Область техники, к которой относится изобретение
Это изобретение относится к отливке металлической полосы посредством непрерывного литья двухвалковым литейным устройством.
В двухвалковом литейном устройстве расплавленный металл подается между двумя вращающимися в противоположных направлениях горизонтальными литейными валками, которые охлаждаются так, что слои металла затвердевают на поверхностях валков и сходятся в районе их сближения, при этом получают затвердевший полосовой продукт, подаваемый вниз из района сближения валков. Термин "район сближения" используется здесь для обозначения в целом района, в котором валки находятся ближе всего друг к другу. Расплавленный металл может разливаться из разливочного ковша в меньший резервуар или серию меньших резервуаров, из которых металл протекает через разливочный стакан, расположенный над районом сближения так, чтобы направлять его в район сближения валков, таким образом формируя литейную ванну из расплавленного металла, поддерживаемую на поверхностях валков непосредственно над районом сближения и проходящую по длине района сближения. Эта литейная ванна обычно заключена между боковыми пластинами или порогами, удерживаемыми в скользящем контакте с торцевыми поверхностями валков таким образом, чтобы перекрывать два конца литейной ванны от переливания, хотя также предлагались альтернативные средства, такие как электромагнитные барьеры.
Начало отливки в двухвалковой литейном устройстве представляет значительные проблемы, в частности, при отливке стальной полосы. При пуске необходимо образовать литейную ванну, удерживаемую валками. Когда достигнуто литье в установившемся режиме, зазор в районе сближения валков закрывается отвердевшей полосой, но при пуске расплавленный металл может протекать в зазор без должного затвердевания, и в таком случае бывает невозможно получить непрерывную полосу. Раньше считалось необходимым при пуске помещать затвор между литейными валками, чтобы таким образом блокировать зазор между валками при создании литейной ванны, и выводить затвор с передним концом затвердевшей полосы при ее формировании. Необходимость вводить затвор замедляет первоначальную процедуру наладки при подготовке к литью, и эта процедура должна повторяться, если отливка по какой-то причине прервана, после чего необходимо возобновлять отливку. Это представляет особую проблему при отливке стали, когда расплавленный металл имеет очень высокие температуры, и жаростойкие компоненты системы подачи металла должны предварительно нагреваться до высокой температуры и подвергаться сборке непосредственно перед отливкой, а расплавленный металл разливают в пределах очень короткого интервала времени, до того, как жаростойкие компоненты могут значительно охладиться. Процедура пуска для начала отливки двухвалковым литейным устройством без использования затвора позволила бы возобновлять отливку немедленно после приостановки или прерывания литья без необходимости длительной переналадки литейного устройства.
Публикации патентов Японии №№JP 59215257A и JP 1133644A описывают предложения, дающие возможность пуска литья двухвалковым литейным устройством без использования затвора. Оба этих предложения требуют принудительного изменения зазора при пуске и соответствующего регулирования скорости вращения валков, направленного только на обеспечение соответствия между зазором и толщиной слоев затвердевшей стали в районе сближения для закрывания зазора и, таким образом, для создания литейной ванны. Согласно предложению, описанному в документе JP 59215257A, пуск начинают с малым зазором между валками, и литье начинают при относительно высокой скорости вращения валков с получением полосы, которая тоньше, чем требуется. Затем осуществляют постепенное увеличение зазора между валками, и скорость вращения валков снижают для соответствия увеличению толщины полосы при вносимом изменении зазора между валками. Согласно предложению, описанному в документе JP 1133644A, пуск начинается с относительно большим зазором между валками для установления потока по валкам, и затем зазор между валками уменьшают для образования литейной ванны, после чего зазор между валками увеличивают для получения полосы требуемой толщины. Достичь соответствия создаваемого зазора между валками фактической толщине затвердевающего металла крайне трудно. Кроме того, эти предложения предусматривают по существу параллельные поверхности валков и равномерный зазор при пуске. Однако при отливке тонкой стальной полосы было признано необходимым использовать валки с полученными механической обработкой разнотолщинными профилями. Более конкретно, для получения плоской полосы валки должны иметь вогнутый профиль, то есть периферийная поверхность каждого валка должна иметь в центральной части меньший радиус, чем на ее концах, так что, когда валки подвергаются тепловому расширению в ходе отливки, они становятся в целом плоскими и производят плоскую полосу. Предложения известного уровня техники, предусматривающие принудительное регулирование зазора, в целом не позволяли осуществлять успешный пуск с разнотолщинным профилем валков. Настоящее изобретение обеспечивает получение усовершенствованного способа, согласно которому зазор между валками при пуске литья устанавливается принудительно и зависит от толщины металла, отливаемого в процессе пуска. Изобретение дает возможность использования валков с разнотолщинным профилем, а также обеспечивает большую гибкость регулирования скорости литья для оптимизации условий затвердевания металла и скорости заполнения литейной ванны.
Описание изобретения
Согласно изобретению, получен способ отливки металлической полосы, в котором
удерживают пару охлаждаемых литейных валков параллельно друг другу так, чтобы формировать район сближения между ними, и так, чтобы по меньшей мере один из валков был подвижен как единое целое в поперечном направлении относительно другого валка,
постоянно прикладывают смещающее усилие к указанному одному валку в поперечном направлении в сторону другого валка,
задают первоначальный зазор между валками в районе их сближения, который меньше толщины полосы, которая должна отливаться,
вращают валки в противоположных направлениях так, чтобы периферийные поверхности валков двигались вниз в районе их сближения,
заливают расплавленный металл в район сближения вращающихся валков так, чтобы формировать литейную ванну из расплавленного металла, удерживаемую валками над районом сближения, и регулируют скорость вращения валков так, чтобы установить отливку полосы, подаваемой вниз из района сближения, которая в начале отливки имеет толщину, которая больше первоначального зазора между валками, при этом первоначально сформированная полоса отталкивает один валок как единое целое от другого валка, преодолевая постоянно прилагаемое смещающее усилие, с увеличением зазора между валками для приспособления к толщине первоначально отливаемой полосы, и
продолжают отливку для получения полосы указанной толщины и с зазором между валками, который увеличен по сравнению с первоначальным зазором.
Предпочтительно, периферийные поверхности валков имеют вогнутый профиль в холодном состоянии, и выполнены так, что их средние части имеют радиус, меньший, чем радиус оконечных частей этих поверхностей, при этом первоначальный зазор устанавливают так, что оконечные части периферийных поверхностей валков отнесены друг от друга не более, чем на 1,5 мм.
Предпочтительно, первоначальное разнесение между оконечными частями валков находится в пределах 0,2-1,4 мм.
Радиальная вогнутость профиля для каждого валка, составляющая разность радиусов в средней части и в оконечных частях поверхности валка, может быть в пределах 0,1-1,5 мм.
Предпочтительно, указанный другой валок удерживается от поперечного движения как единое целое, а указанный один валок установлен на паре подвижных носителей валка, что позволяет указанному одному валку двигаться как единое целое в поперечном направлении относительно другого валка, и к указанному одному валку постоянно прилагается смещающее усилие в поперечном направлении в сторону другого валка посредством приложения смещающих сил к подвижным носителям валка.
Первоначальный зазор между валками может задаваться установкой стопорного средства для ограничения движения как единое целое одного валка в направлении другого. Стопорное средство может, например, быть стопором, который может устанавливаться так, чтобы он входил в контакт с одним или обоими подвижными носителями валка.
Смещающие силы могут прилагаться к подвижным носителям валка посредством смещающих пружин.
Краткое описание чертежей
Для более полного описания изобретения работа одной конкретной формы выполнения полосового литейного устройства будет описана более подробно со ссылками на прилагаемые чертежи, на которых
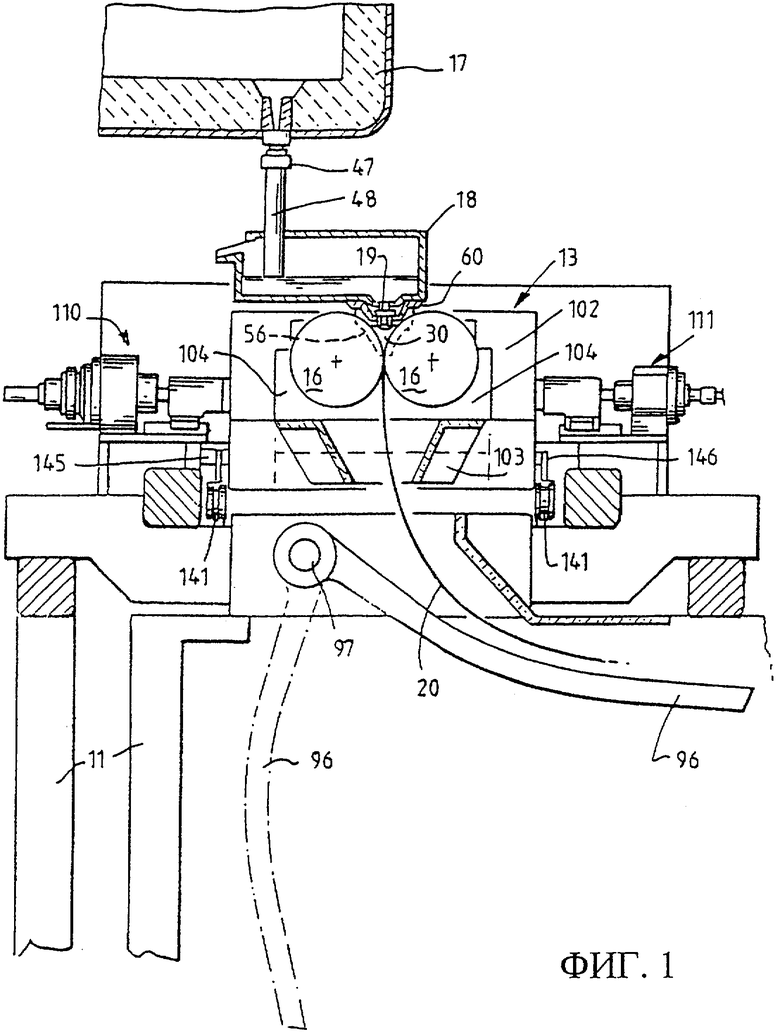
фиг.1 изображает вид вертикального сечения полосового литейного устройства, работающего согласно настоящему изобретению;
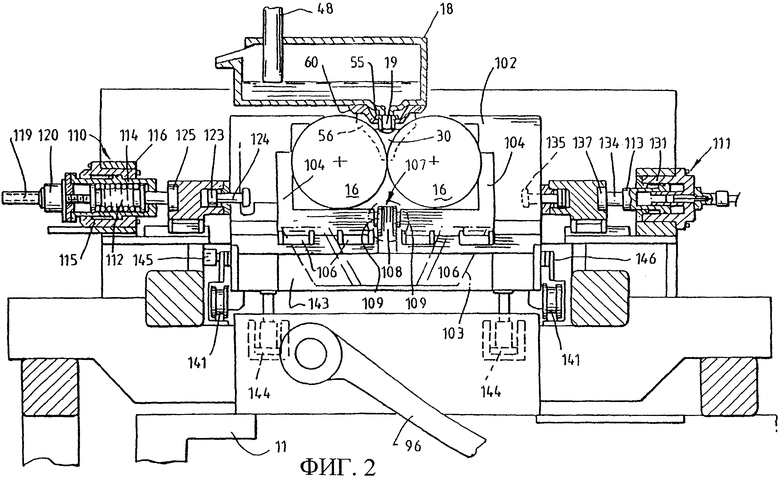
фиг.2 изображает увеличенный вид части фиг.1, иллюстрирующий важные компоненты литейного устройства;
фиг.3 изображает вид продольного сечения важных частей литейного устройства;
фиг.4 изображает вертикальный вид с торца литейного устройства;
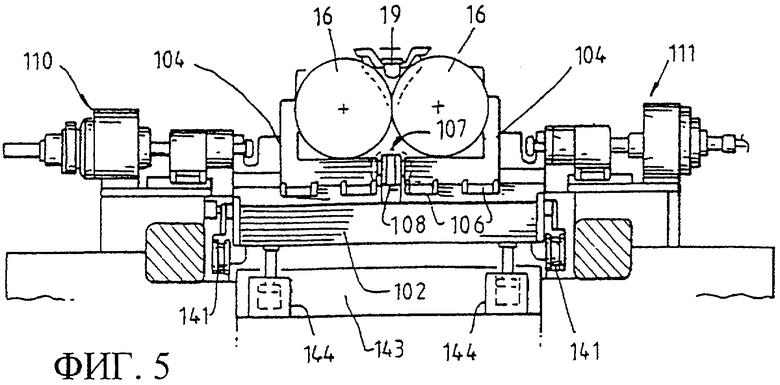
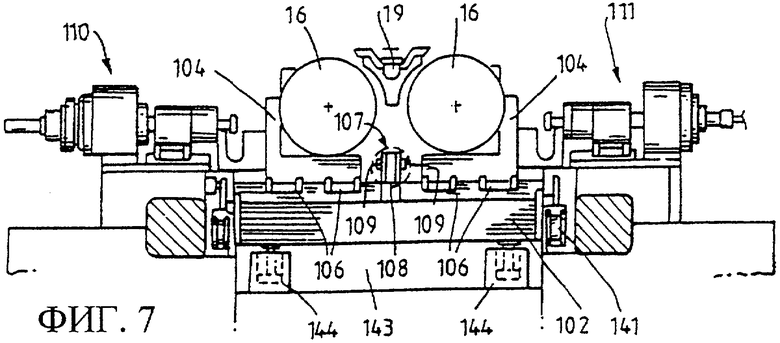
фиг.5, 6 и 7 изображают литейное устройство в разных состояниях в ходе литья и в ходе извлечения валкового модуля из литейного устройства;
фиг.8 изображает вид вертикального сечения узла смещения валка, включающего смещающую пружину;
фиг.9 изображает вид вертикального сечения узла смещения валка, включающего гидравлический привод;
фиг.10 изображает два типичных профиля поверхности валка, демонстрирующих вогнутость профиля;
фиг.11 схематически изображает первоначальную подгонку двух валков с вогнутым профилем в холодном состоянии; и
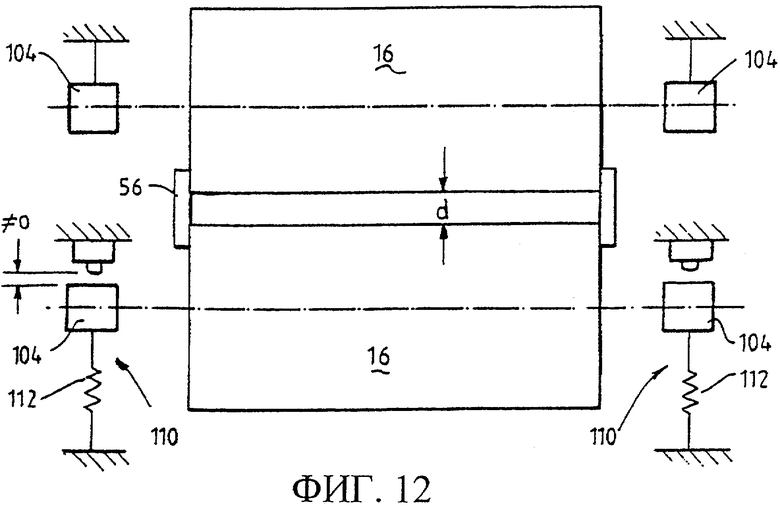
фиг.12 изображает ту же пару валков в горячем состоянии в ходе отливки.
Подробное описание предпочтительного варианта осуществления изобретения
Показанное литейное устройство содержит основную раму 11 устройства, которая стоит на полу завода (не показан) и удерживает литейный валковый модуль в форме кассеты 13, которая может устанавливаться в рабочее положение в литейное устройство как узел, но может легко извлекаться, когда требуется замена валков. Кассета 13 несет пару параллельных литейных валков 16, к которым в ходе операции отливки подается расплавленный металл из разливочного ковша (не показан) через разливочный желоб 17, распределитель 18 и разливочный стакан 19 для образования литейной ванны 30. Литейные валки 16 охлаждаются водой, при этом на движущихся поверхностях валков затвердевают слои металла и сходятся воедино в районе сближения валков для получения затвердевшего полосового продукта 20 на выходе валков. Этот продукт может подаваться в стандартное намоточное устройство.
Литейные валки 16 вращаются в противоположных направлениях на ведущих валах 41 при помощи электрического двигателя и трансмиссии, установленных на основной раме устройства. Ведущий вал может отсоединяться от трансмиссии, когда кассета должна удаляться. Валки 16 имеют медные периферийные стенки, снабженные серией проходящих продольно и разнесенных по окружности охлаждающих каналов для воды, снабжаемых охлаждающей водой через торцы валка из каналов подачи воды в ведущих валах 41 валков, которые соединены со шлангами 42 подачи воды вращающимися сальниками 43. Валок в типичном варианте может иметь диаметр около 500 мм и длину до 2000 мм для производства полосового продукта шириной, приблизительно равной длине валков.
Разливочный ковш имеет полностью обычную конструкцию и поддерживается вращающимся суппортом, благодаря чему он может устанавливаться в положение над разливочным желобом 17 для заполнения желоба. Разливочный желоб может иметь скользящий запорный клапан 47, приводимый в действие сервоцилиндром для выпуска расплавленного металла из разливочного желоба 17 через клапан 47 и жаростойкий кожух 48 в распределитель 18.
Распределитель 18 также имеет обычную конструкцию. Он сформирован как широкая ванна, выполненная из жаростойкого материала, такого как оксид магния (МgО). Одна сторона распределителя 18 принимает расплавленный металл из разливочного желоба 17, а другая сторона распределителя 18 снабжена серией продольно разнесенных выпускных отверстий 52 для металла. Нижняя часть распределителя 18 снабжена монтажными кронштейнами 53 для установки распределителя на основную раму 11 литейного устройства, когда кассета установлена в ее рабочее положение.
Разливочный стакан 19 сформирован как удлиненный корпус, выполненный из жаростойкого материала, такого как глиноземный графит. Его нижняя часть имеет такую форму, что она сходится внутрь и вниз так, что она может выступать в район сближения литейных валков 16. Его верхняя часть снабжена выступающими наружу боковыми фланцами 55, которые расположены на монтажном кронштейне 60, который формирует часть основной рамы 11.
Разливочный стакан 19 может иметь серию разнесенных по горизонтали, в целом, проходящих вертикально каналов для потока металла, создающих пригодные низкие скорости выпуска металла по ширине валков и доставляющих расплавленный металл в район сближения валков без прямого столкновения с поверхностями валков, на которых происходит первичное затвердевание. В альтернативном варианте разливочный стакан может иметь один непрерывный выпускной паз для доставки с малой скоростью завесы из расплавленного металла непосредственно в район сближения валков и/или он (паз) может быть погружен в ванну расплавленного металла.
Ванна ограничена на концах валков парой боковых закрывающих пластин 56, которые удерживаются в контакте со ступенчатыми концами 57 валков, когда валковая кассета находится в рабочем положении. Боковые закрывающие пластины 56 выполнены из очень жаростойкого материала, например нитрида бора, и имеют зубчатые боковые кромки для соответствия кривизне ступенчатых концов валков. Боковые пластины могут устанавливаться в держателях 82 пластин, которые могут перемещаться приводами в форме пары гидравлических цилиндров 83 для введения боковых пластин в контакт со ступенчатыми концами литейных валков для формирования торцевых закрывающих средств для расплавленной ванны металла, сформированной на литейных валках в ходе операции литья.
В ходе операции литья скользящий запорный клапан 47 приводится в действие для разливки расплавленного металла из разливочного желоба 17 в распределитель 18 и далее через разливочный стакан 19, откуда он протекает на литейные валки. Передний конец полосового продукта 20 направляется при приведении в действие направляющего стола 96 к прижимному валику и от него в пункт намотки (не показан). Направляющий стол 96 подвешен на шарнирных креплениях 97 на основной раме и может совершать качательное движение при приведении в действие гидравлического цилиндра (не показан) после формирования пригодного переднего конца.
Съемная валковая кассета 13 имеет такую конструкцию, что литейные валки 16 могут налаживаться, и зазор между ними регулируют до того, как кассету устанавливают в рабочее положение в литейное устройство. Кроме того, когда кассета установлена, две пары узлов 110, 111 смещения валков, установленных на основной раме 11 устройства, могут быстро соединяться с опорами валков кассеты для приложения смещающих сил, препятствующих расхождению валков.
Валковая кассета 13 содержит большую раму 102, несущую валки 16 и верхнюю часть 103 жаростойкого ограждения для огораживания отлитой полосы ниже района сближения. Валки 16 установлены на опорах 104 валков, несущих концевые подшипники валков (не показаны), на которых установлены валки для вращения вокруг их продольных осей параллельно друг другу. Две пары опор 104 валков установлены на раме 102 валковой кассеты при помощи линейных направляющих 106, благодаря чему они могут скользить в поперечном направлении относительно рамы кассеты для обеспечения движения валков друг к другу и друг от друга, таким образом, обеспечивая удаляющее и сближающее перемещение двух параллельных валков.
Рама 102 валковой кассеты также несет два регулируемых распорных элемента 107, расположенных ниже валков в центральной вертикальной плоскости между валками и находящихся между двумя парами опор 104 валков так, что они служат стопорами, ограничивающими движение двух опор валков внутрь для ограничения, таким образом, минимальной ширины зазора между валками. Как описано ниже, узлы 110, 111 смещения валков могут приводиться в действие для перемещения опор валков внутрь, к этим центральным стопорам, но допускают пружинистое движение одного из валков наружу с преодолением заданных смещающих сил.
Каждый центрирующий распорный элемент 107 выполнен в форме толкателя с червячным или винтовым приводом, имеющего корпус 108, зафиксированный относительно центральной вертикальной плоскости литейного устройства, и два конца 109, которые могут двигаться под действием привода одинаково в противоположных направлениях, для обеспечения разведения или сведения толкателя для регулирования ширины зазора при поддержании одинакового удаления валков от центральной вертикальной плоскости литейного устройства.
Литейное устройство снабжено двумя парами узлов 110, 111 смещения валков, соединенных по одной паре с опорами 104 каждого валка 16. Узлы 110 смещения валка на одной стороне устройства снабжены спиральными смещающими пружинами 112 для приложения смещающих сил к соответствующим опорам 104 валка, тогда как узлы 111 смещения валка на другой стороне устройства включают гидравлические приводы 113. Конструкция узлов 110, 111 смещения подробно показана на фиг.8 и 9. Устройство таково, что оно обеспечивает два отдельных режима работы. В первом режиме смещающие узлы 111 блокированы так, что они жестко удерживают соответствующие опоры 104 одного валка с упором в центральные стопоры 107, и другой валок может двигаться в поперечном направлении против действия смещающих пружин 112 узлов 110. В альтернативном режиме работы смещающие узлы 110 блокированы так, что они жестко удерживают соответствующие опоры 104 другого валка с упором в центральные стопоры, и гидравлические приводы 113 смещающих узлов 111 работают так, чтобы обеспечивать приложение сервоуправляемой гидравлической смещающей нагрузки к соответствующему валку. Для нормального литья можно использовать простое смещение пружиной или сервоуправляемое смещение.
Конструкция смещающих узлов 110 подробно показана на фиг.8. Как показано на этой фигуре, смещающий узел содержит цилиндрическую обойму 114 пружины, расположенную внутри наружного корпуса 115, который прикреплен в основной раме 116 литейного устройства крепежными болтами 117.
Обойма 114 пружины сформирована цилиндром 118, который движется в наружном корпусе 115. Обойма 114 пружины может устанавливаться попеременно в выдвинутом положении, как показано на фиг.8, и задвинутом положении потоком рабочей жидкости, поступающей в цилиндр 118 и вытекающей из него. Наружный конец обоймы 114 пружины несет винтовую передачу 119, приводимую в действие редукторным электродвигателем 120, работающим для задания положения пружинного реактивного плунжера 121, соединенного с винтовой передачей штоком 130.
Внутренний конец пружины 112 воздействует на упорный шток 122, который соединен с соответствующей опорой 104 валка через динамометрический элемент 125. Упорную конструкцию первоначально вытягивают с введением в жесткий контакт с опорой валка соединителем 124, который может выдвигаться работой гидравлического цилиндра 123, когда смещающий узел должен отделяться.
Когда смещающий узел 110 соединен с его соответствующей опорой 104 валка при установке обоймы 114 пружины в ее выдвинутое положение, как показано на фиг.8, положение обоймы пружины и винтовой передачи фиксируется относительно рамы устройства, и положение пружинного реактивного плунжера 121 может устанавливаться для регулирования сжатия пружины 112 и для того, чтобы он служил зафиксированным упором, на который может воздействовать пружина для приложения осевой нагрузки к упорной конструкции 122 и непосредственно к соответствующей опоре 104 валка. При таком устройстве единственным относительным движением в ходе операции литья является движение опоры 104 валка и упорной конструкции 122 как единого целого против воздействия пружины. Соответственно, пружина и динамометрический элемент подвергаются воздействию только одного источника фрикционной нагрузки, и нагрузка, фактически прилагаемая к опоре валка, может очень точно измеряться динамометрическим элементом. Кроме того, поскольку смещающий узел действует так, чтобы смещать опору 104 валка внутрь, к стопору, он может регулироваться для создания предварительной нагрузки на опору валка с требуемой смещающей силой пружины до того, как металл фактически будет проходить между литейными валками, и эта смещающая сила будет поддерживаться в ходе последующей операции отливки.
Конструкция смещающих узлов 111 подробно показана на фиг.9. Как показано на этой фигуре, гидравлический привод 113 сформирован наружным корпусом 131, прикрепленным к раме устройства крепежными болтами 132, и внутренней поршневой конструкцией 133, которая формирует часть упорной конструкции 134, воздействующей на соответствующую опору 104 валка через динамометрический элемент 137. Упорную конструкцию сначала вытягивают в положение жесткого контакта с опорой валка соединителем 135, который может выдвигаться действием гидравлического поршня и цилиндра, когда упорная конструкция должна отделяться от опоры валка. Гидравлический привод 113 может приводиться в действие для перемещения упорной конструкции 134 между выдвинутым и убранным положениями, и когда она находится в выдвинутом положении, для приложения осевой нагрузки, передающейся непосредственно опоре 104 валка через динамометрический элемент 137. Как и в случае с пружинными смещающими узлами 110, единственным движением, которое происходит в ходе литья, является движение опоры валка и упорной конструкции как единого целого относительно остальных частей смещающего узла. Соответственно, гидравлический привод и динамометрический элемент должны противодействовать только одному источнику фрикционной нагрузки, и смещающая сила, прилагаемая узлом, может очень точно контролироваться и измеряться. Как и в случае с пружинными смещающими узлами, непосредственное смещение внутрь опор валков к фиксированному стопору позволяет создавать предварительную нагрузку на опоры валков с точно измеренными смещающими силами до начала литья.
Для выполнения нормального литья смещающие узлы 111 могут блокироваться для прочного удерживания соответствующих опор валков с упором в центральные стопоры просто посредством приложения высокого давления рабочей жидкости к приводам 113, и пружины 112 смещающих узлов 110 могут создавать необходимые смещающие силы, воздействующие на один из валков. В альтернативном варианте, если смещающие узлы 111 должны использоваться для создания сервоуправляемых смещающих сил, узлы 110 запираются посредством регулирования положений пружинных реактивных плунжеров 121 для увеличения сил пружин до уровня, значительно превышающего силы смещения валка, требуемые для выполнения нормального литья. В таком случае пружины прочно удерживают соответствующие опоры валка с упором в центральные стопоры при выполнении нормального литья, но обеспечивают аварийное освобождение валка, если возникают избыточные силы, направленные на отдаление валков.
Рама 102 валковой кассеты опирается на четыре колеса 141, благодаря чему она может двигаться для приведения ее в рабочее положение и выведения из рабочего положения в литейном устройстве. При достижении рабочего положения вся рама поднимается работой подъемника 143, содержащего узлы 144 с гидравлическими цилиндрами, и располагается в центральном положении в устройстве.
Согласно настоящему изобретению, центрированные распорные элементы или стопоры 107 устанавливаются до начала операции литья так, чтобы при пуске зазор в районе сближения литейных валков 16 был значительно меньше толщины, с которой должна отливаться полоса. При отливке тонкой стальной полосы литейные валки подвергаются воздействию расплавленной стали с температурой, превышающей 1200°С, и они, таким образом, подвергаются значительному тепловому расширению или выпучиванию в условиях выполнения литья. Поэтому они подвергаются механической обработке для получения существенно вогнутого профиля таким образом, чтобы в условиях выполнения литья они расширялись до в целом параллельной цилиндрической конфигурации. Этот вогнутый профиль должен приниматься во внимание при задании первоначального зазора между валками.
На фиг.10 показаны два типичных профиля валков, каждый из которых имеет вогнутый профиль, у которого оконечные части валков имеют радиус, который приблизительно на 450 мкм или 0,4 мм больше радиуса периферийной поверхности в середине валка. Вогнутость профиля в типичном варианте будет составлять (0,4±0,3) мм для широкого диапазона возможных значений ширины полос и диаметров валков. Типичный валок может иметь диаметр 500 мм для получения полосы шириной 1300 мм. Разнотолщинность значительна только на концах валков и относительно велика по сравнению с типичной толщиной отливаемой полосы, составляющей диапазон 0,5-5 мм.
Фиг.11 схематически показывает первоначальную установку зазора между валками, когда валки находятся в холодном состоянии и, соответственно, имеют вогнутый профиль с. Первоначальный зазор в центре валков составляет d0=2c+g0, где с - это радиальная разнотолщинность каждого валка и g0 - это зазор между кромками валков. Зазор g0 между кромками валков установлен между минимальным значением, которое обеспечивает то, что валки не войдут в случайный или неравномерный контакт, и максимальным значением, которое обеспечивает то, что расплавленный металл не может свободно протекать через больший зазор d0 в центральных частях валков, что могло бы предотвращать должное закрывание зазора и контролируемое заполнение литейной ванны. Было обнаружено, что для достижения плавного пуска и удовлетворительного темпа заполнения ванны значение gо должно, предпочтительно, составлять от 0,2 мм до 1,4 мм для отливки полосы толщиной в пределах 0,5-5 мм.
При пуске валки начинают вращаться до разливки, и расплавленный металл затем разливают в район сближения валков для образования литейной ванны и для формирования полосы. Слои затвердевшего металла формируются на двух валках, и они сходятся воедино в районе сближения для получения отлитой полосы.
Скорость затвердевания расплавленного металла зависит от скорости, с которой тепло извлекается поверхностями литейных валков, которая, в свою очередь, зависит от внутренней системы охлаждения валка, расхода охлаждающей воды, текстуры отливаемых поверхностей и скорости вращения валков. Скорость вращения валков может регулироваться в ходе фазы пуска так, чтобы обеспечивать быстрое образование литейной ванны из расплавленного металла, но также, в соответствии с настоящим изобретением, для получения толщины полосы, которая существенно больше первоначально заданного зазора между валками. Нагруженный валок (либо пружиной, либо гидравликой в зависимости от режима работы устройства) в таком случае движется в поперечном направлении под воздействием соответствующих смещающих узлов (110 или 111) для приспособления к формированию полосы большей толщины.
Благодаря тому, что первоначальный зазор задан таким узким по сравнению со скоростью подачи расплавленного металла в район сближения и скоростью затвердевания, требуемой для получения более толстой полосы, ванна заполняется быстро, и зазор быстро закрывается затвердевшим металлом, что допускает немедленное получение цельной полосы без существенной потери металла и без избыточных дефектов полосы. В ходе фазы пуска литейные поверхности валков нагреваются так, что конфигурация изменяется до установления конечного теплового состояния, которое в целом является плоским, как показано на фиг.12. Это может происходить в пределах 45 секунд и существенно влияет на зазор между валками. Однако конечная толщина полосы и, соответственно, зазор между валками будут определяться скоростью, с которой вращаются валки, и подвижный валок может двигаться против прилагаемых смещающих сил для приспособления к необходимой толщине производимой полосы. Соответственно, скорость вращения валка может изменяться в ходе процедуры пуска для обеспечения заполнения ванны и для установления необходимой толщины отливаемой полосы. Более конкретно, скорость вращения валков регулируется следующим образом:
V0d0<α(VpD+Δ(Q)) (1)
α>1,0 (2)
где α - коэффициент,
Vp - требуемая скорость подачи,
D - требуемая толщина продукта или центральный зазор между валками,
Δ(Q) - нарастающее увеличение разливки на входе валков для содействия первоначальному заполнению ванны.
Физическое значение этих уравнений 1 и 2 следующее: если α=1 и V0d0=α(VpD+Δ(Q)), то расплавленный металл может просто начинать заполнять ванну, поскольку разливочные стаканы распределителя и уровень заданы соответствующими производственному расходу. Соответственно, нарастающее увеличение расхода Δ(Q) не может предотвращать существенное свободное падение сквозь зазор.
Если α=2 и V0d0<α(VpD+Δ(Q)), то ванна заполняется быстро, например за 5 секунд, в зависимости от других параметров. То есть ванна закупоривается расплавленным металлом без необходимости использования затвора при пуске.
Значения Vp и D отражают фактическое затвердевание при скорости Vp и достигаемую толщину D при полном требуемом уровне ванны, таким образом, достаточно высокое значение α обеспечивает заполнение или закупоривание района сближения валков сначала расплавленным металлом, а затем затвердевшим слоем даже при требуемом полном уровне ванны, когда соблюдаются условия уравнений 1 и 2.
Наиболее предпочтительно значение α, составляющее 2±0,5.
Когда образована ванна, позволяющая производить полосу полной ширины с толщиной, близкой к d0, тепловой профиль валков за около 30 секунд может создавать почти плоский зазор, показанный на фиг.12. Это вызывает радиальное расширение валков и сужение зазора так, что затвердевающие слои начинают отталкивать нагруженные валки назад даже до того, как ванна будет целиком заполнена.
В конкретном двухвалковом литейном устройстве, работающем исключительно в соответствии с настоящим изобретением, могут применяться следующие условия:
Диаметр литейных валков 500 мм
Скорость вращения литейных валков 15 м/мин.
Тепловой поток 14,5 МВт/м2
Толщина полосы 1,6-1,55 мм
Зазор между валками в центре 1,3 мм
Разнотолщинность валка 0,25 мм (вогнутость)
Зазор между валками на кромках 0,8 мм.
При указанных выше условиях обычно требуется около 5 секунд для формирования литейной ванны и образования цельной полосы.







Изобретение относится с области металлургии. При отливке металлической полосы удерживают пару охлаждаемых литейных валков параллельно друг другу так, чтобы между ними формировался район сближения и по меньшей мере один из валков был подвижен как единое целое в поперечном направлении относительно другого валка. Постоянно прикладывают смещающее усилие к указанному одному валку в поперечном направлении в сторону другого валка. Задают первоначальный зазор между валками в районе их сближения, который меньше толщины отливаемой полосы. Вращают валки в противоположных направлениях так, чтобы периферийные поверхности валков двигались вниз в районе сближения валков, разливают расплавленный металл в район сближения вращающихся валков для формирования литейной ванны из расплавленного металла, удерживаемой на валках над районом сближения. Регулируют скорость вращения валков так, чтобы установить отливку полосы, имеющей в начале толщину больше, чем первоначальный зазор между валками. Сформированная полоса отталкивает указанный один валок как единое целое от другого валка, преодолевая постоянно прилагаемое смещающее усилие, с увеличением зазора между валками для приспособления к толщине первоначально отливаемой полосы. Затем для получения полосы указанной толщины зазор между валками увеличивают по сравнению с первоначальным зазором. Технический результат – обеспечение большей гибкости регулирования скорости литья для оптимизации условий затвердевания металла и скорости заполнения ванны при возможности использования валков, имеющих профиль с разной толщиной. 6 з.п. ф-лы, 12 ил.
| Устройство для складывания и раскладывания сборочного барабана | 1980 |
|
SU903190A1 |
| Привод для барабана сборочного станка | 1980 |
|
SU903191A1 |
| JP 11057953 A, 02.03.1999 | |||
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2123407C1 |
| Устройство для изготовления металлических тонких лент | 1990 |
|
SU1838034A3 |

