Изобретение относится к способам металлизации различных изделий, в том числе и строительных материалов.
Из уровня техники известен способ металлизации изделий из бетона [Федосов С.В., Акулова М.В. Плазменная металлизация бетонов. - М.: АСВ. 2003. 122 с.], включающий пескоструйную обработку лицевой поверхности и последующее плазменное напыление проволоки из алюминия, цинка, меди и нихрома.
Недостаток данного способа заключается в низкой прочности сцепления покрытия с подложкой, длительностью технологического процесса и его высокой энергоемкостью.
Наиболее близким решением к предлагаемому способу по технической сущности и достигаемому результату является «Способ металлизации древесины», патент РФ №2509826, заключающийся в предварительной обработке поверхности древесины слоем жидкого стекла, напудриванием сжатым воздухом порошка алюминия и плазменном напылении металлов и их сплавов.
Недостатком данного способа является высокая энергоемкость и низкое качество продукции.
Техническим результатом предлагаемого изобретения является снижение напряжений в подложке и покрытии при повышении прочности сцепления покрытия с подложкой.
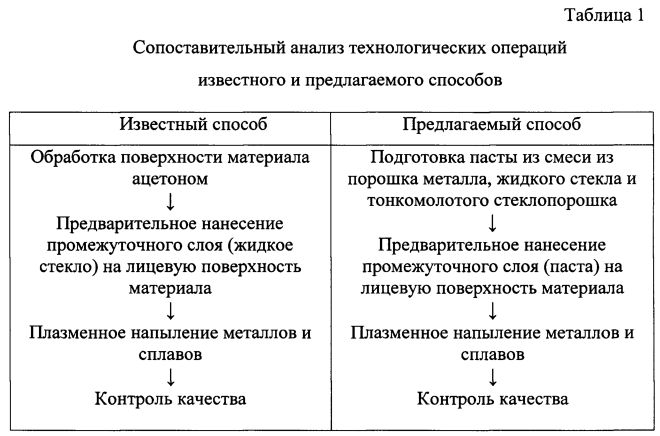
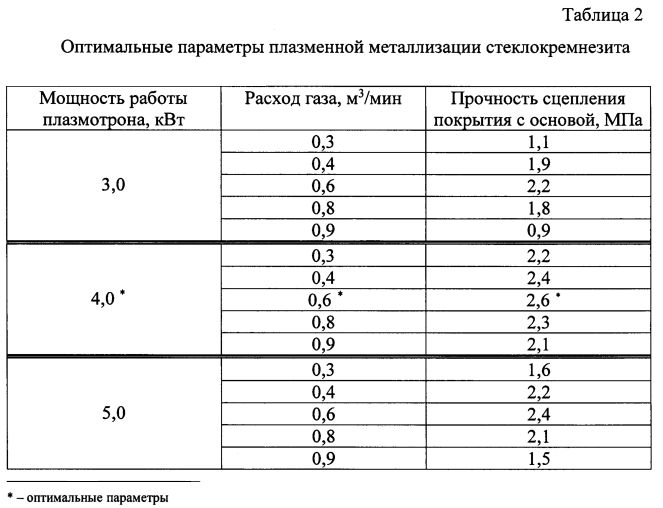
Технический результат достигается тем, что способ металлизации стеклокремнезита, включающий предварительное нанесение промежуточного слоя на лицевую поверхность материала, плазменное напыление металлов и сплавов, контроль качества, причем промежуточный слой представляет собой пасту, приготовляемую из смеси порошка металла, жидкого стекла и тонкомолотого стеклопорошка в массовом соотношении 2:1:2 соответственно, а плазменное напыление металла проводилось при мощности работы плазмотрона 4,0 кВт и расходе плазмообразующего газа 0,6 м3/мин.
Отличительным признаком предлагаемого способа является приготовление пасты из смеси порошка металла, жидкого стекла и тонкомолотого стеклопорошка в массовом соотношении 2:1:2 соответственно, наносимой в виде промежуточного слоя на лицевой поверхности материала.
В предлагаемом способе предварительное нанесение слоя из смеси порошка металла, жидкого стекла и тонкомолотого порошка стекла способствует снижению напряжений в покрытии и подложке, компенсирует существенные различия в значениях термического коэффициента линейного расширения стеклокремнезита и металлов, что позволяет получить высококачественный материал без внутренних напряжений, сократить технологический процесс и упростить способ металлизации, а также снизить энергоемкость.
Проведенный анализ известных способов металлизации изделий позволяет сделать заключение о соответствии заявляемого изобретения критерию «новизна».
Пример металлизации стеклокремнезита
В качестве исходных материалов брали плитку стеклокремнезита стандартных размеров 300×300×15 мм.
В лабораторном смесителе готовили пасту из порошка алюминия ПА-4 по ГОСТ 6058-73, натриевого жидкого стекла и тонкомолотого порошка тарного стекла в массовом соотношении 2:1:2 соответственно. При данном соотношении компонентов паста хорошо укладывается. Пасту толщиной 2-3 мм наносили на лицевую поверхность стеклокремнезита и уплотняли резиновым валиком.
Для плазменного напыления использовали алюминиевую проволоку ⌀ 1,5 мм марки АД-1 (ГОСТ 7871-63) и медную проволоку ⌀ 1,0 мм марки М 1 (ГОСТ 2112-62).
Подготовленную плитку стеклокремнезита закрепляли в приспособлении для взаимного перемещения плиток и плазменной горелки ГН-5р электродугового плазматрона УПУ-3М. Дистанция напыления составляла 120-150 мм. В качестве плазмообразующего газа использовали аргон марки А (ГОСТ 19157-62).
Для вышеуказанного примера были выбраны следующие режимы работы электродугового плазматрона: ток = 133 А; напряжение = 30 В (Мощность W=133*30=3999 Вт ≈4,0 кВт).
Нами определены оптимальные параметры плазменной металлизации стеклокремнезита, при которых достигается максимальная прочность покрытия с основой (таблица 2).
Пример осуществления контроля качества
Для определения прочности сцепления покрытия с основой к лицевой поверхности стеклокремнезита приклеивали эпоксидной смолой металлический стержень длиной 150 мм и площадью 1 см2. После полимеризации эпоксидной смолы в течение 24 часов приступали к определению прочности сцепления покрытия с основой на разрыв в машине R - 0,5.
Изделие и стержень закрепляли в специальных зажимах разрывной машины. После равномерного нагружения происходил отрыв покрытия от основы. Для испытаний брали не менее 5 образцов. Прочность сцепления покрытия с основой определяли как среднее арифметическое:
δрз=(2,5+2,4+2,6+2,8+2,7)/5=2,6 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2017 |
|
RU2655699C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА СТЕКЛОКРЕМНЕЗИТЕ | 2015 |
|
RU2595074C2 |
| СПОСОБ АНГОБИРОВАНИЯ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2591100C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ ДРЕВЕСИНЫ | 2015 |
|
RU2591911C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ ИЗ БЕТОНА | 2017 |
|
RU2669978C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ БЛОЧНОГО ПЕНОСТЕКЛА | 2017 |
|
RU2647527C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ДРЕВЕСИНЫ | 2012 |
|
RU2509826C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СТЕНОВОЙ КЕРАМИКИ | 2012 |
|
RU2498965C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТЕКЛОКРЕМНЕЗИТ | 2017 |
|
RU2670805C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ ЛИСТОВЫХ СТЕКОЛ | 2016 |
|
RU2640617C1 |
Изобретение относится к способам металлизации различных изделий из стеклокремнезита, в том числе и строительных материалов.. Способ включает предварительное нанесение промежуточного слоя на лицевую поверхность изделия из стеклокремнезита, плазменное напыление покрытия из металлов или сплавов и контроль качества, причем промежуточный слой наносят из пасты, состоящей из смеси порошка металла, жидкого стекла и тонкомолотого стеклопорошка в массовом соотношении 2:1:2 соответственно, а плазменное напыление металла проводят при мощности работы плазмотрона 4,0 кВт и расходе плазмообразующего газа 0,6 м3/мин. Техническим результатом изобретения является снижение напряжений в подложке и покрытии при повышении прочности сцепления покрытия с подложкой. 2 табл., 2 пр.
Способ металлизации стеклокремнезита, включающий предварительное нанесение промежуточного слоя на лицевую поверхность материала, плазменное напыление покрытия из металлов или сплавов и контроль качества, отличающийся тем, что промежуточный слой наносят из пасты, состоящей из смеси порошка металла, жидкого стекла и тонкомолотого стеклопорошка в массовом соотношении 2:1:2 соответственно, а плазменное напыление покрытия осуществляют при мощности плазмотрона 4,0 кВт и расходе плазмообразующего газа 0,6 м3/мин.
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛОКРЕМНЕЗИТА | 2008 |
|
RU2361739C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНОГО МАТЕРИАЛА | 1992 |
|
RU2044701C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ДРЕВЕСИНЫ | 2012 |
|
RU2509826C2 |
| US 5649987 A1, 22.07.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ СТЕКЛОКРЕМНЕЗИТОВЫХ ПЛИТ | 2000 |
|
RU2179536C1 |

