Изобретение относится к технологии изготовления регенеративных продуктов на основе окисных соединений щелочных металлов, наносимых на пористую подложку и предназначенных для снаряжения регенеративных патронов.
Известен способ изготовления регенеративного продукта в виде гранул, заключающийся в том, что исходный материал увлажняют до придания пластичных свойств, прокатывают между валками, гранулируют и подают на ленточный транспортер, на котором гранулы сушат пропусканием через тепловую камеру с заданными температурой и газовым составом и выгружают в накопитель (Заявка ЕПВ №1222958, МПК B01J 20/04, 1997 г.).
Недостатками известного способа являются:
- невозможность удаления из регенеративного продукта избытка жидкой фракции;
- необходимость применения сложного формующего оборудования;
- из-за неравномерного распределения прессуемого материала в полости формующего инструмента не достигается равномерная плотность продукта. На участках с меньшим количеством формуемого материала возможна недопрессовка, при которой продукт не обладает достаточной механической прочностью, а на участках с большим количеством продукта возникает перепрессовка, при которой избыточная плотность вызывает ухудшение стехиометрических характеристик продукта;
- применение продукта в виде гранул требует дополнительных затрат на организацию потоков газа, взаимодействующих с продуктом, что повышает материалоемкость при его использовании.
Известен способ изготовления структурированного регенеративного продукта, (Патент РФ №2259231, МПК B01J 20/04, 2005), заключающийся в том, что исходный материал в виде мата или ленты увлажняют растворами целевых продуктов, после чего отжимают избыток раствора на перфорированной пластине валком и последующую формовку осуществляют одновременно с процессом сушки на перфорированных пластинах, а также тем, что после формовки и сушки пластины обрезают по контуру с обрезкой крайних перемычек боковых поверхностей канавок, сушку осуществляют в атмосфере, очищенной от паров воды и двуокиси углерода, формовку пластины осуществляют подачей газа или жидкости под избыточным давлением через перфорацию отжимного валка, пропитку жидкостью осуществляют подачей жидкости через перфорацию пропиточного валка, который устанавливают перед отжимным валком.
Недостатком такого способа является низкое качество регенеративного продукта из-за его коробления в процессе сушки. Другим недостатком такого способа является снижение содержания активного кислорода вследствие термического разложения пероксогидрата из-за его взаимодействия с водой в начале сушки.
Задачей изобретения является создание способа для получения структурированного регенеративного продукта, обеспечивающего получение пластин продукта без их коробления и достижение максимального содержания кислорода в продукте.
Задача решается тем, что согласно способу изготовления структурированного регенеративного продукта, заключающемуся в том, что исходный армирующий материал в виде мата или ленты увлажняют растворами целевых продуктов, после чего отжимают избыток раствора на перфорированной пластине валком, пропитанный армирующий материал заключают между двумя перфорированными пластинами и полученный пакет помещают в вакуумную камеру, в которой первоначально сушку осуществляют под вакуумом без подвода тепла в течение 15-30 мин, после чего продукт подвергают инфракрасному нагреву со скоростью разогрева 5÷10 град/мин до достижения 125°C с последующей выдержкой при температуре 125-135°C в течение 10-20 мин и окончательную формовку осуществляют одновременно с процессом сушки.
В пластинах перфорацию выполняют в виде прямоугольных отверстий с закругленными краями, продольные оси которых расположены под углом к продольной оси пластины, причем отверстия в верхней пластине расположены относительно нижней в противоположную сторону.
Сушку и формование пластин регенеративного продукта проводят между пластинами из материала, инертного к регенеративному продукту, предпочтительно из фторопласта Ф-4 или нержавеющей стали.
Размещение на пропитанном армирующем материале дополнительной перфорированной пластины и помещение в вакуумную камеру, в которой первоначально сушку осуществляют под вакуумом без подвода тепла в течение 15-30 мин, после чего продукт подвергают инфракрасному нагреву со скоростью разогрева 5÷10 град/мин до достижения 125°C с последующей выдержкой при температуре 125-135°C в течение 10-20 мин и окончательная формовка осуществляемая одновременно с процессом сушки между перфорированными пластинами обеспечивает:
- получение пластин регенеративного продукта требуемой формы за счет исключения коробления пластин в процессе сушки;
- повышение содержания кислорода в регенеративном продукте за счет резкого охлаждения перооксогидрата испарением влаги под вакуумом без подвода тепла, что исключает его гашение при взаимодействии с водой в начале сушки;
- получение на поверхности пластин регенеративного продукта рифлений в местах перфорации пластин за счет разбухания их на открытых участках;
- удобство загрузки и выгрузки продукта;
- снятие напряжений в пластине, возникающих в процессе сушки, путем выдержки при постоянной температуре после окончания сушки продукта;
Применение в качестве исходного армирующего материала в виде мата или ленты обеспечивает повышение механической прочности продукта при действии ударных и изгибающих нагрузок за счет механической прочности армирующего материала, что позволяет уменьшить его массу в расчете на единицу массы получаемого регенеративного продукта. При этом возрастает технологичность процесса и становится возможным придавать продукту различную форму с сохранением его механической прочности, что обеспечивает возможность распределения продукта в патроне с уменьшением его сопротивления потоку и снижения температуры. При этом достигается уменьшение выделения щелочных аэрозолей за счет уменьшения местных перегревов, вызывающих возгонку щелочи.
Выполнение последующей формовки одновременно с процессом сушки на перфорированных пластинах позволяет получать продукт в виде гофрированных пластин, что обеспечивает получение более жестких участков, выполняющих функции ребер жесткости. При этом гофры создают заданный зазор между пластинами. Это обеспечивает снижение гидравлического сопротивления продукта.
Проведение сушки регенеративного продукта между перфорированными пластинами с продольными отверстиями, развернутыми под углом к продольной оси пластины, обеспечивает создание в пакете продукта пересекающихся каналов для прохода регенерируемого воздуха. За счет перемешивания потоков воздуха в каналах в местах их пересечения достигается более полная регенерация воздуха, при которой происходит более полная его очистка от двуокиси углерода, избытка влаги и других примесей. Наличие каналов для прохода воздуха обеспечивает не только уменьшение гидравлического сопротивления, но и повышает жесткость пластин, увеличение их механической прочности, стойкость к вибрации, возникающей в процессе транспортировки и эксплуатации.
Проведение сушки между перфорированными пластинами с отверстиями с зеркальным их расположением обеспечивает увеличения зазора между пластинами при их наложении друг на друга за счет перекрестного расположения выступов при их наложении. Это упрощает сборку, исключая ошибки сборщиков регенеративных патронов. Такое техническое решение обеспечивает снижение температуры, сопротивления продукта и уменьшение выделения щелочных аэрозолей.
На представленных чертежах изображены:
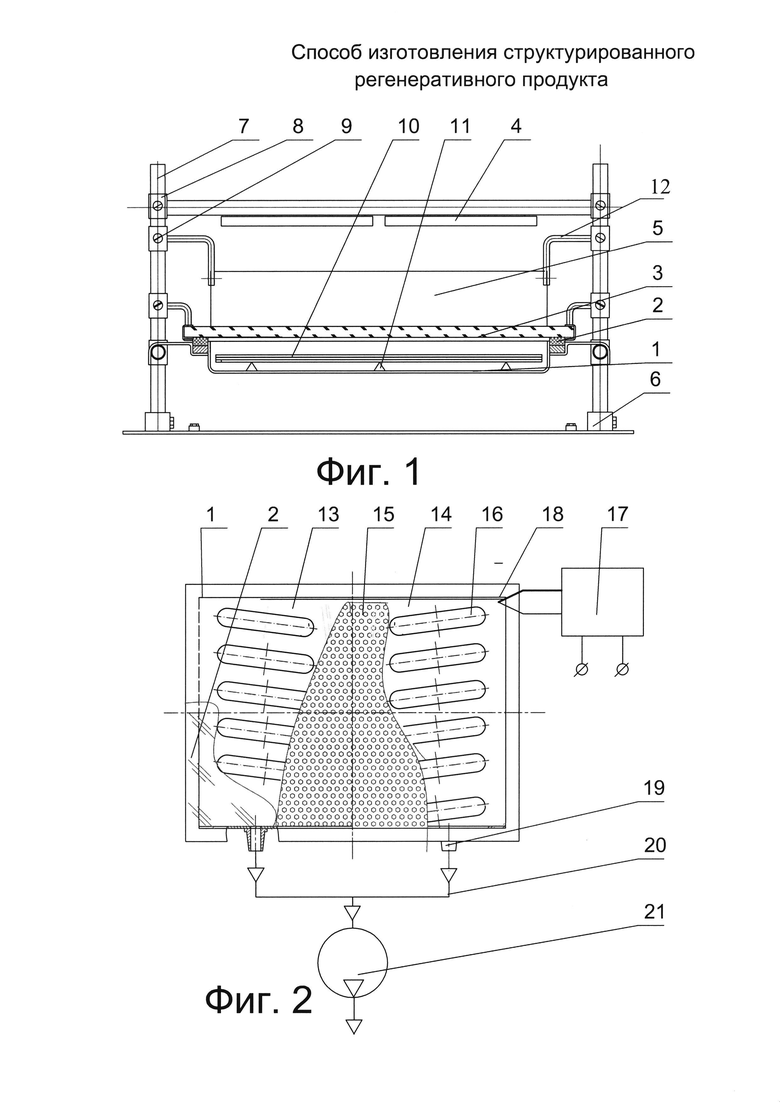
на фиг. 1 показан общий вид устройства для получения регенеративного продукта;
на фиг. 2 - то же, что на фиг. 1, вид сверху;
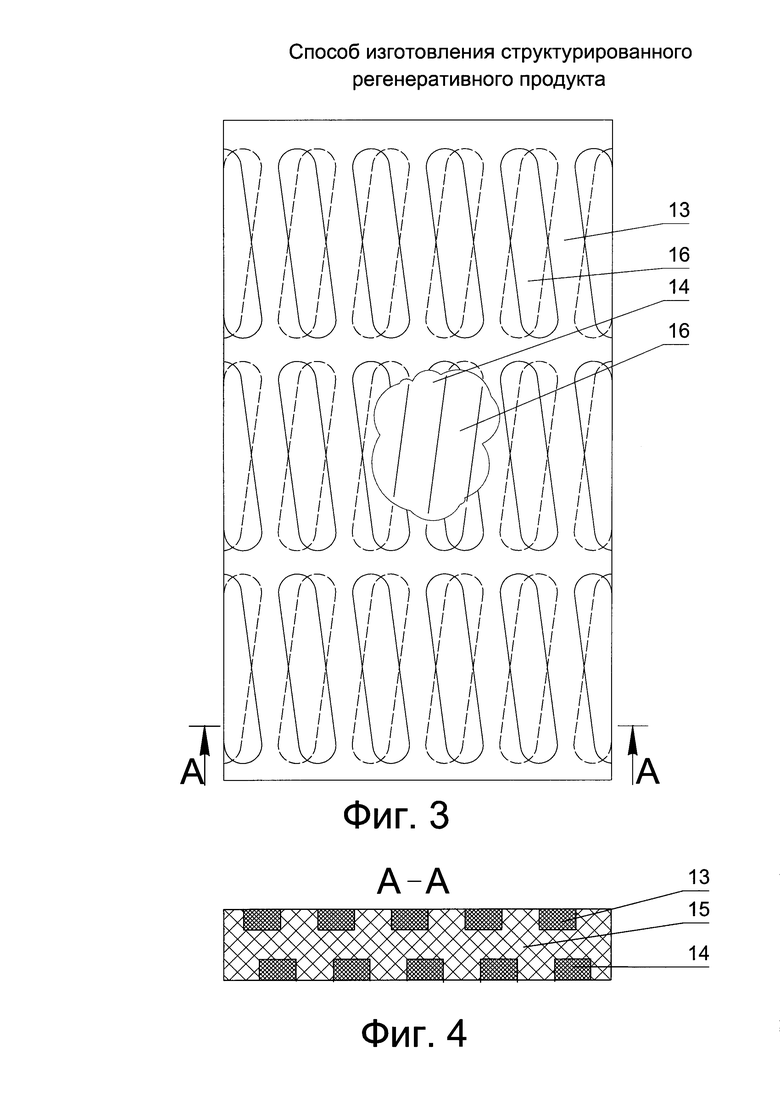
на фиг. 3 показано положение формующих пластин в пакете без регенеративного продукта;
на фиг. 4 показано сечение по Α-A фиг. 3 формующих пластин с расположенным между ними регенеративным продуктом;
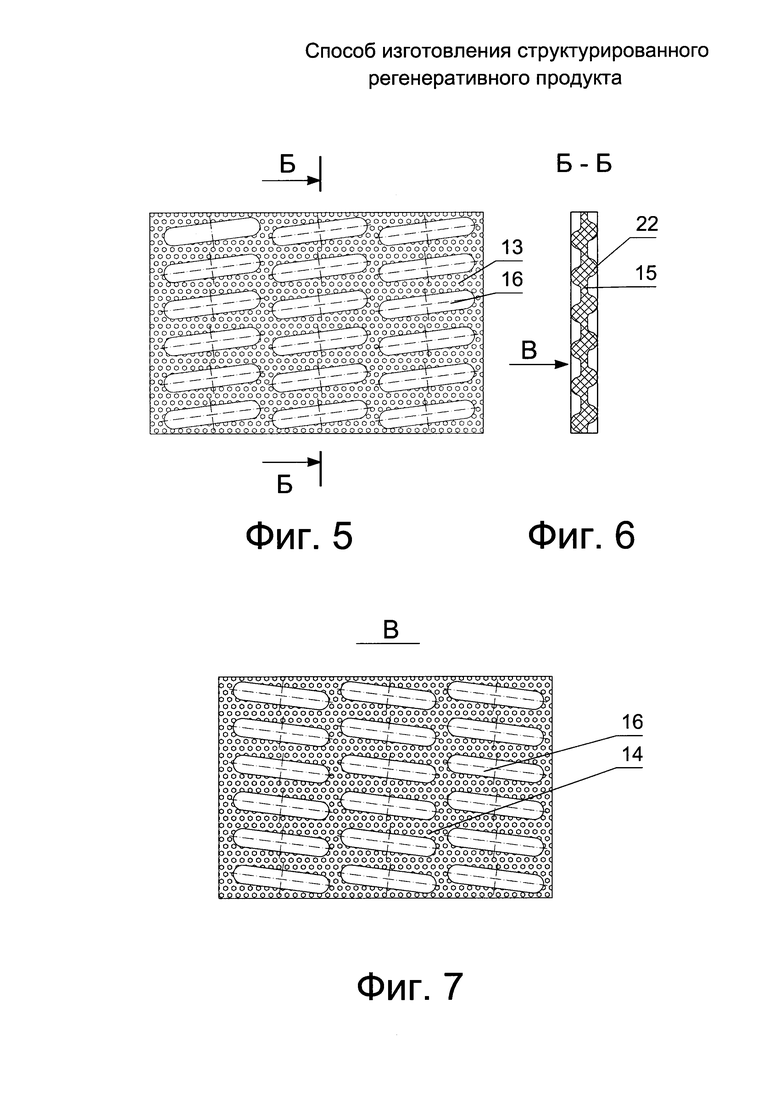
на фиг. 5 показана перфорированная пластина;
на фиг. 6 - то же, что на фиг. 5, сечение по Б-Б;
на фиг. 7 - то же, что на фиг. 5, вид по стрелке В.
Перечень позиций, указанных на чертежах
1. корпус сушильной камеры;
2. уплотнение;
3. крышка из оптически прозрачного материала;
4. инфракрасный нагреватель;
5. экран;
6. рама;
7. стойка;
8. втулка;
9. фиксатор;
10. пакет с продуктом;
11. дистанционирующая вставка;
12. кронштейн;
13. перфорированная пластина верхняя;
14. перфорированная пластина нижняя;
15. исходный материал и пропитанная подложка;
16. отверстие;
17. регулятор температуры;
18. термодатчик;
19. штуцер;
20. трубопровод;
21. насос вакуумный;
22. выступ пластины.
Способ осуществляется следующим образом.
Исходный армирующий материал 15 в виде мата или ленты толщиной от 1 до 15 мм укладывают на нижние перфорированные пластины 14, после чего пропитывают раствором кристаллогидратов перекисных соединений, одновременно производят предварительную формовку продукта, вдавливая его в отверстия 16 нижней перфорированной пластины 14, после чего отжимают избыток раствора валком (не показан). В пластинах 13 и 14 перфорация выполнена в виде прямоугольных отверстий 16 с закругленными краями, продольные оси отверстий 16 расположены под углом к продольной оси пластины, причем отверстия в верхней пластине 13 расположены относительно нижней пластины 14 в противоположную сторону. Отжим осуществляют до уменьшения толщины пропитываемого армирующего материала на 20-40%. После этого пропитанный армирующий материал накрывают верхней перфорированной пластиной 13 и полученный пакет 10 укладывают на дистанционирующие вставки 11, расположенные на дне корпуса сушильной камеры 1, установленной на раме 6, после чего на уплотнение 2 устанавливают крышку из оптически прозрачного материала 3 путем перемещения соответствующих втулок 8 по стойкам 7 вниз при отпущенных фиксаторах 9. Затем включают вакуумный насос 21, который через штуцеры 19, соединенные с вакуумным насосом 21 трубопроводами 20, создает в корпусе сушильной камеры разрежение, которое обеспечивает создание монтажного усилия для прижима атмосферным давлением крышки из оптически прозрачного материала 3 к уплотнению 2. Первоначально сушку осуществляют под вакуумом без подвода тепла в течение 15-30 мин, при этом происходит охлаждение пропитанного армирующего материала до безопасной температуры (примерно 2-3°C), при которой не происходит разложение перооксогидрата. Затем включают электропитание инфракрасных нагревателей 4 и частично обезвоженный продукт подвергают инфракрасному нагреву со скоростью разогрева 5÷10 град/мин до достижения 125°C.
Контроль температуры и ее регулирование осуществляют регулятором температуры 17 по показаниям термодатчика 18. Сушку и формование пластин пропитанной подложки 15 проводят между пластинами из материала, инертного к регенеративному продукту, предпочтительно из фторопласта Ф-4 или нержавеющей стали. Для предотвращения нагрева уплотнения 2 в процессе сушки используют экран 5, высоту установки которого регулируют изменением положения соответствующих кронштейнов 12 перемещение втулок 8 по стойкам 7 с последующей их фиксацией фиксаторами 9.
Окончательную формовку осуществляют одновременно с процессом сушки между перфорированными пластинами 13 и 14, поддерживая указанную выше температуру. В процессе сушки продукт вспучивается, заполняя отверстия 16 в пластинах 13 и 14, образуя выступы 22, после чего продукт выдерживают при температуре 125-135°C в течение 10-20 мин для снятия внутренних напряжений. При необходимости пластины или ленты продукта разрезают на листы заданного формата, для чего обрезают по контуру с обрезкой крайних перемычек боковых поверхностей канавок и выгружают в накопительную емкость (не показана). Сушку осуществляют в вакууме при остаточном давлении не более 0,1-0,3 кПа.
Пример 1
Раскладывали иглопробивную ткань марки ИПП-пВ-150/6 на фторопластовой перфорированной пластине толщиной 6 мм, размерами 120×370 мм с 36 пазами 10×52 мм под углом к продольной оси 8°C градусов и пропитывали 50% раствором пероксогидрата калия до насыщения стеклоткани примерно 0,4-0,8 мг/см2. Затем отжимали избыток раствора прокаткой фторопластовым роликом диаметром 60 мм до достижения продуктом толщины 3,6 мм и продавливали стеклоткань в пазы пластины примерно на глубину 5 мм, считая от верхней поверхности продукта. Затем укладывали пакет в сушильную камеру, включали вакуумирование и выдерживали в течение 20 мин при остаточном давлении не более 0,2 кПа, после нагревали и сушили в течение 12 мин до температуры 125°C, после выдерживали в течение 20 минут при температуре 128°C. Получили структурированный регенеративный продукт из надпероксида калия в виде пластин с указанными размерами, толщиной 2 мм с высотой выпуклостей 4,5 мм с каждой стороны и содержанием химически связанного кислорода не менее 20%.
Пример 2
Раскладывали стеклобумагу марки БМДк в количестве 6 слоев на фторопластовой перфорированной пластине толщиной 3 мм, размерами 120×370 мм с 36 пазами 10×52 мм под углом 8 градусов и пропитывали 50% раствором пероксогидрата калия до насыщения стеклоткани примерно 0,3-0,5 мг/см2. Затем отжимали избыток раствора прокаткой фторопластовым роликом диаметром 60 мм до достижения продуктом толщины 2 мм и продавливали стеклоткань в пазы пластины примерно на глубину 2,5 мм, считая от верхней поверхности продукта. Затем укладывали пакет в сушильную камеру, включали вакуумирование и выдерживали в течение 15 мин при остаточном давлении не более 0,2 кПа, после нагревали и сушили в течение 12 мин до температуры 125°C, после выдерживали в течение 15 минут при температуре 130°C. Получили структурированный регенеративный продукт из надпероксида калия в виде пластин с указанными размерами, толщиной 2 мм с высотой выпуклостей 2,5 мм с каждой стороны и содержанием химически связанного кислорода не менее 21%.
Предлагаемый способ прост в аппаратурном исполнении и эксплуатации и обеспечивает получение пластин структурированного регенеративного продукта без коробления и достижение максимального содержания кислорода в продукте.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕГЕНЕРАТИВНОГО ПРОДУКТА И ПОГЛОТИТЕЛЕЙ КИСЛЫХ ГАЗОВ | 2009 |
|
RU2417120C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕГЕНЕРАТИВНОГО ПРОДУКТА И ПОГЛОТИТЕЛЕЙ КИСЛЫХ ГАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2259231C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОЧНОГО РЕГЕНЕРАТИВНОГО ПРОДУКТА | 2019 |
|
RU2712695C1 |
| СПОСОБ ТЕРМОФОРМОВАНИЯ ПОГЛОТИТЕЛЯ ДИОКСИДА УГЛЕРОДА | 2019 |
|
RU2739929C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ РЕГЕНЕРАТИВНОГО ПРОДУКТА И ПОГЛОТИТЕЛЕЙ КИСЛЫХ ГАЗОВ | 2007 |
|
RU2359750C1 |
| РЕГЕНЕРАТИВНЫЙ ПРОДУКТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2225241C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕГЕНЕРАТИВНОГО ПРОДУКТА | 2011 |
|
RU2472556C1 |
| Антифрикционная композиция и способ её получения | 2020 |
|
RU2751337C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРИРОВАННОЙ ПЛИТЫ, ПОКРЫТОЙ С ОБЕИХ СТОРОН | 2010 |
|
RU2521630C2 |
| Углеродкерамический волокнисто-армированный композиционный материал и способ его получения | 2017 |
|
RU2684538C1 |
Изобретение относится к производству регенеративных патронов. Предложен способ изготовления структурированного регенеративного продукта. Исходный армирующий материал в виде мата или ленты увлажняют растворами целевых продуктов, после чего отжимают избыток раствора на перфорированной пластине валком. Затем пропитанный армирующий материал размещают между двумя перфорированными пластинами и подвергают сушке в вакуумной камере. Вначале сушку осуществляют под вакуумом без подвода тепла в течение 15-30 мин, после чего продукт подвергают инфракрасному нагреву со скоростью разогрева 5÷10 град/мин с последующей выдержкой при температуре 125-135°C в течение 10-20 минут. Окончательная формовка производится одновременно с процессом сушки. Изобретение обеспечивает повышение качества при достижении максимального содержания кислорода в продукте. 2 з.п. ф-лы, 7 ил., 2 пр.
1. Способ изготовления структурированного регенеративного продукта, включающий обработку исходного армирующего материала в виде мата или ленты путём увлажнения растворами целевых продуктов, после чего отжимают избыток раствора на перфорированной пластине валком, отличающийся тем, что пропитанный армирующий материал заключают между двумя перфорированными пластинами и полученный пакет помещают в вакуумную камеру, в которой первоначально сушку осуществляют под вакуумом без подвода тепла в течение 15-30 минут, после чего продукт подвергают инфракрасному нагреву со скоростью разогрева 5÷10 град/мин до достижения 125°C с последующей выдержкой при температуре 125-135°C в течение 10-20 минут и окончательную формовку осуществляют одновременно с процессом сушки.
2. Способ по п. 1, отличающийся тем, что в пластинах перфорацию выполняют в виде продольных отверстий с закругленными краями, продольные оси которых развернуты под углом к продольной оси пластины, причем отверстия в верхней пластине развернуты относительно нижней в противоположную сторону.
3. Способ по п. 1, отличающийся тем, что сушку и формование пластин регенеративного продукта проводят между пластинами из материала, инертного к регенеративному продукту, предпочтительно из фторопласта Ф-4 или нержавеющей стали.
| СПОСОБ ПОЛУЧЕНИЯ РЕГЕНЕРАТИВНОГО ПРОДУКТА И ПОГЛОТИТЕЛЕЙ КИСЛЫХ ГАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2259231C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕГЕНЕРАТИВНОГО ПРОДУКТА И ПОГЛОТИТЕЛЕЙ КИСЛЫХ ГАЗОВ | 2009 |
|
RU2417120C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ РЕГЕНЕРАТИВНОГО ПРОДУКТА И ПОГЛОТИТЕЛЕЙ КИСЛЫХ ГАЗОВ | 2007 |
|
RU2359750C1 |
| Разгрузочный клапан | 1984 |
|
SU1222958A1 |
| КОМПОЗИЦИОННЫЕ СОСТАВЫ С ВЫСОКОЙ АБСОРБЦИОННОЙ СПОСОБНОСТЬЮ, АБСОРБИРУЮЩИЙ ЛИСТОВОЙ МАТЕРИАЛ, ПОКРЫТЫЙ ТАКИМИ СОСТАВАМИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2186797C2 |

