Изобретение относится к производству огнепроводных шнуров и может быть использовано для получения бухт огнепроводных шнуров, а также в кабельной промышленности для получения бухт многожильного и одножильного кабелей.
Известен аромат резки и намотки шнура ЗР-315А, содержащий корпус, направляющие ролики для шнура, роторную головку, на которой имеются две катушки в виде барабанов, ограниченных с одной стороны для намотки десятиметровых бухт, коробку скоростей, шнуроукладчик, узел обвязки бухт, узел сброса бухты, содержащий толкатель с механическим приводом. Обвязка бухты осуществляется после снятия бухты с барабана путем протягивания клейкой лен-, ты вокруг бухты, приклеивания конца ленты и обрезки.
Недостатками известного автомата являются ограниченные .технологические возможности и ненадежность скрепления бухты. Автомат обеспечивает формирование бухт огнепроводного шнура с асфальтированным покрытием. Этот шнур легко формируется ввиду хорошей гибкости и эластичности и хорошо держит форму. В настоящее время в качестве покрытия огнепроводных шнуров все больше применяются полимеры. Такие шнуры являются более жесткими и на данном автомате сформировать их и обвязать невозможно, так как шнур сползает при намотке с катушки, которая фиксирует бухту только с одной стороны (для возможности съема бухты), а обвязка бухты происходит в одном месте, и после съема бухты с катушки ока уже теряет форму, что способствует увеличению количества брака при обвязке. К недостаткам относится и невозможность наматывать бухты различной длины и в широком диапазоне скоростей, что необходимо как при формировании бухт с асфальтированным покрытием, так и при формировании бухт шнура, полученного по экструзионной технологии с применением полимерного покрытия в зависимости от марки покрытия и режимов работы экструдера, из-за того, что автомат сложен в переналадке при изменении диапазона скоростей, а цикл автомата рассчитан только на десятиметровые бухты ввиду жесткой механической связи между отдельными механизмами и переналадка невозможна.
Цель изобретения - расширение технологических возможностей устройства и повышение надежности скрепления бухты.
Поставленная цель достигается тем, что известное устройство, содержащее корпус, катушки, установленные с возможностью
вращения, узел подготовки с направляющими роликами, узел намотки и резки шнура, узел скрепления бухты, узел сброса бухты с толкателем, согласно изобретению снабжено установленным на корпусе позиционным ротором с горизонтальной осью поворота, состоящим из секций, катушки установлены в секциях ротора, снабжены фиксаторами, выполнены разъемными из
0 основной и фиксирующей частей и имеют сквозные радиальные прорези, а узел подготовки, узел намотки и резки шнура, узел скрепления бухты, узел сброса бухты расположены последовательно по ходу по5 ворота ротора, при этом направляющие ролики узла подготовки закреплены на осях, установленных на рычагах, и подпружинены относительно друг друга, узел намотки и резки содержит сцепную муфту для пере0 дачи вращения катушке, снабженную пневмоприводом и механизмом включения и отключения, и нож с пневмоприводом. Узел сброса бухты содержит механизм разъема катушки, состоящий из пневмоп5 ривода, установленного с возможностью взаимодействия с фиксирующей частью катушки, механизм перевода фиксирующей части катушки к узлу подготовки, а толкатель снабжен пневмоприводом и располо0 жен напротив радиальных прорезей катушки.
При этом узел скрепления бухты содержит два питателя скрепляющего материала, установленные напротив друг друга по обе
5 стороны катушки, и захваты, снабженные пневмоприводом и расположенные перпендикулярно оси катушки напротив радиальных прорезей.
При скреплении бухты с помощью лен0 ты из пластичного материала узел скрепления бухты содержит два барабана для скрепляющей ленты, захваты с пневмоприводом, установленные на основании под катушкой напротив радиальных прорезей,
5 толкатель с пальцами, на которых закреплены нагревательные элементы с пневмоприводом для сварки и обрезки ленты.
При скреплении бухты с помощью полос из пластичного материала и металлических
0 скобок узел скрепления бухты содержит расположенные над катушкой два питателя скрепляющих полос, захват с пневмоприводом, расположенный над катушкой напротив радиальных прорезей, толкатель с
5 упорами, на котором установлены щелевые захваты, расположенные параллельно оси катушки в вертикальной плоскости напротив радиальных прорезей.
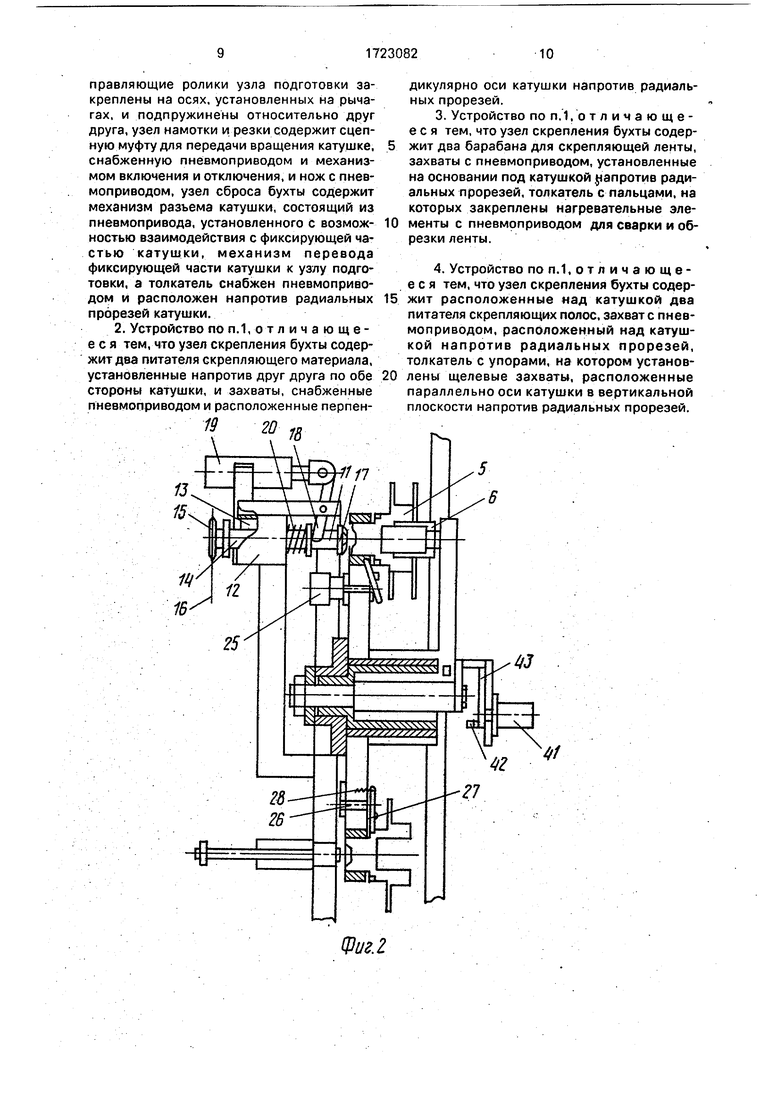
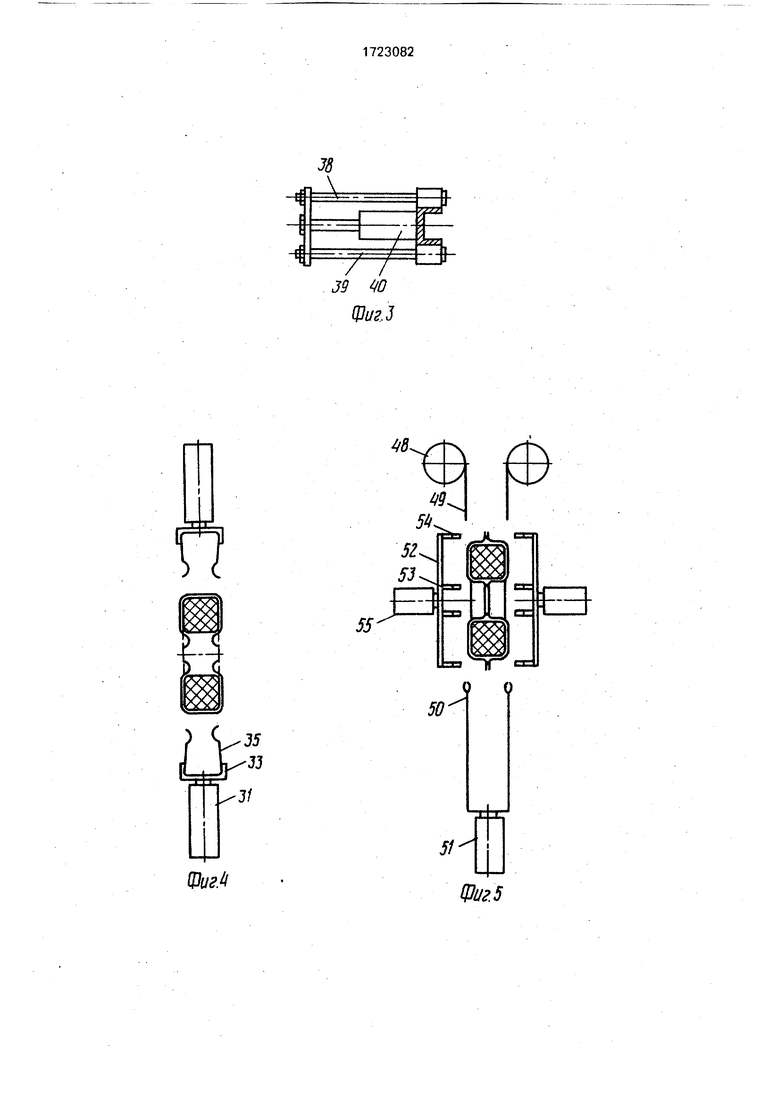
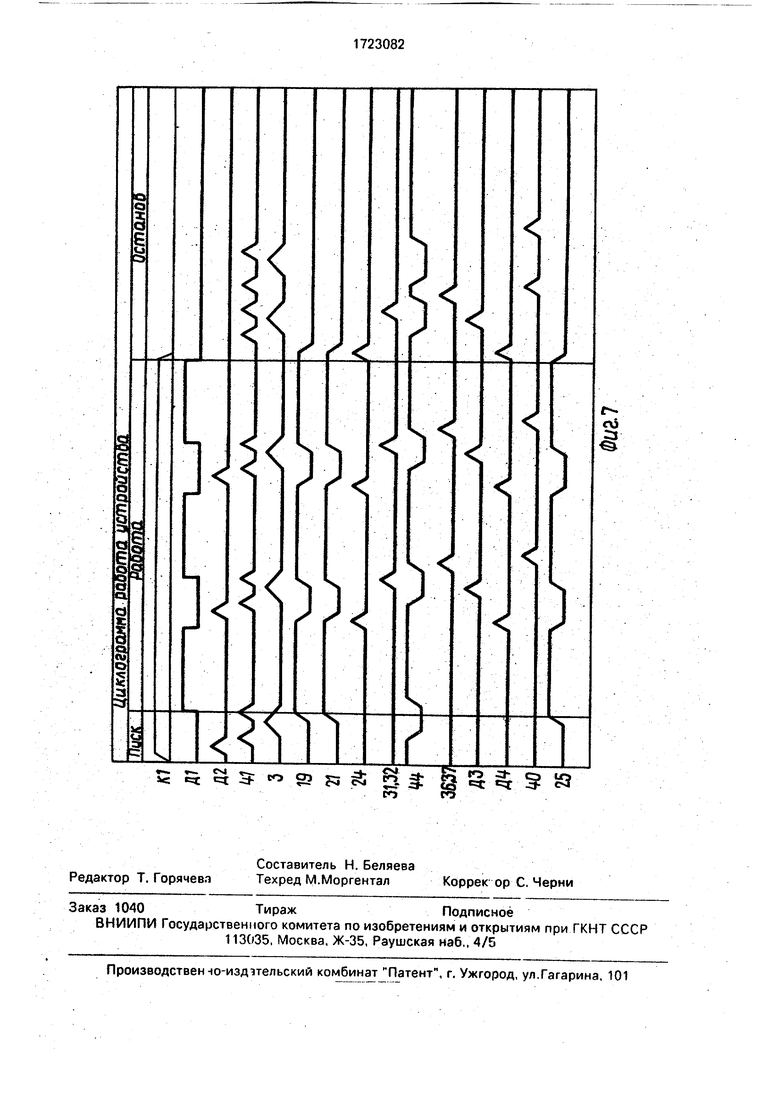
На фиг.1 изображено предлагаемое ус- ройство, общий вид; на фиг.2 - то же, разрез; на фиг.З - узел сброса бухты; на фиг.4 - скрепление бухты скобами из упругого материала, например целлулоида, полиэтилена; на фиг.5 - то же. лентой из пластичного материала, например полиэтилена; на фиг.6 - то же, полосами из пластичного материала, например картона; на фиг.7 - циклограмма работы устройства с пуском и остановом.
Устройство содержит корпус 1 в виде рамы, на котором установлен четырехпози- ционный ротор 2 с приводом от пневмоцилиндра 3. Ротор четырехсекционный, секции образованы рычагами, на которых закреплены в подшипниках катушки 4, каждая из которых находится в определенный момент времени соответственно на позициях I-IV. Катушка 4 состоит из основной 5 и фиксирующей 6 частей и выполнена со сквозными радиальными прорезями. На корпусе 1 расположен узел подготовки, состоящий из направляющих роликов 7, которые закреплены на осях 8, установленных в рычагах 9. Ролики 7 поджаты друг к другу с помощью пружины 10. На корпусе 1 соосно с катушкой, находящейся в позиции II, установлена сцепная муфта 11 для передачи вращения на катушку, состоящая из корпуса 12, в котором в подшипниках 13 закреплен вал 14, приводимый во вращение от звездочки 15с помощью цепной передачи 16. На валу имеется прлумуфта 17, которая перемещается по нему в продольном направлении рычагом 18 с помощью пневмоцилиндра 19. Прижим полумуфт осуществляется с помощью пружины 20.
Шнуроукладчик 21 приводится в действие от кулачка 22, соединенного механической передачей с муфтой 11. На корпусе в позиции II ротора установлен нож 23 с пневмоприводом 24 для резки шнура. Для фиксации катушки установлены пневмопривод 25, толкатель 26, рычаг 27 и пружина 28. Далее по ходу поворота ротора 2 в позиции III установлен узел скрепления бухты, содержащий два питателя 29 и 30, два пневмоцилиндра 31 и 32 с захватами 33 и 34. В питатели 29 и 30 уложены скобы 35 для скрепления бухт. Пневмоцилинд- ры 36 и 7 предназначены для подачи скоб из питателей в захваты. В позиции IV ротора на корпусе установлен узел сброса бухты, содержащий толкатели 38 и 39, расположенные напротив прорезей в катушке. Толкатели 38 и 39 снабжены пневмоприводом 40.
Механизм разъема катушки состоит из пневмопривода 41, захвата 42 и упора 43. Механизм перевода фиксирующей части катушки 6 от узла сброса бухты к узлу подготовки состоит из пневмопривода 44 и вилки 45. Перед направляющими роликами 7 установлен счетчик 46 метража, через который проходит шнур 47.
5Узел скрепления состоит из барабанов
48, закрепленных на раме, с намотанной на них лентой 49, захватов 5.0 с пневмоприводом 51, установленным на основании под катушкой напротив прорезей, толкателя 52
0 с пальцами 53, на которых закреплены нагревательные элементы 54 для сварки и обрезки ленты с пневмоприводом 55.
Узел скрепления установлен на раме устройства и состоит из питателей 56 с поло5 сами 57, захвата 58 с пневмоприводом 59, установленных над катушкой напротив прорезей, питателя 60 с металлическими скобками 61 и толкателей 62 и 63 с упорами 64 и 65 И пневмоприводами 66 и 67, установлен0 ными напротив прорезей параллельно оси катушки в вертикальной плоскости.
Устройство работает следующим образом.
Шнур 47, поступающий с тянущего уст5 ройства экструдера, с определенной скоростью проходит через компенсатор и поступает на счетчик 46, затем в направляющие ролики 7. Из направляющих роликов шнур попадает в прорезь основной части 5
0 катушки на позицию I ротора 2.
При пуске устройства с помощью кнопки KI, которая включает в работу датчик Д-i, счетчик 46, световую сигнализацию, датчик Д2 наличия шнура, датчик Дз наличия скобы,
5 датчик ДА фиксации катушки.
Датчик Да дает команду на включение пневмоцилиндра 41, который вталкивает фиксирующую часть 6 катушки в пазы основной части 5. Катушка собирается, при этом
0 захватывается конец шнура 47 и зажимается между составными частями катушки 4. Затем с помощью пневмоавтоматики дается команда на пневмоцилиндр поворота ротора 3, на возврат пневмоцилиндра 41.
5 Поворачивается ротор 2 и катушка 4 перемещается с позиции I на позицию II, где с помощью пневмоцилиндра 19 включается сцепная муфта 1t, соединенная через цепную передачу 16 с приводом тянущих валков
0 экструдера или же имеющая индивидуальный привод, и начинает вращать катушку 4.
По сигналу датчика Д i счетчика 46 после намотки на катушку заданного количества
5 шнура происходит его обрезка с помощью механизма резки, состоящего из ножа 23 и пневмопривода 24, отключение муфты 11 и шнуроукладчика 21, приводимого в действие кулачком 22, соединенного механической передачей с муфтой 11.
Таким образом продолжительность рабочего цикла определяется скоростью намотки шнура и ограничивается длиной шнура в бухте и длительностью операций на каждой из четырех позиций, т.е. с изменением скорости намотки автоматически изменяется весь рабочий цикл, не требующий переналадки ни одного узла.
Одновременно с обрезкой производится фиксация катушки 4 для установки сквозной прорези в определенное положение, что необходимо в дальнейшем для скрепления бухты. Фиксация осуществляется пневмоприводом 25, который, взаимодействуя с толкателем 26, отпускает рычаг 27, и он под воздействием пружины 28 заходит в паз основной части 5 катушки. После этого-проис- ходит поворот ротора с переходом катушки с шнуром в позицию III с помощью пневмо- цилиндра 3 и реечной передачи по сигналу с пневмопривода 41. На позиции III происходит скрепление бухты с помощью узла скрепления. Конструкция катушки позволяет производить скрепление по нескольким вариантам. По основному варианту, показанному на фиг.4, скрепление производится скобами 35 & двух местах. Сырьем для изготовления скоб могут служить отходы листовых материалов, например целлулоид, полиэтилен. Скобы 35 представляют собой упругие элементы, охватывающие бухту и сохраняющие ее форму после снятия с катушки. Кроме того, разворачивая их на катушке на 180°, возможно производить размотку без спутывания шнура что наблюдается особенно при большой длине его в бухте.
Скобы 35 подаются из питателей 29 и 30 с помощью пневмоцилиндров 36 и 37 е захваты 33 и 34, пневмоцилиндров 31 и 32, которые затем толкают скобы к бухте. При встрече с бухтой створки скоб расходятся и охватывают бухту с двух сторон. Пневмо- цилиндры 31 и 32 с захватами 33 и 34 возвращаются в исходное положение, а скобы под воздействием сил трения между бухтой и упругими элементами остаются на бухте.
При переходе катушки на позицию IV происходит ее размыкание с помощью пневмоцилиндра 41, и фиксирующая часть 6 переводится в исходное положение на позицию I, а с основной части с помощью толкателей 38 и 39, приводимых в действие пневмоцилиндром 40, сбрасывается уже обвязанная бухта.
После срабатываний счетчика 46 цикл повторяется.
Узел скрепления бухты с помощью ленты из пластичного материала, например полиэтиленовой пленки, работает следующим образом.
При повороте ротора 2 катушка 4 с позиции намотки перемещается на позицию
скрепления бухты и устанавливается под барабанами 48 с намотанной на них лентой 49. Захваты 50 приходят через прорези в катушке, захватывают концы ленты 49 и возвращаются в исходное положение с помощью
пневмоцилиндра 51.
Толкателем 52 с пальцами 53, на которых закреплены нагревательные элементы 54, с помощью пневмоцилиндра 55 смыкают ленту вокруг бухты, заваривают ее и обрезают. После этого возвращается в исходное положение, освобождая катушку.
Узел скрепления бухты с помощью полос из пластичного материала, например картона, и металлических скобок работает
следующим образом.
При остановке катушки на позиции скрепления полосы 57 выбрасываются с помощью толкателя 58, приводимого в действие пневмоцилиндром 59 из питателя 56, и
падают в сквозные прорези в катушке до упоров 64 и 65, Затем с помощью пневмоприводов 66 и 67 приводятся в действие толкатели 62 и 63, при этом щелевые захваты 68, установленные на толкателе 63, захватывают скобки 61 и транспортируют их на позицию скрепления, а толкатель 63 подводит к позиции скрепления упоры 69. Полосы 57 под действием толкателей смыкаются вокруг бухты, а при дальнейшем сжатии скобки
выталкиваются из щелевых захватов, про- . бивают картон и загибаются, упираясь в упоры 69.
Формула изобретения
1. Устройство для формирования и скрепления бухт огнепроводного шнура, содержащее корпус, катушки, установленные с возможностью вращения, узел подготовки с направляющими роликами,
узел намотки и резки шнура, узел крепления бухты, узел сброса бухты с толкателем, отличающееся тем, что. с целью расширения технологических возможностей устройства и повышения надежности
Скрепления бухты, оно снабжено установленным на корпусе позиционным ротором с горизонтальной осью поворота, состоящим из секций, катушки установлены в секциях ротора, снабжены фиксаторами, выполнены
разъемными из основной и фиксирующей частей и имеют сквозные радиальные прорези, а узел подготовки, узел намотки и резки шнура, узел скрепления бухты, узел сброса бухты расположены последовательно по ходу поворота ротора, при этом направляющие ролики узла подготовки закреплены на осях, установленных на рычагах, и подпружинены относительно друг друга, узел намотки и резки содержит сцепную муфту для передачи вращения катушке, снабженную пневмоприводом и механизмом включения и отключения, и нож с пневмоприводом, узел сброса бухты содержит механизм разъема катушки, состоящий из пневмопривода, установленного с возможностью взаимодействия с фиксирующей частью катушки, механизм перевода фиксирующей части катушки к узлу подготовки, а толкатель снабжен пневмоприводом и расположен напротив радиальных прорезей катушки.
2. Устройство по п.1, о т л и ч а ю щ е - е с я тем, что узел скрепления бухты содержит два питателя скрепляющего материала, установленные напротив друг друга по обе стороны катушки, и захваты, снабженные пневмоприводом и расположенные перпендикулярно оси катушки напротив радиальных прорезей.
3.Устройство по п.1 .отличающееся тем, что узел скрепления бухты содержит два барабана для скрепляющей ленты, захваты с пневмоприводом, установленные на основании под катушкой напротив радиальных прорезей, толкатель с пальцами, на которых закреплены нагревательные элементы с пневмоприводом для сварки и обрезки ленты.
4.Устройство по п.1,отличающееся тем, что узел скрепления бухты содержит расположенные над катушкой два питателя скрепляющих полос, захват с пневмоприводом, расположенный над катушкой напротив радиальных прорезей, толкатель с упорами, на котором установлены щелевые захваты, расположенные параллельно оси катушки в вертикальной плоскости напротив радиальных прорезей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обвязки бухт, механизм захвата и подачи бухт и механизм подачи обвязочного материала | 1989 |
|
SU1703560A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Швейная машина | 1959 |
|
SU125172A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ НАМАТЫВАНИЯ ШНУРОВЫХ ИЗДЕЛИЙ | 1966 |
|
SU184679A1 |
| МАШИНА ДЛЯ ЭТИКЕТИРОВАНИЯ БУТЫЛОК АКЦИЗНЫМИ МАРКАМИ | 1998 |
|
RU2119879C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автоматическая линия для изготовления секций катушек якорей электрических машин постоянного тока | 1961 |
|
SU150910A1 |
| АВТОМАТИЧЕСКИЙ БУХТОНАМОТЧИК | 2006 |
|
RU2312054C1 |
| Устройство для намотки ленты на оправку | 1986 |
|
SU1368244A1 |

Изобретение относится к производству огнепроводных шнуров и может быть использовано для получения бухт огнепроводных шнуров, а также в кабельной промышленности для получения бухт многожильного и одножильного кабелей. Цель изобретения - расширение технологических возможностей устройства и повышение надежности скрепления бухт. Устройство позволяет формировать бухты огнепроводного шнура как с эластичным, так и с жестким покрытием в широком диапазоне скоростей намотки и длины шнура. Бухта формируется на разъемной катушке 4, установленной на секционном роторе 2, который имеет горизонтальную ось поворота. С помощью ротора 2 происходит перемещение катушки 4 по окружности последовательно от узла подготовки к узлу намотки и резки шнура, далее к узлу скрепления бухты, узлу сброса бухты с катушки. Катушки 4 установлены в каждой секции ротора 2, чем обеспечивается одновременно выполнение операций подготовки, намотки, скрепления бухты, сброса бухты. 3 з.п. ф-лы, 7 ил. ё
Фиг. 2
Шиг.Ь
Щиг,3
Щи г. 5
56
5860
68
Г
ВЦ65
ШигМ
69 J3
r си
a
| Способ очищения амида ортотолуолсульфокислоты | 1921 |
|
SU315A1 |
