Изобретение относится к способам металлизации изделий из древесины.
Известен способ металлизации древесины распылением проволоки 0 1 мм специальным распылителем - металлизатором в горящей смеси ацетона с кислородом и сжатым воздухом. Горящий газ расплавляет проволоку, расплавленный металл подхватывается струей сжатого воздуха, и в расплавленном виде наносится на обрабатываемую поверхность со скоростью 140 м/сек иод давлением не менее 6 атм. [В.А. Куксов Столярное дело. Изд-во: ТРУДРЕЗЕРВИЗДАТ, Москва, 1958, с.524].
Недостаток этого способа заключается в низкой прочности сцепления покрытия с подложкой, сложности аппаратного оформления за счет использования, как газопламенного факела, так и сопла, подающего сжатый воздух
Наиболее близким решением к предлагаемому способу по технической сущности и достигаемому результату является «Способ отделки изделий из древесины», патент РФ №2103412, заключающийся в предварительной обработке поверхности с последующим напылением методом электродуговой металлизации промежуточного слоя из цинка, олова, свинца и их сплавов под углом 30°-60° к подложке, после чего производят следующее напыление слоя из алюминия, меди, никеля, нихромом, латунью, бронзой, железом и их комбинациями
Существенным недостатком этого способа является низкая прочность сцепления покрытия с подложкой и пористость покрытия. Пористость покрытия существенно снижает его эстетико-потребительские свойства за счет загрязняемости при попадании пыли и других дисперсных материалов в открытые поры. Известный способ металлизации является достаточно энергоемким, трудоемким и длительным во времени в связи с тем, что температуру в точке контакта покрытия с подложкой необходимо поддерживать не ниже температуры обугливания древесины, а напылять промежуточный слой строго под углом 30°-60°, а затем напылять основной слой.
Целью изобретения является повышение качества и долговечности покрытия за счет увеличения прочности сцепления покрытия с подложкой, устранения пористости покрытия, устранение водонепроницаемости покрытия, снижение трудоемкости и энергоемкости процесса и улучшении эстетико-потребительских свойств изделия.
Поставленная цель достигается тем, что способ металлизации древесины, включает предварительную обработку поверхности и последующее напыление металла или сплава двумя слоями, причем перед напылением поверхность древесины покрывают слоем из жидкого стекла, на незатвердевшую поверхность слоя которого напудривают слой порошка алюминия, а напыление слоев металла или сплава осуществляют плазмотроном с мощностью 4,5 кВт и расходом плазмообразующего газа 0,5 м3/мин
Отличительным признаком предлагаемого способа является предварительное нанесение на лицевую поверхность древесины слоя жидкого стекла, напудривание на незатвердевшую поверхность слоя жидкого стекла порошка алюминия с последующим плазменным напылением цветных металлов и сплавов, что в конечном итоге способствует повышению прочности сцепления напыленного слоя металла с подложкой и устранение пористости покрытия, при этом устраняется энергоемкая операция напыления внутреннего слоя электродуговой металлизацией цинка, олова, свинца или их сплавов.
При нанесении слоя жидкого стекла на лицевую поверхность древесины образуется промежуточный диффузионный слой, который способствует снижению напряжений в покрытии и подложке, компенсирует существенные различия в значениях термического коэффициента линейного расширения древесины и металлов (сплавов). Водонепроницаемость обеспечивается поверхностным диффузионным слоем (за счет диффузии жидкого стекла в слой древесины), слоем затвердевшего стекла и слоем напыленного металла (сплава) на напудренный слой порошка алюминия.
Изобретательский уровень подтверждается тем, что изменение способа металлизации за счет предварительного нанесения слоя жидкого стекла с последующим напудриванием на незатвердевшую поверхность слоя жидкого стекла алюминиевого порошка позволяет не только повысить прочность сцепления напыленного плазменным распылением металла или сплава, но и получить высококачественный продукт с гораздо более низкими напряжениями, сократить время металлизации, трудоемкость, и обеспечить непроницаемость за счет устранения пористости.
В известном способе низкая прочность сцепления напыленного металла с древесиной объясняется накоплением в покрытии и в подложке временных и постоянных напряжениями в связи с существенными различиями термического коэффициента линейного расширения (ТКЛР).
Так, например, ТКЛР алюминия составляет 245*10" град", а различных видов древесины (30-50)*10" град" [Киселева О.А. Влияние плотности на термическое расширение древесных плит / О.А. Киселева, В.П. Ярцев // Актуальные проблемы современного строительства: Сб. тр. / ПГАСА. - Пенза, 2003. - Ч.2. - С.63-66; Кисина А.И., Куценко В.К. Полимербитумные кровельные и гидроизоляционные материалы. Л., 1983. - 289 с].
Известно, что внутреннее напряжение в покрытии и подложке образовываются и накапливаются при различии ТКЛР покрытия и подложки более чем на 5% [Киселева О.А. Прогнозирование работоспособности древесностружечных и древесноволокнистых композитов в строительных изделиях: дис… к-та техн. наук: 05.23.05: защищена 03.07.2003 / Киселева Олеся Анатольевна. - Воронеж: Воронежский государственный архитектурно-строительном университет.- 2003.- 205 с].
В реальных условиях ТКЛР практически всех используемых для металлизации древесины металлов и сплавов (алюминий, мед, железо, латунь, видов древесины более чем на 5%. Это является основным фактором, существенно снижающим прочность сцепления покрытия с подложкой.
В предложенном способе высокая прочность сцепления покрытия с подложкой обеспечивается за счет прочного сцепления и проникновения в поверхностный слой древесины жидкого стекла; прочного сцепления напудренных частиц алюминия с затвердевшим жидким стеклом и напыленного металла с напудренным слоем алюминия.
Проведенный анализ известных способов металлизации древесины позволяет сделать заключение о соответствии заявляемого изобретения критерию «новизна».
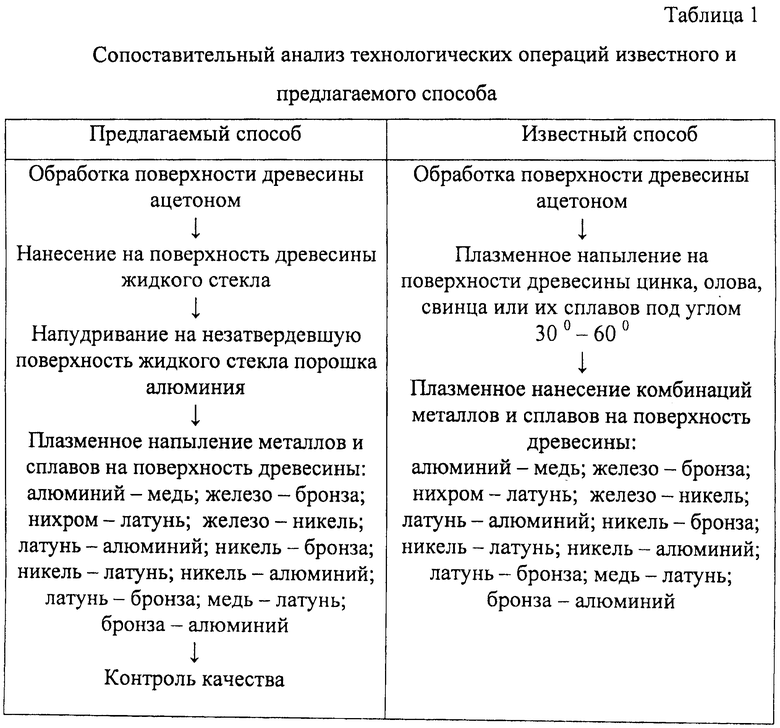
Сопоставительный анализ показал, что в предлагаемом способе по сравнению с известным, устраняется энергоемкая и трудоемкая технологическая операция напыления внутреннего слоя под углом 30°-60° (таблица 1).
Пример металлизации древесины алюминием и медью.
Лицевая поверхность плиток из осиновой доски 250×250×20 мм протирали под вытяжкой валиком из бязевой ткани смоченным в ацетоном. Плитку просушивали в сушильном шкафу с принудительной вентиляцией горячим воздухом. После просушки поверхность плитки покрывали слоем жидкого стекла с помощью валика из бязевой ткани. Для припудривания брали алюминиевый порошок по ГОСТ 6058-73 марки ПА-4 с удельной поверхностью 0,008-0,10 м2/г, насыпной массой 1050-1100 кг/м3 с содержанием примесей не более 1,0 масс.%.
Под вытяжкой производили напудривание на незатвердевшую поверхность слоя жидкого стекла алюминиевого порошка. Для напудривания использовали порошковый питатель электродугового плазмотрона УПУ-8М и воздушный компрессор типа К-1 фирмы «CKD РЮША» со следующими техническими данными: производительность - 25 м/час, давление - 6 атм, частота - 950 об/мин. Напудривание слоя алюминиевого порошка марки ПА-4 производили в течение 10-12 с. После естественного твердения (высыхания) жидкого стекла с напудренным слоем алюминиевого порошка производили плазменное напыление алюминия и меди. Подготовленную плитку закрепляли в приспособлении для взаимного перемещения плиток и плазменной горелки ГН-5М электродугового плазматрона УПУ-8М.
Для плазменного напыления использовали алюминиевую проволоку ϕ 1,5 мм марки АД-1 (ГОСТ 7871-63) и медную проволоку ϕ 1,0 мм марки М 1 (ГОСТ 2112-62). Плазменная горелка ГН-5М предназначена для нанесения металлических покрытий из проволоки. В плазменную горелку одновременно подавали две проволоки со скоростью подачи 1,5-2,5 м/мм. Дистанция напыления составляла 150-250 мм. В качестве плазмообразующего газа использовали аргон марки А (ГОСТ 19157- 62), расход которого составил 0,5 м/мин. Для вышеприведенного примера были выбраны следующие режимы: ток 150 А; напряжение - 30 В (Мощность W=150*30=4500 Вт=4,5 кВт). Сопоставительный анализ известного и предлагаемого способов представлен в таблице 2.
п/п
Нами определены оптимальные параметры плазменной металлизации изделий из древесины (таблица 3), при которых достигается максимальная прочность сцепления покрытия с основой.
Пример осуществления контроля качества.
Для определения прочности сцепления покрытия с основой к поверхности приклеивали эпоксидной смолой металлический стержень длиной 150 мм и площадью 1 см. После полимеризации эпоксидной смолы в течение 24 часов приступали к определению прочности сцепления покрытия с основой на разрыв машине R - 0,5.
Изделие и стержень закрепляли в специальных зажимах разрывной машины. После равномерного нагружения происходил отрыв покрытия от основы. Для испытаний брали не менее 5 образцов. Прочность сцепления защитно-декоративного покрытия определяли как среднее арифметическое: Gcp=(0,27+0,25+0,26+0,28+0,24)/5=0,26 МПа.
Пористость определяли «методом пятна». Защитно-декоративные покрытия были беспористые.
Водопроницаемость определяли по наличию окрашенной воды на поверхности древесины и в ее поверхностном слое после отрыва покрытия от подложки на разрывной машине R - 0,5. После отрыва, предварительно пропитанного окрашенной водой металлического покрытия пяти образцов в поверхностных слоях подложки окрашенная вода отсутствовала.
Аналогична была осуществлена металлизация древесины нанесением таких комбинаций металлов и сплавов: железо - бронза, нихром - латунь, железо - никель, латунь - алюминий, никель - бронза, никель - алюминий, латунь - бронза, бронза - алюминий, медь - латунь, никель - латунь, алюминий - медь.
Все покрытия были водонепроницаемыми и обладали высокой прочностью сцепления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕТАЛЛИЗАЦИИ БЛОЧНОГО ПЕНОСТЕКЛА | 2017 |
|
RU2647527C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2509823C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ ДРЕВЕСИНЫ | 2015 |
|
RU2591911C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2591909C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2017 |
|
RU2655699C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ | 2014 |
|
RU2553708C1 |
| СПОСОБ ПОЛУЧЕНИЯ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ С КОМПОЗИЦИОННЫМИ ЗАЩИТНО-ДЕКОРАТИВНЫМИ ПОКРЫТИЯМИ | 2015 |
|
RU2597340C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ БЕТОНА | 2015 |
|
RU2595024C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ ИЗ БЕТОНА | 2014 |
|
RU2553707C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА СТЕКЛОКРЕМНЕЗИТЕ | 2015 |
|
RU2595074C2 |
Изобретение относится к способу металлизации изделий из древесины. Технический результат изобретения заключается в повышении качества и долговечности покрытия за счет увеличения прочности сцепления покрытия с подложкой, устранения пористости покрытия и увеличения водонепроницаемости покрытия, снижении трудоемкости и энергоемкости процесса. Перед напылением поверхность древесины покрывают слоем из жидкого стекла. На незатвердевшую поверхность этого слоя напудривают слой порошка алюминия. Напыление слоев металла или сплава осуществляют плазмотроном с мощностью 4,5 кВт и расходом плазмообразующего газа 0,5 м3/мин. 2 пр., 3 табл.
Способ металлизации древесины, включающий предварительную обработку поверхности и последующее напыление металла или сплава двумя слоями, отличающийся тем, что перед напылением поверхность древесины покрывают слоем из жидкого стекла, на незатвердевшую поверхность слоя которого напудривают слой порошка алюминия, а напыление слоев металла или сплава осуществляют плазмотроном с мощностью 4,5 кВт и расходом плазмообразующего газа 0,5 м3/мин.
| СПОСОБ ОТДЕЛКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1996 |
|
RU2103412C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ДРЕВЕСИНЕ | 1994 |
|
RU2097147C1 |
| ИЗЛУЧАТЕЛЬ ДЛЯ БЫСТРОГО НАГРЕВАНИЯ ПОВЕРХНОСТЕЙ ОБЪЕКТОВ (ВАРИАНТЫ), УСТРОЙСТВО И УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОРОШКОВОГО ПОКРЫТИЯ НА ОБЪЕКТЫ И СПОСОБ НАНЕСЕНИЯ ПОРОШКОВЫХ ПОКРЫТИЙ НА ДЕРЕВЯННЫЕ ЭЛЕМЕНТЫ ИЛИ ЭЛЕМЕНТЫ НА ОСНОВЕ ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ СРЕДНЕЙ ПЛОТНОСТИ | 2005 |
|
RU2403988C2 |
| JP 62136272 A, 19.06.1987 | |||
| JP 2004290750 A, 21.10.2004 | |||
| US 7935746 B2, 03.05.2011. | |||

