Предлагаемое изобретение относится к классу композиционных материалов на основе углерода теплозащитного, конструкционного, химостойкого назначений, подлежащих эксплуатации в условиях статических и динамических нагрузок при нагреве до 2000°С в окислительной среде (авиакосмическая техника, высокотемпературное электротермическое оборудование, комплектация атомных реакторов и т.п.), а также к способам их получения.
Известен углеродкерамический композиционный материал, включающий керамическую матрицу, объемно-армированную многонаправленными стержневыми каркасами из стержней на основе углеродного волокна (1). Этот композиционный материал достаточно близок по составу предлагаемому углеродкерамическому композиту. Известному композиту свойственны некоторые недостатки. При хорошей термоэрозионной и окислительной стойкости, ему характерна нестабильность плотности в объеме, в связи с неравномерностью распределения матричного материала. Недостаточная прочность определяется в основном прочностью его керамической матрицы и ее адгезионной связью с углеволокнистыми стержневыми армирующими элементами, т.к. стержни из высокомодульного углеродного волокна термически мало совместимы с керамической матрицей из-за большого различия значений термических коэффициентов линейного расширения: (0,5-1,2)⋅10-6 К-1 - для углеродных волокон и (3,5-4,5)⋅10-6 К-1 - для керамических матричных материалов. Углеродкерамический композиционный материал, армированный высокомодульными углеродными волокнами, при изготовлении по стандартной высокотемпературной технологии в результате указанной термической несовместимости матрицы и наполнителя имеет высокий уровень напряженно-деформированного состояния, которое снижает физико-механические свойства композита.
Известен способ получения углеродкерамического композиционного материала путем изготовления заготовки из углеродного волокнистого материала, которую пропитывают коксообразующим полимерным связующим, формуют углепластиковую заготовку, карбонизуют, уплотняют пироуглеродом и силицируют (2). Основной недостаток данного способа состоит в том, что в процессе изготовления материала силицированию подвергается углерод-углеродная заготовка, углеродная матрица которой получена карбонизацией фенольно-формальдегидного связующего, образующего преимущественно закрытую и глухую пористость. Поэтому заготовка обладает очень небольшим объемом открытой пористости транспортного типа. По этой причине не удается ее пропитать расплавом карбидообразующего металла во всем объеме. Силицирование проходит только в приповерхностных слоях композита, что приводит к нестабильности плотности и снижает жароокислительную стойкость и механическую прочность углеродкерамического материала, получаемого данным способом.
Известен также способ получения углеродкерамического композиционного материала, включающий пропитку углеродного волокнистого наполнителя смесью некоксующейся и коксообразующей олигомерных смол, помещение пропитанного волокнистого наполнителя между транспортной и разделительной полиэтиленовым пленками и изготовление препрега ионизирующим облечением, которым частично полимеризуют некоксующуюся смолу, набор пакета заготовки объемной структуры из слоев препрега, формование углепластиковой заготовки, карбонизацию, пропитку раствором поликарбосилана в толуоле, сушку, термостабилизацию, керамизацию и силицирование (3, 4). Данный способ по своей сущности наиболее близок предлагаемому способу, поэтому принят в качестве прототипа.
Получение углеродкерамического композита по способу прототипа характеризуется технологическими подходами, которые устраняют основной недостаток способа получения в соответствии с аналогом, по которому невозможно пропитать карбидообразующим металлом во всем объеме карбонизованную углерод-углеродную заготовку, и поэтому ее силицирование протекает только в приповерхностных слоях. В связи с тем, что по способу прототипа полимерное связующее углепластиковой заготовки является двухкомпонентным и содержит некоксующуюся и коксообразующую смолы, некоксующаяся смола газифицируется уже на стадии формования углепластиковой заготовки при температуре желирования коксообразующей смолы. Удаляющиеся из термореагирующей системы газообразные продукты пиролиза некоксующейся смолы образуют в отверждающейся коксообразующей смоле поры проходного транспортного типа, которые при карбонизации увеличиваются в объеме, образуя в углеродистой матрице карбонизованной заготовки открытую пористость 35-45% об. Такая карбонизованная заготовка обеспечивает полную объемную пропитку карбидообразующим металлом и, соответственно, протекание силицирования во всем объеме заготовки.
Однако, получению углеродкерамического композита по способу прототипа свойственен недостаток, который проявляется в недостаточной прочности керамической матрицы композита, хрупком характере ее разрушения при нагрузке и термически малой ее совместимости с углеродным волокнистым наполнителем из-за различия коэффициентов линейного термического расширения. Этот недостаток негативно влияет на физико-механические показатели получаемого углеродкерамического композиционного материала. Причиной этого является локальное взаимодействие расплава карбидообразующего металла с углеродными волокнами карбонизованной заготовки в местах, где их поверхности являются стенками пор. Следовательно, чтобы углеродкерамический углеволокнистоармированный композиционный материал обладал требуемыми физико-механическими показателями, необходимо устранить при пропитке карбонизованной заготовки контакт армирующих углеродных волокон с пропитывающим расплавом карбидообразующего материала.
Пропитка карбонизованной заготовки в растворе поликарбосилана в толуоле перед силицированием по способу прототипа осуществляется с целью нанесения диффузионного барьера между наполнителем и расплавом карбидообразующего металла. Отвержденная после термостабилизации полимерная пленка поликарбосилана при керамизации превращается в карбидкремниевую пленку с выходом карбида кремния по массе до 75%. Кроме того, термохимическая усадка пленка из поликарбосилана при керамизации достигает до 25% и более. Вследствие этого в карбидкремниевой пленке образуются разрывы сплошности, через которые осуществляется контакт поверхностей углеродных волокон с расплавом металла. Таким образом, карбидкремниевая пленка, нанесенная на карбонизованную заготовку, по способу прототипа не обеспечивает необходимое экранирование углерода волокон от расплава металла при силицировании.
Целью предлагаемого технического решения является устранение указанных недостатков.
Цель достигается тем, что в составе углеродкерамического композиционного материала, включающего керамическую матрицу, армированную углеродным волокнистым материалом, в соответствии с предлагаемым техническим решением матричный керамический материал дополнительно армирован углеродными нанотрубками и дополнительно содержит по границе раздела фаз наноструктурированной матрицы и армирующего углеволокнистого наполнителя наноструктурированную карбидкремниевую интерфазу при следующем соотношении компонентов, % масс:
углеродные нанотрубки -0,3-1,0
углеродные волокнистые материалы - 15-25
наноструктурированная карбидкремниевая интерфаза - 2-4
карбид кремния - остальное
В способе получения углеродкерамического материала, включающего пропитку углеродного волокнистого наполнителя смесью некоксующейся и коксообразующей олигомерных смол, помещение пропитанного наполнителя между транспортной и разделительной полиэтиленовыми пленками и изготовление препрега ионизирующим облучением, которым частично полимеризуют некоксующуюся смолу, набор пакета заготовки объемной структуры из слоев препрега, формование, карбонизацию, пропитку раствором поликарбосилана в толуоле, сушку, термостабилизацию, керамизацию и силицирование, в соответствии с предлагаемым техническим решением, перед помещением пропитанного углеродного волокнистого наполнителя возможно дополнительное нанесение на транспортную и разделительную полиэтиленовые пленки слоя (2-10)% -ной суспензии углеродных нанотрубок в смеси олигомерных коксообразующей и некоксующейся смол, при выкладке пакета заготовки углепластика в каждый из слоев препрега вводят засыпанием углеродные нанотрубки через съемную перфорированную пластину, находящуюся в непосредственном плотном контакте с выкладываемым слоем препрега, повторяющего его размеры, а после карбонизации полученную углерод-углеродную заготовку возможно дополнительно уплотнять пропиткой в (2-10) %-ной суспензии углеродных нанотрубок в растворе поликарбосилана в толуоле. При этом съемная перфорированная пластина для введения углеродных нанотрубок в слои препрега имеет габариты и размеры отверстий, расположенных в шахматном порядке, а также их количество, обусловленные количеством дополнительной армирующей составляющей. После засыпания углеродных нанотрубок в перфорированную пластину, ее смещают относительно слоя препрега на 5-10 мм, не прерывая ее контакта с поверхностью препрега, а затем снимают.
Положительный технический эффект от применения предложенного отличительного качественного состава углеродкерамического композита имеет комплексный характер и заключается не только в увеличении его физико-механических показателей на 40% по прочности на изгиб и более, чем на 200% по прочности на сжатие. Дополнительное армирование матричного керамического материала углеродными нанотрубками одновременно с повышением прочности сообщает композиту повышенную трещиностойкость, увеличение ударной прочности и стабильности физико-механических показателей. Кроме. того, наноструктурирование керамической матрицы углеродными нанотрубками существенно повышает ее жаростойкость.
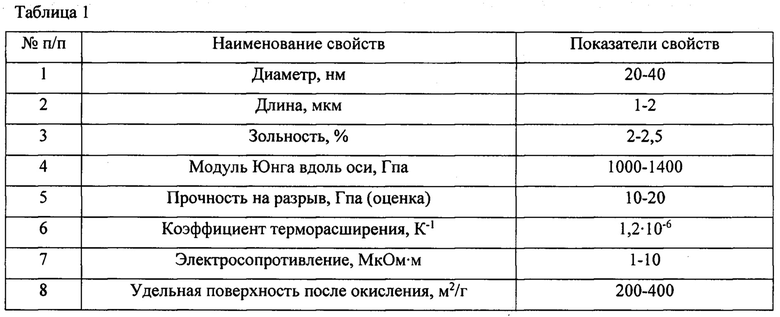
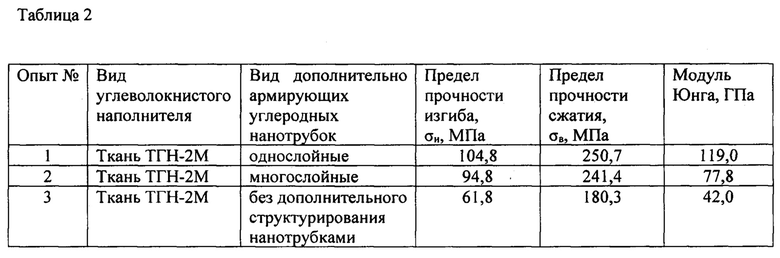
Физическая сущность наблюдаемого эффекта состоит в том, что введенные для дополнительного армирования углеродные нанотрубки так же, как углеродные армирующие волокна, структурируют углеродную матрицу и, следовательно, получаемую на ее основе керамическую матрицу. Структурирование передельческой матрицы (то есть матрицы, претерпевающей превращения по стадиям технологического процесса) начинается до стадии силицирования: на завершающем этапе карбонизации, когда протекают процессы конденсации с образованием графитоподобных слоев в формующемся из кокса коксообразующей полимерной смолы углеродном веществе. Стереокаталитическое воздействие на процесс структурирования графитоподобных слоев углеродных волокон проявляется так, что в ближнем порядке области прилегания к поверхности волокна структура углеродной матрицы становится подобной структуре углеродного волокна. Однако в отдаленных от поверхности волокон областях матрицы такое структурирование не происходит, и углерод в этих областях остается в ином структурном состоянии. Введенные в керамическую матрицу углеродные нанотрубюки так же, как и углеродные волокна, оказывают стереокатализирующее воздействие на структурирование формирующейся углеродной матрицы, так как обладают четко выраженной собственной структурой углерода, как это можно видеть на фиг. 1 - структура однослойной трубки, - хорошо просматриваются окончания графитоподобных слоев на поверхности нанотрубки (показаны стрелками) и на фиг. 2 - структура многослойных нанотрубок - буквой D обозначены дефекты в строении углеродных кластеров (на фиг. 1 и на фиг. 2 представлены изображения, полученные просвечивающей электронной микроскопией). В результате образовавшаяся при карбонизации полимерного связующего углепластиковой заготовки углеродная матрица во всем объеме, а не только в ближнем порядке областей прилегания к поверхности армирующего углеродного волокна, в структурном отношении становится подобной строению углерода армирующих ее углеродных нанотрубок, то есть, приобретает «микротурбостатную» структуру, значительно отличающуюся от аморфной структуры областей углеродной матрицы, которая дополнительно не армирована углеродными нанотрубками. Силицирование такой наноструктурированной «микротурбостатной» углеродной матрицы, в соответствии с теорией силицирования углерода, протекает по несколько иному механизму, чем силицирование не наноструктурированной углеродной матрицы.
Для дополнительного объемного армирования керамической матрицы углеродкерамического композиционного материала используются однослойные (фиг. 1) и многослойные (фиг. 2) углеродные нанотрубки. Применяемые углеродные однослойные нанотрубки разработаны Российским химико-технологическим университетом имени Д.И. Менделеева, многослойные углеродные нанотрубки АО "НИФХИ им. «ЛЯ. Карпова». Свойства обоих видов нанотрубок близки и представлены в таблице 1.
В процессе силицирования матрицы углеродные нанотрубки не взаимодействуют с расплавом карбидообразующего металла, т.к. обладают более совершенной, чем матрица, структурой. Благодаря высоким физико-механическим свойствам по модулю Юнга и прочности при разрыве, что видно из таблицы 1, при дополнительном армировании керамической матрицы углеродными нанотрубками, увеличивается ее прочность и, соответственно, повышается прочность композиционного материала с наноструктурированной матрицей.
При выборе керамик в качестве матричного материала углеродкерамического углеволокнистоармированного композита их оценивали на соответствие требованиям по тугоплавкости и технологичности изготовления композиционного материала и изделий из него. Основной проблемой в данном случае является совместимость компонентов. Совместимость при этом рассматривали в двух аспектах: термомеханической (термической) совместимости и термохимической совместимости.
Химическая нестабильность, которая проявляется в виде взаимной диффузии углеродных волокон и керамической матрицы при повышенных температурах, ухудшает свойства армирующих углеродных волокон. Высокие температуры нагрева, как при технологии получения композиционного материала, так и его эксплуатации, сильно повышают взаимную реакционную активность матрицы и наполнителя.
Другой не менее важной проблемой является значительное ухудшение физико-механических свойств керамических материалов в окислительной атмосфере при повышенных температурах. Это связано с термохимической совместимостью углеродных волокон с тугоплавкими матрицами, которая оценивается как температурная область их сосуществования.
Если для матриц на основе тугоплавких окислов, области сосуществования ограничиваются температурами нагрева в интервале от 800°С до 1500°С (IrO2, HfO2 и др.), то для боридов и карбидов эта область расширяется до температуры плавления эвтектик С-МеС и С-МеВ2. Бориды обладают меньшей температурной устойчивостью в контакте с углеродом, по сравнению с карбидами. Однако, температура плавления их эвтектик (боридов) высока (2230-2380)°С. У карбидов эта температура заметно выше и составляет (2920-3300)°С. Наблюдаемое повышение температуры плавления карбидов и, следовательно, увеличение температуры метастабильного состояния композита на их основе, которая повышается в результате присутствия в их составе диспергированного углерода, послужило основанием для введения в керамическую матрицу углеродных нанотрубок с целью повышения жаростойкости.
При экспериментальных исследованиях по выбору матричного карбидного материала оценивали не только температуры плавления их эвтектик с углеродом, но и массообмен при взаимодействии карбидных матриц с поверхностью армирующих углеродных волокон, посредством которого проявляется их химическая нестабильность и негативное влияние на физико-механические свойства композиционного материала. По показателю диффузии углерода через карбидкремниевую пленку карбиду кремния следует отдать предпочтение перед другими тугоплавкими керамиками. При этом, важным обстоятельством является тот факт, что карбид кремния обладает высоким модулем упругости и температурой плавления в сочетании с относительно низким температурным коэффициентом линейного расширения. Это очень важно для формирования конструкционных свойств композита, так как, благодаря близости величины ТКЛР, карбид кремния и среднетехническое углеродное волокно сравнительно хорошо термически совместимы.
Приведенный сопоставительный анализ свойств прекерамических металлов позволяет обоснованно выбрать кремний в качестве прекурсора карбидкремниевой матрицы предлагаемого углеродкерамического композита. Предлагаемый углеродкерамический композиционный материал с карбидкремниевой матрицей, дополнительно армированной углеродными нанотрубками, показывает жаростойкость при температурах нагрева до 1650-1900°С в окислительной среде, что значительно выше жаростойкости углеродкарбидкремниевого материала с углеродкарбидкремниевой матрицей, дополнительно не армированной углеродными нанотрубками.
Углеродкарбидкрениевый композит по данному техническому решению обладает еще одним отличием, в соответствии с которым матричный керамический материал дополнительно содержит по границам раздела фаз наноструктурированной матрицы и армирующего углеволокнистого наполнителя наноструктурированную карбидкремниевую интерфазу.
Содержание указанной интерфазы в составе углеродкарбидкремниевого керамического композиционного материала эффективно уменьшает термомеханическую и термохимическую несовместимость наноструктурированной карбидкремниевой матрицы с армирующим углеродным волокном как на стадии высокотемпературного процесса получения композита, так и при эксплуатации композиционного материала при высоких теплосиловых воздействиях в условиях окислительной среды.
Необходимость введения интерфазы между матрицей и наполнителем вызвана тем, что возможность возникновения контакта углеродного волокнистого наполнителя с расплавом карбидообразующего металла системно реализуется как результат образования кольцевой поры вокруг углеродных нитей при термохимической усадке матрицы на стадии пиролиза в ходе карбонизации и образования несплошностей в карбидкремниевой пленке.
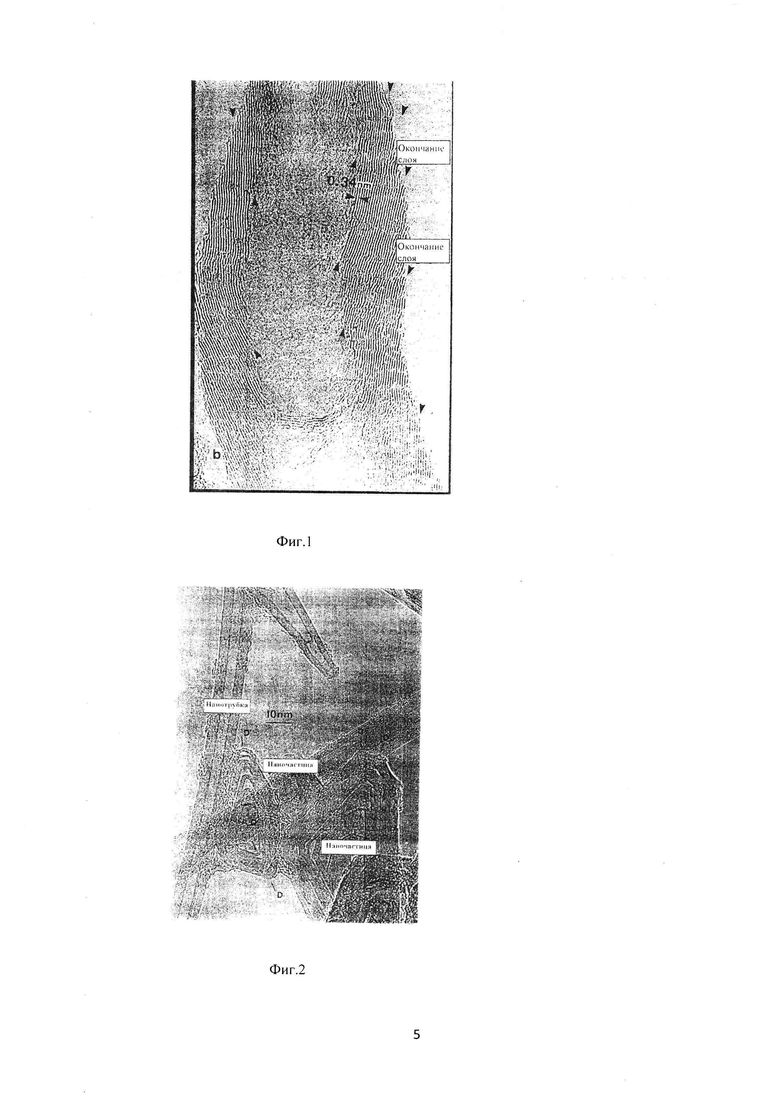
Как видно на фиг. 3 - микроструктура карбонизованной заготовки, - при карбонизации углепластиковой заготовки система пор формируется, главным образом, в объемах, занятых связующим, и на границе раздела «наполнитель - связующее» (на фиг. 3 - более светлые участки - поры, заполненные для контрастности модельной отвержденной смолой). Микроструктура карбонизованной заготовки характеризуется регулярностью чередования углеволокнистого наполнителя и углеродистой матрицы. Элементами структуры являются нити основы и утка углеродной ткани, использованной в качестве армирующего наполнителя, и пространства, заполнены пористой углеродистой матрицей. Характерным элементом является также выше упомянутая кольцевая пора в виде кольцевого канала, образовавшаяся в результате термохимической усадки при пиролизе полимерной матрицы в ходе карбонизации. Этот кольцевой канал отделяет углеродистую матрицу от поверхности углеродной нити. По поперечному шлифу (фиг. 3) можно судить, что расстояние между внутренней и наружной поверхностями канала может достигать до 40 мкм.
Устранение указанных каналов между компонентами на этапе технологии - это одно из функциональных назначений интерфазы.
Еще одним из функциональных назначений наноструктурированной интерфазы -обеспечить плотное адгезионное взаимодействие между карбидкремниевой матрицей и армирующим углеродным волокнистым наполнителем с устранением прямого контакта этих компонентов. Учитывая, что характер реакций адгезионного взаимодействия оказывает кардинальное влияние на физико-механические свойства композита, он определяет комплекс требований к матрице и наполнителю. Упрочнение композита с хрупкой матрицей предопределяет необходимость создания плотного сцепления наполнителя с матрицей. Устранение кольцевых пор вокруг наполнителя, возникающих при карбонизации углепластиковой заготовки (рис 3), из-за которых механически плотного контакта может не произойти, должно быть осуществлено на ранних этапах создания карбидкремниевой матрицы, так как заполнение их расплавом кремния ухудшит качество наполнителя. Это вызвано тем, что при контакте волокна с углеродистой матрицей селективного взаимодействия с расплавом кремния не происходит, они практически одновременно подвергаются силицированию.
Как уже было отмечено ранее, на стадии изготовления композита происходит закономерный процесс структурирования углерода матрицы, стереокатализируемый углеродным волокнистым наполнителем с образованием в прилегающих к нему областях матрицы слоя толщиной 1-3 мкм, в структурном отношении подобного фибриллярной микроструктуре углеродного волокна (5). Микроструктура углерода матрицы возникает на поверхности раздела «волокно-матрица» при карбонизации и высокотемпературной обработке, происходящей в ходе нагрева карбонизованной заготовки на начальном этапе силицирования до температуры расплавления кремния, выше 1400°С. Негативный характер эффекта структурирования в приповерхностных слоях в местах контактов проявляется в том, что углеродная матрица и углеродное волокно после такой высокотемпературной обработки становится очень близки по своей реакционной активности и при возможном прямом контакте процессы силицирования для них проходят одновременно и по близкому механизму.
Предлагаемая интерфаза характеризуется многофункциональностью, устраняет негативные эффекты взаимодействия компонентов в композите и возбуждает положительные. Положительные эффекты используемой в композите наноструктурированной карбидкремниевой интерфазы определяются ее способствованием к повышению физико-механических свойств композита за счет большей вязкости и податливости под нагрузкой в сравнении с жесткими матрицей и волокнистым наполнителем, между границами раздела которых она расположена; демпфирование контакта между матрицей и наполнителем определяется свойством нанотрубки при повышении внешнего усилия упруго удлиняться на 16% и изгибаться, обеспечивая хороший контакт с поверхностью; защищает волокнистый наполнитель от прямого контакта с жидким кремнием; достаточно совместима с углеродным волокном и наноструктурированной карбидкремниевой матрицей из-за уменьшения коэффициента термического расширения за счет армирования нанотрубками; не снижает жаростойкость композита.
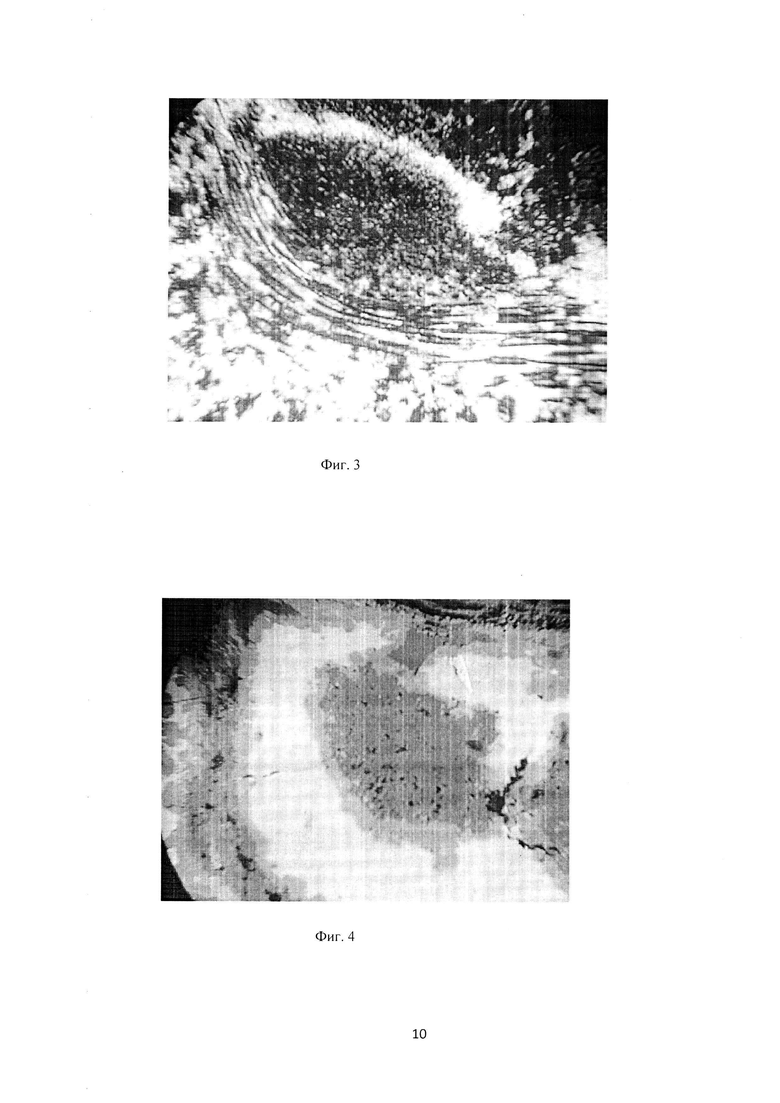
На шлифе (фиг. 4) - микроструктура силицированного углеродкарбидкремниевого композита - видно четкое разделение карбидной фазы матрицы и углеродных волокон. Количество включений карбида кремния в углеродные нити невелико. Это подтверждает преимущественное взаимодействие жидкого кремния с наноструктурированной углеродной матрицей карбонизованной заготовки, которая практически полностью превратилась в карбид кремния. В карбидной фазе матрицы можно видеть значительное количество включений дисперсной фазы, которой и являются нанотрубки и кластеры нанотрубок, которые не прореагировали с кремнием. Карбидная матрица плотно сопрягается с поверхностью углеродных волокон через посредство наноструктурированной карбидкремниевой интерфазы. Это способствует улучшению адгезионного взаимодействия матрицы и волокнистого наполнителя за счет плотного механического сцепления. Наблюдаемое строение границы раздела между углеволокнистым наполнителем и карбидкремниевой матрицей подтверждает наличие переходного слоя между компонентами, роль которого выполняет наноструктурированная карбидкремниевая интерфаза, которая способствует перераспределению между ними механических напряжений, возникающих в материале.
Отличительным признаком предлагаемого способа получения углеродкерамического композиционного материала является то, что перед помещением пропитанного углеродного волокнистого наполнителя возможно дополнительное нанесение на транспортную и разделительную полиэтиленовые пленки слоя (2-10)%-ной суспензии углеродных нанотрубок в смеси олигомерных коксообразующей и некоксующейся смол, между которыми помещается пропитанный в «чистом» связующем наполнитель, а также при выкладке пакета заготовки углепластика в каждый из слоев препрега вводят засыпанием углеродные нанотрубки через съемную перфорированную пластину, находящуюся в непосредственном плотном контакте с выкладываемым слоем препрега, повторяющую его размеры.
Техническая целесообразность операций по нанесению суспензии нанотрубок на полиэтиленовые пленки и засыпанию их через перфорированную пластину на слой препрега определяется тем, что прямое совмещение керамической матрицы на основе карбида кремния с углеродными наночастицами не возможно из-за отсутствия у карбида кремния вязко-текучего состояния до температуры активной сублимации и диссоциации (2100-2300)°С. При экспериментальной разработке методов введения частиц в керамическую матрицу рассмотрена технологическая схема изготовления углеродкерамического композита (3, 4), которая включает ряд стадий, на которых полуфабрикаты содержат в своем составе либо жидко-текучие, либо пористые с развитой поверхностью среды, использованные для введения нанотрубок. На основании результатов экспериментов одной из сред выбрана смесь некоксующейся и коксообразующей олигомерных смол, используемая на стадии изготовления препрега в качестве связующего и обладающая низкой вязкостью.
Проведение двустадийной пропитки наполнителя в связующем с одновременным введением углеродных нанотрубок принято для обеспечения полной пропитки и объемного диспергирования нанотрубок в прослойке связующего, нанесенного на волокнистый наполнитель. При совмещении пропитанного наполнителя со слоем относительно вязкой суспензии, нанесенной на полиэтиленовые пленки, происходит взаимная диффузия суспензии с нанотрубками и прослойками связующего, впитанного наполнителем. При этом нанотрубки получают возможность проникать в межволоконные пространства наполнителя.
Технический эффект от операции введения в каждый из слоев препрега, при выкладке пакета заготовки углепластика, засыпанием углеродных нанотрубок через съемную перфорированную пластину, находящуюся в непосредственном плотном контакте с выкладываемым слоем препрега и повторяющую его размеры, получается при введении нанотрубок в количестве (1-5)% масс от массы слоя. При формовании углепластика из пакета слоев препрега, содержащего в связующем каждого слоя наночастицы, происходит перемешивание и растекание связующего и суспензии с нанотрубками при приложении усилия прессования с диспергированием углеродных нанотрубок во всем объеме полимерной матрицы углепластика. После проведения последующей операции карбонизации углепластиковой заготовки углеродные нанотрубки оказываются диспергированы в объеме углеродной матрицы карбонизованной углерод-углеродной заготовки, то есть углеродные нанотрубки оказались введенными в твердое вещество углеродистой матрицы. При проведении засыпки нанотрубок на слой препрега важно, чтобы перфорированная пластина плотно контактировала с ним. Такой контакт гарантирует введение мерного количества нанотрубок через отверстия пластины, но не через зазоры между препрегом и пластиной, когда сложно контролировать количество вводимого порошка.
Отличием предлагаемого способа является и то, что съемная перфорированная пластина для введения углеродных нанотрубок в слои препрега имеет толщину и размеры отверстий, расположенных в шахматном порядке, а также их количество, обусловленные количеством дополнительной армирующей составляющей.
Использование перфорированной пластины эффективно для обеспечения мерного количества и равномерности распределения нанотрубок по поверхности слоев препрега, что является необходимым условием равномерного диспергирования нанотрубок во всем объеме полимерного связующего в углепластиковой заготовке. Размеры толщины пластины, диаметров отверстий и их расстояния друг от друга определены экспериментально и обусловлены необходимым количеством вводимых в слои препрега нанотрубок.
Отличительное действие, производимое после засыпания нанотрубок в отверстия перфорированной пластины путем ее смещения относительно слоя препрега на 5-10 мм, не прерывая ее контакта с поверхностью препрега, а затем съема, усиливает эффект равномерности распределения нанотрубок в смоляном слое поверхности препрега. При том, что сдвигание пластины вдоль слоя препрега необходимо, чтобы высыпание нанотрубок из отверстий пластины происходило по большей площади поверхности, чем суммарная площадь отверстий. Смещение пластины на расстояние 5-10 мм достаточно, чтобы произошло перекрытие площадей соседних отверстий и размещение нанотрубок по поверхности было не пунктирным, а непрерывным.
Перфорированная пластина может быть выполнена из любого сохраняющего свою форму и размеры материала. Важно, чтобы ее поверхность, обращенная к слою препрега, обладала антиадгезионными свойствами для облегчения выполнения операции нанесения нанотрубок и снятия ее с поверхности препрега.
Очередным отличием предлагаемого технического решения является действие, проводимое после карбонизации полученной углерод-углеродной заготовки по осуществлению ее возможного дополнительного уплотнения пропиткой в (2-10)%-ной суспензии углеродных нанотрубок в толуольном растворе поликарбосилана, являющегося прекерамическим полимером. Пропитка карбонизованной заготовки суспензией нанотрубок в растворе поликарбосилана в толуоле проводится с целью изготовления наноструктурированной карбидкремниевой интерфазы по границе раздела фаз карбидкремниевой наноструктурированной матрицы и армирующего углеволокнистого наполнителя. Раствор поликарбосилана в органическом неполярном растворителе обладает очень малой вязкостью и нулевым углом смачивания углерода, в том числе углеродистой пористой карбонизованной заготовки и углеродных волокнистых материалов -наполнителей карбонизованной матрицы.
Экспериментально определено, что (10-15) %-ный раствор карбидообразующего прекерамического полимера (поликарбосилана) в органическом неполярном растворителе (толуоле) с введенными в него углеродными нанотрубками при пропитке проникает в пористую систему карбонизованной заготовки. Особенно важно, что раствор наполненного нанотрубками прекерамического полимера впитывается в кольцевые поры между углеродистой матрицей и углеродным волокном так, что волокна после термостабилизации становятся покрытыми полимерной наноструктурированной карбидообразующей пленкой, которая после карбидизации превращается в карбидную пленку, армированную углеродными нанотрубками - в наноструктурированную углеродными нанотрубками карбидкремниевую интерфазу, расположенную по границе раздела керамической матрицы и углеродного волокнистого наполнителя.
Технологическая эффективность нанесенной на поверхность пористой структуры углеродистой карбонизованной заготовки наноструктурированной карбидкремниевой интерфазы, которая до проведения силицирования заготовки является фактически экраном на внутрипоровой системе заготовки, проявляется во время пропитки заготовки жидким кремнием и, собственно, силицирования. Более совершенные в структурном. отношении углеродные армирующие волокна и нанотрубки по сравнению с несовершенным в этом отношении углеродом карбонизованной матрицы практически не взаимодействуют с жидким кремнием в то время, как при контакте жидкого кремния с поверхностью активного углерода углеродистой матрицы с большой скоростью образуется карбид кремния. Быстрое насыщение жидкого кремния углеродом увеличивает вязкость расплава кремния, и пропитка может прекратиться, но, так как наноструктурированная карбидкремниевая пленка - экран не взаимодействует с жидким кремнием, то пропитка протекает до заполнения всего объема пор углеродистой матрицы, и происходит образование карбида кремния и превращение углеродистой наноструктурированной матрицы в наноструктурированную карбидкремниевую матрицу, с карбидкремниевой наноструктурированной пленкой как интерфазой между углеродным волокнистым наполнителем и наноструктурированной керамической матрицей.
Ниже приведены примеры конкретного изготовления предлагаемого углеродкерамического материала в соответствии с описанным способом.
Изготавливали образцы материала, размерами 400×220×3 мм. Углеродный волокнистый наполнитель в виде углеродной графитированной ткани марки ТГН-2М (ТУ 1916-032-00200851 -2010) пропитывали в чистом связующем, представляющем смесь некоксующейся и коксообразующей олигомерных смол, пропитанный углеволокнистый наполнитель помещали между транспортной и разделительной полиэтиленовыми пленками, на которые предварительно нанесли слои (2-10)%-ной суспензии углеродных нанотрубок в смеси олигомерных коксообразующей и некоксующейся смол, транспортировали через камеру облучения ускорителя электронов по методу прототипа и получили препрег, связующее которого содержит углеродные нанотрубки.
Препрег разрезали на слои - заготовки указанных размеров, сняли с них полиэтиленовые пленки. Первый слой препрега выкладывали на формующую плиту, на поверхность которой предварительно нанесли антиадгезионное покрытие. На слой препрега укладывали металлическую перфорированную пластину толщиной 1 мм с отверстиями перфорации диаметром 2,5 мм, расположенными в шахматном порядке, с расстоянием между отверстиями 3 мм. Навеску нанотрубок насыпали на перфорированную пластину, разравнивали шпателем, чтобы «загрузить» углеродные нанотрубки в отверстия перфорации. Затем пластину сдвигали относительно слоя препрега, не прерывая ее контакт с поверхностью слоя. Данный технологический прием нанесения нанотрубок оказался достаточно эффективным для повышения равномерности распределения нанотрубок по поверхности слоя препрега.
Последующие слои препрега после снятия полиэтиленовых пленок с предварительно нанесенными слоями (2-10)%-ной суспензии углеродных нанотрубок (которые в результате реакции полимеризации связующего, активированной ионизирующим облучением, совмещаются со смоляной пленкой «чистого» связующего, впитанного углеволокнистым наполнителем, и переходят с пленок в препрег) укладывали на предыдущий слой препрега с нанесенным на него слоем углеродных нанотрубок, прикатывали роликом для уплотнения и повышения адгезии между слоями и наносили на верхнюю поверхность выкладываемого слоя препрега навеску углеродных нанотрубок способом, описанным выше. Данная операция повторялась до набора расчетного количества слоев препрега в заготовке образца. Для изготовления образцов углеродкерамического композита толщиной 3 мм набирали 9 слоев препрега на основе углеродной ткани марки ТГН-2М. В экспериментах были использованы однослойные и многослойные нанотрубки. Технологические операции при изготовлении препрега и наборе из него пакетов заготовок углепластика как с однослойными, так и многослойными нанотрубками не различались. Последующие стадии технологии изготовления образцов углепластика, дополнительно армированного углеродными нанотрубками, не отличаются от технологии изготовления углеродкерамических материалов (4) без нанотрубок и включают прессование углепластиковых образцов при температуре 160±5°С в течение 3 часов; карбонизацию при нагреве до 800°С со скоростью 50-80°С/час в углеродной засыпке между графитовыми перфорированными плитами в качестве фиксирующей оснастки; полученную углерод-углеродную заготовку в соответствии с предлагаемым способом уплотняли пропиткой в (2-10) %-ной суспензии углеродных нанотрубок в (10-15) %-ном растворе поликарбосилана в толуоле с последующей сушкой, термостабилизацией в среде азота при температуре 250°С в течении до 5 часов, карбонизацией при нагреве до 1300°С со скоростью 100°С/час и силицированием при нагреве до 1900±50°С методом дождевания.
Результаты определения физико-механических свойств образцов углеродкерамических композиционных материалов, армированных углеродным волокнистым материалом, дополнительно армированных углеродными нанотрубками и содержащих по границе раздела фаз наноструктурированной матрицы и армирующего углеволокнистого наполнителя наноструктурированную карбидкремниевую интерфазу, полученных в результате проведенных экспериментов, представлены в таблице 2.
Для сопоставительного анализа в таблице 2 приведены результаты опыта получения углеродкерамического композита, проведенного по способу прототипа без наноструктурирования углеродкарбидкремниевой матрицы углеродными нанотрубками и наноструктурированной карбидкремниевой интерфазы. Сопоставительный опыт проводился по аналогичному технологическому режиму, что и экспериментальные опыты получения заявляемого углеродкерамического композиционного материала по предлагаемому способу получения.
Из сопоставления данных таблицы 2 по прочности можно видеть, что введение в заявляемый композит, армированный углеродной тканью, для наноструктурирования карбидкремниевой матрицы однослойных и многослойных углеродных нанотрубок и наноструктурированной углеродкерамической интерфазы по границе раздела керамической матрицы армирующих углеродных волокон, увеличивает прочность предлагаемого композита, получаемого по заявляемому способу, по сравнению с углеродкерамическим материалом без дополнительного армирования и интерфазы и получаемого по способу прототипа, до 40% по показателю прочности при изгибе и в два раза по показателю прочности при сжатии.
Предлагаемый углеродкерамический композиционный материал, керамическая матрица которого армирована углеродным волокнистым наполнителем, дополнительно наноструктурирована углеродными нанотрубками, а по границе раздела с армирующим углеволокнистым наполнителем содержит наноструктурированную углеродкерамическую интерфазу, полученный по заявляемому способу, имеет повышенные прочностные характеристики и показал улучшение эксплуатационных свойств теплонагруженных агрегатов авиакосмической техники, электротермии и атомной энергетики.
Источники информации
1. Патент РФ №2626501, кл. С04В 35/80, С04В 35/577, опубл. 28.07.2017 года.
2. Патент РФ №2194682, кл. С04В 35/532, С04В 35/573, опубл. 20.12.2002 года.
3. Патент РФ №2345942 кл. С04В 35/532, С04В 35/565, опубл. 10.02.2009 года.
4. Патент РФ №2351572 кл. С04В 35/532, С04В 35/577, опубл. 10.04.2009 года
5. Laldivar K.J., Rellick Y.S. Same observation on stress graphitization in carbon-carbon composites//Aerospace Co, El Segundo, CA, USA, Mechanizes and Materials Center. --TR-0091(6935-06)04, SSD-TR-92-23.-1992-35 p.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДКЕРАМИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2345972C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДКЕРАМИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2572851C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДКЕРАМИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2351572C2 |
| НАНОСТРУКТУРИРОВАННЫЙ КЕРАМОМАТРИЧНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2415109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С УПРОЧНЁННЫМИ АРМИРУЮЩИМ ЭЛЕМЕНТОМ И МАТРИЦЕЙ (варианты) | 2019 |
|
RU2728740C1 |
| Композиция с углеродными нанотрубками для получения углеродной заготовки для высокоплотной SiC/C/Si керамики и способ получения изделий из SiC/C/Si керамики | 2019 |
|
RU2730092C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ УГЛЕРОД-КЕРАМИЧЕСКОЙ МАТРИЦЫ С ГРАДИЕНТНЫМИ ПО ТОЛЩИНЕ СВОЙСТВАМИ | 2015 |
|
RU2593508C1 |
| НАНОСТРУКТУРИРОВАННЫЙ ФУНКЦИОНАЛЬНО-ГРАДИЕНТНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2428395C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТО-АРМИРОВАННОГО УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2337083C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559245C1 |
Предлагаемое изобретение относится к классу композиционных материалов на основе углерода теплозащитного, конструкционного, химостойкого назначений, подлежащих эксплуатации в условиях статических и динамических нагрузок при нагреве до 2000°С в окислительной среде (авиакосмическая техника, высокотемпературное электротермическое оборудование, комплектация атомных реакторов и т.п.), а также к способам их получения. Углеродкерамический композиционный материал включает керамическую матрицу, армированную углеродным волокнистым материалом. При этом матричный керамический материал дополнительно армирован углеродными нанотрубками и дополнительно содержит по границе раздела фаз наноструктурированной матрицы и армирующего углеволокнистого наполнителя наноструктурированную карбидкремниевую интерфазу при следующем соотношении компонентов, мас.%: углеродные нанотрубки 0,3-1,0, углеродные волокнистые материалы 15-25, наноструктурированная карбидкремниевая интерфаза 2-4, карбид кремния – остальное. Углеродный волокнистый наполнитель пропитывают смесью некоксующейся и коксообразующей олигомерных смол, помещают между транспортной и разделительной полиэтиленовыми пленками и подвергают ионизирующему облучению, которым частично полимеризуют некоксующуюся смолу. Из слоев препрега набирают пакет заготовки объемной структуры, проводят формование, карбонизацию, пропитку раствором поликарбосилана в толуоле, сушку, термостабилизацию, керамизацию и силицирование. Перед помещением пропитанного углеродного волокнистого наполнителя на транспортную и разделительную полиэтиленовые пленки наносят слой (2-10)%-ной суспензии углеродных нанотрубок в смеси олигомерных коксообразующей и некоксующейся смол. При выкладке пакета заготовки углепластика в каждый из слоев препрега засыпают углеродные нанотрубки через съемную перфорированную пластину, находящуюся в непосредственном плотном контакте с выкладываемым слоем препрега, повторяющего его размеры. После карбонизации полученную углерод-углеродную заготовку дополнительно уплотняют пропиткой в (2-10)%-ной суспензии углеродных нанотрубок в растворе поликарбосилана в толуоле. Технический результат изобретения - увеличение прочности композита до 40% по показателю прочности при изгибе и в два раза по показателю прочности при сжатии. 2 н. и 2 з.п. ф-лы, 4 ил. 2 табл.
1. Углеродкерамический композиционный материал, включающий керамическую матрицу, армированную углеродным волокнистым наполнителем, отличающийся тем, что матричный керамический материал дополнительно армирован углеродными нанотрубками и дополнительно содержит по границе раздела фаз наноструктурированной матрицы и армирующего углеродного волокнистого наполнителя наноструктурированную карбидкремниевую интерфазу при следующем соотношении компонентов, мас.%:
2 Способ получения углеродкерамического композиционного материала, включающий пропитку углеродного волокнистого наполнителя смесью некоксующейся и коксообразующей олигомерных смол, помещение пропитанного наполнителя между транспортной и разделительной полиэтиленовыми пленками и изготовление препрега ионизирующим облучением, которым частично полимеризуют некоксующуюся смолу, набор пакета заготовки объемной структуры из слоев препрега, формование, карбонизацию, пропитку раствором поликарбосилана в толуоле, сушку, термостабилизацию, керамизацию и силицирование, отличающийся тем, что перед помещением пропитанного углеродного волокнистого наполнителя между указанными пленками на них дополнительно наносят слой (2-10)%-ной суспензии углеродных нанотрубок в смеси олигомерных коксообразующей и некоксующейся смол; при выкладке пакета заготовки углепластика в каждый из слоев препрега вводят засыпанием углеродные нанотрубки через съемную перфорированную пластину, находящуюся в непосредственном плотном контакте с выкладываемым слоем препрега, повторяющую его размеры; а после карбонизации полученную углерод-углеродную заготовку дополнительно уплотняют в (2-10)%-ной суспензии углеродных нанотрубок в растворе поликарбосилана в толуоле.
3 Способ по п. 2, отличающийся тем, что съемная перфорированная пластина для введения углеродных нанотрубок в слои препрега имеет толщину и размеры отверстий, расположенных в шахматном порядке, обусловленные дополнительной армирующей составляющей.
4 Способ по п. 2 или 3, отличающийся тем, что после засыпания углеродных нанотрубок в перфорированную пластину, ее смещают относительно слоя препрега на 5-10 мм, не прерывая ее контакта с поверхностью препрега, а затем снимают.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДКЕРАМИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2351572C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРА И ОГНЕУПОР, ИЗГОТОВЛЕННЫЙ ТАКИМ СПОСОБОМ | 2006 |
|
RU2380342C2 |
| СПОСОБ СОЗДАНИЯ ЭКСПЕРИМЕНТАЛЬНОЙ МОДЕЛИ ПОСЛЕОПЕРАЦИОННОЙ ИШЕМИИ НЕОРЕКТУМ ПУТЕМ НАТЯЖЕНИЯ ПРЯМОЙ КИШКИ | 2019 |
|
RU2719661C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 9440888 B2, 13.09.2016. | |||

