидодекаэдры, то есть большие ромбоикосидодекаэдры, усеченные икосододекаэдры, плосконосые додекаэдры или плосконосые икосододекаэдры - любая из двух хиральных форм или обе хиральные формы. Учитывая, что архимедовы тела являются высокосимметричными полуправильными выпуклыми полиэдрами, состоящими из двух или большего количества типов правильных многоугольников, пересекающихся в одинаковых вершинах, их возможно по существу отнести к категории легко складываемых в стопу и располагаемых в требуемом порядке для использования в повторяющихся конфигурациях с целью заполнения волюметрического пространства.
В соответствии с рядом вариантов осуществления, для формирования пористой структуры использованы изогнутые части ветвей согласно изобретению, из которых образована, как правило, кольцевая часть ветви по меньшей мере частично вписанная в многоугольную сторону или ряд многоугольных сторон или описывающая указанные стороны платонового тела или ряда Платоновых тел, в частности, тетраэдров, кубов, октаэдров, додекаэдров и икосаэдров, однородных полиэдров, в частности, призм, призматоидов, таких как антипризмы, однородные призмы, прямые призмы, параллелепипеды и кубоиды, политопы, многоугольники, полиэдры, полиформы и/или соты. Примерами антипризм, не исчерпывающими весь перечень, являются квадратные антипризмы, восьмиугольные антипризмы, пятиугольные антипризмы, десятиугольные антипризмы, шестиугольные антипризмы и двенадцатиугольные антипризмы.
В соответствии с другими вариантами осуществления, возможно формирование пористой структуры из ячеек в форме строго выпуклого полиэдра, например, джонсонова тела, при этом изогнутые части ветвей образуют, по существу, кольцевую часть ветви по меньшей мере частично вписанную в грань или ряд граней или описанную около грани или ряда граней строго выпуклого полиэдра, причем каждая грань строго выпуклого полиэдра представляет собой правильный многоугольник, а сам строго выпуклый полиэдр является неоднородным, то есть это не платоново тело, не архимедово тело, не призма и не антипризма. В соответствии с этими вариантами осуществления предусмотрена возможность того, что не все грани строго выпуклого полиэдра представляют собой одинаковые многоугольники или того, что одинаковые многоугольники соединены вокруг каждой вершины. В ряде случаев возможно предусмотреть использование пирамид, куполов и ротонд типа квадратных пирамид, пятиугольных пирамид, треугольных куполов, квадратных куполов, пятиугольных куполов и пентагональных ротонд. Кроме того, возможно применение модифицированных пирамид и бипирамид, таких как вытянутые треугольные пирамиды или вытянутые тетраэдры, вытянутые квадратные пирамиды или пополненные кубы, вытянутые пятиугольные пирамиды, гировытянутые квадратные пирамиды, гировытянутые пятиугольные пирамиды или уменьшенные икосаэдры, треугольные бипирамиды, пятиугольные бипирамиды, вытянутые треугольные бипирамиды, вытянутые квадратные бипирамиды или бипополненные кубы, вытянутые пятиугольные бипирамиды, гировытянутые квадратные бипирамиды. Возможно использовать модифицированные формы куполов и ротонд, такие как вытянутые треугольные куполы, вытянутые квадратные куполы или уменьшенные ромбокубоктаэдры, вытянутые пятиугольные куполы, вытянутые пентагональные ротонды, гировытянутые треугольные куполы, гировытянутые квадратные куполы, гировытянутые пятиугольные куполы, гировытянутые пентагональные ротонды, гиробифастигиумы, треугольные ортобикуполы или скрученные кубооктаэдры, квадратные ортобикуполы, пятиугольные ортобикуполы, пятиугольные гиробикуполы, пентагональные ортокуполоротонды, пентагональные гирокуполоротонды, пентагональные ортобиротонды или скрученные икосододекаэдры, вытянутые треугольные ортобикуполы, вытянутые треугольные гиробикуполы, вытянутые квадратные гиробикуполы или скрученные ромбокубоктаэдры, вытянутые пятиугольные ортобикуполы, вытянутые пятиугольные гиробикуполы, вытянутые пентагональные ортокуполоротонды, вытянутые пентагональные гирокуполоротонды, вытянутые пентагональные ортобиротонды, вытянутые пентагональные гиробиротонды, гировытянутые треугольные бикуполы -любая из двух хиральных форм или обе хиральные формы, гировытянутые квадратные бикуполы - любая из двух хиральных форм или обе хиральные формы, гировытянутые пятиугольные бикуполы - любая из двух хиральных форм или обе хиральные формы, гировытянутые пентагональные куполоротонды - любая из двух хиральных форм или обе хиральные формы и гировытянутые пентагональные биротонды - любая из двух хиральных форм или обе хиральные формы. Также согласно изобретению возможна реализация разных пополненных призм, таких как треугольные призмы, бипополненные треугольные призмы, трипополненные треугольные призмы, пополненные пятиугольные призмы, бипополненные пятиугольные призмы, пополненные шестиугольные призмы, парабипополненные шестиугольные призмы, метабипополненные шестиугольные призмы и трипополненные шестиугольные призмы. Возможно использовать модифицированные Платоновы тела, такие как пополненные додекаэдры, парабипополненные додекаэдры, метабипополненные додекаэдры, трипополненные додекаэдры, метабиуменьшенные икосаэдры, триуменьшенные икосаэдры и пополненные триуменьшенные икосаэдры. Кроме того, возможно использование модифицированных архимедовых тел, таких как пополненные усеченные тетраэдры, пополненные усеченные кубы, бипополненные усеченные кубы, пополненные усеченные додекаэдры, парабипополненные усеченные додекаэдры, метабипополненные усеченные додекаэдры, трипополненные усеченные додекаэдры, скрученные ромбоикосидодекаэдры, парабискрученные ромбоикосидодекаэдры, метабискрученные ромбоикосидодекаэдры, трискрученные ромбоикосидодекаэдры, уменьшенные ромбоикосидодекаэдры, параскрученные уменьшенные ромбоикосидодекаэдры, метаскрученные уменьшенные ромбоикосидодекаэдры, бискрученные уменьшенные ромбоикосидодекаэдры, парабиуменьшенные ромбоикосидодекаэдры, метабиуменьшенные ромбоикосидодекаэдры, скрученные биуменьшенные ромбоикосидодекаэдры и триуменьшенные ромбоикосидодекаэдры. Возможное использование охватывает также снаб дисфеноиды или додекаэдры сиамеза, плосконосые квадратные антипризмы, сфенокороны, пополненные сфенокороны, сфеномегакороны, гебесфеномегакороны, дисфеноцингулум, билунабиротонды и треугольные гебесфеноротонды, а также разнообразные иные неоднородные выпуклые полиэдральные формы.
В соответствии с рядом вариантов осуществления, среднее поперечное сечение окон ячеек согласно изобретению лежит в пределах от 0,01 до 2000 микрон. Предпочтительнее, оно лежит в пределах от 50 до 1000 микрон, а еще предпочтительнее - лежит в пределах от 100 до 500 микрон. Окна ячеек включают в себя, и это не исчерпывающий перечень: 1) отверстия, образованные ветвями, такие как открытые модифицированные поры, например, 3804а на Фиг.38 или 1104 на Фиг.11A-11F, образованные соединениями, например, 3806 на Фиг.38 или узлами 1102 на Фиг.11A-11F, или 2) отверстия, вписанные самими ветвями, например, 2910 на Фиг.29 В. Например, при использовании вариантов осуществления, в соответствии с которыми окна ячеек являются по существу круглыми, возможно, что среднее поперечное сечение окна равно среднему диаметру этого конкретного окна, а при использовании варианта, когда окна ячеек являются по существу прямоугольными или квадратными, возможно, что среднее поперечное сечение окна равно среднему расстоянию от одной из сторон до противоположной стороны.
Изложенные выше принципы применены к другим вариантам осуществления на Фиг.51А и 51В, где показана ячейка 5100, образованная октаэдральным каркасом, представленным на Фиг.48, который модифицирован в соответствии с одним из вариантов осуществления изобретения, представленным на Фиг.49 и 50. Как показано на Фиг.49, каркас 4900 образован посредством вписывания кругов в грани каркаса 4800, показанного на Фиг.48. На Фиг.50 каркас 5000 образован посредством удаления каркаса 4800 из каркаса 4900, показанного на Фиг.49. Как показано на Фиг.49, каркас 5000 по существу вписан в октаэдральный каркас 4800. На Фиг.51А и 51В показана завершенная ячейка 5100, которая образована посредством выбора формы и толщины для каркаса 5000, показанного на Фиг.50. На этих чертежах видно, что ячейка 5100 содержит по существу восемь изогнутых ветвей 5102, которые возможно выполнить в форме колец. Эти ветви 5102 соединены друг с другом в двенадцати разных местах соединений 5106. Имеются шесть пористых модифицированных узлов 5104, каждый из которых имеет по существу прямоугольную форму и образован четырьмя разными местами соединений 5106 и соответствующими ветвями 5102. Как показано на Фиг.51А и 51В, в отличие от изогнутых ветвей ячейки 2500, показанной на Фиг.25А и 25В, изогнутые ветви 5102 имеют прямоугольное или квадратное поперечное сечение, а не круглое, как у ячеек, аналогичных ячейкам 2500 на Фиг.25А и 25В. Благодаря ячейкам с прямоугольным или квадратным поперечным сечением обеспечена пористая структура с шероховатостью, отличной от шероховатости ячеек с круглым поперечным сечением. Предусмотрена возможность выбора других форм поперечного сечения для ветвей согласно другим вариантам выполнения. Соответственно, возможно, что ветви ячейки имеют одинаковое поперечное сечение, что форма поперечного сечения ветвей выбрана случайным образом или избирательно подобрана исходя из требуемых значений прочности, пористости и/или шероховатости.
В соответствии с другим альтернативным решением предложена показанная на Фиг.53A-53D ячейка 5300, построенная на основе усеченного тетраэдрального каркаса в соответствии с Фиг.52, который модифицирован в соответствии с одним из вариантов осуществления изобретения. На Фиг.53A-53D ячейка 5300 образована также, как ячейка 5100, показанная на Фиг.51А и 51В. Другими словами, в каркас 5200 вписаны круги с формированием при этом второго каркаса, содержащего круглые ветви, и указанный каркас 5200 удален, а округлый каркас оставлен. Построение ячейки 5300 завершено выбором толщины и формы площади поперечного сечения для каркаса 5300. Как указано выше, толщина и форма поперечного сечения ветвей могут быть однородными, но также предусмотрена возможность изменений поперечного сечения в случайном или в определенном порядке, как для ветвей с однородным поперечным сечением так и для ветвей желобчатой формы. Ячейка 5300 имеет четыре большие изогнутые ветви 5302а, соответствующие четырем большим шестиугольным сторонам усеченного тетраэдрального каркаса 5200, и четыре малые изогнутые ветви 5202b, соответствующие четырем малым треугольным сторонам усеченного тетраэдрального каркаса 5200. В соответствии с другим вариантом, ячейку возможно сформировать посредством описывания круга около больших сторон 5202 и малых сторон 5204 усеченного тетраэдрального каркаса 5200. Двухмерное изображение этого альтернативного варианта представлено на Фиг.36. Хотя это и не показано на чертежах, тем не менее в соответствии с рядом вариантов осуществления предусмотрено использование комбинации вписанных и описанных изогнутых ветвей. Как показано на Фиг.53A-53D, пористые треугольные модифицированные узлы 5304 сформированы между тремя местами соединений 5306, соединяющими ветви 5202а и 5202b, однако специалистам в данной области понятно, что возможно также использовать окклюдированные модифицированные узлы 3804b, показанные на Фиг.38. Кроме того, как показано на 53A-53D, более крупные изогнутые ветви 5302а имеют круглое поперечное сечение, а малые изогнутые ветви 5302b -прямоугольное. На Фиг.54А-54Е показаны разные углы пористой структуры, образованной посредством складывания в стопу ячеек 5300, показанных на Фиг.53 в соответствии с одним из примеров выполнения. В соответствии с рядом вариантов осуществления, предусмотрено, что ячейки, показанные на Фиг.53, укладывают в стопу разными способами, известными специалистам.
На Фиг.55А-55Е показан еще один вариант осуществления, в соответствии с которым имеется ячейка 5500, выполненная на основе шестиугольного призматического каркаса с верхним и нижним шестиугольниками и шестью вертикальными сторонами. Шесть малых изогнутых ветвей 5502а использованы для шести сторон, а более крупные верхние и нижние изогнутые ветви 5502b - для верхнего и нижнего оснований. В показанной на Фиг.55А-55Е ячейке 5500 восемь изогнутых ветвей 5302а и 5302b соединены окклюдированными модифицированными узлами 5504, хотя для специалистов очевидно, что возможно также использовать пористые модифицированные узлы, такие как показаны на Фиг.25. В варианте осуществления, представленном на Фиг.55А-55Е, шесть малых изогнутых ветвей 5502а, использованных для шести сторон, имеют чуть меньшее поперечное сечение по сравнению в более крупными верхними и нижними изогнутыми ветвями 5302b. Однако для специалистов очевидно, что возможно также использовать ветви с однородными или по существу однородными площадями поперечного сечения, оставаясь при этом в рамках объема изобретения. На Фиг.56А и 56В показаны разные углы пористой структуры, образованной посредством складывания в стопу ячеек 5500, показанных на Фиг.55А-55Е в соответствии с одним из примеров выполнения. На Фиг.56А и 56 В ячейки 5500 расположены вплотную друг к другу с формированием при этом слоя 5602, причем сами слои уложены поверх друг друга в заданном или случайном порядке. Аналогичным образом, на Фиг.57А и 57 В изображено еще больше ячеек 5500, сложенных так же, как показано на Фиг.56А и 56В. Как показано на чертежах, на ячейки 5500 уложены слои 5702. В соответствии с рядом вариантов осуществления предусмотрена укладка в стопу показанных на Фиг.55 ячеек 5500 разными способами, известными специалистам.
На Фиг.58-61 показаны додекаэдральные каркасы 5800, 5900, 6000 и 6100, модифицированные в соответствии с другим вариантом осуществления. Вместо использования изогнутых ветвей или ветвей с изогнутыми частями, удаление или уменьшение количества известных из уровня техники узлов 5802, 5902, 6002 и 6102 в соответствии с рядом вариантов осуществления обеспечивают, что известные узлы изменены таким образом, что по меньшей мере один из известных из уровня техники узлов имеет не больше двух узлов, пересекающихся в узле, как показано по меньшей мере на Фиг.11А-11F. Как показано на Фиг.58-61, каркасы 5800, 5900, 6000 и 6100 содержат по меньшей мере один модифицированный узел 5804, 5904, 6004 и 6104.
В соответствии с одним из вариантов осуществления, предусмотрена смена конфигурации ячеек, ветвей, узлов и/или соединений случайным образом во всей пористой структуре, что обеспечивает более точную имитацию естественной костной ткани. В частности, возможен повтор и укладывание в стопу ячеек, сформированных в соответствии с изобретением, таких как показанные на Фиг.25А и 25 В, 29А, 37А и 37В, 38, 39А-39С, 42, 51А и 51В, 53A-53D или 55А и 55В, за счет использования методов, раскрытых в заявке США №61/260811, полное содержание которой включено в данное описание посредством ссылки. Кроме того, описанные в заявке США №61/260811 методы возможно применить для такого модифицирования известных из уровня техники узлов, чтобы в узле не имелось пересечения более двух ветвей. В соответствии с еще одним вариантом осуществления, предусмотрено использование предложенной пористой структуры в медицинских имплантатах, в частности ортопедических, зубных или сосудистых.
Ниже приведено описание также относящегося к изобретению способа изготовления описанных выше пористых структур. Предпочтительно, предложенные усовершенствованные пористые структуры сформированы с использованием технологии изготовления свободной формовкой, включая методы быстрого изготовления (RMT) и непосредственное выращивание моделей из металла (DMF). Обычно при использовании технологий изготовления свободной формовкой имеется возможность формирования требуемых структур непосредственно на основе машинно-управляемых баз данных, что обеспечивает существенное снижение времени и затрат на изготовление разных изделий и конструкций. В рамках RMT или технологии изготовления свободной формовкой традиционно используют автоматизированную машину или аппаратуру, которые снабжены источником энергии, такой как лазерный луч для расплавления или спекания порошка с целью послойного построения структуры в соответствии с моделью, выбранной в базе данных компьютера, входящего в состав этой машины.
В частности, RMT является дополнительным технологическим процессом для изготовления изделий посредством избирательной подачи энергии и/или материала в заданные точки пространства с целью получения данного изделия. Так, в частности, изделия производят лазерным методом с использованием плавящихся под действием лазерного луча порошков, послойным распределением порошка. Порошок подвергают плавлению, повторному плавлению или спеканию за счет энергии лазера, которую направляют с использованием растровой развертки на участки порошкового слоя, соответствующие поперечному сечению изделия. После расплавления порошка в одном слое укладывают дополнительный слой и далее повторяют этот процесс до получения требуемого изделия.
Детальные описания технологии селективного лазерного спекания представлены в патентах US №№4863538, 5017753, 50768569 и 4944817, полное содержание которых включено в данное описание посредством ссылки. Наиболее распространенной практикой является управление производственным процессом с помощью компьютера с использованием компьютерной математической модели. Таким образом, благодаря технологии RMT, такой как селективное лазерное повторное плавление и спекание, обеспечена возможность непосредственного изготовления из ряда материалов сплошных или трехмерных структур с высоким разрешением и высокой точностью размеров.
В соответствии с одним из вариантов осуществления изобретения, пористая структура образована порошком, выбранным из группы, включающей металл, керамику, металлокерамику или кермет, стекло, стеклокерамику, полимер, композит и их комбинации. В соответствии с другим вариантом, используемый порошок выбран из группы, включающей титан, титановый сплав, цирконий, циркониевый сплав, ниобий, ниобиевый сплав, тантал, танталовый сплав, никель-хромовый, например, нержавеющую сталь, кобальт-хромовый сплав и их комбинации.
Как известно специалистам в данной области, модели ячеек или структур согласно изобретению возможно создавать с помощью программы САПР или иной аналогичной программы. В соответствии с одним из вариантов осуществления, модель построена из известной конфигурации с последующим модифицированием ветвей и узлов указанной известной из уровня техники конфигурации посредством: либо 1) подбора количества ветвей, пересекающихся в данном узле, в таких конфигурациях, как показаны на Фиг.3-8, 11A-11F, 12A-12D, 17-20 или 22 и 23, либо 2) введения изогнутых частей в ветви с конфигурациями, в таких конфигурациях как показаны на Фиг.13А-13М, 14, 15А-15С, 16 или 58-61. В соответствии с другим вариантом, предусмотрено добавление изогнутых ветвей, аналогичных по форме кольцу, для формирования ячеек, показанных на Фиг.25А и 25 В, 29А, 37А и 37 В, 38, 39А-39С, 42, 51А и 51 В, 53A-53D или 55А и 55В. Как продемонстрировано на Фиг.26, в соответствии с одним из вариантов осуществления, эти ячейки сформированы из каркаса 2600 на основе полиэдра, например додекаэдра. Как показано из Фиг.27, следующим этапом является вписывание кругов в каждую грань каркаса 2600 для формирования каркаса 2700, который представляет собой результат наложения каркаса 2800 на каркас 2600. После этого возможно удалить каркас 2600 из каркаса 2700, оставив только каркас 2800. Толщину и форму поперечного сечения каркаса 2800 возможно выбрать таким образом, чтобы сформировать завершенную ячейку, такую как ячейка 2900 на Фиг.29А. Как раскрыто выше, возможно вписать круги в часть граней каркаса 2600 и/или удалить часть каркаса 2600 для придания формы, или вообще не удалять каркас 2600. Ячейки, сформированные с использованием таких комбинаций, представлены на Фиг.37А и 37 В, 38 и 39А-39С. Как показано на Фиг.48-53 и 55, те же этапы применимы и для любых типов каркасов на основе полиэдра. Пользуясь также компьютерной программой, возможно применить алгоритмы складывания в стопу, мозаичного заполнения или повтора для создания модели пористой структуры требуемых размеров, образованной из единичных ячеек или ветвей и узлов согласно изобретению. На Фиг.43-45 в качестве одного из таких алгоритмов складывания в стопу приведен пример мозаичного заполнения пространства. Как говорилось выше, возможно также использование методов, раскрытых в заявке США №61/260811, полное содержание которой включено в данное описание посредством ссылки, для складывания в стопу ячеек согласно изобретению или для формирования ветвей согласно изобретению с использованием процедуры управляемой рандомизации.
Хотя выше подробно описаны сущность изобретения и его преимущества, следует понимать, что возможно внесение изменений или модификаций, не выходящих за объем изобретения, определенного в приложенных пунктах формулы. Кроме того, не следует считать, что объем изобретения ограничен описанными вариантами осуществления процесса, машины, способа изготовления, состава материала, средств, методов и этапов. Среднему специалисту в данной области понятно из изложенного в заявке в соответствии с изобретением, что возможно использовать различные процессы, машины, способы изготовления, составы материалов, средства, методы или этапы, как существующие на сегодняшний день, так и те, что могут быть разработаны позже, так, что они будут выполнять, по существу, те же функции или способствовать достижению, по существу, того же результата, что указаны в описанных выше вариантах осуществления. Следовательно, предполагается, что такие процессы, машины, способы изготовления, составы материалов, средства, методы или этапы включены в объем изобретения, заявленный в приложенных пунктах формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРИСТЫЕ СТРУКТУРЫ ИМПЛАНТАТОВ | 2010 |
|
RU2576610C2 |
| ИМПЛАНТАТ ДЛЯ ПРОТЕЗИРОВАНИЯ НИЖНЕЙ ЧЕЛЮСТИ | 2020 |
|
RU2751748C1 |
| ПОРИСТЫЕ СТРУКТУРЫ С УПРАВЛЯЕМОЙ РАНДОМИЗАЦИЕЙ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2627454C2 |
| Система, способ и применения съемки | 2015 |
|
RU2698479C2 |
| ЯЧЕИСТАЯ СТРУКТУРА ИМПЛАНТАТОВ | 2018 |
|
RU2708871C1 |
| ИМПЛАНТАТ ДЛЯ РЕКОНСТРУКЦИИ ВЕРХНЕЙ ЧЕЛЮСТИ, ПОДГЛАЗНИЧНОЙ ОБЛАСТИ | 2019 |
|
RU2734629C1 |
| ПОРИСТАЯ СТРУКТУРА ДЛЯ МЕДИЦИНСКИХ ИМПЛАНТАТОВ | 2017 |
|
RU2689794C1 |
| Способ образования стереометрических куполообразных оболочек | 1986 |
|
SU1370202A1 |
| ИМПЛАНТАТ ДЛЯ ПРОТЕЗИРОВАНИЯ СКУЛО-ОРБИТАЛЬНОГО КОМПЛЕКСА | 2019 |
|
RU2752458C2 |
| Раздвижной имплантат для реконструкции дефектов нижней челюсти (варианты) | 2023 |
|
RU2821749C1 |
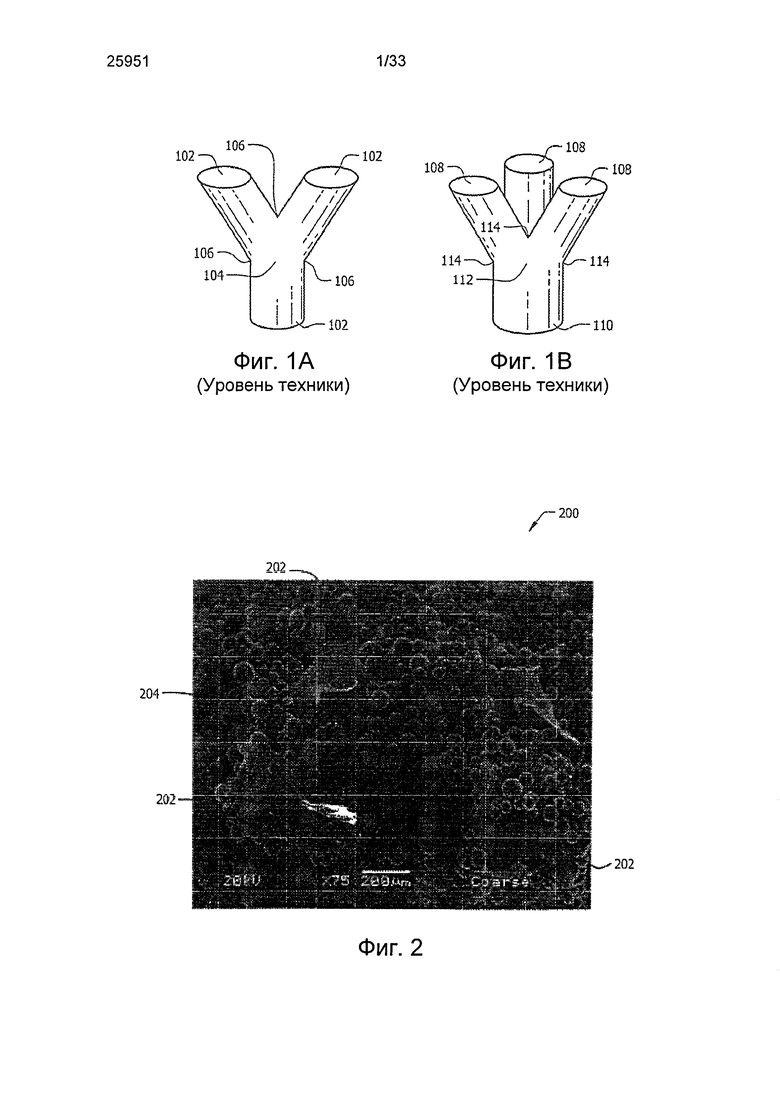
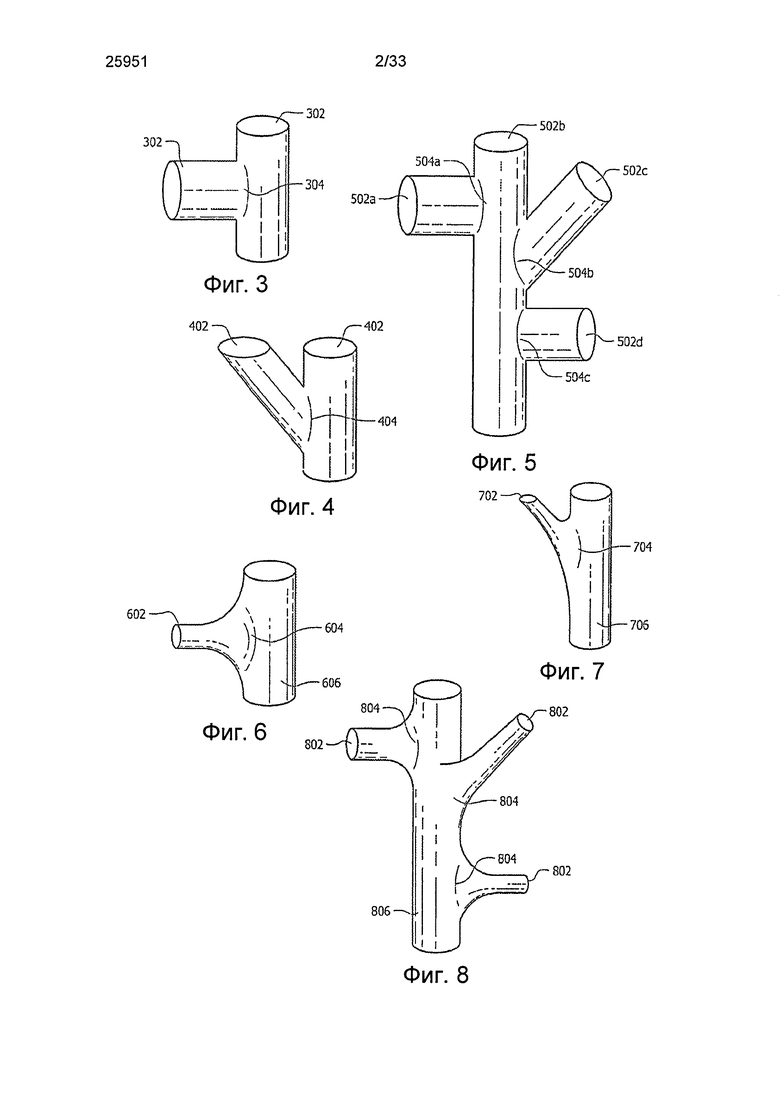


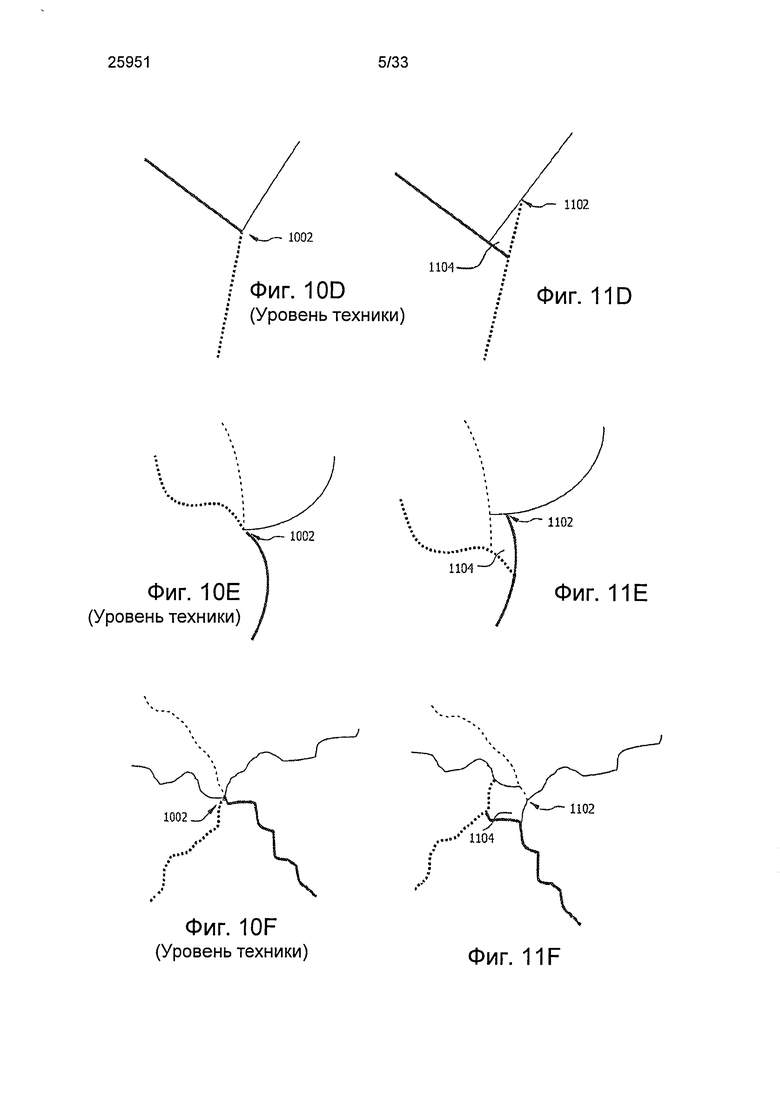
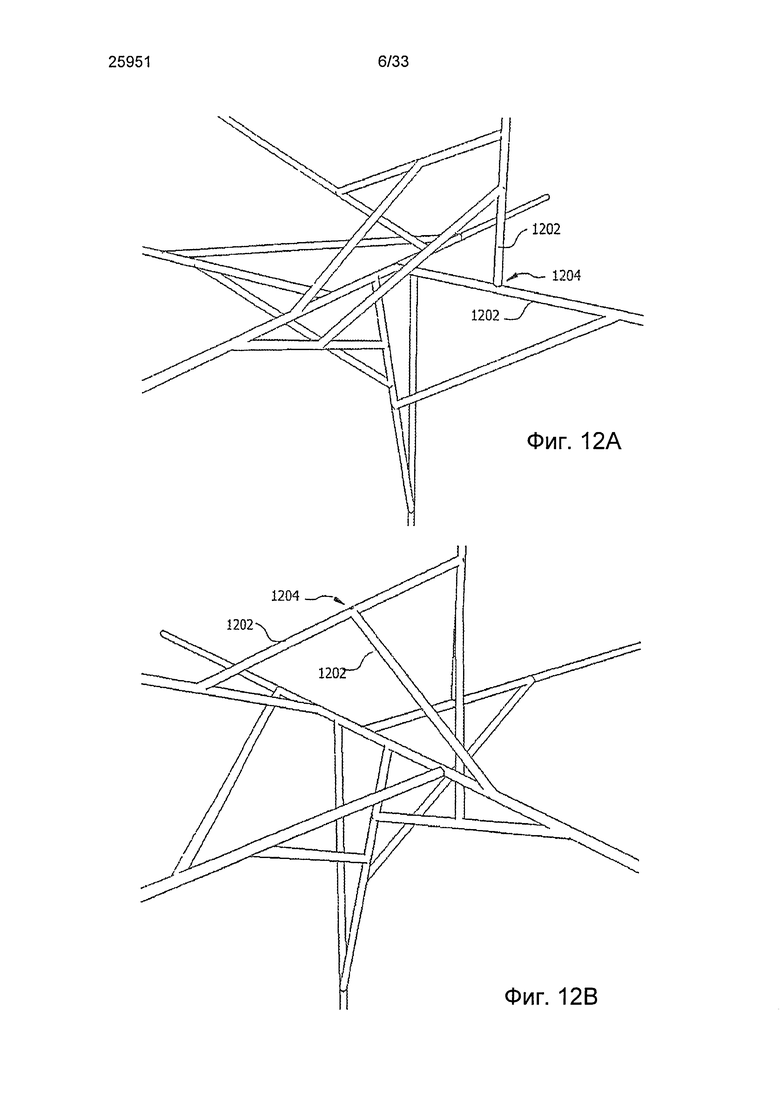

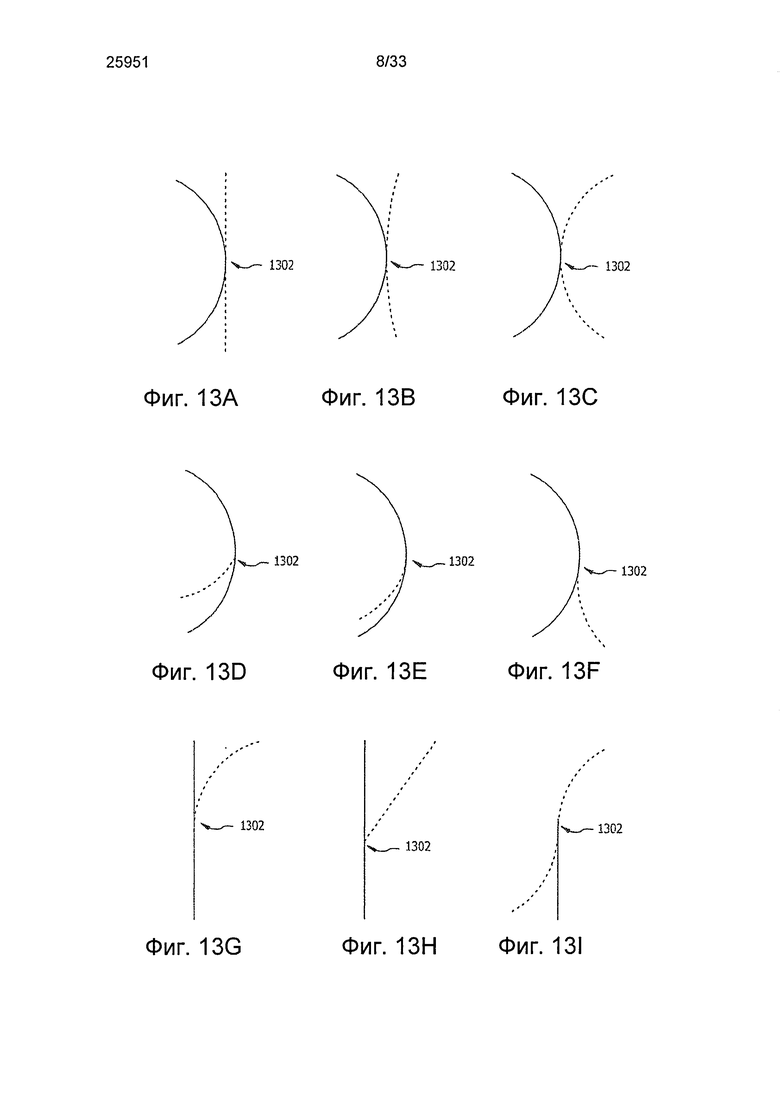
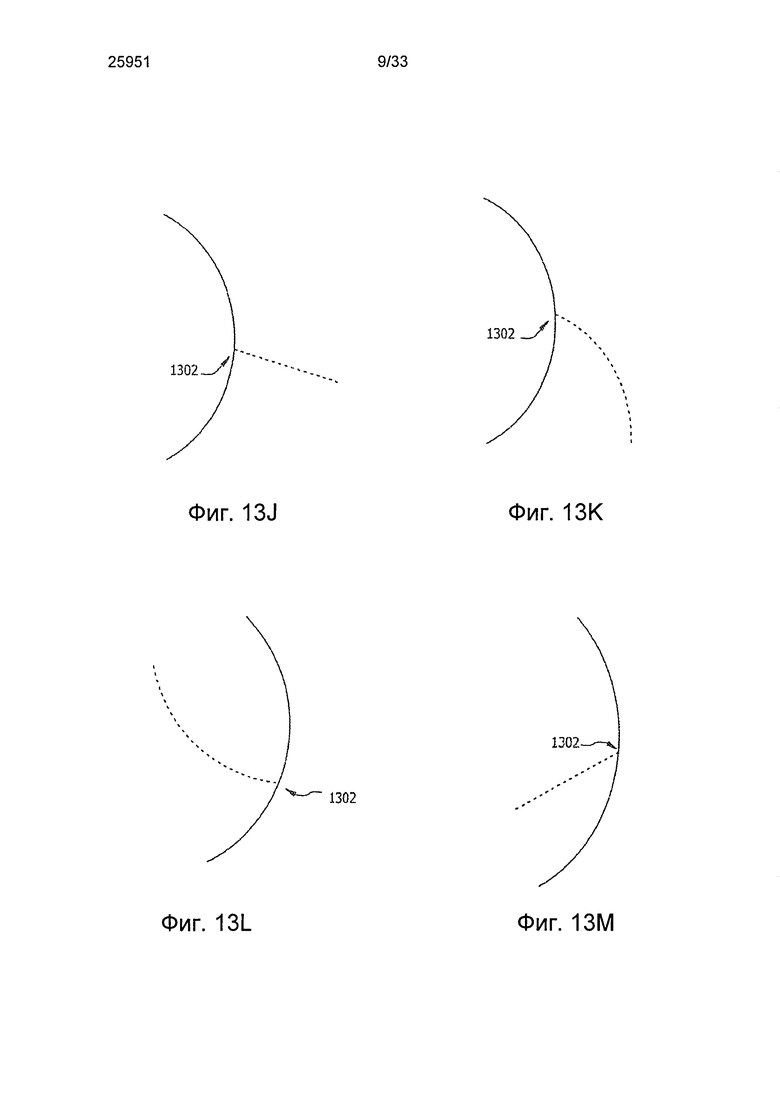

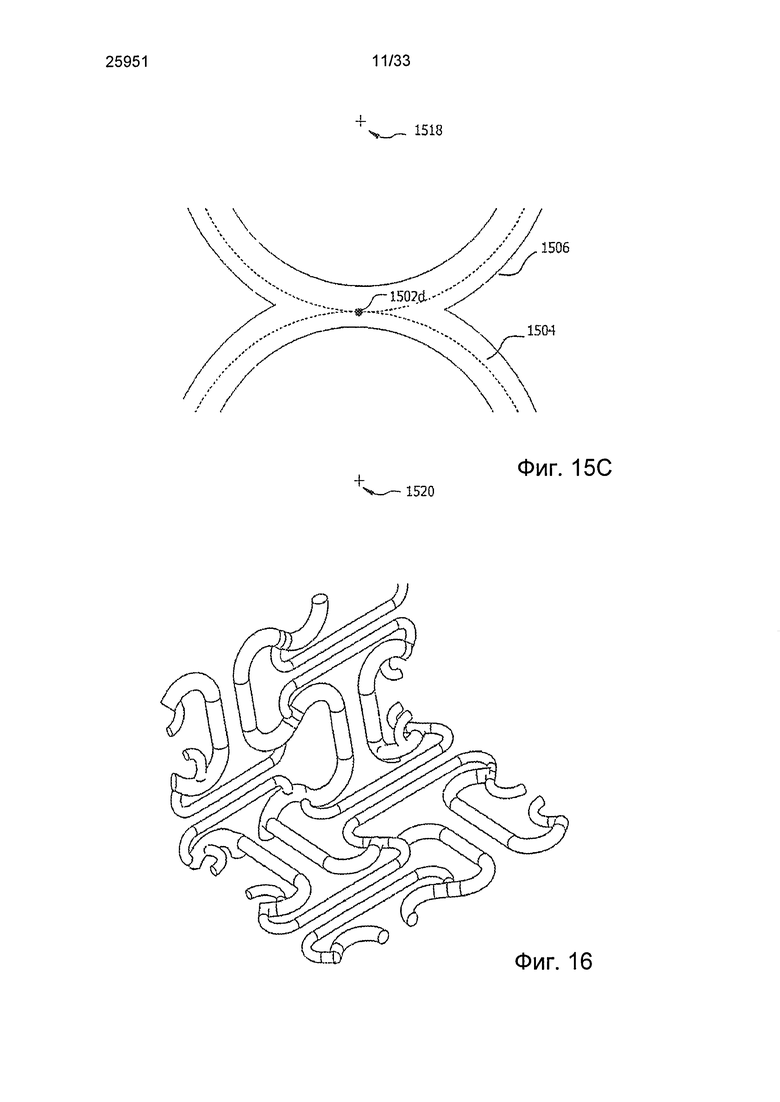
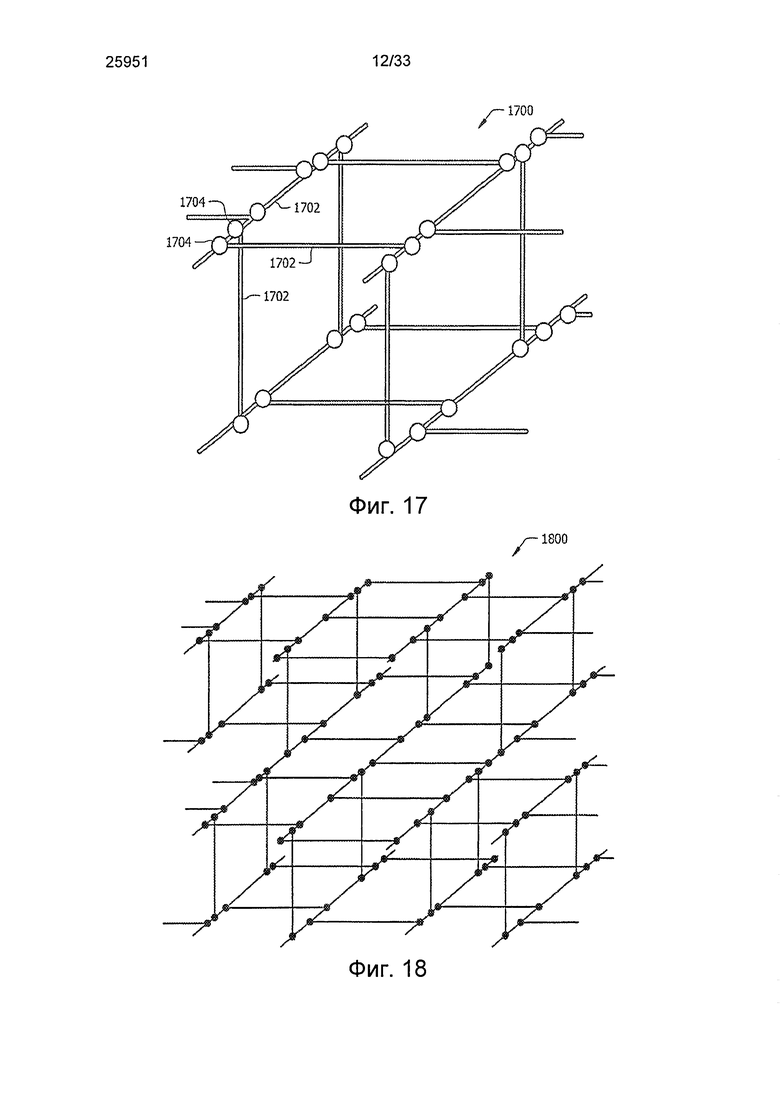
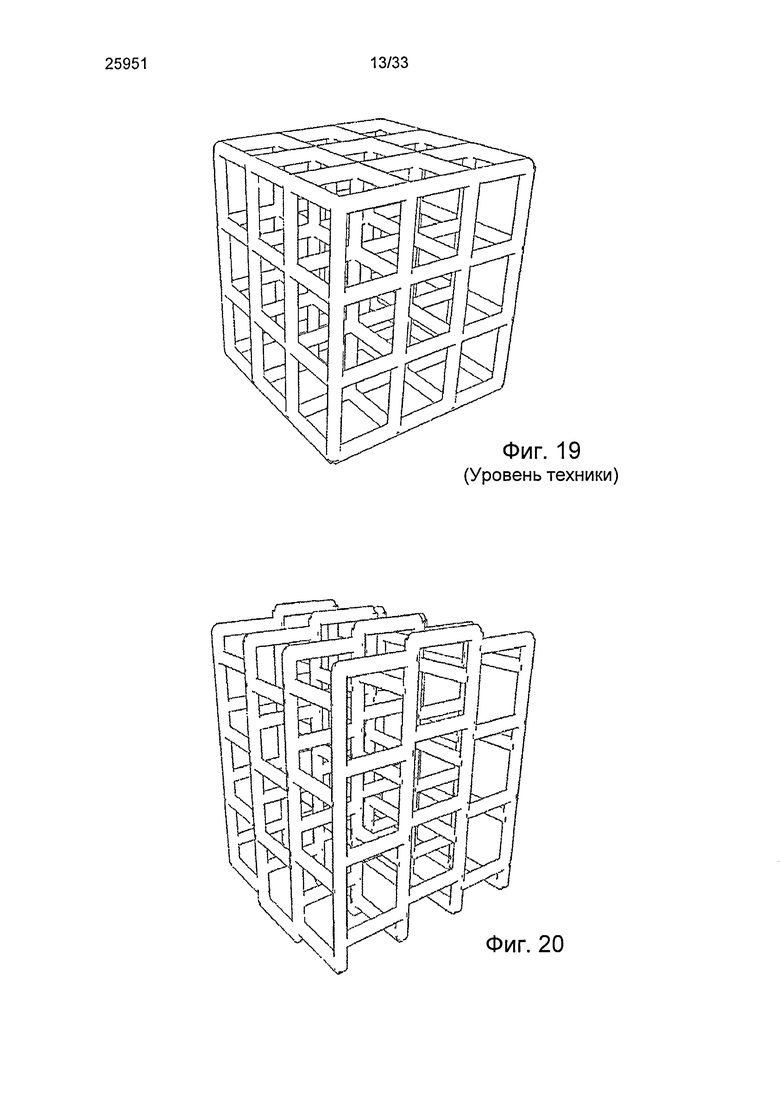


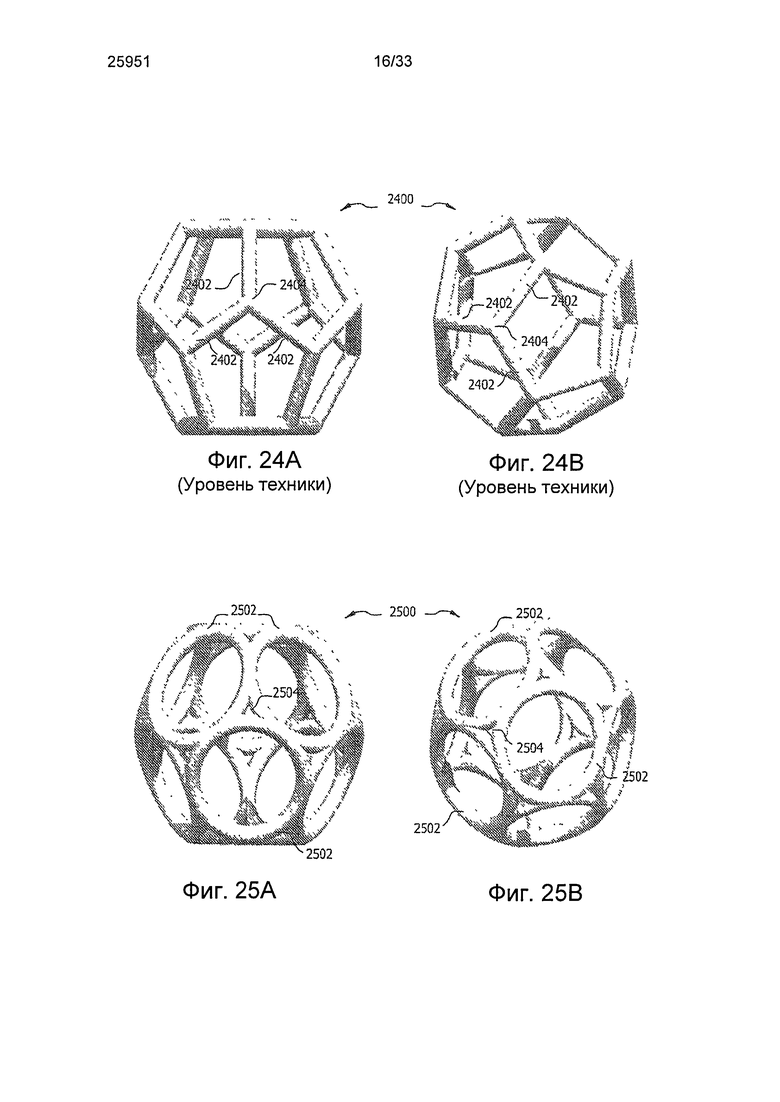


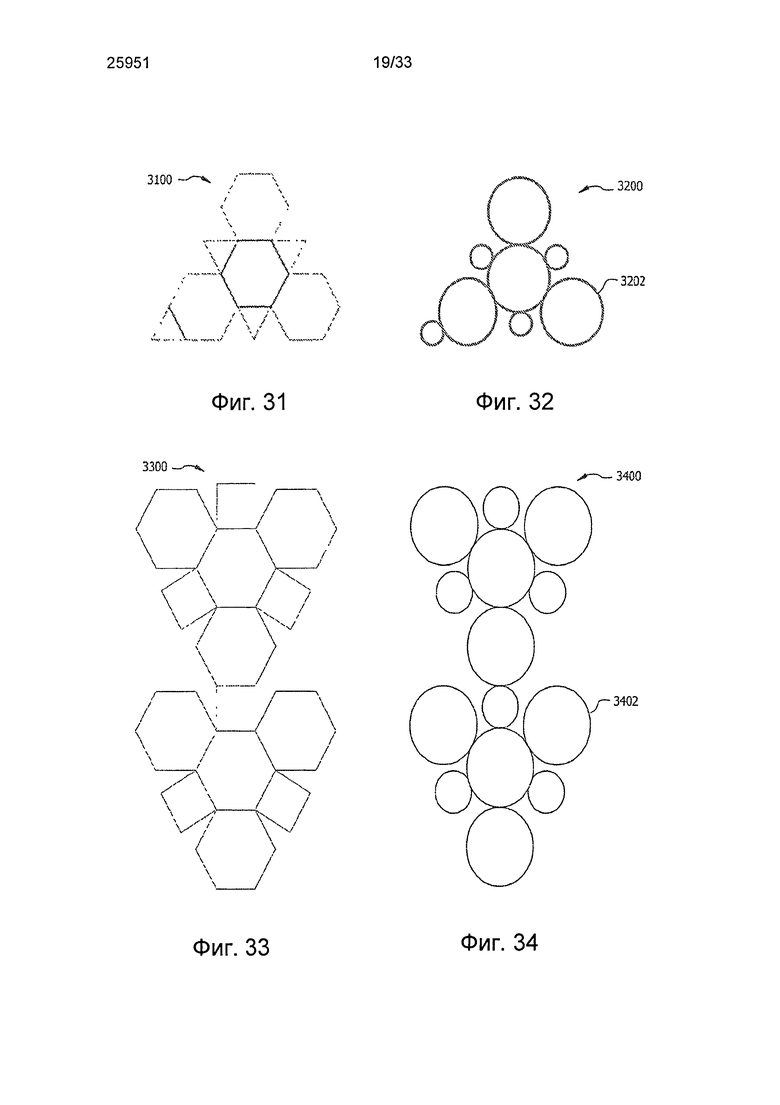

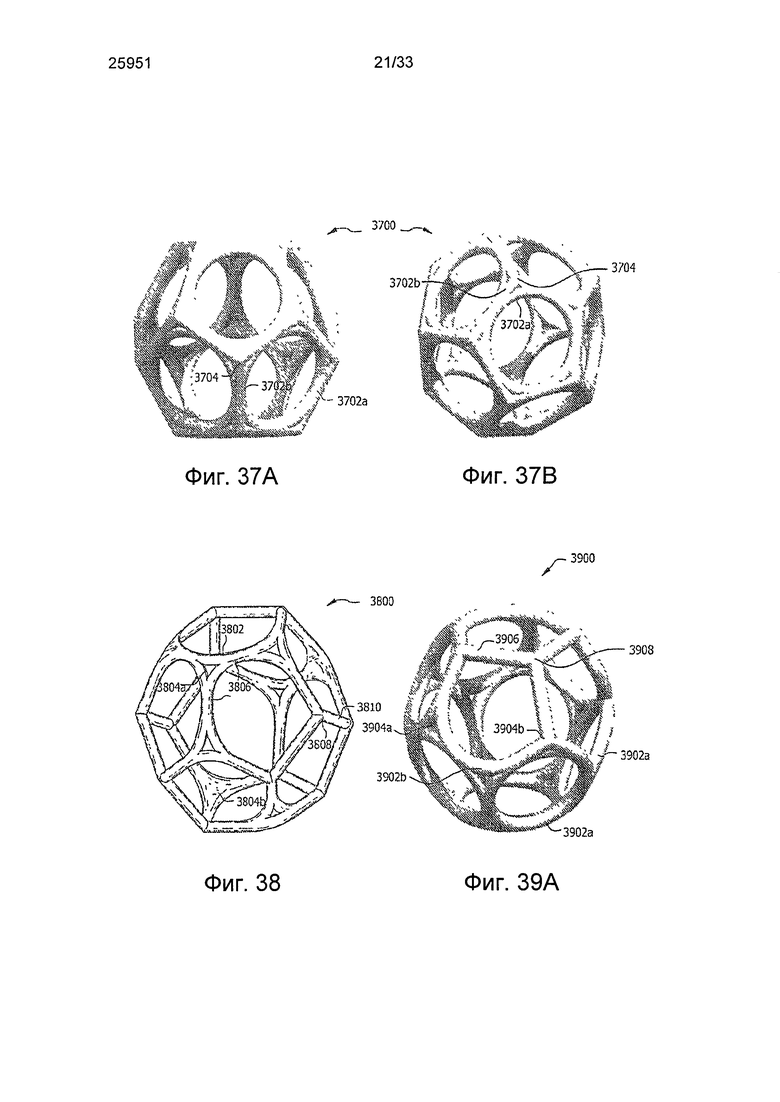
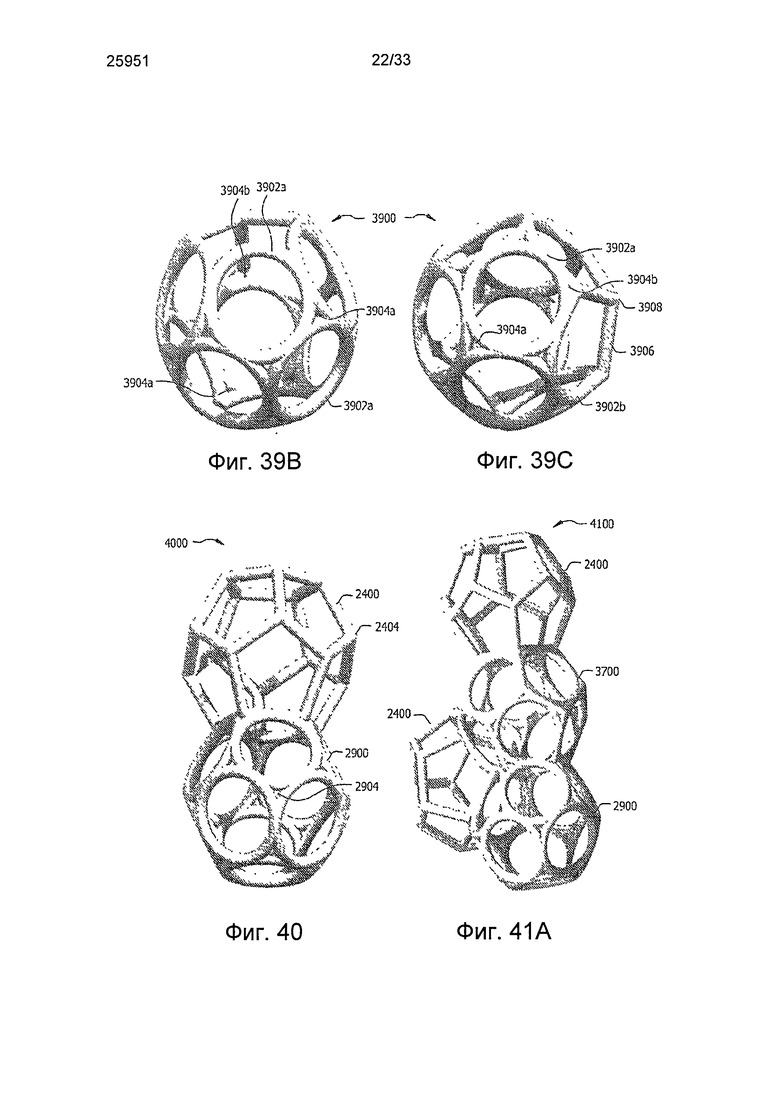
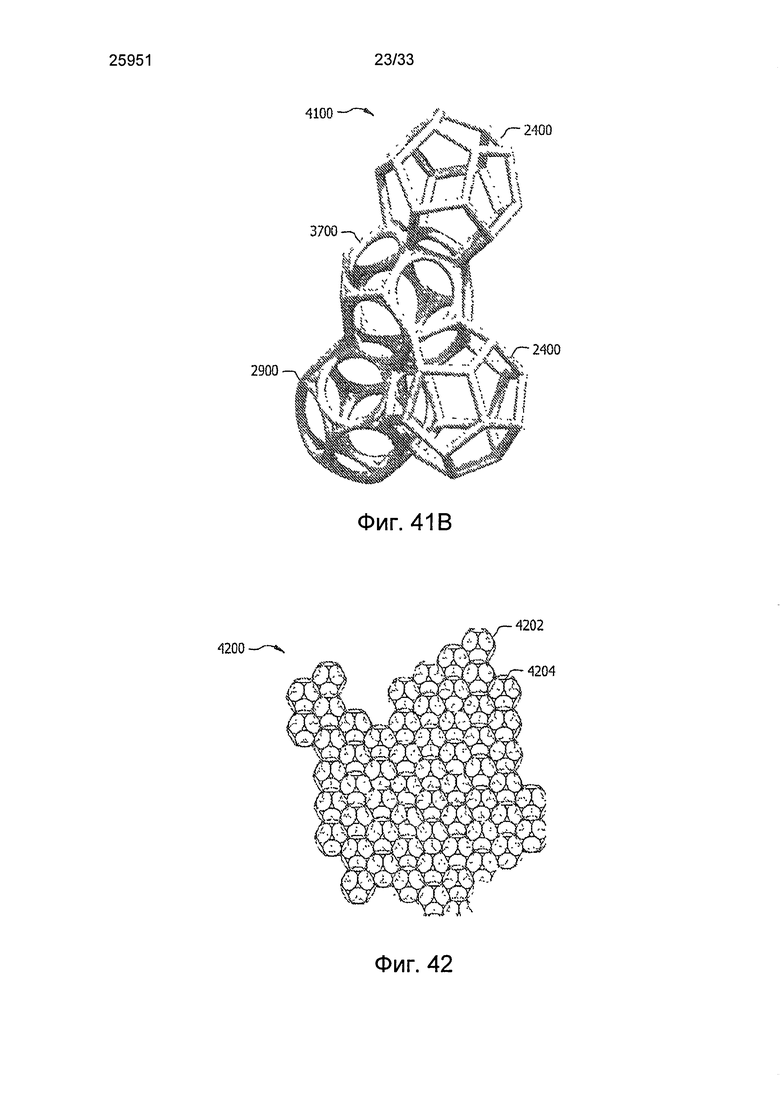
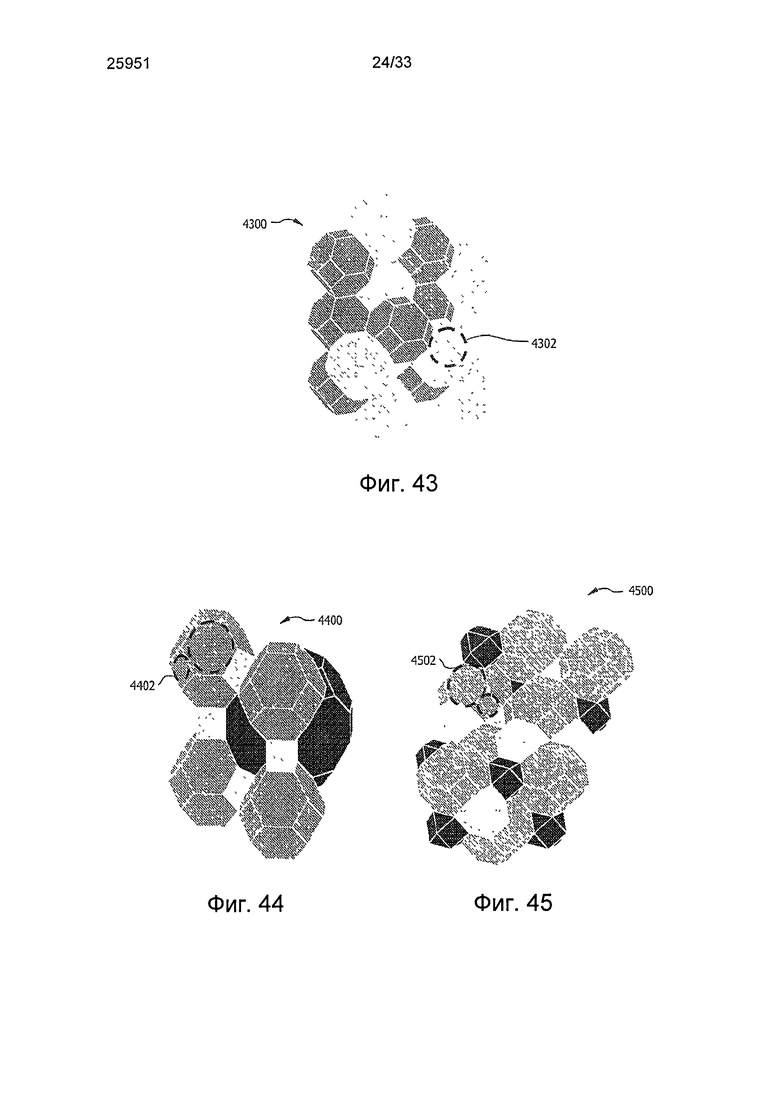




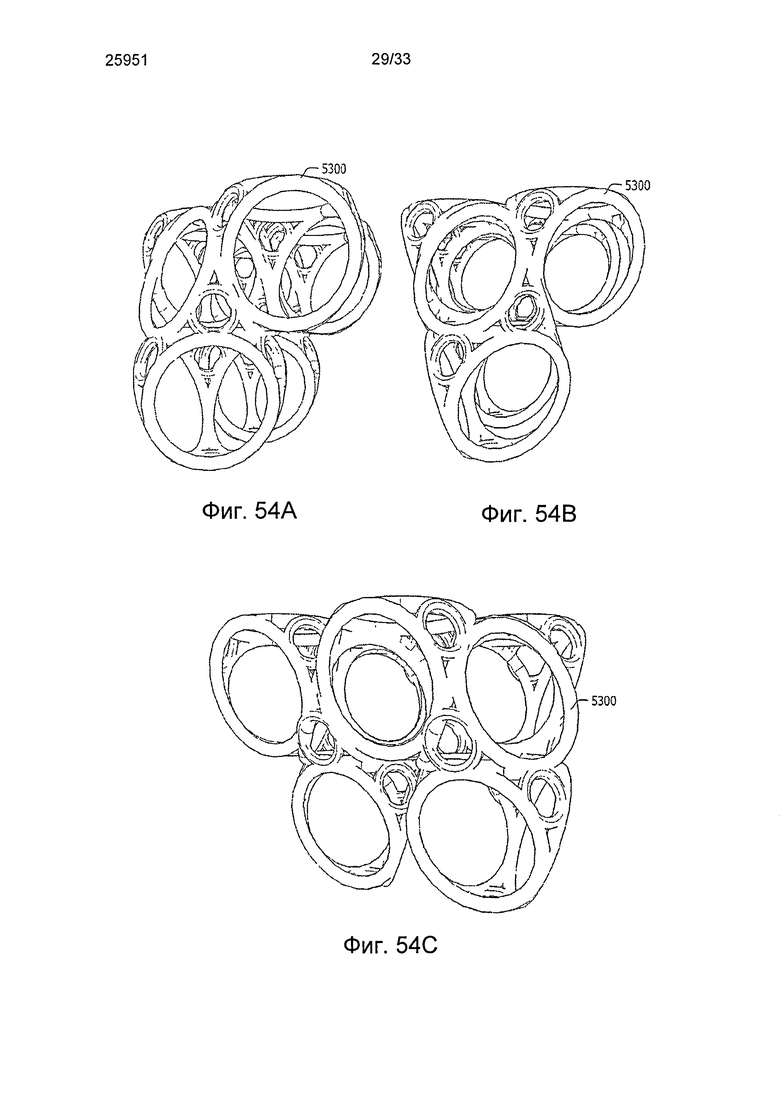
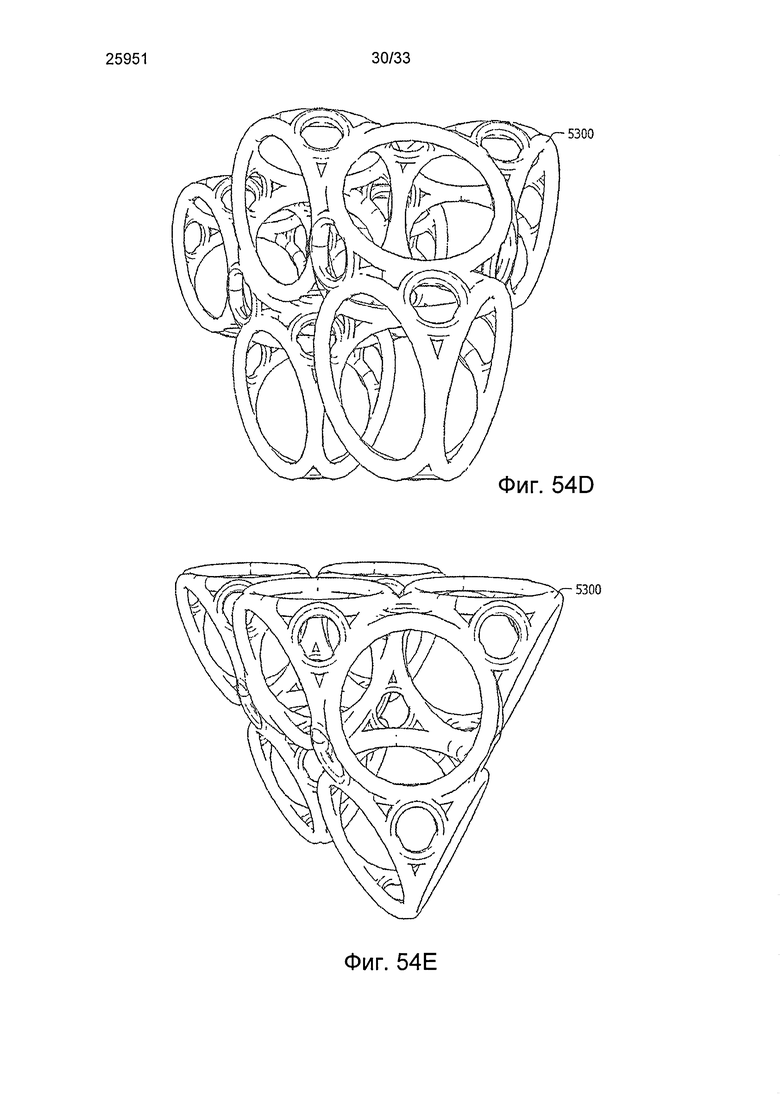
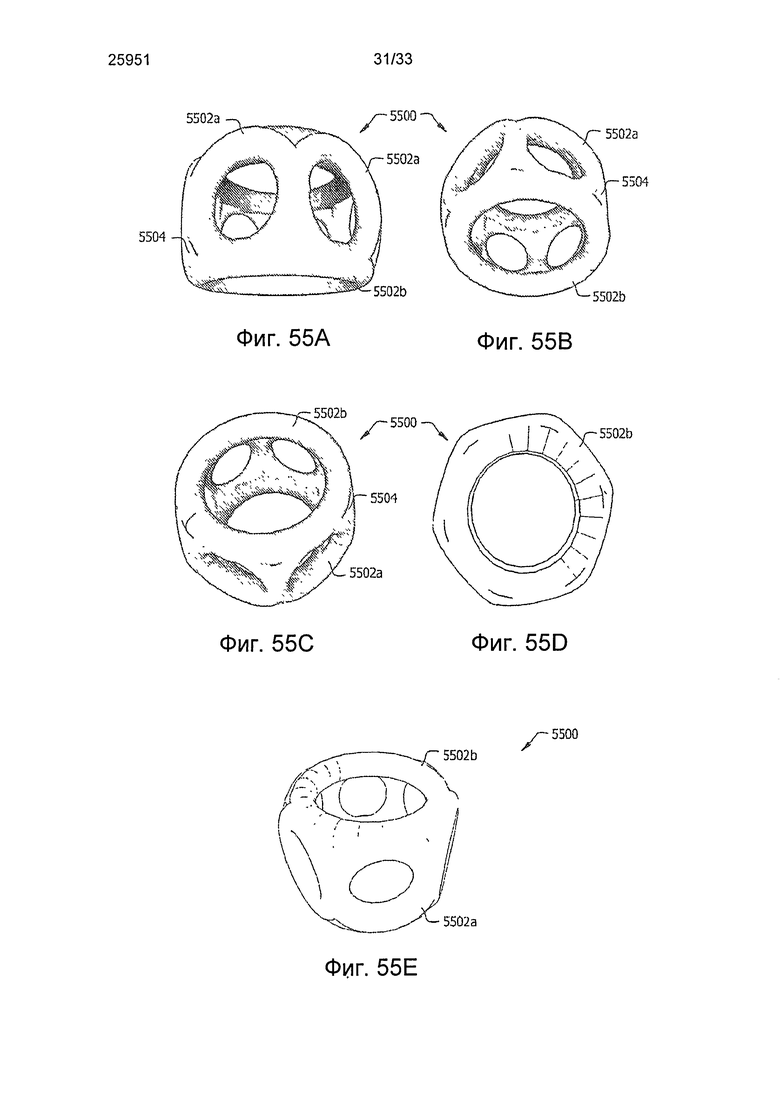


Группа изобретений относится к медицине и характеризует пористую структуру для использования в медицинских имплантатах. Данная структура содержит ряд ветвей, причем одна ветвь или ряд ветвей имеют: первый конец, второй конец и непрерывное удлиненное тело между указанными первым и вторым концами, причем указанное тело имеет толщину, длину и изогнутую часть, также содержит ряд соединений, причем по меньшей мере одно соединение содержит пересечение по касательной двух из указанных изогнутых частей, и содержит ряд узлов, причем по меньшей мере один узел имеет три или большее количество указанных соединений. Также предложен способ изготовления пористой структуры для использования в медицинских имплантах. Группа изобретений обеспечивает получение пористой структуры, обладающей повышенной прочностью и необходимой для врастания клеток и ткани пористостью. 2 н. и 19 з.п. ф-лы, 61 ил.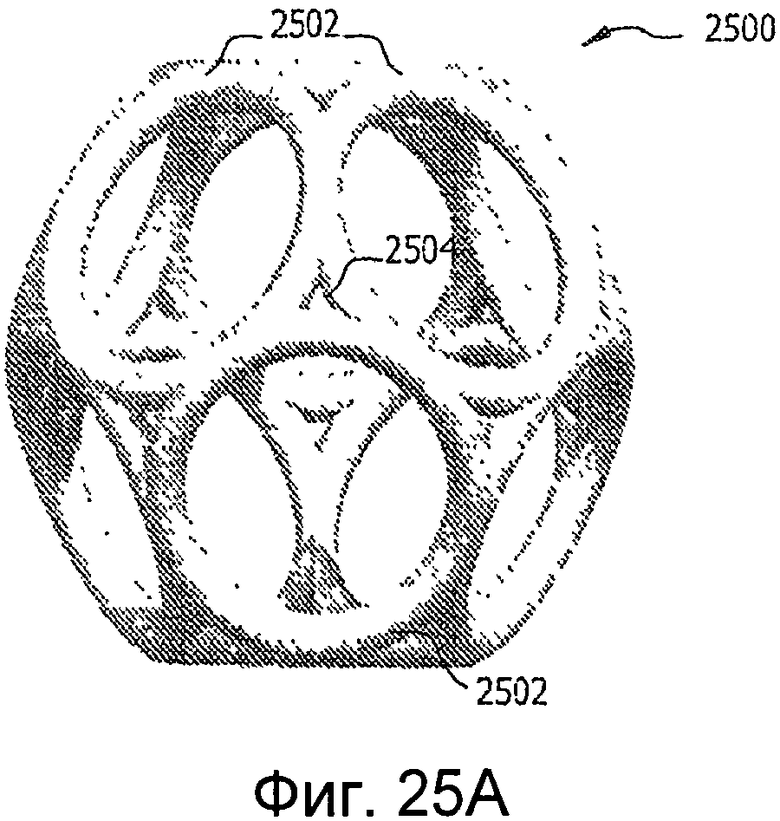
1. Пористая структура для использования в медицинских имплантатах, содержащая ряд ветвей, причем одна ветвь или ряд ветвей имеют: первый конец, второй конец и непрерывное удлиненное тело между указанными первым и вторым концами, причем указанное тело имеет толщину, длину и изогнутую часть,
также содержащая ряд соединений, причем по меньшей мере одно соединение содержит пересечение по касательной двух из указанных изогнутых частей, и
содержащая ряд узлов, причем по меньшей мере один узел имеет три или большее количество указанных соединений.
2. Пористая структура по п. 1, в которой по меньшей мере в одном узле предусмотрено отверстие между указанными тремя соединениями или большим количеством соединений.
3. Пористая структура по п. 1, дополнительно содержащая одну ветвь или ряд ветвей, содержащих прямую часть, имеющую длину и толщину, и по меньшей мере один окклюдированный узел, причем указанный по меньшей мере один окклюдированный узел содержит пересечение между одной ветвью или рядом ветвей с прямой частью и по меньшей мере одной ветвью или рядом ветвей с прямой частью и по меньшей мере одной ветвью с изогнутой частью.
4. Пористая структура по п. 1, в которой ряд изогнутых ветвей образует одну ячейку или ряд ячеек, имеющих ряд сторон, причем количество сторон находится в пределах от приблизительно 4 до приблизительно 24.
5. Пористая структура по п. 4, в которой количество сторон одной ячейки или ряда ячеек находится в пределах от приблизительно 4 до приблизительно 16.
6. Пористая структура по п. 3, в которой ряд изогнутых ветвей и ряд прямых ветвей образуют одну ячейку или ряд ячеек, имеющих ряд сторон, причем количество сторон находится в пределах от приблизительно 4 до приблизительно 24.
7. Пористая структура по п. 6, в которой количество сторон одной ячейки или ряда ячеек находится в пределах от приблизительно 4 до приблизительно 16.
8. Пористая структура по п. 1, дополнительно содержащая материал, выбранный из группы, включающей металл, керамику, металлокерамику или кермет, стекло, стеклокерамику, полимер, композит и их комбинации.
9. Пористая структура по п. 8, в которой металлический материал выбран из группы, включающей титан, титановый сплав, цирконий, циркониевый сплав, ниобий, ниобиевый сплав, тантал, танталовый сплав, никель-хромовый сплав, например, нержавеющую сталь, кобальт-хромовый сплав и их комбинации.
10. Пористая структура по п. 1, в которой поперечное сечение одной или большего количества ветвей содержит многоугольник.
11. Пористая структура по п. 1, в которой по меньшей мере часть поперечного сечения имеет изгиб.
12. Пористая структура по п. 1, в которой среднее поперечное сечение одного окна или ряда окон ячеек находится в пределах от 0,01 до 2000 микрон.
13. Пористая структура по п. 12, в которой среднее поперечное сечение одного окна или большего количества окон ячеек находится в пределах от 50 до 1000 микрон.
14. Пористая структура по п. 13, в которой среднее поперечное сечение одного окна или большего количества окон ячеек находится в пределах от 100 до 500 микрон.
15. Способ изготовления пористой структуры для использования в медицинских имплантатах, содержащий этапы:
создают модель пористой структуры, причем этап создания содержит шаги:
выбирают форму и размер по меньшей мере одного каркаса для одной или большего количества ячеек пористой структуры, причем форма каркаса содержит геометрическую форму, выбранную из группы, включающей в себя архимедовы тела, Платоновы тела, строго выпуклые многогранники, призмы, антипризмы и их комбинации;
формируют одну ветвь или ряд ветвей с первым концом, вторым концом, непрерывным удлиненным телом между первым и вторым концами для каждой ветви, причем указанное тело имеет изогнутую часть;
формируют по меньшей мере одно соединение с пересечением по касательной двух из указанных изогнутых частей; и
добавляют одну ветвь или ряд ветвей с изогнутой частью к указанному каркасу;
выбирают толщину для каркаса и ветви или ряда ветвей; и
изготавливают пористую структуру в соответствии с моделью, воздействуя на плавкий материал источником энергии.
16. Способ по п. 15, в соответствии с которым этап добавления выполняют посредством вписывания изогнутой части одной ветви или ряда ветвей в одну грань или ряд граней или описывания изогнутой части одной ветви или ряда ветвей около одной грани или ряда граней выбранной формы.
17. Способ по п. 15, дополнительно содержащий этап удаления части каркаса из одной ячейки или из ряда ячеек модели перед этапом изготовления.
18. Способ по п. 15, в соответствии с которым этап изготовления дополнительно содержит этап выбора материала для изготовления одной ветви или большего ряда ветвей из группы, включающей металл, керамику, металлокерамику или кермет, стекло, стеклокерамику, полимер, композит и их комбинации.
19. Способ по п. 18, дополнительно содержащий этап выбора металлического материала из группы, включающей титан, титановый сплав, цирконий, циркониевый сплав, ниобий, ниобиевый сплав, тантал, танталовый сплав, никель-хромовый сплав, например, нержавеющую сталь, кобальт-хромовый сплав и их комбинации.
20. Способ по п. 15, дополнительно содержащий этап формирования поперечного сечения одной ветви или ряда ветвей в форме многоугольника.
21. Способ по п. 15, дополнительно содержащий этап формирования по меньшей мере части поперечного сечения, содержащей изогнутую часть.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИМПЛАНТАЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПОРИСТОГО ПОЛИТЕТРАФТОРЭТИЛЕНА И МАТЕРИАЛ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2007 |
|
RU2325191C1 |
| US 0006333029 B1, 25.12.2001 | |||
| Животноводческая ферма | 1988 |
|
SU1683593A1 |
| US 2007264152 A1, 15.11.2007 | |||
| US 2006140813 A1, 29.06.2006. | |||

