Данное изобретение касается способа изготовления композитного профиля, в частности, для применения в качестве пружинной планки. Далее, данное изобретение касается композитного профиля, в частности, предусмотренного в качестве усиливающего элемента или, соответственно, армирующего стержня, предпочтительно в термопластичном, синтетическом полимерном материале и/или для применения в качестве армирующего стержня для пружинной планки (Federleiste), предпочтительно изготовленного вышеупомянутым способом. Кроме того, данное изобретение касается пружинной планки с вышеупомянутым композитным профилем и с оболочкой.
Из уровня техники известно неразъемное выполнение композитного профиля для применения внутри пружинной планки и/или в качестве армирующего стержня. Этот неразъемный композитный профиль имеет форму цельного тела, в частности, сплошного стержня. Известные из практики неразъемные композитные профили предусматривают использование в качестве материала армированного стекловолокном пластика (стеклопластика). Сообразно с этим при изготовлении неразъемного композитного профиля возникают высокие производственные затраты вследствие высокой стоимости материала. Кроме того, такой неразъемный композитный профиль из армированного волокном пластика имеет большой вес.
Независимо от неразъемного композитного профиля и независимо от применения для изготовления пружинной планки на практике известны также композитные профили, состоящие по меньшей мере из двух частей. При таком выполнении композитный профиль из двух частей имеет сердцевину и оболочку, окружающую эту сердцевину. Оболочка в свою очередь в качестве материала может содержать армированный волокном пластик.
Для изготовления вышеупомянутых композитных профилей требуется формообразующий инструмент и, соответственно, отверждающий элемент для формования заготовки композитного профиля. Этот дополнительный этап способа изготовления композитного профиля делает сложнее весь процесс изготовления. Недостатком формообразующего инструмента является то, что он значительно ухудшает производительность, соответственно, снижает ее. Перед последующей обработкой вышеупомянутого композитного профиля должно быть гарантировано полное отверждение, так что предотвращается возможная деформация, соответственно, изменение поперечного сечения. Это исключает применение вышеупомянутого композитного профиля в рамках поточного производства, при котором композитный профиль может подвергаться дальнейшей обработке по меньшей мере, по существу, непосредственно после его изготовления.
Лежащая в основе данного изобретения задача состоит прежде всего в том, чтобы предложить новый вид способа изготовления композитного профиля, причем указанные недостатки уровня техники должны быть устранены или значительно снижены. В частности, задачей данного изобретения является обеспечение непрерывного процесса поточного производства, в частности, для изготовления пружинной планки и/или армирующего стержня, окруженного, в частности, термопластичным, синтетическим полимерным материалом. Кроме того, в частности, задача состоит в том, чтобы при осуществлении указанный способ заключал в себе небольшое количество этапов процесса и осуществлялся экономично. Далее, в частности, задача данного изобретения заключается в том, чтобы предоставить в распоряжение композитный профиль, в частности, предназначенный для применения в качестве пружинной планки, который имеет небольшой вес и/или экономичен в изготовлении.
Вышеупомянутая задача для способа указанного вначале рода по меньшей мере, по существу, решается тем, что указанный композитный профиль имеет сердцевину и оболочку, причем эта оболочка имеет волокна оболочки, которые укладываются по периметру вокруг сердцевины.
Согласно первому варианту выполнения этого способа предусмотрено, что вслед за нанесением волокон оболочки на сердцевину по меньшей мере одно опорное волокно обвивается вокруг размещенных волокон оболочки посредством намоточного устройства для изготовления вышеупомянутого композитного профиля.
В качестве самостоятельной альтернативы и/или дополнительно к предыдущему варианту осуществления способа с обвивкой волокон оболочки опорным волокном согласно изобретению предусмотрено, что сердцевина непрерывно изготовляется путем экструзии пенопласта с помощью по меньшей мере одного экструдера.
Во–первых, необходимо объяснить основные преимущества, которые возникают в результате деления композитного профиля на сердцевину и оболочку, охватывающую эту сердцевину.
При этом, разумеется, указанная оболочка, которая охватывает сердцевину, не закрывает торцевые стороны сердцевины, но окружает сердцевину в радиальном направлении. Эта оболочка предпочтительно может быть выполнена как полый профиль, причем между оболочкой и сердцевиной не должен быть предусмотрен клеевой слой и/или место стыка.
Предлагаемый изобретением композитный профиль по сравнению с выполнением композитного профиля как отдельного цельного тела, в частности, как сплошного стержня обеспечивает преимущество экономии материала, в частности, армированного волокном пластика, предпочтительно до 60%. Этот сэкономленный материал среди прочего снижает производственные затраты в целом, в частности, на 30%. В ходе проведенных экспериментов было установлено, что срезающая нагрузка в основном передается на полый профиль оболочки композитного профиля. Эта внутренняя сердцевина служит, в частности, не для компенсации напряжений сжатия и, соответственно, среза, но требуется по технологическим причинам и/или для закрепления оболочки. Такое изготовление с предлагаемой изобретением сердцевиной может осуществляться проще, так как материал оболочки укладывается вокруг сердцевины и опирается на нее. При этом в отличие от, в частности, фиксированного сердечника сердцевина не должна, в частности, затем удаляться из композитного профиля перед тем, как композитный профиль сможет использоваться как усилительный элемент и/или армирующий стержень для пружинной планки, и/или в качестве армирующего стержня.
Предпочтительно предлагаемый изобретением композитный профиль используется вместе с защитной оболочкой или, соответственно, с оболочкой, содержащей термопластичный и/или термореактивный пластик, в качестве армирующего стержня и/или усиливающего элемента.
Особенно предпочтительно, что за счет варьирования толщины стенки, соответственно, толщины оболочки могут быть получены различные свойства композитного профиля, в частности, механические свойства и/или свойства, касающиеся изгибных характеристик, так что, в частности, могут предоставляться соответственно "жесткие" и/или "мягкие" композитные профили, которые могут использоваться, например, для изготовления, в частности, "жестких" и/или "мягких" пружинных планок.
В частности, верхняя поверхность оболочки за счет механического сцепления может соединяться с верхней поверхностью сердцевины, обращенной к внутренней стороне оболочки. Согласно изобретению, не обязательно должно предусматриваться механическое сцепление, соответственно, соединение, так как находящаяся внутри сердцевина не нужна для компенсации механических нагрузок на композитный профиль.
В ходе проведенных экспериментов удалось установить, что пружинная планка с предлагаемым изобретением композитным профилем и оболочкой почти полностью достигает свойств пружинной планки, имеющей цилиндрический композитный профиль из армированного волокном пластика. По сравнению с композитным профилем, состоящим исключительно из армированного волокном полимерного материала, могут быть снижены производственные затраты и/или продолжительность изготовления.
Было установлено также, что нагрузка на пружинную планку в основном выравнивается, соответственно, компенсируется внешними сторонами композитного профиля, в частности, оболочки.
Кроме того, в частности, применение сердцевины в композитном профиле по сравнению с композитным профилем, который полностью выполнен из материала оболочки предлагаемого изобретением композитного профиля, более безопасно для окружающей среды, так как может обеспечивать снижение использования армированного волокном материала. В частности, в процессе изготовления предлагаемой изобретением пружинной планки требуется меньше армированного волокном полимерного материала, в частности, меньше стекловолокна и/или меньше смолы.
Наряду с чистой экономией материала за счет разделения композитного профиля на сердцевину и оболочку сокращается время настройки перед началом изготовления, так как должно использоваться меньше катушек со стекловолокном.
Предлагаемый изобретением композитный профиль по сравнению с композитным профилем, содержащим исключительно армированный волокном пластик, предпочтительно выполняется с бόльшим наружным диаметром. При воздействии нагрузки на пружинную планку, в котором затянут композитный профиль, сила распределяется по поперечному сечению композитного профиля. Чем больше площадь поперечного сечения, тем лучше может выравниваться нагрузка, и тем меньше, в частности, возникающие пики напряжений. Чем меньше площадь поперечного сечения, тем хуже могут восприниматься силы, и тем скорее возникают высокие пики напряжений. В ходе проведенных испытаний было установлено, что при нагружении в основном нагружается внешняя оболочка композитного профиля, причем при большей площади поперечного сечения композитного профиля получается лучшее распределение силы. С помощью предлагаемого изобретением композитного профиля можно, в частности, более экономично изготовить более широкие пружинные планки, которые обладают улучшенным восприятием силы.
Первый предлагаемый изобретением возможный вариант осуществления способа предусматривает обвивку волокон оболочки по меньшей мере одним опорным волокном. За счет такой обвивки опорным волокном достигаются различные преимущества. Особенно предпочтительно то, что может отпасть необходимость в инструменте для формования и, соответственно, отверждающем элементе для формования композитного профиля перед обвивкой опорным волокном и/или после нее. Формование композитного профиля или, соответственно, заготовки композитного профиля обеспечивается за счет опорного волокна. В частности, так могут изготовляться цилиндрические и/или стержневидные композитные профили. Этап способа формования, который в уровне техники предусмотрен после нанесения волокон оболочки на сердцевину, может отпасть, так что, в частности, заготовка композитного профиля перед обвивкой опорным волокном и/или после нее не должна пропускаться через дополнительный инструмент, в частности, через зазор. Благодаря этому становится возможной, в частности, бόльшая пропускная скорость, и может снижаться количество компонентов, требующих хранения про запас. Это означает снижение стоимости установки и, в частности, текущих эксплуатационных расходов.
Такая обвивка волокон оболочки опорным волокном стабилизирует заготовку композитного профиля, в частности, даже в том случае, если полное отверждение заготовки композитного профиля еще не наступило. Это частичное отверждение осуществляется в достаточной мере, причем за счет, в частности, спиралевидной обвивки оставляются открытые зоны.
Согласно первой предпочтительной альтернативе предусмотрено, что материал оболочки и/или сердцевины, соответственно, композитного профиля сжимается посредством опорного волокна, так что указанные не обвитые зоны имеют увеличенный наружный периметр, а наружный периметр композитного профиля в тех зонах, которые обвиты опорным волокном, уменьшается.
Согласно еще одной, второй альтернативе наружный периметр композитного профиля может уменьшаться в не обвитых зонах.
Сжатие материала композитного профиля может быть предусмотрено, в частности, после описанной ранее первой альтернативы обмотки внутри и/или после нагревательного устройства. Предпочтительно материал оболочки и/или сердцевины сжимается и/или уплотняется посредством опорного волокна.
Благодаря этой обвивке, в частности, при отверждении реактивной смолы на внешней стороне пучка волокон образуется армированный волокном пластик с матрицей из проходящих предпочтительно в продольном направлении волокон оболочки и проходящих предпочтительно практически поперечно опорных волокон из обвивки. При этом возникает стабильная структура оболочки на внешней стороне заготовки композитного профиля, даже если эта лежащая сначала снаружи область поперечного сечения затвердела не полностью. Однако, благодаря предпочтительно многоосному прохождению волокон во внешней области заготовки композитного профиля указанная заготовка композитного профиля является достаточно стабильной, чтобы в этом состоянии подаваться на дальнейшие производственные операции. Предпочтительно эти дальнейшие производственные операции заключаются в том, что изготовляется пруток пружинных планок.
Большим преимуществом этого способа является то, что он может осуществляться непрерывно, в частности, и при изготовлении сердцевины согласно второй альтернативе этому варианту осуществления способа, и что сначала получают бесконечный профиль указанного композитного профиля. Этот бесконечный профиль может при необходимости непрерывно подаваться на следующую установку, в которой он предпочтительно охватывается оболочкой, так что пруток пружинных планок может быть изготовлен поточным методом. Этот поточный метод обеспечивает высокие рабочие скорости, низкие производственные затраты и высокую производительность. Можно снизить вместимость складского помещения, так как в каждом случае отдельные компоненты пружинной планки могут обрабатываться непосредственно, т.е. без промежуточного хранения.
Особым преимуществом является то, что не обязательно должно обеспечиваться полное отверждение заготовки композитного профиля перед тем, как композитный профиль будет подаваться на экструзионную установку для нанесения оболочка, в частности, для экструзии термопласта. Предпочтительно доотверждение композитного профиля происходит также и после нанесения оболочки экструзией, а именно, в частности, до времени хранения внешне уже готовых и, в частности, упакованных пружинных планок. При этом используется тепловой эффект реакции, который возникает, когда используется подходящая реакционная смесь, которая приводит к экзотермической реакции образования полимерной сетки, предпочтительно при образовании полиэфирной пластмассы. Применение термопластичной оболочки при этом, согласно изобретению, дает то преимущество, что она действует теплоизоляционным образом, так что тепло, возникающее за счет экзотермической реакции, предпочтительно в реактивной смоле, в частности, не отдается в окружающее пространство, а способствует быстрому отверждению изнутри. Для того, чтобы такое доотверждение вообще сделать возможным, требуется частично отвержденный композитный профиль, что, в частности, в первую очередь обеспечивается предлагаемой данным изобретением обвивкой опорным волокном.
Предпочтительно при предлагаемом изобретением поточном методе пропускные скорости могут достигать по меньшей мере 4 м/мин, предпочтительно между 4 м/мин и 10 м/мин, более предпочтительно между 7 м/мин и 8 м/мин, тогда как пропускные скорости при обычном процессе получения одноосно–ориентированного волокнистого пластика лежат в диапазоне от 1 м/мин до 3 м/мин.
Благодаря предлагаемому изобретением способу, следовательно, не возникает никакого дефицита скорости в производственном процессе. Дополнительно предпочтительным образом отверждение оболочки завершается быстрее, чем при изготовлении, содержащего исключительно армированный стекловолокном пластик.
В принципе возможно также, что при другом предпочтительном варианте осуществления способа производится вспенивание сердцевины после нанесения волокон оболочки, в частности, с применением добавки для получения мелкоячеистого пенопласта. При этом может быть предусмотрено, что вспененная сердцевина создается лишь во время изготовления композитного профиля, в частности, после нанесения или, соответственно, помещения волокон оболочки на внешнюю сторону сердцевины.
Было также установлено, что верхняя поверхность композитного профиля, которая обвита опорным волокном, лучше соединяется с оболочкой, в частности, прутка пружинных планок. Эта оболочка может наноситься на композитный профиль для изготовления прутка пружинных планок, соответственно, наноситься экструзией. Благодаря более шероховатой структуре верхней поверхности композитного профиля происходит лучшее механическое сцепление, соответственно, соединение с материалом оболочки прутка пружинных планок. В частности, благодаря этому можно отказаться от клеевого слоя, соответственно, от отдельных мест склейки. Улучшенное механическое соединение композитного профиля с оболочкой ведет к получению пружинной планки, которая может, в частности, выдерживать более высокие изгибные напряжения.
Кроме того, различные преимущества достигаются также за счет экструзии пенопласта сердцевины согласно альтернативному и/или дополнительному варианту осуществления способа. Благодаря экструзии и непрерывному изготовлению сердцевины обеспечивается поддержание высокой производительности. Прежде всего в плане производительности особенно предпочтительно сочетание экструзии с обвивкой волокон оболочки опорным волокном. Однако, за счет экструзии не только реализуется высокая скорость производственного процесса, но также достигается снижение производственных затрат при изготовлении композитного профиля, в частности, поточным методом.
Во время экструзии полимерные материалы непрерывным методом выдавливаются через сопло. При этом экструдат сначала с помощью экструдера, предпочтительно посредством нагревания и за счет внутреннего трения расплавляется и/или гомогенизируется. Далее, в экструдере создается давление, необходимое для протекания через сопло. После выхода из сопла экструдат затвердевает, предпочтительно в поперечном сечении получающегося при этом геометрического тела. Это поперечное сечение при этом, в частности, соответствует используемому соплу и/или калибровочной насадке. Получающиеся таким образом, в частности, бесшовные профили могут иметь постоянное поперечное сечение, так что можно предоставлять любую длину. Такая технологическая возможность предоставления профиля постоянного поперечного сечения пригодна, в частности, для изготовления композитного профиля с постоянным поперечным сечением, так что предпочтительно можно гарантировать, что сердцевина всегда будет иметь один и тот же размер.
Изготовление пены посредством по меньшей мере одного экструдера, в частности, по сравнению с применением уже предварительно вспененного материала дает то преимущество, что сердцевина теоретически любой, соответственно, бесконечной длины может подаваться в процесс изготовления композитного профиля. Если бы сердцевина уже заранее вырезалась, например, из пенопластового блока, то, в частности, получился бы дополнительный этап способа подготовки формы сердцевины. При экструзии пенопласта посредством экструдера уже гарантируется предпочтительный вариант выполнения сердцевины в форме прутка или стержня, соответственно, по меньшей мере, по существу, цилиндрической формы. При непрерывном изготовлении сердцевины отпадает место стыка или, соответственно, склеивание отдельных кусков сердцевины, так что предотвращается появление заданного места разрушения.
При этом, в конце концов, понятно, что отдельные альтернативы способа могут осуществляться самостоятельно или согласно изобретению совместно. Комбинация обоих альтернативных вариантов осуществления способа открывает возможность выполнения сердцевины в виде бесконечного жгута и возможность непрерывной подачи на установку для изготовления композитного профиля. При этом понятно также, что, в конце концов, можно сначала изготовлять жгут сердцевины, наматывать его на рулон, соответственно, в виде рулона хранить его промежуточно, а затем использовать его для изготовления композитного профиля.
В одном предпочтительном варианте выполнения предлагаемого изобретением способа изготовления композитного профиля сердцевина в виде жгута подается поточным методом. Применение поточного метода позволяет, в частности, развивать высокие рабочие скорости и предпочтительно приводит к сокращению требуемых складских площадей, так как сердцевина может обрабатываться непосредственно после ее изготовления. При этом может быть предусмотрено, что эта сердцевина либо сначала изготовляется и затем краткое время находится на промежуточном хранении, чтобы затем непрерывно подаваться на изготовление композитного профиля, либо изготовление композитного профиля следует непосредственно за изготовлением сердцевины.
Необходимое для экструзии пенопласта газообразующее вещество предпочтительно по количеству может регулироваться индивидуально, так что может обеспечивается создание ячеистых структур сердцевины. При этом сердцевина предпочтительно имеет закрытоячеистую верхнюю поверхность, причем эти структуры верхней поверхности, соответственно, ячеистые структуры сердцевины предпочтительно могут регулироваться посредством указанного газообразующего вещества. Газообразующее вещество обеспечивает, в частности, возможность соблюдения высоких требований к однородности пены, предпочтительно особенно при низких плотностях. При этом это газообразующее вещество обеспечивает лучшую стабильность процесса, и при применении физических газообразующих веществ по сравнению с химическими газообразующими веществами материальные затраты на газообразующее вещество предпочтительно существенно ниже. Кроме того, в частности, физическое газообразующее вещество экологически безвреднее, так что получается более безопасный для окружающей среды аспект способа.
В случае физических пен материал вспенивается посредством физического процесса. В случае химических пен, напротив, в пластиковый гранулят добавляется газообразующее вещество, предпочтительно в форме так называемого гранулята маточной смеси. Вследствие подвода тепла выделяется летучий компонент газообразующего вещества, что ведет к вспениванию расплава. При физическом вспенивании, в частности, может получаться сердцевина с компактным внешним слоем и так называемая микроячеистая пена с интегральным распределением плотности, называемая также интегральным пенопластом.
Предпочтительно газообразующее вещество содержит углеводороды, в частности, изобутан, пентан, и инертные газы, предпочтительно двуокись углерода и/или азот. При применении инертных газов в качестве газообразующего вещества достигается хорошая экологическая безопасность, поскольку они обладают минимальным ПГП (потенциалом глобального потепления) (GWP – Global Warming Potential) и предпочтительно не имеют ПОИ (потенциал озонного истощения) (ODP – Ozonzerstörungspotential). Инертные газы имеют высокую степень пенообразования, так что, в частности, имеет место небольшой расход газа. Они являются как экономичными, так и рентабельными. С химической точки зрения получается то преимущество, что они являются негорючими и/или неядовитыми, и/или химически инертными. В самой вспененной сердцевине, в частности, не остается никаких остатков такого инертного газа. Эти газообразующие вещества дозированно вводятся в материал сердцевины, в частности, в полимерный расплав. При этом, разумеется, для экструзионного вспенивания необходима подходящая экструзионная установка, которая значительно отличается от известных стандартных установок. В зависимости от продукта применяется по меньшей мере один экструдер. При применении двух экструдеров возможно, что первый служит для подачи газообразующего вещества и для гомогенизации пены, тогда как второй экструдер предназначен для целенаправленного охлаждения снабженного газообразующим веществом расплава. Газообразующее вещество при этом предпочтительно посредством дозирующего насоса впрыскивается под высоким давлением через клапанную форсунку в экструдер. Количество вспенивающего газа при этом может, в частности, непосредственно регулироваться и предпочтительно подгоняться под используемый материал сердцевины и/или под требуемую плотность пены. За счет диффузии смесь материала сердцевины и вспенивающего газа гомогенизируется. Давление в экструдере при этом должно, в частности, вплоть до выхода из сопла экструдера поддерживаться постоянным, так что предпочтительно предотвращается преждевременное вспенивание материала сердцевины газообразующим веществом. Во время вспенивания растут уже имеющиеся зародыши и при этом образуют пузырьки пены.
В одном предпочтительном варианте осуществления способа двуокись углерода, которая применяется как газообразующее вещество, рекуперируется из производственного процесса и, в частности, после получения очищается, сушится и сжижается под давлением. Такая подготовка двуокиси углерода, в частности, осуществляется таким образом, что гарантируется требуемая однородность пены материала сердцевины. Для достижения особенно высокой однородности пены предпочтительно к физическому газообразующему веществу прибавляются добавки для получения мелкоячеистого пенопласта, в частности, для зародышеобразования, и/или стабилизаторы. Добавки для получения мелкоячеистого пенопласта действуют при этом как зародышеобразователи, причем они, в частности, образуют большое количество мелких пузырьков. Полученная посредством экструзии сердцевина является, таким образом, полуфабрикатом и присутствует, в частности, в виде бесконечного жгута из вспененного пластика.
В одном предпочтительном варианте осуществления идеи данного изобретения предусмотрено, что волокна оболочки перед облицовкой сердцевины растягиваются и заключаются в полимерный материал. При этом следует понимать, что такое окутывание волокон оболочки может осуществляться, в частности, в пропиточной ванне, соответственно, в пропиточном растворе. Эти, в частности, пропитанные волокна оболочки подаются к сердцевине, причем указанное растягивание является предпочтительным, в частности, в том отношении, что волокна могут оптимально укладываться вокруг сердцевины, в частности, проходя продольно в направлении изготовления. В конце концов, такая пропитка волокон оболочки, в частности, смолой может также осуществляться прямо перед облицовкой сердцевины. При этом понятно, что волокна оболочки не закрывают торцевые стороны сердцевины, а заключают в себя сердцевину в радиальном направлении, и что эти волокна оболочки образуют закрытый с боковых поверхностей композитный профиль. В частности, за счет изменения толщины стенки оболочки можно подходящим образом оказывать влияние на прочность при срезе и, тем самым, на изгибную прочность композитного профиля. Растягивание волокон оболочки обеспечивает при этом предпочтительно, что эти волокна оболочки будут хорошо окутываться материалом оболочки, так что, в частности, гарантируется окутывание каждого волокна оболочки.
Распорное устройство при этом предпочтительно выполнено таким образом, что на шпулярнике доставляется несколько шпуль, на которых находятся намотанные волокна оболочки. Предпочтительно предусмотрен шпулярник, посредством которого намотанные на шпули волокна оболочки могут стягиваться в виде нескольких одиночных волокон оболочки. Затем эти отдельные волокна оболочки протягиваются через пропиточную ванну, соответственно, через пропиточный раствор. Предпочтительно материал в пропиточном растворе длительное время содержится в своей жидкой и/или расплавленно–жидкой форме.
В другом предпочтительном варианте выполнения данного изобретения предусмотрено, что указанное по меньшей мере одно опорное волокно наматывается спиралевидно с расстоянием между соседними витками от 1 мм до 15 мм, предпочтительно от 2 мм до 10 мм, предпочтительно по меньшей мере, по существу, от 5 мм до 7 мм. Это расстояние показывает, что предпочтительно требуется лишь одно опорное волокно или лишь один пучок с несколькими (в частности, менее 10) опорными волокнами, так что длина, соответственно, количество требующихся опорных волокон может быть небольшим.
В ходе проведенных экспериментов было установления, что, в частности, спиралевидная обвивка с вышеупомянутым расстоянием между витками обладает очень хорошими формообразующими свойствами, и обеспечивается оптимум между требуемой длиной опорного волокна и получением формообразующих структур. Было установлено, что, в частности, при спиралевидной обвивке повышается крутильная жесткость, и что предпочтительно получается улучшенное механическое сцепление композитного профиля с оболочкой прутка пружинных планок.
В еще одном дополнительном варианте выполнения предусмотрено, что заготовка композитного профиля после обвивки опорным волокном, предпочтительно поточным методом подается в нагревательное устройство, предпочтительно с пропускной скоростью между 3 м/мин и 15 м/мин, предпочтительно между 4 м/мин и 10 м/мин, более предпочтительно от 7 м/мин до 8 м/мин, причем вследствие нагревания заготовки композитного профиля может обеспечиваться окончательное формование заготовки композитного профиля, так как материал оболочки отверждается или, соответственно, частично отверждается и сохраняет принятую форму за счет опорного волокна.
В следующем предпочтительном варианте выполнения предусмотрено, что к нагревательному устройству при необходимости примыкает охлаждающее устройство, предпочтительно для предотвращения склеивания и/или загрязнения примыкающего тянущего устройства, причем таким образом за счет нагревания и/или охлаждения заготовки композитного профиля может быть достигнуто окончательное формование заготовки композитного профиля, как уже указывалось ранее.
Благодаря отверждению заготовки композитного профиля и/или окутыванию сердцевины оболочкой достигается много преимуществ, как, например, повышение крутильной жесткости и увеличение предела прочности при сжатии перпендикулярно верхней поверхности заготовки, соответственно, композитного профиля. Предпочтительно, однако, полное отверждение композитного профиля не должно происходить, поскольку он подается на примыкающую экструзионную установку для изготовления прутка пружинных планок. Пропускную скорость в нагревательном устройстве при этом предпочтительно выбирать такой, чтобы стабильность внешней области оболочки была достаточно высокой, так что эта стабильность композитного профиля может сохраняться до входа в экструзионную установку, причем, в частности, полное отверждение вызывается посредством описанного процесса доотверждения.
Кроме того, в еще одном варианте выполнения предусмотрено, что соскабливание полимерного материала происходит посредством счищающего приспособления, соответственно, тянущего устройства, предпочтительно посредством счищающих втулок, предпочтительно пневматически. Такое соскабливание предусмотрено при этом, в частности, после обвивки волокон оболочки по меньшей мере одним опорным волокном, так что заготовка композитного профиля предпочтительно не имеет избыточного полимерного материала оболочки. Если этот материал затем снова используется в производственном процессе, то, в частности, наряду с восполняемостью, получается преимущество в том, что могут быть снижены расходы на изготовление.
В связи с этим следует сослаться на то, что в одном предпочтительном варианте осуществления способа для изготовления различных композитных профилей варьируется только толщина стенки материала, тогда как наружный диаметр сердцевины поддерживается постоянным. При этом согласно изобретению, преимуществом оказалось то, что способ изготовления сердцевины посредством экструзии пенопласта не требуется изменять, так что всегда используются одни и те же настройки экструдера. Вариация толщины композитного профиля получается при этом за счет изменения наружного диаметра оболочки. Эти различные наружные диаметры могут получаться путем нанесения на сердцевину слоя волокон оболочки различной толщины. В частности, за счет вариации толщины наносимого слоя можно обеспечить возможность влияния на механические свойства композитного профиля.
Далее, в другом предпочтительном варианте выполнения данное изобретение касается прутка пружинных планок, изготовленного из композитного профиля поточным методом. Композитный профиль снабжен оболочкой, причем оболочка окутывает и/или охватывает композитный профиль. Предлагаемое изобретением выполнение композитного профиля оказалось особенно предпочтительным прежде всего в комбинации с оболочкой, так как доотверждение композитного профиля происходит и после нанесения оболочки экструзией, а именно, в частности, до времени хранения внешне уже готовых и упакованных отдельных пружинных планок. Следовательно, предпочтительно композитный профиль не требуется полностью отверждать перед нанесением оболочки, так что может быть достигнута значительно более высокая пропускная скорость. Для нанесения оболочки уже имеется стабильная структура оболочки композитного профиля благодаря спиралевидной обвивке опорным волокном, даже если затвердела только внешняя часть оболочки композитного профиля. Этот композитный профиль, однако, является достаточно стабильным, чтобы его можно было подать к экструзионному инструменту, соответственно, к экструзионной установке, и чтобы заготовка композитного профиля не меняла свою форму из–за нанесения оболочки экструзией. Предлагаемым изобретением поточным методом может достигаться время прохождения по меньшей мере 4 м/мин, предпочтительно между 6 м/мин и 9 м/мин, тогда как при обычном процессе получения одноосно–ориентированного волокнистого пластика время прохождения лежит в диапазоне лишь между 1 м/мин и 3 м/мин. Нанесение оболочки на композитный профиль предпочтительно в том отношении, что тепло реакции, которое выделяется при экзотермической реакции образования полимерной сетки, если применяется подходящая реакционная смесь, может использоваться оптимально. Оболочка действует при этом теплоизоляционным образом, так что возникающее тепло реакции не отдается в окружающую среду, и поэтому способствует более быстрому отверждению композитного профиля.
В одном предпочтительном варианте осуществления способа предусмотрено, что после нанесения экструзией оболочки на композитный профиль непрерывная заготовка пружинной планки проводится через обогреваемый участок, который предпочтительно образован такой длины, что при повышенных пропускных скоростях достигается не полное, но почти полное отверждение композитного профиля и/или оболочки.
Предпочтительно оболочка, которая образуется экструзией, с одинаковой толщиной наносится на композитный профиль. Благодаря этому предотвращается образование односторонних скоплений материала в поперечном сечении, так что предотвращаются деформации прутка пружинных планок при более позднем охлаждении. Это предпочтительно прежде всего потому, что вызывает доотверждение только после выхода из экструзионной линии, соответственно, из экструзионной установки.
При этом понятно, что изготовление оболочки выполняется предпочтительно после классического завершения процесса получения одноосно–ориентированного волокнистого пластика. За счет улучшенного механического сцепления верхней поверхности композитного профиля с оболочкой достигается сцепление с геометрическим замыканием оболочки с композитным профилем, причем предотвращается дополнительное изменение формы как во время процесса отверждения, так и при хранении и/или при транспортировке.
Оболочка предпочтительно посредством экструдера наносится на композитный профиль, причем вслед за этим указанная непрерывная заготовка пружинной планки предпочтительно проходит через калибровочную емкость, чтобы дополнительно формовать наружный контур оболочки. Предпочтительно затем непрерывная заготовка пружинной планки направляется по меньшей мере в один охлаждающий бассейн, чтобы поддержать отверждение непрерывной заготовки пружинной планки. В частности, нет необходимости предпринимать вакуумное калибрование, поскольку композитный профиль в краевой области, соответственно, снаружи оказывает достаточную опору и, в частности, предотвращает образование утяжин оболочки.
В еще одном предпочтительном варианте осуществления способа предусмотрено, что, в частности, аналогично отводу заготовки композитного профиля, отвод снабженной оболочкой непрерывной заготовки пружинной планки осуществляется посредством второго тянущего устройства.
Далее, в одном предпочтительном варианте выполнения способа изготовления прутка пружинных планок предусмотрено, что пруток пружинных планок будет разделен, соответственно, поделен на отдельные пружинные планки посредством, в частности, движущегося совместно разделительного устройства. Это разделительное устройство может представлять собой, в конце концов, пильное устройство и/или режущее устройство, причем пруток пружинных планок должен быть еще не полностью затвердевшим внутри. Движущееся совместно разделительное устройство является предпочтительным для того, чтобы гарантировать непрерывное проведение способа. Отдельные пружинные планки применяются, например, для последующего образования реечного основания для укладки на него матраца и/или подушки дивана. Кроме того, такая пружинная планка предпочтительно может также использоваться для несущей конструкции, в частности, в автомобильной и/или мебельной промышленности.
Кроме того, данное изобретение касается композитного профиля, в частности, предусмотренного для применения в качестве усиливающего элемента, соответственно, армирующего стержня в предпочтительно термопластичном синтетическом полимерном материале и/или для применения в качестве армирующего стержня для пружинной планки, предпочтительно изготовленного вышеупомянутым способом, имеющего сердцевину и окружающую эту сердцевину по периметру оболочку, причем сердцевина содержит экструдированный, в частности, вспененный пластик и/или состоит из него.
Выполнение сердцевины в виде пены дает, в частности, технологические преимущества, так как тем самым могут достигаться повышенные пропускные скорости поточного производства, предпочтительно для изготовления прутка пружинных планок. Кроме того, предпочтительно экономятся затраты на материал, так как материал окружающей сердцевину оболочки не заполняет весь композитный профиль. В частности, достигаются те же механические характеристики, если сравнивать с композитным профилем, содержащим исключительно армированный стекловолокном пластик, так что, в частности, предлагаемый изобретением композитный профиль выдерживает такие же нагрузки. Если для изготовления оболочки применяется армированный волокном полимерный материал, то в отличие от уровня техники экономится до 50% армированного волокном полимерного материала.
Кроме того, предлагаемый изобретением композитный профиль легче по сравнению с трубой, в частности, жесткой, содержащей армированный волокном пластик. Дополнительно достигаются улучшенные изгибные свойства композитного профиля. Экструзия сердцевины дает то преимущество, что эта сердцевина может быть изготовлена экономичнее и эффективнее.
Рассматриваемые ниже предпочтительные варианты выполнения композитного профиля при этом следует понимать так, что свойства этого композитного профиля могут быть реализованы прежде всего посредством предлагаемого изобретением способа.
Предпочтительно за счет варьирования толщины стенки, соответственно, толщины наносимого слоя, соответственно, толщины слоя оболочки могут обеспечиваться различные, в частности, механические свойства композитного профиля, так что, в частности, могут быть созданы также композитные профили, имеющие «мягкие» и/или «жесткие» пружинящие свойства, за счет предлагаемого изобретением выполнения композитного профиля.
В одном предпочтительном варианте выполнения данного композитного профиля сердцевина выполнена как полое тело, предпочтительно по меньшей мере, по существу, как полый цилиндр, в частности, с толщиной стенки более 1 мм, предпочтительно более 2 мм, или как цельно тело, предпочтительно по меньшей мере, по существу, цилиндрической формы. В связи с этим наружный диаметр сердцевины может быть меньше или равен 30 мм, предпочтительно меньше или равен 20 мм, более предпочтительно меньше или равен 15 мм и, в частности, меньше или равен 10 мм.
Если сердцевина выполнена как полый цилиндр, соответственно, трубчатой формы, то оказалось, что можно сэкономить материал по сравнению с выполнением в виде цельного тела, вследствие чего, в частности, снижаются производственные затраты. Сердцевина может служить для закрепления, соответственно, для фиксации окружающей ее оболочки. Следовательно, сердцевина выполняет несущую функцию, причем она, в частности, не должна, однако, компенсировать механическое нагружение композитного профиля.
Другой аспект данного изобретения заключается в том, что сердцевина имеет меньшую плотность и/или меньшую объемную массу, и/или меньшую твердость, и/или меньшую жесткость, в частности, меньшую изгибную жесткость, чем оболочка. Эти вышеупомянутые свойства показывают, что механические нагружения предпочтительно воспринимаются окружающей сердцевину оболочкой, причем сердцевина, в частности, выполняет для оболочки опорную функцию.
Плотность при этом является частным от деления массы на объем. Она отличается от объемной массы, называемой также кажущимся удельным весом и/или кажущейся и/или геометрической плотностью, так как эта объемная масса показывает плотность пористого твердого тела, исходя из объема, включая объем пор. Различие этих двух плотностей опирается при этом на суммарную пористость материала.
Твердость, напротив, означает механическое сопротивление, которое одно тело оказывает проникновению другого тела. Жесткость же опирается на сопротивление тела упругой деформации, вызванной силой и/или моментом, в частности, изгибным моментом и/или закручивающим моментом. Вследствие разных воздействующих на тело моментов известны и разные формы жесткости, среди прочих это жесткость при растяжении, изгибная жесткость и крутильная жесткость. Изгибная жесткость при этом показывает, насколько велико абсолютное значение прогиба, соответственно, проседания нагруженного изгибом тела при заданной нагрузке.
Предпочтительно материал сердцевины имеет меньшую прочность и/или меньшую изгибную прочность, чем материал оболочки.
Прочность в отличие от твердости является характеристикой материала сердцевины, причем она указывает, насколько высока максимальная прочность при нагрузке, так что, в частности, предотвращается деформация.
Изгибная прочность аналогично прочности тоже касается материала сердцевины, причем она указывает, насколько велики действующие напряжения растяжения и/или сжатия внутри нагружаемого изгибным моментом тела, так что, в частности, предотвращается обрыв или истечение в краевом волокне.
Кроме того, сердцевина предпочтительно имеет сшиваемый и/или сшитый материал, предпочтительно эластомер и/или термореактивный, и/или термопластичный материал. Особенно предпочтительно, если сердцевина содержит термопластичный материал, в частности, частично кристаллический и/или аморфный термопластичный материал. Предпочтительно в качестве материала предусмотрен полиэтилен (PE).
Применение термопластичной пены, в частности, частично кристаллической и/или аморфной для сердцевины дает то преимущество, что предпочтительно процесс изготовления упрощается, так как, в частности, к термопластичным материалам предъявляется меньше требований по защите окружающей среды, чем, например, к термореактивным материалам.
Пенополиэтилен при этом, в частности, является закрытоячеистым материалом с отличными свойствами. В частности, обеспечиваются незначительная объемная масса, низкая плотность, низкое потребление сырья, отличная устойчивость к атмосферным воздействиям и сопротивление старению, и/или хорошая жаропрочность. Достаточно высокая жаропрочность необходима для пултрузии композитного профиля. Кроме того, сердцевина из полиэтилена является пластично деформируемой и может подаваться в непрерывный процесс пултрузии. Дополнительно обеспечивается предпочтительно хорошая звукоизоляция и теплоизоляция. Кроме того, пенополиэтилен имеет хорошее механическое демпфирование, очень хорошую стойкость к кислотам, щелочам и прочим химикалиям и низкую проницаемость для водяного пара. Вследствие низкой водопроницаемости получается, в частности, сниженное влагопоглощение. По сравнению с термореактивными пенами пенополиэтилен, в частности, более безопасен для окружающей среды и предпочтительно имеет меньшую стоимость материала.
При этом понимается, однако, что в конце концов могут применяться и другие материалы для изготовления сердцевины, предпочтительно, в частности, полистирол (PS) и/или полиэтилентерефлат (PET), и/или полихлорвинил (PVC), и/или полипропилен (PP). В качестве термореактивных пен возможны, в частности, содержащие полиуретаны (PU) пенопласты на основе смолы, и/или пены, содержащие фенопласты (PF).
Возможно также использование эластомерных материалов, причем материал может быть как крупноячеистым, так и мелкоячеистым. Кроме того, могут быть также предусмотрены термопластичные материалы с высокой температурой плавления, например, полиамид (PA) и/или сополимеры акрилонитрила, бутадиена и стирола (ABS), которые, в частности, экструдированы, но не вспенены.
Вышеупомянутые материалы для изготовления сердцевины предпочтительно применяются в вышеупомянутом способе в рамках процесса экструзии при изготовлении сердцевины.
Далее, в ходе проведенных экспериментов было установлено, что сердцевина имеет объемную массу более 180 кг/м3, предпочтительно более 220 кг/м3, в частности, больше или равную 250 кг/м3. Эти значения объемной массы дают очень хорошую пористость сердцевины, так что обеспечиваются улучшенные технологические свойства и/или опорные свойства сердцевины.
В связи с этим следует сослаться на то, что, аналогично вышеупомянутому способу изготовления композитного профиля, на внешней стороне оболочки может быть предусмотрено по меньшей мере одно спиралевидно проходящее по периметру опорное волокно. Это опорное волокно задает форму композитного профиля, так что можно отказаться от дополнительного инструмента для формования композитного профиля. Следовательно, формование предлагаемой изобретением заготовки композитного профиля может считаться проводимым без использования инструмента.
В одном предпочтительном варианте осуществления идеи данного изобретения предусмотрено, что опорное волокно содержит материал из пластика, в частности, синтетический полимер, предпочтительно полиэфирную пластмассу и/или состоит из нее. При этом полиэфирные нити, соответственно, полиэфирные филаментные нити и/или полиэфирные волокна технологически выгодны, поскольку они имеют небольшую стоимость по сравнению со стекловолокном. В ходе проведенных экспериментов было установлено, что применение полиэфирной нити приводит к отличным формообразующим свойствам заготовки композитного профиля. Кроме того, полиэфирное волокно предпочтительно является чрезвычайно устойчивым к раздиру и истиранию, так что оно может навиваться предпочтительно посредством намоточного устройства. Дополнительно к этому полиэфирная пластмасса предпочтительно является термостойкой, так что она не расплавляется, в частности, при последующем отверждении заготовки композитного профиля.
Кроме того, возможно также применение арамидов в качестве полимерного материала для опорного волокна. Арамиды отличаются своей вязкостью, прочностью при растяжении и своей небольшой массой.
Далее, было установлено, что опорное волокно предпочтительно имеет толщину и/или диаметр меньше или равный 1,5 мм, предпочтительно менее 1 мм, более предпочтительно менее 0,5 мм, в частности, меньше или равный 0,1 мм. Такая небольшая толщина опорного волокна дает при этом согласно изобретению то преимущество, что может быть снижена стоимость материала этого опорного волокна, которое должно иметься в наличии, причем одновременно обеспечивается улучшенное соединение композитного профиля с оболочкой для изготовления пружинной планки.
Кроме того, в ходе проведенных экспериментов было установлено, что расстояние между витками опорного волокна на композитном профиле больше или равно 1 мм, предпочтительно больше или равно 4 мм, более предпочтительно больше или равно 6 мм и, в частности, по меньшей мере, по существу, больше или равно 7 мм. Это указанное расстояние между витками обеспечивает наилучшее механическое соединение композитного профиля с оболочкой и задает при этом формование композитного профиля без необходимости использования избыточного материала опорного волокна.
В частности, композитный профиль может сжиматься посредством опорного волокна, причем у обвитых опорным волокном зон композитного профиля может быть меньший наружный диаметр по сравнению с не обвитыми зонами.
Само собой разумеется, что оболочка предпочтительно по меньшей мере, по существу, образована как трубчатое тело в виде полого цилиндра, так как композитный профиль тоже выполнен как цилиндрическое трубчатое тело, поскольку предусмотрена сердцевина тоже в виде цилиндрического тела. Формование заготовки композитного профиля осуществляется за счет обвивки опорным волокном, причем посредством этого способа изготовления могут получаться, в частности, стержневидные композитные профили.
Следовательно, получается, что этот композитный профиль предпочтительно по меньшей мере, по существу, имеет форму цилиндра, в частности, композитный профиль имеет наружный диаметр, который меньше или равен 40 мм, предпочтительно меньше или равен 16 мм, более предпочтительно меньше или равен 15 мм и, в частности, составляет по меньшей мере, по существу, 14 мм. Эти размеры композитного профиля подходят для изготовления разных пружинных планок, причем более толстые композитные профили имеют более высокую твердость и/или прочность и поэтому обеспечивают повышенную твердость и/или прочность пружинной планки. При применении меньших диаметров получается экономия материала, и тем самым снижение производственных затрат. В ходе проведенных экспериментов было установлено, что вышеупомянутые геометрические размеры обеспечивают отличную твердость и/или прочность при одновременно небольшой стоимости материала и, соответственно, изготовления.
Кроме того, было установлено, что оболочка предпочтительно имеет толщину стенки более 0,3 мм, предпочтительно более 0,8 мм, в частности, больше или равную 1 мм. Эта предпочтительная толщина стенки обеспечивает механическую нагружаемость композитного профиля при снижаемой стоимости материала. Чем меньше толщина оболочки, тем меньше расход материала для изготовляемого композитного профиля, причем, однако, толщина оболочки должна выбираться достаточно большой, так чтобы композитный профиль, в частности, благодаря своей оболочке выдерживал механические нагрузки.
В одном предпочтительном варианте осуществления идеи данного изобретения предусмотрено, что материал оболочки содержит полимерный материал, упрочненный углеродными волокнами и/или стекловолокном, и/или полимерными волокнами, предпочтительно арамидными волокнами, и/или текстильными волокнами, в частности, термореактивные и/или термопластичные пластики, предпочтительно полипропилен (PP), и/или эпоксидную смолу, и/или полиуретановую смолу, и/или полиэфирную смолу. Особенно предпочтительно, если материал оболочки содержит стекловолокна, а в качестве полимерного материала полиэфирную смолу. Эта смесь материалов оболочки создает композиционный материал, причем эти волокна комбинируются с системой смол, так что получается чрезвычайно прочный и/или жесткий материал. Волокна при этом обеспечивают, в частности, высокую прочность при растяжении и/или напряжение при сжатии. Смола же, напротив, передает срезающие нагрузки композитного профиля на все поперечное сечение. Специфические свойства оболочки при этом могут быть, в частности, подобраны так, чтобы обеспечивались очень хорошая химическая стойкость и/или небольшой вес, и/или термическая и/или электрическая изоляция.
И, наконец, данное изобретение касается пружинной планки с вышеупомянутым композитным профилем и оболочкой. При этом понимается, что пружинная планка и/или композитный профиль изготовляются, в частности, согласно вышеупомянутому способу.
Предпочтительно в качестве материала оболочки предусматривается полиэфирная смола. Применение полиэфирных смол, в частности, в этом отношении предпочтительно, так как полиэфирная смола обеспечивает повышенную твердость пластинчатого элемента. Кроме того, полиэфирная смола приводит к снижению стоимости материала и обеспечивает отличную устойчивость к утомлению. Твердость полиэфирных смол при этом реализовываться в широком диапазоне, в частности, причем могут также использоваться очень жесткие полиэфирные смолы.
В еще одном предпочтительном варианте выполнения пружиннйо планки оболочка имеет по меньшей мере одно, в частности, радиально отходящее плечо. Посредством такого плеча, в частности, образуется боковой выступ, который предпочтительно создает широкую поверхность прилегания, на которую может опираться, в частности, подушка дивана и/или матрац. Предпочтительно предусматривается зеркально–симметричное поперечное сечение профиля, в частности, относительно горизонтальной оси, как и относительно вертикальной оси.
Благодаря такому зеркально–симметричному выполнению оболочки, в частности, во время процесса охлаждения предотвращается перекашивание профиля с одной стороны, так как он с обеих сторон имеет одинаковые объемы, в частности, термопластичного материала, причем на плечи предпочтительно воздействуют одинаковые условия охлаждения.
За счет варьирования толщины стенки оболочки и/или оболочки композитного профиля могут получаться различные свойства при изгибе, в частности, так, что могут быть получены соответственно «жесткие» и/или «мягкие» пружинные планки.
Соединение композитного профиля с оболочкой является предпочтительным, так как получается зубчатое сцепление лежащей снаружи оболочки с композитным профилем. Зоны, открытые у обвитого композитного профиля, являются, следовательно, заполненными материалом оболочки, в частности, термопластичным пластиком. Следовательно, предпочтительно происходит надежное соединение между оболочкой и жгутом сердцевины, которое препятствует тому, что оба компонента во время процесса охлаждения, соответственно, процесса горячей посадки отделятся друг от друга. И вновь опорное волокно предпочтительно имеет формообразующее действие, так как оно препятствует последующему изменению формы, также и во время остального процесса отверждения.
Далее, данное изобретение касается применения предлагаемого изобретением композитного профиля для соединения с соединительным средством. При этом понимается, что композитный профиль выполнен согласно одному из вышеописанных вариантов осуществления. В конце концов, все вышеописанные преимущества и предпочтительные варианты выполнения могут быть отнесены и к предлагаемому изобретением применению.
В качестве соединительного средства может быть предусмотрен, в частности, винт. Предпочтительно это соединительное средство по меньшей мере на отдельных участках расположено в сердцевине. Сердцевина служит, следовательно, для приема соединительного средства. В частности, предусматривается силовое и/или геометрическое замыкание между сердцевиной и соединительным средством, так что, в частности, между сердцевиной и соединительным средством имеется прочное и одновременно разъемное соединение. В конце концов, сердцевина может служить своего рода дюбелем, который предназначен для приема соединительного средства, в частности, это соединительное средство по меньшей мере на отдельных участках прочно устанавливается в сердцевине. Материал сердцевины, предпочтительно пеноматериал может прилегать и/или прижиматься к соединительному средству, а соединительное средство в свою очередь проникает в материал сердцевины и сжимает его. Поскольку сердцевина выполнена как полое тело, то понятно, что соединительное средство тоже может располагаться в области и/или внутри свободного пространства, образованного выполненным в виде полого цилиндра профилем сердцевины. Следовательно, образованная как полое тело сердцевина может по меньшей мере на отдельных участках быть выполнена как резьба.
Согласно изобретению за счет выполнения композитного профиля в виде сердцевины и оболочки предоставляется возможность соединения, которая, в частности, реализуется в том случае, если этот композитный профиль используется в качестве армирующего стержня и/или усиливающего элемента. Предпочтительно при применении в качестве армирующего стержня и/или усиливающего элемента композитный профиль снабжается термопластичной и/или термореактивной защитной оболочкой и/или облицовкой. Следовательно, такой армирующий стержень и/или усиливающий элемент наряду с усилением одновременно может использоваться еще и как возможность соединения, в результате чего получается гибкая установка предлагаемого изобретением композитного профиля.
Согласно изобретению, создается множество возможностей применения. Только в качестве примера здесь можно назвать, что композитный профиль, в частности, армирующий стержень и/или усиливающий элемент с термопластичной и/или термореактивной защитной оболочкой может применяться как ограждающая система и/или облицовочная защита. При этом следует понимать, что разные армирующие стержни и/или усиливающие элементы могут устанавливаться рядом друг с другом и соединяться друг с другом предпочтительно соединительными средствами.
Армирующие стержни и/или усиливающие элементы могут устанавливаться рядом друг с другом посредством других соединительных средств, в частности, ответвительных средств, предпочтительно с множеством резьбовых элементов и/или отверстий для размещения композитного профиля и/или армирующего стержня, и/или усиливающего элемента, например, посредством тройника. Кроме того, такой армирующий стержень и/или усиливающий элемент предпочтительно с термопластичной и/или термореактивной защитной оболочкой может применяться в качестве усилителя крыши, в частности, усилителя крыши автомобиля, в частности, размещение на крыше может обеспечиваться посредством соединительного средства с силовым и/или с геометрическим замыканием, предпочтительно с помощью винта и композитного профиля.
Далее, вышеупомянутая возможность применения композитного профиля может использоваться также и области реечных оснований, в частности, в системе реечного дна мебели, и/или в качестве систем деталей для стеллажей. Кроме того, согласно изобретению, появляется возможность применения для создания поднутрения при литье под давлением.
Кроме того, следует понимать, что в вышеупомянутых интервалах и границах диапазонов содержатся все промежуточные интервалы и отдельные интервалы, и их следует считать раскрытыми как существенные для изобретения, даже если эти промежуточные интервалы и отдельные значения конкретно указаны не были.
Другие признаки, преимущества и возможности применения данного изобретения получаются из нижеследующего описания примеров выполнения в связи с чертежами, а также из самих чертежей. При этом все описанные и/или представленные на чертежах признаки сами по себе или в любой комбинации образуют предмет данного изобретения независимо от их взаимосвязей в пунктах формулы изобретения или от их зависимостей.
На чертежах представлено следующее.
Фиг. 1A схематичный вид поперечного сечения предлагаемого изобретением композитного профиля;
Фиг. 1B схематичный вид поперечного сечения еще одного варианта выполнения предлагаемого изобретением композитного профиля;
Фиг. 2 схематичный вид предлагаемого изобретением композитного профиля;
Фиг. 3 трехмерное схематичное изображение предлагаемого изобретением композитного профиля;
Фиг. 4 схематичное продольное сечение предлагаемого изобретением прутка пружинных планок;
Фиг. 5 схематичный вид поперечного сечения предлагаемого изобретением прутка пружинных планок, соответственно, предлагаемой изобретением пружинной планки;
Фиг. 6 трехмерный схематичный вид предлагаемой изобретением пружинной планки; и
Фиг. 7 (схематичная) блок–схема способа изготовления предлагаемого изобретением композитного профиля, соответственно, способа изготовления предлагаемой изобретением пружинной планки.
Предлагаемый изобретением способ в дальнейшем разъясняется со ссылкой на блок–схему по Фиг. 7 и со ссылкой на Фиг. 1 – Фиг. 6, причем установка для изготовления предлагаемого изобретением композитного профиля 3 не показана.
Композитный профиль 3 по Фиг. 1 имеет сердцевину 1 и охватывающую сердцевину 1 оболочку 2, причем оболочка 2 содержит волокна 4 оболочки, которые укладываются по периметру вокруг сердцевины 1. В соответствии со способом согласно первому варианту способа предусмотрено, что вслед за нанесением волокон 4 оболочки на сердцевину 1 по меньшей мере одно опорное волокно 5 навивается вокруг уложенных волокон 4 оболочки посредством намоточного устройства для изготовления композитной заготовки 6 для профиля. Заготовка 6 композитного профиля отличается от композитного профиля 3 тем, что она затвердела еще не полностью, причем осуществляется предварительное формование, соответственно, формование посредством опорного волокна 5. Эта обвивка оболочки 2 опорным волокном 5 с наружной стороны показана на Фиг. 2 и Фиг. 3.
Опорное волокно 5 при этом с приданием формы укладывается вокруг оболочки 2 таким образом, что можно отказаться от дополнительного формования с помощью другого формующего инструмента. На Фиг. 2 поясняется, что опорное волокно 5 выступает над внешней стороной 10 оболочки 2, так что получаются контуры, соответственно, углубления 12 между отдельными промежутками между витками 7 на внешней стороне 10 оболочки 2.
На чертежах не показано, что в еще одном варианте выполнения материал композитного профиля 3 может сжиматься посредством опорного волокна 5. В этом не представленном варианте выполнения предусмотрено, что композитный профиль 3 в обвитых опорным волокном 5 зонах имеет уменьшенный наружный диаметр. Вместо углублений 12 в не обвитых зонах композитного профиля 3 предусмотрены, тем самым, возвышения.
Далее, не показано также, что сжатие материала оболочки 2 и/или сердцевины 1 посредством опорного волокна 5 может быть осуществлено также в нагревательном устройстве.
Между сердцевиной 1 и оболочкой 2 в представленном примере выполнения нет никакого дополнительного клеевого слоя. Кроме того, предотвращается также место стыка в оболочка 2, так как в соответствии со способом предусмотрено, что жгут сердцевины 1 поточным методом непрерывно подается в установку для изготовления композитного профиля 3. Сердцевина 1 выполняет для оболочки 2 опорную, соответственно, фиксирующую функцию, причем сердцевина 1 не обязательно должна быть соединена с оболочкой 2 с замыканием по материалу.
В блок–схеме способа на этапе A в представленном примере выполнения предусмотрено, что сначала сердцевина 1 непрерывно изготовляется путем экструзии пенопласта с помощью по меньшей мере одного экструдера. Экструзия сердцевины может быть предусмотрена также независимо или, соответственно, альтернативно обвивке волокон 4 оболочки опорным волокном 5. Представленный пример выполнения по Фиг. 7 представляет собой комбинацию обоих вариантов осуществления способа.
Этапы B и C по Фиг. 7 включают в себя подготовку оболочки 2, причем волокна 4 оболочки растягиваются в распорном устройстве на этапе B. Это распорное устройство содержит шпулярник, с которого снимаются отдельные волокна 4 оболочки, причем эти волокна 4 оболочки перед входом в шпулярник находились на шпулярнике намотанными в отдельные шпули. Отдельные волокна 4 оболочки затем на этапе C обрабатываются в пропиточной ванне, соответственно, в импрегнирующем растворе, причем осуществляется окутывание каждого отдельного волокна 4 оболочки материалом оболочки 2, в частности, полимерным материалом.
Импрегнирующая ванна при этом может быть выполнена таким образом, что смола оболочки 2 в импрегнирующем растворе длительное время остается жидкой.
Изготовленная на этапе A сердцевина 1 на этапе D подается в установку для изготовления композитного профиля 3, причем волокна 4 оболочки, предпочтительно проходя продольно в направлении изготовления, укладываются вокруг сердцевины 1. При этом эти волокна 4 оболочки прилегают к внешней стороне 13 сердцевины 1, так что сердцевина 1 поддерживает волокна 4 оболочки.
Формование происходит на этапе E путем обвивки оболочки 2 с ее внешней стороны 10 по меньшей мере одним опорным волокном 5. Спиралевидная обвивка опорным волокном 5 обеспечивает, что промежуточная область, т.е. углубления 12 свободны от обвивки. Опорное волокно 5 при этом в представленном варианте выполнения спиралевидно укладывается вокруг внешней стороны 10 оболочки 2, так что расстояние между витками 7 составляет между 1 и 15 мм, а в других вариантах – между 2 и 10 мм. Получающаяся таким образом заготовка 6 композитного профиля в результате предварительно сформована.
При обвивке композитной заготовки 6 для профиля опорным волокном 5 эта заготовка 6 композитного профиля в представленном варианте выполнения затвердела еще не полностью, в частности, смола оболочки 2 затвердела еще не полностью.
Обвитая опорным волокном 5 заготовка 6 композитного профиля на этапе F подается в нагревательное устройство, так что внешняя сторона 10 оболочки 2 может затвердеть.
На входе в обогреваемый участок имеет место высокая температура разогрева, чтобы очень быстро запустить химическую реакцию реактивной смолы, которая приводит к отверждению. Затем на этапе G температура в обогреваемом участке поддерживается максимально постоянной, чтобы начавшаяся химическая реакция продолжалась. Через обогреваемый участок заготовка 6 композитного профиля проводится максимально бесконтактно, разве что она опирается на несколько опорных роликов, так что в отличие от пултрузии не требуется никаких высоких тянущих усилий.
После обогреваемого участка на этапе H предусмотрено, что композитный профиль 3 полностью отверждается, причем он согласно одному не представленному варианту выполнения посредством разделительного приспособления может разделяться на отдельные профили, и, тем самым, может промежуточно храниться.
Далее, на этапе H может быть предусмотрено, что заготовка 6 композитного профиля, которая затвердела еще не полностью, подается на другие устройства для изготовления прутка 8 пружинных планок. При этом не обязательно должно быть предусмотрено, чтобы реакция отверждения композитной заготовки 6 для профиля полностью закончилась. Несмотря на поверхностное охлаждение оболочки 2 с наружной стороны реакция экзотермического отверждения, которая продолжается внутри композитной заготовки 6 для профиля, не прерывается.
Этапы I – M включают в себя изготовление прутка 8 пружинных планок, соответственно, пружинной планки 11. При этом понимается, что в одном не представленном примере выполнения тоже может быть предусмотрено, что указанный способ после этапа H заканчивается, причем заготовка 6 композитного профиля после полного отверждения дает композитный профиль 3.
На показанной блок–схеме способа по Фиг. 7 предусмотрены, однако, этапы изготовления пружинной планки 11. Композитный профиль 3 на этапе I снабжается оболочкой 9 прутка 8 пружинных планок. При этом предусмотрено, что композитный профиль 3 непрерывно поточным методом подается на изготовление прутка 8 пружинных планок. Оболочка 9 может при этом экструдироваться на композитный профиль 3. Нанесение оболочки 9 экструзией на композитный профиль 3 имеет характер классического процесса экструзии.
Следовательно, непрерывная заготовка 14 пружинной планки после нанесения оболочки 9 на этапе J проходит через калибровочную емкость, чтобы дополнительно сформовать наружный контур оболочки 9 и поддержать при отверждении. После калибровочной емкости на этапе K предусмотрено, что непрерывная заготовка 14 пружинной планки проходит через по меньшей мере один охлаждающий бассейн, так что эта оболочка 9 полностью затвердевает. Не предусмотрено никакого вакуумного калибрования, а также оно не является необходимым, поскольку композитный профиль 3 служит достаточной опорой и уже предотвращает образование утяжин оболочки 9.
На этапе L предусмотрен отвод снабженной оболочкой непрерывной заготовки 14 пружинной планки посредством по меньшей мере одного тянущего устройства, после чего непрерывная заготовка 14 пружинной планки на этапе M подается на разделительную установку. Эта разделительная установка в одном не представленном здесь разделительном устройстве содержит движущееся совместно пильное устройство, чтобы отдельные пружинные планки 11 отделять от прутка 8 пружинных планок. Движущееся совместно пильное устройство необходимо при непрерывном поточном процессе, так что способ прерывать не требуется.
Кроме того, согласно всем представленным примерам выполнения предусмотрен композитный профиль 3, который предназначен для применения в пружинной планке 11. Пружинная планка 11 в одном не представленном примере выполнения может быть частью реечного основания для укладывания матраца или подушки дивана. Композитный профиль 3 при этом в представленном варианте выполнения изготовлен согласно вышеупомянутому способу и в соответствии с этим имеет сердцевину 1 и окружающую эту сердцевину 1 по периметру оболочку 2. При этом сердцевина 1 содержит экструдированный вспененный пластик.
При не представленном здесь применении композитного профиля 3 для пружинной планки 11, в частности, для реечного основания, этот композитный профиль 3, соответственно, оболочка 2 принимает на себя несущие свойства всей пружинной планки 11. Показанная в этом примере выполнения пружинная планка 11 обеспечивает высокую несущую способность при применении в качестве реечного основания. Сердцевина 1 при этом не ухудшает несущую способность, она несет лишь опорную и, соответственно, фиксирующую функцию для оболочки 2.
На Фиг. 1 показано, что сердцевина 1 может быть выполнена как цельное тело (Фиг. 1A) или как полое тело (Фиг. 1B). Толщина стенки полого тела сердцевины 1 по Фиг. 1B составляет более 1 мм, а в других вариантах выполнения – более 2 мм. Наружный диаметр сердцевины 1 при этом меньше или равен 30 мм, а в других вариантах выполнения он меньше или равен 20 мм.
Сердцевина 1 при этом содержит материал, который экструдируется, а в других вариантах выполнения вспенивается. Кроме того, сердцевина 1 в представленном примере выполнения содержит термопластичный материал, в данном случае полиэтилен (PE). При других, не представленных здесь вариантах выполнения возможно использование других термопластичных пластиков, например, полистирола (PS) и/или полиэтилентерефлата (PET), и/или полихлорвинила (PVC), и/или полипропилена (PP), и/или термореактивных пластиков.
Кроме того, здесь не представлено, что материал сердцевины 1 содержит сшитый и/или сшиваемый материал, причем в качестве сшитого, соответственно, сшиваемого материала может использоваться эластомер и/или термопластичный материал, и/или термореактивный материал. При других вариантах выполнения в качестве материала могут применяться полиамид (PA) и/или сополимеры акрилонитрила, бутадиена и стирола (ABS), которые, в частности, не вспенены. Пористость сердцевины 1 при этом среди прочего может характеризоваться по объемной массе при известной плотности, соответственно, истинному удельному весу материала сердцевины 1. Объемная масса сердцевины 1 при этом больше 180 кг/м3, предпочтительно больше 220 кг/м3, в частности, больше или равна 250 кг/м3.
Для формования композитного профиля 3 предусмотрено опорное волокно 5, спиралевидно проходящее по периметру вокруг внешней стороны 10 оболочки 2, как это явствует из Фиг. 2 и Фиг. 3. Опорное волокно 5 при этом полностью берет на себя формование композитной заготовки 6 для профиля. Опорное волокно 5 содержит при этом материал из пластика, в показанном примере выполнения синтетический полимер, здесь полиэфирную пластмассу. В одном не представленном здесь варианте выполнения предусмотрено, что этот материал содержит арамиды и/или состоит из них.
Глубина углублений 12 обусловлена толщиной и/или диаметром опорного волокна 5, у которого толщина и/или диаметр опорного волокна 5 меньше или равны 1,5 мм, а в других вариантах выполнения – меньше 0,3 мм. В соответствии с этим максимальная глубина углублений 12 в представленном примере выполнения меньше или равна 1,5 мм.
В еще одном не представленном здесь варианте выполнения предусмотрено, что не обвитые зоны композитного профиля 3, которые не имеют опорного волокна 5, вместо углублений 12 имеют возвышения. Высота этих возвышений при этом может быть выбрана более 0,3 мм, а в других вариантах выполнения – большей или равной 1,5 мм. При этом в обвитых опорным волокном 5 зонах композитного профиля 3 может быть предусмотрено сжатие материала композитного профиля 3.
Расстояние между витками 7 опорного волокна 5 на внешней стороне 10 оболочки 2 показывает при этом, как велико наибольшее возможное расстояние между витками 7 при выполняемом формовании композитной заготовки 6 для профиля и минимальном расходе материала опорного волокна 5. Расстояние между витками 7 при этом больше или равно 1 мм, а в других вариантах выполнения больше или равно 4 мм и/или по меньшей мере, по существу, больше или равно 7 мм.
На Фиг. 1 показано, что сердцевина 1 выполнена как трубка круглого сечения, так что за счет обкладывания волокнами 4 оболочки композитный профиль 3 по меньшей мере, по существу, принимает форму цилиндра, причем наружный диаметр композитного профиля 3 при этом меньше или равен 40 мм, а в других вариантах выполнения он меньше или равен 16 мм и/или по меньшей мере, по существу, меньше или равен 14 мм. Разность между наружным диаметром композитного профиля 3 и наружным диаметром сердцевины 1 равна двойной толщине стенки оболочки 2. Толщина стенки оболочки 2 при этом больше 0,3 мм, а в других вариантах выполнения больше 0,8 мм.
За счет различных значений толщины стенки оболочки 2 могут обеспечиваться различные свойства при изгибе пружинной планки 11, так что могут быть получены соответственно «жесткие» и «мягкие» пружинные планки.
Материал оболочки 2 в представленном примере выполнения содержит упрочненную стекловолокном полиэфирную смолу. В других, не представленных здесь вариантах выполнения предусмотрено применение материала, который содержит полимерный материал, упрочненный углеродными волокнами и/или полимерными волокнами, предпочтительно арамидными волокнами и/или текстильными волокнами, причем могут использоваться термореактивные пластики и/или термопластичные пластики, и/или эпоксидная смола, и/или смола, содержащая полиуретаны (PU). В случае термопластичных пластиков в качестве материала может быть предусмотрен полипропилен (PP).
Далее, в представленном примере выполнения показана пружинная планка 11, которая содержит композитный профиль 3 с оболочкой 9. Оболочка 9 при этом содержит термопластичный пластик. В других, не поясняемых здесь вариантах выполнения предусмотрено применение термореактивного пластика и/или других термопластичных пластиков. В представленном примере выполнения предусмотрено, что термопластичный пластик содержит полипропилен (PP).
Материал оболочки 9 укладывается при этом вокруг внешней стороны 10 оболочки 2 композитного профиля 3, соответственно, в углубления 12. Оболочка 9 окружает композитный профиль 3 по всему периметру. Пруток 8 пружинных планок показан на Фиг. 5, соответственно, пружинная планка 11 показана на Фиг. 5 и Фиг. 6. За счет заполнения углублений 12 материалом оболочки 9 создается механическое сцепление, соответственно, зубчатое сцепление лежащей снаружи оболочки 2 композитного профиля 3 с оболочкой 9. Это надежное соединение препятствует тому, что при охлаждении термопластичной оболочки 9 и композитного профиля 3 оба этих компонента вследствие различных усадочных свойств отделятся друг от друга или, соответственно, сдвинутся относительно друг друга. В представленном варианте выполнения предусмотрено в соответствии со способом не обязательно полное отверждение композитного профиля 3 перед подачей оболочки 9 в экструзионную установку для изготовления прутка 8 пружинных планок, так что процесс отверждения внутри композитного профиля 3 при известных обстоятельствах продолжается после изготовления прутка 8 пружинных планок. Однако, вследствие сцепления с геометрическим замыканием оболочки 9 с композитным профилем 3 предотвращается дальнейшее изменение формы также и во время остаточного процесса отверждения при хранении или при транспортировке.
Здесь следует, однако, отметить, что заготовка 6 композитного профиля уже в своем первоначальном состоянии является формостабильной за счет опорного волокна 5. Композитный профиль 3 при этом стабилен к прогибу при продольной нагрузке. Краевые слои композитного профиля 3 затвердели перед входом в экструзионную установку оболочки 9 и без проблем выдерживают давление расплава экструзионной установки.
Согласно Фиг. 5 и Фиг. 6 в отношении пружинной планки 11 пояснено, что оболочка 9 имеет по меньшей мере одно радиально выступающее плечо 15. В представленном варианте выполнения эта оболочка 9 на противолежащих сторонах имеет по одному плечу 15, 16. Эти плечи 15, 16 у готовой пружинной планки 11 предоставляют в распоряжение увеличенную поверхность прилегания реечного основания для матраца или для подушки дивана. При этом механические нагрузки на пружинную планку 11 воспринимаются и компенсируются оболочкой 9, соответственно, оболочкой 2. Несущая способность при этом реализуется в основном или, соответственно, исключительно оболочкой 2.
Сердцевина 1 не должна брать на себя никаких нагрузок, она служит опорой или, соответственно, выполняет фиксирующую функцию для оболочки 2. Оболочка 9 расположена симметрично относительно горизонтальной и относительно вертикальной осей поперечного сечения, так что предотвращаются скопления материала с одной стороны в поперечном сечении, благодаря чему предотвращаются деформации пружинной планки при более позднем охлаждении. Плечи 15, 16 имеют закругленную вытянутую, эллипсообразную форму поперечного сечения. В представленном варианте выполнения они имеют также два углубления 17, от которых можно, однако, и отказаться. Такое углубление 17 на Фиг. 5 имеет форму поперечного сечения в виде отрезка дуги и, тем самым, создает волнообразное завершение плеч 15, 16 в поперечном сечении.
Не представлено на чертежах и то, что композитный профиль 3 может использоваться для присоединения соединительным средством, в частности, винтом. Кроме того, не показано, что соединительное средство может быть расположено по меньшей мере на отдельных участках в сердцевине 1. Это относится как к случаю выполнения сердцевины 1 в виде цельного тела, так и в виде полого тела. При выполнении в виде полого тела свободная зона, соответственно, полость сердцевины 1 может в итоге выступать в качестве резьбы для соединительного средства. Сердцевина 1 композитного профиля 3 выступает как своего рода дюбель для соединительного средства.
В связи с этим следует понимать, что множество композитных профилей 3 и/или пружинных планок 11, и/или содержащих композитный профиль 3 армирующих стержней и/или усиливающих элементов, предпочтительно с термопластичной и/или термореактивной оболочкой 9 и/или защитной оболочкой могут располагаться рядом с другом с помощью дополнительных соединительных средств. Так, может предусмотрено, что соединительное средство, в частности, винт или подобный элемент располагается в сердцевине 1 и одновременно в другом соединительном средстве, в частности, в ответвительном средстве для соединения с другими армирующими стержнями и/или усиливающими элементами, и/или пружинными планками 11, и/или композитными профилями 3. Это ответвительное средство может иметь несколько приемных отверстий.
К тому же, не представлены возможные области применения композитного профиля 3. В частности, не представлено, что композитный профиль 3 и/или пружинная планка 11, и/или усиливающий элемент, и/или армирующий стержень с предпочтительно термопластичной и/или термореактивной защитной оболочкой, соответственно, оболочкой 9 может использоваться как ограждающая система, облицовочная защита, элемент крепления крыши, реечное основание, в частности, система реечного дна, система деталей для стеллажей, и/или для создания поднутрения при литье под давлением.
Перечень ссылочных обозначений
1 сердцевина
2 оболочка
3 композитный профиль
4 волокна оболочки
5 опорные волокна
6 заготовка композитного профиля
7 расстояние между витками
8 пруток пружинных планок
9 оболочка
10 наружная сторона оболочки
11 пружинная планка
12 углубления
13 наружная сторона сердцевины
14 непрерывная заготовка пружинных планок
15 плечо
16 плечо
17 углубления
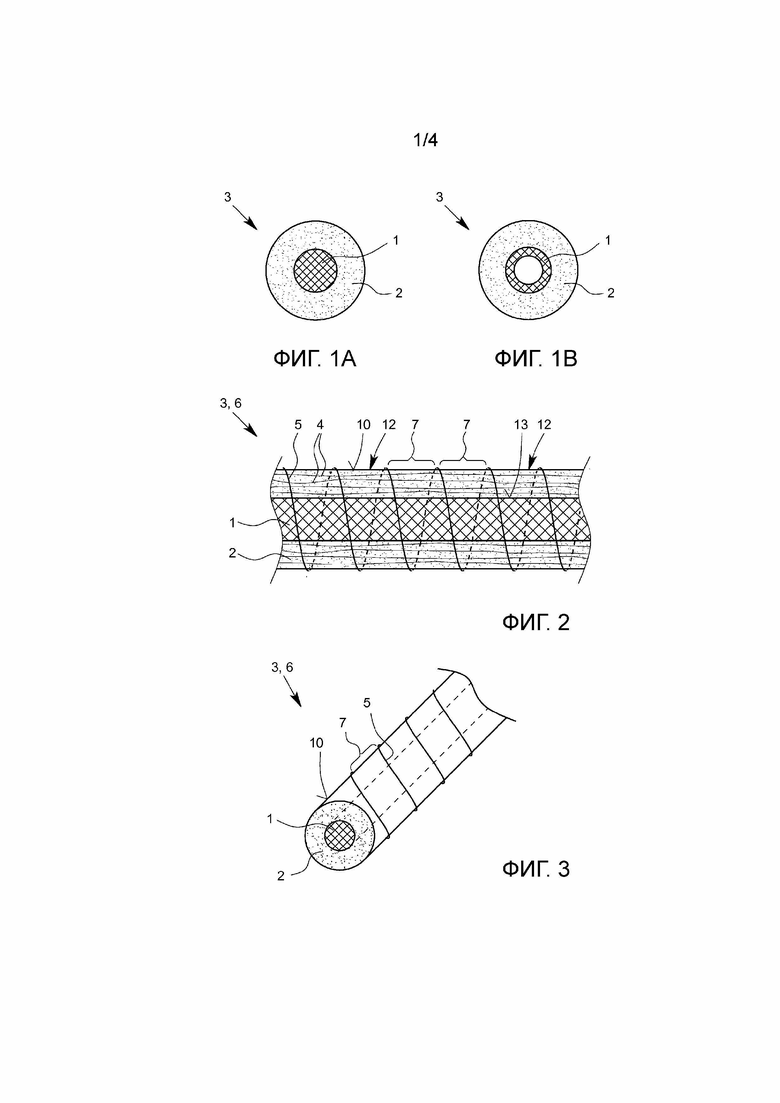
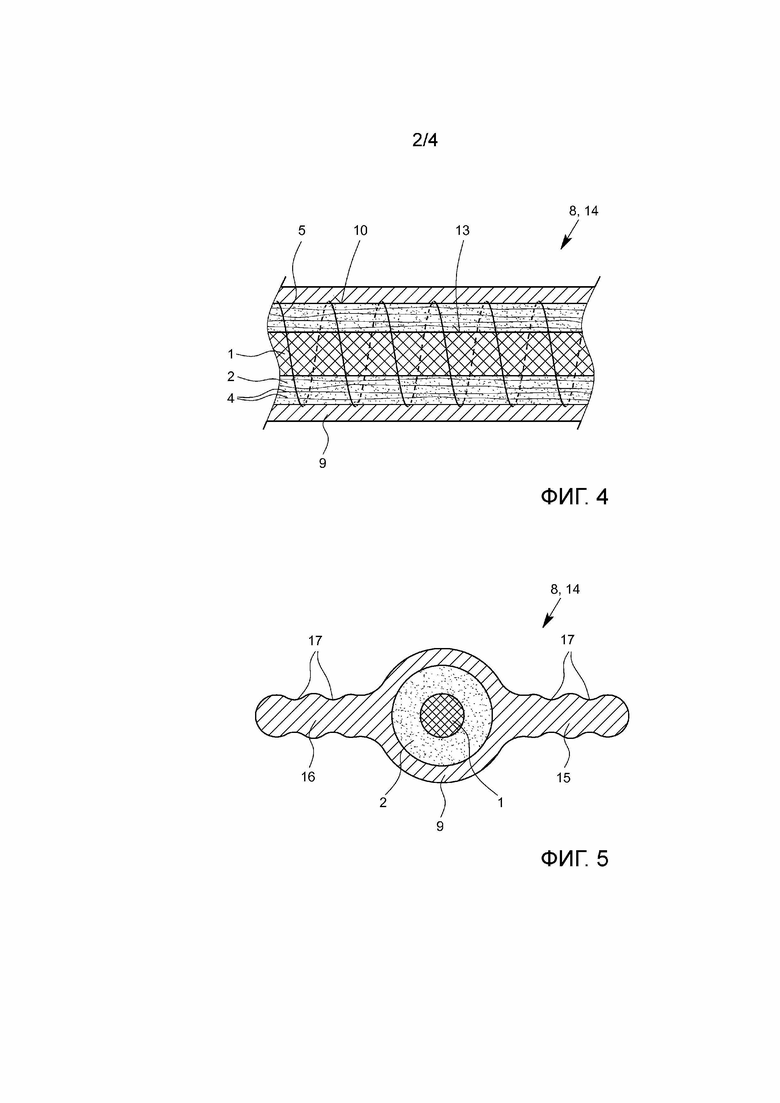
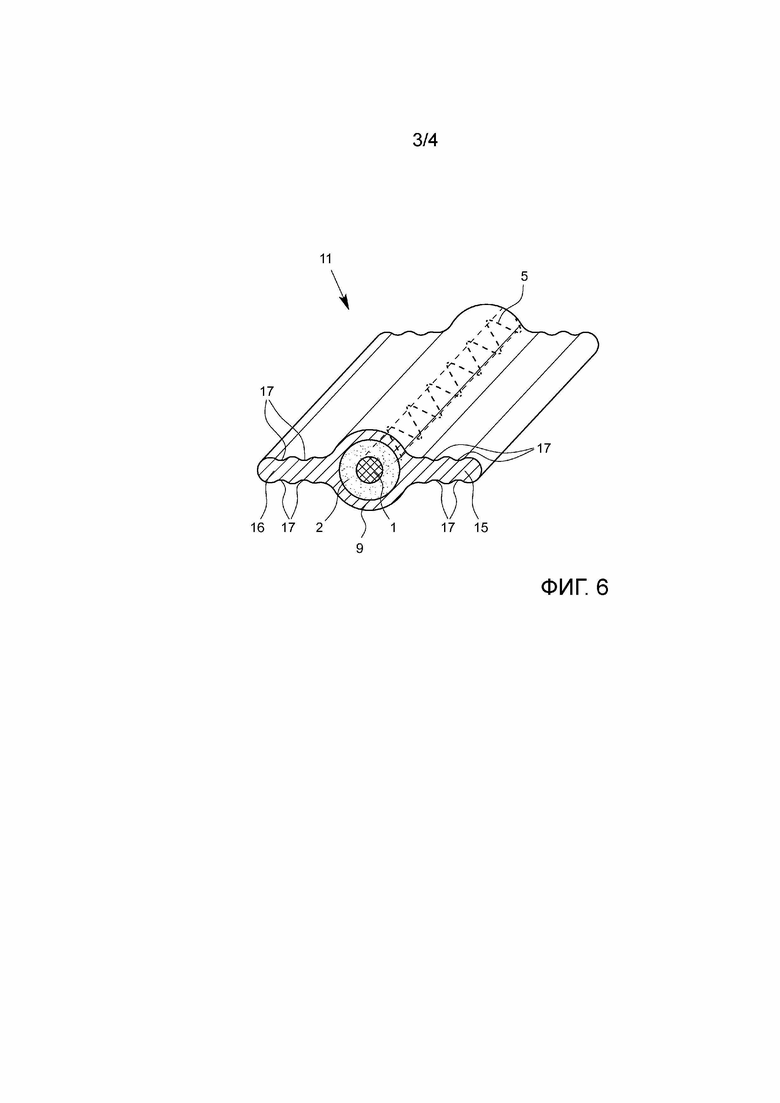
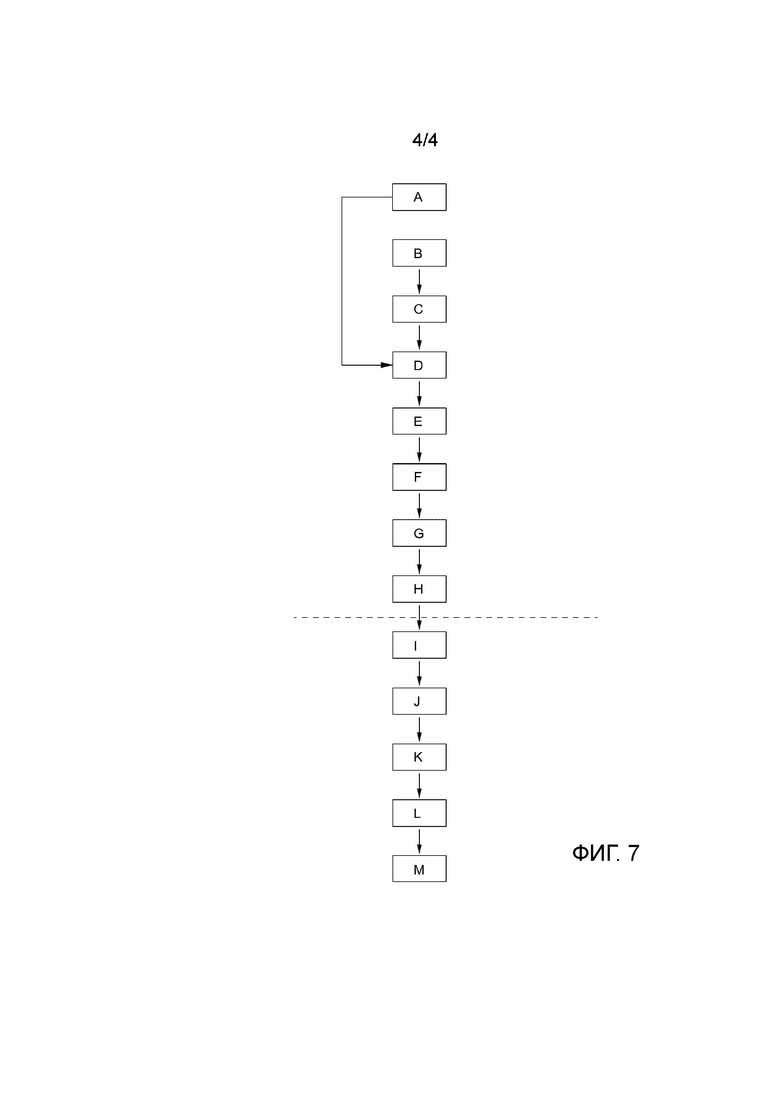
Группа изобретений относится к композитному профилю, способу его изготовления и применению, а также к пружинной планке с композитным профилем. Оболочка содержит волокна оболочки, которые укладывают по периметру вокруг сердцевины, причем вслед за нанесением волокон оболочки на сердцевину вокруг размещенных волокон оболочки навивают по меньшей мере одно опорное волокно посредством намоточного устройства для изготовления предварительно сформованной заготовки композитного профиля. Сердцевину изготовляют путем экструзии пенопласта непрерывно с помощью по меньшей мере одного экструдера. Группа изобретений обеспечивает повышение физико-механических показателей изделий. 4 н. и 9 з.п. ф-лы, 8 ил.
1. Способ изготовления имеющего сердцевину (1) и оболочку (2) композитного профиля (3), в частности, предназначенного для применения в качестве усиливающего элемента или, соответственно, армирующего стержня в предпочтительно термопластичном, синтетическом полимерном материале, и/или для применения в качестве армирующего стержня для пружинной планки (11), причем оболочка (2) содержит волокна (4) оболочки, которые укладывают по периметру вокруг сердцевины (1), причем вслед за нанесением волокон (4) оболочки на сердцевину (1) вокруг размещенных волокон (4) оболочки навивают по меньшей мере одно опорное волокно (5) посредством намоточного устройства для изготовления предварительно сформованной заготовки (6) композитного профиля и причем сердцевину (1) изготовляют путем экструзии пенопласта непрерывно с помощью по меньшей мере одного экструдера.
2. Способ по п. 1, отличающийся тем, что сердцевину (1) в виде жгута подают поточным методом.
3. Способ по любому из предыдущих пунктов, отличающийся тем, что опорное волокно (5) навивают спиралевидно с расстоянием между соседними витками (7), составляющим от 1 до 15 мм, предпочтительно от 2 до 10 мм, более предпочтительно по меньшей мере, по существу, от 5 до 7 мм.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что из композитного профиля (3) поточным методом изготовляют пруток (8) пружинных планок, причем этот композитный профиль (3) снабжают оболочкой (9), которую, в частности, наносят экструзией.
5. Композитный профиль (3), в частности, предназначенный для применения в качестве усиливающего элемента, соответственно, армирующего стержня в предпочтительно термопластичном, синтетическом полимерном материале и/или для применения в качестве армирующего стержня для пружинной планки (11), предпочтительно изготовленный вышеупомянутым способом, содержащий сердцевину (1) и окружающую эту сердцевину (1) по периметру оболочку (2), причем сердцевина (1) содержит экструдированный, в частности, вспененный пластик и/или состоит из него, причем на внешней стороне (10) оболочки (2) предусмотрено по меньшей мере одно спиралевидно проходящее по периметру опорное волокно (5) и причем расстояние между витками (7) опорного волокна (5) на композитном профиле (3) больше или равно 1 мм.
6. Композитный профиль по п. 5, отличающийся тем, что сердцевина (1) образована в виде полого тела, предпочтительно по меньшей мере, по существу, как полый цилиндр, в частности, с толщиной стенки более 1 мм, предпочтительно более 2 мм, или как цельное тело, предпочтительно по меньшей мере, по существу, цилиндрической формы, причем, в частности, наружный диаметр сердцевины (1) меньше или равен 30 мм, предпочтительно меньше или равен 20 мм, более предпочтительно меньше или равен 15 мм и, в частности, меньше или равен 10 мм.
7. Композитный профиль по п. 5 или 6, отличающийся тем, что сердцевина (1) содержит сшиваемый и/или сшитый материал, предпочтительно эластомер, и/или термореактивный и/или термопластичный материал, в частности, частично кристаллический и/или аморфный термопластичный материал, предпочтительно содержит термопластичный материал, предпочтительно полиэтилен (PE) и/или полистирол (PS), и/или полиэтилентерефлат (PET), и/или полихлорвинил (PVC), и/или полипропилен (PP), и/или что сердцевина (1) имеет объемную массу более 180 кг/м3, предпочтительно свыше 220 кг/м3, в частности, большую или равную 250 кг/м3.
8. Композитный профиль по любому из пп. 5-7, отличающийся тем, что опорное волокно (5) содержит материал из пластика, в частности, синтетический полимер, предпочтительно полиэфирную пластмассу, и/или арамиды, и/или состоит из них.
9. Композитный профиль по любому из пп. 5-8, отличающийся тем, что опорное волокно (5) имеет толщину и/или диаметр меньше или равный 1,5 мм, предпочтительно меньше 1 мм, предпочтительно менее 0,5 мм, в частности, меньший или равный 0,1 мм, и/или что расстояние между витками (7) опорного волокна (5) на композитном профиле (3) больше или равно 4 мм, более предпочтительно больше или равно 6 мм и, в частности, по меньшей мере, по существу, больше или равно 7 мм.
10. Композитный профиль по любому из пп. 5-9, отличающийся тем, что этот композитный профиль (3) имеет форму по меньшей мере, по существу, цилиндра, причем, в частности, этот композитный профиль (3) имеет наружный диаметр, который меньше или равен 40 мм, предпочтительно меньше или равен 16 мм, более предпочтительно меньше или равен 15 мм и, в частности, по меньшей мере, по существу, меньше или равен 14 мм.
11. Композитный профиль по любому из пп. 5-10, отличающийся тем, что оболочка (2) имеет толщину стенки более 0,3 мм, предпочтительно более 0,8 мм, в частности, больше или равную 1 мм, и/или что материал оболочки (2) содержит полимерный материал, упрочненный углеродными волокнами и/или стекловолокном, и/или полимерными волокнами, предпочтительно арамидными волокнами, и/или текстильными волокнами, предпочтительно стекловолокном, в частности, содержит термореактивные и/или термопластичные пластики, предпочтительно полипропилен (PP), и/или эпоксидную смолу и/или смолу, содержащую полиуретаны (PU), и/или полиэфирную смолу.
12. Пружинная планка (11) с композитным профилем (3) по любому из пп. 5-11 и с оболочкой (9), содержащей, в частности, термопластичный пластик, предпочтительно полипропилен (PP), и/или термореактивный пластик.
13. Применение композитного профиля (3) по любому из пп. 5-11 для соединения соединительным средством, предпочтительно винтом, причем, в частности, это соединительное средство по меньшей мере на отдельных участках расположено в сердцевине (1).
| Способ дуговой точечной сварки в струе защитного газа | 1954 |
|
SU115763A1 |
| ПРОФИЛЬ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С СЕРДЦЕВИНОЙ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
RU2067538C1 |
| DE 102015117434 B3, 02.02.2017 | |||
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2438828C2 |

