Изобретение относится к зубному протезу, содержащему металлический каркас согласно признакам, представленным в ограничительной части п. 1 формулы изобретения.
Такой зубной протез известен из ЕР-А-1212985, причем металлический каркас имеет головку. Головка содержит две шейки и соединена с помощью винта с имплантатом. После получения соединения головки с имплантатом соединительный элемент в виде проволоки вставляют в канавку между упомянутыми шейками, причем для фиксирования соединительного элемента упомянутые шейки спрессовывают. Сварного соединения нет, а головка имеет высверленное проходное отверстие, в которое входит упомянутый винт.
Кроме того, из WO-A-0027556 известно соединение головок с соответствующими имплантатами с помощью винтов. С головками соединен конструктивный элемент - точно так же с помощью винтов, причем кроме этого предусмотрен соединительный элемент. Зубной протез содержит встроенный базовый элемент, имеющий элементы патрицы, с помощью которых становится возможным разъемное соединение с соответствующими элементами матрицы абатмента.
Из US-А-2008171307 известна система изготовления коронок зубных имплантатов и мостов с предварительно изготовленными элементами. Система содержит головки с коаксиально расположенными шейками, а соединительные элементы выполнены в виде фасонных элементов. С помощью фасонных элементов возможны соединения с замыканием геометрических контуров между собой и/или с шейками головок.
Кроме того, такой зубной протез и способ изготовления зубного протеза описан в журнале «Implants», изд. 3_2005, в докладе «Intra-oral welding of temporary implant abutments with a pre-fabricated titanium bar». Зубной протез содержит металлический каркас, который выполнен, в частности, из титана или титанового сплава и содержит одну или несколько головок, а также соединительный элемент в виде проволоки или мостика. Головки и соединительный элемент соединены между собой при помощи электрической сварки, причем области соединения находятся на наружных поверхностях головок, обращенных, в частности, к языку. Головка или головки содержит/содержат внутри полость и выполнены открытыми на конце, повернутом от имплантата. Головки после подсадки зубных имплантатов в челюсть насаживают на части корпуса зубных имплантатов, а затем в полости рта или intra-oral выполняют сварное соединение с соединительным элементом. При этом два электрода, соединенные с помощью сварочного аппарата и являющиеся, в частности, компонентами зажима, прилегают таким образом, что один электрод прилегает к наружной поверхности соединительного элемента, а второй электрод - к противоположной стороне головки, и зажимаются с заданным прижимным усилием для выполнения сварки. По причине существенного расстояния между наружной поверхностью соединительного элемента и упомянутой противоположной наружной поверхностью головки электроды и/или упомянутый зажим имеют соответственно большое монтажное пространство, благодаря чему оперирование затруднительно в условиях малого пространства в полости рта.
Поэтому задачей изобретения является такое совершенствование зубного протеза и/или металлического каркаса, чтобы при незначительных конструктивных затратах получить возможность лучшего манипулирования и/или облегченного изготовления, в частности, сварного соединения в полости рта. И объем работ, и конструктивные габариты инструмента, необходимого для проведения сварного соединения и выполненного, в частности, в виде зажима и имеющего, в частности, упомянутые выше электроды, должны уменьшиться. Кроме того, должна быть подготовлена головка, позволяющая простое манипулирование и/или простое изготовление соединения с соединительным элементом. Кроме того, должны уменьшиться силы и вращающие моменты, действующие на головку и, наконец, на металлический имплантат как при изготовлении сварного соединения, так и во время пользования зубным протезом.
Эта задача решается с помощью признаков, представленных в п. 1 формулы изобретения.
Заявленный зубной протез отличается простой и в то же время функциональной конструкцией, причем дантист может захватить пальцами шейку, выполненную в виде осевого продолжения головки, и тем самым без проблем надеть головку на соответствующий конструктивный элемент зубного имплантата, вживленного в челюсть. Зубной протез является результатом протезирования и может быть изготовлен простым способом и/или имеет высокую прочность и выполнен в виде протеза, моста или отдельного зуба. Шейка является неотъемлемой частью головки и имеет существенно меньший внешний диаметр, чем головка в ее области, повернутой от зубного имплантата. Достигается расположение и закрепление соединительного элемента вблизи оси, в результате чего выгодным образом достигается снижение рычажного воздействия на зубной имплантат и/или действующих сил или вращающих моментов. В результате уменьшенного диаметра шейки можно подготовить инструмент со сварочными электродами предпочтительно в виде зажима для значительно уменьшенного расстояния между электродами, который имеет в соответствии с этим меньшее монтажное пространство и/или меньший вес, так что манипулирование им облегчается. Полость головки закрыта на конце, повернутом от зубного имплантата, перекрытием, причем перекрытие так же является неотъемлемой частью головки, как и шейка, соединенная предпочтительно за одно целое с ней. Головка или головки имеет/имеют предпочтительно конусообразные внутренние поверхности, соответствующие конусообразным наружным поверхностям конструктивных элементов. Внутренняя геометрия головки, имеющей шейку, согласована с геометрией конструктивного элемента соответствующей имплантной системы. Простым способом можно тем самым применять зубной протез и/или металлический каркас, выполнив внутреннюю геометрию головки в соответствии с внешней геометрией конструктивных элементов различных имплантных систем. Головка или головки изготовлены заранее и/или являются стандартными компонентами, к которым во рту пациента приваривают соединительный элемент, выполненный в виде проволоки из металла. Таким образом, дантист изготавливает непосредственно в полости рта пациента надежный металлический каркас, который отливают предпочтительно в стоматологической лаборатории, в частности в чашеобразной форме для протезов. В рамках изобретения материал твердеет предпочтительно после его помещения в ротовую полость, причем соединенные между собой в рамках изобретения головки насаживают на соответствующие конструктивные элементы. Отпадает необходимость в изготовлении слепка для получения положения и ориентирования зубного имплантата или его конструктивных частей, равно как и последующее изготовление, в частности путем отливки, головок металлического каркаса в стоматологической лаборатории. Выгодным образом достигается значительно бóльшая точность.
Кроме того, достигается значительно более высокое удержание за счет изодромии или выравнивания головки или головок, по меньшей мере, примерно и/или по существу от 3,5º до 6,5º, в частности от 4º до/или 5,5º. Угол разворота предпочтительно конусообразной внутренней поверхности головки или головок или их внутренняя геометрия согласно изобретению в два раза больше, чем указанные выше градусы угла. Такое удержание особенно выгодно и/или улучшает устойчивость протеза или зубного протеза, выполненного в виде протеза, моста или отдельного зуба. Кроме того, в случае с жестким соединением, в частности соединением на основе цемента, повышается надежность ухода за имплантированными зубами или зубными протезами. Кроме того, согласно изобретению уменьшаются размеры элементов протеза или системы или зубного протеза, включающего элемент конструкции и головку или головки, в результате чего предпочтительно достигается большее пространство для соединения имплантата и/или нарастания эпителия и костных тканей. Заявленный зубной протез выполнен, в частности, как для оказания срочной помощи при вновь примененных зубных имплантатах, так и для последующей помощи после приживления зубного имплантата или зубных имплантатов.
Хотя соединение головки с соединительным элементом в виде сварного соединения оказалось особенно выгодным, в рамках изобретения альтернативно можно предусмотреть другую технику соединения, а именно приклеивание или припаивание. Для получения соединения применяют соответствующим образом выполненный ручной инструмент, с помощью которого, например, для приклеивания соединительный элемент прижимают с необходимой силой к шейке и/или воздействуют тепловой энергией для твердения клея. Для получения спайки ручной инструмент выполнен так, что соединительный элемент приставляют к шейке, а припой или сплав для пайки нагревают или плавят. Для соответствующих способов соединения действуют мероприятия и выгоды, аналогичные сварочным соединениям, причем здесь, прежде всего, следует указать на простое манипулирование, когда дантист может уверенно захватить пальцами предусмотренную согласно изобретению шейку и без проблем насадить головку на конструктивный элемент.
Особые формы выполнения и усовершенствования изобретения представлены в зависимых пунктах формулы, а также на чертежах и в описании.
Изобретение поясняется ниже более подробно на основе примера выполнения, представленного на чертеже, не ограничивая этим изобретение.
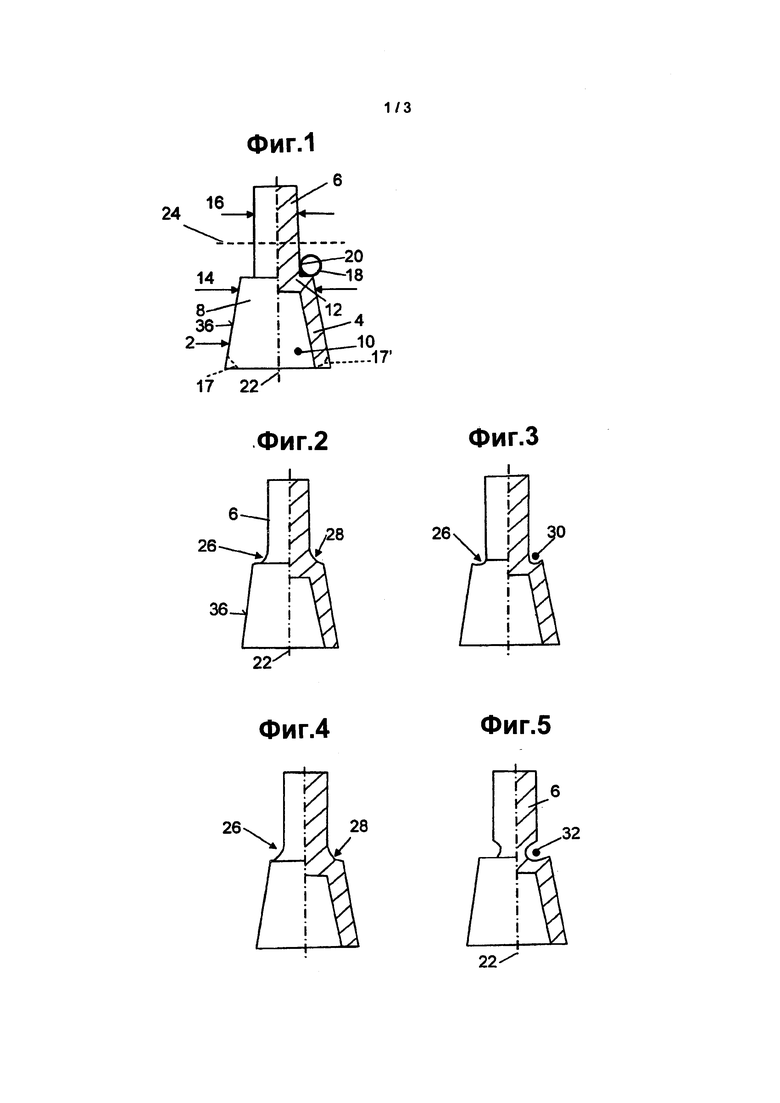
Фиг. 1 - схематичное изображение головки с приваренной жесткой металлической проволокой (частично вид сбоку и частично в осевом сечении),
Фиг. 2-5 - другие формы выполнения головки,
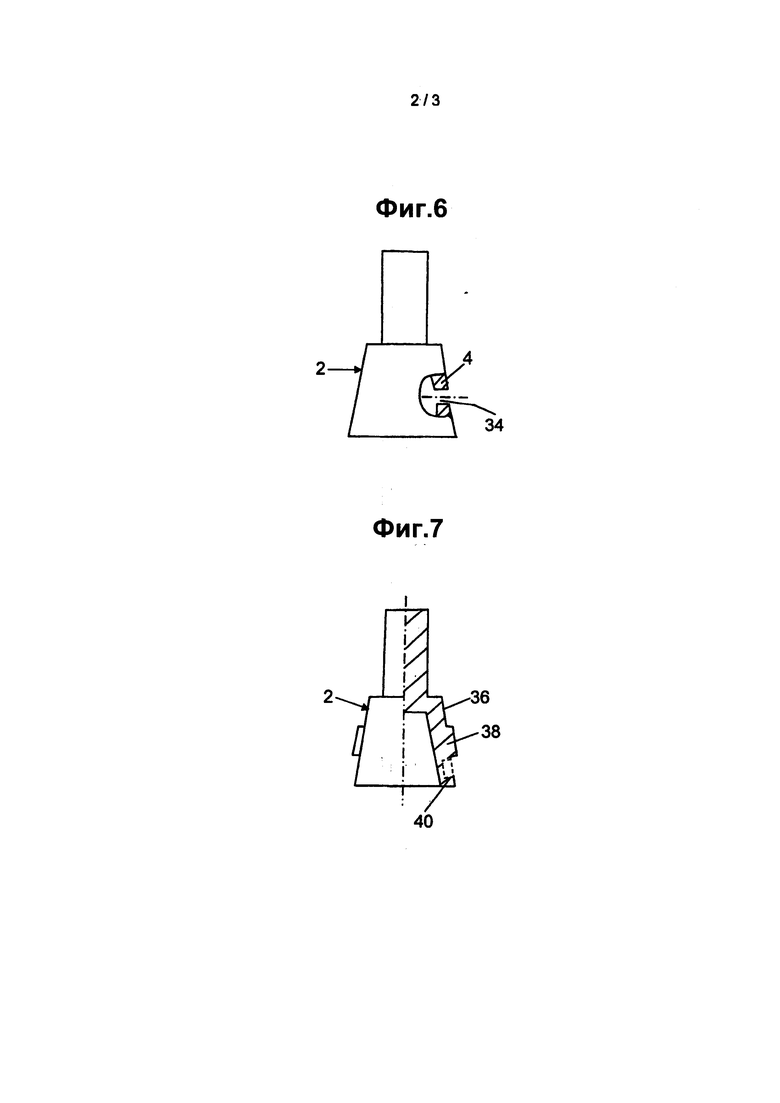
Фиг. 6, 7 - головки с высверленным боковым отверстием или с боковыми удерживающими элементами,
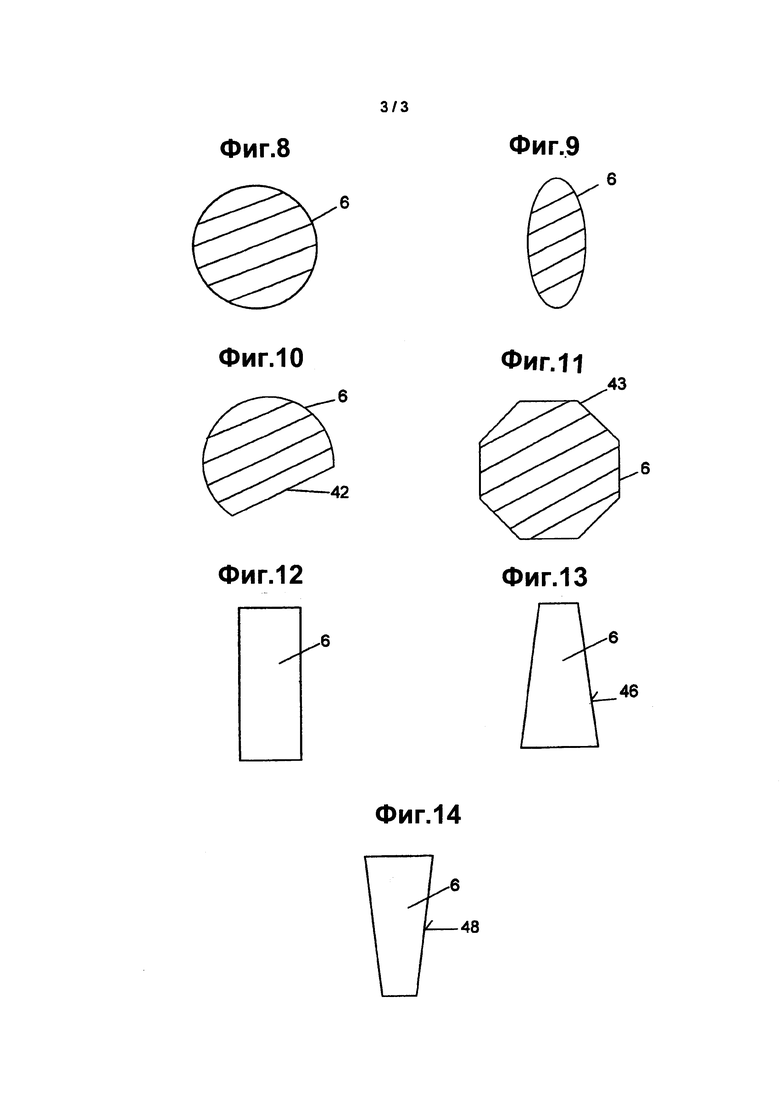
Фиг. 8-11 - различные поперечные сечения шейки,
Фиг. 12-14 - вид сбоку шейки с различными поперечными сечениями.
Согласно фиг. 1 головка 2 имеет конусообразную оболочку 4, а в качестве осевого удлинения - шейку 6, которая расположена в области вершины 8 конусообразной оболочки 4. Головка 2 имеет внутри полость 10 так, что головка выполнена с возможностью насаживания на непредставленный здесь конструктивный элемент зубного имплантата известным образом и с возможностью соединения с конструктивным элементом. Головка 2 имеет в области вершины 8 перекрытие 12, с помощью которого шейка 6 соединена с головкой 2 предпочтительно за одно целое. Шейка 6 примыкает в такой форме выполнения по существу под прямым углом к области вершины оболочки 4 или головки 2. Эту форму выполнения можно реализовать простым образом.
Головка 2 или ее оболочка 4 имеет в области вершины 8 диаметр 14, который на заданный коэффициент больше, чем диаметр 16 шейки 6. Головка 2, выполненная за одно целое вместе с шейкой 6, состоит из металла, в частности титана или титанового сплава. Кроме того, головка 2 имеет на другом своем конце, противоположном шейке 6, предпочтительно фаску 17, проходящую предпочтительно по окружности и дающую возможность оптимального прирастания и/или прилегания к слизистой оболочке. Альтернативно фаске 17 в рамках изобретения можно предусмотреть выпуклое или вогнутое закругление 17/, которое также проходит по всей окружности.
С шейкой 6 соединен, в частности, с помощью сварки соединительный элемент 18, выполненный в виде проволоки, как это показано на фиг. 1 с помощью закрашенного черным цветом участка 20. Соединительный элемент 18 состоит целесообразно также из титана или титанового сплава. Так как соединительный элемент 18 соединен с шейкой 6, которая имеет значительно меньший диаметр 16, чем диаметр 14 наружной поверхности 36 оболочки 4 головки 2 и тем самым довольно незначительное расстояние до продольной оси 22, рычажные силы, действующие на зубной имплантат или вращающие моменты, значительно меньше по сравнению с соединением с наружной поверхностью 36 оболочки 4. Диаметр 16 колеблется целесообразно в области от 1 до 2,5 мм и составляет выгодным образом от 1,5 до 2 мм. Осевая длина шейки 6 задана предпочтительно от 2 до 15 мм, выгодным образом от 4 до 10 мм. С помощью соединительного элемента 18 аналогичным образом происходит соединение, по меньшей мере, с одной другой головкой металлического каркаса зубного протеза.
Для изготовления металлического каркаса головку 2, а также другую головку или другие головки сначала насаживают на конструктивные элементы соответствующих зубных имплантатов, вживляемых в челюсть. Особое значение имеет то, что дантист может взять шейку рукой, т.е. своими пальцами и таким образом без проблем насадить головку 2 на конструктивный элемент. В дальнейшем соединительному элементу 18 придают соответствующую форму и прикладывают к шейкам соответствующих головок. После этого выполняют соединения между соединительным элементом 18 и шейками 6 в полости рта, а именно предпочтительно способом внутриротовой сварки (intra-oral welding). Соединение получают целесообразно способом электрической сварки, причем один электрод приставляют к соединительному элементу 18, а другой электрод - к шейке 6. Упомянутые электроды являются целесообразно компонентами ручного инструмента, в частности зажима, который известным образом соединен с электросварочным аппаратом и с помощью которого оказывают необходимое прижимное усилие электродов для сварки. Так как электроды или ручной инструмент или упомянутый зажим следует приставлять к сравнительно тонкой шейке 6, а не к наружной поверхности оболочки 4, электроды и/или ручной инструмент имеют довольно небольшой конструктивный размер, благодаря чему существенно облегчается манипулирование инструментом и проведение сварки в полости рта. Кроме того, надежно предотвращается соскальзывание ручного инструмента. После получения сварного соединения шейка 6 предпочтительно укорачивается, как это показано с помощью штриховой линии 24. Затем металлический каркас, изготовленный в полости рта, подходящим образом в лаборатории закладывают в подходящую заготовку или пластик, например акрил, и формируют протез или мост с коронками. Протезирование выполняют, соединяя затем головки и тем самым зубной протез с соответствующими конструктивными элементами путем склеивания, свинчивания, цементирования или т.п.
Согласно фиг. 2 область перехода 26 от головки 2 к шейке 6 выполнена в виде лунки и/или имеет радиус 28, целесообразно совпадающий с радиусом соединительного элемента 18, здесь подробно не представленного. В результате этого, во-первых, достигается увеличенная область контакта соединительного элемента 18 с головкой и/или шейкой 6 и к тому же, по меньшей мере, снижается влияние вреза на прочность. Кроме того, вследствие увеличенной области контакта и соединения достигается высокая устойчивость. Переходная область 26 и/или лунка простираются предпочтительно по всей окружности с точки зрения продольной оси 22.
В форме выполнения, согласно фиг. 3, в переходной области 26 предусмотрено углубление, радиус которого выгодным образом соответствует радиусу соединительного элемента 18. В результате этого увеличивается область контакта сварного соединения, равно как и его прочность, и к тому же выгодным образом уменьшается расстояние между сварным соединением и имплантатом и/или челюстной костью.
Согласно фиг. 4 в частности в отношении уменьшения влияния вреза на прочность, в переходной области оптимизируется радиус 28, в результате чего достигается высокая допускаемая нагрузка и/или прочность.
Согласно особой форме выполнения, представленной на фиг. 5, предусмотрено углубление или канавка 32, которая также входит в шейку 6, а именно таким образом, что расстояние как до продольной оси 22, так и до зубного имплантата или челюстной кости выгодным образом сокращается. И в этой форме выполнения радиус углубления или канавки 30 соответствует радиусу соединительного элемента или проволоки 18, благодаря чему предпочтительным образом еще больше увеличивается площадь сварки или соединения.
Переходная область 26 или лунка или углубление 30 или канавка 32 проходят по всей окружности с точки зрения продольной оси 22.
В альтернативных формах выполнения соединительный элемент 18 имеет внешний контур, отличный от цилиндрической или круглой формы, например многоугольный или овальный внешний контур. Для таких внешних контуров контур или формообразование переходной области 26 и/или углубления 30 или канавки 32 приведены в соответствие таким образом, что имеется большая область соединения, в частности область сваривания с соединительным элементом 18. В результате такого приведения в соответствие предпочтительно с незначительными материальными затратами и расходами на изготовление и/или при компактной конструкции достигается высокая прочность металлического каркаса зубного протеза или надежность протезирования.
Представленный на фиг. 6 пример выполнения головки 2 содержит в оболочке 4 высверленное сквозное отверстие 34. В это высверленное отверстие 34 можно ввести винт для фиксации головки 2 на упомянутом выше конструктивном элементе зубного имплантата.
Согласно фиг. 7 головка 2 содержит, по меньшей мере, один или несколько удерживающих элементов 38, выступающих на наружной поверхности 36. Дополнительно или альтернативно удерживающие элементы можно внедрить в наружную поверхность 36, как это показано штриховой линией. С помощью таких удерживающих элементов достигается надежная в эксплуатации, в частности в отношении вращения, фиксация головки в материале протеза или моста.
На фиг. 8-11 представлены различные поперечные сечения шейки 6. Согласно фиг. 8 шейка выполнена вращательно-симметричной. Представленная на фиг. 9 шейка имеет поперечное сечение в виде эллипса, благодаря чему предпочтительно расстояние между сварным соединением и продольной осью можно свободно задать, а именно путем вращения головки вокруг продольной оси. Согласно фиг. 10 шейка 6 имеет уплощенную поверхность 42, благодаря чему область контакта или площадь сваривания соединительного элемента выгодным образом увеличивается. Согласно представленной на фиг. 11 особой форме выполнения, предусмотрено многоугольное поперечное сечение, например, с 8-ю углами, причем в рамках изобретения можно задать также и другое число углов.
На фиг. 12-14 представлены разные виды сбоку шейки 6, причем, для простоты, оболочка шейки, прилегающая согласно чертежу вниз, а также описанные выше переходные области не представлены. Следует указать на то, что в зависимости от требований можно предусмотреть различные, описанные выше переходные области. Представленная на фиг. 12 шейка 6 выполнена цилиндрической и соответствует формам выполнения, согласно фиг. 1-7. Согласно фиг. 13 наружная поверхность шейки 6 выполнена конусообразной и сужается в направлении от переходной области или от оболочки. Согласно форме выполнения, представленной на фиг. 14, наружная поверхность 48 сужается в направлении к переходной области.
Перечень позиций
2 головка
4 оболочка
6 шейка
8 вершина оболочки
10 полость в головке
12 перекрытие
14 диаметр вершины оболочки
16 диаметр шейки
17 фаска/закругление
18 соединительный элемент/проволока
20 площадь
22 продольная ось
24 штриховая линия
26 переходная область/лунка
28 радиус
30, 32 углубление/канавка
34 сквозное высверленное отверстие
36 наружная поверхность головки
38, 40 удерживающие элементы
42 уплощение
44 угол
46, 48 наружные поверхности шейки
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОГО ПРОТЕЗА С ИСПОЛЬЗОВАНИЕМ ИМПЛАНТАТОВ, УСТРОЙСТВО ЗУБНОГО ПРОТЕЗА С ИСПОЛЬЗОВАНИЕМ ИМПЛАНТАТОВ И НАБОР ПРИСПОСОБЛЕНИЙ ДЛЯ ЗУБНОГО ПРОТЕЗИРОВАНИЯ | 2005 |
|
RU2297195C1 |
| ЗУБНОЙ ПРОТЕЗ С ОПОРОЙ НА ВНУТРИКОСТНЫЕ ИМПЛАНТАТЫ | 2006 |
|
RU2326621C1 |
| СПОСОБ ЗУБНОГО ПРОТЕЗИРОВАНИЯ С ОПОРОЙ НА ВНУТРИКОСТНЫЕ ИМПЛАНТАТЫ И УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ УГЛА НАКЛОНА ОПОРНОЙ ГОЛОВКИ ВНУТРИКОСТНОГО ИМПЛАНТАТА | 2006 |
|
RU2342097C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДЕСНЕВОГО КАНАЛА ЗУБНОГО ПРОТЕЗА | 2006 |
|
RU2318467C1 |
| ВНУТРИКОСТНЫЙ ПЛАСТИНЧАТЫЙ ЗУБНОЙ ИМПЛАНТАТ | 1997 |
|
RU2139010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗОВ ЗУБОВ | 2003 |
|
RU2240752C1 |
| БАЗАЛЬНЫЙ ОСТЕОИНТЕГРИРОВАННЫЙ ИМПЛАНТАТ | 2012 |
|
RU2491032C1 |
| СПОСОБ СИНУСЛИФТИНГА ПРИ ДЕНТАЛЬНОЙ ЭНДООССАЛЬНОЙ ИМПЛАНТАЦИИ | 2003 |
|
RU2228722C1 |
| КОНУСООБРАЗНЫЙ ИМПЛАНТАТ | 1997 |
|
RU2195229C2 |
| ВНУТРИКОСТНЫЙ ЗУБНОЙ ИМПЛАНТАТ | 1998 |
|
RU2144336C1 |
Изобретение относится к области медицины, в частности к ортопедической стоматологии и предназначено для изготовления зубного протеза. Зубной протез содержит металлический каркас, по меньшей мере, с одной головкой, выполненной с возможностью соединения с конструктивным элементом зубного имплантата, а также с соединительным элементом, который в полости рта пациента соединен с головкой. Головка имеет вершину, а внутри - полость, в которую через отверстие, расположенное напротив вершины, вставляется конструктивный элемент. В области вершины головки расположена шейка в виде осевого продолжения. Соединительный элемент выполнен в виде проволоки и соединен с шейкой. Полость головки выполнена закрытой в области вершины. Шейка расположена коаксиально продольной оси головки и имеет такой диаметр, который на заданное значение меньше диаметра головки в области вершины, причем между шейкой и конусообразной оболочкой головка имеет снаружи переходную область, которая выполнена по существу прямоугольной или имеет заданный радиус. Соединительный элемент соединен с наружной поверхностью шейки методом сварки или пайки или приклеивания. Изобретение позволяет исключить необходимость изготовления слепка для получения положения и ориентирования зубного имплантата или его конструктивных частей, а также последующее изготовление путем отливки головок металлического каркаса в стоматологической лаборатории. 8 з.п. ф-лы, 14 ил.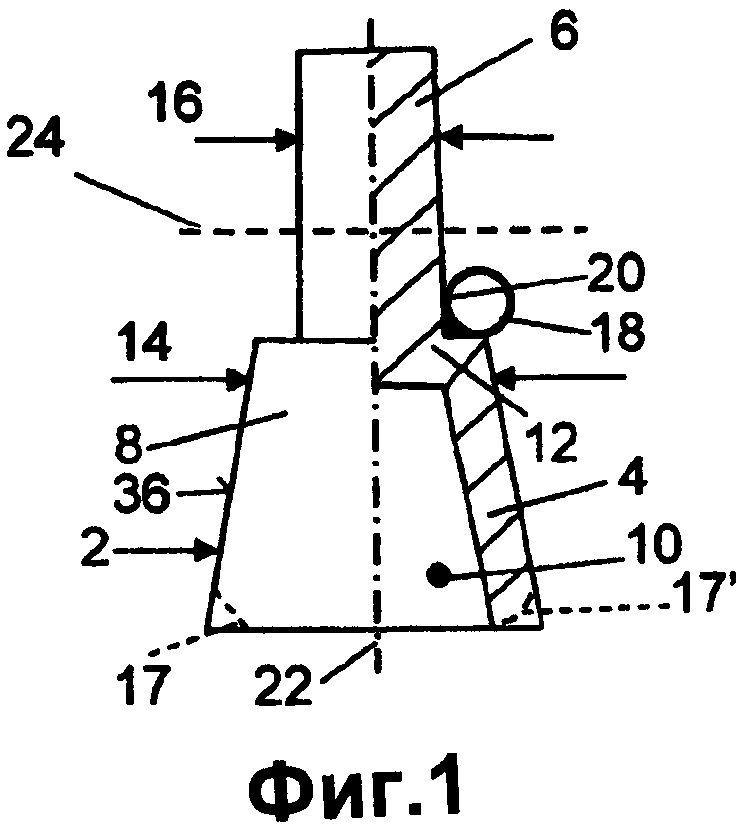
1. Зубной протез, содержащий металлический каркас, по меньшей мере, с одной головкой (2), выполненной с возможностью соединения с конструктивным элементом зубного имплантата, а также с соединительным элементом (18), который в полости рта пациента соединен с головкой (2), причем головка (2) имеет вершину (8), а внутри - полость (10), в которую через отверстие, расположенное напротив вершины (8), вставляется конструктивный элемент, причем в области вершины (8) головки (2) расположена шейка (6) в виде осевого продолжения, а соединительный элемент (18), выполненный в виде проволоки, соединен с шейкой (6), отличающийся тем, что полость (10) головки (2) выполнена закрытой в области вершины (8), что шейка (6) расположена коаксиально продольной оси (22) головки (2) и имеет такой диаметр (16), который на заданное значение меньше диаметра (14) головки (2) в области вершины (8), причем между шейкой (6) и конусообразной оболочкой (4) головка (2) имеет снаружи переходную область (26), которая выполнена по существу прямоугольной или имеет заданный радиус (28), и что соединительный элемент (18) соединен с наружной поверхностью (46, 48) шейки (6) методом сварки или пайки или приклеивания.
2. Зубной протез по п. 1, отличающийся тем, что головка (2) имеет перекрытие (12), с которым соединена шейка (6).
3. Зубной протез по п. 1, отличающийся тем, что головка (2) выполнена за одно целое с шейкой (6).
4. Зубной протез по п. 1, отличающийся тем, что переходная область (26) проходит по существу по всей окружности с точки зрения продольной оси (22).
5. Зубной протез по п. 1, отличающийся тем, что в переходной области (26) предусмотрена канавка (30), которая проходит в осевом направлении в головку (2).
6. Зубной протез по п. 1, отличающийся тем, что в переходной области (26) предусмотрено углубление (32), которое проходит в радиальном направлении внутрь к продольной оси (22).
7. Зубной протез по п. 5, отличающийся тем, что канавка (30) соответствует внешнему контуру соединительного элемента (18).
8. Зубной протез по п. 1, отличающийся тем, что радиус (28) соответствует диаметру соединительного элемента (18).
9. Зубной протез по одному из пп. 1-8, отличающийся тем, что шейка (6) имеет круглое или овальное или многоугольное поперечное сечение или поперечное сечение, имеющее уплощение (42).
| ЗУБНОЙ ПРОТЕЗ С ОПОРОЙ НА ИМПЛАНТАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2250088C2 |
| US 5033962 A, 23.07.1991 | |||
| Глазной тономер | 1944 |
|
SU64722A1 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ СЪЕМНОГО ПРОТЕЗА НА ИМПЛАНТАТАХ | 2001 |
|
RU2228157C2 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ гомогенизации стекломассы и устройство для его осуществления | 1984 |
|
SU1212985A1 |

