Область техники
[0001] Настоящее изобретение относится к композитной лопатке турбомашины. В частности, настоящее изобретение относится к композитной лопатке с армированием и матрицей. Более конкретно, настоящее изобретение относится к турбинному двигателю с лопатками согласно настоящему изобретению. Кроме того, настоящее изобретение относится к способу изготовления композитной лопатки с армированием и матрицей.
Известный уровень техники
[0002] Осевая турбомашина содержит ряды расположенных по кругу роторных лопаток для ускорения потока воздуха и ряды расположенных по кругу статорных лопаток, обеспечивающих выравнивание потока разгоняемого воздуха. Лопатки должны быть легкими для снижения массы турбомашины. В частности, снижение массы роторных лопаток приводит к снижению инерции ротора.
[0003] Тем не менее, снижение массы лопатки не должно сказываться на ее соответствии заданным критериям прочности. Лопатка должна выдерживать вибрацию и, возможно, заборы воздуха турбомашиной. Кроме того, роторная лопатка должна выдерживать действие центробежных сил. Выбор композитного материала для изготовления лопатки представляет собой компромиссное решение, направленное на снижение ее веса при сохранении определенного уровня механической прочности.
[0004] В опубликованном патентном документе FR 2204215 А5 описана композитная роторная лопатка осевого турбокомпрессора. Лопатка содержит основную конструкцию, образованную пакетом листов композитного материала. Эти листы имеют длинные графитовые волокна, заделанные в отвержденную смолу. Кроме того, лопатка содержит несколько слоев проволочной сетки, расположенной между листами композитного материала и переплетенной поверх основной конструкции. Ячейки металлической сетки заранее заполняют смолой, образующей поперечные связи между смолой пакета в процессе формовки. Однако такая лопатка обладает пониженной механической прочностью. Кроме того, изготовление такой лопатки требует дополнительных подготовительных операций и манипуляций с листами, что приводит к повышению ее себестоимости.
Краткое описание изобретения
Техническая проблема
[0005] Целью настоящего изобретения является решение по меньшей мере одной из технических проблем, существующих в данном уровне техники. В частности, целью настоящего изобретения является повышение прочности композитной лопатки. Также цель настоящего изобретения заключается в обеспечении способа изготовления лопатки согласно данному изобретению.
Техническое решение
[0006] Настоящее изобретение относится к лопатке турбомашины, при этом лопатка содержит композитный материал с матрицей и армированием, содержащим сетку; лопатка содержит переднюю кромку, заднюю кромку, поверхность корытца и поверхность спинки, где указанные поверхности проходят от передней кромки до задней кромки, и отличается тем, что сетка образует трехмерную конструкцию, которая проходит на большую часть толщины лопатки между поверхностью корытца и поверхностью спинки и/или на большую часть длины лопатки между
передней кромкой и задней кромкой.
[0007] Согласно предпочтительному варианту осуществления изобретения трехмерная армирующая конструкция представляет собой цельную конструкцию, стержни которой соединены между собой материалом сплошным образом с помощью соединительных узлов.
[0008] Согласно предпочтительному варианту осуществления изобретения стержни расположены по меньшей мере в трех не лежащих в одной плоскости направлениях, предпочтительно по меньшей мере в четырех не лежащих в одной плоскости направлениях.
[0009] Согласно предпочтительному варианту осуществления изобретения армирование занимает более 60% (предпочтительно более 80%) толщины лопатки между поверхностью корытца и поверхностью спинки.
[0010] Согласно предпочтительному варианту осуществления изобретения объемная плотность сетки между поверхностью корытца и поверхностью спинки меняется в зависимости от высоты лопатки и/или от положения между передней кромкой и задней кромкой.
[0011] Согласно предпочтительному варианту осуществления изобретения армирование содержит также одну или несколько стенок, образующих переднюю кромку, и/или заднюю кромку, и/или поверхность корытца, и/или поверхность спинки лопатки; при этом указанные одна или несколько стенок предпочтительно образуют единое целое с сеткой.
[0012] Согласно одному из предпочтительных вариантов осуществления изобретения матрицу и армирование изготавливают из разных материалов: матрица содержит термопластичную смолу, а армирование содержит металл, предпочтительно титан.
[0013] Согласно предпочтительному варианту осуществления изобретения армирование представляет собой единое целое и изготовлено методом послойного наращивания.
[0014] Согласно предпочтительному варианту осуществления изобретения трехмерная конструкция проходит через лопатку на большую часть толщины лопатки.
[0015] Согласно предпочтительному варианту осуществления изобретения трехмерная конструкция проходит перпендикулярно поверхности спинки на большей части толщины лопатки.
[0016] Согласно предпочтительному варианту осуществления изобретения трехмерная конструкция образует трехмерную сетку.
[0017] Согласно предпочтительному варианту осуществления изобретения трехмерная сетка содержит оболочку, возможно общую оболочку, которая определяет границы пространства, занимающего большую часть объема между поверхностью корытца и поверхностью спинки.
[0018] Согласно предпочтительному варианту осуществления изобретения соединенные между собой стержни прикреплены непосредственно друг к другу.
[0019] Согласно предпочтительному варианту осуществления изобретения армирование содержит более ста, предпочтительно более тысячи стержней, соединенных между собой.
[0020] Согласно предпочтительному варианту осуществления изобретения стержни расположены в объеме между поверхностью корытца и поверхностью спинки.
[0021] Согласно предпочтительному варианту осуществления изобретения по меньшей мере один из стержней изогнут.
[0022] Согласно предпочтительному варианту осуществления изобретения по меньшей мере один стержень имеет переменное поперечное сечение.
[0023] Согласно предпочтительному варианту осуществления изобретения стержни имеют различную длину.
[0024] Согласно предпочтительному варианту осуществления изобретения по меньшей мере один стержень является в целом круглым.
[0025] Согласно предпочтительному варианту осуществления изобретения по меньшей мере один стержень является в целом квадратным.
[0026] Согласно предпочтительному варианту осуществления изобретения объемная плотность стержней составляет 1%-80% объема между поверхностью корытца и поверхностью спинки, предпочтительно 5%-50%, более предпочтительно 10%-20%.
[0027] Настоящее изобретение также относится к лопатке турбомашины, при этом лопатка содержит композитный материал с матрицей и армированием; лопатка содержит переднюю кромку, заднюю кромку, поверхность корытца и поверхность спинки, где обе поверхности проходят от передней кромки до задней кромки, и отличается тем, что армирование содержит сеть соединенных между собой полостей, расположенных между поверхностью корытца и поверхностью спинки и заполненных матрицей.
[0028] Согласно предпочтительному варианту осуществления изобретения полости сообщаются между собой с помощью образованных в армировании каналов, при этом каналы заполнены матрицей.
[0029] Согласно предпочтительному варианту осуществления изобретения полости, как правило, представляют собой многогранники, например кубы или тетраэдры.
[0030] Согласно предпочтительному варианту осуществления изобретения по
меньшей мере одно ребро, предпочтительно несколько ребер или, возможно, все ребра многогранников имеют фаску, позволяющую поместить между ними части армирования, образующие соединенные между собой перегородки.
[0031] Согласно предпочтительному варианту осуществления изобретения эти перегородки обладают теми же характеристиками, что и стержни армирования лопатки согласно настоящему изобретению.
[0032] Согласно настоящему изобретению все перечисленные выше различные технические характеристики могут сочетаться между собой.
[0033] Настоящее изобретение также относится к итерационному способу изготовления композитной лопатки турбомашины, где лопатка содержит матрицу и армирование и отличается тем, что матрицу и армирование изготавливают одновременно методом послойного аддитивного наращивания, предпочтительно на порошковой основе.
[0034] Согласно предпочтительному варианту осуществления изобретения указанный способ включает повторение следующих этапов: (а) нанесение материала-наполнителя, образующего армирование; (b) обеспечение когезии материала-наполнителя армирования; (с) охлаждение; (d) нанесение материала-наполнителя, образующего матрица; (е) обеспечение когезии материала-наполнителя матрицы; при этом этап (с) (охлаждение) является необязательным.
[0035] Согласно предпочтительному варианту осуществления изобретения этапы (а) и (d) выполняют одновременно и/или этапы (b) и (е) выполняют одновременно.
[0036] Согласно предпочтительному варианту осуществления изобретения трехмерная армирующая конструкция представляет собой цельную конструкцию, стержни которой соединены между собой материалом сплошным образом с помощью соединительных узлов, и большинство стержней расположено под углом
к слоям, предпочтительно под углом более 5°, более предпочтительно под углом более 15°.
[0037] Согласно предпочтительному варианту осуществления изобретения трехмерная армирующая конструкция представляет собой цельную конструкцию, стержни которой соединены между собой материалом сплошным образом с помощью соединительных узлов, слои уложены пакетом в направлении укладки, а стержни преимущественно расположены под углом к направлению укладки, предпочтительно под углом более 10°, более предпочтительно под углом более 20°.
[0038] Согласно предпочтительному варианту осуществления изобретения трехмерная армирующая конструкция представляет собой цельную конструкцию, стержни которой соединены между собой материалом сплошным образом с помощью соединительных узлов, и шероховатость Ra стержней составляет более 2 мкм, предпочтительно более 10 мкм, более предпочтительно более 50 мкм.
[0039] Согласно предпочтительному варианту осуществления изобретения толщина слоев составляет менее 200 мкм, предпочтительно менее 50 мкм, более предпочтительно менее 10 мкм.
[0040] Согласно предпочтительному варианту осуществления изобретения размер зерен порошков составляет менее 200 мкм, предпочтительно менее 2 мкм, более предпочтительно менее 50 нм.
[0041] Согласно предпочтительному варианту осуществления изобретения когезию обеспечивают за счет нагрева порошка, предпочтительно с помощью лазера или электронного луча.
[0042] Согласно предпочтительному варианту осуществления изобретения способ включает повторение, предпочтительно несколько повторений, этапов а) нанесения материала, образующего армирование, и b) обеспечения когезии материала
армирования между двумя повторениями этапа d) нанесения материала-наполнителя, образующего матрицу.
[0043] Кроме того, настоящее изобретение относится к турбомашине, содержащей по меньшей мере одну лопатку, где указанная лопатка соответствует настоящему изобретению и/или изготовлена посредством осуществления способа изготовления композитной лопатки согласно настоящему изобретению.
Преимущества изобретения
[0044] Настоящее изобретение позволяет усилить конструкцию композитной лопатки за счет создания трехмерной армирующей конструкции, проходящей внутри лопатки. Такое армирование обеспечивает равномерную устойчивость лопатки к механическим нагрузкам. Армирование образует неоднородный каркас с помощью стержней, форму которых подбирают, исходя из напряжений, возникающих в композитном материале на соответствующем участке. Кроме того, стержни соединены со стенками, за счет чего повышается прочность всей конструкции.
[0045] Выполнение дополнительного технологического процесса позволяет изготавливать лопатку, сократив количество необходимых для изготовления такой лопатки действий. Одновременное получение армирования и матрицы позволяет создавать сложные формы. Эта технология способствует получению криволинейных каналов, проходящих вдоль лопатки и ограниченных как матрицей, так и армированием. Кроме того, технология аддитивного наращивания, например на порошковой основе, позволяет создавать стержни с зернистой поверхностью, способствующей надежному креплению матрицы к каждому стержню.
Краткое описание графических материалов
[0046] На фиг. 1 изображена осевая турбомашина согласно настоящему изобретению.
[0047] На фиг. 2 представлена схема компрессора турбомашины согласно настоящему изобретению.
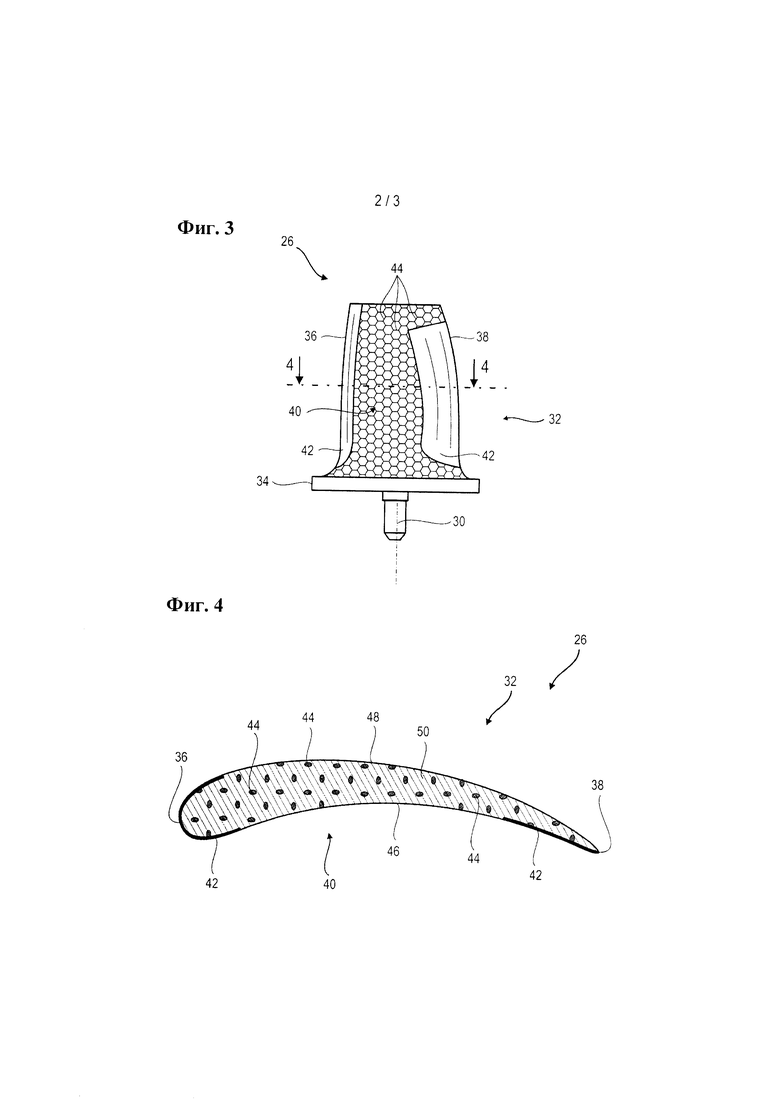
[0048] На фиг. 3 изображена лопатка согласно настоящему изобретению.
[0049] На фиг. 4 представлено сечение лопатки согласно настоящему изобретению вдоль оси 4-4, отмеченной на фиг. 3.
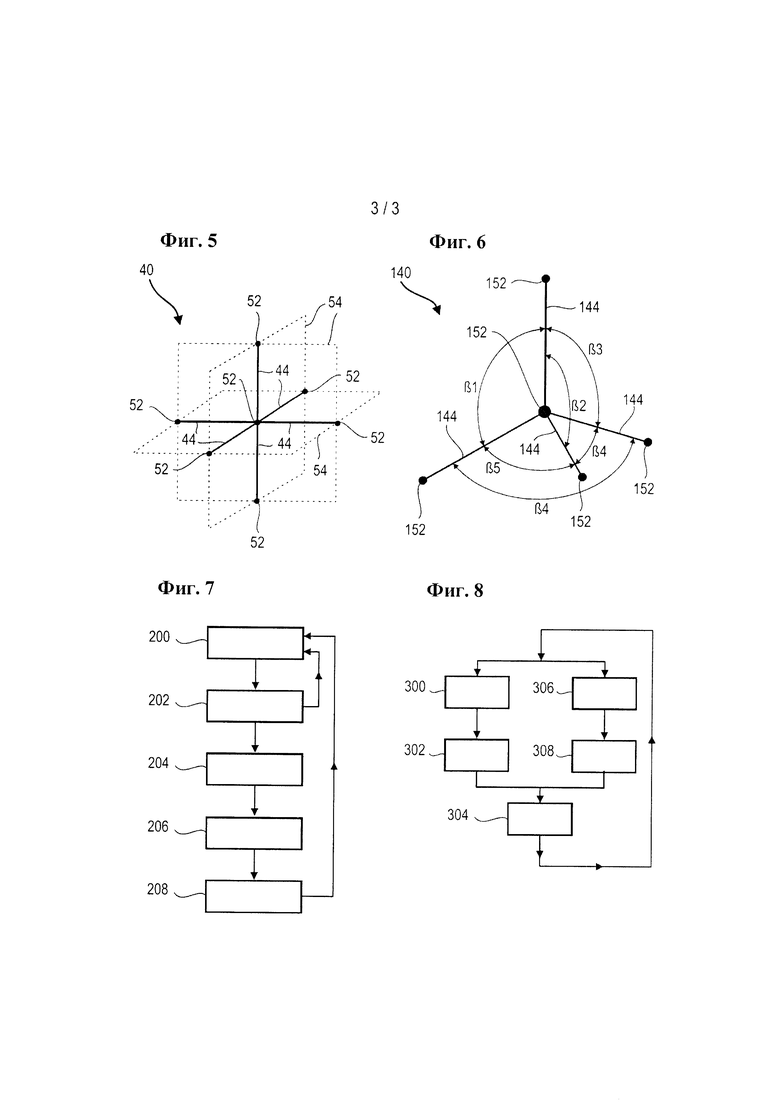
[0050] На фиг. 5 схематически показано расположение стержней армирования лопатки согласно первому варианту осуществления настоящего изобретения.
[0051] На фиг. 6 схематически показано расположение стержней армирования лопатки согласно второму варианту осуществления изобретения.
[0052] На фиг. 7 представлена схема итерационного способа изготовления лопатки согласно третьему варианту осуществления изобретения.
[0053] На фиг. 8 представлена схема итерационного способа изготовления лопатки согласно четвертому варианту осуществления изобретения.
Описание вариантов осуществления изобретения
[0054] В приведенном ниже описании термины «внутренний» или «расположенный внутри» и «наружный» или «расположенный снаружи» относятся к положению относительно оси вращения осевой турбомашины.
[0055] Фиг. 1 представляет собой схематическое изображение осевой турбомашины. В данном конкретном случае это двухконтурный турбореактивный двигатель. Турбореактивный двигатель 2 содержит первую ступень сжатия, обозначенную как компрессор 3 низкого давления, вторую ступень сжатия, обозначенную как компрессор 6 высокого давления, камеру 8 сгорания и одну или несколько ступеней турбины 10. Во время работы механическая мощность турбины 10, передаваемая через центральный вал на ротор 12, приводит в движение
два компрессора 3 и 6. Средства повышения передаточного числа могут обеспечивать повышение скорости вращения, сообщаемой на компрессоры. Как вариант, различные ступени турбины могут соединяться со ступенями компрессоров посредством соосных валов. Эти ступени компрессоров содержат несколько рядов лопаток, связанных с рядами лопаток ротора и статора. Вращение ротора вокруг своей оси 14 вращения создает поток воздуха и обеспечивает постепенное сжатие воздуха вплоть до его подачи в камеру 10 сгорания.
[0056] Всасывающий вентилятор 16 соединен с ротором 12 и создает поток воздуха, который разделяется на первичный поток 18, проходящий через вышеупомянутые различные ступени турбомашины, и вторичный поток 20, который проходит через кольцевой канал (изображенный только частично) вдоль машины, и затем соединяется с основным потоком на выходе из турбины. Первичный поток 18 и вторичный поток 20 являются кольцевыми; они направляются корпусом турбомашины. Для этого в корпусе предусмотрены цилиндрические стенки или кожухи, которые могут быть внутренними или наружными.
[0057] Фиг. 2 представляет собой вид в разрезе осевого компрессора турбомашины 2, изображенной на фиг. 1. Компрессор 3 может представлять собой компрессор низкого давления или компрессор высокого давления. Показана часть вентилятора 16 и разделительное сопло 22 для первичного потока 18 и вторичного потока 20. Ротор 12 содержит несколько рядов роторных лопаток 24, в данном случае три.
[0058] Компрессор 3 низкого давления содержит некоторое количество выпрямительных устройств, в данном случае четыре, каждое из которых содержит ряд статорных лопаток 26. Выпрямительные устройства связаны с вентилятором 16 или рядом роторных лопаток для обеспечения выравнивания или выпрямления потока воздуха с целью преобразования скорости потока в давление.
[0059] Статорные лопатки 26 выступают существенно радиально из наружного
кожуха 28 и могут быть прикреплены с помощью крепежных средств, например резьбового стержня 30. Они расположены на равном расстоянии друг от друга и занимают одинаковое угловое положение относительно потока. В предпочтительном варианте лопатки одного ряда идентичны друг другу. Факультативно расстояние между лопатками может зависеть локально от их углового положения. Некоторые лопатки могут отличаться от других лопаток того же ряда.
[0060] На фиг. 3 изображена статорная лопатка 26 выпрямительного устройства согласно настоящему изобретению. Эта лопатка может быть лопаткой компрессора или лопаткой турбины.
[0061] Лопатка 26 содержит перо 32 или тело лопатки, выступающее в кольцевой поток. Оно может содержать наружную полку 34 для крепления к наружному кожуху компрессора. Лопатка 32 может содержать вторую платформу, расположенную на внутренней стороне. Крепежные средства 30 могут выступать из полки 34 в противоположном лопатке 32 направлении. Перо лопатки может быть прикреплено непосредственно к корпусу турбомашины, например сварным соединением. В этом случае лопатка может не содержать наружную полку. На внутреннем конце лопатки может быть предусмотрено отверстие для крепления к внутреннему кольцу.
[0062] Согласно альтернативному варианту изобретения лопатка может представлять собой роторную лопатку. В качестве средства крепления такая лопатка может содержать шип «ласточкин хвост» для вставки в соответствующий паз ротора. Лопатка может представлять собой лопасть вентилятора.
[0063] Лопатка 26 имеет переднюю кромку 36, расположенную выше по направлению потока, и заднюю кромку 38, расположенную ниже по направлению потока. Кроме того, лопатка имеет поверхность корытца, расположенную на стороне повышенного давления лопатки, и поверхность спинки, расположенную на
стороне пониженного давления лопатки. Поверхность корытца и поверхность спинки проходят от передней кромки 36 до задней кромки 38. Эти поверхности являются изогнутыми и, соответственно, выпуклыми и определяют форму пера 32 лопатки.
[0064] Лопатка 26 содержит композитный материал с матрицей (не показана) и армированием 40. Армирование 40 содержит сетку, образующую трехмерную конструкцию. Эта трехмерная конструкция может проходить по большей части объема пера 32 лопатки, возможно, по всему указанному объему. Трехмерная конструкция может проходить по большей части толщины лопатки между поверхностью корытца и поверхностью спинки. Трехмерная конструкция может проходить по большей части длины лопатки 26 между передней кромкой 36 и задней кромкой 38. Толщина лопатки может измеряться перпендикулярно хорде; длина лопатки может измеряться вдоль хорды.
[0065] Трехмерная конструкция может содержать трехмерную сетку, которая факультативно может определяться многогранниками, заполняющими объем между поверхностью корытца и поверхностью спинки. Многогранники могут быть определены соединительными узлами. Армирование может содержать соединенные между собой полости, образующие сеть каналов, проходящих по большей части лопатки, предпочтительно проходящих по всему объему пера. В предпочтительном варианте полость заполнена армирующей матрицей. В предпочтительном варианте полка или полки и/или крепежные средства прикреплены к армированию. Предпочтительно они образуют единое целое.
[0066] Как вариант, армирование 40 лопатки 26 может содержать стенку 42, образующую переднюю кромку лопатки. Стенка 42 может представлять собой пластину, проходящую из корытца и спинки. Армирование 40 лопатки может содержать стенку 42, образующую, по меньшей мере, часть поверхности спинки или, по меньшей мере, часть поверхности корытца и предназначенную для защиты
лопатки 26 от абразивного износа.
[0067] Трехмерная конструкция содержит стержни 44. Стержни 44 соединены между собой или прикреплены друг к другу, например материалом сплошным образом с помощью соединительных узлов или сопряжений. Предпочтительно каждый из стержней соединен непосредственно с другими стержнями, как вариант, с более чем тремя стержнями. Стержни 44 распределены или размещены в объеме между поверхностью корытца и поверхностью спинки. Эти стержни 44 могут располагаться в большей части указанного объема, предпочтительно по всему указанному объему. Стержни 44 могут быть соединены между собой концами. Стержни расположены конец к концу.
[0068] Предпочтительно армирование 40 образует единое целое. Стержни 44 соединены между собой, образуя единое целое; предпочтительно стенки 42 и стержни 44 также образуют между собой единое целое. Таким образом, стержни 44 прикреплены к стенкам 42 и образуют монолитный механический узел.
[0069] Фиг. 4 представляет собой поперечное сечение лопатки вдоль оси 4-4, показанной на фиг. 3.
[0070] Средняя толщина армирования 40 может составлять более 10%, предпочтительно более половины среднего расстояния между поверхностью 46 корытца и поверхностью 48 спинки лопатки. Как вариант, средняя толщина пространства, занимаемого соединенными между собой стержнями 44, соответствует более 10%, предпочтительно более половины среднего расстояния между поверхностью 46 корытца и поверхностью 48 спинки.
[0071] Стержни 44 заделаны в матрицу 50. Матрица 50 занимает большую часть объема лопатки 32, предпочтительно более 75%. Матрица 50 может образовывать большую часть поверхности 46 корытца и/или поверхности 48 спинки. Стержни 44 могут располагаться заподлицо и образовывать части поверхности 46 корытца
и/или поверхности 48 спинки. Матрица 50 может образовывать переднюю кромку 36 и/или заднюю кромку 38.
[0072] Как правило, стержни 44 соединены с другими стержнями 44. Большинство стержней 44 соединены с несколькими другими стержнями 44, предпочтительно с по меньшей мере шестью, в наиболее предпочтительном варианте с по меньшей мере восемью другими стержнями 44. Соединенные между собой стержни 44 образуют непрерывные механические связи, которые проходят от передней кромки 36 до задней кромки 38, и/или от поверхности 46 корытца до поверхности 48 спинки, и/или от внутреннего конца лопатки до наружного конца лопатки. Эти механические соединения могут быть сплошными. Стержни могут образовывать трехмерную конструкцию со взаимным соединением элементов. Они могут образовывать трехмерную сетку. Под трехмерной сеткой подразумевается, например, набор, содержащий некоторое количество параллельных решеток, соединенных между собой поперечными стержнями.
[0073] Армирование 40 и матрица 50 изготовлены из разных материалов. Армирование 40 может быть изготовлено из металла, предпочтительно титана, возможно, из стали или алюминия. Матрица 50 может представлять собой полимер, например термопластичную смолу, в частности полиэфиримид (PEI). Как вариант, армирование 40 может содержать керамический материал, который предпочтительно может быть выполнен в основном из керамики и содержать полимерную смолу. Согласно другому альтернативному варианту изобретения армирование может быть изготовлено из металла и может содержать керамическую матрицу.
[0074] Модуль упругости армирующего материала может быть больше модуля упругости материала матрицы. Факультативно предел прочности на разрыв материала армирования может быть больше предела прочности на разрыв материала матрицы.
[0075] На фиг. 5 приведена схема расположения стержня 44 части 40 армирования лопатки согласно первому варианту осуществления изобретения. Ориентация стержней может различаться на разных участках.
[0076] Стержни 44 расположены в трех не лежащих в одной плоскости направлениях. Эти три направления могут быть расположены под разными углами друг к другу. Эти три направления могут быть взаимно перпендикулярными. При этом стержни 44 определяют шестигранники, например кубы, ребра которых могут быть расположены под углом к вертикальной оси лопатки.
[0077] Стержни 44 соединены между собой с помощью соединительных узлов 52. Соединительные узлы делятся, как правило, на три набора плоскостей 54. Каждый набор плоскостей 54 содержит параллельные плоскости; при этом наборы 54 расположены под углом друг к другу. Соединительный узел 52 может быть соединен с шестью другими соединительными узлами 52, предпочтительно не лежащими в одной плоскости. Соединительные узлы могут быть расположены на группах криволинейных поверхностей, например вогнутых поверхностей, в целом соответствующих поверхности корытца или поверхности спинки лопатки.
[0078] Стержни 44 в целом имеют одинаковую длину и одинаковое сечение. Стержни 44 могут быть прямыми и круглыми. Однако длина стержней 44 может быть различной, как и их сечения. Сечение одного стержня может отличаться от сечения других стержней. Сечение одного стержня может изменяться, например, может меняться его диаметр или форма. Один конец стержня может иметь круглое поперечное сечение, а другой - квадратное поперечное сечение. По меньшей мере один стержень может быть изогнутым или может быть угловатым. По меньшей мере один стержень может быть плоским, иметь круглое или квадратное сечение.
[0079] Стержни 44 могут иметь длину менее 40 мм, предпочтительно менее 10 мм, более предпочтительно менее 2 мм. Стержни 44 могут иметь ширину менее 5 мм, предпочтительно менее 0,50 мм, более предпочтительно менее 0,10 мм.
[0080] На фиг. 6 показано расположение стержней 144 части 140 армирования лопатки согласно второму варианту осуществления изобретения. Для обозначения идентичных или сходных элементов на фиг. 6 используется та же нумерация, что и на предыдущих фигурах, однако все номера увеличены на 100.
[0081] Стержни 144 расположены в четырех не лежащих в одной плоскости направлениях, предпочтительно по меньшей мере в четырех не лежащих в одной плоскости направлениях. Соединительный узел 152 стержней 144 соединен с четырьмя другими соединительными узлами 152 стержней 144, образующими тетраэдр, в центре которого может находиться общий соединительный узел. Положение и длина стержней зависит от армирования. Четыре направления определяют разные углы между ними (β1, β2, β3, β4, β5, β6). Эти углы могут быть одинаковыми.
[0082] Согласно одному альтернативному варианту изобретения стержни армирования могут быть расположены в шести направлениях, часть из которых лежит в одной плоскости. Эти стержни могут образовывать пирамиды с треугольным основанием. В этой конфигурации один соединительный узел может быть непосредственно соединен с двенадцатью другими соединительными узлами.
[0083] Согласно еще одному альтернативному варианту осуществления изобретения схема расположения стержней армирования представляет собой сочетание вышеуказанных расположений стержней.
[0084] Фиг. 7 представляет собой схему итерационного способа изготовления лопатки согласно третьему варианту осуществления изобретения.
[0085] Лопатку изготавливают методом послойного аддитивного наращивания. Слои могут быть плоскими и/или могут иметь постоянную толщину. Изготовление лопатки включает одновременное изготовление ее армирования и ее матрицы. Лопатку изготавливают из слоев материалов-наполнителей. Материалы-
наполнители могут быть нанесены в виде расплава или в виде порошков, которые затем отверждаются. Когезия порошков достигается за счет их нагрева, например, с помощью лазера или электронного луча.
[0086] Размер зерен порошка составляет менее 0,50 мм. Факультативно порошки могут представлять собой нанопорошки со средним диаметром зерен, который меньше или равен 50 нанометрам. Слои, образующие армирование, могут иметь толщину менее 0,50 мм, предпочтительно менее 100 мкм. Армирующие слои могут иметь меньшую толщину, чем слои матрицы.
[0087] Итерационный процесс изготовления лопатки может включать повторение следующих этапов:
[0088] - нанесение 200 материала-наполнителя, образующего армирование; [0089] - обеспечение 202 когезии материала-наполнителя армирования; [0090] - охлаждение 204;
[0091] - нанесение 206 материала-наполнителя, образующего матрицу;
[0092] - обеспечение 208 когезии материала-наполнителя матрицы.
[0093] Способ включает последовательности вышеуказанных этапов до получения готовой лопатки. Лопатка состоит из слоев. Профиль лопатки может быть сформирован одним слоем. Каждый слой может содержать по меньше мере один слой армирующего материала, предпочтительно несколько слоев армирующего материала, и по меньшей мере один слой материала матрицы. Некоторые слои могут содержать только материал, образующий армирование, например, для формирования полки лопатки, или материал крепежных средств лопатки.
[0094] Этап охлаждения 204 не является обязательным. Он может быть целесообразным, если температуры когезии материалов-наполнителей армирования
и матрицы значительно различаются, например если при температуре когезии одного из материалов возможно повреждение другого материала. Другое решение, позволяющее избежать этапа охлаждения 204, заключается в том, чтобы работать с особо тонкими слоями, толщина которых обеспечивает практически мгновенное остывание только что нанесенного материала. Например, слои металла толщиной менее 200 мкм, предпочтительно менее 50 мкм, более предпочтительно менее 20 мкм, позволяют обеспечить быстрое охлаждение за счет теплоемкости предыдущих слоев отвержденного материала.
[0095] Способ может включать повторение нанесения 200 материала армирования и обеспечения 202 когезии материала армирования перед выполнением этапа нанесения 206 материала-наполнителя, образующего матрицу. Между двумя этапами нанесения 206 материала матрицы может выполняться несколько циклов нанесения материала армирования и обеспечения когезии. Некоторые стержни могут быть соединены между собой сварным соединением; как вариант, сварным соединением могут быть соединены между собой большинство стержней или все стержни.
[0096] Слои образуют пакет, который может быть ориентирован по направлению высоты лопатки; направление высоты лопатки может соответствовать радиальному направлению турбинного двигателя. Стержни могут быть расположены под углом к направлению пакета. Предпочтительно большинство стержней расположены под углом к пакету, предпочтительно под углом более 5°, еще более предпочтительно под углом более 20°. Стержни могут располагаться преимущественно под углом к слоям, предпочтительно под углом более 5°, более предпочтительно под углом более 20°.
[0097] Поверхность стержней может быть сделана шероховатой; при этом зерна могут выступать и образовывать полости. Эта шероховатость может обеспечиваться зернами материала, факультативно порошка, когезия которого
обеспечивает сохранение общей формы. Шероховатость Ra поверхности стержней может составлять более 5 мкм, предпочтительно более 50 мкм. Шероховатость Ra представляет собой среднее арифметическое абсолютных значений отклонений по высоте заданного профиля. Способ позволяет получить металлическое армирование с однородным размером зерна стержней.
[0098] Состояние поверхности способствует сцеплению стержней с матрицей. Попутно следует отметить, что процесс послойного аддитивного наращивания способствует заполнению матрицей зернистой поверхности стержней, в частности заполнению матрицей возможных полостей.
[0099] Лопатка может быть изготовлена комбинированным способом. Полка и средства крепления могут быть изготовлены путем литья, штамповки, машинной обработки. После этого полку можно использовать в качестве основы, на которой методом послойного аддитивного наращивания будет сформировано армирование.
[00100] На фиг. 8 представлен итерационный процесс изготовления лопатки согласно четвертому варианту осуществления изобретения. Для обозначения идентичных или сходных элементов на фиг. 8 используется та же нумерация, что и на предыдущих фигурах, однако все номера увеличены на 100.
[00101] Способ включает повторение следующих этапов:
(a) нанесение 300 материала-наполнителя, образующего армирование;
(b) нанесение 306 материала-наполнителя, образующего матрицу;
(c) обеспечение 302 когезии материала-наполнителя армирования;
(d) обеспечение 308 когезии материала-наполнителя матрицы;
(e) охлаждение 304.
(a)
[00102] Этап охлаждения 304 не является обязательным.
[00103] Этапы нанесения 300 и 306 материала-наполнителя могут выполнять одновременно. Точно так же, одновременно могут быть выполнены этапы обеспечения 300 и 308 когезии материала-наполнителя.
[00104] Специалистам в данной области техники будет очевидна возможность сочетания разных вариантов осуществления изобретения и альтернативных подходов.

Настоящее изобретение относится к композитной лопатке турбомашины. При изготовлении композитной лопатки турбомашины одновременно получают матрицу и армирование путем выполнения слоев на порошковой основе. Одновременное получение матрицы и армирования осуществляют путем выполнения повторяемых этапов, на которых наносят материал-наполнитель, образующий армирование, обеспечивают когезию материала-наполнителя армирования, наносят материал-наполнитель, образующий матрицу, и обеспечивают когезию материала-наполнителя матрицы. При этом нанесение материала-наполнителя, образующего армирование, и нанесение материала-наполнителя, образующего матрицу, выполняют одновременно и/или обеспечение когезии материала-наполнителя армирования и обеспечение когезии материала-наполнителя матрицы выполняют одновременно. Другое изобретение группы относится к лопатке турбомашины, изготовленной указанным выше способом и содержащей композитный материал с матрицей и армированием, содержащим сетку. Лопатка включает переднюю кромку, заднюю кромку, поверхность корытца и поверхность спинки, проходящие от передней кромки до задней кромки. Сетка образует трехмерную конструкцию, проходящую по большей части толщины лопатки между поверхностью корытца и поверхностью спинки и/или по большей части длины лопатки между передней кромкой и задней кромкой. При этом трехмерная конструкция содержит стержни, заделанные в матрицу, причем указанная матрица занимает большую часть объема лопатки. Группа изобретений позволяет повысить прочность композитной лопатки турбомашины. 2 н. и 22 з.п. ф-лы, 8 ил.
1. Способ изготовления композитной лопатки (26) турбомашины, при этом лопатка (26) содержит матрицу (50) и армирование (40), отличающийся тем, что матрицу (50) и армирование (40) получают одновременно путем выполнения слоев на порошковой основе, при этом способ включает повторяемые этапы:
(a) нанесение (200, 300) материала-наполнителя, образующего армирование;
(b) обеспечение (202, 302) когезии материала-наполнителя армирования;
(c) нанесение (206, 306) материала-наполнителя, образующего матрицу;
(d) обеспечение (208, 308) когезии материала-наполнителя матрицы;
при этом этапы (а) и (с) выполняют одновременно, и/или этапы (b) и (d) выполняют одновременно.
2. Способ по п. 1, отличающийся тем, что слои укладывают пакетом в направлении укладки.
3. Способ по п. 1, отличающийся тем, что толщина слоев составляет менее 200 мкм.
4. Способ по п. 1, отличающийся тем, что толщина слоев составляет менее 50 мкм.
5. Способ по п. 1, отличающийся тем, что толщина слоев составляет менее 10 мкм.
6. Лопатка (26) турбомашины (2), изготовленная согласно способу по любому из пп. 1-5, причем лопатка (26) содержит композитный материал с матрицей (50) и армированием (40), содержащим сетку; лопатка (26) содержит переднюю кромку (36), заднюю кромку (38), поверхность (46) корытца и поверхность (48) спинки, проходящие от передней кромки до задней кромки, сетка образует трехмерную конструкцию, которая проходит по большей части толщины лопатки (26) между поверхностью (46) корытца и поверхностью (48) спинки и/или по большей части длины лопатки (26) между передней кромкой (36) и задней кромкой (38),
при этом трехмерная конструкция содержит стержни (44), заделанные в матрицу (50), причем указанная матрица (50) занимает большую часть объема лопатки (32).
7. Лопатка (26) по п. 6, отличающаяся тем, что большинство стержней (44, 144) расположены под углом к слоям.
8. Лопатка (26) по п. 7, отличающаяся тем, что большинство стержней (44, 144) расположены под углом к слоям более 5°.
9. Лопатка (26) по п. 7, отличающаяся тем, что большинство стержней (44, 144) расположены под углом к слоям более 15°.
10. Лопатка (26) по п. 6, отличающаяся тем, что стержни (44, 144) преимущественно расположены под углом к направлению укладки.
11. Лопатка (26) по п. 10, отличающаяся тем, что стержни (44, 144) преимущественно расположены под углом к направлению укладки более 10°.
12. Лопатка (26) по п. 10, отличающаяся тем, что стержни (44, 144) преимущественно расположены под углом к направлению укладки более 20°.
13. Лопатка (26) по п. 6, отличающаяся тем, что шероховатость Ra стержней (44, 144) составляет более 2 мкм.
14. Лопатка (26) по п. 6, отличающаяся тем, что шероховатость Ra стержней (44, 144) составляет более 10 мкм.
15. Лопатка (26) по п. 6, отличающаяся тем, что шероховатость Ra стержней (44, 144) составляет более 50 мкм.
16. Лопатка (26) по п. 6, отличающаяся тем, что трехмерная армирующая конструкция представляет собой цельную конструкцию, стержни которой соединены в матрице материала с помощью своих соединительных узлов.
17. Лопатка (26) по п. 6, отличающаяся тем, что стержни (44, 144) расположены по меньшей мере в трех не лежащих в одной плоскости направлениях.
18. Лопатка (26) по п. 6, отличающаяся тем, что стержни (44, 144) расположены по меньшей мере в четырех не лежащих в одной плоскости направлениях.
19. Лопатка (26) по любому из пп. 6-18, отличающаяся тем, что армирование (40) занимает более 60% толщины лопатки между поверхностью (46) корытца и поверхностью (48) спинки.
20. Лопатка (26) по любому из пп. 6-18, отличающаяся тем, что армирование (40) занимает более 80% толщины лопатки между поверхностью (46) корытца и поверхностью (48) спинки.
21. Лопатка (26) по п. 6, отличающаяся тем, что объемная плотность сетки между поверхностью (46) корытца и поверхностью (48) спинки меняется по высоте лопатки (26) и/или от передней кромки (36) до задней кромки (38).
22. Лопатка (26) по п. 6, отличающаяся тем, что армирование (40) дополнительно содержит одну или несколько стенок (42), образующих переднюю кромку, и/или заднюю кромку, и/или поверхность корытца, и/или поверхность спинки лопатки (26).
23. Лопатка (26) по п. 22, отличающаяся тем, что одна или несколько стенок образуют единое целое с сеткой.
24. Лопатка (26) по п. 6, отличающаяся тем, что матрица (50) и армирование (40) изготовлены из разных материалов, матрица (50) содержит термопластичную смолу, а армирование (40) содержит металл.
| US 1419061 A, 06.06.1922 | |||
| CN 101649844 A, 17.02.2010 | |||
| Способ намотки холоднокатанной полосы в рулон на барабане моталки | 1985 |
|
SU1311806A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАДИЕНТНЫХ МАТЕРИАЛОВ ИЗ ПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2401180C2 |

