УРОВЕНЬ ТЕХНИКИ
[0001] Предлагаемый примерный вариант выполнения изобретения относится к насосному блоку для накачивания расплавленного металла. В частности, указанный блок предназначен для применения, совместно с блоком вала и крыльчатки, в насосах переменного давления, предназначенных для заполнения литейных форм расплавленным металлом, и описан далее с конкретной привязкой к этой области техники. Однако необходимо понимать, что предлагаемый примерный вариант выполнения изобретения также может быть изменен для использования в других подобных областях применения.
[0002] Иногда требуется перемещать металлы, находящиеся в жидком или расплавленном состоянии. Насосы для расплавленного металла используются для передачи или циркуляции расплавленного металла через систему труб или внутри накопительной емкости. Такие насосы обычно содержат двигатель, поддерживаемый на основании и имеющий удлиненный вал, выполненный с возможностью вращения и проходящий в тело расплавленного металла для вращения крыльчатки. Основание погружено в расплавленный металл и содержит корпус или насосную камеру с расположенной в ней крыльчаткой. Двигатель поддерживается на платформе, которая жестко закреплена на конструктивных стойках или на центральной опорной трубе, крепящейся к основанию. Конструктивные стойки и выполненный с возможностью вращения удлиненный вал проходят от двигателя в насосную камеру, погруженную в расплавленный металл, в которой приводится во вращение крыльчатка. Вращение крыльчатки, расположенной в насосной камере, создает направленный поток расплавленного металла.
[0003] Крыльчатка установлена внутри камеры, содержащейся в основании, и поддерживается в кольцевых подшипниках, выполненных для функционирования в качестве износостойкой поверхности с обеспечением плавного вращения в них. Кроме этого на удлиненном валу или крыльчатке может быть предусмотрена радиальная опорная поверхность для предотвращения избыточной вибрации насосного блока, которая может приводить к снижению производительности или даже поломке компонентов насоса. Такие насосы традиционно называются центробежными насосами.
[0004] Хотя центробежные насосы удовлетворительно работают при перекачивании расплавленного металла, они никогда не находили применения в качестве средства для заполнения литейных форм расплавленным металлом. Напротив, эта задача возлагалась на электромагнитные насосы, топки под наддувом и на заливку из ковша. В известных центробежных насосах управление расходом потока и давлением расплавленного металла обычно осуществляется путем изменения скорости вращения крыльчатки. Однако такой механизм управления дает нестабильное управление расходом потока и давлением расплавленного металла при попытке передачи расплавленного металла в литейную форму, например в фасонную литейную форму. Нестабильное управление потоком расплавленного металла в фасонную литейную форму преобладает, в частности, при попытке заполнения фасонной литейной формы для инструмента или детали, имеющей усложненную или необычную форму.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] В одном варианте выполнения предлагаемое изобретение относится к насосному блоку для расплавленного металла, предназначенному для заполнения литейных форм расплавленным металлом. Насосный блок содержит удлиненный вал, соединяющий двигатель с крыльчаткой. Крыльчатка заключена внутри насосной камеры основания таким образом, что при вращении крыльчатки расплавленный металл втягивается в камеру через входное отверстие и выталкивается из камеры через выходное отверстие. Крыльчатка имеет первую радиальную кромку, расположенную на расстоянии от второй радиальной кромки таким образом, что первая радиальная кромка расположена смежно с удлиненным валом. Подшипниковый узел, окружающий крыльчатку внутри камеры, содержит первый подшипник, выполненный с возможностью поддержания крыльчатки с возможностью вращения на первой радиальной кромке, и второй подшипник, выполненный с возможностью поддержания крыльчатки с возможностью вращения на второй радиальной кромке. По меньшей мере один перепускной зазор расположен между первым подшипником и связанной с ним первой радиальной кромкой или между вторым подшипником и связанной с ним второй радиальной кромкой. Перепускной зазор предназначен для управления расходом потока и давлением нагнетания расплавленного металла. При вращении крыльчатки расплавленный металл вытекает из камеры через перепускной зазор с заданным расходом, таким образом, достигается точное управление расходом потока.
[0006] В другом варианте выполнения данного изобретения предложен способ заполнения литейной формы расплавленным металлом. Данный способ включает вращение крыльчатки внутри камеры. Посредством крыльчатки расплавленный металл передают в камеру. Заданная часть расплавленного металла через по меньшей мере один перепускной зазор перетекает из камеры во внешнюю часть основания. Расход перетекающего металла создает возможность точной регулировки давления нагнетания относительно скорости вращения крыльчатки. Соответствующую литейную форму заполняют расплавленным металлом и контролируют посредством профиля программного управления.
[0007] Согласно еще одному варианту выполнения данного изобретения предложен насосный блок для расплавленного металла, предназначенный для заполнения литейных форм расплавленным металлом. Указанный насосный блок содержит удлиненный вал, соединяющий двигатель с крыльчаткой. Крыльчатка заключена внутри камеры основания таким образом, что при вращении крыльчатки расплавленный металл втягивается в камеру через входное отверстие и выталкивается из камеры через выходное отверстие. Крыльчатка имеет первую радиальную кромку, расположенную смежно с первой периферийной окружностью и расположенную на расстоянии от второй радиальной кромки, расположенной смежно со второй периферийной окружностью таким образом, что удлиненный вал жестко прикреплен к первой периферийной окружности.
[0008] Подшипниковый узел окружает крыльчатку, расположенную внутри камеры, и содержит первый подшипник, выполненный с возможностью поддержания крыльчатки с возможностью вращения на первой радиальной кромке, и второй подшипник, выполненный с возможностью поддержания крыльчатки с возможностью вращения на второй радиальной кромке. На второй периферийной окружности предусмотрен по меньшей мере один перепускной зазор, обеспечивающий проточное сообщение между камерой и окружающей средой. Данный перепускной зазор выполнен с возможностью обеспечения перетекания заданного количества расплавленного металла из камеры таким образом, чтобы обеспечивалось точное управление расходом потока и давлением нагнетания расплавленного металла.
[0009] В одном аспекте предлагаемое изобретение относится к насосному блоку и способу использования насоса для расплавленного металла для заполнения сложных литейных форм таким образом, что перепускной зазор обеспечивает более точное управление потоком.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
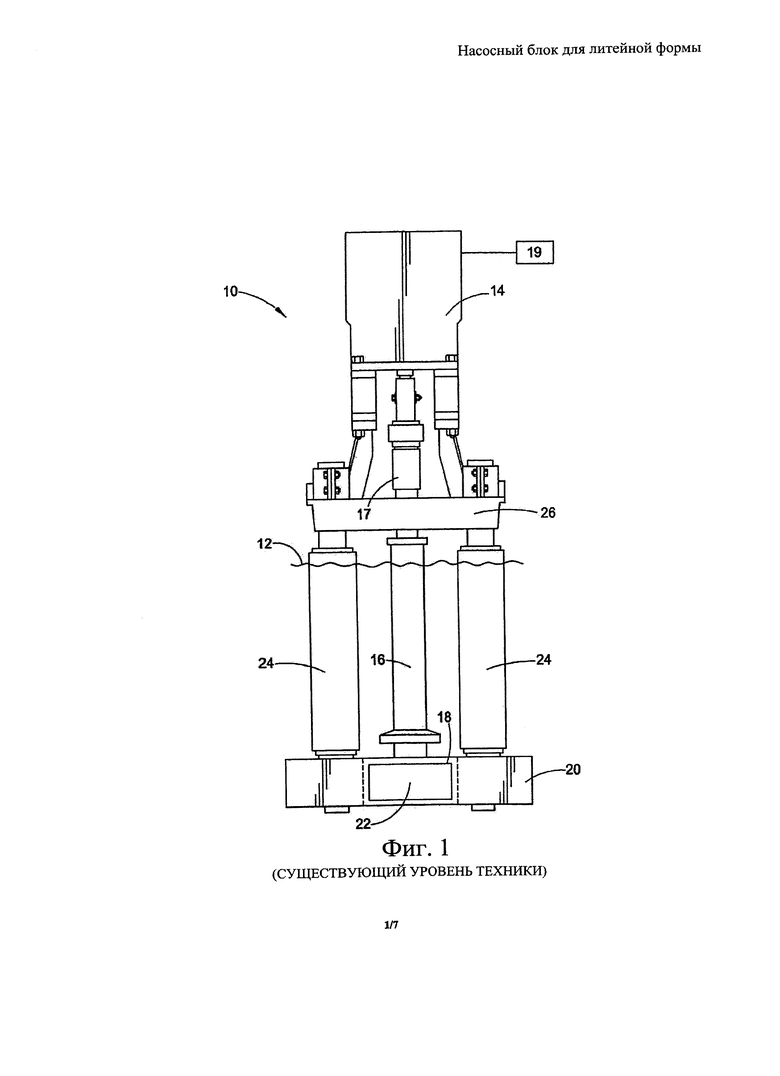
[0010] Фиг.1 изображает вид спереди известного из уровня техники насосного блока для расплавленного металла.
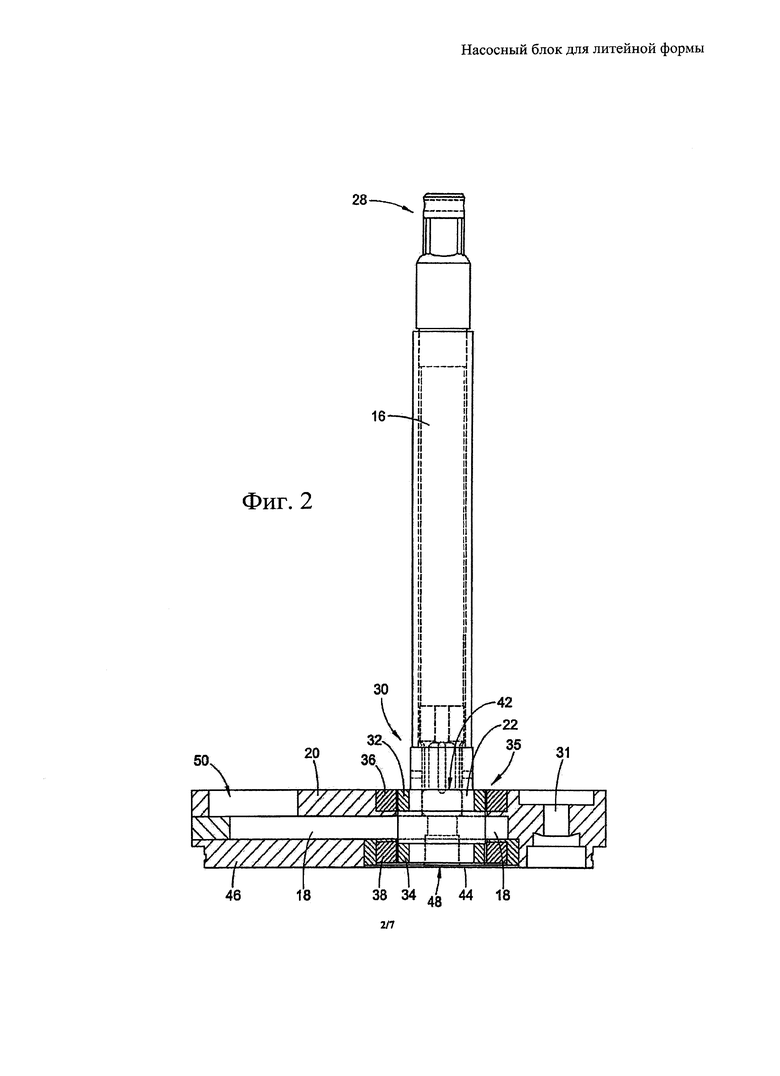
[0011] Фиг.2 изображает продольный разрез части насосного блока для расплавленного металла, которая содержит удлиненный вал, закрепленный на крыльчатке внутри камеры основания.
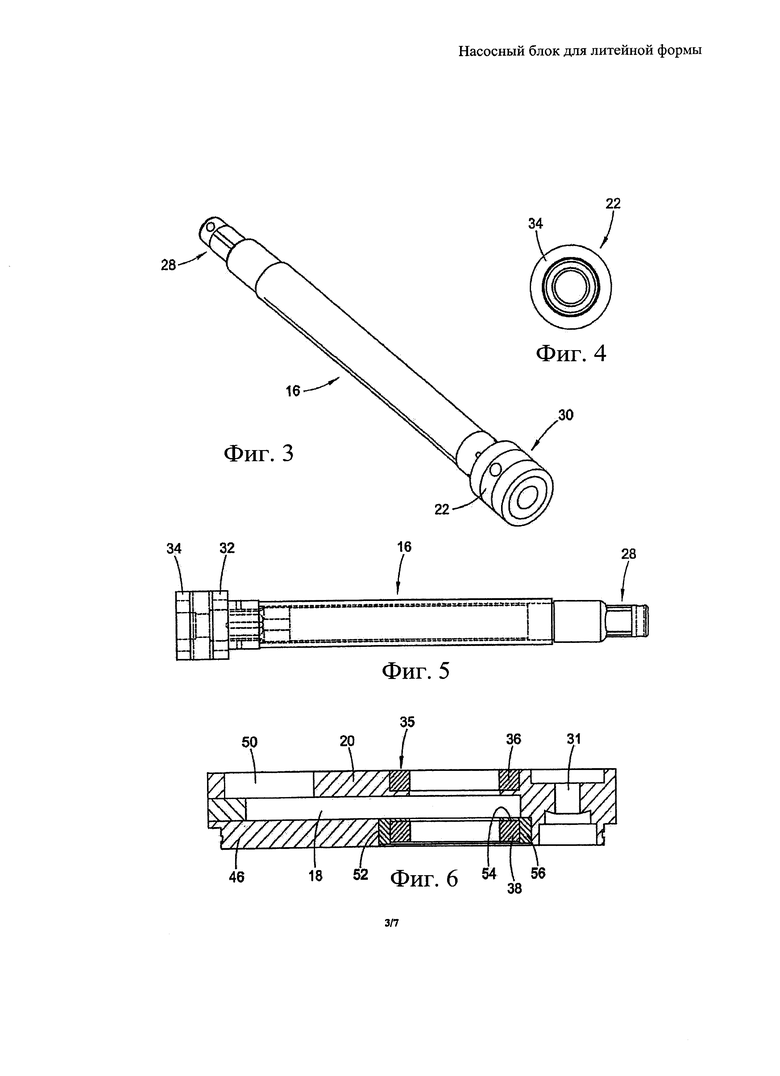
[0012] Фиг.3 изображает аксонометрическую проекцию удлиненного вала и крыльчатки.
[0013] Фиг.4 изображает вид крыльчатки с торца.
[0014] Фиг.5 изображает вид спереди удлиненного вала.
[0015] Фиг.6 изображает поперечное сечение основания.
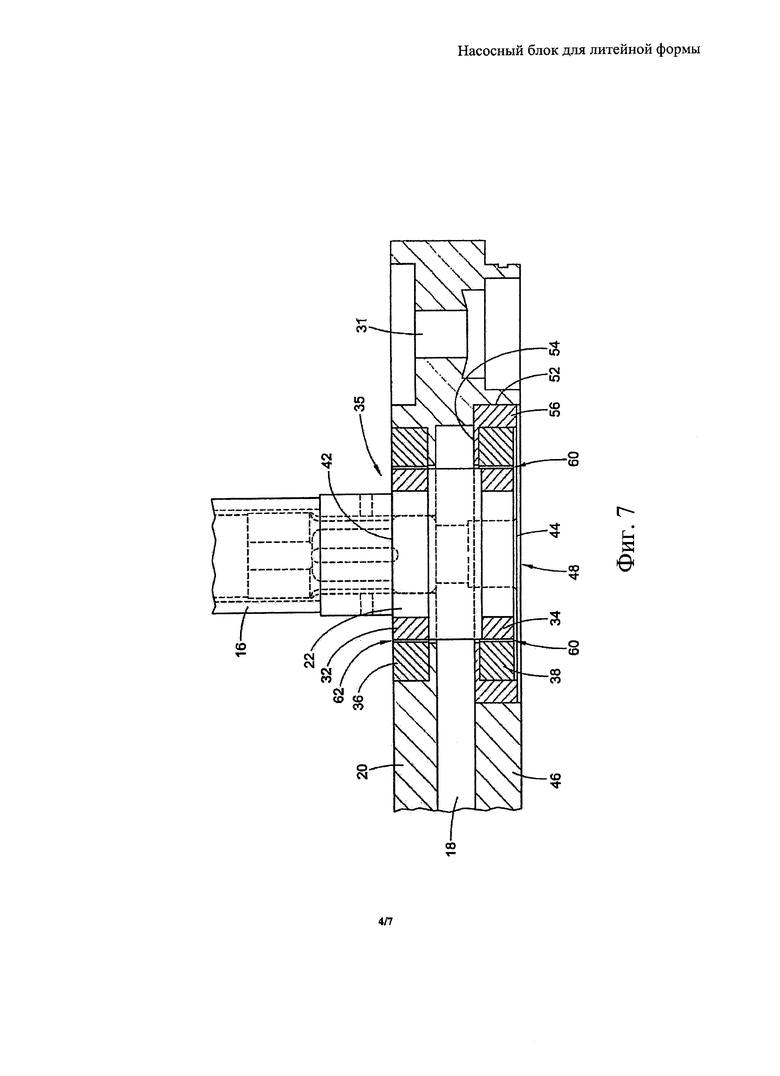
[0016] Фиг.7 изображает, в разобранном виде, поперечное сечение удлиненного вала, прикрепленного к крыльчатке внутри камеры основания, изображенной на фиг.2.
[0017] Фиг.8 изображает график, на котором показана зависимость давления расплавленного металла в выходном отверстии от расхода потока расплавленного металла при различных скоростях вращения (количества оборотов в минуту) крыльчатки насосного блока.
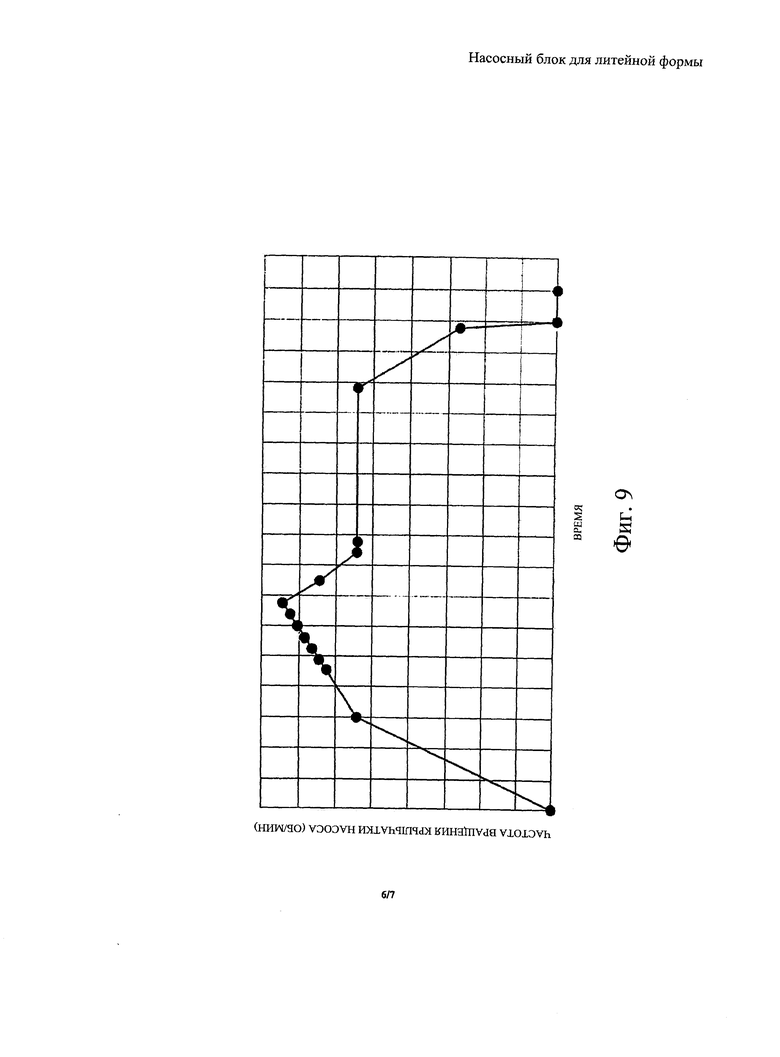
[0018] Фиг.9 изображает график, на котором показана предпочтительная зависимость скорости вращения (количества оборотов в минуту) от времени, связанного с программируемым профилем заполнения литейной формы.
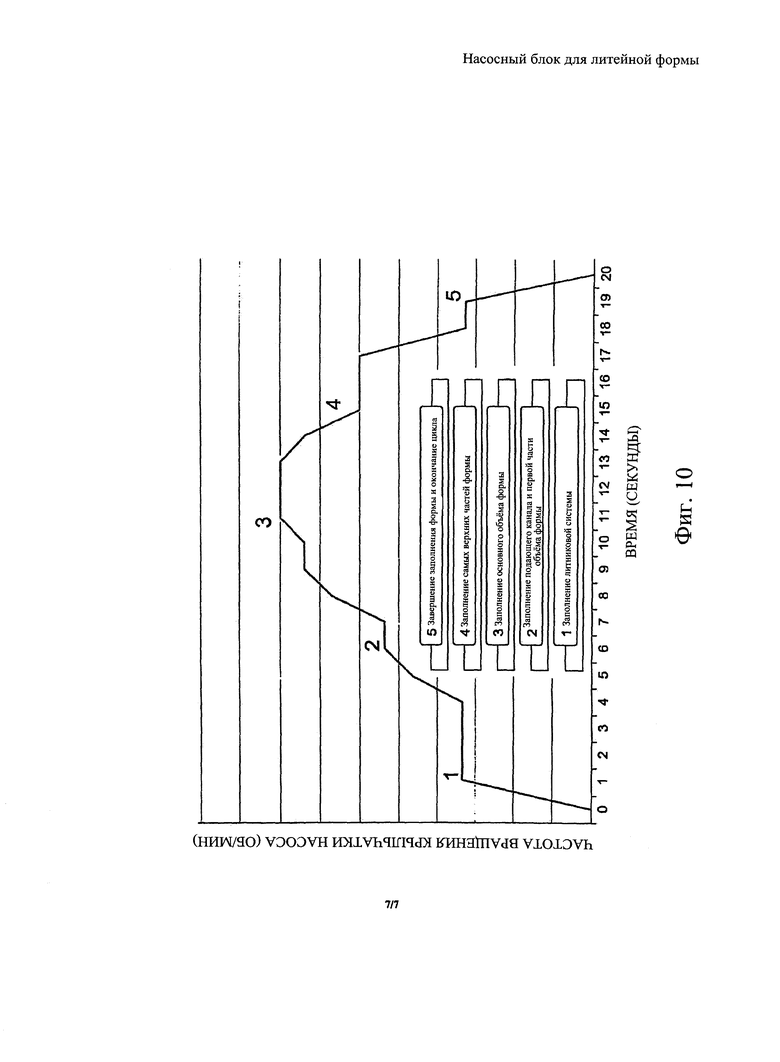
[0019] Фиг.10 изображает график примерного программируемого профиля заполнения литейной формы, связанного со сложной литейной формой.
ПОДРОБНОЕ ОПИСАНИЕ
[0020] Следует понимать, что подробные фигуры приведены только в целях иллюстрации примерных вариантов выполнения изобретения и не являются ограничивающими. Дополнительно следует отметить, что чертежи выполнены не в масштабе, и части определенных элементов могут быть увеличены для ясности и облегчения иллюстрации.
[0021] На фиг.1 изображен пример насосного блока 10 для расплавленного металла, причем указанный блок погружен в ванну расплавленного металла 12. Расплавленный металл 12, например алюминий, может находиться внутри печи или емкости (не показана). Насосный блок 10 содержит двигатель 14, соединенный с удлиненным валом 16 посредством муфты 17. Двигатель выполнен с возможностью осуществления работы с переменной скоростью вращения при помощи программируемого контроллера 19, например компьютера или другого процессора. Удлиненный вал 16 соединен с крыльчаткой 22, размещенной в камере 18 основания 20. Основание 20 подвешено посредством жаропрочных стоек 24, прикрепленных к монтажной опоре двигателя 26. Может также использоваться альтернативный вид опоры, в которой окруженный жаропрочной оболочкой стальной стержень проходит между монтажной опорой двигателя и основанием.
[0022] Удлиненный вал 16 приводится во вращение посредством двигателя 14 и проходит от двигателя 14 в насосную камеру 18, погруженную в расплавленный металл 12, в которой вращается крыльчатка 22. Вращение крыльчатки 22, находящейся в насосной камере, создает направленный поток расплавленного металла 12 через подсоединенный трубопровод (не показан) для подачи металла, например подающий канал, выполненный для прохождения потока жидкого металла. Подающий канал трубопроводной системы для подачи металла соединен с выходным отверстием насосной камеры 18, которая, как правило, прилегает к боковой стенке или верхней стенке основания. Насосы этого типа часто называются перекачивающими насосами. В патенте США №5947705 описан пример одного подходящего перекачивающего насоса, описание которого включено в настоящий документ в виде ссылки.
[0023] На фиг.2-6 представлены элементы насосного блока 10, выполненного согласно предлагаемому изобретению. В частности, удлиненный вал 16 имеет цилиндрическую форму, имеющую ось вращения, которая в целом является перпендикулярной основанию 20. Удлиненный вал имеет ближний конец 28, выполненный с возможностью прикрепления к двигателю 14 посредством муфты 17, и дальний конец 30, соединенный с крыльчаткой 22. Крыльчатка 22 расположена, с возможностью вращения, в насосной камере 18 таким образом, что работа двигателя 14 вызывает вращение удлиненного вала 16, вращающего крыльчатку 22 внутри насосной камеры 18.
[0024] Основание 20 ограничивает насосную камеру 18, выполненную с возможностью размещения в ней крыльчатки 22. Основание 20 выполнено с возможностью конструктивного размещения жаропрочных стоек 24 (опционально состоящих из удлиненного металлического стержня внутри защитной жаропрочной оболочки) внутри каналов 31. Каждый канал 31 выполнен с возможностью приема компонента металлического стержня, являющегося частью жаропрочной стойки 24, что обеспечивает жесткое крепление к монтажной опоре двигателя 26. Монтажная опора двигателя 26 выполнена с возможностью поддержания двигателя 14 над расплавленным металлом 12.
[0025] В одном варианте выполнения изобретения крыльчатка 22 выполнена с первой радиальной кромкой 32, расположенной на расстоянии по оси от второй радиальной кромки 34. Первая и вторая радиальные кромки 32, 34 расположены периферийно вокруг окружности крыльчатки 22. Насосная камера 18 содержит подшипниковый узел 35, имеющий первое подшипниковое кольцо 36, расположенное на некотором расстоянии по оси от второго подшипникового кольца 38. Первая радиальная кромка 32 совмещена заподлицо с первым подшипниковым кольцом 36, а вторая радиальная кромка 34 совмещена заподлицо со вторым радиальным кольцом 38. Подшипниковые кольца изготовлены из материала, например карбида кремния, который при высоких температурах обладает свойствами подшипника скольжения для предотвращения разрушения при циклическом нагружении вследствие значительных сил трения. Подшипники выполнены таким образом, чтобы поддерживать крыльчатку 22 с возможностью вращения внутри основания таким образом, чтобы по меньшей мере, по существу, предотвращать вибрацию насосного блока 10. Радиальные кромки крыльчатки аналогично могут быть выполнены из такого материала, как карбид кремния. Например, радиальные кромки крыльчатки 22 могут быть выполнены в виде подшипникового кольца из карбида кремния.
[0026] В одном варианте осуществления изобретения крыльчатка 22 содержит периферийную окружность 42, расположенную на некотором расстоянии по оси от второй периферийной окружности 44. Удлиненный вал 16 прикреплен к крыльчатке 22 по первой периферийной окружности 42. Вторая периферийная окружность 44 расположена на некотором расстоянии напротив первой периферийной окружности 44 и совмещена с нижней частью 46 основания 20. При этом первая радиальная кромка 32 прилегает к первой периферийной окружности 42, и вторая радиальная кромка 34 прилегает ко второй периферийной окружности 44.
[0027] В одном варианте выполнения изобретения на второй периферийной окружности 44 выполнено нижнее входное отверстие 48. В частности, указанное входное отверстие содержит кольцеобразную деталь крыльчатки 22, выполненную с каналами по типу ′′птичья клетка′′. Входное отверстие может быть сформировано лопатками, расточенными каналами, кольцеобразной деталью (′′птичья клетка′′) или другими узлами, известными из уровня техники. Следует отметить, что также может быть использован насосный блок с расположением входного отверстия в верхней части блока или насосный блок с комбинированным расположением входного отверстия в верхней и нижней частях блока.
[0028] Как будет видно из последующего описания, крыльчатка, выполненная с расточенными каналами или по типу ′′птичья клетка′′, может иметь преимущество, поскольку она содержит ограничительную радиальную кромку, обеспечивающую возможность создания проектного допуска (или перепускного зазора) в насосной камере 18. В патенте США №6464458 описан пример крыльчатки, выполненной с расточенными каналами, раскрытие которой включено в настоящий документ в виде ссылки.
[0029] При вращении крыльчатки 22 расплавленный металл 12 втягивается во входное отверстие 48 и в камеру 18 таким образом, что последующее вращение крыльчатки 22 вызывает выталкивание расплавленного металла 12 из насосной камеры 18 к выходному отверстию 50 основания 20.
[0030] На фиг.6 подшипниковый узел 35 содержит переходную деталь 52 основания для кольца подшипника, выполненную с возможностью соединения второго подшипникового кольца 38 с нижней частью 46 основания 20. Переходная деталь 52 имеет радиальный буртик 54, жестко соединенный с дискообразным корпусом 56 и выполненный с возможностью поддержания подшипниковых колец различных размеров на нижней части 46 основания 20. Радиальный буртик 54 расположен смежно с насосной камерой 18 и в целом является перпендикулярным корпусу 56.
[0031] На фиг.7 изображена крыльчатка 22, размещенная внутри основания 20. Между радиальной кромкой 32 крыльчатки 22 и первым подшипниковым кольцом 36 поддерживается малый допуск, обеспечивающий возможность вращения и конструктивной опоры крыльчатки 22 внутри камеры 18. Переходная деталь 52 является в целом круглой и выполнена с возможностью вставки в нее второго подшипникового кольца 38. На основании может быть предусмотрена переходная деталь 52 основания для кольца подшипника и подшипниковые кольца, при этом указанные переходная деталь и кольца выполнены с возможностью взаимодействия с крыльчаткой таким образом, что между подшипниковым кольцом 38 и радиальной кромкой 34 крыльчатки 22 предусмотрен перепускной зазор 60 необходимого размера. Опционально, перепускной зазор 60 может быть предусмотрен между первой радиальной кромкой 32 и первым подшипниковым кольцом 36.
[0032] В одном варианте выполнения изобретения между частью второго подшипникового кольца 38 и второй радиальной кромкой 34 предусмотрен перепускной зазор 60. Например, зазор 60 представляет собой радиальный промежуток между частью второго подшипника 38 и второй радиальной кромкой 34 крыльчатки 22. Этот радиальный промежуток выполнен в соответствии с проектным допуском, который может варьироваться для обеспечения возможности заданного расхода перетечки металла 12.
[0033] В связи с этим следует отметить, что между радиальной кромкой 32 крыльчатки 22 и подшипниковым кольцом 36, расположенным внутри основания 20, существует зазор 62 для смазки. Данный зазор представляет собой промежуток, в котором удерживается расплавленный металл для обеспечения создания границы с малым трением. Зазор для смазки выполнен с возможностью изменения в зависимости от компонентов соответствующего сплава. Подразумевается, что перепускной зазор имеет ширину (то есть расстояние между крыльчаткой и основанием), равное по меньшей мере 1,25×зазор для смазки, либо в диапазоне примерно (1,5÷6)×зазор для смазки, либо в диапазоне примерно (2÷4)×зазор для смазки, или в любой комбинации указанных диапазонов.
[0034] Следует также отметить, что может быть применена дискретная ширина зазора, когда участки с относительно малым допускам чередуются с участками с относительно большой шириной перепускного зазора.
[0035] Например, перепускной зазор 60 может представлять собой группу съемных сегментированных зубцов или выступов, которые расположены радиально по периметру крыльчатки 22 таким образом, что указанная группа зубцов поддерживает контакт с подшипниковым кольцом 38 во время вращения крыльчатки 22. При этом расположенные между зубцами радиальные промежутки выполнены таким образом, чтобы обеспечивать возможность перетечки расплавленного металла 12 с заданным расходом. В другом варианте изобретения перепускной зазор 60 может быть выполнен в виде группы отверстий, проходящих сквозь первую периферийную окружность 42 крыльчатки 22, обеспечивая возможность проточного сообщения с камерой 18 и окружающей средой снаружи основания. Кроме того, подразумевается, что вниз по потоку от крыльчатки 22 внутри насосной камеры 18, прилегающей к выходному отверстию 50, или даже внутри подающего канала может быть предусмотрен по меньшей мере один перепускной зазор. Перепускной зазор этого типа может представлять собой отверстие (отверстия), высверленные в компоненте насосного блока. Одним словом, путем создания конструктивного пути перетечки в любом месте в насосном блоке возможно выполнить насос для расплавленного металла, который будет функциональным при заполнении сложных литейных форм.
[0036] Перепускной зазор 60 выполнен с возможностью управления расходом потока и давлением нагнетания расплавленного металла 12. Перепускной зазор 60 обеспечивает возможность перетечки расплавленного металла из насосной камеры 18 в окружающую среду снаружи основания 20 с заданным расходом. Перетечка расплавленного металла 12 из насосной камеры 18 во время работы насосного блока 10 обеспечивает, для соответствующего пользователя, возможность тонкого регулирования расхода потока или объемного количества расплавленного металла 12, подаваемого в соответствующую литейную форму. Расход перетечки расплавленного металла 12 через перепускной зазор 60 улучшает возможность управления переносом расплавленного металла 12 и, по меньшей мере частично, определяется коэффициентом вязкости расплавленного металла 12. То есть, в одном варианте изобретения, при уменьшении вязкости расплавленного металла 12 также уменьшается размер перепускного зазора 60 для обеспечения оптимального расхода перетечки расплавленного металла 12.
[0037] В одном варианте выполнения изобретения наличие перепускного зазора 60 обеспечивается конструкцией второго подшипникового кольца 38 таким образом, что второе подшипниковое кольцо 38 имеет больший внутренний диаметр, чем первое подшипниковое кольцо 36 в подшипниковом узле 35. В связи с этим, между указанной радиальной кромкой 34 и вторым подшипниковым кольцом имеется большее пространство. В другом варианте выполнения изобретения наличие перепускного зазора 60 обеспечивается конструкцией крыльчатки 22 таким образом, что вторая радиальная кромка 34 крыльчатки 22 имеет меньший диаметр, чем первая радиальная кромка 32. В этом варианте первая радиальная кромка 32 размещена, с упором, и поддерживается, с возможностью вращения, на первом подшипниковом кольце 36 внутри насосной камеры 18 для образования относительно более узкого зазора для смазки, причем между вторым подшипниковым кольцом 38 и второй радиальной кромкой 34 существует перепускной зазор. Конечно, может быть создан зазор в верхней стороне путем реверсирования вышеописанных размеров.
[0038] В одном варианте изобретения насосный блок выполнен с возможностью статического позиционирования в подающем канале расплавленного металла 12, накачиваемого через выходное отверстие 50, под давлением столба жидкого металла приблизительно 1,5 фута (0,46 м) над уровнем массы расплавленного металла 12. В одном варианте изобретения крыльчатка выполнена с возможностью вращения со скоростью приблизительно 850-1000 оборотов в минуту таким образом, что расплавленный металл статически удерживается под давлением столба жидкого металла приблизительно 1,5 фута (0,46 м) над массой расплавленного металла 12. Перепускной зазор 60 выполнен с возможностью управления соотношением между объемным расходом потока и давлением нагнетания для насоса 10 таким образом, что увеличение скорости вращения (количество оборотов в минуту) крыльчатки 22 обеспечивает уменьшение давления нагнетания при увеличении расхода потока расплавленного металла 12. Это соотношение схематично проиллюстрировано графиком на фиг.8.
[0039] Точное управление количеством расплавленного металла 12, подаваемого в соответствующую литейную форму, достигается путем установкой в заданном положении перепускного зазора 60 между подшипниковым узлом 35 и крыльчаткой 22. В частности, в одном варианте изобретения, двигатель 14 работает под управлением программируемого профиля, задающего скорость вращения (количество оборотов в минуту), как проиллюстрировано на фиг.9. Профиль, задающий количество оборотов в минуту, запрограммирован в контроллере с возможностью электрической связи с двигателем для вращения крыльчатки и вытеснения расплавленного металла через выходное отверстие 50 в трубопровод для подачи металла таким образом, что выходное отверстие трубопровода для подачи металла приспособлено для соответствующей литейной формы. Программируемый профиль, задающий количество оборотов в минуту, изменяет сигнал, подаваемый в двигатель, в соответствии с объемным расходом заполнения и геометрии соответствующей литейной формы.
[0040] Согласно фиг.10, в одном варианте выполнения изобретения соответствующая литейная форма (не показана) содержит в целом сложную геометрическую зону или подающий канал, заполняемый расплавленным металлом 12, например алюминием. Трубопровод для подачи металла или подающий канал (не показан) выполнен с возможностью заполнения соответствующей литейной формы алюминием, подаваемым из насосного блока 10. Насосный блок 10 программируется посредством профиля, задающего количество оборотов в минуту, как показано на фиг.10, и учитывающего внутренний геометрический объем соответствующей литейной формы. Данный профиль задает управляющее напряжение на двигателе 14 для вращения крыльчатки 12 с заданной скоростью вращения для заполнения соответствующей литейной формы в соответствии с заданными интервалами времени для участков 1-5 фасонной литейной формы. В частности, перепускной зазор 60 обеспечивает возможность увеличения величины задающей скорости вращения (количества оборотов в минуту), требуемой для обеспечения необходимого давления нагнетания расплавленного металла 12, подаваемого в соответствующую литейную форму. Этот блок и способ имеют преимущество при заполнении соответствующих литейных форм для образования сложных деталей внутри литейных форм с усложненной геометрической конфигурацией, поскольку достигается более тонкое регулирование количества расплавленного металла 12, подаваемого насосным блоком 10. Примерами литых деталей, которые целесообразно отливать с использованием предлагаемого в данном документе насосного блока, являются, но не ограничиваются ими, блоки цилиндров двигателя, колеса и головки цилиндров.
[0041] Примерные варианты выполнения данного изобретения описаны со ссылкой на предпочтительные варианты. В другие варианты предлагаемого изобретения могут быть внесены модификации и изменения, что очевидно при прочтении и изучении предыдущего подробного описания. Подразумевается, что предпочтительный вариант содержит все подобные модификации и изменения до такой степени, в какой они подпадают под объем правовой охраны, изложенный в пунктах прилагаемой формулы изобретения или в эквивалентах данных пунктов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СЕПАРАЦИИ КОМПОНЕНТОВ ПОТОКА ТЕКУЧЕЙ СРЕДЫ | 2018 |
|
RU2754564C2 |
| ТУРБОНАСОСНЫЙ АГРЕГАТ И СПОСОБ ПЕРЕКАЧИВАНИЯ ХОЛОДНОЙ, ГОРЯЧЕЙ И ПРОМЫШЛЕННОЙ ВОДЫ | 2013 |
|
RU2511970C1 |
| ТУРБОНАСОСНЫЙ АГРЕГАТ И СПОСОБ ПЕРЕКАЧИВАНИЯ ХОЛОДНОЙ, ГОРЯЧЕЙ И ПРОМЫШЛЕННОЙ ВОДЫ | 2013 |
|
RU2511967C1 |
| ПУЛЬПОВЫЙ ПОГРУЖНОЙ НАСОС | 2011 |
|
RU2472036C1 |
| ПУЛЬПОВЫЙ ПОГРУЖНОЙ НАСОС (ВАРИАНТЫ) | 2011 |
|
RU2472037C1 |
| ПЕРЕЛИВНОЙ ПЕРЕКАЧИВАЮЩИЙ НАСОС ИЗ МАТЕРИАЛА С УЛУЧШЕННЫМИ СВОЙСТВАМИ | 2016 |
|
RU2712557C2 |
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ И ГОМОГЕНИЗАЦИИ | 2004 |
|
RU2262979C1 |
| РОТОРНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С ЖИДКОСТНЫМ ЗАПОРНЫМ КОЛЬЦОМ | 1997 |
|
RU2135796C1 |
| ОТЛИВКА ПОЛОСЫ | 2000 |
|
RU2245755C2 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ РАСПЛАВЛЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2695695C2 |

Группа изобретений относится к насосам, входящим в состав системы для подачи расплавленного металла в литейную форму и др. емкости, а также способам заполнения литейной формы расплавленным алюминием. Насосный блок для расплавленного алюминия содержит удлиненный вал (16), соединяющий двигатель с крыльчаткой (22). Крыльчатка (22) заключена внутри камеры (18) основания таким образом, что при вращении крыльчатки (22) расплавленный металл втягивается в камеру (18) через входное отверстие (48) и расплавленный алюминий выталкивается через выходное отверстие. Первый подшипник (36) выполнен с возможностью поддержания крыльчатки (22) с возможностью вращения на первой радиальной кромке (32), и второй подшипник (38) выполнен с возможностью поддержания крыльчатки (22) с возможностью вращения на второй радиальной кромке (34). Между вторым подшипником (38) и второй радиальной кромкой (34) размещен перепускной зазор (60). Расплавленный металл перетекает через перепускной зазор (60) с заданным расходом таким образом, чтобы создавать возможность управления расходом потока и давлением нагнетания расплавленного металла для достижения точного управления расходом потока. 9 н. и 21 з.п. ф-лы, 10 ил.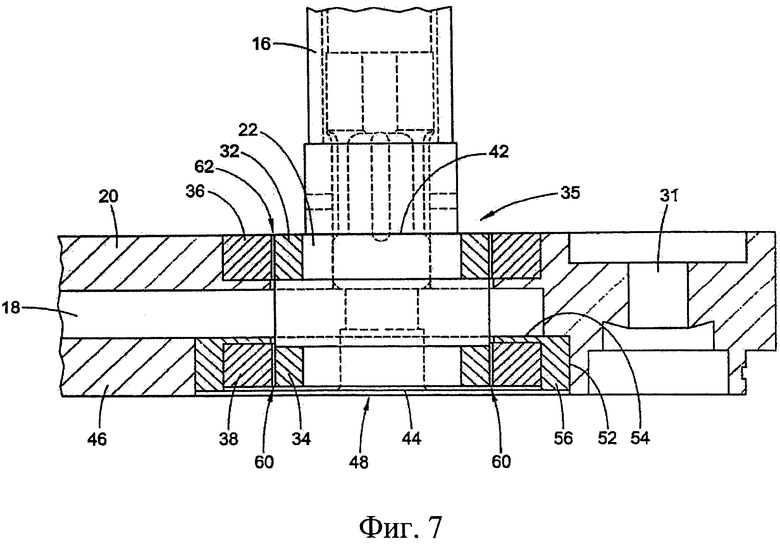
1. Насосный блок для расплавленного алюминия, предназначенный для заполнения литейной формы расплавленным алюминием путем подачи расплавленного алюминия в литейную форму из печи, содержащий:
удлиненный вал, соединяющий двигатель с крыльчаткой, которая расположена внутри камеры основания таким образом, что при вращении крыльчатки расплавленный алюминий втягивается в камеру через входное отверстие и выталкивается из камеры через выходное отверстие камеры, причем крыльчатка имеет первую радиальную кромку, расположенную на расстоянии от второй радиальной кромки таким образом, что первая радиальная кромка находится в непосредственной близости от указанного вала, и
подшипниковый узел, окружающий крыльчатку внутри камеры и содержащий:
первый подшипник, выполненный с возможностью поддержания крыльчатки с возможностью вращения на первой радиальной кромке, и
второй подшипник, выполненный с возможностью поддержания крыльчатки с возможностью вращения на второй радиальной кромке,
при этом по меньшей мере один перепускной зазор расположен на участке между первым подшипником и связанной с ним первой радиальной кромкой или между вторым подшипником и связанной с ним второй радиальной кромкой, причем указанный перепускной зазор обеспечивает перетекание расплавленного алюминия из насосного блока во внешнюю среду с возможностью управления расходом и давлением нагнетания расплавленного алюминия.
2. Насосный блок по п. 1, в котором при вращении крыльчатки расплавленный алюминий перетекает из камеры через перепускной зазор с заданным расходом.
3. Насосный блок по п. 1, в котором основание имеет первую боковую сторону и противоположную вторую боковую сторону, так что перепускной зазор находится между вторым подшипником и второй радиальной кромкой.
4. Насосный блок по п. 1, в котором основание выполнено с возможностью поддержания крыльчатки, удлиненного вала и двигателя таким образом, что вторая периферийная окружность крыльчатки расположена смежно со второй радиальной кромкой и в целом совмещена с нижней частью основания.
5. Насосный блок по п. 1, в котором крыльчатка имеет первую периферийную окружность и вторую периферийную окружность, так что удлиненный вал в целом перпендикулярен первой периферийной окружности крыльчатки.
6. Насосный блок по п. 5, в котором входное отверстие расположено на первой периферийной окружности, причем указанное входное отверстие имеет группу отверстий, предназначенных для передачи расплавленного алюминия в камеру.
7. Насосный блок по п. 6, в котором указанное устройство содержит группу каналов, проходящих от указанной первой периферийной окружности к боковой стенке крыльчатки.
8. Насосный блок по п. 1, в котором перепускной зазор выполнен с возможностью уменьшения давления нагнетания расплавленного алюминия в выходном отверстии при увеличении скорости вращения крыльчатки.
9. Насосный блок для расплавленного алюминия, предназначенный для заполнения литейных форм расплавленным алюминием путем подачи расплавленного алюминия в литейную форму из печи, содержащий:
удлиненный вал, соединяющий двигатель с крыльчаткой, которая заключена внутри камеры основания таким образом, что при вращении крыльчатки расплавленный алюминий втягивается в камеру через входное отверстие и выталкивается из камеры через выходное отверстие камеры, причем крыльчатка имеет первую радиальную кромку, расположенную смежно с первой периферийной окружностью на расстоянии от второй радиальной кромки, расположенной смежно со второй радиальной окружностью, так что удлиненный вал жестко прикреплен к первой периферийной окружности, и
подшипниковый узел, окружающий крыльчатку внутри камеры и содержащий:
первый подшипник, выполненный с возможностью поддержания крыльчатки с возможностью вращения на первой радиальной кромке, и
второй подшипник, выполненный с возможностью поддержания крыльчатки с возможностью вращения на второй радиальной кромке,
при этом по меньшей мере один перепускной зазор выполнен на второй периферийной окружности с обеспечением сообщения между камерой и внешней средой, причем указанный перепускной зазор обеспечивает перетекание расплавленного алюминия из насосного блока во внешнюю среду с возможностью управления расходом и давлением нагнетания расплавленного алюминия.
10. Насосный блок по п. 9, в котором перепускной зазор проходит по части второй периферийной окружности.
11. Насосный блок по п. 9, в котором перепускной зазор проходит по всей периферии крыльчатки.
12. Насосный блок по п. 9, в котором перепускной зазор имеет отверстия, проходящие через вторую периферийную окружность для сообщения между камерой и внешней средой основания.
13. Насосный блок по п. 9, в котором при вращении крыльчатки расплавленный алюминий перетекает из камеры через перепускной зазор с заданным расходом.
14. Насосный блок по п. 9, в котором перепускной зазор выполнен с возможностью уменьшения давления нагнетания расплавленного алюминия при увеличении расхода потока расплавленного алюминия через выходное отверстие.
15. Насосный блок по п. 9, в котором перепускной зазор выполнен с возможностью уменьшения давления нагнетания расплавленного алюминия в выходном отверстии при увеличении скорости вращения крыльчатки.
16. Насосный блок по п. 9, в котором перепускной зазор выполнен с возможностью регулирования насосного блока таким образом, что расплавленный алюминий статически удерживается с перепадом 1,5 фута (0,46 м) выше уровня алюминия или при скорости вращения крыльчатки 850-1000 оборотов в минуту.
17. Способ заполнения литейной формы расплавленным алюминием с использованием насосного блока, выполненного с возможностью подачи расплавленного алюминия в литейную форму из печи, причем указанный способ включает:
вращение крыльчатки внутри камеры,
передачу расплавленного алюминия через крыльчатку в камеру,
обеспечение перетекания заданной части расплавленного алюминия через по меньшей мере один перепускной зазор из камеры во внешнюю среду для регулирования давления нагнетания относительно скорости вращения крыльчатки, и
заполнение указанным расплавленным алюминием соответствующей литейной формы.
18. Способ по п. 17, в котором дополнительно регулируют скорость вращения крыльчатки во время заполнения соответствующей литейной формы расплавленным алюминием.
19. Способ по п. 17, в котором дополнительно управляют давлением нагнетания и расходом расплавленного алюминия согласно программируемому профилю заполнения литейной формы во время заполнения соответствующей литейной формы расплавленным алюминием.
20. Способ по п. 17, в котором перепускной зазор расположен между камерой и крыльчаткой.
21. Способ заполнения литейной формы расплавленным алюминием с использованием насосного блока, выполненного с возможностью подачи расплавленного алюминия из печи в литейную форму, причем указанный способ включает:
вращение крыльчатки внутри камеры,
передачу расплавленного алюминия через крыльчатку в камеру,
обеспечение перетекания части расплавленного алюминия через по меньшей мере один перепускной зазор, расположенный внутри камеры или в месте ниже по потоку от указанной камеры, во внешнюю среду, и
заполнение указанным расплавленным алюминием соответствующей литейной формы.
22. Система для подачи расплавленного металла по меньшей мере в одну литейную форму, содержащая по меньшей мере одну печь, имеющую размещенный в ней механический насос, и контроллер для управления скоростью вращения крыльчатки согласно программируемому профилю заполнения соответствующей литейной формы.
23. Система для подачи расплавленного металла по меньшей мере в одну литейную форму, содержащая по меньшей мере одну печь и насосный блок, расположенный внутри указанной по меньшей мере одной печи и предназначенный для подачи расплавленного металла в указанную по меньшей мере одну литейную форму, связанную с насосным блоком, причем насосный блок содержит вал, крыльчатку, соединенную с валом и выполненную с возможностью направления расплавленного металла в указанную по меньшей мере одну литейную форму, и контроллер для регулирования скорости вращения крыльчатки согласно программируемому профилю заполнения для получения необходимого расхода или давления расплавленного металла во время его подачи в указанную по меньшей мере одну литейную форму.
24. Система по п. 23, в которой программируемый профиль заполнения связан с геометрией указанной по меньшей мере одной литейной формы.
25. Способ заполнения емкости расплавленным металлом, включающий:
передачу расплавленного металла в печь,
вращение крыльчатки внутри печи для направления потока расплавленного металла в указанную емкость,
регулирование скорости вращения крыльчатки согласно программируемому профилю заполнения для получения необходимого расхода или давления расплавленного металла, и
подачу расплавленного металла в емкость.
26. Способ по п. 25, в котором емкость представляет собой литейную форму, а программируемый профиль заполнения связан с геометрическим объемом указанной литейной формы.
27. Способ по п. 25, в котором регулирование скорости вращения крыльчатки основывают, по меньшей мере частично, на измеренном давлении расплавленного металла.
28. Насосный блок для подачи расплавленного металла из ванны для расплавленного металла в емкость, содержащий вал и крыльчатку, соединенную с валом и выполненную с возможностью направления расплавленного металла в направляющий канал для подачи в указанную емкость, при этом насос выполнен с возможностью удерживания расплавленного металла под постоянным давлением нагнетания внутри указанного направляющего канала над ванной для расплавленного металла.
29. Насосный блок для подачи расплавленного металла в емкость, содержащий:
вал,
крыльчатку, соединенную с валом и выполненную с возможностью направления расплавленного металла к емкости, и
контроллер для управления скоростью вращения крыльчатки согласно программируемому профилю заполнения для получения необходимого расхода или давления расплавленного металла во время его подачи в емкость так, что увеличение количества оборотов в минуту крыльчатки приводит к уменьшению давления нагнетания и увеличению объемного расхода.
30. Насосный блок по п. 29, в котором программируемый профиль заполнения связан с геометрией емкости.
| US 4475866 A, 09.10.1984 | |||
| US 5716195 A, 10.02.1998 | |||
| Железобетонное пролетное строение моста | 1984 |
|
SU1229250A1 |
| US 2010266396 A1, 21.10.2010 | |||
| Погружная насосная установка | 1981 |
|
SU981692A1 |

