ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области бронированных кабелей и подобных изделий.
УРОВЕНЬ ТЕХНИКИ
В современном промышленном производстве существует постоянная потребность в снижении производственных затрат. Область производства, связанная с изготовлением бронированных кабелей, не является исключением. Обычный способ производства бронированного кабеля включает прохождение кабеля через вращающуюся каретку намоточной машины. Вращающаяся каретка содержит одну или более катушек с металлом (обычно алюминием, оцинкованной сталью или нержавеющей сталью) в форме ленты. При вращении каретки металлическая лента разматывается с катушки, и ее пропускают через профилирующие калибры для того, чтобы получить поперечное сечение, подходящее для самосцепления ленты при закручивании ее в спираль. Затем формованную металлическую ленту подают в загибочную головку, которая закручивает металлическую ленту вокруг центрального кабеля таким образом, что она приобретает спиралеобразную форму, сцепляясь сама с собой. Указанное выше требование снижения затрат на производство в последние годы привело к значительному повышению скорости работы данной машины; так, если около 1995 года обычная каретка могла вращаться со скоростью приблизительно 800 об/мин, то в 2011 году скорости приблизительно 1400 об/мин не являются из ряда вон выходящими.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Одним из аспектов изобретения является усовершенствованный продукт. Продукт представляет собой изделие, включающее металлическую ленту, спиралеобразно окружающую центральную продольную ось, при этом лента образует трубчатую конструкцию. Усовершенствование заключается в том, что лента образована двумя или более участками ленты, при этом каждый из двух или более участков ленты спиралеобразно окружает ось со смещением относительно друг друга в направлении оси.
Согласно другому аспекту изобретения, лента и каждый из участков ленты могут спиралеобразно окружать ось, при этом участки ленты имеют такие поперечные сечения, что участки ленты сцепляются друг с другом по всей своей длине, и лента сцеплена сама с собой по всей своей длине, образуя гибкую металлическую трубу.
Согласно другому аспекту изобретения, продукт можно выбрать из бронированного кабеля и гибкого кабельного канала.
Согласно другому аспекту изобретения, участки ленты могут перекрывать друг друга внахлест по всей своей длине, и лента может перекрываться внахлест по всей своей длине, образуя гибкую металлическую трубу.
Согласно другому аспекту изобретения, участки ленты могут иметь Z-образный профиль, гибкая металлическая труба может иметь поперечное сечение в форме прямоугольника с закругленными углами, а продукт может представлять собой кабель для погружного насоса.
Согласно другому аспекту изобретения, два или более участка ленты могут представлять собой два одинаковых участка ленты.
Устройство для применения с двумя или более источниками металлической ленты представляет собой другой аспект изобретения. Это устройство включает, для каждого источника металлической ленты, механизм подачи ленты и загибочную головку. Механизм подачи ленты выполнен с возможностью приема металлической ленты от каждого указанного источника и ее передачи на загибочную головку. Загибочная головка выполнена с возможностью приема металлической ленты от механизма подачи ленты и закручивания ее с образованием участка ленты, спиралеобразно окружающего центральную продольную ось. Загибочные головки и механизмы подачи ленты выполнены таким образом, что оси участков ленты совпадают, и участки ленты смещены относительно друг друга в продольном направлении, причем смежные в осевом направлении участки ленты расположены по отношению друг к другу по всей своей длине таким образом, что образуют металлическую ленту, которая спиралеобразно окружает совпадающие оси, причем металлическая лента образует трубчатую конструкцию.
Согласно другому аспекту изобретения, загибочные головки и механизмы подачи ленты могут быть выполнены таким образом, что: лента и каждый из участков ленты спиралеобразно окружают ось; при этом участки ленты имеют такие поперечные сечения, что участки ленты сцепляются друг с другом по всей своей длине, и лента сцеплена сама с собой по всей своей длине; при этом трубчатая конструкция является гибкой металлической трубой.
Согласно другому аспекту изобретения, загибочные головки и механизмы подачи ленты могут быть выполнены таким образом, что: участки ленты перекрывают друг друга внахлест по всей своей длине; лента перекрывается внахлест по всей своей длине; при этом трубчатая конструкция является гибкой металлической трубой.
Согласно другому аспекту изобретения, загибочные головки и механизмы подачи ленты могут быть выполнены таким образом, что участки ленты имеют Z-образный профиль.
Устройство для применения с двумя или более источниками металлической ленты и источником кабеля представляет собой другой аспект изобретения. Это устройство включает механизм подачи кабеля и, для каждого источника металлической ленты, механизм подачи ленты и загибочную головку. Механизм подачи ленты выполнен с возможностью приема металлической ленты от каждого указанного источника и передачи ее на загибочную головку. Загибочная головка выполнена с возможностью приема металлической ленты от механизма подачи ленты и закручивания ее с образованием участка ленты, спиралеобразно окружающего центральную продольную ось. Загибочные головки и механизмы подачи ленты выполнены таким образом, что оси участков ленты совпадают, и участки ленты смещены относительно друг друга в продольном направлении, образуя трубчатую конструкцию. Механизм подачи кабеля выполнен с возможностью приема кабеля от источника кабеля и его передачи механизмам подачи ленты и загибочным головкам таким образом, чтобы кабель был заключен в трубчатую конструкцию.
Согласно другому аспекту изобретения, механизмы подачи ленты и загибочные головки могут быть выполнены таким образом, что смежные в осевом направлении участки ленты сцепляются друг с другом по всей своей длине, образуя металлическую ленту, а металлическая лента сцеплена сама с собой по всей своей длине, образуя гибкую трубу, которая определяет трубчатую конструкцию.
Согласно другому аспекту изобретения, механизмы подачи ленты и загибочные головки могут быть выполнены таким образом, что смежные в осевом направлении участки ленты перекрывают друг друга внахлест по всей своей длине, образуя металлическую ленту, а металлическая лента перекрывается внахлест по всей своей длине, образуя гибкую трубу, которая определяет трубчатую конструкцию.
Усовершенствованный способ производства представляет собой другой аспект изобретения. Способ включает спиралеобразное закручивание металлической ленты вокруг одного или более кабелей для обеспечения трубчатой конструкции, окружающей один или более кабелей. Усовершенствование заключается в следующем: металлическая лента образована двумя или более участками ленты, при этом два или более участков ленты смещены относительно друг друга в направлении одного или более кабелей.
Согласно другому аспекту изобретения, в металлической ленте смежные в осевом направлении участки ленты могут быть сцеплены друг с другом по всей своей длине, а металлическая лента может быть сцеплена сама с собой по всей своей длине, образуя гибкую трубу, которая определяет трубчатую конструкцию.
Согласно другому аспекту изобретения, в металлической ленте смежные в осевом направлении участки ленты могут перекрывать друг друга внахлест по всей своей длине; а металлическая лента может перекрываться внахлест по всей своей длине, образуя гибкую трубу, которая определяет трубчатую конструкцию.
Устройство для применения с источником металлической ленты представляет собой другой аспект изобретения. Это устройство включает:
- один или более комплектов катушек, где каждый комплект включает две или более катушки, причем каждая катушка имеет центральный канал и центральную ось и при использовании принимает соответствующую бухту указанной металлической ленты; указанная бухта имеет цилиндрический сердечник, коаксиальный с центральной осью, через который проходит канал;
- раму с осью вращения, служащую опорой для катушек таким образом, что центральные оси катушек коаксиальны с осью вращения, причем катушки расположены на расстоянии друг от друга по оси в направлении по ходу технологического процесса и способны вращаться вокруг оси вращения;
- для каждого комплекта катушек разматывающее устройство, установленное на раме с возможностью вращения вокруг оси вращения и имеющее рабочую позицию для каждой из катушек в указанном каждом комплекте; причем разматывающее устройство, находящееся в рабочей позиции для указанной каждой катушки, при использовании разматывает указанную металлическую ленту с ранее принятой бухты на указанной каждой катушке и передает указанную металлическую ленту через канал указанной катушки и каналы всех катушек в направлении по ходу технологического процесса; и
- исполнительный механизм, выполненный с возможностью: (i) циклического перемещения каждого разматывающего устройства через его рабочие позиции; (ii) в каждом комплекте, вращения по меньшей мере той катушки, для которой разматывающее устройство установлено в рабочую позицию, и одной другой катушки таким образом, чтобы наматывать металлическую ленту из указанного источника на указанную одну другую катушку по меньшей мере с частичным совпадением по времени с разматыванием металлической ленты с катушки, для которой разматывающее устройство установлено в рабочую позицию; и (iii) вращения каждого разматывающего устройства при использовании таким образом, что металлическая лента, разматываемая с катушки, для которой указанное каждое разматывающее устройство установлено в рабочую позицию, выходит из канала последней катушки в направлении по ходу технологического процесса, причем указанная металлическая лента вращается вокруг оси вращения со скоростью, определяемой скоростью вращения указанного каждого разматывающего устройства.
Согласно другому аспекту изобретения, разматывающие устройства могут вращаться с одной скоростью и в синхронном режиме.
Согласно другому аспекту изобретения, устройство может дополнительно включать намоточный механизм для каждого комплекта катушек, который в процессе работы принимает металл из указанного источника, смазывает указанный металл и наматывает указанный металл на указанную одну другую катушку.
Согласно другому аспекту изобретения:
- рама может включать: (i) полый стержень, который определяет ось вращения; и (ii) промежуточный цилиндрический вал, установленный концентрически вокруг полого стержня, с возможностью вращения вокруг него, с идущим от него разматывающим устройством; причем для каждого разматывающего устройства промежуточный вал имеет паз, через который проходит металлическая лента, поступающая в результате движения каждого указанного разматывающего устройства; причем все пазы проходят параллельно, со смещением относительно указанной оси вращения, и расположены на ее противоположных радиальных сторонах; и
- катушки могут быть установлены концентрически относительно промежуточного цилиндрического вала и могут функционально вращаться вокруг него.
Согласно другому аспекту изобретения, устройство может дополнительно включать:
- формирователь кабельного канала; причем формирователь кабельного канала включает: для каждого разматывающего устройства, механизм подачи ленты и загибочную головку, при этом механизм подачи ленты выполнен с возможностью приема металлической ленты от указанного каждого разматывающего устройства, когда она выходит из канала последней катушки в направлении по ходу технологического процесса, и передачи ее на загибочную головку, причем загибочная головка выполнена с возможностью приема металлической ленты от механизма подачи ленты и закручивания ее таким образом, чтобы получить участок ленты, спиралеобразно окружающий центральную продольную ось; причем загибочные головки и механизмы подачи ленты выполнены таким образом, что оси участков ленты совпадают, и участки ленты смещены относительно друг друга в продольном направлении, образуя трубчатую конструкцию; и
- механизм подачи кабеля, который при использовании подает кабель в формирователь кабельного канала таким образом, чтобы кабель был заключен в трубчатую конструкцию.
Данное устройство, которое может функционировать как часть способа с применением источника металлической ленты, является другим аспектом изобретения. Этот способ включает следующие стадии: обеспечение устройства; и работа устройства таким образом, что металлическую ленту из источника наматывают на одну другую катушку в каждом комплекте катушек, по меньшей мере с частичным совпадением по времени с разматыванием металлической ленты с катушек, для которых разматывающее устройство установлено в рабочую позицию. Способ отличается тем, что:
- каждое разматывающее устройство циклически переводят на новую рабочую позицию, когда металлическая лента заканчивается на той катушке, для которой оно установлено в рабочую позицию;
- когда каждое разматывающее устройство занимает новую рабочую позицию, катушки из комплекта, для которого обеспечено указанное разматывающее устройство, остаются неподвижными; и
- оператор сваривает задний конец металлической ленты с катушки, для которой разматывающее устройство было установлено в рабочую позицию, с передним концом металлической ленты с катушки, для которой разматывающее устройство установлено в рабочую позицию.
Согласно другому аспекту изобретения, в данном способе одна другая катушка и катушка, с которой разматывают металлическую ленту, могут временами вращаться одновременно и с разными скоростями.
Преимущества, признаки и характерные особенности настоящего изобретения, а также способы эксплуатации и функции связанных элементов конструкции станут очевидными при рассмотрении следующего подробного описания и прилагаемой формулы изобретения со ссылкой на прилагаемые чертежи, которые кратко описаны ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
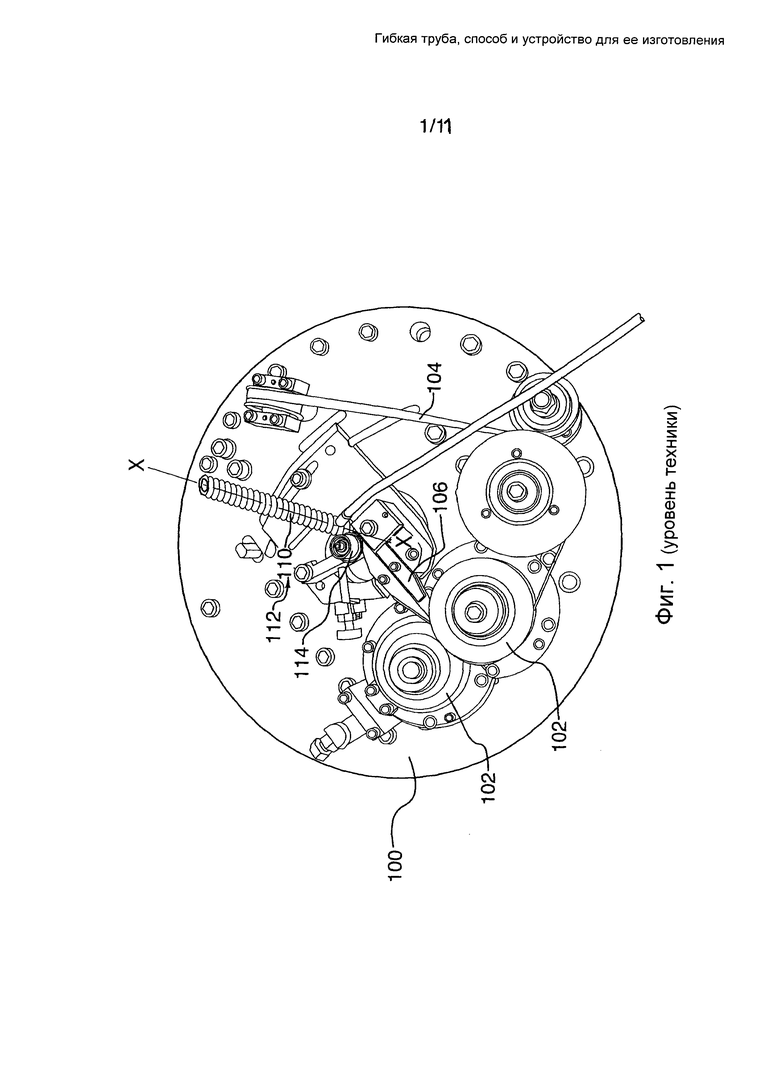
Фиг.1 представляет собой вид известного в уровне техники устройства, на котором изображены вращающаяся каретка с профилирующими калибрами и профилированная металлическая лента, которую подают на загибочную головку с помощью механизма подачи ленты (профилированная металлическая лента и загибочная головка не очень ясно видны на чертеже);
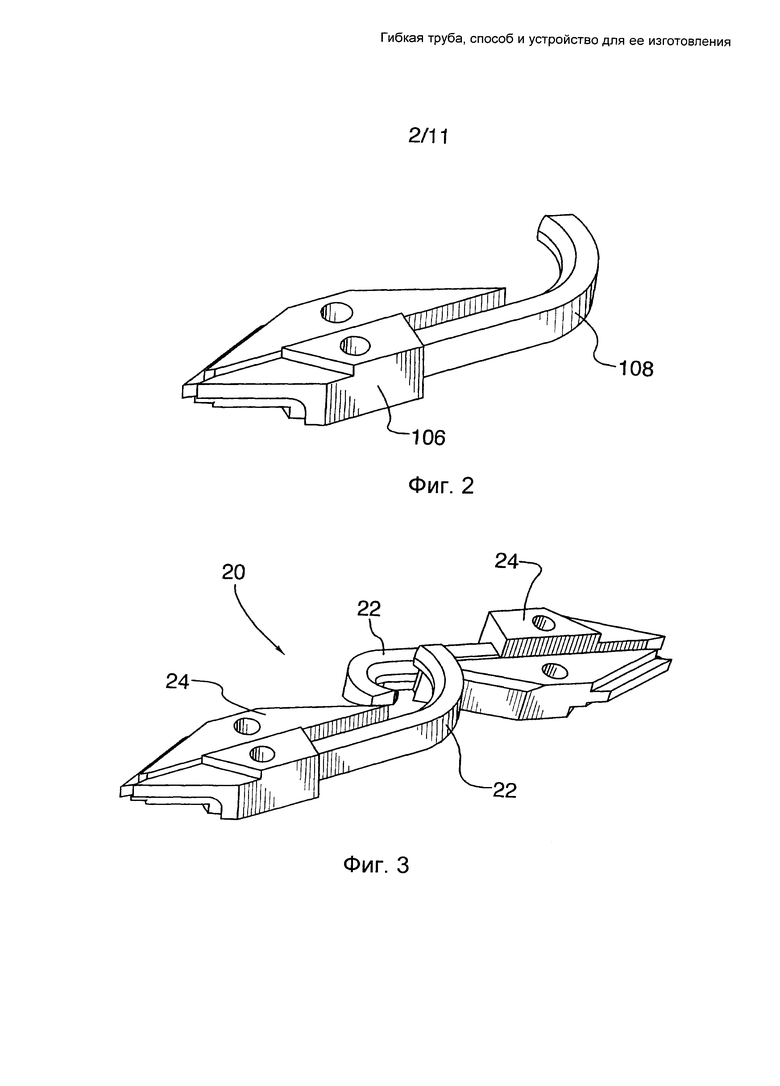
Фиг.2 представляет собой частично схематическую, увеличенную без соблюдения масштаба часть Фиг.1, на которой изображены загибочная головка и механизм подачи ленты;
Фиг.3 представляет собой вид части устройства согласно примеру воплощения изобретения, причем показанная часть примера воплощения аналогична конструкции части известного в уровне техники устройства, изображенной на Фиг.2;
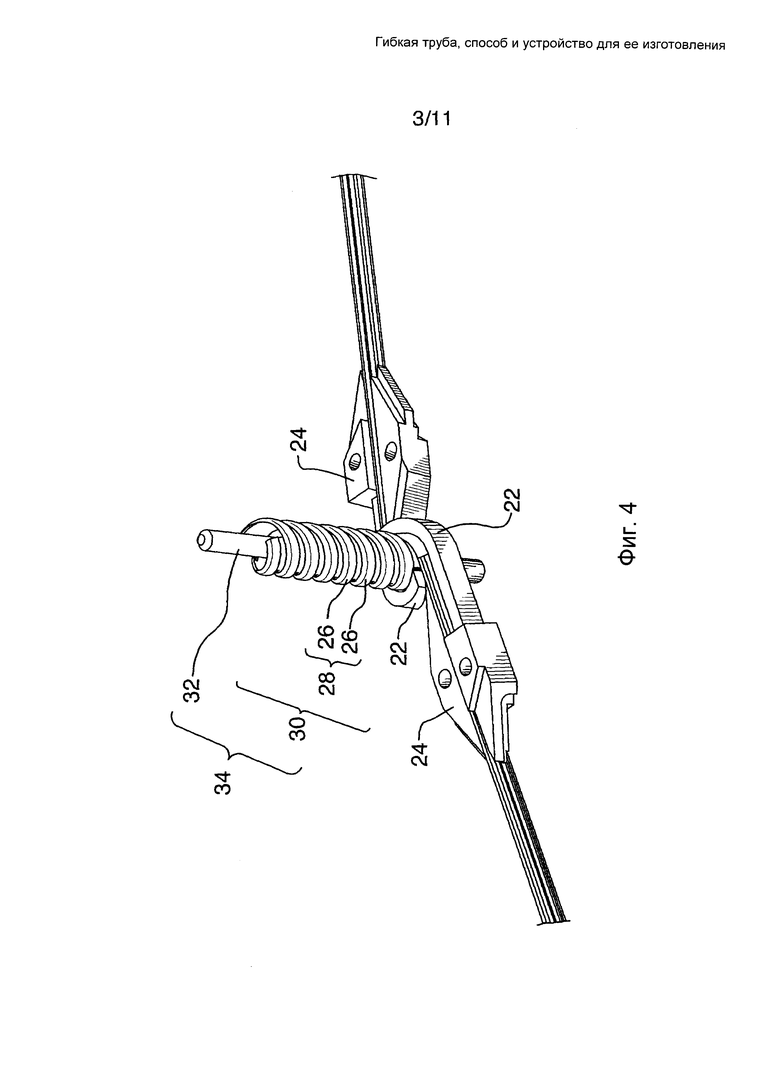
Фиг.4 представляет собой вид конструкции, изображенной на Фиг.3, при использовании;
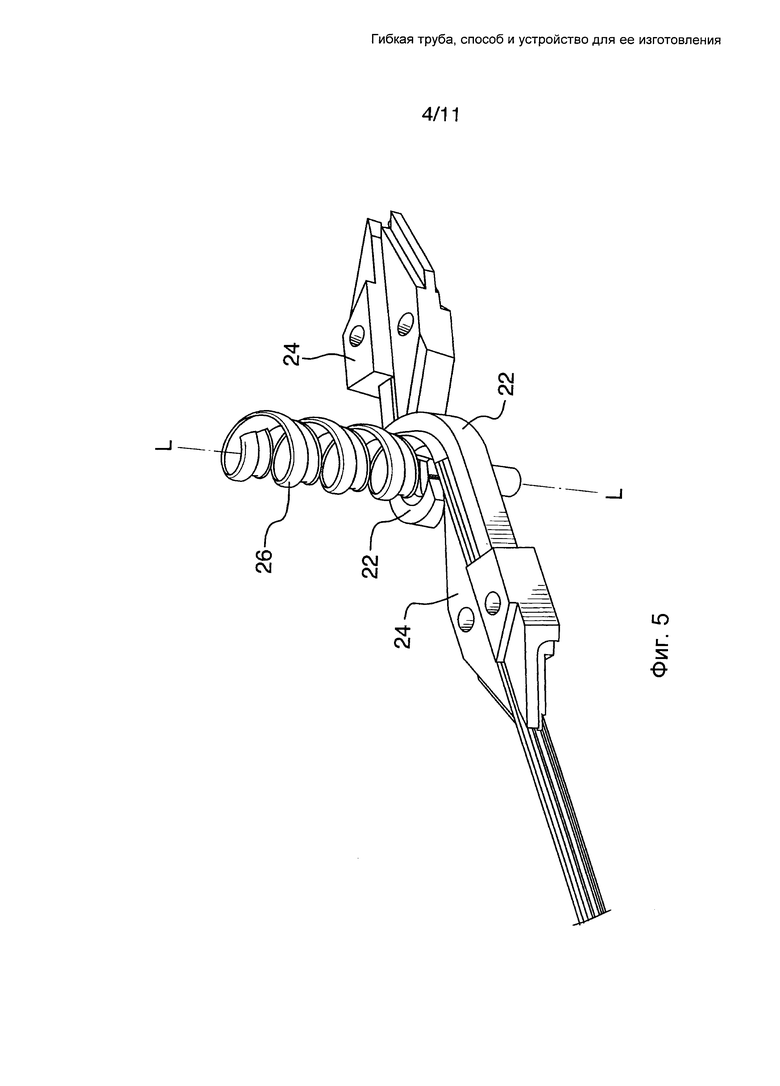
Фиг.5 представляет собой вид конструкции, изображенной на Фиг.4, где для ясности убраны некоторые части;
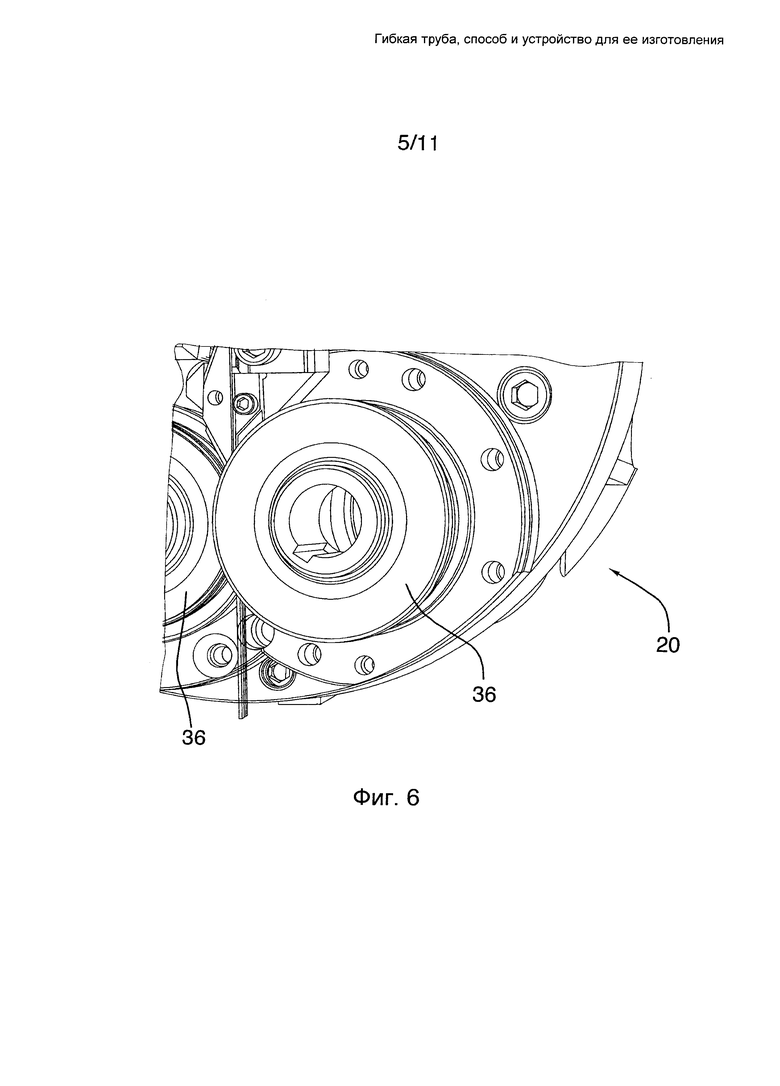
Фиг.6 представляет собой вид другой части примера воплощения устройства, отличный от вида, изображенного на Фиг.3;
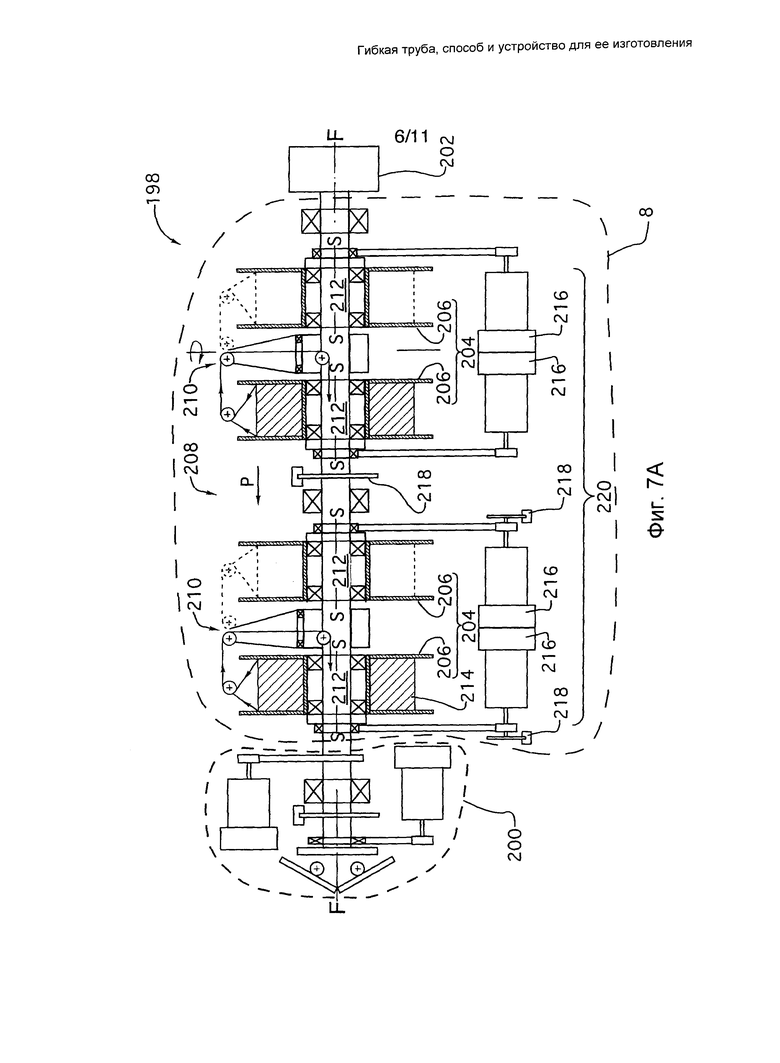
Фиг.7A представляет собой схематический вид сверху примера воплощения, которое включает устройство, изображенное на Фиг.3;
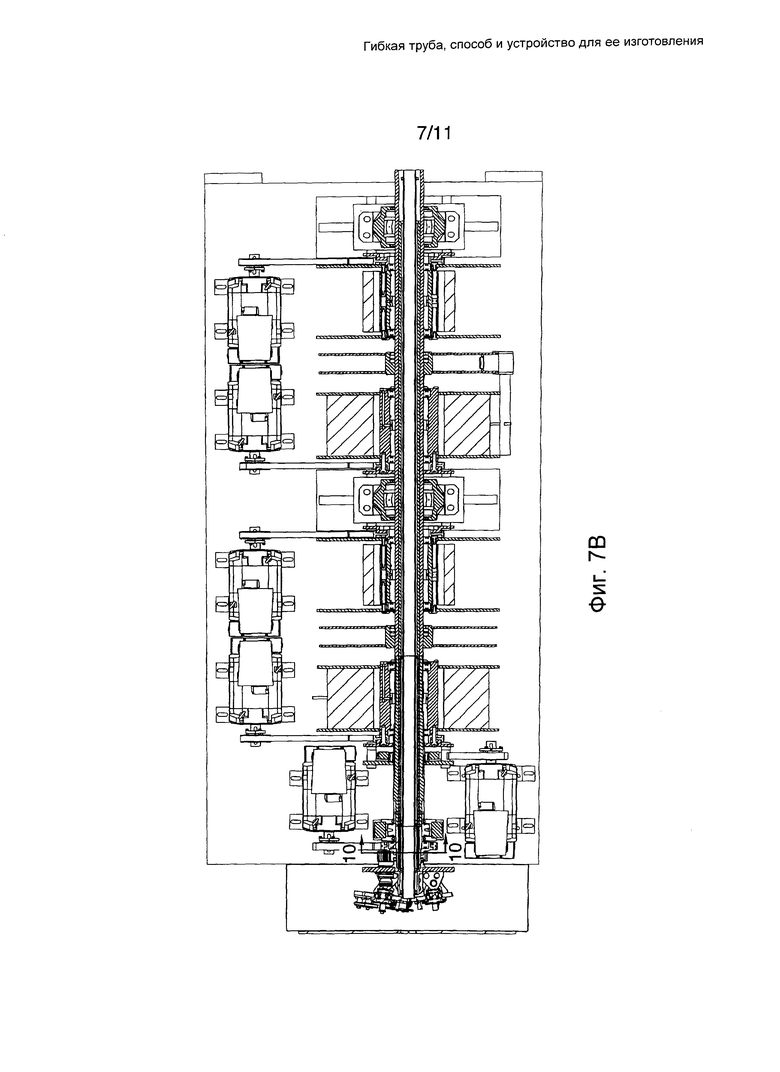
Фиг.7B представляет собой вид сверху примера воплощения, на котором показано большее количество деталей, чем на Фиг.7A;
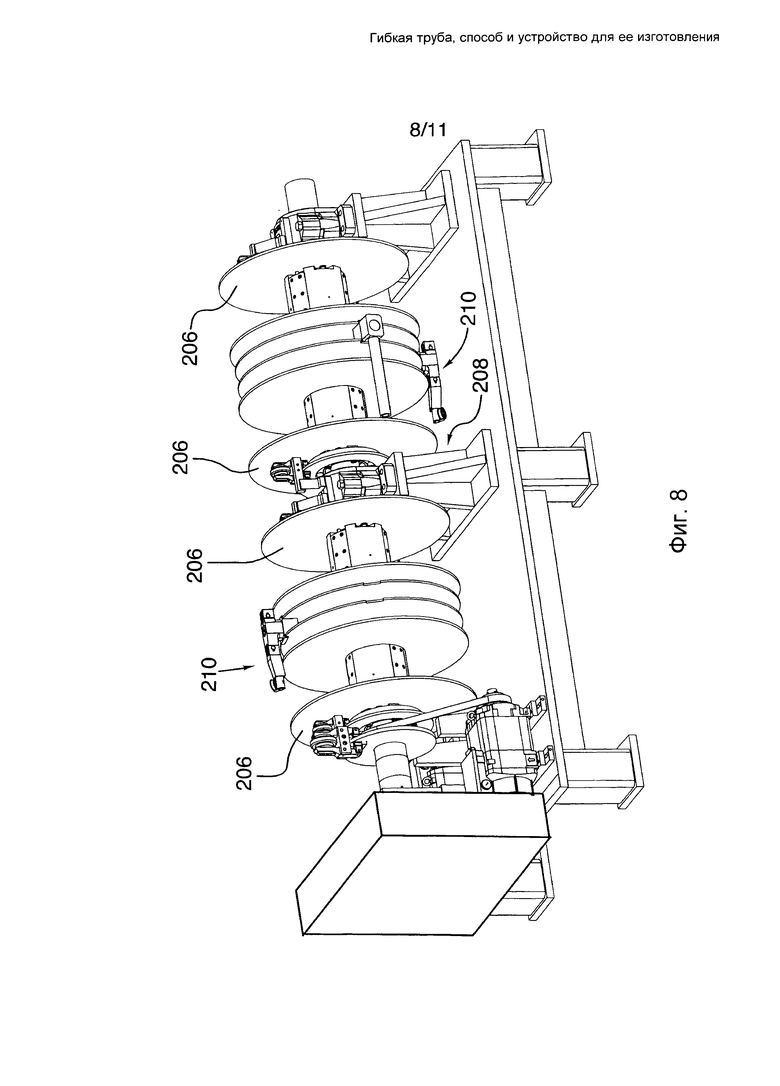
Фиг.8 представляет собой вид в перспективе конструкции, изображенной на Фиг.7B;
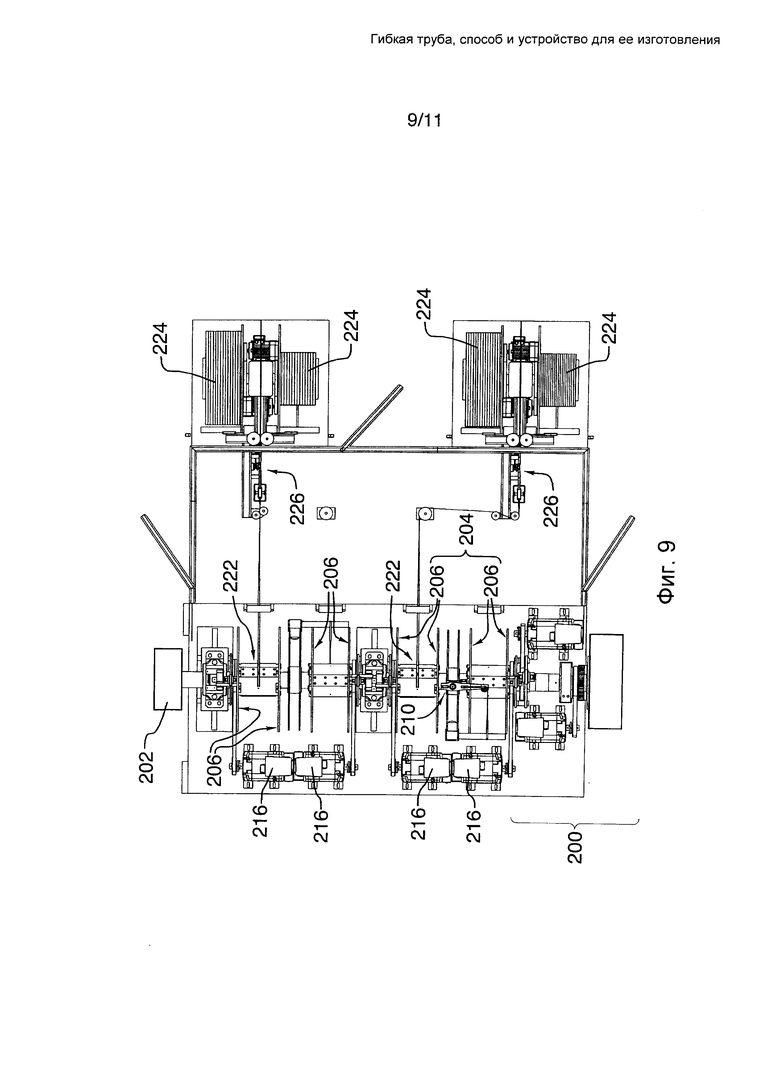
Фиг.9 представляет собой вид сверху конструкции, изображенной на Фиг.7B, при использовании;
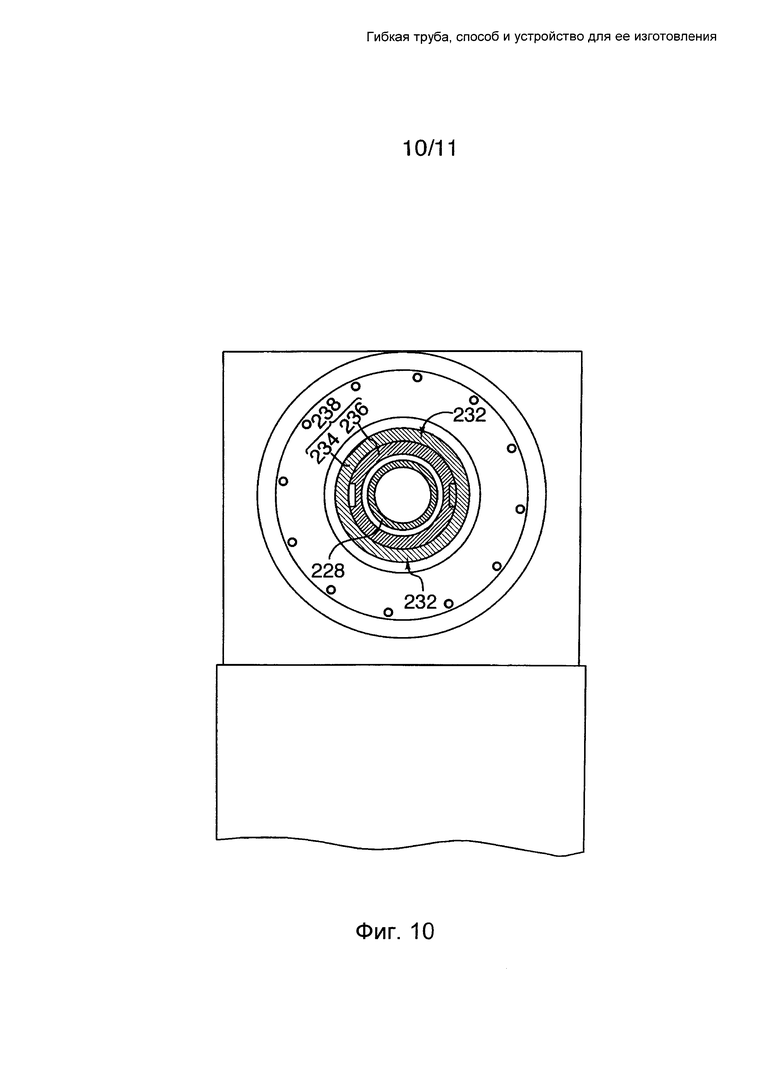
Фиг.10 представляет собой сечение 10-10 на Фиг.7B;
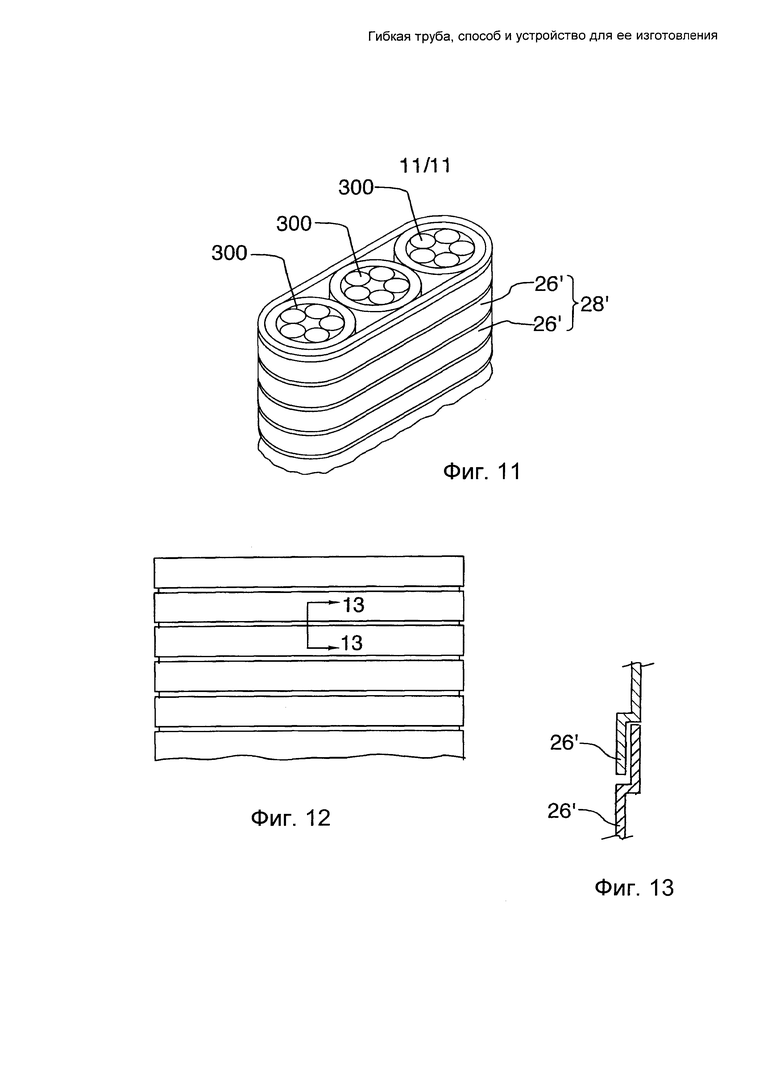
Фиг.11 представляет собой вид в перспективе участка кабеля для погружного насоса, изготовленного в соответствии с одним воплощением способа по настоящему изобретению;
Фиг.12 представляет собой вид с торца конструкции, изображенной на Фиг.11; и
Фиг.13 представляет собой сечение 13-13 на Фиг.12.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На Фиг.1 и Фиг.2 изображено известное в уровне техники устройство для изготовления бронированного кабеля.
На Фиг.1 можно видеть вращающуюся каретку 100, на которой установлена пара профилирующих калибров 102, которые принимают непрофилированную (т.е. плоскую) металлическую ленту 104, и механизм 106 подачи ленты, принимающий профилированную металлическую ленту (не видна на чертеже) от профилирующих калибров 102. Также должно быть понятно (хотя это и не показано на чертеже), что на каретке 100 установлена катушка с алюминиевой лентой, с которой разматывают металлическую ленту 104.
На Фиг.2 в увеличенном виде без соблюдения масштаба, частично как вид в перспективе, частично схематически, изображены механизм 106 подачи ленты и загибочная головка 108, относящиеся к конструкции, изображенной на Фиг.1.
Вернемся к Фиг.1; загибочная головка 108 выполнена с возможностью приема профилированной металлической ленты от механизма 106 подачи ленты и закручивания ее для получения из нее участка 110 ленты, спиралеобразно окружающего центральную продольную ось Х-Х. Профилированный закрученный металл имеет такое сечение, что участок 110 ленты сцепляется сам с собой по своей длине, с образованием гибкого кабельного канала 112. На чертеже также показан поддерживающий ролик 114. Он поддерживает кабельный канал 122 со стороны, противоположной изгибу загибочной головки 108, чтобы обеспечить правильное закручивание.
Также должно быть понятно (хотя это и не показано на чертеже), что в данном устройстве, известном в уровне техники, предусмотрен механизм подачи кабеля, выполненный с возможностью приема кабеля из его источника и подачи кабеля в механизм подачи ленты и загибочную головку таким образом, чтобы кабель был заключен в кабельный канал.
На Фиг.3 показана часть намоточного устройства 20 в соответствии с примером воплощения настоящего изобретения; на данном чертеже изображена конструкция, которая является частью намоточного устройства 20 примера воплощения, как конструкция, изображенная на Фиг.2, является частью устройства, изображенного на Фиг.1.
Из Фиг.3 понятно, что настоящее изобретение отличается от уровня техники в том, что, в то время как в устройстве, известном в уровне техники, предусмотрены одна загибочная головка и один механизм подачи ленты, в настоящем изобретении предусмотрены более одной загибочной головки 22 и более одного механизма 24 подачи ленты.
Загибочные головки 22 и механизмы 24 подачи ленты, как показано на чертеже, в целом подобны аналогичным деталям устройства, известного в уровне техники, в том, что каждая загибочная головка закручивает металл с образованием спиралеобразного участка 26 ленты, но в примере воплощения настоящего изобретения несколько загибочных головок 22 и механизмов 24 подачи ленты выполнены таким образом, что при их использовании оси полученных спиралеобразных участков 26 ленты совпадают, и участки 26 ленты смещены по отношению друг к другу вдоль оси; при этом смежные в осевом направлении участки 26 ленты сцепляются друг с другом по всей своей длине, образуя спиралеобразную металлическую ленту 28, при этом спиралеобразная металлическая лента сцеплена сама с собой по всей своей длине, образуя гибкую трубчатую конструкцию 30, которая заключает в оболочку кабель 32, образуя бронированный кабель 34. Все вышеизложенное проиллюстрировано на Фиг.4, где участки металлической ленты обозначены как 26, металлическая лента обозначена как 28, кабель обозначен как 32, кабельный канал обозначен как 30, а бронированный кабель обозначен как 34. На Фиг.5 изображен вид, аналогичный Фиг.4, но при этом одна из металлических лент 26 удалена, и кабель 32 также удален, для большей наглядности спиральной структуры оставшегося спиралеобразного участка 26 ленты и его продольной оси, обозначенной L-L.
Для большей достоверности, в примере воплощения сцепление между участками 26 ленты и сцепление металлической ленты 28 с самой собой вытекают из формы профиля, которую обеспечивают, например, профилирующие калибры, обозначенные как 36 на Фиг.6, т.е. в целом аналогично сцеплению одного участка 110 ленты с самой собой по всей своей длине в уровне техники.
Специалисты легко поймут, что бронированный кабель, изготовленный с применением настоящего способа, в целом аналогичен бронированному кабелю, известному в уровне техники; усовершенствование состоит в том, что вместо обычной металлической ленты, закрученной в спираль, используют пару лент, которые сцеплены друг с другом по существу тем же способом, которым в уровне техники одна лента сцеплена сама с собой.
Визуально, основным различием между бронированным кабелем по настоящему изобретению и бронированным кабелем, известным в уровне техники, является угол наклона спирали, который при прочих равных условиях вдвое больше, чем в варианте, известном в уровне техники.
Этот аспект изобретения предоставляет возможность достижения относительно высоких скоростей производства при относительно низких скоростях вращения каретки, с соответствующими преимуществами с точки зрения безопасности. Другое преимущество, вытекающее из применения двойных лент, связано с возможностью отказа от использования поддерживающего ролика, который применяют в уровне техники для поддерживания спирали; в данном аспекте настоящего изобретения противоположные ленты поддерживают друг друга. Это является преимуществом в отношении снижения требований к охлаждению, т.е. отсутствует необходимость обеспечивать охлаждение поддерживающего ролика.
На Фиг.7A схематически показана предпочтительная схема вышеупомянутой установки, а на Фиг.7B она показана подробно. На Фиг.7A показано производственное оборудование 198 для изготовления бронированного кабеля. Можно видеть, что в дополнение к загибочным головкам и формирователям ленты, показанным схематически как формирователь 200 кабельного канала, и в дополнение к механизму подачи кабеля, обозначенному как 202, оно включает: два комплекта 204 катушек, причем каждый комплект 204 включает две катушки 206; раму, в целом обозначенную как 208; и для каждого комплекта катушек разматывающее устройство 210.
Можно видеть, что каждая катушка 206 имеет центральный канал 212 и центральную ось S-S, и понятно, что она выполнена с возможностью приема соответствующей бухты 214 металлической ленты при использовании; причем указанная бухта 214 имеет цилиндрический сердечник, коаксиальный с центральной осью S-S, через который проходит канал 212.
Можно видеть, что рама 208 имеет ось F-F вращения, и понятно, что она поддерживает катушки таким образом, что центральные оси S-S катушек 206 коаксиальны с осью F-F вращения, причем катушки 206 расположены на расстоянии друг от друга по оси в направлении P по ходу технологического процесса и могут вращаться вокруг оси F-F вращения.
Из чертежа понятно, что разматывающее устройство 210 установлено на раме 208 с возможностью вращения вокруг оси F-F вращения и имеет рабочую позицию для каждой из катушек в указанном каждом комплекте; это указано на Фиг.7A с помощью пунктирных линий, которые показывают другие позиции, которые может занимать разматывающее устройство 210, показанное сплошной линией.
Также следует понимать, что производственное оборудование 198 включает:
- исполнительный механизм 220, который, как показано на Фиг.7A, включает несколько сервоуправляемых двигателей 216 и тормозных механизмов 218 и выполнен с возможностью: обеспечения циклического прохождения каждого разматывающего устройства 210 через его рабочие позиции; для каждого комплекта, вращения по меньшей мере той катушки, для которой разматывающее устройство установлено в рабочую позицию, и другой катушки по меньшей мере с частичным совпадением по времени; и вращения каждого разматывающего устройства 210 вокруг оси F-F вращения.
- для каждого комплекта катушек, намоточный механизм 222, как показано на Фиг.9; причем намоточный механизм 222 выполнен с возможностью приема металла из источника и наматывания указанного металла на вращающуюся катушку и, в данном воплощении, такой механизм дополнительно выполнен с возможностью обеспечения смазывания металла в процессе наматывания с помощью ванны для ленты. Хотя это и не показано подробно на чертеже, понятно, что каждый намоточный механизм заканчивается вращающимся шкивом, который выполнен с возможностью перемещения между катушками комплекта, когда это требуется, т.е. движения в направлении оси F-F, а также радиального движения относительно оси F-F, когда это требуется (поскольку наматываемые слои увеличивают диаметр), чтобы ровно и точно укладывать металл для формирования плотных слоев.
На Фиг.7A показано, что одна из катушек 206 в каждом комплекте 204 загружена бухтой 214 металлической ленты, которая была предварительно смазана; это начальная стадия при эксплуатации. Работа производственного оборудования также требует обеспечения подачи кабеля, подлежащего бронированию, и металлической ленты, которую используют для бронирования, которые поставляют, например, намотанными на бобины.
Кабель, подлежащий бронированию, подают традиционным образом через каналы катушек в направлении P по ходу технологического процесса, т.е. справа налево на чертеже, изображенном на Фиг.7A. Когда каждая бобина кабеля заканчивается, ее заменяют новой бобиной. Хотя на Фиг.7A это не показано, в состав механизма 202 подачи кабеля можно включить накопитель, чтобы минимизировать время производственного простоя, связанного с заменой бобин.
В отношении металлической ленты, в примере производственного оборудования каждый комплект 204 катушек снабжен запасом бобин 224 и накопителем 226. Когда каждая бобина заканчивается, ее заменяют новой бобиной. Металлическая лента поступает с бобин 224 через накопитель 226, что минимизирует время производственного простоя, связанного с заменой бобин.
Нормальная работа производственного оборудования происходит в периодическом режиме:
- металлическую ленту всегда разматывают с одной из катушек 206 в каждом комплекте 204 с помощью разматывающего устройства 210; в то время как это происходит, другую катушку из указанного каждого комплекта загружают металлической лентой; и
- каждое разматывающее устройство 210 при использовании вращается таким образом, что, когда металлическая лента, разматываемая с катушки, для которой указанное каждое разматывающее устройство находится в рабочей позиции, выходит из канала 212 последней катушки в направлении P по ходу технологического процесса, указанная металлическая лента вращается вокруг оси F-F вращения со скоростью, определяемой скоростью вращения указанного каждого разматывающего устройства 210.
Каждый цикл длится до тех пор, пока не закончится лента в ранее загруженной бухте; когда лента в бухте закончилась:
- катушку, принимающую ленту с указанной бухты, и другую катушку из комплекта останавливают;
- исполнительный механизм 220 вызывает переход разматывающего устройства к другой катушке, которая к этому времени загружена новой бухтой металлической ленты; и
- оператор сваривает задний конец металлической ленты с катушки, для которой разматывающее устройство было установлено в рабочую позицию, с передним концом металлической ленты с катушки, для которой разматывающее устройство установлено в рабочую позицию.
Специалистам понятно, что при описанной выше нормальной работе необходимо обеспечить конструкцию, в которой катушки, помимо прочего, вращаются со скоростями, отличными от скоростей разматывающих устройств. Пример воплощения рамы, которая обеспечивает выполнение описанного выше условия, представлен на Фиг.7-10, и можно видеть, что она включает, помимо прочего, полый стержень 228 и промежуточный цилиндрический вал 238. Полый стержень 228 определяет ось F-F вращения (он полый, чтобы обеспечить возможность прохождения через него кабеля, подлежащего бронированию).
Промежуточный цилиндрический вал 238:
- установлен концентрически по отношению к полому стержню 228 с возможностью вращения вокруг него;
- имеет идущие от него разматывающие устройства;
- для каждого разматывающего устройства имеет паз 232, через который проходит металлическая лента, поступающая от указанного каждого разматывающего устройства; причем все пазы 232 проходят параллельно со смещением относительно указанной оси F-F вращения и расположены на ее противоположных радиальных сторонах;
- функционально является несущим элементом для катушек 206 с возможностью их вращения; и
- определен концентрическими внутренней частью 234 и внешней частью 236 вала.
На практике это потребует независимого сервоуправления для двигателей привода катушек, намоточных механизмов и двигателей привода разматывающих устройств. Специалисты имеют полное представление о сервоуправлении, поэтому его подробное описание не требуется и не прилагается.
Вышеизложенное обеспечивает значительные преимущества, включая (но не ограничиваясь перечисленным) следующие:
- точное наматывание каждого витка в устройстве в результате использования специального намоточного механизма означает устранение проблем нарушения баланса, связанных с поставками дефектных бухт ленты сторонними компаниями;
- предварительная смазка металлической ленты в процессе наматывания через ванну для ленты исключает необходимость создания распыленного тумана у инструментальной головки; это улучшает качество окружающего воздуха и позволяет избежать лишнего расхода смазочного материала;
- наматывание витков в устройстве означает, что данная производственная установка не подвержена повреждениям, связанным с использованием тяжелого оборудования для замены бобин.
Хотя описаны только один способ, одно устройство и одно изделие, специалистам понятно, что возможны различные варианты.
Например, хотя показано конкретное воплощение разматывающего устройства, в частности, на Фиг.8, именно такое воплощение не является обязательным. Например, пара металлических катушек может с тем же успехом располагаться эксцентрически на вращающейся каретке. Кроме того, возможны воплощения, где загибочные головки неподвижны, а закрученное в спираль изделие вращается вокруг своей продольной оси в процессе его изготовления. Также не является строго обязательным использование в устройстве вращающихся профилирующих калибров; например, возможны воплощения, где металлическая лента, намотанная на катушки, расположенные на каретке, предварительно профилирована, и ее просто подают на загибочную головку с помощью механизма подачи ленты.
Кроме того, хотя проиллюстрированы два комплекта катушек, причем каждый комплект включает две катушки, очевидно, что можно использовать большее или меньшее количество катушек и комплектов. Например, для изготовления гибкого кабельного канала, включающего три участка ленты, можно обеспечить три комплекта катушек. Также можно использовать большее количество катушек в каждом комплекте.
Кроме того, несмотря на то, что описано производство бронированного кабеля, изобретение в равной степени применимо в производстве гибкого кабельного канала. Аналогично, можно производить кабель для погружных насосов. На Фиг.11-13 показан типовой кабель для погружных насосов, который можно производить в соответствии с настоящим изобретением. Этот кабель включает участки 26' металлической ленты, образующие ленту 28', которая намотана вокруг сердечника, состоящего из трех электрических кабелей 300. Однако, в отличие от типичного бронированного кабеля, эти участки 26' ленты имеют Z-образный профиль, как показано на Фиг.13, и как таковые эти участки ленты не сцеплены друг с другом, а только перекрывают друг друга внахлест. То же самое относится к образованной этими участками ленте; она не сцеплена сама с собой, но только перекрывается внахлест. Конечно, с использованием намоточного устройства и разматывающего устройства можно изготовить и другие изделия.
Кроме того, хотя описано изготовление двухленточного кабельного канала, очевидно, что разматывающее устройство можно применять даже в случае обычного одноленточного кабельного канала.
Также, хотя для каждой катушки показан свой намоточный механизм, это также не является необходимым; в другом воплощении разматывающее устройство может включать намоточный механизм для каждого комплекта катушек.
Кроме того, хотя в описанных воплощениях при спиралеобразном закручивании для получения трубчатого изделия используют два одинаковых спиралеобразных участка ленты, можно использовать большее количество участков ленты, а сами участки ленты могут быть разной ширины и толщины.
Специалисты в данной области также могут при необходимости изменять угол наклона спирали, толщину ленты и применяемую ленту, чтобы регулировать скорость производства.
Также, хотя описан конкретный случай применения алюминиевой ленты, следует иметь в виду, что настоящее изобретение можно применять и с другими металлами, такими, как оцинкованная сталь или нержавеющая сталь. Кроме того, очевидно, что на одну катушку могут быть одновременно намотаны различные типы металлической ленты. Это позволит получить, например, непрерывный гибкий кабельный канал, который включает центральную часть из нержавеющей стали, а наружные участки из алюминия.
Соответственно, следует понимать, что настоящее изобретение ограничено только прилагаемой формулой изобретения в целенаправленном толковании.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ РАЗДЕЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ НА СТАЛЬНУЮ ПРОВОЛОКУ И ТОКОПРОВОДЯЩУЮ ЖИЛУ | 2006 |
|
RU2309475C1 |
| КАТУШКА, УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КАТУШКИ И СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ | 2013 |
|
RU2611723C2 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |
| РАЗМАТЫВАЮЩЕЕ УСТРОЙСТВО ДЛЯ КАТУШЕК МАТЕРИАЛА В ВИДЕ ЛЕНТЫ, ИМЕЮЩЕЕ НАКОПИТЕЛЬНЫЕ ЭЛЕМЕНТЫ ВРЕМЕННОГО ДЕЙСТВИЯ ДЛЯ МАТЕРИАЛА, РАЗМАТЫВАЕМОГО В ФАЗЕ ЗАМЕНЫ КАТУШЕК, И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2004 |
|
RU2344064C2 |
| АВТОМАТИЧЕСКОЕ РАЗМАТЫВАЮЩЕЕ УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПОДАЧИ МАТЕРИАЛА В ВИДЕ ЛЕНТЫ С КАТУШЕК | 2004 |
|
RU2335446C2 |
| АВТОМАТИЧЕСКИЙ БУХТОНАМОТЧИК | 2006 |
|
RU2312054C1 |
| УСТРОЙСТВО СМЕНЫ КАТУШЕК | 2013 |
|
RU2597544C2 |
| Линия для переработки полимерного бронированного трубопровода | 2023 |
|
RU2814422C1 |
| Устройство для подборки сейсмоприемников | 1982 |
|
SU1092447A1 |
| Устройство для формирования и скрепления бухт огнепроводного шнура | 1990 |
|
SU1723082A1 |
Изобретение относится к области изготовления бронированных кабелей. Устройство включает два или более источников металлической ленты с механизмом подачи ленты для каждого и загибочную головку. Механизм подачи ленты выполнен с возможностью приема металлической ленты от указанного каждого источника и передачи ее на головку, которая выполнена с возможностью приема металлической ленты от механизма подачи ленты и закручивания ее с образованием участка ленты, спиралеобразно окружающего центральную ось. Ускорение процесса изготовления кабеля обеспечивается за счет того, что головки и механизмы подачи ленты выполнены таким образом, что оси участков ленты совпадают, и участки ленты смещены относительно друг друга по оси, причем смежные в осевом направлении участки ленты расположены по отношению друг к другу по всей своей длине таким образом, что образуют металлическую ленту, которая спиралеобразно окружает совпадающие оси, причем металлическая лента образует трубчатую конструкцию, бронированного кабеля. Участки ленты имеют такие поперечные сечения, при которых они сцепляются друг с другом по всей своей длине, и лента сцеплена сама с собой по всей своей длине. 5 н. и 16 з.п. ф-лы, 13 ил.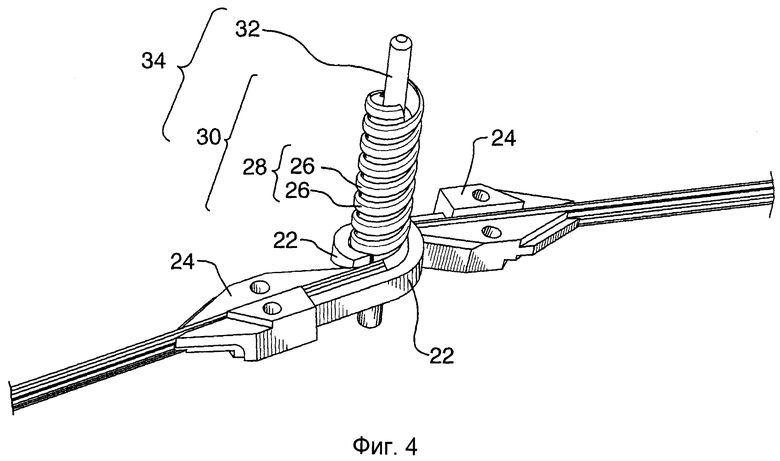
1. Бронированный кабель, включающий по меньшей мере один кабель, расположенный по центральной продольной оси и спиралеобразно окружающую центральную продольную ось металлическую ленту, образующую трубчатую конструкцию, отличающийся тем, что лента образована по меньшей мере двумя участками ленты, каждый из которых спиралеобразно окружает ось со смещением относительно друг друга в направлении оси, при этом один участок ленты по всей длине сцеплен со смежным в осевом направлении участком ленты или перекрывает его внахлест с образованием гибкой металлической трубы.
2. Бронированный кабель по п. 1, в котором участки ленты имеют поперечные сечения, выполненные с возможностью сцепления по всей длине ленты с образованием указанной гибкой металлической трубы.
3. Бронированный кабель по п. 2, в котором трубчатая конструкция выполнена в виде гибкого кабельного канала.
4. Бронированный кабель по п. 1, в котором лента перекрыта внахлест по всей своей длине с образованием указанной гибкой металлической трубы.
5. Бронированный кабель по п. 4, в котором участки ленты имеют Z-образный профиль, а гибкая металлическая труба имеет поперечное сечение в форме прямоугольника с закругленными углами.
6. Бронированный кабель по любому из пп. 1-5, в котором два или более участка ленты выполнены в виде двух одинаковых участков ленты.
7. Устройство для производства бронированного кабеля, содержащее механизм подачи кабеля, по меньшей мере два источника металлической ленты, каждый из которых снабжен механизмом подачи ленты и загибочной головкой, и устройство для намотки-размотки металлической ленты, причем каждый механизм подачи ленты выполнен с возможностью приема металлической ленты от каждого указанного источника и ее передачи на загибочную головку, при этом каждая из загибочных головок выполнена с возможностью приема металлической ленты от механизма подачи ленты и ее спиралеобразного закручивания с образованием участков ленты с совпадающими осями, смещенных относительно друг друга в продольном направлении и образующих гибкую металлическую трубу смежными в осевом направлении участками ленты, один из которых по всей длине сцеплен с другим или перекрывает его внахлест.
8. Устройство по п. 7, выполненное с возможностью образования участков ленты с поперечными сечениями, обеспечивающими их сцепление по всей длине ленты.
9. Устройство по п. 7, в котором загибочные головки и механизмы подачи ленты выполнены таким образом, что лента перекрывается внахлест по всей своей длине.
10. Устройство по п. 9, в котором загибочные головки и механизмы подачи ленты выполнены с возможностью образования участков ленты, имеющих Z-образный профиль.
11. Способ производства бронированного кабеля, включающий спиралеобразное закручивание металлической ленты вокруг одного или более кабелей, расположенных по центральной продольной оси с образованием окружающей их трубчатой конструкции, при этом металлическую ленту образуют по меньшей мере двумя участками ленты, каждый из которых спиралеобразно окружает ось со смещением относительно друг друга в направлении одного или более кабелей, при этом один участок ленты по всей длине сцеплен с другим участком ленты или перекрывает его внахлест с образованием гибкой металлической трубы.
12. Способ по п. 11, в котором металлическую ленту сцепляют по всей длине, образуя указанную гибкую трубу, которая определяет трубчатую конструкцию.
13. Способ по п. 11, в котором образуют металлическую ленту, перекрытую внахлест по всей своей длине с образованием указанной гибкой трубы, которая определяет трубчатую конструкцию.
14. Способ по п. 13, в котором участки ленты имеют Z-образный профиль.
15. Устройство для намотки-размотки металлической ленты, используемое в устройстве для производства бронированного кабеля по п. 7, содержащее два комплекта катушек, каждый из которых имеет по меньшей мере две катушки с центральным каналом и центральной осью в каждой из них для установки соответствующей бухты указанной металлической ленты с расположением цилиндрического сердечника указанной бухты коаксиально с центральной осью катушки и пропусканием через него канала катушки, опору катушек в виде рамы с осью вращения, выполненную с возможностью установки катушек с расположением их центральных осей коаксиально с осью вращения рамы, на расстоянии друг от друга по оси в направлении по ходу технологического процесса, разматывающее устройство для каждого комплекта катушек, установленное на раме с возможностью вращения вокруг оси вращения и имеющее рабочую позицию для каждой из катушек в каждом указанном комплекте, причем разматывающее устройство в рабочей позиции для каждой катушки выполнено с возможностью разматывания указанной металлической ленты с ранее принятой бухты на указанной каждой катушке и передачи указанной металлической ленты через канал указанной катушки и каналы всех катушек в направлении по ходу технологического процесса, и исполнительный механизм, выполненный с возможностью: (i) циклического перемещения каждого разматывающего устройства через его рабочие позиции, (ii) вращения в каждом комплекте по меньшей мере катушки, для которой разматывающее устройство установлено в рабочую позицию, и одной другой катушки таким образом, чтобы наматывать металлическую ленту из источника металлической ленты на указанную одну другую катушку по меньшей мере с частичным совпадением по времени с разматыванием металлической ленты с катушки, для которой разматывающее устройство установлено в рабочую позицию, и (iii) вращения каждого разматывающего устройства в процессе размотки с возможностью выпуска металлической ленты, разматываемой с катушки, из канала последней катушки в направлении по ходу технологического процесса, при вращении указанной металлической ленты вокруг оси вращения со скоростью, определяемой скоростью вращения указанного каждого разматывающего устройства.
16. Устройство по п. 15, в котором разматывающие устройства выполнены с возможностью вращения с одной скоростью и в синхронном режиме.
17. Устройство по п. 15, содержащее намоточный механизм для каждого комплекта катушек, который выполнен с возможностью в процессе работы принимать металл из указанного источника, смазывать указанный металл и наматывать указанный металл на указанную одну другую катушку.
18. Устройство по п. 15, в котором рама содержит: (i) полый стержень, который определяет ось вращения, и (ii) промежуточный цилиндрический вал, установленный концентрически вокруг полого стержня, с возможностью вращения вокруг него, с идущим от него разматывающим устройством, причем для каждого разматывающего устройства промежуточный вал имеет паз, через который проходит металлическая лента, поступающая в результате движения каждого указанного разматывающего устройства, причем все пазы проходят параллельно, со смещением относительно указанной оси вращения, и расположены на ее противоположных радиальных сторонах, при этом катушки установлены концентрически относительно промежуточного цилиндрического вала и функционально вращаются вокруг него.
19. Устройство по п. 15, содержащее формирователь кабельного канала, включающий для каждого разматывающего устройства механизм подачи ленты и загибочную головку, при этом механизм подачи ленты выполнен с возможностью приема металлической ленты от указанного каждого разматывающего устройства, когда она выходит из канала последней катушки в направлении по ходу технологического процесса, и передачи ее на загибочную головку, причем загибочная головка выполнена с возможностью приема металлической ленты от механизма подачи ленты и закручивания ее с возможностью получения участка ленты, спиралеобразно окружающего центральную продольную ось, причем загибочные головки и механизмы подачи ленты выполнены таким образом, что оси участков ленты совпадают, и участки ленты смещены относительно друг друга в продольном направлении с образованием трубчатой конструкции, и механизм подачи кабеля, который выполнен с возможностью подачи кабеля в формирователь кабельного канала таким образом, чтобы кабель был заключен в трубчатую конструкцию.
20. Способ намотки-размотки металлической ленты с использованием устройства по п. 19 при производстве бронированного кабеля, включающий намотку металлической ленты из источника металлической ленты на одну другую катушку в каждом комплекте катушек, по меньшей мере с частичным совпадением по времени с разматыванием металлической ленты с катушек, для которых разматывающее устройство установлено в рабочую позицию, при этом каждое разматывающее устройство циклически переводят на новую рабочую позицию после размотки металлической ленты на той катушке, для которой оно установлено в рабочую позицию, причем катушки из комплекта, в котором установлено указанное разматывающее устройство, оставляют неподвижными и сваривают задний конец металлической ленты с катушки, для которой разматывающее устройство было установлено в рабочую позицию, с передним концом металлической ленты с катушки, для которой разматывающее устройство устанавливают в рабочую позицию.
21. Способ по п. 20, в котором катушку, с которой разматывают металлическую ленту, и одну другую катушку временно вращают одновременно и с разными скоростями.
| Способ изготовления многослойных труб намотанных по меньшей мере из двух металлических лент, и устройство для его осуществления | 1980 |
|
SU999958A3 |
| US 7702203 B1, 20.04.2010 | |||
| US 3707170 A, 26.12.1972 | |||
| Гибкий рукав, способ его изготовления и устройство для осуществления способа | 1989 |
|
SU1831394A3 |

