Изобретение относится к пакетированным продуктам с тканевым основанием, сложенным в «форме подушки», предпочтительно, с взаимно параллельными поперечными швами на ее противоположных концевых частях и продольным швом, направленным перпендикулярно по отношению к поперечным швам.
Из уровня техники известен пакетированный продукт, содержащий, как и заявленный, пакетированную упаковку, состоящую из ткани, свернутой по форме пакетика, наполнитель, находящийся внутри пакетированной формы, и продольный шов, расположенный вдоль пакетированной формы (заявка на выдачу патента США US 2007261707), - наиболее близкий аналог.
В данном техническом решении нахлесточный шов не обеспечивает достаточной прочности пакетика, в результате целостность упаковки в процессе употребления может быть нарушена.
Задача, решаемая изобретением, состоит в том, чтобы создать упаковку, продольный шов которой был бы достаточно крепким для того, чтобы обеспечить целостность упаковки в процессе употребления и т.п. Применительно к пакетированным табачным продуктам для перорального употребления также желательно предотвратить появление загибов и иных неровностей вдоль продольного шва, отвлекающих от получения приятных ощущений при употреблении табачного продукта.
Краткое описание изобретения
Заявленный усовершенствованный пакетированный продукт состоит из ткани, сложенной в форме пакетика, наполнителя, заключенного в указанную пакетированную форму, и продольного шва, расположенного вдоль нее. Предпочтительно, чтобы продольный шов включал в себя краевой шов, образованный между противоположными краевыми участками ткани. Также предпочтительно, чтобы краевой шов был свернут с наложением на прилегающие участки сложенной формы. Продольный шов также включает уплотнение, образованное вдоль указанного наложенного краевого шва и указанного прилегающего участка сложенной формы между сложенным краевым швом и прилегающей частью указанной пакетированной формы, прилегающая часть располагается под сложенным краевым швом.
Признаками, отличительными от наиболее близкого аналога, являются следующие признаки пакетированного продукта:
- продольный шов, расположенный вдоль пакетированной формы, имеет краевой шов, образованный между противоположными краевыми участками ткани;
- указанный краевой шов должен быть сложен таким образом, чтобы он накладывался на прилегающую часть указанной пакетированной формы;
- указанный продольный шов дополнительно включает в себя продольную уплотненную зону, образованную вдоль краевого шва, за счет того, что краевой шов уложен таким образом, что он накладывается на прилегающую часть указанной пакетированной формы,
- при этом по меньшей мере, вышеуказанные противоположные краевые участки должны быть соединены между собой и с вышеуказанной прилегающей частью пакетированной формы.
В предпочтительном варианте осуществления наполнитель состоит из табачного материала, предпочтительно, влажного бездымного табака. Дополнительно или вместо табачного материала в качестве наполнителя может использоваться бестабачный растительный материал, выбранный из растительных волокон, чая, трав, специй, кофе, фруктов и их смесей, при этом бестабачный растительный материал содержится в количестве приблизительно от 5% до 45% от веса внутреннего наполнителя. Предпочтительный диапазон содержания влаги в наполнителе -от 5% до 50%, при этом наиболее предпочтительным является содержания влаги в диапазоне примерно от 12% до 25%.
В предпочтительном варианте пероральный пакетированный продукт также должен включать не менее одного поперечного шва.
В одном из вариантов осуществления ткань может также включать, по меньшей мере, один слой покрытия, например, из полимерного материала. Такой слой может находиться на внутренней и/или внешней поверхности ткани. Он может включать в себя, по крайней мере, одну добавку, выбранную из группы, состоящей из ароматизаторов, подсластителей и их сочетаний.
Способ получения пакетированного табачного продукта для перорального употребления заключается в свертывании ткани в форме трубки с противоположных продольных краевых участков вдоль трубчатой формы, в формировании краевого шва вдоль противостоящих краев трубчатой формы, свертывании краевого шва с наложением на внешнюю поверхность трубчатой формы, скреплении краевого шва на внешней поверхности трубчатой формы для образования комбинированного краевого и нахлесточного шва, формировании нижнего поперечного шва через трубчатую форму, укладывании порции напонителя с табачным материалом в трубчатую форму выше поперечного шва и формировании верхнего поперечного шва через трубчатую форму для вложения наполнителя.
В другом варианте осуществления способ формирования продольного шва вдоль основы упакованного потребляемого продукта включает в себя следующие этапы: формирование краевого шва вдоль трубчатой формы, запайка сформированного краевого шва, сворачивание сформированного краевого шва с наложением на вышележащую внешнюю поверхность трубчатой формы, соединение свернутого краевого шва с внешней поверхностью трубчатой формы для образования комбинированного краевого и нахлесточного шва.
В еще одном варианте осуществления способа формирования продольного шва вдоль основы упакованного потребляемого продукта включает в себя следующие этапы: формирование краевого шва вдоль трубчатой формы, запайка сформированного краевого шва, сворачивание сформированного краевого шва с наложением на вышележащую внешнюю поверхность трубчатой формы, соединение свернутого краевого шва с внешней поверхностью трубчатой формы для образования комбинированного краевого и нахлесточного шва.
Формующая муфта, позволяющая применять вышеуказанные способы, состоит из секции формовки и/или запайки краевого шва на ткани и секции уплотнения, позволяющей закрепить запаянный краевой шов на наружной поверхности ткани.
Технический результат, достигаемый при использовании пакетированного продукта, при осуществлении способа и работе муфты заключается в том, что путем спайки краевого шва или запаивания пакетированной упаковки (пакетика), пакетированный табачный продукт для перорального применения более приятен при употреблении в связи с отсутствием загибов, незакрепленных краев и прочих неровностей, что позволяет избежать неприятных ощущений при употреблении табачного продукта. Кроме того, комбинированный краевой и нахлесточный шов более крепкий и обеспечивает целостность упаковки в процессе употребления.
Краткое описание чертежей
Фиг. 1. Вид в перспективе. Табачный пакетированный продукт для перорального употребления.
Фиг. 2. Поперечный разрез первого варианта воплощения табачного пакетированного продукта для перорального употребления, представленного в направлении двойной стрелки А-А на фиг. 1.
Фиг. 3. Поперечный разрез второго варианта воплощения табачного пакетированного продукта для перорального употребления, представленного в направлении двойной стрелки А-А на фиг. 1.
Фиг. 4. Вид в поперечном разрезе. Продольный шов табачного пакетированного продукта для перорального употребления.
Фиг. 5А. Вид в поперечном разрезе. Продольный шов табачного пакетированного продукта для перорального употребления с ароматизированной пленкой, расположенной вдоль полотна основной ткани.
Фиг. 6А. Вид в поперечном разрезе. Продольный шов табачного пакетированного продукта для перорального употребления с ароматизированной пленкой, смещенной относительно полотна основной ткани.
Фиг. 7. Схематическое изображение оборудования по производству табачного пакетированного продукта для перорального употребления, представленного на фиг. 1.
Фиг. 8. Вид спереди. Формующая муфта для создания комбинированного краевого и нахлесточного шва.
Фиг. 9. Вид в перспективе. Формующая муфта, представленная на фиг. 8
Фиг. 10. Вид в перспективе. Формующая муфта, представленная на фиг. 8.
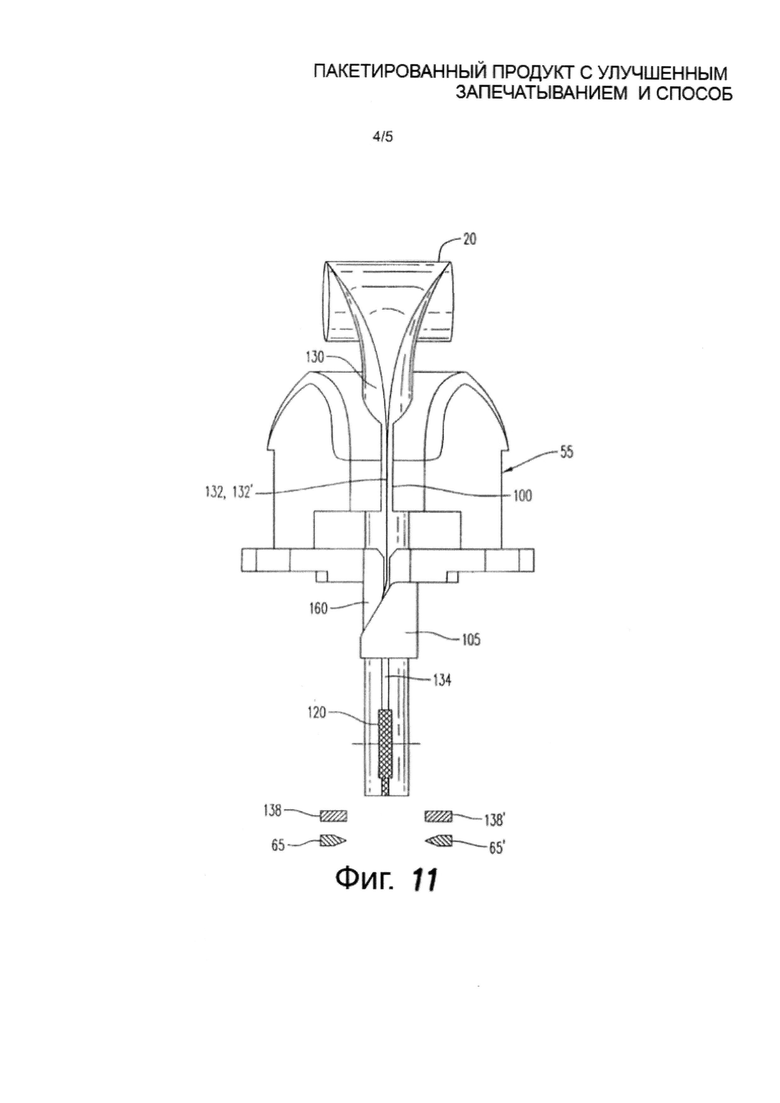
Фиг. 11. Изображение тканевого материала, пропущенного через формующую муфту для образования трубки с комбинированным краевым и нахлесточным швом.
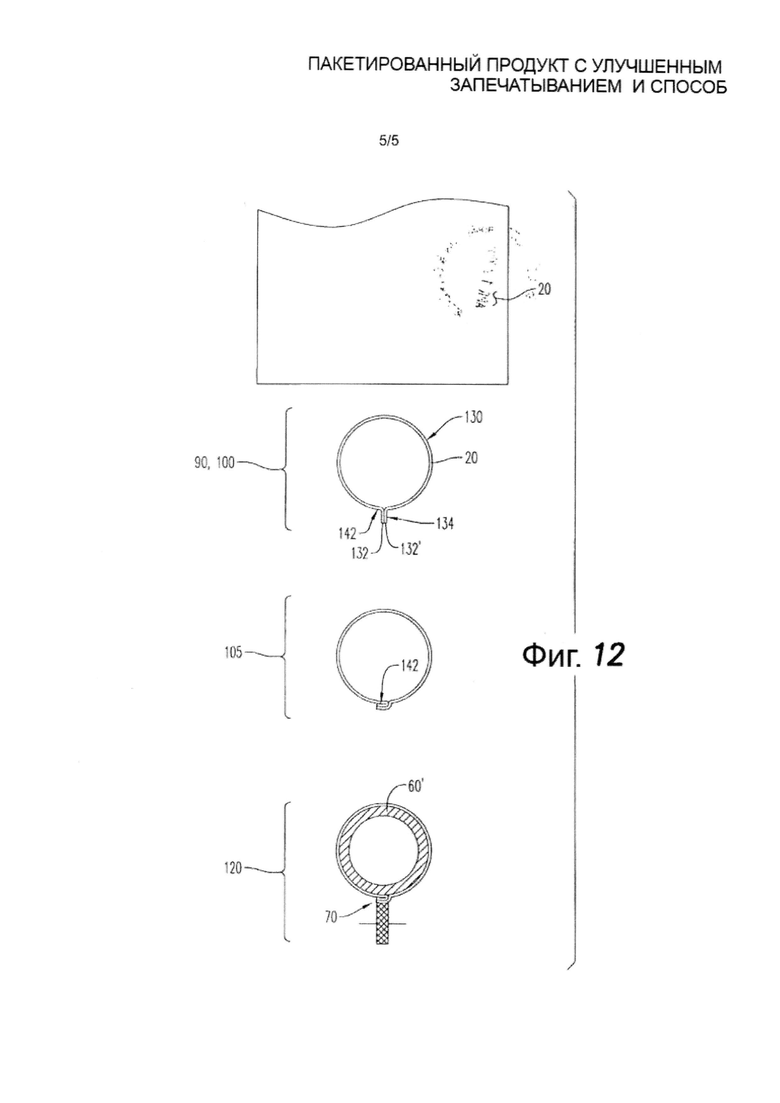
Фиг. 12. Изображение вариантов операций по формированию и запайке пакетированного продукта.
Подробное описание
Заявленный табачный пакетированный продукт для перорального употребления имеет продольный комбинированный краевой и нахлесточный швы. Кроме того, заявлена технология формирования комбинированного краевого и нахлесточного швов и соответствующее устройство. Предпочтительно, чтобы пакетики для пакетированного продукта изготавливались на высокой скорости, заполнялись вертикально и сшивались упаковочной машиной, производимой такими компаниями, как Merz Verpackungsmaschinen GmbH, Lich, Германия. Содержащиеся в настоящем описании изобретения указания также могут применяться и в отношении других упаковочных машин, производимых и продаваемых, к примеру, компанией Ropak Manufacturing Company, Inc (округ Декатур, штат Алабама). Предпочтительно, табачный пакетированный продукт для перорального употребления имеет продольный комбинированный краевой и нахлесточный швы для обеспечения сочетания комфортных ощущений при употреблении продукта за счет нахлесточного шва и предотвращения разрывов за счет прочности краевого шва.
Используемый в описании изобретения термин «табачный пакетированный продукт для перорального употребления» в целом означает продукт в форме подушечки, предназначенный для употребления в ротовой полости и возбуждения приятных вкусовых и обонятельных ощущений через взаимодействие с вкусовыми и обонятельными рецепторами (предпочтительно, со слюной).
Описанный здесь и представленный на фиг. 1 пакетированный табачный продукт 10 для перорального употребления включает в себя упаковку, состоящую из пакетированной упаковки (пакетика) 12 и наполнителя (показан на фиг. 2 и 3), находящегося в вышеуказанной пакетированной упаковке (пакетике) 12. Пакетированный табачный продукт 10 предназначен для помещения в ротовую полость, предпочтительно между щекой и десной, для получения приятных ощущений.
На фиг. 1 и 2 показано, что пакетированная упаковка (пакетик) 12 состоит из внешней ткани 20 из проницаемого или полупроницаемого материала, позволяющего слюне проникать сквозь внешнюю ткань 20 к внутренней части пакетированного продукта 10, и содержит ароматизированный наполнитель, вкусовые и ароматические составляющие которого освобождаются при употреблении.
В предпочтительном варианте осуществления внешняя ткань 20 содержит бумагу, пригодную для использования в производстве жевательного табака, известного как «снюс» или «снафф». Ткань может быть выполнена, например, из целлюлозного волокна, такого, как материал для изготовления чайных пакетиков, или из других материалов, обычно используемых для изготовления пакетиков с жевательным табаком. Желательно, чтобы внешняя ткань 20 пористой пакетированной упаковки 12 была изготовлена из материалов, пригодных для контакта с пищевыми продуктами и использующихся для упаковки или обработки продуктов. Предпочтительно, чтобы материал, используемый для формирования ткани 20, имел нейтральные или приятные вкус и аромат и обладал необходимыми характеристиками по устойчивости к образованию пятен, водопроницаемости и/или пористости и/или нерастворимости в воде.
Кроме того, в отношении материалов, используемых для изготовления внешней ткани 20, могут быть определены необходимые значения плотности и/или прочности во влажном состоянии для снижения вероятности разрыва пакетированной упаковки 12 в процессе производства, хранения и употребления. Таким материалом может быть, например, материал, использущийся в чайных пакетиках с плотностью бумаги около 16,5 г/м2 и пределом прочности при растяжении 68 Н/м.
Следует также обратить внимание на то, что толщина внешнего слоя ткани 20 может быть изменена для достижения желаемого уровня растворимости через оболочку пакетированной упаковки (пакетика) 12. Так, толщина бумаги может варьировать от примерно 0,1 мм до примерно 0,125 мм или от примерно 0,07 мм до примерно 0,08 мм.
В предпочтительном варианте осуществления пакетированная упаковка 12 должна обладать структурной целостностью, позволяющей упаковке (обертке пакетика) 12 удерживать материал 22, которым она заполнена, в течение всего процесса употребления. Продольный комбинированный краевой и нахлесточный шов 70 может располагаться по краю пакетированной упаковки 12 для недопущения высвобождения наполнителя. Комбинированный краевой и нахлесточный шов обеспечивает комфортное потребление продукта за счет использования продольного шва внахлестку и предотвращает его разрыв при использовании за счет прочности краевого шва. В предпочтительном варианте ширина продольного комбинированного краевого и нахлесточного шва 70 составляет от 2 до 15 мм.
В пакетированную упаковку 12 могут быть добавлены ароматизаторы для обеспечения дополнительных вкусовых ощущений. Например, в пакетированную упаковку 12 может быть добавлено масло перечной мяты для обеспечения ароматических вкусовых ощущений в процессе употребления.
Предпочтительно, как показано на фиг. 2 и фиг. 3, чтобы наполнитель 22 содержал табачный материал и дополнительные добавки. Предпочтительно, чтобы диапазон влажности наполнителя находился в пределах от 5% до 50%, при этом более предпочтительный диапазон влажности наполнителя составляет от 12% до 25%, и наиболее предпочтительный от 15% до 20%.
Типичный табачный материал может состоять из измельченного или молотого табака и также может содержать ароматизаторы, добавки и/или увлажнители. Возможно использование таких табачных материалов, как табак трубоогневой сушки, табак «Берлей», «Мэриленд», «Ориенталь», редкие виды табака, специальный табак, восстановленный табак, смеси вышеуказанных видов табака и т.п. В предпочтительном варианте осуществления табачный материал должен быть пастеризованным. В альтернативных вариантах табак может быть ферментированным.
Табачный материал может быть представлен в любой приемлемой форме, включая мелконарезанный табак и/или табак в виде частиц табачных пластинок, обработанный табачный материал - например, расширенный или взорванный табак, молотый табак, обработанные стебли табака, табак рулетной нарезки, восстановленный табачный материал, табачные шарики, их смеси и т.п. Генетически модифицированный табак и другие виды обработанного табака также могут быть использованы в качестве наполнителя 22. Для удобства упаковки также предпочтительно, чтобы табачный материал не превышал ячейки размером 20.
В предпочтительном варианте осуществления наполнитель 22 дополнительно или вместо табачного материала может включать в себя определенное количество растительных материалов, не являющихся табаком, например,чай, кофе, травы, специи и/или растительные волокна, при этом бестабачный растительный материал (чай, кофе, травы, специи и/или растительные волокна) содержится в количестве приблизительно от 5% до 45% от веса внутреннего наполнителя.
В альтернативном варианте осуществления наполнитель 22 и/или пакетированная упаковка 12 пакетированного табачного продукта для перорального употребления 10 также может содержать такие добавки, как увлажнители, ароматизаторы, подсластители и/или их сочетания.
Также к пакетированному табачному продукту может быть добавлен увлажнитель.
Подходящие ароматизаторы включают в себя любые ароматизаторы, широко использующиеся в продуктах питания, кондитерских изделиях, изделиях из бездымного табака, табачных изделиях и/или других продуктах, предназначенных для приема внутрь.
В предпочтительном варианте осуществления пакетированный табачный продукт для перорального употребления 10 должен иметь размер и конфигурацию, которые бы обеспечивали его комфортное размещение в ротовой полости, предпочтительно между щекой и десной. Для раскрытия вкуса и аромата табачного пакетированного продукта 10 его можно сосать, жевать или употреблять иным подобным способом.
Предпочтительно, чтобы вес пакетированного табачного продукта для перорального употребления 10 составлял от 0,1 г до 5,0 г. Указанный диапазон веса может быть сокращен до следующих показателей: (а) от около 0,1 г до около 1,0 г; (б) от около 1,0 г до около 2,0 г; (в) от около 2,0 г до около 3,0 г; (г) от около 3,0 г до около 4,0 г; (д) от около 4,0 г до около 5,0 г. Также предпочтительно, чтобы ширина пакетированного табачного продукта для перорального употребления 10 составляла от 10 мм до 20 мм, длина от 20 мм до 40 мм, а толщина - от 5 мм до 20 мм.
Пакетированный табачный продукт для перорального употребления 10 может иметь в целом квадратную форму или в целом прямоугольную форму или в целом продолговатую форму. В некоторых вариантах исполнения форма пакета может иметь форму пельменя или подушки. Также могут использоваться и другие формы, при условии, что они обеспечивают комфортные ощущения при употреблении продукта.
Предпочтительно не допускать образования острых углов, приводящих к неприятным ощущениям в ротовой полости. В предпочтительном варианте осуществления пакетированная упаковка 12 запечатана с одного или нескольких краев для недопущения высвобождения наполнителя 22 из нее.
Предпочтительно, чтобы пакетированный табачный продукт для перорального употребления 10 содержал разнообразные ароматизаторы, позволяющие потребителю испытывать соответствующие вкусовые ощущения, длящиеся от 1 минуты до 3 часов.
Как показано на фиг. 1 и фиг. 4, в предпочтительном варианте осуществления пакетированный табачный продукт для перорального употребления 10 содержит продольный шов 70, являющийся комбинированным краевым и нахлесточным швом. Комбинированный краевой и нахлесточный шов формируется следующим образом: сначала формируется краевое соединение за счет соединения одной части внутренней поверхности наружной ткани 20 пакетированной упаковки 12 с другой частью внутренней поверхности наружной ткани 20 с наложением друг на друга. В одном из вариантов осуществления краевое соединение может быть затем запечатано, в результате чего образуется краевой шов. В предпочтительном варианте осуществления краевое соединение или краевой шов крепятся внахлестку к внешней поверхности наружной ткани 20, образуя комбинированный краевой и нахлесточный шов. За счет фиксации краевого шва на пакетированной упаковке 12 (для недопущения возникновения каких-либо неровностей и острых краев) обеспечивается комфортное употребление пакетированного продукта 10 пероральным путем. Кроме того, комбинированный краевой и нахлесточный шов обладает ббльшей прочностью, предотвращая разрыв при размещении пакетированного табачного продукта в ротовой полости и в процессен употребления. В предпочтительном варианте осуществления пакетированный табачный продукт 10 также имеет хотя бы один поперечный шов 14.
Как показано на фиг. 3, пакетированная упаковка 12 может содержать внутреннюю ткань или пленку (или «покрытие») 18 и наружную ткань 20. Внутренняя ткань 18 может использоваться для замедления высвобождения ароматизаторов через ткань упаковки. Кроме того, внутренняя ткань может использоваться для предотвращения обесцвечивания внешней ткани. Внутренняя ткань может быть прикреплена к внешней ткани. В некоторых вариантах соединение между внутренней тканью и внешней тканью может отсутствовать. В предпочтительном варианте осуществления внутренняя ткань 18 должна быть выполнена из того же материала, что и наружная ткань 20. В других вариантах осуществления, внутренняя ткань 18 может быть изготовлена из материала, отличного от материала внешней ткани 20, предпочтительно из материала, подобного ароматизированным пленкам. Она ослабляет окрашивание табачного пакетика и/или обеспечивает высвобождение вкуса ароматизатора при его растворении в процессе употребления. Примеры таких растворимых полосок и/или пленок описаны в публикации патентной заявки США №2007-0012329 - А1, поданной 28 апреля 2006 года (заявка на патент на изобретение №11/412 842, США), содержимое которой включено в настоящий документ во всей полноте посредством ссылки.
В другом предпочтительном варианте осуществления, внутренняя ткань 18 препятствует обесцвечиванию наружной ткани 20 (появлению на ней пятен) в результате воздействия наполнителя 22. Внутренняя ткань 18 сдерживает появление на наружной ткани 20 пятен, препятствуя проникновению влаги или добавок из наполнителя 22 в наружную ткань 20 до непосредственно употребления. Внутренняя ткань 18 также способствует поддержанию влаги и других компонентов наполнителя 22 в первоначальном (свежем) состоянии до употребления. В одном из вариантов осуществления комбинированный краевой и нахлесточный шов может включать в себя внутреннюю ткань 18 и наружную ткань 20. В других вариантах комбинированный краевой и нахлесточный шов может формироваться без использования внутренней ткани 18.
На фиг. 5А показано, что в одном из вариантов осуществления внутренняя ткань 18 может быть представлена пленкой, которая не образует соединения внахлест на комбинированном краевом и нахлесточном шве. При формировании такого соединения внутренняя ткань 18 размещается вдоль внешней ткани 20 (как показано на фиг. 5 В) до начала формирования трубчатой формы.
Более предпочтительно, как показано на фиг. 6А, чтобы внутренняя ткань 18, в качестве которой предпочтительно использовать ароматизированную пленку, была соединена внахлест на комбинированном краевом и нахлесточным шве. Такое соединение внахлест может быть достигнуто путем сдвига внутренней ткани 18 по внешней ткани 20 до формирования трубки, как показано на фиг. 6В. Предпочтительно, чтобы после сдвига внутренней ткани 18 вдоль внешней ткани 20 внешняя ткань выступала бы с одной стороны внутренней ткани 18 примерно на 1-2 мм, а с другой ее стороны - примерно на 4-5 мм. Предпочтительно, чтобы в месте соединения внутренней ткани 18 внахлест указанное соединение было расположено в направлении краевого шва. Таким образом, за счет перекрытия внутренней тканью 18 продольного шва 70 обеспечивается дополнительная прочность и большая площадь взаимодействия внутренней части пакетика 10 с внутренней тканью 18.
Фиг. 7 и 8: формирование упаковки (пакетика) может осуществляться за счет протяжки полоски внешней ткани 20 и в некоторых случаях, если используются полоски внутренней ткани 18, через упаковочный аппарат 50. Предпочтительно, чтобы упаковочный аппарат 50 обеспечивал высокую скорость вертикального наполнения и спайки. Внешняя ткань 20 может иметь на своей поверхности покрытие 16. В предпочтительном варианте осуществления используется формующая муфта 55, состоящая из формующей секции 90, секции формовки краевого шва 100 и секции сворачивания краевого шва 105. Секция, расположенная непосредственно под секцией сворачивания 105, является секцией спайки 120, которая, предпочтительно, должна состоять из нагреваемого рифленого барабана, соединенного с подающей трубкой 60′ подающего механизма 60, использующейся для запайки комбинированного краевого и нахлесточного шва 70 (показано на фиг. 1). С помощью формующей муфты 55, секции уплотнения 120, резака 65, 65′ и устройства подачи 60 обеспечивается постоянное сворачивание ленты ткани 20 в трубку, концевая часть которой закрывается и запечатывается, образуя первый поперечный шов, в запечатанную трубку подается необходимое количество наполнителя, трубка запечатывается с помощью второго поперечного шва, после чего запечатанная часть трубки с наполнителем отделяется, образуя индивидуальные пакетики 10.
Предпочтительно, чтобы наполнитель подавался в сыпучем состоянии. Наиболее предпочтительной является подача в упаковку наполнителя плотностью в диапазоне от 10 до 50 фунтов на 1 куб. фут или от 15 до 30 фунтов на 1 куб. фут.
Фиг. 8, 9 и 12: в предпочтительном варианте осуществления формующая секция 90 должна содержать одну наклонную плоскость 92, переходящую в изогнутую поверхность 94 с отверстием 96 вертикального канала сквозного отверстия 150. Наружная ткань 20 (и, в случае использования, внутренняя ткань 18) проходит по наклонной поверхности 92, изогнутой поверхности 94, после чего попадает в отверстие 96, где она 20 складывается в форме трубки 130 в соответствии с тем, как подробно описано ниже. В секции формовки краевого шва 100 противоположные краевые участки 132, 132′ внешней ткани 20 и краевые части внутренней ткани 18 (в случае использования) собираются вместе, образуя шов 134, который в секции сворачивания краевого шва 105 заворачивается и припаивается в секции спайки 120 к прилегающим частям 142 трубчатой формы. Предпочтительно, чтобы ширина краевого соединения составляла от 2-15 мм. Секция формовки краевого шва 100 выгодно отличается простотой конструкции от муфт, использующихся для создания нахлесточных швов.
Предпочтительно, чтобы краевой шов 134 не был запаян до момента сгибания и присоединения к внешней ткани 20. Однако в альтернативном варианте осуществления краевой шов 134′ может быть запаян отдельно до сворачивания и окончательной запайки.
После формирования комбинированного краевого и нахлесточного шва 70 осуществляется непрерывное изготовление пакетированного табачного продукта для перорального употребления 10 посредством введения заданного количества наполнителя 22 в трубчатую форму до определенной метки, формирования верхнего поперечного шва над наполнителем и отрезания трубчатой формы в соответствующих местах вдоль трубчатой формы для получения пакетиков с продольными комбинированными краевыми и нахлесточными швами 70.
Продольный комбинированный краевой и нахлесточный шов 70 и/или поперечные швы 14 (показаны на фиг. 1) могут быть образованы с помощью любого подходящего способа, такого как, например, склеивание или соединение обеих поверхностей. В зависимости от соединительных свойств полотна соединение обеих поверхностей может быть тепловым или звуковым. Предпочтительно применение термического склеивания с помощью вращающегося рифленого барабана с подогревом - данный метод используется в вышеупомянутых машинах Merz. Таким образом создается соединение вдоль корпуса упаковки 10.
Как показано на фиг. 8, 9, 10, 11 и 12, формующая муфта 55 упаковочного аппарата включает в себя секцию формовки краевого шва 100, позволяющую получить краевой шов 134. Предпочтительно, чтобы в указанной секции имелся вертикальный слот 301, расширяющийся по направлению к сквозному отверстию 150. По мере того, как трубчатая форма 130 проходит через формующую муфту 55, краевой шов 134 сворачивается по направлению к наружной поверхности ткани в секции сворачивания 105 краевого шва посредством плоского элемента - плуга 110 (см. фиг. 8), служащего для сворачивания и соединения краевого шва с внешней поверхностью ткани.
На фиг. 11 показано, как внешняя ткань 20, протянутая вдоль формующей секции 90 формующей муфты 55 упаковочного аппарата, начинает образовывать трубчатую форму 130 (фиг. 12) в сквозном отверстии 150. Трубчатая форма 130 попадает в секцию формирования шва 100, в которой происходит выравнивание продольных краевых участков 132, 132′. Краевые участки 132, 132′ трубчатой формы 130 образуют продольный краевой шов 134, который попадает в секцию сворачивания краевого шва 105, в которой краевой шов сворачивается таким образом, чтобы он прилегал к наружной поверхности 160 трубчатой формы 130. Затем краевой шов 134 соединяется с внешней поверхностью 160 трубчатой формы 130 в секции уплотнения 120.
Зажимные и соединительные элементы 138 и 138′ протягивают трубчатую форму сквозь упаковочный аппарат. Соединительные элементы 138 и 138′ (расположенные по отношению к трубчатой форме 130 горизонтально) запечатывают трубчатую форму 130 в соответствующих местах с помощью поперечных швов 14. Предпочтительно запрограммировать упаковочный аппарат на загрузку дозированного количества продукта в трубчатую форму 120 над каждым поперечным швом 14. После загрузки продукта в трубку она запечатывается с помощью второго поперечного шва, расположенного на соответствующем расстоянии от первого поперечного шва, образуя пакетированный табачный продукт для перорального употребления.
В предпочтительном варианте осуществления формующая муфта 55 позволяет получить пакеты шириной около 12-20 мм. Диаметр сквозного отверстия 150 формующей муфты 55 может составлять около 0,25-0,625 дюйма. Диаметр сквозного отверстия 150 может быть выбран в соответствии с необходимой шириной пакетированного табачного продукта для перорального употребления.
В настоящем описании изобретения слова «приблизительно»/«около»/«примерно» используется во многих случаях по отношению к числовым величинам для того, чтобы указать на то, что математическая точность такой величины не обязательна. Поэтому в тех случаях, когда слова «приблизительно»/«около»/«примерно» используются по отношению к числовой величине, допустимое для такой величины отклонение составляет 10%. Кроме того, геометрические термины в настоящем документе используются не только для определения точных геометрических фигур, но также и для указания на схожие геометрические формы, которые могут, например, иметь закругленные или скошенные углы, неровные края и иные подобные отступления от строгих геометрических определений.
Несмотря на то, что выше были подробно описаны конкретные варианты воплощения табачного пакетированного продукта для перорального употребления, для специалистов в данной области будет очевидно, что могут применяться и другие изменения, модификации и эквиваленты вышеуказанного табачного пакетированного продукта для перорального употребления, аппаратуры и технологических операций, использующихся для его изготовления, которые не имеют существенных расхождений с сущностью и объемом изобретения. Например, пакетированный продукт может содержать другие материалы, не являющиеся табаком.



Продукт (10) содержит пакетированную упаковку (12) из ткани (20), свернутой в форме пакетика, наполнитель внутри упаковки и продольный шов (70) вдоль формы. Продольный шов (70) состоит из краевого шва между противоположными краевыми участками ткани с наложением его на прилегающую часть формы. При этом, по меньшей мере, краевой шов соединен с прилегающей частью формы. Способ изготовления продукта содержит сворачивание ткани в трубчатую форму так, чтобы противоположные продольные концевые участки находились напротив друг друга вдоль трубчатой формы, формирование краевого шва вдоль противоположных концов трубчатой формы, сворачивание краевого шва так, чтобы он накладывался на наружную поверхность формы, спайку краевого шва с поверхностью формы для получения комбинированного краевого и нахлесточного шва, формирование нижнего поперечного (14) шва поперек формы, размещение части наполнителя в трубчатую форму и формирование верхнего поперечного (14) шва поперек формы для запечатывания наполнителя. По другому варианту выполнение продукта(10) отличается только тем, что краевой шов, наложенный на прилегающую часть упаковки, спаян с этой частью. Формующая муфта для изготовления продукта (10) посредством аппарата с вертикальным наполнением содержит формующую секцию для складывания ткани в трубчатую форму, секции формовки краевого шва вдоль трубчатой формы и накладывания краевого шва на прилегающую часть формы и спайку краевого шва с этой частью формы. Способ формирования продольных швов вдоль пакетированного продукта тот же, что и в способе изготовления продукта. Группа изобретений обеспечивает повышение надежности и удобства в пользовании. 5 н. и 25 з.п. ф-лы, 12 ил.
1. Пероральный пакетированный продукт, включающий:
- пакетированную упаковку, состоящую из ткани, свернутой по форме пакетика;
- наполнитель, находящийся внутри указанной пакетированной упаковки; и
- продольный шов, расположенный вдоль пакетированной упаковки, причем указанный продольный шов выполнен в виде краевого шва, образованного между противоположными внутренними краевыми участками внешней ткани; указанный краевой шов уложен таким образом, что он накладывался на прилегающую часть указанной пакетированной формы; указанный продольный шов дополнительно включает в себя продольную уплотненную зону, образованную вдоль краевого шва, уложенного таким образом, чтобы он накладывался на прилегающую часть указанной пакетированной формы,
при этом, по меньшей мере, вышеуказанные противоположные краевые участки должны быть соединены между собой и с вышеуказанной прилегающей частью пакетированной формы.
2. Пероральный пакетированный продукт по п. 1, в котором пакетированная упаковка включает в себя внешнюю ткань.
3. Пероральный пакетированный продукт по п. 2, в котором пакетированная упаковка дополнительно включает в себя внутреннее покрытие.
4. Пероральный пакетированный продукт по п. 1, в котором пакетированная упаковка дополнительно включает хотя бы одно покрытие.
5. Пероральный пакетированный продукт по п. 1, в котором наполнитель включает бестабачный растительный материал, выбранный из группы, включающей растительные волокна, чай, травы, специи, кофе, фрукты и их сочетания.
6. Пероральный пакетированный продукт по п. 5, в котором бестабачный растительный материал содержится в количестве приблизительно от 5% до 45% от веса внутреннего наполнителя.
7. Пероральный пакетированный продукт по п. 1, в котором наполнитель включает табачный материал.
8. Пероральный пакетированный продукт по п. 7, в котором табачный материал включает в себя влажный бездымный табак.
9. Пероральный пакетированный продукт по п. 1, в котором содержание влаги в наполнителе составляет приблизительно от 5 до 50%.
10. Пероральный пакетированный продукт по п. 9, в котором диапазон влажности наполнителя находится в пределах от 12% до 25%.
11. Пероральный пакетированный продукт по п. 1, в котором пакетированная упаковка дополнительно содержит два поперечных шва.
12. Пероральный пакетированный продукт по п. 1, который имеет размеры примерно от 10 мм до 20 мм в ширину, от 20 мм до 40 мм в длину и от 5 мм до 20 мм в толщину.
13. Способ изготовления пакетированного продукта заключается в следующем:
- сворачивание ткани в трубчатую форму таким образом, чтобы противоположные продольные концевые участки находились напротив друг друга вдоль трубчатой формы;
- формирование краевого шва вдоль противоположных концов трубчатой формы;
- сворачивание краевого шва таким образом, чтобы он накладывался на наружную поверхность трубчатой формы;
- спайка краевого шва с указанной наружной поверхностью трубчатой формы, позволяющая получить комбинированный краевой и нахлесточный шов;
- формирование нижнего поперечного шва поперек трубчатой формы;
- размещение части наполнителя в трубчатую форму над поперечным швом;
- формирование верхнего поперечного шва поперек трубчатой формы для запечатывания наполнителя.
14. Способ по п. 13, дополнительно включающий соединение краевых швов для образования краевого соединения до создания комбинированного краевого и нахлесточного шва.
15. Формующая муфта для изготовления пакетированного продукта, произведенного аппаратом с вертикальным наполнением, включающая:
- формующую секцию для складывания ткани в трубчатую форму;
- секцию формовки краевого шва вдоль трубчатой формы;
- секцию накладывания краевого шва на прилегающую часть указанной трубчатой формы.
16. Формующая муфта по п. 15 в сочетании с секцией спайки сложенного краевого шва, позволяющей получить комбинированный краевой и нахлесточный шов.
17. Формующая муфта по п. 15, дополнительно включающая в себя сквозное отверстие для приема трубчатой формы, секцию формовки краевого шва, включая отверстие, прилегающее к сквозному отверстию, и секцию сворачивания краевого шва с плугом.
18. Формующая муфта по п. 17, в которой сквозное отверстие имеет диаметр приблизительно от 0,25 дюйма до 0,625 дюйма.
19. Формующая муфта по п. 15, в которой указанная формующая секция имеет наклонную плоскость, переходящую в закругленную поверхность, на которой находится сквозное отверстие для приема трубчатой формы.
20. Способ формирования продольных швов вдоль пакетированного продукта, включающий следующие этапы:
- формирование краевого шва вдоль трубчатой формы;
- запайка сформированного краевого шва;
- сворачивание запаянного краевого шва для соединения внахлест с внешней поверхностью трубчатой формы;
- сворачивание краевого шва таким образом, чтобы он накладывался на наружную поверхность трубчатой формы;
- спайка краевого шва с указанной наружной поверхностью трубчатой формы, позволяющая получить комбинированный краевой и нахлесточный шов.
21. Пероральный пакетированный продукт, включающий пакетированную упаковку, состоящую из ткани, свернутой по форме пакетика; наполнитель, находящийся внутри указанной пакетированной упаковки; и комбинированный краевой и нахлесточный шов, расположенный вдоль пакетированной упаковки, причем указанный комбинированный краевой и нахлесточный шов образован из краевого шва, образованного между противоположными краевыми участками ткани; указанный краевой шов сложен таким образом, что он наложен на прилегающую часть указанной пакетированной упаковки, а нахлесточная часть спаяна с прилегающей частью указанной пакетированной упаковки вдоль пакетированной упаковки; прилегающая часть располагается под краевым швом,
при этом, по меньшей мере, вышеуказанные противоположные краевые участки соединены между собой и с вышеуказанной прилегающей частью пакетированной формы без образования загибов и иных неровностей вдоль продольного шва.
22. Пероральный пакетированный продукт по п. 21, в котором пакетированная упаковка дополнительно включает хотя бы одно покрытие.
23. Пероральный пакетированный продукт по п. 21, в котором наполнитель включает бестабачный растительный материал, выбранный из группы, включающей растительные волокна, чай, травы, специи, кофе, фрукты и их сочетания.
24. Пероральный пакетированный продукт по п. 23, в котором бестабачный растительный материал содержится в количестве приблизительно от 5% до 45% от веса внутреннего наполнителя.
25. Пероральный пакетированный продукт по п. 21, в котором наполнитель включает табачный материал.
26. Пероральный пакетированный продукт по п. 25, в котором табачный материал включает в себя влажный бездымный табак.
27. Пероральный пакетированный продукт по п. 21, в котором содержание влаги в наполнителе составляет приблизительно от 5 до 50%.
28. Пероральный пакетированный продукт по п. 27, в котором содержание влаги в наполнителе составляет приблизительно от 12 до 25%.
29. Пероральный пакетированный продукт по п. 21, в котором пакетированная упаковка дополнительно содержит два поперечных шва.
30. Пероральный пакетированный продукт по п. 21, который имеет размеры примерно от 10 мм до 20 мм в ширину, от 20 мм до 40 мм в длину и от 5 мм до 20 мм в толщину.
| US 2007261707 A1, 15.11.2007 | |||
| EA 200702372 A1, 30.06.2008 | |||
| US 2008271418 A1, 06.11.2008 | |||
| ВПТБ | 0 |
|
SU406778A1 |

