Область изобретения
Настоящее изобретение, в общем, относится к пакетированным продуктам и к способам, и системам для их изготовления. Более конкретно, настоящее изобретение относится к устройству, системе и способу введения ароматизатора или другого компонента в пакетированный продукт.
Уровень техники
Пакетированные табачные продукты представляют собой изделие, содержащее отдельную порцию табака, которое следует класть в рот под верхнюю губу. Во время изготовления пакетированных продуктов могут возникать проблемы при поиске способов введения ароматизаторов или других компонентов, подлежащих введению. Должно быть понятно, что при введении жидкого ароматизатора или другого вещества непосредственно в табак характеристики потока табака, используемого для заполнения отдельных пакетиков, могут существенно меняться, приводя к возникновению производственных проблем и непроизводительных затрат времени. В этих условиях было бы желательным создание устройства, системы и способа введения ароматизатора или другого компонента, благодаря которым исключались бы такие проблемы.
Сущность изобретения
Предлагается система выдачи жидкости для использования с устройством для формирования и заполнения пакетированных продуктов. Система содержит: первую плиту для выдачи жидкости, где первая плита для выдачи жидкости содержит впускной канал для введения в сообщение с источником жидкости, подлежащей выдаче; по меньшей мере, один коллектор для выдачи жидкости, сообщенный с впускным каналом; и множество выпускных отверстий, расположенных вдоль по меньшей мере одного коллектора, для выдачи жидкости на наружную поверхность пакетированного продукта, где первая плита для выдачи жидкости расположена по ходу после устройства для формирования и заполнения пакетированных продуктов и смежно потоку пакетированных продуктов, когда они покидают устройство.
Также предлагается система для изготовления пакетированного продукта. Система содержит: средства для подачи полотна материала для формирования пакетика; устройство для формирования и заполнения пакетированного продукта, где устройство содержит продолговатый трубчатый элемент, где продолговатый трубчатый элемент содержит первый конец, второй конец и наружную поверхность, где наружная поверхность продолговатого трубчатого элемента представляет собой поверхность для формирования пакетированного продукта из подаваемого полотна материала; формирующий заплечик, где с помощью формирующего заплечика принимают полотно от средства подачи полотна материала и сгибают полотно вокруг устройства для формирования пакетика, содержащего продольные краевые участки; нагреваемый диск с накаткой для запечатывания продольных краевых участков полотна, для формирования шва по мере перемещения полотна вдоль устройства; где система выдачи жидкости содержит: первую плиту для выдачи жидкости, где первая плита для выдачи жидкости содержит впускной канал для введения в сообщение с источником жидкости, подлежащей выдаче; по меньшей мере, один коллектор для выдачи жидкости, сообщенный с впускным каналом; и множество выпускных отверстий, расположенных вдоль по меньшей мере одного коллектора, для выдачи жидкости на наружную поверхность пакетированного продукта, где первая плита для выдачи жидкости расположена по ходу после устройства для формирования и заполнения пакетированных продуктов и смежно потоку пакетированных продуктов, когда они покидают устройство.
Создан также способ формирования пакетированного, ароматизированного табачного продукта. Способ включает стадии: получение полотна для использования в процессе формирования пакетированного, ароматизированного табачного продукта с использованием устройства, содержащего продолговатый трубчатый элемент, где продолговатый трубчатый элемент содержит первый конец, второй конец и наружную поверхность, где наружная поверхность продолговатого трубчатого элемента представляет собой поверхность для формирования вокруг нее пакетированного, ароматизированного табачного продукта; и получение жидкости, содержащей один или более ароматизаторов, для подачи ее в система выдачи жидкости, содержащее первую плиту для выдачи жидкости, где первая плита для выдачи жидкости содержит впускной канал для введения в сообщение с источником жидкости, подлежащей выдаче; по меньшей мере, один коллектор для выдачи жидкости, сообщенный с впускным каналом; и множество выпускных отверстий, расположенных вдоль по меньшей мере одного коллектора, для выдачи жидкости на наружную поверхность пакетированного продукта, где первая плита для выдачи жидкости расположена по ходу после устройства и смежно потоку пакетированных продуктов, когда они покидают устройство.
Создан также способ нанесения жидкости в виде покрытия на объект, включающий получение сообщения жидкости с группой выпускных отверстий при перемещении объекта вдоль пути, смежного группе выпускных отверстий, где объект вводят во взаимодействие с группой выпускных отверстий, обеспечивая вытягивание из них жидкости на объект и нанесение ее по меньшей мере частично в виде покрытия на объект.
В одном варианте выполнения объект вводят во взаимодействие с группой выпускных отверстий, обеспечивая вытягивание из них жидкости посредством капиллярного или фитильного действия объекта.
Краткое описание чертежей
Варианты выполнения, раскрытые в настоящем документе, проиллюстрированы как примеры, но не как варианты, ограничивающие объем изобретения, на прилагаемых чертежах, на которых одинаковыми номерами позиций обозначены сходные элементы и на которых изображено:
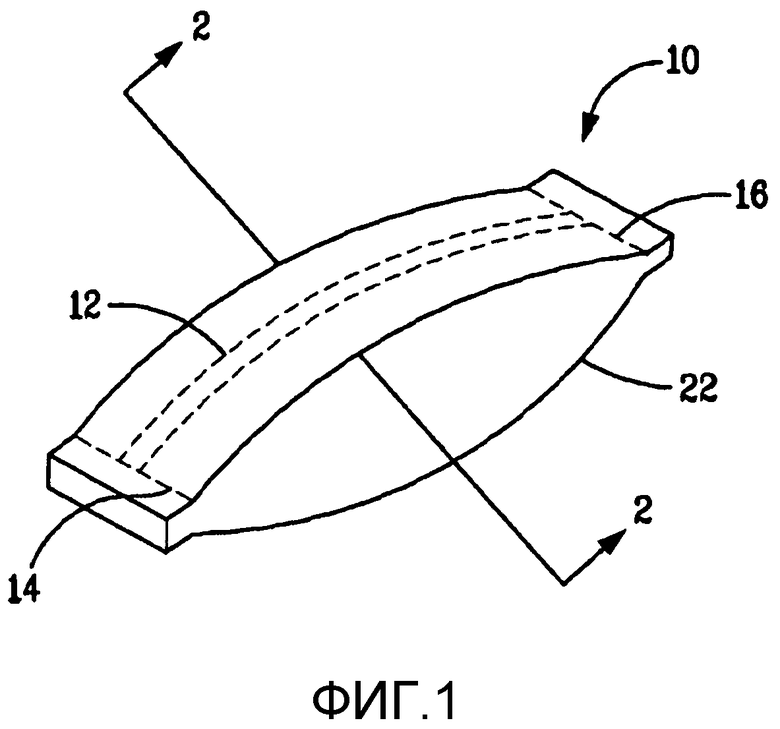
Фиг.1 - один вариант выполнения пакетированного табачного продукта, изготовленного согласно настоящему изобретению;
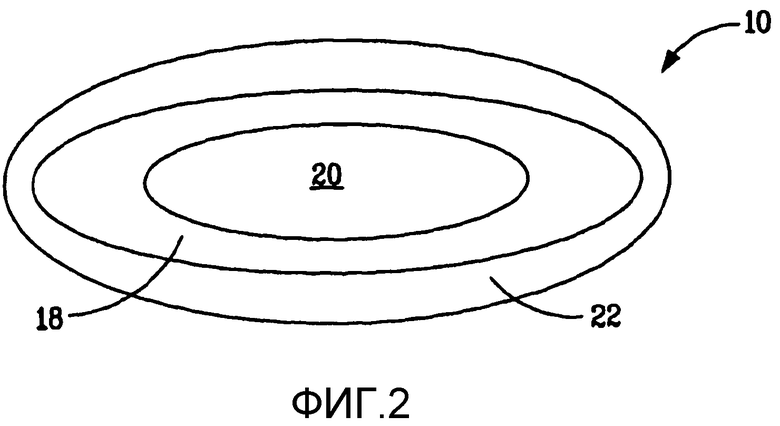
Фиг.2 - поперечное сечение одного варианта выполнения пакетированного табачного продукта, содержащего подкладочный материал по выбору, изготовленного согласно настоящему изобретению;
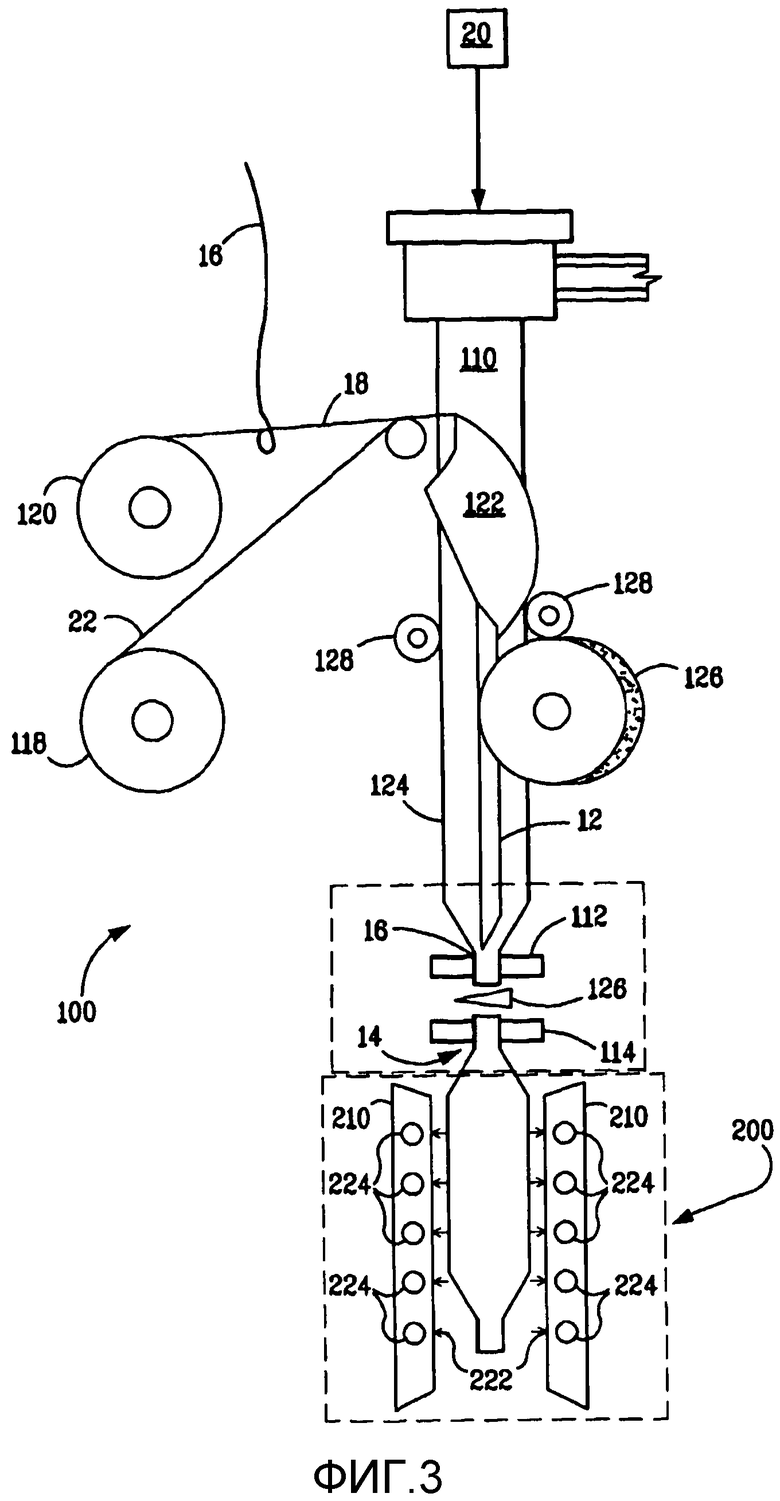
Фиг.3 - оборудование, представленное в качестве примера, для формирования пакетированного табачного продукта, согласно настоящему изобретению;
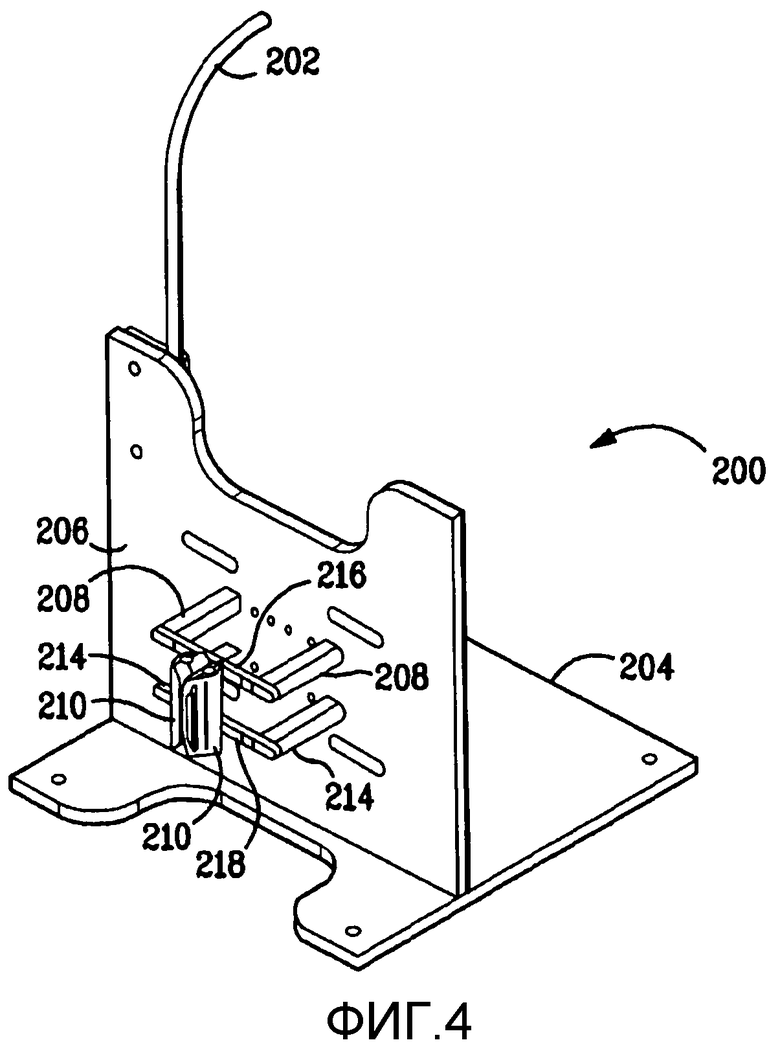
Фиг.4 - система выдачи жидкости, для использования с устройством для формирования и заполнения пакетированных продуктов согласно настоящему изобретению;
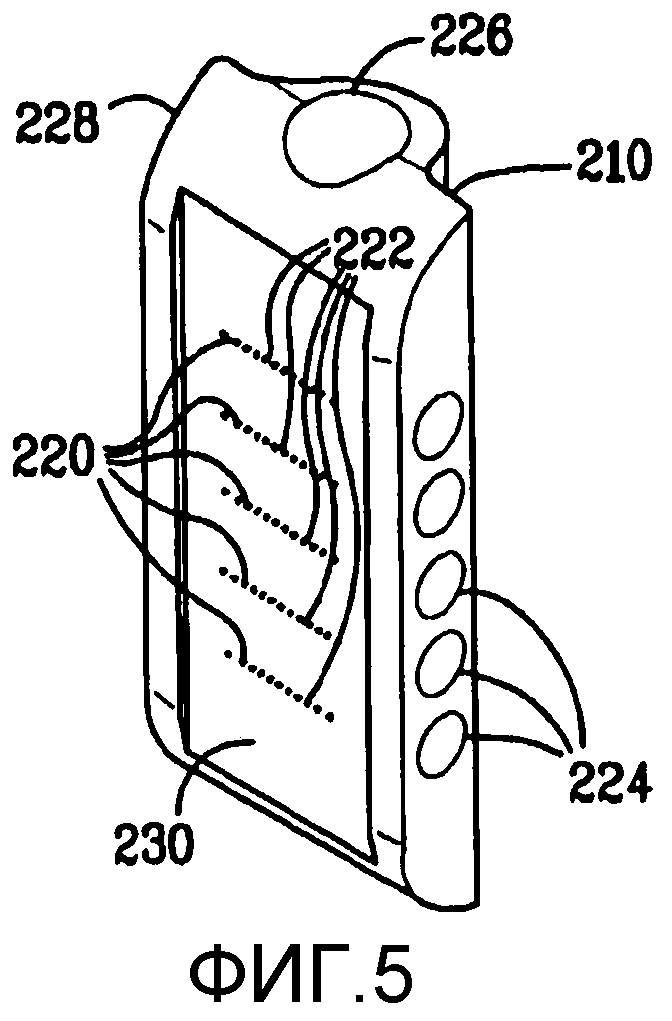
Фиг.5 - плита для выдачи жидкости, для использования с системой выдачи жидкости согласно настоящему изобретению; и
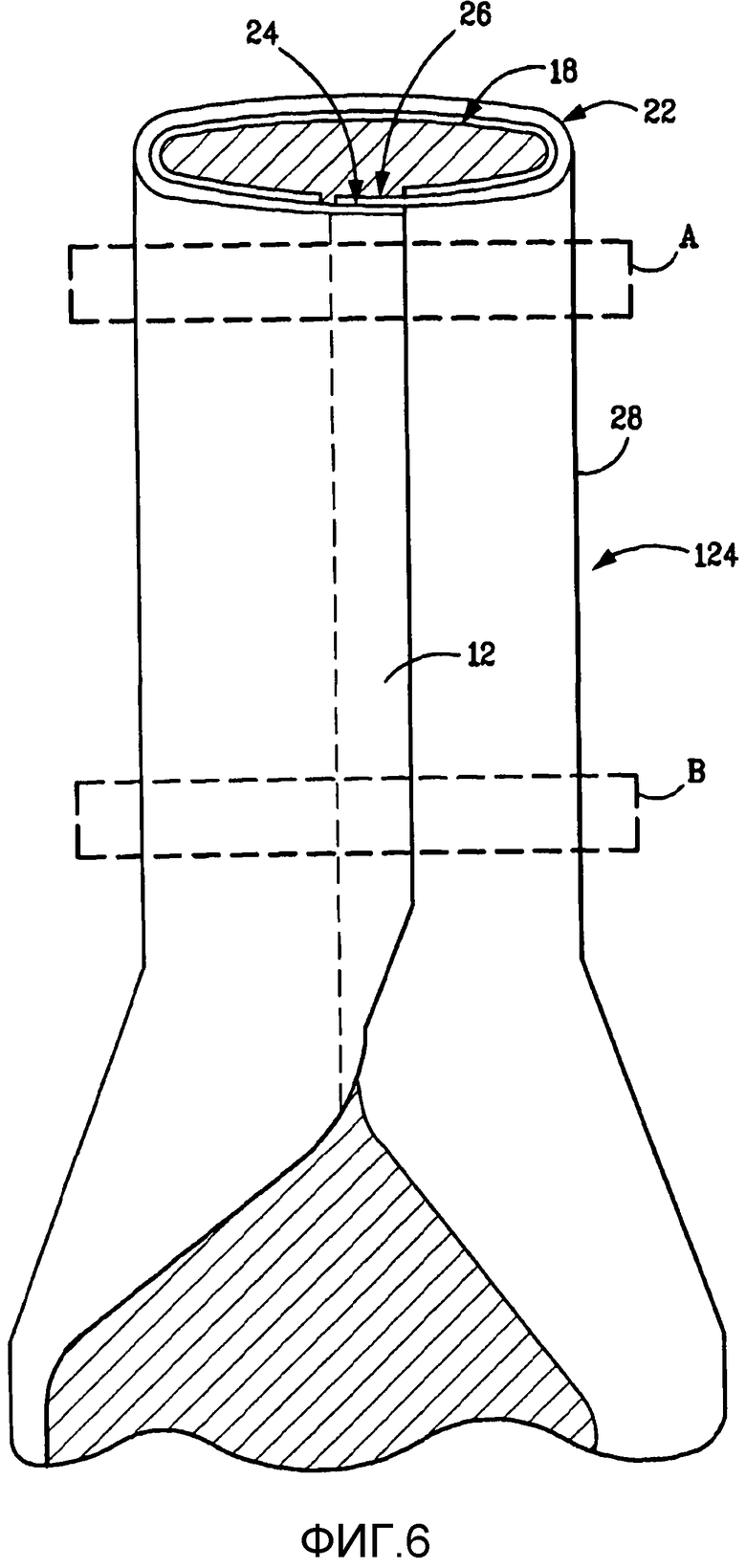
Фиг.6 - вид в перспективе материала для изготовления пакетика в условиях его закатывания с приданием ему трубчатой формы.
Подробное описание изобретения
Ниже описаны различные аспекты изобретения со ссылками на конкретные варианты его выполнения, выбранные с целью иллюстрации. Следует понимать, что сущность и объем устройства, системы и способов, раскрытых в настоящем документе, не ограничены выбранными вариантами выполнения. Кроме того, следует отметить, что чертежи, включенные в настоящий документ, выполнены без учета каких-либо конкретных пропорций или масштабов, и что множество вариантов может быть выполнено в соответствии с проиллюстрированными формами. Ниже приведено описание со ссылками на Фиг.1-5, на которых одинаковые номера позиций использованы для обозначения сходных элементов во всем описании.
Каждый из следующих терминов, написанный в единственном числе, т.е. с артиклями «a», «an» и «the» (как это сделано в данном тексте), может также относиться к множеству и охватывать множество указанных сущностей или объектов, если конкретно не определено или указано иное в настоящем документе или если контекст четко не диктует иное.
Например, слова «система», «сборка», «механизм», «компонент» и «элемент», употребляемые в настоящем документе, могут также относиться к множеству и охватывать множество систем, множество сборок, множество механизмов, множество компонентов и множество элементов, соответственно.
Каждый из следующих терминов: «включает», «включающий», «имеет», «имеющий», «содержит» и «содержащий», и их лингвистические или грамматические варианты, производные и/или однокоренные слова, употребляемые в настоящем документе, означает «содержащий, но не ограниченный данным перечнем».
Во всем описании, приведенном в качестве иллюстрации, примеры и прилагаемая формула изобретения, численное значение параметра, признак, объект или размер, могут быть указаны или описаны в формате числовых значений. Следует четко понимать, что указанный формат числовых значений приведен для иллюстрации возможности выполнения вариантов выполнения, раскрытых в настоящем документе, и не следует их понимать или толковать как жестко ограничивающие объем вариантов выполнения, раскрытых в настоящем документе.
Кроме того, для указания или описания диапазона числовых значений фраза «в диапазоне от около первого числового значения до около второго числового значения» считается эквивалентной и означает то же, что и фраза «в диапазоне от около первого числового значения до около второго числового значения» и, таким образом, две эквивалентные по смыслу фразы могут употребляться как взаимозаменяемые.
Следует понимать, что различные варианты выполнения, раскрытые в настоящем документе, не ограничены в их применении деталями, касающимися порядка или последовательности, и количества стадий или процедур, и подстадий или подпроцедур, порядка действия или выполнения вариантов выполнения способа, или деталями, касающимися типа, состава, конструкции, расположения, порядка и количества систем, блоков систем, устройств, узлов, подузлов, механизмов, структур, компонентов, элементов и конфигураций и периферийного оборудования, сервисных средств, вспомогательных средств и материалов вариантов выполнения устройства, представленных в последующем описании, приведенном в качестве иллюстрации, на прилагаемых чертежах и в примерах, если в настоящем документе явно не указано другое. Устройствы, системы и способы, раскрытые в настоящем документе, могут быть практически использованы или выполнены согласно различным другим альтернативным вариантам выполнения и различными другими альтернативными способами.
Следует также понимать, что все технические и научные слова, термины и/или фразы, употребляемые во всем описании настоящего изобретения, имеют либо одинаковый, либо сходный смысл, в котором их обычно понимают специалисты в данной области техники, если конкретно не определено или указано иное в настоящем документе. Фразеология, терминология и примечания, употребляемые во всем данном описании настоящего изобретения, приведены с целью описания, и их не следует рассматривать как ограничения.
На Фиг.1 изображен пакетированный табачный продукт 10, изготовленный согласно настоящему изобретению. Как показано на чертежах, пакетированный табачный продукт 10 содержит продольный шов 12 и поперечные швы 14 и 16, описанные более подробно ниже. Пакетированный табачный продукт 10 (см. Фиг.2) показан с подкладочным материалом 18 по выбору, расположенным между порцией табачного материала 20 и полотном 22. С помощью подкладочного материала 18 по выбору уменьшают тенденцию табачного материала 20 к обесцвечиванию или загрязнению полотна 22. С помощью подкладочного материала 18 по выбору уменьшают загрязнение полотна 22 посредством уменьшения возможности прохода влаги из табачного материала 20 или его добавок к полотну 22 до использования изделия потребителем. С его помощью также обеспечивают возможность поддержания содержания влаги и других составляющих участков табачного материала 20 в их первоначальном, свежем состоянии до использования.
Для изготовления пакетированного табачного продукта 10 можно использовать любое пригодное оборудование, в которое можно встроить систему выдачи жидкости и устройство для использования в процессе формирования и заполнения пакетированного продукта, раскрытых в настоящем документе и изображенных на Фиг.3-5. Например, можно использовать машину для пакетирования компании Merz Verpackungsmaschinen GmbH (г. Лих, Германия).
На Фиг.3 схематически показана система 100 для использования в процессе изготовления пакетированного табачного продукта. Система 100 содержит: устройство 110 для использования в процессе формирования и заполнения пакетированного продукта, как это раскрыто в настоящем документе. Во время работы ленту полотна 22 и, по выбору, ленту подкладочной пленки 18, с которой удалено защитное покрытие 16, (обе) тянут с отдельных бобин 120, 118, соответственно, к формирующего заплечика 122, с помощью которой сгибают полотно 22 и подкладочную пленку 18 по выбору вокруг устройства 110, формируя предшественник 124 пакетика.
Краевые участки 24, 26 (см. также Фиг.6) укладывают внахлест и формируют трубчатую часть 28. На Фиг.6 изображен случай использования подкладочного материала 18 по выбору, где полотно 22 и подкладочный материал 18 по выбору сгибают в виде трубчатой части 28 с подкладочным материалом 18 по выбору, расположенным внутри. При выполнении таких операций продольные краевые участки 24, 26 укладывают внахлест друг на друга и запечатывают с образованием продольного шва 12, ширина которого предпочтительно составляет около 3 мм в приведенном для примера варианте выполнения. Как показано на чертежах, продольный шов 12 по существу не содержит подкладочный материал, чтобы шов был прочным. С помощью такого расположения также минимизируют нагрев подкладочного материала во время операции запечатывания вдоль продольного шва 12 для минимизации пагубного воздействия на вкус продукта во время формирования продольного шва 12. Пакетик пакетированного табака 10 получают посредством введения табака 20 в трубчатую часть 28, а также посредством запечатывания и отрезания трубчатой части 28 в местах A и B, как это описано более подробно ниже.
Ссылаясь опять же на Фиг.3, нагретый диск 125 с накаткой затем запечатывают наложенные внахлест продольные краевые участки 24, 26 полотна 22 посредством прессования и нагрева шва при перемещении полотна 22 вдоль устройства 110.
С помощью приводных ремней или приводных шкивов 128, расположенных ниже формирующего заплечика 122, непрерывно тянут полотно 22 вокруг формирующего заплечика 122 и за нее. Осуществляют взаимодействие в повторяемом режиме верхней пары противоположных термосварочных элементов 112 и нижней пары термосварочных элементов 114 с ножом 126 для запечатывания и отрезания. Дискретные порции табака 20 подают через устройство 110 в синхронизации с действием запечатывающих элементов 112, 114. Запечатывающие в поперечном направлении элементы 112, 114 и нож 126 перемещают согласно циклу движения, при котором запечатывающие элементы 112, 114 сближают друг с другом, после чего табак 20 подают в устройство 110. Затем их перемещают вниз вместе в противоположном положении друг относительно друга в конечное нижнее положение, после чего задействуют нож 126 для разрезания полотна 22. Затем запечатывающие элементы устройства 110 отводят назад и возвращают в первоначальное исходное положение в устройстве 110.
После введения порции табака 20 в трубчатую часть 28, посредством выполнения операций запечатывания и разрезания образуют швы 14, 16 в месте, соответствующем области A, показанной на Фиг.6, для закрывания заполненного пакетика 10 и предпочтительно для формирования нижнего шва следующего пакетика, подлежащего заполнению.
После разрезания в области швов 14, 16 заполненный пакетик 10 закрывают в области его верхнего поперечного шва 14, ширина которого может составлять, например, около 3,5 мм. Посредством разрезания в области швов 14, 16 таким образом отделяют верхний поперечный шов 14 заполненного пакетика 10 от нижнего шва 16 следующего пакетика, подлежащего заполнению.
Альтернативно при использовании подкладочного материала 18 по выбору ламинат из полотна и пленочной подкладки можно тянуть с одной бобины к формирующего заплечика 122 ранее описанного оборудования. Такой вариант выполнения и способ изготовления описаны подробно в публикации США № 2007/0012328, содержание которой включено в ее полном объеме в настоящее описание.
При использовании табака в качестве продукта, подлежащего введению в пакетик, часто желательно введение ряда других компонентов, включая ароматизаторы. Известен способ смешивания таких компонентов с табаком до формирования пакетированного продукта. Однако из-за природы многих ароматизаторов бывает предпочтительным добавление ароматизаторов отдельно для исключения проблем, связанных с подвижностью табака.
Ниже описан один вариант выполнения системы 200 (см. Фиг.3-5) выдачи жидкости, для использования с устройством 110 для формирования и заполнения пакетированных продуктов. Система 200 выдачи жидкости содержит: первую плиту 210 для выдачи жидкости, где первая плита 210 для выдачи жидкости содержит впускной канал 226 для введения в сообщение с источником жидкости (не показан), подлежащей выдаче. Впускной канал 226 может быть присоединен к источнику жидкости, подлежащей выдаче, посредством трубопровода 202, как это показано на Фиг.4.
Первая плита 210 для выдачи жидкости также содержит по меньшей мере один коллектор 224 для выдачи жидкости, сообщенный с впускным каналом 226. Как показано на чертежах, каждый коллектор 224 для выдачи жидкости содержит множество выпускных отверстий 222, расположенных вдоль по меньшей мере одного коллектора 224 для выдачи жидкости. В одном варианте выполнения множество выпускных отверстий 222 может быть расположено в продольном направлении вдоль коллектора 224 для выдачи жидкости таким образом, чтобы была образована линия 220 выпускных отверстий 222. В одном варианте выполнения обеспечено множество коллекторов 224 для выдачи жидкости, где каждый коллектор расположен по существу параллельно другим.
В одном варианте выполнения для подачи достаточного количества жидкого ароматизатора каждый коллектор 224 для выдачи жидкости может содержать по меньшей мере четыре выпускных отверстия, каждое из которых имеет диаметр около 0,2 мм. В другом варианте выполнения каждый коллектор 224 для выдачи жидкости содержит по меньшей мере шесть выпускных отверстий, каждое из которых имеет диаметр около 0,2 мм. В еще одном другом варианте выполнения, каждый коллектор 224 для выдачи жидкости содержит по меньшей мере восемь выпускных отверстий, каждое из которых имеет диаметр около 0,2 мм. Выпускные отверстия выполнены по размерам таким образом, чтобы создавалось капиллярное или фитильное действие материала при прохождении возле них.
Для выдачи жидкости на наружную поверхность пакетированного продукта 10 (см. снова Фиг.3), первая плита 210 для выдачи жидкости может быть расположена по ходу после устройства 110 для формирования и заполнения пакетированных продуктов и смежно потоку пакетированных продуктов 10, когда они покидают устройство 110. В другом предпочтительном варианте выполнения нож 126 перенесен в фиксированное положение, отнесенное вертикально вниз на расстояние от запечатывающих элементов 112 и 114 таким образом, чтобы с помощью последних можно было обеспечить возможность изготовления последовательности пакетиков, которые еще не были бы отрезаны один от другого. Кроме того, первая плита 210 для выдачи жидкости может быть расположена выше по потоку от перенесенного ножа 126 таким образом, чтобы на последовательность пакетированных продуктов можно было наносить покрытие до отрезания одного от другого.
Первая плита 210 для выдачи жидкости (см. Фиг.3-5) может дополнительно содержать блок 228 для формирования внутри него по меньшей мере одного коллектора 224 для выдачи жидкости. Хотя блоку 228 могут быть приданы любые пригодные размеры или любая форма, в одном варианте выполнения блоку 228 придана прямоугольная форма. По выбору блок 228 может содержать путевой элемент 230. По меньшей мере, один коллектор 224 (см. Фиг.3) для выдачи жидкости может быть расположен внутри блока 228 таким образом, чтобы он был расположен по существу перпендикулярно потоку пакетированных продуктов 10, покидающих устройство 110. В одном варианте выполнения, в котором используют сплошной блок 228, каждый коллектор 224 для выдачи жидкости формируют посредством сверления сквозных отверстий в поперечном направлении блока 228 и закрывания концов каналов с использованием винтов или пробок. Аналогичным образом впускной канал 226 может быть по меньшей мере частично просверлен в продольном направлении таким образом, чтобы он был сообщен с каждым коллектором 224 для выдачи жидкости. Опять-таки, впускной канал 226 может быть закрыт в его нижнем конце с использованием винтов или пробок.
В одном варианте выполнения, как это показано на Фиг.3 и 4, система 200 выдачи жидкости содержит вторую плиту 210 для выдачи жидкости, причем вторая плита 210 для выдачи жидкости расположена по существу параллельно первой плите 210 для выдачи жидкости и на расстоянии от первой плиты таким образом, чтобы была обеспечена возможность прохода потока пакетированных продуктов 10 между ними и возможность приема выдаваемой жидкости по меньшей мере с двух сторон этого потока.
Система 200 (см. Фиг.4) выдачи жидкости может также содержать кронштейн 206 для поддержания на нем первой и второй плит для выдачи жидкости. Кронштейн 206 может также содержать плиту 204 для фиксированного расположения системы 200 выдачи жидкости. Как показано на чертежах, вторая плита 210 для выдачи жидкости расположена по существу параллельно первой плите 210 для выдачи жидкости на расстоянии от нее таким образом, чтобы была обеспечена возможность прохода потока пакетированных продуктов 10 между ними и возможность приема выдаваемой жидкости по меньшей мере с двух сторон этого потока (см. также Фиг.3).
Первая и вторая плиты для выдачи жидкости могут быть отдалены от кронштейна 206 посредством пары верхних стержней 208 и пары нижних стержней 214. Верхняя опорная балка 216 перекинута между верхними стержнями 208 и обеспечивает опорную поверхность для первой и второй плит для выдачи жидкости. Аналогичным образом нижняя опорная балка 218 перекинута между нижними стержнями 214 и также обеспечивает опорную поверхность для первой и второй плит 210 для выдачи жидкости.
Опять-таки, в более предпочтительном варианте выполнения, каждая плита 210 для выдачи жидкости расположена выше по потоку от ножа 126 устройства 110 для формирования и заполнения пакетированных продуктов таким образом, чтобы на пакетированные продукты было нанесено покрытие до отрезания. При использовании двух плит 210 пара путевых элементов 230 служит для формирования тракта, по которому могут проходить неразрезанные пакетированные продукты. При обеспечении надлежащего расстояния между плитами 210 для выдачи жидкости неразрезанные пакетированные продукты благоприятно взаимодействуют с группой выпускных отверстий, вытягивая жидкость из них посредством капиллярного или фитильного действия.
Как определено выше, с помощью устройства 110 для использования в процессе формирования и заполнения пакетированного продукта, раскрытого в настоящем документе, эти проблемы могут быть решены. Во время работы жидкость, содержащую один или более ароматизаторов и вкусовых веществ, можно подавать в систему 200 выдачи жидкости и дозировать, пропуская через множество выпускных отверстий 222, таким образом обеспечивая по меньшей мере частичное нанесение одного или более ароматизаторов на наружную поверхность пакетированного продукта 10.
Пригодные ароматизаторы и вкусовые вещества включают (но их состав не ограничен приведенным перечнем): любые натуральные или синтетические ароматизаторы, или вкусовые вещества, например: табак, дым, ментол, мяту (например: перечную мяту и спирминт), шоколад, лакрицу, цитрус и другие фруктовые вкусовые вещества; гамма-окталактон, ванилин, этилванилин, вкусовые вещества, освежающие дыхание, пряности, например: корицу, метилсалицилат, линалоол, бергамотное масло, гераниевое масло, лимонное масло и имбирное масло. Другие пригодные ароматизаторы и вкусовые вещества могут включать соединения, выбранные из группы, состоящей из: кислоты, спирта, сложного эфира, альдегида, кетона, пиразина, их сочетаний или их смесей и т.п. Пригодные соединения ароматизаторов могут быть выбраны, например, из группы, состоящей из: фенилуксусной кислоты, соланона, мегастигматриенона, 2-гептанона, бензилового спирта, цис-3-гексенилацетата, валериановой кислоты, валерианового альдегида, сложного эфира, терпена, сесквитерпена, нуткатона, мальтола, дамассенона, пиразина, лактона, анетола, изовалериановой кислоты, их сочетаний и т.п.
Приведенные в качестве примера дополнительные натуральные и искусственные ароматизаторы включают (но их состав не ограничен приведенным перечнем): перечную мяту, спирминт, гультерию, ментол, корицу, шоколад, ванилин, лакрицу, гвоздику, анис, сандаловое дерево, гераниевое масло, розовое масло, ваниль, лимонное масло, кассию, фенхель, имбирь, этилацетат, изоамилацетат, пропилизобутират, изобутилбутират, этилбутират, этилвалерат, бензилформиат, лимонен, цимен, пинен, линалоол, гераниол, цитронеллол, цитраль, апельсиновое масло, кориандровое масло, борнеол, фруктовый экстракт и т.п. Особенно предпочтительными дополнительными вкусовыми веществами и ароматизаторами являются эфирные масла и/или эссенции кофе, чая, какао и мяты.
Жидкость может по выбору содержать как натуральные, так и искусственные подсластители. Предпочтительные подсластители включают водорастворимые подсластители, например: моносахариды, дисахариды и полисахариды (например, ксилозу, рибозу, сахарозу, мальтозу, фруктозу, глюкозу, мальтозу и маннозу). В дополнение или в качестве альтернативы подсластителям жидкость может содержать сквашивающие вещества, например: уксусную кислоту, адипиновую кислоту, лимонную кислоту, молочную кислоту, яблочную кислоту, янтарную кислоту, вино-каменную кислоту и их смеси.
В одном варианте выполнения жидкость обладает вязкостью, приблизительно равной вязкости воды.
Должно быть понятно, что широкий ряд материалов пригоден для изготовления системы 200 выдачи жидкости для использования с устройством для формирования и заполнения пакетированного продукта 10. В одном варианте выполнения каждый коллектор 224 для выдачи жидкости изготовлен из нержавеющей стали. В другом варианте выполнения нержавеющей сталью является нержавеющая сталь марки 316.
Что касается подачи табака в устройство 110 (см. Фиг.3 и 6), то дозированные порции табака 20 можно вдувать, используя воздух, в устройство 110, после сближения верхнего и нижнего запечатывающих элементов 112, 114 для закрывания трубчатой части 28. По выбору продольный шов 12 выполняют уже ширины нахлеста продольных краевых участков 24, 26 вдоль трубчатой части 28. При выполнении таких операций полотно материала остается незапечатанным вдоль шва 12, и поэтому является воздухопроницаемым. Благодаря наличию воздухопроницаемых участков полотна вдоль продольного шва 12 обеспечивают возможность прохода воздуха через воздухопроницаемое полотно и, таким образом, исключают выброс в обратном направлении табака во время операции подачи табака в устройство 110.
В действительности ширина участков материала, наложенных внахлест вдоль швов 12 и/или 16, по выбору больше ширины запечатываемых областей, составляющих швы 12 и/или 16 таким образом, чтобы вдоль этих швов некоторое количество материала оставалось незапечатанным и было, таким образом, воздухопроницаемым. По выбору один или более швов 12, 14 и 16 содержат по меньшей мере одну воздухопроницаемую часть.
Посредством воздухопроницаемых участков вдоль швов 12 и/или 16, и/или самих поперечных зон 79 обеспечивают возможность прохода воздуха через пористое полотно и, таким образом, исключают выброс в обратном направлении табака во время операций подачи табака.
Хотя выше описан система для изготовления пакетированных табачных продуктов, могут быть использованы и другие системы, например: оборудование KDF, доступное для приобретения у компании Hauni Manifacturing (г. Гамбург, Германия), в котором вместо формирующего заплечика 122, описанного выше, можно использовать гарнитуру для сгибания непрерывной полосы материала с образованием трубчатой части, которую запечатывают посредством сваривания и заполняют табаком для формирования отдельных пакетированных табачных продуктов 10. Еще одна система, которую можно использовать, доступна от компании MediSeal GmbH (ул. Flurstrasse 65, 33758 г. Шлосс-Хольте-<Штукенброк>, Германия). См. также патент США 4703765, сущность которого включена посредством данной ссылки для описания деталей другого оборудования, которое может быть приспособлено для изготовления пакетиков, как это описано в настоящем документе.
Согласно другому аспекту изобретения предлагается способ формирования пакетированного ароматизированного табачного продукта. Способ включает стадии: получение полотна для использования в процессе формирования пакетированного ароматизированного табачного продукта; формирование и заполнение пакетированного, ароматизированного, табачного продукта с использованием устройства, содержащего продолговатый трубчатый элемент, где продолговатый трубчатый элемент содержит первый конец, второй конец и наружную поверхность, где наружная поверхность продолговатого трубчатого элемента представляет собой поверхность для формирования вокруг нее пакетированного, ароматизированного, табачного продукта; и получение жидкости, содержащей один или более ароматизаторов, для подачи в систему выдачи жидкости, содержащее первую плиту для выдачи жидкости, где первая плита для выдачи жидкости содержит впуск для введения в сообщение с источником жидкости, подлежащей выдаче; по меньшей мере, один коллектор для выдачи жидкости, сообщенный с впускным каналом; и множество выпускных отверстий, расположенных вдоль по меньшей мере одного коллектора, для выдачи жидкости на наружную поверхность пакетированного продукта, где первая плита для выдачи жидкости расположена по ходу после устройства и смежно потоку пакетированных продуктов, когда они покидают устройство.
Приведенные в качестве примера табачные материалы 20 можно изготавливать из резаного или молотого табака, и они могут содержать добавки и/или гигроскопические вещества. Примерами пригодных типов табачных материалов, которые можно использовать (но их состав не ограничен приведенным перечнем), включают: табак трубоогневой сушки, табак Берлей, табак Мэриленд, табак восточного типа, редкие сорта табака, особые сорта табака, восстановленный табак их смеси и т.п. Табачный материал 20 предпочтительно пастеризуют. Альтернативно табачный материал 20 может быть ферментирован.
Табачный материал 20 может поставляться в любом пригодном виде, например: в скрошенном виде и/или в виде пластин из частиц табака; в виде обработанных табачных материалов, например: подвергнутых объемному расширению, или в виде вспученного табака, или молотого табака, в виде обработанных средних жилок листьев табака, например: в виде резаных, прокатанных или резаных, вспученных средних жилок, восстановленных табачных материалов их смеси и т.п. Можно также использовать генетически модифицированный табак.
Кроме того, табачный материал может также содержать дополнительные количества растительного волокна или частиц, например: частиц или крошек латука, хлопка, льна, волокна свеклы, целлюлозного волокна их смеси и т.п.
В табачный материал 20 могут быть также добавлены гигроскопические вещества для способствования поддержанию уровня влаги в пакетированном табачном продукте. Примеры гигроскопических веществ, которые можно использовать вместе с табачным материалом, включают глицерин и пропиленгликоль. Следует отметить, что гигроскопические вещества могут быть также введены для достижения защитного эффекта, так как активность воды в продукте может быть снижена посредством введения гигроскопического вещества, и таким образом снижена возможность размножения микроорганизмов. Кроме того, гигроскопические вещества можно использовать для придания более сильного ощущения влажности более сухому табачному компоненту.
Как показано на Фиг.2, пакетированный табачный продукт 10 может по выбору содержать материал пакетика, снабженный подкладкой, содержащий полотно 22 и подкладочный материал 18 по выбору. Полотно 22 предпочтительно изготавливают из целлюлозного волокна, например, оно может быть подобно материалу, из которого изготавливают пакетики для чая. Может быть также желательным использование альтернативных полотен с подкладочным материалом 18 по выбору. Альтернативные материалы полотен предпочтительно обладают нейтральным или приятным вкусом или ароматом. Предпочтительно материал полотна выбирают таким образом, чтобы он желательно обладал стойкостью к загрязнению, водопроницаемостью и/или пористостью, и/или водонерастворимостью. Для способствования свариванию полотно может содержать волокно или покрытие из полипропилена или другого материала, поддающегося свариванию.
Кроме того, материалы, используемые в качестве материалов полотен, могут обладать предварительно определенными уровнями поверхностной плотности и/или прочности в мокром состоянии для уменьшения возможности обрыва полотна во время операций изготовления, хранения и использования. Например, полотна могут обладать поверхностной плотностью, составляющей от около 5 г/м2 до около 25 г/м2, например: 5-10 г/м2, 10-15 г/м2, 15-20 г/м2 или 20-25 г/м2 (грамм/квадратный метр) в зависимости от требований, предъявляемых к конечному использованию, и/или могут обладать пределом прочности в мокром состоянии при растяжении в поперечном направлении, составляющей от около 15 Н/м до около 75 Н/м, например: 15-30 Н/м, 30-45 Н/м, 45-60 Н/м или 60-75 Н/м (Ньютон/метр), в зависимости от требований, предъявляемых к конечному использованию, который может быть достаточным для сохранения целостности полотен. Одним приведенным для примера материалом для полотна является материал, используемый для изготовления пакетиков для чая, обладающий поверхностной плотностью около 16,5 г/м2 с и пределом прочности в мокром состоянии при растяжении в поперечном направлении - 68 Н/м.
В одном варианте выполнения водопроницаемая, водонерастворимая, пористая, стойкая к загрязнению полимерная мембрана может быть использована в качестве полотна для обеспечения возможности проникновения вкусового вещества через полотно 22.
Следует также отметить, что толщину полотна 22 можно варьировать для достижения желательных уровней растворимости сквозь полотно 22. Аналогичным образом можно варьировать толщину подкладочного материала 18 по выбору для достижения желательных уровней растворимости сквозь подкладочный материал 18 по выбору.
Подкладочный материал 18 по выбору (см. снова Фиг.2 и 5) может быть включен в пакетированный табачный продукт 10 между табачным материалом 20 и полотном 22. При употреблении в настоящем документе терминов «подкладка» и «подкладочный материал» под ними понимают одно или более полотен материала, слоев или покрытий, которые можно использовать для уменьшения перехода влаги из табачного компонента 20 к материалу полотна 22 и/или для уменьшения загрязнения материала полотна 22.
В одном варианте выполнения подкладочный материал 18 по выбору включен в виде отдельного полотна, слоя или покрытия с внутренней стороны полотна 22, обращенной к табачному материалу 20. В этом случае подкладочным материалом 18 по выбору может быть тонкое пленочное полотно, слой или покрытие толщиной всего в несколько микрон или может быть более толстое полотно, слой или покрытие толщиной до около 1 сантиметра.
Подкладочный материал 18 по выбору предпочтительно растворяется при помещении пакетированного табачного продукта 10 в рот, хотя в некоторых вариантах выполнения подкладочный материал 18 по выбору растворяется только частично. Пакетированный табачный продукт 10 предпочтительно вызывает немедленное и продолжающееся приятное ощущение во рту от табака у потребителя пакетированного табачного продукта 20.
Подкладочный материал 18 по выбору предпочтительно не растворим в добавках табака в табачном материале 20, благодаря чему добавки могут быть введены в табачный материал без опасения растворения подкладочного материала 18 по выбору. Посредством такого расположения подкладочного материала 18 по выбору поддерживают его эффективность по защите от загрязнения полотна.
Подкладочный материал 18 по выбору может быть также изготовлен полуводорастворимым для обеспечения медленного растворения подкладочного материала 18 по выбору, если это желательно, при расположении его во рту. Например, сам подкладочный материал 18 по выбору можно использовать таким образом, чтобы он был носителем ароматизатора или усилителя аромата, и при этом подкладочный материал 18 по выбору может обеспечивать быстрое высвобождение аромата (т.е. обеспечивать высокую водорастворимость) или более продолжительное высвобождение аромата (т.е. обеспечивать низкую водорастворимость в сравнении с подкладочным материалом, быстро высвобождающим аромат). Подкладочный материал 18 по выбору может также по выбору содержать дополнительные ингредиенты вкусовых веществ. Таким образом, посредством использования подкладочного материала 18 по выбору, обладающего предварительно определенным уровнем водорастворимости, пакетированному табачному продукту могут быть приданы свойства быстрого или более продолжительного высвобождения аромата и обеспечения минимального загрязнения полотна.
Хотя подкладочный материал 18 по выбору можно использовать в неароматизированном состоянии, в подкладочный материал 18 по выбору может быть введен дополнительный ароматизатор, как это было указанно выше. Если в подкладочный материал 18 по выбору вводят ароматизатор, то подкладочный материал 18 по выбору может быть выбран таким образом, чтобы из него быстро высвобождался аромат (т.е. немедленно или в течение нескольких секунд) или чтобы обеспечивалось продолжительное время высвобождения аромата (т.е. длящееся до нескольких минут) и чтобы он обладал свойством замедленного или постепенного растворения в воде для создания продолжительного эффекта, как это было указанно выше, или для того и другого.
Для обеспечения быстрого высвобождения аромата можно использовать быстро растворяющийся в воде подкладочный материал по выбору. При использовании быстро растворяющегося в воде материала в пакетированном табачном продукте 10 слюна может вызвать быстрое растворение подкладочного материала 18 по выбору, и может быстро высвобождаться аромат, содержащийся в нем, таким образом обеспечивая аромат и ощущение во рту при низких уровнях содержания влаги, сходное с ощущением, возникающим при использовании пакетированного табачного продукта с более высоким содержанием влаги. Кроме того, другие материалы можно использовать для замедления быстрого растворения подкладочного материала 18 по выбору. Например, в глюкановый подкладочный материал могут быть добавлены такие добавки, как зерновой зеин, для регулирования (т.е. снижения) водорастворимости глюкана и, таким образом, для сдерживания, или замедления, скорости растворения глюкана в воде.
Хотя можно использовать любые водорастворимые материалы, например: целлюлозные материалы, гумми-вещества, полимеры, крахмалы, протеины и их сочетания, предпочтительно подкладочный материал 18 по выбору изготавливать из глюканов благодаря их высокой степени растворимости в воде, быстрому растворению и приятному ощущению, создаваемому во рту. Примеры пригодных глюканов включают, без ограничения, пуллулан и elsinan.
Примеры целлюлозных материалов включают, без ограничения: карбоксиметилцеллюлозу, метилцеллюлозу, этилцеллюлозу, гидроксиметилцеллюлозу, гидроксиэтилцеллюлозу, гидроксипропилцеллюлозу, гидроксипропилметилцеллюлозу, гидроксиметилпропилцеллюлозу и их сочетания.
Примеры водорастворимых гумми-веществ включают, без ограничения: гуммиарабик, ксантановую камедь, трагакант, аравийскую камедь, каррагинан, гуаровую смолу, смолу плодов рожкового дерева, пектин, альгинаты и их сочетания.
Примеры других полимеров включают, без ограничения: поливиниловый спирт, полиакриловую кислоту, поливинилпирролидон, полиметакрилат, полиметиловые сополимеры, декстрин, декстран, хитин, хитозан, полидекстрозу, фруктозу и их сочетания.
Примеры крахмалов включают, без ограничения, крахмалы из: тапиоки, риса, зерновых культур, картофеля, пшеницы и их сочетания.
Примеры протеинов включают: желатин, зеин, клейковину, протеин сои, вещества, выделенные из протеина сои, сывороточный белок молока, вещества, выделенные из сывороточного белка молока, казеин, levin, коллаген и их сочетания.
Если желательно, чтобы подкладочный материал 18 по выбору обладал свойством более продолжительного высвобождения аромата, то может быть выбран другой подкладочный материал по выбору, отличный от быстро растворяющихся подкладочных материалов по выбору, рассмотренных выше. Или, в альтернативном варианте выполнения, может быть использован более толстый слой подкладочного материала 18 по выбору для увеличения продолжительности полного растворения подкладочного материала по выбору и связанного с ним высвобождения ароматизаторов. Или, в качестве другого альтернативного варианта выполнения, материалы, содержащие более длинные органические цепи или другие вещества, могут быть добавлены в быстро растворяющиеся подкладочные материалы по выбору, рассмотренные выше, для снижения растворимости. Таким образом, водорастворимость подкладочного материала 18 по выбору может быть повышена или снижена, и можно обеспечить регулирование содержания влаги в табачном материале 20 в пакетированном табачном продукте 10 посредством снижения потери или испарения влаги из табачного материала 20 в сравнении с пакетированным табачным продуктом без подкладочного материала по выбору.
Альтернативно между табачным материалом 20 и полотном 22 может быть обеспечен многослойный подкладочный материал по выбору. Посредством обеспечения многослойного подкладочного материала по выбору функциональность подкладочного материала по выбору может быть повышена в сравнении со случаем использования одного слоя подкладочного материала по выбору. Например, можно использовать более одного уровня водорастворимости внутри различных слоев многослойного подкладочного материала по выбору, если это желательно. Многослойный подкладочный материал по выбору может содержать два, три, четыре или более слоев, в зависимости от свойств, которые желательно придать подкладочному материалу по выбору.
Например, подкладочный материал 18 по выбору может быть выполнен как двухслойный материал (т.е. состоящий из наружного подкладочного материала по выбору и внутреннего подкладочного материала по выбору), расположенный между табачным материалом 20 и полотном 22. Наружному подкладочному материалу по выбору (расположенному рядом с полотном 22) может быть придано свойство создания воспринимаемого немедленно начального вкуса (т.е. он может обладать высоким уровнем водорастворимости), тогда как внутреннему подкладочному материалу по выбору (расположенному рядом с табачным материалом 20) может быть придана влагостойкость (т.е. он может обладать более низким уровнем водорастворимости, чем наружный подкладочный материал по выбору).
Наружный подкладочный материал по выбору может содержать подкладочный материал по выбору, обладающий высокой степенью водорастворимости, и слюна может вызвать быстрое растворение наружного подкладочного материала по выбору, сходное с растворением приведенных в качестве примера одинарных слоев подкладочного материала 18 по выбору, как это указанно выше. Как таковые, наружные подкладочные материалы по выбору, приведенные в качестве примера, содержат полисахариды, например, пектин.
С другой стороны, внутренний подкладочный материал по выбору может содержать влагостойкий материал, который может быть проницаемым для воды и/или воздуха, а также водонерастворимым, чтобы влагостойкость могла сохраняться даже во время использования. Примеры материалов, которые можно использовать в качестве внутреннего подкладочного материала по выбору, включают любые пористые, водонерастворимые полотна, листы или подкладочные материалы по выбору, которые могут быть изготовлены из перфорированных слоев или слабо связанных волокон, или нетканых полотен из восков, полимеров, шеллака, зернового зеина, целлюлозных материалов и/или их сочетаний.
Приведенные в качестве примера воски включают: карнаубский воск, канделильский воск, воск из рисовых отрубей и/или воски из парафина, и/или полиэтилена, где восковым покрытием может быть обеспечено превосходное влаго подкладочного материала по выбору.
Приведенные в качестве примеров полимеры включают поливинилацетат (ПВА) и/или полисахариды, например, карамелизованный сахар, обладающий свойствами водонерастворимости, или продолжительным временем высвобождения, или медленной водорастворимостью (т.е. обладает свойством замедленного или постепенного растворения в воде, создающим продолжительный эффект).
Посредством использования сочетания подкладочных материалов по выбору можно регулировать содержание влаги в самом табачном материале с помощью внутреннего подкладочного материала по выбору, препятствующего высвобождению влаги из табачного материала 20, тогда как аромат может высвобождаться из наружного подкладочного материала по выбору. Кроме того, внутренний подкладочный материал по выбору может быть также растворимым и ароматизированным таким образом, чтобы могло быть обеспечено двухстадийное высвобождение аромата, при котором из наружного подкладочного материала по выбору может высвобождаться аромат как первая стадия, до растворения внутреннего подкладочного материала по выбору, из которого, в свою очередь, высвобождается аромат, представляя вторую стадию, таким образом может быть достигнуто двухстадийное или многостадийное высвобождение аромата, если это желательно.
Подкладочный материал по выбору может быть расположен вдоль полотна посредством использования любого пригодного оборудования. Например, полосу подкладочного материала по выбору можно подавать вместе с полосой полотна материала, и полосы могут быть по выбору сопряжены друг с другом посредством спрессовывания полос вместе, посредством использования адгезива или клейкости подкладочного материала по выбору. Альтернативно подкладочный материал по выбору может быть нанесен в виде покрытия на полотно. В случае использования множества покрытий, каждое покрытие, которое может быть одним и тем же или другим подкладочным материалом по выбору, входящим в состав многослойного подкладочного материала по выбору, предпочтительно сушат до нанесения последующих покрытий. Например, множество покрытий (например, 5 покрытий) может быть нанесено способом глубокой печати (см. дополнительное описание ниже) для обеспечения общей массы покрытия, достаточной для достижения целей предотвращения загрязнения и/или выделения аромата, составляющей, например: от 10 мг до 200 мг, от 20 мг до 100 мг, например, 45 мг на пакетированный табачный продукт. Каждый слой покрытия предпочтительно сушат до нанесения последующего слоя покрытия. Для повышения гибкости и поддержания, и защиты уровней содержания влаги в пакетированном табачном продукте, одно или более гигроскопических веществ, например, пропиленгликоль, может быть включено в полотно подкладочного материала по выбору с покрытием.
Сушку подкладочного материала по выбору с покрытием предпочтительно выполняют посредством щадящей сушки, например, воздушной сушки при низкой температуре (например, при температуре, несколько более высокой, чем окружающая температура, предпочтительно - до около 65°C (около 150°F), более предпочтительно - 40°C-65°C (100°F-150°F)) и при более низкой скорости, и более длительном времени выдержки, чем это выполнялось бы при более высокой температуре сушки [например, при 150°C-175°C (300°F-350°F)].
В другом варианте выполнения влагостойкость (т.е. водорастворимость) подкладочного материала 18 по выбору можно регулировать как функцию содержания влаги в табачном материале 20 для обеспечения желательного уровня содержания влаги в пакетированном табачном продукте 10. Например, подкладочный материал 18 по выбору может содержать гигроскопические вещества для обеспечения возможности поддержания в табачном материале пакетированного табачного продукта предварительно определенного содержания влаги в табаке, составляющего от около 5% до около 65%.
В другом варианте выполнения активность воды компонента (компонентов) табачного материала 20 может быть подобрана таким образом, чтобы активность воды представляла соотношение между давлением водяного пара компонента и давлением водяного пара чистой воды при тех же условиях и чтобы оно было выражено дробью. Таким образом, посредством подбора активности воды материала полотна 22, ароматизирующих соединений и табачного материала 20 может быть ограничена влагопередача между материалом полотна 22, ароматизирующими соединениями и табачным материалом 20. Таким образом, посредством подбора или регулирования активности воды подкладочный материал 18 по выбору можно использовать для обеспечения только высвобождения аромата, тогда как загрязнение полотна может быть снижено посредством принятия дополнительных мер.
Приведенные в качестве примера подкладочные материалы 18 по выбору содержат вещества пищевой категории, например, полисахариды, включая: пуллулан, протеиновые пленки или синтетические полимеры, включая перечисленные выше. Следует, однако, отметить, что можно использовать любой подкладочный материал по выбору, являющийся биосовместимым и уменьшающим загрязнение полотна. Пленки, которые можно использовать в качестве подкладочного материала по выбору, включают пленки, изготавливаемые компанией MonoSol (компания с ограниченной ответственностью - LLC) (г. Портаж, шт. Индиана, США), как представлено в Международных публикациях WO 2004/009445 и WO 2004/052335, которые включены в их полном объеме в настоящий документ посредством ссылки.
Для способствования нанесению покрытия в виде подкладочного материала по выбору на полотно, подкладочный материал по выбору может быть в виде суспензии. Альтернативно или дополнительно подкладочный материал по выбору (например, суспензия материала, используемого для формирования подкладочного материала по выбору) может быть нанесен на полотно во время изготовления полотна. Капсулированные ароматизаторы могут быть включены в подкладочный материал по выбору для продления высвобождения аромата из подкладочного материала по выбору.
В одном варианте выполнения подкладочный материал 18 по выбору наносят на полотно 22 до сборки пакетированного табачного продукта 10 посредством выполнения пригодного процесса нанесения, например, посредством: контактного способа нанесения, щелевого способа нанесения, напыления или посредством глубокой печати. Нанесением подкладочного материала 18 по выбору на материал полотна 22 обеспечивают возможность улучшенного регулирования и поддержания желательного уровня прозрачности полотна. Альтернативно цвет пакетированного табачного продукта можно регулировать посредством введения соответствующих красящих добавок в подкладочный материал 18 по выбору, например, осветлителей или подобных веществ. Таким образом, посредством соответствующего выбора добавок для подкладочного материала 18 по выбору можно регулировать матовость, белизну и/или цвет пакетированного табачного продукта.
Контактный способ нанесения покрытия включает нанесение покрытия на поверхность с использованием вращаемых валов. Толщину покрытия регулируют посредством регулирования потока жидкости, подаваемой в зону контакта между расположенными рядом валами, и посредством регулирования относительных скоростей валов. При нанесении покрытия реверсным валом аппликаторный вал предпочтительно вращают относительно ленты полотна 22, а суспензию подкладочного материала по выбору предпочтительно образуют в зоне контакта между двумя валами.
Щелевой способ нанесения покрытия можно использовать при применении суспензий, обладающих вязкостью в широких пределах. При использовании щелевого способа нанесения покрытия суспензию подкладочного материала по выбору направляют через щелевую фильеру для обеспечения одного слоя покрытия на ленту полотна 22, перемещаемую относительно фильеры. Суспензию подкладочного материала по выбору подают в фильеру дозирующим устройством, например, поршневым насосом. Толщина покрытия зависит от скорости полотна и расхода суспензии.
Глубокой печатью обеспечивают тонкие, точные слои покрытия, и ее можно осуществлять с высокой скоростью. При осуществлении глубокой печати вал с гравированным рисунком вращают в емкости, содержащей суспензию подкладочного материала по выбору. Суспензию подкладочного материала по выбору набирают в гравированный рисунок, а избыточное количество суспензии подкладочного материала по выбору удаляют с поверхности вала ракельным ножом. Суспензию подкладочного материала по выбору переносят с вала на ленту полотна 22.
Подкладочный материал 18 по выбору может содержать компоненты по выбору, включающие (но их состав не ограничен приведенным перечнем): ароматизаторы, красящие вещества, наполнители, загустители, пластификаторы, поверхностно-активные вещества, стабилизаторы, антиоксиданты, защитные вещества, осветлители и т.п.
Подкладочный материал 18 по выбору может также содержать пигменты (например, красящие вещества).
В подкладочный материал 18 по выбору могут быть включены наполнители. Приведенные в качестве примера наполнители включают (но их состав не ограничен приведенным перечнем): целлюлозу, оксид титана, силикат магния (например, тальк), алюмосиликат, карбонат магния, карбонат кальция (например, известняк), фосфат кальция, сульфат кальция, оксид цинка, оксид алюминия и их смеси. Можно добавлять и другие карбонатные и фосфатные соли.
В подкладочный материал 18 по выбору могут быть также включены крахмалы и/или простые эфиры целлюлозы, где крахмалы и/или простые эфиры целлюлозы могут действовать как загустители или вяжущие вещества. Кроме того, в качестве загустителей можно использовать полимеры, например: поливинилпирролидон и поливиниловый спирт, и гумми-вещества, например: ксантановую камедь, гуммиарабик и аравийскую камедь. В общем, жесткость подкладочного материала 18 по выбору можно повысить, а скорость растворения (т.е. растворения при воздействии влаги) можно снизить посредством увеличения средней молекулярной массы полимеров, составляющих подкладочный материал 18 по выбору. Таким образом, посредством добавления загустителей можно повысить модуль (т.е. жесткость) подкладочного материала 18 по выбору, но в то же время можно снизить предрасположенность к скручиванию или изгибу подкладочного материала 18 по выбору во время или после сушки (например, во время хранения).
Для регулирования жесткости подкладочного материала 18 по выбору, а также вязкости расплава полимера, из которого формируют подкладочный материал 18 по выбору, можно также использовать пластификаторы. Приведенные в качестве примера пластификаторы включают: моноацетин; диацетин; триацетин; гликоли, например: полиэтиленгликоль и пропиленгликоль; многоатомные спирты, например, глицерин и сорбит; минеральные масла; растительные масла; и глицерол, и сложные эфиры глицерола, например: глицеролтриацетат.
В подкладочный материал 18 по выбору можно также вводить поверхностно-активные вещества. Пригодные поверхностно-активные вещества включают (но их состав не ограничен приведенным перечнем): моно- и диглицериды жирных кислот, лактилаты, плюрониковую кислоту, сложные эфиры полиоксиэтиленсорбита, латанол, и лаурилсульфат натрия.
В подкладочный материал 18 по выбору можно также включать стабилизаторы. Стабилизаторами, приведенными в качестве примера, являются гумми-вещества, например: гуаровая смола, ксантановая камедь, смола плодов рожкового дерева и каррагинан.
Приведенные в качестве примера подкладочные материалы 18 по выбору могут также содержать по выбору антиоксиданты и/или консерванты. Приведенные в качестве примера антиоксиданты включают (но их состав не ограничен приведенным перечнем): аскорбиновую кислоту, витамин E и пиросульфат натрия. Приведенные в качестве примера консерванты включают (но их состав не ограничен приведенным перечнем): уксусную кислоту, бензоловую кислоту, лимонную кислоту, молочную кислоту, яблочную кислоту, сорбиновую кислоту и виннокаменную кислоту.
Подкладочный материал 18 по выбору может быть полупрозрачным или по существу матовым.
Запечатывание можно осуществлять посредством использования любого пригодного способа запечатывания, например, посредством использования адгезива или посредством взаимного сваривания. Взаимное сваривание может быть термическим или <ультра>звуковым. Предпочтительно запечатывание осуществляют посредством термического сваривания, как это определено выше. В частности, термическое сваривание можно осуществлять, используя дугообразный нагреваемый металлический элемент (нагреватель), например, нагреваемый диск. Дугообразный нагреваемый металлический элемент сопрягают с одной стороной полотна, которая предпочтительно содержит полипропилен, например, в виде полипропиленового волокна или полипропиленовой пленки, и прижимают первую сторону полотна ко второй стороне полотна, и ко второму, противоположному нагреваемому металлическому элементу или к ненагреваемой поверхности.
Хотя настоящее изобретение описано со ссылкой на ряд примерных вариантов и способов выполнения, настоящее изобретение не ограничено этими примерами и охватывает различные модификации и эквивалентные конструкции, находящиеся в объеме настоящей формулы изобретения.
Система содержит плиту для выдачи жидкости с впускным каналом для сообщения с источником жидкости, подлежащей выдаче, по меньшей мере, один коллектор для выдачи жидкости, состоящей из одного или более ароматизаторов, сообщенный с впускным каналом, и множество выпускных отверстий, расположенных вдоль коллектора на наружную поверхность табачного продукта. При этом плита расположена по ходу после устройства для формирования и заполнения табачных продуктов и смежно потоку табачных продуктов, когда они покидают устройство. По другому варианту система содержит средство подачи полотна материала для формирования пакетика, устройство для формирования и заполнения табачного продукта, содержащее продолговатый трубчатый элемент, наружная поверхность которого обеспечивает поверхность для формирования табачного продукта из подаваемого материала, формирующий заплечик, принимающий полотно и сгибающий полотно вокруг устройства для формирования пакетика с продольными краевыми участками, нагреваемый диск с накаткой для запечатывания продольных краевых участков полотна посредством формирования шва по мере перемещения полотна вдоль устройства и
систему выдачи жидкости, описанную выше. Способ формирования табачного продукта содержит получение полотна для использования в процессе формирования пакетированного ароматизированного табачного продукта, формирование и заполнение продукта с использованием устройства, содержащего продолговатый трубчатый элемент, наружная поверхность которого обеспечивает поверхность для формирования вокруг него продукта, и получение жидкости с одним или более ароматизатором для подачи в систему выдачи жидкости. При этом система выполнена идентично первому варианту выполнения системы. Группа изобретений обеспечивает повышение качества. 3 н. и 21 з.п. ф-лы, 6 ил.
1. Система выдачи жидкости для использования с устройством для формирования и заполнения пакетированных табачных продуктов, содержащая первую плиту для выдачи жидкости, содержащую:
(a) впускной канал для введения в сообщение с источником жидкости, подлежащей выдаче;
(b) по меньшей мере один коллектор для выдачи жидкости, содержащей один или более ароматизаторов, сообщенный с указанным впускным каналом; и
(c) множество выпускных отверстий, расположенных вдоль указанного по меньшей мере одного коллектора, для выдачи жидкости, содержащей один или более ароматизаторов, на наружную поверхность пакетированного табачного продукта;
причем указанная первая плита для выдачи жидкости расположена по ходу после устройства для формирования и заполнения пакетированных табачных продуктов и смежно потоку пакетированных табачных продуктов, когда они покидают устройство.
2. Система по п. 1, в которой указанная первая плита для выдачи жидкости содержит блок для образования внутри него указанного по меньшей мере одного коллектора для выдачи жидкости.
3. Система по п. 2, в которой указанный блок указанной первой плиты для выдачи жидкости имеет прямоугольную форму.
4. Система по п. 3, в которой указанный по меньшей мере один коллектор для выдачи жидкости образован внутри указанного блока так, что он по существу перпендикулярен потоку пакетированных табачных продуктов, покидающих устройство.
5. Система по п. 4, дополнительно содержащая вторую плиту для выдачи жидкости, причем указанная вторая плита для выдачи жидкости расположена по существу параллельно указанной первой плите для выдачи жидкости и на расстоянии от нее, так чтобы позволить потоку пакетированных табачных продуктов проходить между ними и принимать выдаваемую жидкость, содержащую один или более ароматизаторов, по меньшей мере на двух своих сторонах.
6. Система по п. 5, дополнительно содержащая множество коллекторов для выдачи жидкости, каждый из которых выровнен по существу параллельно другому коллектору.
7. Система по п. 6, в которой каждый коллектор для выдачи жидкости содержит по меньшей мере четыре выпускных отверстия, каждое из которых имеет диаметр около 0,2 мм.
8. Система по п. 6, в которой каждый коллектор для выдачи жидкости содержит по меньшей мере шесть выпускных отверстия, каждое из которых имеет диаметр около 0,2 мм.
9. Система по п. 6, в которой каждый коллектор для выдачи жидкости содержит по меньшей мере восемь выпускных отверстия, каждое из которых имеет диаметр около 0,2 мм.
10. Система по п. 9, дополнительно содержащая кронштейн для установки указанных первой и второй плит для выдачи жидкости, причем указанная вторая плита для выдачи жидкости расположена по существу параллельно указанной первой плите для выдачи жидкости и на расстоянии от нее, так чтобы позволить потоку пакетированных табачных продуктов проходить между плитами и принимать выдаваемую жидкость, содержащую один или более ароматизаторов по меньшей мере на двух своих сторонах.
11. Система для изготовления пакетированного табачного продукта, содержащая:
(a) средство подачи полотна материала для формирования пакетика;
(b) устройство для формирования и заполнения пакетированного табачного продукта, содержащее продолговатый трубчатый элемент, который содержит первый конец, второй конец и наружную поверхность, при этом указанная наружная поверхность указанного продолговатого трубчатого элемента обеспечивает поверхность для формирования пакетированного табачного продукта из подаваемого полотна материала;
(c) формирующий заплечик, принимающий полотно от указанного средства подачи полотна материала и сгибающий полотно вокруг указанного устройства для формирования пакетика, содержащего продольные краевые участки;
(d) нагреваемый диск с накаткой для запечатывания продольных краевых участков полотна, для формирования шва по мере перемещения полотна вдоль указанного устройства; и
(e) систему выдачи жидкости по любому из пп. 1-10.
12. Система по п. 11, дополнительно содержащая приводные ремни или приводные шкивы, расположенные ниже указанного формирующего заплечика, для непрерывного перемещения полотна вдоль указанного формирующего заплечика.
13. Система по п. 12, дополнительно содержащая верхнюю пару противоположных термосварочных элементов и нижнюю пару термосварочных элементов, взаимодействующих с ножом в повторяемом режиме, для запечатывания и отрезания пакетированного табачного продукта.
14. Система по п. 13, в которой дискретные порции табака подают через указанный, продолговатый трубчатый элемент указанного устройства в синхронизации с действием указанных термосварочных элементов.
15. Система по п. 14, в которой указанные термосварочные элементы и нож следуют циклу движения, при котором указанные термосварочные элементы сближаются друг с другом, и табак подается в указанный продолговатый элемент указанного устройства.
16. Система по п. 15, в которой дозированные порции табака вдувают, используя воздух, в указанный продолговатый трубчатый элемент указанного устройства после сближения верхних термосварочных элементов.
17. Система по п. 16, в которой указанная система выдачи жидкости обеспечивает по меньшей мере частичное нанесение покрытия из одного или более ароматизаторов на пакетированный табачный продукт.
18. Способ формирования пакетированного ароматизированного табачного продукта, включающий:
(a) получение полотна для использования в процессе формирования пакетированного ароматизированного табачного продукта;
(b) формирование и заполнение пакетированного ароматизированного табачного продукта с использованием устройства, содержащего продолговатый трубчатый элемент, содержащий первый конец, второй конец и наружную поверхность, причем указанная наружная поверхность указанного продолговатого трубчатого элемента обеспечивает поверхность для формирования вокруг него пакетированного ароматизированного табачного продукта; и
(с) получение жидкости, содержащей один или более ароматизаторов, для подачи в систему выдачи жидкости, содержащую первую плиту для выдачи жидкости, содержащую (i) впускной канал для введения в сообщение с источником жидкости, подлежащей выдаче; (ii) по меньшей мере один коллектор для выдачи жидкости, сообщенный с указанным впускным каналом; и (iii) множество выпускных отверстий, расположенных вдоль указанного по меньшей мере одного коллектора, для выдачи жидкости на наружную поверхность пакетированного табачного продукта;
при этом первая плита для выдачи жидкости расположена по ходу после устройства и смежно потоку пакетированных табачных продуктов, когда они покидают устройство.
19. Способ по п. 18, в котором система выдачи жидкости дополнительно содержит вторую плиту для выдачи жидкости, расположенную по существу параллельно указанной первой плите для выдачи жидкости и на расстоянии от нее, так чтобы позволить потоку пакетированных табачных продуктов проходить между плитами и принимать выдаваемую жидкость по меньшей мере на двух своих сторонах.
20. Способ по п. 19, дополнительно включающий стадию запечатывания наложенных внахлест участков полотна.
21. Способ по п. 20, дополнительно включающий стадию отрезания пакетированного ароматизированного табачного продукта от полотна.
22. Способ по п. 21, в котором указанный по меньшей мере один коллектор для выдачи жидкости содержит по меньшей мере восемь выпускных отверстий, каждое из которых имеет диаметр около 0,2 мм.
23. Способ по п. 18, включающий сообщение жидкости с выпускными отверстиями при перемещении пакетированного табачного продукта вдоль пути, смежного выпускным отверстиям, при этом пакетированный табачный продукт взаимодействует с выпускными отверстиями для вытягивания жидкости из них и на пакетированный табачный продукт, и по меньшей мере частичного покрытия этого пакетированного табачного продукта.
24. Способ по п. 23, в котором пакетированный табачный продукт взаимодействует с выпускными отверстиями, вытягивая жидкость из них посредством капиллярного или фитильного действия.
| US 4081943 A, 04.04.1978 | |||
| СИСТЕМА ОХЛАЖДЕНИЯ ДЛЯ ГАЗОВОЙ ТУРБИНЫ | 2002 |
|
RU2303138C2 |
| DЕ 19719000 А1, 12.11.1998 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ обработки пралиновых масс | 1979 |
|
SU805983A1 |
| WO 03089302 A1, 30.10.2003. | |||

