ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к новому способу сшивания сшиваемой адгезивной композиции при помощи нагревания и связанному с ним устройству.
Изобретение также относится к способу получения самоклеящегося изделия, при этом указанное изделие включает, по меньшей мере, основу и адгезивный слой. Более конкретно, указанное изобретение относится к новому способу сшивания отверждаемой адгезивной композиции. Оно также относится к улучшенным самоклеящимся изделиям, которые могут быть получены указанным способом.
УРОВЕНЬ ТЕХНИКИ
Адгезивы, чувствительные к давлению (также называемые самоклеящиеся материалы), или ЧДА, представляют собой вещества, которые придают покрытому ими носителю мгновенную адгезивную способность (часто называемую «клейкостью») при комнатной температуре, которая обеспечивает его мгновенную адгезию к основе под действием небольшого непродолжительного давления. ЧДА широко применяются для получения самоклеящихся этикеток, которые прикрепляются к продуктам с целью предоставления информации (такой как штрих-код, название, цена) и/или для украшения или также для медицинских целей. ЧДА также применяются для способа получения самоклеящихся лент различного назначения. Можно упомянуть, например, помимо прозрачной клейкой ленты, которая широко применяется в повседневной жизни: изготовление и сборку картонного упаковочного материала; защиту поверхностей при покрасочных работах при строительстве; фиксацию электрических кабелей в транспортной промышленности; соединение ковровых покрытий при помощи двусторонних клейких лент.
Для получения самоклеящихся этикеток и/или лент, ЧДА часто наносят непрерывными способами нанесения покрытия на всю поверхность (по необходимости пригодную для печатания) слоя подложки больших размеров, в количестве (в основном, выраженном в г/м2) и обозначенным здесь и далее термином «масса на единицу площади». Слой подложки состоит из бумаги или пленки полимерного материала, имеющего один или более слоев. Адгезивный слой, который покрывает слой подложки, может сам быть покрыт защитным неклеящимся слоем (часто называемым «антиадгезивным материалом»), например, состоящим из силиконизированной пленки. Полученная многослойная система в основном упаковывается сматыванием в большие рулоны до 2 м шириной и 1 м в диаметре, которые можно хранить и перевозить. Указанные пленки в рулонах могут также быть преобразованы в самоклеящиеся ленты при помощи нарезания и упаковки в рулоны определенной ширины и длины. На указанной стадии адгезивный слой должен быть достаточно отвержденным во избежание проблем с растеканием. Проблемы с растеканием относятся к вытеканию адгезивного вещества из его первоначального места из-за потери механической устойчивости к деформации сдвига. Условия сдвига могут быть указаны при помощи температуры, натяжения рулона, давления и механических эффектов и растекания (также называемого явлением выдавливания) может возникать обычно на краях рулонов, создавая проблемы при перемещении, хранении, а также вызывая загрязнение пылью и нежелательными частицами. Также существенным для полученного самоклеящегося изделия является то, чтобы адгезивный слой был достаточно отвержденным во избежание перехода адгезивного вещества на участки, с которыми оно состоит в контакте, в частности, на кожу потребителя. С другой стороны, чрезмерно сильное отверждение совсем устраняет адгезивные свойства.
Самоклеящиеся ленты и этикетки в основном получают с применением адгезивных веществ, которые являются реакционно-способными или нереакционно-способными в фазе растворителя. Целью растворителей является облегчение смешивания, дозирования, прокачки и т.д. в процессе получения указанных адгезивных веществ и их применения, но, главным образом, для облегчения их нанесения тонким слоем, который после выпаривания создаст самоклеящуюся поверхность. Малое содержание сухих твердых веществ в указанных адгезивных веществах обеспечивает реологические свойства (вязкость), подходящие для сортировки и высушивания рулонов. Однако на применение растворителей распространяется все более строгое предписание, и применение растворителей намереваются исключить.
В последнее время на некоторых производственных линиях работали с адгезивными веществами в водной фазе. В указанном случае, несмотря на то что проблем, связанных с растворителями избегают, в целом проблема высушивания покрытия остается. (Высушивание должно быть постепенным из-за физических свойств, поскольку вода обладает высокой энтальпией испарения по сравнению с энтальпиями обычно применяемых растворителей, и здесь снова требуется нагревание и мощная вентиляция и экстракция. Высушивание также должно быть полным).
В большинстве случаев, сушильные печи, приспособленные для получения самоклеящейся ленты и этикеток (в частности высокоэффективные), имеют эффективную длину от 10 до 100 метров, нагреваются в пульсирующем потоке воздуха (от 80°C до 180°C) и оборудованы мощными устройствами для экстракции для завершения сушки, а в случае с адгезивными веществами в фазе растворителя, для того, чтобы сохранять количество выделяющихся паров ниже уровня их предела взрываемости. Указанные способы требуют большого количества энергии, шумны и сложны в плане эксплуатации. Действительно, энергия необходимая для испарения воды из нанесенной адгезивной композиции очень высока; таким образом, указанный способ является неудовлетворительным, принимая во внимание расход энергии, следовательно, указанный способ является неудовлетворительным с экологической точки зрения.
Применяются ли органический растворитель или вода в качестве среды для нанесения адгезивного вещества, жидкая форма служит помехой для достижения высоких масс покровного слоя. Подобным более или менее жидким покрытиям, более 150 г/м2, даже более 70 г/м2, будет крайне сложно оставаться неподвижными, до того момента, как испарится существенная часть растворителя, на движущемся неклеящемся носителе и, проходя необходимые машинные стадии для создания конечного изделия. Таким образом, для получения высоких масс покровного слоя необходимо осуществлять нанесение в более чем одну стадию, которая становится не только техническим барьером, но также является промышленно неэффективной.
В последнее время, были разработаны технологии реагирования без использования растворителей с применением 100% сухих твердых веществ, в частности ТПЧДА (термоплавкие ЧДА) и УФ-отверждаемые ЧДА (в основном акриловые ЧДА, сшиваемые под воздействием УФ света), и совсем недавно СТПУ-ЧДА с горячим отверждением, например, композиция, которая сшивается при высокой температуре (и во влажной среде). Для получения удовлетворительных свойств в подобной технологии применяют уровень влажности, подходящий для количества адгезивного материала (в общих чертах, стехиометрического), и относительно высокую температуру (от 50°C до 180°C, предпочтительно от 80°C до 160°C и наиболее предпочтительно от 100 до 140°C), чтобы получить требуемую степень преобразования за определенный промежуток времени, совместимые с размером печей и скоростями производственных линий.
Хотя указанный тип адгезива обычно можно наносить с высокой массой покровного слоя, благодаря тому, что они могут очень быстро затвердевать после процесса нанесения в условиях охлаждения, существуют трудности при достижении хороших показателей с точки зрения механической и термической устойчивости.
Говоря, в частности, об общепринятых ТПЧДА, которые, как предполагается, не являются сшиваемыми адгезивами, существует обычно недостаток механической и термической устойчивости из-за значения молекулярной массы молекул, составляющих адгезивные вещества. В качестве примеров термической устойчивости, и за очень редкими исключениями, которые крайне сложны для рассмотрения их в качестве пригодных в промышленном отношении, склеивающие растворы на основе термоплавких адгезивов, не могут выдерживать температуру выше 150°C в течение более чем нескольких минут. Подавляющее большинство применений ТПЧДА не возможно было бы осуществить после достижения температуры окружающей среды выше 100°C. В целом, рассматриваемые полимерные материалы становятся мягкими или очень мягкими возможно до жидких.
Таким образом, целью сшивания является увеличение молекулярной массы молекул, в основном полимеров, чтобы улучшить механическую и термическую устойчивость адгезивного материала, таким образом, и адгезионное крепление. Сшивание можно осуществлять при помощи химических реакций, в присутствии или без различных возможных соединений, включая катализаторы, сокатализаторы, воду, кислотные функциональные группы, пероксиды, промежуточные продукты, активируемые пероксидом, и т.д. Условия температуры, излучения и давления можно применять для увеличения скорости или эффекта этих реакций.
В частности, указанный способ, применяемый для сшивания адгезивов, независимо от того, термоплавкий чувствительный к давлению адгезив (ТПЧДА) это или нет, представляет собой способ отверждения при помощи УФ. В соответствии с указанным способом, который часто применяется со 100% сухим адгезивом (без растворителя, без воды в качестве среды для облегчения процесса нанесения), адгезивную композицию наносят на поверхность, и покрытый слой подложки подвергают ультрафиолетовому облучению. Например, для реакций радикальной полимеризации, сшивание может осуществляться только на поверхности с толщиной до около 100 мкм; действительно, излучение воздействует неглубоко, и, как только композиция сшивается на поверхности, сшитая поверхность предотвращает проникновение излучения, и сшивание внутреннего слоя композиции становится невозможным.
Таким образом, для высоких масс покровного слоя, необходимо осуществлять сшивание в несколько или множество последовательных этапов. Подобный способ включает последовательность этапов нанесения, после каждого из которых следует этап отверждения УФ-излучением. Еще одним недостатком способа отверждения УФ-излучением с применением реакций радикальной полимеризации является то, что сшивание останавливают, как только композиция перестает подвергаться облучению ультрафиолетом; таким образом, сшивание не может продолжаться после того, как продукт покидает конечный этап производственной линии, например, во время хранения.
Другим способом для сшивания ТПЧДА может быть электронно-лучевой способ. Указанный способ требует применения очень дорогого оборудования, таким образом, не является экономически пригодным.
Несмотря на то что может потребоваться управляемый уровень влажности и высокая температура для обеспечения быстрого прохождения реакции, технология реакции, основанная на термическом сшивании, не включает растворитель и требует только очень небольшой степени экстрагирования (в основном применяемого для удовлетворительного управления регулирующей системой в печи или камере). Тот факт, что больше нет необходимости сушить покрытие, как в случае технологий на основе растворителя или воды, позволяет применять более компактные печи, а именно, типа камеры или термошкафа, и больше не включающие сушильные установки. Но очень клейкая природа покрытий исключает любой контакт с поверхностями, даже теми, которые обработаны неклеящимися веществами (Фторуглерод (Teflon®) или, например, обработка плазмой). Указанные системы могут быть горизонтальными или вертикальными, но во всех случаях должны быть линейными.
В некоторых областях применения ЧДА, желательно, чтобы прочность склеивания этикеток и/или лент с продуктом была устойчива к изменениям температуры. Например, может быть желательным, чтобы адгезивная прочность сохранялась, когда адгезивное соединение, которое обеспечивает скрепление, подвергается (а также, вследствие этого, продукт с наклеенной этикеткой и/или лентой) воздействию температуры, которая может меняться в широком диапазоне. Следует отметить, в качестве примера, наклейки для применения на некоторых деталях мототранспорта (или других видов транспорта), расположенные рядом с двигателем, или наклейки для применения на упаковочных материалах, предназначенных для содержания горячих жидкостей в процессе их приведения к желаемому состоянию, или другие наклейки для применения на продуктах (таких как шины), на которые помещаются наклейки в горячем состоянии в конце производственных линий. Также следует отметить применение самоклеящихся лент для соединения частей, которые должны обладать хорошей термической устойчивостью, как, например, в случае отделки салона самолета или других транспортных средств.
Документ WO 2009/106699 описывает термосшиваемую адгезивную композицию на основе полиуретана, содержащего две концевые группы алкоксисиланового типа.
Документ EP 2336208 описывает термосшиваемую адгезивную композицию, при этом основой указанной композиции является полиэфир, содержащий две концевые гидролизуемые группы алкоксисиланового типа.
Указанные композиции обоих документов обеспечивают в результате, после нанесения на подложку с последующим отверждением, получение чувствительного к давлению адгезива, который имеет предпочтительную адгезивную прочность и клейкие свойства. Более того, адгезивное соединение, обеспечивающее прикрепление к продукту самоклеящейся подложки, полученной таким образом, сохраняет требуемую адгезивную прочность в широком диапазоне температур.
В указанных документах не упоминают о получении самоклеящегося продукта, который можно применять сразу после выхода с производственной линии. Кроме того, указанные документы не объясняют, как получить самоклеящийся продукт с массой покровного слоя более 500 г/м2.
Время отверждения, необходимое для получения подобных предпочтительных адгезионных свойств, является чрезвычайно важным показателем с точки зрения промышленного получения самоклеящихся продуктов. Причина состоит в том, что это время определяет размеры устройства, в котором отверждается адгезивная композиция, а также соответствующее время пребывания нанесенного адгезивного слоя, или еще расход энергии и, следовательно, продуктивность указанного способа в целом. Для применения в промышленных масштабах способ получения самоклеящихся продуктов должен обладать следующими характеристиками: коротким временем пребывания в устройстве для отверждения и высокой степенью отверждения на выходе из производственной линии. Главным образом, ожидается, что продукт можно разрезать и транспортировать сразу после выхода из производственной линии, без каких-либо проблем с растеканием.
Фигура 1 показывает систему в соответствии с указанным уровнем техники на основе всасывания вакуумной камеры, позволяющую ленте переворачиваться, при этом сторона, покрытая адгезивным веществом, обращена внутрь контура. Очевидно, такая система является сложной, трудноконтролируемой и дорогостоящей.
Следовательно, существует необходимость в термическом способе сшивания, который является компактным, однако который исключает контакт между указанным адгезивным веществом и различными элементами устройства и имеет простую и жесткую конструкцию.
Одной задачей настоящего изобретения является также получение чувствительного к давлению адгезивного вещества, характеризующегося гомогенным типом сшивания с применением одностадийного способа нанесения.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩЕСТВА ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу сшивания сшиваемой адгезивной композиции без растворителя на пленке, содержащему продвижение и/или направление указанной пленки в климатической камере при помощи приводного или направляющего устройства Керолла.
Конкретные варианты осуществления представлены ниже:
- адгезивная композиция представляет собой ТПЧДА адгезивную композицию,
- адгезивная композиция представляет собой адгезивную композицию, содержащую: от 20 до 85% полиуретана или полиэфира, содержащего 2 концевые гидролизуемые алкоксисилановые группы; от 15 до 80% совместимой смолы, повышающей клейкость; и от 0,01 до 3% катализатора сшивания.
- температура в климатической камере составляет от 50 до 200°C, предпочтительно от 80 до 160°C и преимущественно от 100 до 150°C, и/или относительная влажность составляет от 30 до 90% ОВ, предпочтительно приблизительно 50% ОВ.
- пленка образует параллельные или зигзагообразные складки при прохождении через многочисленные натяжные валики.
- климатическая камера содержит внизу серию валиков и обкаточных барабанов Керолла и наверху серию цельных цилиндров или другую серию валиков и обкаточных барабанов Керолла.
- валики или обкаточные барабаны подвижно закреплены на опорном валу.
- валики или обкаточные барабаны являются моторизованными или свободно движущимися.
- пленка в приводном или направляющем устройстве Керолла обрезается при помощи вращающейся режущей системы с магнитным формным цилиндром и съемными пластинами.
- валики или обкаточные барабаны связаны с поддерживающими валиками или поддерживающими обкаточными барабанами.
- способ содержит этап двойного нанесения на обе стороны пленки.
- способ также дополнительно содержит этап обрезания по размеру.
- вход и выход из камеры расположены на одной и той же стороне, на противоположных сторонах или на смежных сторонах.
- пленка предварительно нагревается до температуры близкой к температуре камеры перед сшиванием.
- пленка является перфорированной.
Настоящее изобретение также относится к климатической камере, содержащей приводное или направляющее устройство Керолла.
Конкретные варианты осуществления представлены ниже:
- температура в климатической камере составляет от 50 до 200°C, предпочтительно от 80 до 160°C и преимущественно от 100 до 150°C и/или относительная влажность составляет от 30 до 90% ОВ, предпочтительно приблизительно 50% ОВ.
- климатическая камера содержит внизу серию приводных валиков и обкаточных барабанов Керолла и наверху серию цельных цилиндров или другую серию валиков и обкаточных барабанов Керолла.
- валики или обкаточные барабаны подвижно закреплены на опорном валу.
- валики или обкаточные барабаны являются моторизованными или свободно движущимися.
- камера включает многочисленные натяжные валики.
- камера связана с режущим устройством с приводным или направляющим устройством Керолла, содержащим вращающуюся режущую систему с магнитным формным цилиндром и съемными пластинами.
- валики или обкаточные барабаны связаны с поддерживающими валиками или поддерживающими обкаточными барабанами.
- камера связана с режущим устройством для обрезания по размеру.
Настоящее изобретение основано на применении так называемого приводного устройства Керолла (и/или направляющего устройства); а именно, основано на применении краев пленки, где обычно есть отверстия, позволяющие механическое продвижение и направление, или перфорированной ленты. Указанное изобретение делает возможным получение одного или более преимуществ, приведенных ниже, при применении сшиваемого адгезивного вещества в отсутствие растворителя:
- компактность, поскольку поверхность, покрытая адгезивным веществом, может перемещаться с покрытием, обращенным к валу, обеспечивая меньшую занимаемую площадь;
- существенная экономия с точки зрения капиталовложения, но главным образом, с точки зрения эксплуатации (экономия энергии, уменьшенные эксплуатационные расходы);
- упрощенное регулирование температуры и влажности камеры (или печи);
- возможность нанесения на обе стороны.
В дополнение настоящее изобретение предлагает способ получения самоклеящегося продукта, содержащего, по меньшей мере, основу и адгезивный слой, при этом указанный способ содержит этапы:
a) выдерживания адгезивной композиции, содержащей, по меньшей мере, силилсодержащий полимер, смолу, улучшающую клейкость, и катализатор, при температуре от 20 до 160°C;
b) нанесения адгезивной композиция на:
b1) по меньшей мере, часть основы; или
b2) на нелипкую подложку;
c) подвергания продукта, полученного на этапе b), температуре, составляющей от 20 до 200°C и уровню влажности, характеризующемуся атмосферой, в которой от 5 до 100% молекул представляют собой молекулы воды; и
если выбран b2), тогда
d) нанесения основы на адгезивную композицию перед этапом c) или в адгезивный слой после этапа c).
В соответствии с одним вариантом осуществления способ также включает этап e) подвергания продукта, полученного после этапа c), воздействию температуры, составляющей от 20 до 200°C, предпочтительно от 30 до 180°C, более предпочтительно от 40 до 160°C.
В соответствии с одним вариантом осуществления нанесение на этап b1) производится на, по меньшей мере, 50% основы, предпочтительно на, по меньшей мере, 75% основы, более предпочтительно на, по меньшей мере, 95% основы.
В соответствии с другим вариантом осуществления покрытие основы осуществляется на, по меньшей мере, части обеих сторон основы.
В соответствии с одним вариантом осуществления основа представляет собой сетчатую или ячеистую или нетканую основу.
В соответствии с еще одним вариантом осуществления основа представляет собой антиадгезионный материал.
В соответствии с одним вариантом осуществления на этапе b) указанного способа количество адгезивной композиции, нанесенной на подложку, составляет от 10 до 1500 г/м2, предпочтительно от 50 до 1300 г/м2, более предпочтительно от 600 до 1300 г/м2.
В соответствии с одним вариантом осуществления на этапе c) указанного способа уровень влажности характеризуется атмосферой, в которой от 10 до 90% молекул представляют собой молекулы воды, предпочтительно от 15 до 70% молекул представляют собой молекулы воды, и температура составляет от 30 до 180°C, предпочтительно от 40 до 160°C.
В соответствии с одним вариантом осуществления, этап c) указанного способа осуществляется в аппарате, оборудованном внешним вентиляционном корпусом, содержащим теплообменник.
В соответствии с одним вариантом осуществления пар вводится во внешний вентиляционный контур.
В соответствии с одним вариантом осуществления пар представляет собой сухой пар.
В соответствии с одним вариантом осуществления на этапе c) продукт, полученный на предшествующем этапе, подвергается обработке сухим паром (=100% молекул воды) и необязательно дальнейшей обработке регулируемым (меньшим) количеством молекул воды.
В соответствии с одним вариантом осуществления, введение пара регулируется при помощи пропорционально-интегрально-дифференциального регулятора. Настоящее изобретение также предлагает самоклеящийся продукт, который можно получить при помощи способа указанного изобретения, содержащий, по меньшей мере, основу и адгезивный слой, в котором масса на единицу площади покрытия указанного адгезивного слоя составляет от 600 до 1500 г/м2.
В соответствии с одним вариантом осуществления масса на единицу площади покрытия адгезивного слоя составляет от 800 до 1300 г/м2.
В соответствии с одним вариантом осуществления адгезивный слой также покрывают антиадгезионным материалом.
В соответствии с одним вариантом осуществления, задняя сторона основы представляет собой нелипкий слой.
В соответствии с одним вариантом осуществления основа представляет собой ленту.
Настоящее изобретение также предлагает способ присоединения самоклеящегося продукта указанного изобретения на поверхности, содержащий этапы:
a) удаления защитного нелипкого слоя, если указанный слой присутствует;
b) нанесения продукта на поверхность; и
c) прикладывания давления на продукт.
В соответствии с одним вариантом осуществления адгезия самоклеящегося продукта на поверхности характеризуется прочностью на сдвиг при температуре окружающей среды при воздействии 1 кг более 10 минут, предпочтительно более 1 дня, более предпочтительно более 10 дней.
Преимуществом указанного изобретения является получение самоклеящегося продукта с гомогенным типом сшивания.
Еще одним преимуществом настоящего изобретения является получение самоклеящегося продукта, который может удовлетворять стандартам нормативно-технической документации сразу после выхода с производственной линии.
Еще одним преимуществом настоящего изобретения является получение самоклеящегося продукта, обладающего повышенной прочностью на сдвиг при выходе с производственной линии.
Дополнительным преимуществом настоящего изобретения является получение адгезивного материала с высокой массой на единицу площади покровного слоя, применяя способ несения, осуществляемый за один проход.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение описано со ссылкой на приведенные ниже чертежи:
- фигура 1 показывает схему коммерчески доступной печи;
- фигура 2 показывает вид приводного устройства Керолла;
- фигура 3 показывает вид поперечного сечения климатической камеры с приводным устройством Керолла;
- фигура 4 представляет валик и поддерживающий валик приводного устройства Керолла;
- фигура 5 показывает схематическое изображение способа в соответствии с одним вариантом осуществления указанного изобретения;
- фигура 6 представляет собой схематическое изображение самоклеящегося продукта, полученного при помощи одного варианта осуществления способа в соответствии с указанным изобретением;
- фигура 7 представляет собой схематическое изображение самоклеящегося продукта, полученного при помощи еще одного варианта осуществления способа в соответствии с указанным изобретением;
- фигура 8 представляет собой схематическое изображение самоклеящегося продукта, полученного при помощи еще одного варианта осуществления способа в соответствии с указанным изобретением;
- фигура 9 представляет собой схематическое изображение самоклеящегося продукта, полученного при помощи еще одного варианта осуществления способа в соответствии с указанным изобретением.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Настоящее изобретение будет сейчас описано c дополнительными сведениями (здесь и далее в контексте указанного описания термин внесение также заключает в себе направленное перемещение, если конкретно не утверждается иное).
Фигура 2 показывает вид приводного устройства Керолла (1). Указанный тип приводного устройства назван в честь его автора и применяется во многих отраслях промышленности, в частности, в офисном оборудовании и при «пробивании отверстий» или поперечном разрезании носителей (бумага, картон и т.д.) для их транспортировки (продвижение, передача зацеплением), обнаружения (механические сенсоры или оптическое обнаружение), автоматизации и т.д. В контексте указанного описания показано, что разрезание (2) происходит на боковой стороне, но может происходить в середине или во множестве мест в случае очень широких пленок или рулонов большой ширины.
Пленка-подложка, покрывающаяся адгезивным слоем в соответствии с указанным изобретением, впоследствии перфорируется при помощи вырезания по Кероллу. Подобное вырезание может осуществляться при высокой скорости (более 100 м/минуту) на большинстве носителей: бумага, обработанная нелипкими материалами (обработанная силиконом или каолином), этикеточная бумага, термопластические пленки (полиолефины, полиэфиры, полиамиды и т.д.).
Нарезание может осуществляться как при помощи стандартной линейной или вращающей систем (пробойного/штамповального типа) или при помощи вращающихся систем для нарезания с магнитными формными цилиндрами со съемными пластинами (расходные пластины, расположенные на магнитных формных цилиндрах, при этом магнитное поле удерживает пластины на цилиндре). Вращающееся устройство для нарезания с магнитными формными цилиндрами и съемными пластинами позволяет быстро менять оснащение, изменять конструкцию отверстий и может быть совмещено с системой для удаления отходов (сжатый воздух, откачка). Таким образом, перфорированная пленка и рабочая окружающая среда в основном остаются чистыми (очень легкие кусочки бумаги, получаемые в процессе пробивания отверстий, в отсутствии эффективной откачки, прилипают к поверхностям из-за электростатического эффекта).
Вращающееся устройство для нарезания с магнитными формными цилиндрами и съемными пластинами приспособлено для частых смен ширины рулонов. Такое нарезание позволяет быстро регулировать линию при помощи центровки или автоматической настройки по одному краю (выверенному по одному краю валика).
При помощи указанного нарезания получается пленка, которая предназначена для нанесения слоя сшиваемого адгезивного вещества без растворителя. Указанная пленка-подложка продвигается или направляется в камере при помощи приводных устройств Керолла.
Фигура 3 показывает, в качестве примера, климатическую камеру (3) с приводным устройством Керолла, компактная природа которой очевидна. Для подходящей длины печи в 25 метров высота до пола составляет менее 2 метров или даже менее 1,5 метров (при высоте от 2 до 3 метров). Время пребывания в климатической камере соответствует времени для 25-метровой сушильной установки, имеющей только один этап в соответствии с указанным уровнем техники. Подобная компактность обеспечивает улучшенный термический и гидрометрический контроль относительно стандартной узкой и длинной сушильной установки. В показанной камере пленка образует параллельные петли (параллельная складка). Расположение валиков/обкаточных барабанов может приводить к образованию зигзагов (зигзагоообразная складка).
Наличие приводного устройства Керолла, следовательно, позволяет поверхности, покрытой адгезивным веществом, быть обращенной к ведущему валу, но при условии, что сторона, покрытая адгезивом, которая является клейкой на, по меньшей мере, некоторых этапах процесса, не касается закрепленных или движущихся частей печи.
Приводные устройства Керолла (и/или направляющие устройства) могут быть различных типов. В основном, это валики или обкаточные барабаны (4), оснащенные зубцами (5), которые вставляются в отверстия ленты (6). Различные формы могут быть предусмотрены для отверстий (круглые, квадратные или любой другой формы), а также предусмотрено, что самого по себе трения на приемлемой подложке может быть достаточно для движения или на промежуточных стадиях. Валики или обкаточные барабаны могут работать на холостом ходу, при этом пленка просто двигается при помощи системы тяги за пределами климатической камеры. Валики или обкаточные барабаны могут работать при помощи электродвигателя, полностью или частично, в верхней, и/или нижней и/или средней части. Обкаточные барабаны также служат для направленного перемещения пленки и/или предотвращения вибрации в процессе перемещения пленки. Переход в режим работы при помощи двигателя может быть синхронным, для того, чтобы регулировать натяжение пленки и избежать разрывов.
В местах срезов образуются пустоты Керолла в непосредственной связи с печью, расстояние между валиками Керрола может быть отрегулировано до желаемой ширины. Один из обкаточных барабанов может быть закреплен на валу, в то время как расположение внешнего обкаточного барабана (или если применяется, то и со среднего) может управляться в соответствии с расположением пустот Керолла, образованных в пленке. Указанный обкаточный барабан затем может перемещаться по валу, чтобы приспосабливать ширину перфорированной пленки.
В указанном варианте осуществления фигуры 3 и в случае с адгезивным покрытием на одной стороне верхние валики (7) могут быть стандартными, а именно твердыми. Фактически, поскольку внутренняя поверхность пленки не покрыта адгезивным веществом, она может располагаться на стандартных цилиндрах.
Условия в камере могут меняться в соответствии с природой адгезивного вещества. В основном температура, а также относительная влажность, регулируется для того, чтобы получить сшивание адгезивного вещества. Температура в камере, таким образом, обычно составляет от 50 до 200°C, предпочтительно от 80 до 160°C и преимущественно от 100 до 150°C; температура также учитывает природу пленки (химическую природу и толщину пленки). Относительная влажность, которая может контролироваться или нет, преимущественно контролируется и обычно составляет от 30 до 90% ОВ, предпочтительно приблизительно 50% ОВ. Также может обеспечиваться только регулировка температуры в случае адгезивных систем, которые являются 100% термоотверждающимися, или только влажность в случае адгезивных систем, которые являются 100% отверждающимися во влажной среде. В основном адгезивные системы являются термоотверждающимися и отверждающимися во влажной среде.
Также можно установить перегородки в камере для разделения разных зон внутри камеры. Различные условия, в частности, температура, могут обеспечиваться в различных зонах камеры.
При необходимости, регулирование температуры и влажности осуществляется различными способами. Нагревание может быть внутренним или внешним, в основном внешним. Устройства для экстрагирования могут быть обеспечены для улучшения регулирования, поскольку даже слабый поток является подходящим для этого завершающего этапа. Можно также вводить пар (при необходимости, сухой пар), при этом, не допуская конденсации на пленке, образующей подложку.
В ходе обработки в камере пленка, поступающая в камеру, может преимущественно быть предварительно нагретой для того, чтобы незамедлительно максимально использовать эффективность печи (на первом метре внутри печи в этом случае уже происходит сшивание, а не только увеличение температуры пленки).
Поддерживающие валики (4a) также могут быть установлены, как показано на фигуре 4 (и указано на фигуре 3). Наличие поддерживающих валиков может применяться с целью продвижения от двигателя, также может позволять направленное перемещение и может также применяться для того, чтобы не допускать образования складок и/или изгибов (смятия между валиками). (Необязательная) показанная сужающаяся форма на стыке также делает это возможным, прикладывая давление между валиками, натягивать (растягивать) пленку при помощи механического регулирования.
Настоящее изобретение также позволяет двойное применение адгезива или двойного нанесения на обе стороны. Такое нанесение может применяться для двух адгезивных слоев, по одному на каждой стороне, так как композиция из двух адгезивных слоев может быть одинаковой или различной. Такое нанесение также может применяться в случае применения нелипкого слоя, называемого «разделяющим» слоем, на другой стороне пленки. Фактически, часто необходимо обеспечить нелипкий слой для того, чтобы была возможность смотать пленку, на которую был нанесен адгезивный материал. Одна возможность состоит в покрытии другой поверхности, например, силиконовой эмульсией, которая в процессе сматывания пленки представляет собой подобный нелипкий силиконовый слой, помимо адгезивного слоя. В указанной области техники было необходимо переворачивать пленку при помощи сложной системы натяжных валиков и возвращать пленку с силиконовым покрытием в сушильную установку, контролирование работы которой представляло дополнительные трудности.
При выходе из камеры или печи, боковая (или, в зависимости от конкретного случая, средняя) перфорированная область удаляется срезом (обрезание по заданному размеру, продольное обрезание). Получаемые отходы (от около 5 до 7%) затем утилизируются. Расходы, связанные с указанной частью способа, соответствуют текущим затратам, связанным с продольным обрезанием. Боковое обрезание фактически является необходимым, поскольку на указанный момент невозможно на практике покрыть адгезивным материалом 100% полезной площади поверхности, в то время как в равной степени практически невозможно достичь точного значения ширины клейких лент или этикеток для всех продуктов, получаемых в устройстве. Процент брака около 10%, или даже больше, является нормальным.
Вход и выход из камеры при помощи приводного устройства Керолла могут находиться на одной и той же стороне, на противоположных сторонах или на смежных сторонах. Универсальность в определении входа и выхода позволяет иметь только одного оператора для различных операций на производственной линии, которая обычно требует двоих.
Настоящее изобретение также относится к камере, содержащей приводное устройство Керолла. Камера, таким образом, включает систему многочисленных натяжных валиков с применением приводных обкаточных барабанов или валиков Керолла.
В соответствии с одним вариантом осуществления указанного изобретения климатическая камера также включает устройства для нагрева, которые позволяют устанавливать температуру в диапазоне от 50 до 200°C.
В соответствии с одним вариантом осуществления указанного изобретения климатическая камера также включает устройства для контроля влажности, которые позволяют устанавливать относительную влажность в диапазоне от 30 до 90% ОВ.
Для образования подложки может применяться любой тип пленки, такой как, например, полиэтилен, полипропилен, полиэфир (например, ПЭТФ), полиамид.
Адгезив, который наносят на пленку, представляет собой сшиваемый ЧДА адгезив, не содержащий растворитель. Следует упомянуть адгезивные вещества, которые являются предметом патентных заявок EP0106330, CA2554743 и WO09/106699. Следует также упомянуть адгезивы, которые являются предметом французских заявок от имени заявителя, зарегистрированных под номерами 07/09027 (опубликована как FR2925517 и WO2009106699) и 09/06194, содержание которых включено в контекст указанного описания путем ссылки. Настоящий адгезив представляет собой, в частности, адгезивное вещество на основе полиуретана или полиэфира. Подобное адгезивное вещество может содержать:
- от 20 до 85% полиуретана или полиэфира, содержащего 2 концевые гидролизуемые алкоксисилановые группы;
- от 15 до 80% совместимой смолы, повышающей клейкость; и
- от 0,01 до 3% катализатора сшивания.
Предпочтительно термосшиваемая адгезивная композиция включает от 40 до 65% полиуретана или полиэфира и от 35 до 60% смолы, повышающей клейкость.
В соответствии с одним вариантом осуществления адгезивная композиция содержит полиуретан, содержащий 2 гидролизуемые алкоксисилановые концевые группы и имеющий формулу (Ia):

в которой:
- R1 представляет собой двухвалентный радикал на основе углеводорода, содержащий от 5 до 15 атомов углерода, который может быть ароматическим или алифатическим, линейным, разветвленным или циклическим;
- R2 представляет собой линейный или разветвленный двухвалентный алкиленовый радикал, содержащий от 1 до 4 атомов углерода;
- R3 представляет собой линейный двухвалентный алкиленовый радикал, содержащий от 1 до 3 атомов углерода;
- R4 и R5, одинаковые или различные, каждый представляет собой линейный или разветвленный алкильный радикал, содержащий от 1 до 4 атомов углерода, при этом при наличии нескольких R4 (или R5) радикалов, возможно чтобы они были одинаковыми или различными;
- n представляет собой целое число, при этом среднечисловая молекулярная масса полиэфирного блока формулы -[OR2]n- составляет от 300 Да до 30 кДа;
- m представляет собой целое число, при этом среднечисловая молекулярная масса полимера формулы (Ia) составляет от 600 Да до 60 кДа;
- p представляет собой целое число, равное 0, 1 или 2.
Полиуретан формулы (Ia), содержащийся в композиции в соответствии с указанным изобретением, может быть получен в соответствии со следующим способом.
На первой стадии получают полиуретан, содержащий 2 гидроксильные концевые группы и имеющий формулу (IIa):
по реакции одного моля диизоцианата формулы (IIIa):
NCO-R1-NCO (IIIa)
с приблизительно двумя молями полиэфирдиола формулы (IVa):
H-[OR2]n-OH (IVa)
что соответствует числовому соотношению NCO/OH функциональных групп, равному приблизительно 0,5.
Реакция происходит при температуре, составляющей от 60 до 90°C, в течение периода времени приблизительно от 2 до 8 часов, и необязательно в присутствии катализатора.
На второй стадии полиуретан формулы (IIa) преобразовывается в полиуретан формулы (Ia) по реакции силилирования изоцианатосиланом формулы (Va):
NCO-R3-Si(R4)p(OR5)3-p (Va)
со степенью преобразования приблизительно один моль полиуретана формулы (II) на 2 моля соединения формулы (Va).
Указанные 2 стадии синтеза проводят в безводных условиях, для того чтобы избежать гидролиза алкоксисилановых групп. Обычный температурный диапазон для проведения подобных реакций составляет от 30° до 120°C, а конкретнее от 60 до 90°C. Незначительное изменение относительно стехиометрии, приведенной ранее, может легко быть предусмотрено, при условии, однако, что оно не превышает 10% на первой стадии (синтеза полиуретана формулы IIa) и 2% на второй стадии (синтез полиуретана формулы Ia).
Относительно дальнейших деталей, касающихся получения полиуретана формулы (Ia), содержащего концевые группы алкоксисиланового типа, приведена ссылка на европейский патент EP 0931800.
В соответствии с еще одним вариантом осуществления указанная адгезивная композиция содержит полиэфир, содержащий 2 гидролизуемые алкоксисилановые концевые группы, имеющий вязкость, измеренную при 23°C, в диапазоне от 25 до 40 Па·с и формулу (Ib):

в которой:
- R1 и R2, одинаковые или различные, каждый представляет собой линейный или разветвленный алкильный радикал, содержащий от 1 до 4 атомов углерода, при этом при наличии нескольких R1 (или R2) радикалов, возможно чтобы они были одинаковыми или различными;
R3 представляет собой линейный или разветвленный двухвалентный алкиленовый радикал, содержащий от 1 до 6 атомов углерода;
R4 представляет собой линейный или разветвленный двухвалентный алкиленовый радикал, содержащий от 1 до 4 атомов углерода;
- n представляет собой целое число, при этом среднечисловая молекулярная масса Mn полимера формулы (I) составляет от 20 кДа до 40 кДа;
- p представляет собой целое число, равное 0, 1 или 2;
Полимер формулы (Ib), содержащийся в композиции в соответствии с указанным изобретением, может быть получен по реакции полиэфирдиола формулы (IIb):
H-[OR4]n-OH (IIb)
с изоцианатосиланом формулы (IIIb):
NCO-R3-Si(R2)p(OR1)3-p (IIIb)
со степенью преобразования приблизительно один моль полиэфирдиола формулы (IIb) на 2 моля соединения формулы (IIIb).
Полиэфирдиолы формулы (IIb) являются широко коммерчески доступными, так же как и изоцианатосиланы формулы (IIIb). Следует отметить в качестве примера гамма-изоцианато-н-пропилтриметилоксисилан, который доступен под названием Geniosil® GF 40 или также альфа-изоцианато-н-метилметилдиметоксисилан, который доступен под торговым названием Geniosil® XL 42, оба в компании Wacker.
Указанную стадию синтеза проводят в безводных условиях, чтобы избежать гидролиза алкоксисилановых групп. Обычный температурный диапазон для проведения указанной реакции составляет от 30° до 120°C, а конкретнее от 60 до 90°C. Незначительное изменение относительно стехиометрии, приведенной ранее, может легко быть предусмотрено при условии, однако, что оно не превышает 2%.
Полиэфиры формулы (Ib) также являются коммерчески доступными.
Смола представляет собой совместимую смолу, повышающую клейкость, имеющую среднечисловую молекулярную массу, составляющую от 200 Да и 5 кДа, и выбрана из смол, которые можно получить:
- (i) при помощи полимеризации терпеновых углеводородов и фенолов в присутствии катализаторов Фриделя-Крафтца, или
- (ii) при помощи полимеризации альфа-метилстирола и необязательно по реакции с фенолами.
Что касается смол, улучшающих клейкость, которые могут содержаться в композиции в соответствии с указанным изобретением, под термином «совместимая смола, улучшающая клейкость» понимается смола, улучшающая клейкость, которая при смешивании в соотношении 50%/50% с полимером формулы (I) дает практически гомогенную смесь. Такие смолы коммерчески доступны, и можно отметить приведенные ниже продукты в качестве тех, которые могут быть получены способами (i) и (ii), описанными выше:
- способ (i): Dertophene® 1510, имеющий молярную массу Mn приблизительно 870 Да, поставляется компанией DRT; Dertophene® H150, имеющий молярную массу Mn приблизительно 630 Да, поставляется той же компанией; Sylvarez® TP 95, имеющий молярную массу Mn приблизительно 1200 Да, поставляется компанией Arizona Chemical;
- способ (ii): Norsolene® W100, который получают при помощи полимеризации альфа-метилстирола без применения фенолов, со среднечисловой молярной массой 900 Да, поставляется компанией Cray Valley; Sylvarez® 510, который также поставляется компанией Arizona Chemical, с молярной массой Mn приблизительно 1740 Да, способ получения которого включает взаимодействие с фенолами.
Катализатор сшивания, который можно применять в композиции в соответствии с указанным изобретением, может представлять собой любой катализатор, известный специалисту в области техники силаноловой конденсации. Следует упомянуть в качестве примеров катализаторы из органических производных титана, таких как ацетилацетонат титана (коммерчески доступен под названием TYZOR® AA75 от компании DuPont), алюминия, таких как хелат алюминия (коммерчески доступен под названием K-KAT® 5218 от компании King Industries), аминов, таких как 1,8-диазобицикло(5.4.0)ундецен-7 или ДБУ.
Термосшиваемая адгезивная композиция в соответствии с указанным изобретением может быть получена способом, который содержит:
- этап смешивания в отсутствии атмосферного воздуха, предпочтительно в атмосфере инертного газа, полимера формулы (I) со смолой(ами), улучшающей(ими) клейкость, при температуре, составляющей от 50 до 170°C, предпочтительно от 100 до 170°C, затем
- этап охлаждения указанной смеси до температуры в диапазоне от 50 до 90°C, и преимущественно приблизительно 70°C, затем
- этап введения катализатора в указанную смесь и, при необходимости, осушитель и другие необязательные составляющие.
Стадию нанесения проводят в стандартных условиях при помощи известных устройств для нанесения, таких как, например, распылители лепесткового и шторочного типов, или также при помощи валика. Применяемая масса на единицу площади адгезивной композиции лежит в диапазоне от 3 до 500 г/м2, предпочтительно от 10 до 250 г/м2. Материал, который можно применять в качестве слоя подложки, представляет собой, например, бумагу или пленку полимерного материала, содержащие один или более слоев, как указано выше.
Время, необходимое для сшивания, может варьироваться в широких пределах, например, от 1 секунды до 10 минут, предпочтительно от 30 секунд до 5 минут. Следовательно, время пребывания в климатической камере регулируется.
Указанная стадия термосшивания приводит к указанию, между полимерными цепями полиуретана или полиэфира и под воздействием влаги, связей силоксанового типа, что приводит к образованию трехмерной полимерной структуры. Указанная адгезивная композиция, которая сшивается таким способом, представляет собой чувствительное к давлению адгезивное вещество, которое предоставляет требуемую адгезивную способность и клейкость покрытого ей подложки.
Настоящее изобретение не ограничено указанным описанием нанесения термоплавкого адгезивного вещества, которое является термосшиваемым без участия растворителя, но может находить применения в других областях, таких как, например, покрытие адгезивным веществом бумаги и в основном перемещение (перевозка, передача) подложек в виде пленок, которые были покрыты адгезивным веществом на какой-либо стадии указанного способа. В указанных областях, стремятся избежать любого контакта между частями, покрытыми адгезивным веществом, и устройством. Может предоставляться аккумулятор, применяющий принцип приводного устройства Керолла.
Другой объект указанного изобретения относится к устройству, содержащему:
- устройства для нанесения адгезивной композиции на пленку,
- климатическую камеру в соответствии с указанным изобретением,
- средство продвижения для введения пленки, покрытой адгезивной композицией, в указанную климатическую камеру.
В соответствии с одним вариантом осуществления указанного изобретения, указанное устройство также включает средство для нанесения антиадгезионного материала на выходе из указанной климатической камеры.
В соответствии с одним вариантом осуществления указанного изобретения устройство также содержит устройства для сматывания клейкой ленты на выходе из указанной климатической камеры.
Настоящее изобретение обеспечивает способ получения самоклеящегося продукта, содержащего, по меньшей мере, основу и адгезивный слой, при этом указанный способ содержит этапы:
a) выдерживания адгезивной композиции, содержащей, по меньшей мере, силилсодержащий полимер, смолу, улучшающую клейкость, и катализатор, при температуре, составляющей от 20 до 160°C;
b) нанесения указанной адгезивной композиции на:
b1) по меньшей мере, часть указанной основы; или
b2) нелипкую подложку;
c) подвергания указанного продукта, полученного на этапе b), воздействию температуры, составляющей от 20 до 200°C, и атмосферной влажности, при которой от 5 до 100% молекул представляют собой молекулы воды; и
если выбран b2), то тогда
d) укладывания основы на указанную адгезивную композицию перед этапом c) или на указанный адгезивный слой после этапа c).
Подразумевается, что применяемый в контексте указанного описания термин «самоклеящийся продукт» включает любой продукт, который может быть приклеен к поверхности только под воздействием давления при помощи рук или оборудования, без использования дополнительных адгезивных веществ. Под термином «самоклеящийся продукт» также следует понимать чувствительный к давлению адгезивный материал. Подобные материалы предназначены для применения поверхности ЧДА для присоединения к другим поверхностям для закрытия, монтажа, присоединения или фиксирования, принятия форм, расположения логотипов, картинок или информации. Подобные продукты можно применять во многих областях, таких как медицинская, упаковочная, автомобильная или строительная область. Они могут принимать форму в соответствии с их конечной областью применения, например, в виде лент, таких как промышленная лента, лента для ремонта, односторонняя или двусторонняя лента, двусторонняя лента, составленная из одной или множества подложек или без подложки, лента, сделанная при помощи специальных подложек, таких как открытопористые или закрытопористые пенопласты, решетчатые металлические пространственные конструкции или комбинированные или текстильные или прессованные или слоистые пленки, или в виде этикеток, бинтов, повязок на рану, плотной прокладки, покрытой ЧДА, ленты или этикеток для разметки дорог, ЧДА пленок для изобразительного искусства.
Под термином «основа» следует понимать слой подложки, который покрыт адгезивной композицией в продукте в соответствии с указанным изобретением. Указанная основа может иметь любую форму, но включает, по меньшей мере, одну поверхность, которая является почти плоской, на которую наносится адгезивный слой и который может накладываться на поверхность для присоединения к ней. Указанная основа может иметь две одинаковые или различные стороны, с одинаковыми или различными химическими свойствами и/или одинаковыми или различными механическими свойствами для того, чтобы он подходил для многих самоклеящихся продуктов различной формы в соответствии с их конечными областями применения.
Основа может быть сделана из любого вида материалов, которые можно применять согласно требованиям к получению ЧДА продуктов, таких как лента или этикеточные продукты. Например, полипропилен, полиэтилен и бумага представляют собой основной исходный материал для подобной подложки, так же как любой пригодный пластмассовый или волокнистый материал, который может быть получен посредством таких продуктов; материалы на основе ткани, металлического волокна или стекловолокна можно также применять в некоторых областях применения. В соответствии с одним вариантом осуществления указанного изобретения основа представляет собой подложку на основе полиэтилентерефталата (ПЭТФ).
В соответствии с одним вариантом осуществления, одна сторона основы крепится к адгезивному слою (передняя сторона), а другая сторона дополнительно покрывается неклейким слоем, например, слоем, сделанным из силиконизированного материала (задняя сторона). В указанном случае полученный самоклеящийся продукт можно легко свернуть в рулон благодаря присутствию нелипкого слоя на задней стороне основы. Указанный нелипкий слой не крепится к адгезивному слою, так, что нет никакого переноса адгезивного вещества между нелипким слоем и адгезивным слоем. В соответствии с еще одним вариантом осуществления одна сторона (задняя сторона) основы обрабатывается для того, чтобы быть нелипкой. Указанная основа представляет то же преимущество, что и основа, покрытая нелипким слоем.
В соответствии с одним вариантом осуществления подложка представляет собой сетчатый или ячеистый или нетканый материал. В указанном случае адгезивный слой может быть представлен на одной поверхности подложки, но может также проникать внутрь подложки в процессе его применения из-за пористой природы подложки, таким образом, волокна, из которых сделана основа, полностью покрываются адгезивной композицией. В указанном случае антиадгезионный материал предпочтительно присутствует на адгезивном слое или адгезивной композиции.
В соответствии с еще одним вариантом осуществления основа представляет собой антиадгезионный материал. Указанный антиадгезионный материал предполагается удалять перед прикладыванием к поверхности для присоединения к ней. Предпочтительно антиадгезионный материал (также называемый защитным нелипким слоем) сделан из силиконизированной пленки или бумаги, например, указанный слой на основе сшиваемого полидиметилсилоксанового вещества. Обычно указанный антиадгезионный материал имеет толщину около одного микрометра. В соответствии с одним вариантом осуществления антиадгезионный материал может иметь две различные поверхности; указанные поверхности могут быть сделаны из двух различных материалов.
Также указанная основа может быть предварительно обработана любым способом, таким как обработка плазмой, обработка коронированием или шлифованием, или заранее покрыт для изменения поверхностного натяжения или в основном для придания любого свойства конечной конструкции.
Применяемый в контексте указанного описания термин «адгезивный слой» представляет собой отвердевшую адгезивную композицию, полученную на последней стадии указанного способа. Указанная адгезивная композиция в соответствии с указанным изобретением предпочтительно представляет собой любое термоплавкое адгезивное вещество, а именно вещество, которое наносится при температурах выше 50°C, предпочтительно 70°C, более предпочтительно 90°C без существенного количества растворителя (обычно менее 5% по массе относительно общей массы вещества), имеет начальную липкость петли, представляющую собой характеристику ЧДА, минимум 0,039 Н/см после, по меньшей мере, частичного отвердения силилированных функциональных групп, предпочтительно без радикалов, на стеклянной пластине. Указанная адгезивная композиция содержит, по меньшей мере, 5% по массе олигомера или полимера или большой молекулы со средней молекулярной массой, составляющей от 100 до 250000 г/моль, предпочтительно от 200 до 80000 г/моль, предпочтительно от 500 до 60000 г/моль, и химической структурой, содержащей от 0,01 до 4 моль/кг, предпочтительно от 0,1 до 3,5 моль/кг силилированных функциональных групп.
В контексте указанного описания под термином «отверждение» понимается «сшивание».
В соответствии с настоящим изобретением «адгезивная композиция» представляет собой сшиваемое чувствительное к давлению вещество (ЧДА), не содержащее растворитель. Указанная композиция содержит, по меньшей мере, полимер или смесь полимеров, смолу, улучшающую клейкость, или смесь смол, улучшающих клейкость, и катализатор.
Полимер представляет собой силилсодержащий полимер, не содержащий существенного количества растворителя, обычно менее 5% по массе относительно общей массы вещества. Под «силилсодержащим полимером» подразумевается олигомер или полимер или большая молекула со средней молекулярной массой, составляющей от 200 до 80000 г/моль, предпочтительно от 500 до 60000 г/моль, и обладающая химической структурой, содержащей от 0,1 до 4 моль/кг силилированных функциональных групп. Указанные силилированные функциональные группы могут быть присоединены к концам полимера или в любой части полимерной цепи. Под "силилированными функциональными группами" подразумеваются функциональные группы следующей формулы (I):
-Si(R4)p(OR5)3-p (I)
в которой:
R4 и R5, которые являются одинаковыми или различными, каждый представляет собой линейный или разветвленный алкильный радикал, содержащий от 1 до 4 атомов углерода, при этом при наличии нескольких R4 (или R5) радикалов, возможно чтобы они были одинаковыми или различными;
p представляет собой целое число, равное 0, 1 или 2.
В соответствии с одним вариантом осуществления адгезивная композиция указанного изобретения представляет собой тип, описанный в документах WO 2009/106699 или EP 2336208.
В соответствии с одним вариантом осуществления указанная адгезивная композиция включает полиуретан с силильными группами на концах, имеющий следующую формулу (Ia):
в которой:
R1 представляет собой двухвалентный радикал на основе углеводорода, содержащего от 5 до 15 атомов углерода, который может быть ароматическим или алифатическим, линейным, разветвленным или циклическим,
R2 представляет собой линейный или разветвленный двухвалентный алкиленовый радикал, содержащий от 1 до 4 атомов углерода,
R3 представляет собой линейный двухвалентный алкиленовый радикал, содержащий от 1 до 3 атомов углерода,
R4 и R5, которые являются одинаковыми или различными, каждый представляют собой линейный или разветвленный алкильный радикал, содержащий от 1 до 4 атомов углерода, при этом при наличии нескольких R4 (или R5) радикалов, возможно чтобы они были одинаковыми или различными,
n представляет собой целое число, при этом среднечисловая молекулярная масса полиэфирного блока формулы -[OR2]n- составляет от 300 Да до 30 кДа,
m среднечисловая молекулярная масса, при этом среднечисловая молекулярная масса полимера формулы (Ia) составляет от 600 Да до 60 кДа;
p представляет собой целое число, равное 0, 1 или 2.
В соответствии с еще одним вариантом осуществления указанная адгезивная композиция содержит полиэфир с силильными группами на концах, имеющий приведенную ниже формулу (Ib):

в которой:
R1 представляет собой линейный или разветвленный двухвалентный алкиленовый радикал, содержащий от 1 до 4 атомов углерода,
R3 представляет собой линейный двухвалентный алкиленовый радикал, содержащий от 1 до 6 атомов углерода,
R4 и R5, которые являются одинаковыми или различными, каждый представляют собой линейный или разветвленный алкильный радикал, содержащий от 1 до 4 атомов углерода, при этом при наличии нескольких R4 (или R5) радикалов, возможно чтобы они были одинаковыми или различными,
n представляет собой целое число, при этом среднечисловая молекулярная масса полимера формулы (Ib) составляет от 20 кДа до 40 кДа,
p представляет собой целое число, равное 0, 1 или 2.
Что касается смолы, повышающей клейкость, которая включена в композицию в соответствии с указанным изобретением, выражение «совместимая смола, повышающая клейкость» обозначает смолу, улучшающую клейкость, которая при смешивании с полимером в пропорции 50%/50% по массе дает практически однородную смесь.
Смолы преимущественно выбирают из:
(i) смол, полученных при помощи полимеризации терпеновых углеводородов или фенолов в присутствии катализаторов Фриделя-Крафтца;
(ii) смол, полученных способом, включающим полимеризацию [альфа]-метилстирола, при этом указанный способ возможно также включает реакцию с фенолами;
(iii) природных или модифицированных канифолей, таких как, например, канифоль, выделенная из смолистых выделений сосновых деревьев, канифоль, выделенная из корней деревьев и их производные, которые гидрируются, димеризуются, полимеризуются или этерифицируются моноспиртами или полиспиртами, такими как глицерин;
(iv) смол, полученных гидрированием, полимеризацией или сополимеризацией (с ароматическим углеводородом) смесей ненасыщенных алифатических углеводородов, содержащих около 5, 9 или 10 атомов углерода, полученных из нефтяных фракций;
(v) терпеновых смол, в основном полученных путем полимеризации терпеновых углеводородов, таких как, например, монотерпен (или пинен) в присутствии катализаторов Фриделя-Крафтца;
(vi) сополимеров на основе природных терпенов, например, стирол/терпен, [альфа]-метилстирол/терпен и винилтолуол/терпен; или еще
(vii) акриловых смол, имеющих вязкость при 100°C менее 100 Па·с.
Подобные смолы коммерчески доступны и среди смол типа (i), (ii) и (iii), определенных выше, следует упомянуть следующие продукты:
смолы типа (i): DERTOPHENE® 1510, доступный от DRT, который имеет молекулярную массу Mn около 870 Да; DERTOPHENE® HI 50, доступный от той же компании, с молекулярной массой Mn, равной около 630 Да; SYLVAREZ® TP2040HME доступный от Arizona Chemical; SYLVAREZ® TP 95 доступный от Arizona Chemical, имеющий молекулярную массу Mn около 1200 Да;
смолы типа (ii): NORSOLENE® W100 доступный от Cray Valley, который получается при помощи полимеризации [альфа]-метилстирола без взаимодействия с фенолами, со среднечисловой молекулярной массой 900 Да; SYLVAREZ® 510, который также поставляется компанией Arizona Chemical, с молекулярной массой Mn около 1740 Да, способ получения которого также включает добавление фенолов;
смолы типа (iii): SYLVALITE® RE 100, который представляет собой пентаэритритоловый эфир канифоли доступный от Arizona Chemical и имеющий молекулярную массу Mn около 1700 Да.
В соответствии с одним предпочтительным вариантом осуществления, эксплуатация изобретения, как смолы, проводилась со смолой, выбранной из смол типа (i) или (ii).
В соответствии с еще одним предпочтительным вариантом осуществления, эксплуатация изобретения, как смолы, проводилась со смолой типа (iii) и предпочтительно эфиром канифоли.
Катализатор отверждения, который можно применять в композиции в соответствии с указанным изобретением, может быть любым катализатором, известным специалисту в указанной области техники силанольной конденсации. Следует отметить в качестве примеров таких катализаторов, органические производные титана, такие как ацетилацетонат титана (коммерчески доступный под названием TYZOR® AA75 от DuPont), алюминия, такие как хелат алюминия (коммерчески доступный под названием K-KAT® 5218 от King Industries), аминов, такие как 1,8-диазобицикло[5.4.0]ундец-7-ен или ДБУ.
В соответствии с одним предпочтительным вариантом осуществления отверждаемая адгезивная композиция содержит от 40 до 65% силилсодержащего полимера и от 35 до 60% смол(ы), улучшающих(ей) клейкость.
Необязательно адгезивная композиция в соответствии с указанным изобретением может также включать, в комбинации с силилсодержащим полимером, термопластичные полимеры, часто применяемые в получении ТПЧДА, такие как этиленвинилацетат (ЭВА) или сополимеры из стироловых блоков.
Отверждаемая адгезивная композиция в соответствии с указанным изобретением может также включать до 3% гидролизуемого алкоксисиланового производного, в качестве осушителя, и предпочтительно триметкосисиланового производного. Такой агент преимущественно продлевает срок годности композиции в соответствии с указанным изобретением в процессе хранения и транспортировки, перед ее применением. Следует отметить, например, [гамма]-метакрилоксипропилтриметоксисилан доступный под торговым названием SILQUEST® A-174 от US Momentive Performance Materials Inc.
Адгезивная композиция в соответствии с указанным изобретением может также включать пластификатор, такой как фталат или бензоат, вазелиновое и нафтеновое масло (такое как PRIMOL® 352 у Esso) или еще воск полиэтиленового гомополимера (такой как A-C® 617 у Honeywell) или воск полиэтилен/винилацетатного сополимера или пигменты, красители или наполнители.
В заключение количество от 0,1 до 2% одного или более стабилизаторов (или антиоксидантов) предпочтительно включают в композицию в соответствии с указанным изобретением. Указанные соединения вводят для того, чтобы защитить указанную композицию от разложения, являющегося результатом реакции с кислородом, который может образовываться при влиянии тепла или света. Указанные соединения могут включать первичные антиоксиданты, которые захватывают свободные радикалы и, в частности, представляют собой замещенные фенолы, такие как IRGANOX® 1076 у Ciba. Указанные первичные антиоксиданты можно применять отдельно или в комбинации с другими вторичными антиоксидантами или УФ-стабилизаторами.
Указанную адгезивную композицию выдерживают при температуре, составляющей от 20 до 160°C. Указанную стадию проводят любыми известными способами, такими как смешивание и, при необходимости, нагревание указанной адгезивной композиции в барабанном разгружателе.
Затем выдержанную адгезивную композицию наносят либо на, по меньшей мере, часть основы, либо на нелипкую подложку.
Указанная нелипкая подложка может применяться как ленточный конвейер сворачивающей/разворачивающей системы для циркуляции указанной адгезивной композиции или любых нелипких носителей, которые применяются для временного фиксирования указанной адгезивной композиции без прилипания к ней в ходе получения самоклеящегося продукта.
В соответствии с вариантом b2) указанную нелипкую подложку применяют как временную подложку для указанной адгезивной композиции/слоя до того момента, когда конечная основа вступает в контакт с указанной адгезивной композицией/слоем.
В случае, когда нанесение осуществляется на нелипкую подложку, по меньшей мере, одну основу затем укладывают в адгезивную композицию или адгезивный слой до или после стадии отверждения.
В случае, когда нанесение осуществляется на основу, указанное нанесение может осуществляться на, по меньшей мере, части указанной основы, предпочтительно на, по меньшей мере, 50% указанной основы, более предпочтительно на, по меньшей мере, 75% указанной основы, еще более предпочтительно на, по меньшей мере, 95% указанной основы.
В случае, когда основу вводят в указанную адгезивную композицию или адгезивный слой (стадия d), указанная адгезивная композиция или адгезивный слой покрывает, по меньшей мере, 50% основы, предпочтительно, по меньшей мере, 75% указанной основы, еще более предпочтительно, по меньшей мере, 95% указанной основы.
Этап нанесения осуществляется при помощи известных устройств для нанесения, таких как, лепестковый станок или лаконаливной станок, или валик. В соответствии с одним вариантом осуществления указанного изобретения количество адгезивной композиции, нанесенной на основу или на нелипкую подложку, составляет от 10 до 1500 г/м2, предпочтительно от 50 до 1400 г/м2, более предпочтительно от 600 до 1300 г/м2.
В соответствии с одним вариантом осуществления нанесение адгезивной композиции осуществляется на, по меньшей мере, часть антиадгезионного материала. В соответствии с указанным вариантом осуществления адгезивный слой, полученный после отверждения, имеет достаточную механическую прочность без какой-либо подложки внутри. Действительно, после удаления указанного антиадгезионного материала и нанесения на поверхность для присоединения к ней на указанной поверхности остается только адгезивный слой; указанный адгезивный слой имеет достаточную механическую прочность, чтобы обеспечивать свою адгезивную функцию без присутствия основы.
В соответствии с одним вариантом осуществления указанная основа существует в дискретной форме, такой как сетчатый или ячеистый или нетканый материал. В таком случае указанная основа может быть введена в контакт с мягкой или жидкой адгезивной композицией для того, чтобы она была окружена сразу отвердевающим адгезивным слоем. Применение основы в дискретной форме, такой как сетчатый или ячеистый или нетканый материал, позволяет получать самоклеящийся продукт, который может быть легко разрезан без какого-либо специального оборудования.
Масса покровного слоя должна быть подходящей для требуемой области применения указанного продукта. Получение небольшой массы покровного слоя может осуществляться очень быстро, с высокой производительностью, поскольку оно требует короткого времени отверждения. С другой стороны, если поверхность, которую необходимо приклеить, является неровной или искривленной, то требуется адгезивная пленка с большой массой покровного слоя; плоскостные соединения также могут быть компенсированы при помощи большой массы покровного слоя адгезивных пленок.
Указанное изобретение является чрезвычайно выдающимся тем, что оно обеспечивает крепление к неровным или искривленным поверхностям. Возможность нанесения основы или нелипкой подложки с большой массой адгезивного вещества обеспечивает крепление к поверхностям, которые являются неровными, таким как поверхность закрытопористого или открытопористого пенопласта, ячеистая или решетчатая поверхность, как, например, поверхности, сделанные из структурированного волокна, такие как текстильные полотна, поверхности, сделанные из неструктурированного волокна/волокна неопределенной ориентации, как, например, волокнистый холст, а также паянные металлы, рельефные поверхности и искривленные поверхности, сделаны ли они из пластика или металла или композитных материалов, а также полуматовые и мутные металлические и окрашенные или лакированные или тисненные поверхности. Указанное описание не является ограничивающим и относится также к состоянию вещества или поверхности самой основы. Под давлением, воздействующим на продукт, адгезивный слой будет компенсировать объем отверстий или неровность на поверхности.
Предпочтительно покрытие наносят равномерно на основу или нелипкую подложку, но покрытие может также приспосабливаться к требуемой форме конечного материала.
В соответствии с одним вариантом осуществления нанесение адгезивной композиции осуществляют на, по меньшей мере, часть обеих сторон основы. Если покрывают обе стороны основы, то адгезивная композиция может быть одинаковой или различной на обеих сторонах, и масса покровного слоя может быть одинаковой или различной на обеих сторонах.
В соответствии с еще одним вариантом осуществления указанного изобретения самоклеящийся продукт включает адгезивный слой, по меньшей мере, на части одной или обеих сторонах указанной основы, при этом указанный(е) адгезивный(е) слой(и) может быть необязательно покрыт антиадгезионным материалом. Предпочтительно, указанный антиадгезионный материал сделан из силиконизированной пленки или бумаги, например указанный слой основан на сшиваемом полидиметилсилоксановом материале. Обычно подобный антиадгезионный материал имеет толщину около одного микрометра. В соответствии с одним вариантом осуществления указанный самоклеящийся продукт включает два антиадгезионных материала, окружающих адгезивную композицию. В указанном случае оба антиадгезионных материала могут быть выполнены из одинаковых или различных веществ и/или они могут иметь одинаковую или различную толщину.
В соответствии с одним вариантом осуществления основу помещают в системе сворачивания/разворачивания. Предпочтительно применяемая система сворачивания/разворачивания включает несколько точек стягивания, которые взаимосвязаны для обеспечения в ходе сворачивания/разворачивания правильного параллельного расположения пленок, совпадения краев и хорошее натяжение и вид при разворачивании рулона, без эффекта тунеллирования, неполной намотки, сморщивания и любых нежелательных дефектов.
Предпочтительно нанесение осуществляется при температуре, составляющей от 40 до 150°C.
Затем покрытая адгезивная композиция подвергается воздействию температуры, составляющей от 20 до 200°C, предпочтительно от 30 до 180°C, более предпочтительно от 40 до 160°C, и влажной атмосферы, при которой от 5 до 100% молекул, предпочтительно от 10 до 90% молекул, более предпочтительно от 15 до 70% молекул, представляют молекулы воды. Таким образом, проводят отверждение адгезивной композиции. Время отверждения выбирают в соответствии со свойствами указанной адгезивной композиции.
В соответствии с еще одним вариантом осуществления способ указанного изобретения также включает этап e), на котором адгезивная композиция подвергается только воздействию температуры, составляющей от 20 до 200°C, предпочтительно от 30 до 180°C, более предпочтительно от 40 до 160°C. Указанная температура на этапе e) может быть такой же или отличной от температуры на этапе c).
В случае, когда нанесение b) осуществляют на, по меньшей мере, часть основы, после этапа c) проводят также необязательный этап e).
В случае, когда нанесение b) осуществляют на нелипкую подложку, после этапа c) также проводят необязательный этап e), но указанный этап e) могут проводить до или после этапа d) нанесения основы на адгезивный слой.
Уровень влажности выражается в процентном содержании воды по объему, которое соответствует числу молекул воды, поделенных на общее число молекул на единицу объема. Из-за линейных свойств указанной шкалы уровень влажности очень легко отобразить и регулировать, используя контроллеры нормального режима П.И.Д. (пропорционально-интегрально-дифференциальное регулирование). Процентное содержание по массе может быть рассчитано относительно нормального воздуха, учитывая умножение процентного содержания молекул воды относительно общего числа молекул на фактор 0,622. Научная и общая информация об уровне влажности в различных окружающих средах описана в W. Wagner et al, в «International Steam Tables - Properties of Water and Steam based on the Industrial Formulation IAPWS-IF97».
Устройство, применяемое для осуществления отверждения, может представлять собой любую стандартную печь, изначально предназначенную для сушки покрытий удалением любого количества растворителя, модифицированную таким образом, чтобы она могла нагревать покрытие и покрываемую основу или нелипкую подложку и обеспечивать температуру и условия влажности, необходимые для отверждения композиции покрытия указанного изобретения.
Устройство представляет собой устройство, позволяющее влагосодержащему потоку горячего воздуха вступить в контакт с покрываемым материалом в течение определенного времени, так, чтобы указанный материал мог быть нагрет и обработан влагой настолько эффективно, насколько это возможно для достижения целевого состояния отверждения и, следовательно, эксплуатационных характеристик. Устройство может быть открытым или закрытым.
В соответствии с одним вариантом осуществления указанного изобретения этап отверждения осуществляется в вентилируемом устройстве. Предпочтительно вентилируемое устройство имеет внешний вентиляционный контур. Предпочтительно внешний вентиляционный контур содержит теплообменник.
Предпочтительно уровень влажности регулируют при помощи введения пара во внешний вентиляционный контур. В соответствии с одним вариантом осуществления пар представляет собой сухой пар.
В соответствии с одним вариантом осуществления указанное устройство представляет собой камеру с контролем температуры и влаги. Предпочтительно указанный тип устройства применяют для получения адгезивных материалов с малой массой покровного слоя.
В соответствии с одним вариантом осуществления указанного изобретения указанное устройство представляет собой печь с принудительной конвекцией. Предпочтительно нагревание проводят во внешнем контуре с теплообменником. Предпочтительно влагу вводят в объем печи, в которой перемещается адгезивная композиция, за счет сухого пара, вводимого во внешний вентиляционный контур. Предпочтительно скорость потока воздуха контролируют для того, чтобы установить ламинарный поток и достаточную обновляемость воздуха в печи.
Печь предназначается для облегчения переноса или диффузии молекул воды в покрываемый материал, так, чтобы отверждение можно было начать как можно быстрее.
В соответствии с одним вариантом осуществления, введение пара регулируется при помощи П.И.Д. (пропорционально-интегрально-дифференциального) регулирования. Например, для влажной атмосферы, в которой 60% молекул представляют собой молекулы воды, введение продолжается до тех пор, пока измеряемый уровень влажности ниже заданного значения, и останавливается, когда измеряемый уровень влажности будет выше значения 60% молекул воды.
Печь, применяемая для осуществления указанного способа, может быть любой из известных печей, которые могут регулировать температуру и содержание влаги. Указанные типы печей уже применяются в некоторых отраслях промышленности, таких как пищевая промышленность или в способах стерилизации.
В одном варианте осуществления указанного изобретения печь может состоять из первой секции, в которой контролируются температура и содержание влаги, и второй секции, в которой контролируется только температура.
В документе US 5694835 описаны печи, контролирующие влажность. В подобных печах, применяемых в пищевой промышленности, температура превышает 100°C.
В одном варианте осуществления указанного изобретения, печь содержит направляющее устройство «Керолла».
Предпочтительно в каждую из секций, куда вводится пар, вблизи покрываемой поверхности основы или нелипкой подложки помещают датчики контроля влаги. Например, «MAC125 влагомер» от компании Machine Applications Company Instruments внедряется в П.И.Д. регулирующую систему для контроля и отслеживания уровня влажности в каждой секции.
Способ указанного изобретения может быть осуществлен в серийном производстве или в непрерывном производстве.
В соответствии с одним вариантом осуществления основа, применяемая в указанном способе, представляет собой ленту.
В соответствии с одним вариантом осуществления указанного изобретения самоклеящийся продукт предназначен для получения этикеток, переводных картинок или материалов для размещения надписей. В указанном случае самоклеящийся продукт, полученный при помощи способа в соответствии с указанным изобретением, нуждается в модификации при помощи одной или более технологий преобразования, таких как разрезание на полосы, нарезание штампованием или матричную окантовку.
Фигура 5 показывает один вариант осуществления способа в соответствии с указанным изобретением. Адгезивная композиция 8 выдерживается при заранее определенной температуре в барабанном разгружателе 9. Затем адгезивная композиция наносится на ПЭТФ ленту, наложенную на и двигающуюся по ленточному конвейеру 10. Затем покрытая основа вводится в печь 11, где указанная покрытая основа подвергается определенным условиям температуры и влажности. На выходе из печи, антиадгезионный материал 12 наносится на указанный адгезивный слой для того, чтобы получить самоклеящийся продукт 13, который затем может быть свернут в рулон.
Самоклеящиеся продукты, полученные в конце способа в соответствии с указанным изобретением, могут иметь много различных форм.
В соответствии с одним вариантом осуществления адгезивный слой 14 наносят на основу 15 (фигура 6).
В соответствии с другим вариантом осуществления антиадгезионный материал 12 может быть нанесен на указанный адгезивный слой 14, при этом указанный адгезивный слой 14 нанесен на основу 15 (фигура 7).
В соответствии с одним вариантом осуществления одна сторона 17 основы прилипает к адгезивному слою 14, а другая сторона 18 основы представляет собой нелипкий слой, например, слой, сделанный из силиконизированного материала. В указанном случае адгезивный слой 14 наносят на липкую сторону 17 основы (фигура 8). В соответствии с указанным вариантом осуществления самоклеящийся продукт может быть свернут в рулон (фигура 9).
В соответствии с еще одним вариантом осуществления адгезивный слой 14 может быть окружен двумя антиадгезионными материалами 12 (фигура 10).
В соответствии со способом указанного изобретения самоклеящийся продукт, полученный при выходе с производственной линии, является достаточно сшитым для разрезания и сворачивания в рулон без какого-либо растекания адгезивного покрытия.
Благодаря способу указанного изобретения получен самоклеящийся продукт, обладающий очень большой массой покровного слоя в результате осуществления только одного цикла нанесения.
Указанное изобретение также относится к самоклеящемуся продукту, который можно получить способом указанного изобретения, включающему, по меньшей мере, основу и адгезивного слоя, в котором масса покровного слоя указанного адгезивного слоя составляет от 600 до 1500 г/м2, предпочтительно от 800 до 1300 г/м2.
В соответствии с одним вариантом осуществления основа самоклеящегося продукта представляет собой ленту.
В соответствии с одним вариантом осуществления адгезивный слой также покрывают антиадгезионным материалом.
В соответствии с одним вариантом осуществления одна сторона ленты прилипает к адгезивному слою, нанесенному на указанную сторону, в то время как другая сторона ленты (задняя сторона) обработана для того, чтобы быть нелипкой и не крепится к адгезивному слою. В указанном случае самоклеящийся продукт может быть легко свернут в рулон без какого-либо переноса адгезива между адгезивным слоем и задней стороной указанной ленты.
Указанное изобретение также относится к способу присоединения самоклеящегося продукта изобретения на поверхность, содержащему этапы:
a) удаления антиадгезионного материала, если указанный антиадгезионный материал присутствует;
b) прикладывания продукта к поверхности; и
c) прикладывания давления продукт.
Поверхность, присутствующая в способе присоединения в соответствии с указанным изобретением, может быть любой стандартной или нестандартной поверхностью, необязательно имеющей некоторые отверстия или неровности. Указанная поверхность может быть на основе любого типа материалов, таких как пластик, бумага, металл, бетон, дерево, гипс или керамика, в виде ячеистой или решетчатой поверхности, или поверхностей, сделанных из структурированного волокна, таких как текстильные полотна, поверхности, сделанные из неструктурированного волокна/волокна неопределенной ориентации, таких как волокнистый холст, или паянные металлы, или рельефные поверхности и изогнутые поверхности, сделаны ли они из пластика или металла или композитных материалов, а также полуматовых и мутных металлических и окрашенных или лакированных или тисненных поверхностей.
Указанное описание не является ограничивающим, а также относится к состоянию вещества или поверхности самой основы.
Также указанная основа может быть предварительно обработана любым способом, таким как обработка плазмой, обработка коронированием или шлифованием, или заранее покрыт для изменения поверхностного натяжения или в основном для придания любого свойства конечной конструкции. Такой же тип обработки может применяться для поверхностей, которые предназначены для присоединения при помощи указанной адгезивной поверхности, как только она отвердела.
В соответствии с одним вариантом осуществления прилипание указанного самоклеящегося продукта к поверхности характеризуется прочностью на сдвиг при температуре окружающей среды под действием 1 кг в течение более 10 минут, предпочтительно более 1 дня, более предпочтительно более 10 дней.
Самоклеящийся продукт указанного изобретения имеет очень хорошие характеристики, при этом указанные характеристики получают непосредственно на выходе из производственной линии. Характеристики самоклеящейся подложки могут быть оценены при помощи ее прочности на отрыв, ее прочности на изгиб в петлю и прочности на сдвиг. Для промышленных областей применения важно получить продукт на выходе из производственной линии, который может легко и немедленно применяться, например, в течение одного часа после его получения.
ПРИМЕРЫ
1) Получение композиций
Композиции, которые присутствуют в таблице, приведенной ниже, получают сначала введением смолы, улучшающей клейкость, (SYLVAREZ® TP2040HME) в стеклянный реактор в вакууме и нагревают до около 160°C. Затем, как только смола полностью расплавлена, добавляют силансодержащий полимер (DESMOSEAL® S XP 2636 или GENIOSIL® STP-E30).
Полученную смесь перемешивают в вакууме в течение 15 минут, затем охлаждают до 70°C. Затем вводят катализатор (K-KAT® 5218 или TIB-KAT® 223). Смесь оставляют в вакууме и продолжают перемешивать в течение еще 10 минут.
Композиции, соответствующие примерам с 1 по 13, описаны в таблице 1.

2) Получение ПЭТФ слоя подложки, покрытого указанной композицией, с массой покровного слоя, составляющей от 50 до 700 г/м2.
Композицию, полученную в 1) предварительно нагревают до температуры близкой к 100°C внутри барабанного разгружателя, и затем выпускают через нагреваемый напорный шланг, содержащий сопло, также нагретое до около 100°C. Нагреваемый шланг соединяется с соплом/аппликатором, сопло вводят в контакт с поверхностью основы. Затем адгезивную композицию выпускают через выходное сечение сопла и применяют регулярный поток, без гетерогенного вещества, такого как гелеобразные или твердые частицы.
В качестве основы применяют прямоугольный лист полиэтилентерефталата (ПЭТФ), имеющий толщину 50 мкм и размеры 20 см на 40 см, который помещают в приводное устройство. В качестве альтернативы, рулон ПЭТФ пленки может быть помещен на скручивающее/раскручивающее устройство.
На расстоянии менее 2 метров от места расположения сопла в устройстве размещается первый отсек устройства для осуществления отверждения указанной композиции.
Устройство, приведенное в примерах, представляет собой или:
- стандартную вентилируемую печь (сравнительные примеры 1, 2, 5 и 6), или
- камеру с контролем температуры и влаги, соединенную с генератором пара и оборудованную выпуском (примеры 3 и 4), или
- влагосодержащую вентилируемую печь с повторно используемым циркулирующим воздухом (примеры 7-13).
Условия тестирования описаны в таблице 2.

Полученные таким образом адгезивные слои подвергают тестам, описанным ниже.
Испытание на отслаивание при 180° в течение 20 минут на пластине из нержавеющей стали
Прочность прилипания оценивают при помощи испытания на отслаивание при 180° в течение 20 минут на пластине из нержавеющей стали, как описано в FINAT способ №1, опубликованном в техническом руководстве FINAT, 6-е издание, 2001. FINAT является международной федерацией производителей и преобразователей самоклеящихся этикеток. Принцип указанного теста заключается в следующем.
Тестируемый образец в виде прямоугольной полосы (25 мм × 175 мм) отрезают от ПЭТФ подложки, покрытой отвержденной композицией, полученной ранее. Указанный тестируемый образец после его получения хранят в течение 24 часов при температуре 23°C и в 50% влажной атмосфере. Затем его закрепляют на две трети его длины к основе, представляющей собой пластину из нержавеющей стали. Полученную конструкцию оставляют на 20 минут при комнатной температуре. Затем конструкцию помещают в устройство для испытания на растяжение, которое может, начиная с конца прямоугольной полосы, который остается свободным, отслаивать или нарушать адгезивное соединение под углом 180° и со скоростью разделения 300 мм в минуту. Устройство измеряет усилие, требуемое для нарушения адгезивного соединения полосы при этих условиях.
Соответствующие результаты выражены в Н/см и указаны в таблице 3.
Примеры 2, 5 и 6 показывают когезионное разрушение (КР), которое представляет собой разрыв в составе адгезивной композиции. С другой стороны, примеры 1, 3, 4 и 7-13 показывают чистую пластину (ЧП), что обозначает, что сшивание достаточно прочное, чтобы избежать разрыва в месте склеивания.
Испытание на отслаивание при 180° в течение 24 часов на пластине из нержавеющей стали
Такой же тест, как и ранее, осуществляют для адгезивных веществ примеров 1, 3, 4 и 7-13, но тест проводят через 2 дня после получения образцов, и конструкцию оставляют на 24 часа при комнатной температуре.
Соответствующие результаты выражены в Н/см и указаны в таблице 3, в которой так же указаны данные по разрывам.
Тест на клейкость (также известный как тест на изгиб в петлю):
Клейкость оценивают при помощи теста на изгиб в петлю, описанного в FINAT способ №9, принцип которого заключается в следующем.
Тестируемый образец в виде прямоугольной полосы (25 мм × 175 мм) отрезают от ПЭТФ подложки, покрытой отвержденной композицией, полученной ранее. Указанный тестируемый образец после его получения хранят в течение 24 часов при температуре 23°C и в 50% влажной атмосфере. Два конца полосы соединяют так, чтобы образовалась петля, адгезивный слой которой обращен наружу. Два соединенных конца помещают в подвижные тиски устройства для испытания на растяжение, которые в состоянии обеспечить скорость перемещения 300 мм/минуту по вертикальной оси с возможностью двигаться вперед и назад. Нижняя часть петли в вертикальном положении сначала вступает в контакт с горизонтальной стеклянной пластинкой с размерами 25 мм на 30 мм по площади квадрата, отмеряя около 25 мм на сторону. Как только указанный контакт состоялся, направление перемещения тисков меняют на противоположное. Клейкость представляет собой максимальное значение силы, необходимой для того, чтобы петля была полностью отсоединена от пластинки.
Соответствующие результаты выражены в Н/см и указаны в таблице 3. Параметры разрывов также указаны в таблице 3. Действительно при проведении теста продукта, полученного способом примеров 2, 5 и 6, на пластинке сохраняются остатки; указанные типы адгезивов не являются пригодными из-за остатков адгезивного вещества, которые могут быть перенесены от указанного продукта на пальцы или на окружающие поверхности, например, в процессе хранения и транспортировки. С другой стороны, для примеров 1, 3, 4 и 7-10, не остается никаких остатков (ЧП) на стеклянной пластине по окончании указанного теста.
Время устойчивости соединения склеивания на статический сдвиг при 23°C
Стабильность адгезивной прочности ПЭТФ подложки, покрытой отвержденной композицией, оценивают не позднее чем через час после ее получения при помощи теста, который определяет время устойчивости соединения склеивания на статический сдвиг при 23°C.
На этот тест сделана ссылка в FINAT способ №8. Принцип представляет собой следующее.
Тестируемый образец в виде прямоугольной полосы (25 мм × 75 мм) отрезают от ПЭТФ подложки, покрытой отвержденной композицией, полученной ранее, самое позднее через один час после ее получения. Квадратную часть 25 мм на сторону, распложенную на конце указанной адгезивной полоски, закрепляют на стеклянной пластине. Тестовая пластина, полученная таким образом, устанавливается в вертикальном положении и свободную часть полоски соединяют с весом 1 кг. При воздействии этого веса адгезивное соединение, которое обеспечивает закрепление полоски на пластине, подвергается напряжению сдвига. Для лучшего контроля этого напряжения, тестовая пластина фактически располагается так, чтобы создать угол 2° относительно вертикали.
Отмечают время, требуемое для разъединения полоски и пластинки, после разрыва адгезивного соединения под действием этого напряжения. Указанное время указано в таблице.
Соответствующие результаты приведены в таблице 3. Указанные самоклеящиеся продукты примеров 1, 3, 4 и 7-13 имеют хорошую прочность по отношению к напряжению сдвига, даже когда тест проводят только после одного часа после получения указанного продукта; действительно, прочность по отношению к напряжению сдвига является высокой до 10 дней. С другой стороны, в указанном способе сравнительных примеров 2, 5 и 6, полученные продукты обладают прочностью по отношению к напряжению сдвига менее 1 минуты. Указанный тест показывает, что в устройстве без влаги, указанный адгезивный слой, полученный после стадии отверждения, является недостаточно сшитым.
Время устойчивости соединения склеивания на статический сдвиг при 90°C:
Тот же самый тест, что и ранее, проводят для адгезивных веществ, но тест проводят через 1 день после получения указанных адгезивных материалов, и тестовую пластинку, подвергающуюся воздействию веса 1 кг, устанавливают при температуре 90°C.
Результаты приведены в таблице 3 и подтверждают хорошую сшиваемость указанного адгезивного слоя во влагосодержащем устройстве (примеры 3, 4, 7-13).
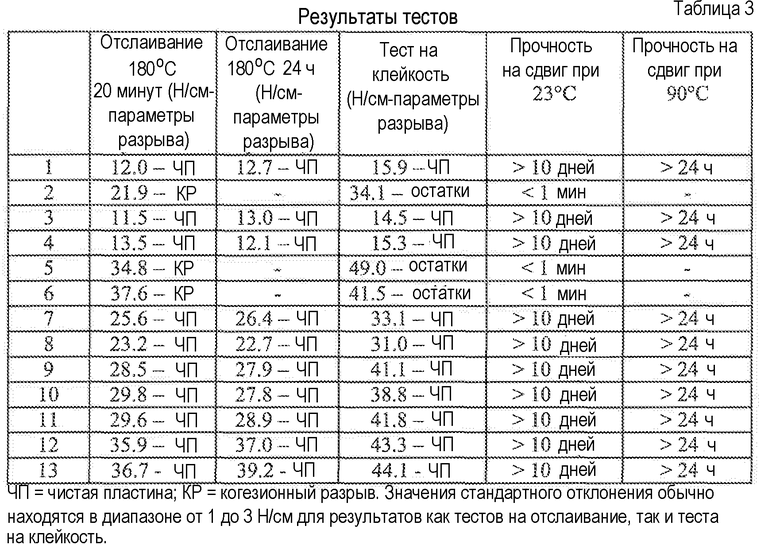
Сравнительный пример 1 показывает, что когда отверждение осуществляют при атмосферной влажности, такой, когда 2% молекул представляют собой молекулы воды, необходимо более длительное время пребывания, в указанном случае 30 секунд, чем, когда отверждение осуществляют при влажной атмосфере, в которой 60% молекул представляют собой молекулы воды, как в примерах 3 и 4, в которых время пребывания составляет только 20 секунд.
Сравнительный пример 6 показывает, что более высокая температура, такая как 140°C, не позволяет получить достаточно отвержденный материал. Действительно, сравнительный образец 6 имеет время сопротивления сдвигу при 23°C менее 1 минуты и испытание на отслаивание при 180°C приводит к когезионному разрушению.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОКЛЕЯЩЕЕСЯ МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2696454C1 |
| АДГЕЗИВНАЯ КОМПОЗИЦИЯ ДЛЯ СНИМАЕМОЙ САМОКЛЕЯЩЕЙСЯ ЭТИКЕТКИ | 2008 |
|
RU2477739C2 |
| УПАКОВКА ДЛЯ САМОКЛЕЯЩЕЙСЯ АДГЕЗИВНОЙ ЛЕНТЫ | 2009 |
|
RU2519978C2 |
| Самоклеящаяся клейкая лента и изделия из нее | 2014 |
|
RU2620384C2 |
| ТЕРМООТВЕРЖДАЕМАЯ АДГЕЗИВНАЯ КОМПОЗИЦИЯ | 2010 |
|
RU2550849C2 |
| ЧУВСТВИТЕЛЬНЫЕ К ДАВЛЕНИЮ КЛЕИ СО СТАБИЛЬНОЙ КЛЕЯЩЕЙ СПОСОБНОСТЬЮ ПРИ ТЕМПЕРАТУРЕ | 2008 |
|
RU2501827C2 |
| САМОКЛЕЯЩИЙСЯ СЛОИСТЫЙ МАТЕРИАЛ | 2006 |
|
RU2350479C1 |
| САМОКЛЕЯЩЕЕСЯ НАПОЛЬНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2726661C2 |
| АКРИЛАТНЫЙ ДИСПЕРСИОННЫЙ КЛЕЙ ДЛЯ ПОЛУЧЕНИЯ САМОКЛЕЯЩИХСЯ ПРОЗРАЧНЫХ ЭТИКЕТОК, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2008 |
|
RU2465295C2 |
| РАЗДЕЛИТЕЛЬНАЯ ПЛЕНКА С ЯЧЕИСТОЙ СТРУКТУРОЙ | 2010 |
|
RU2567912C2 |
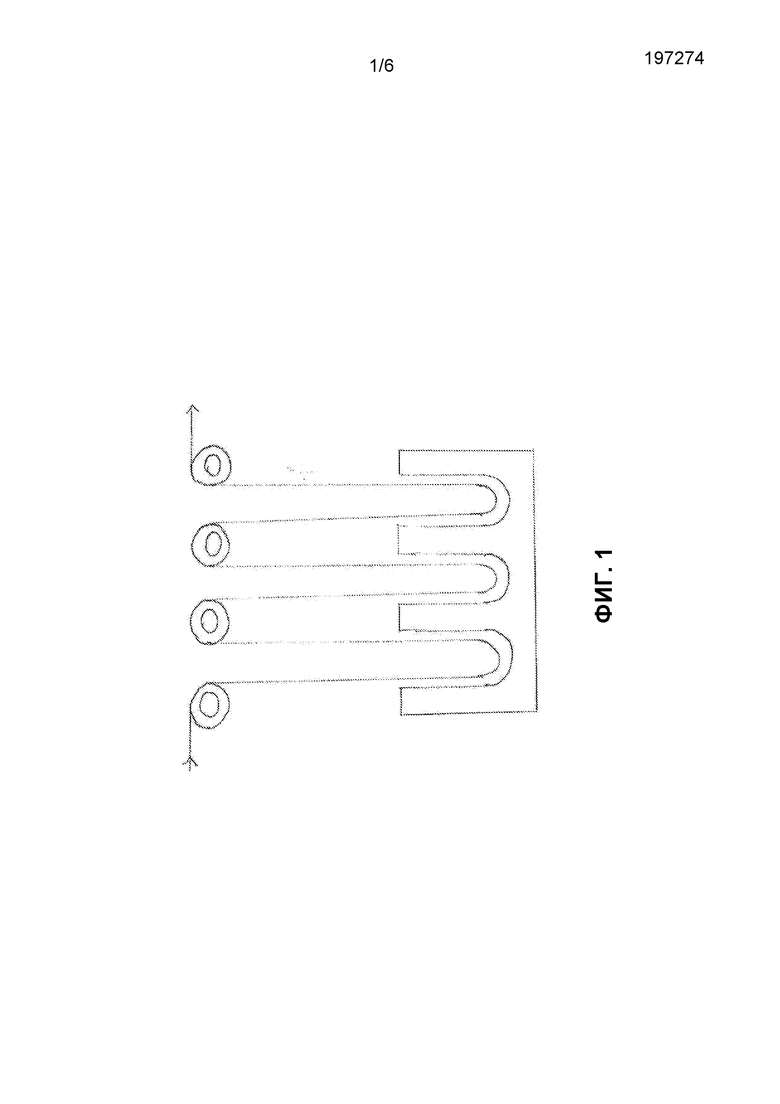
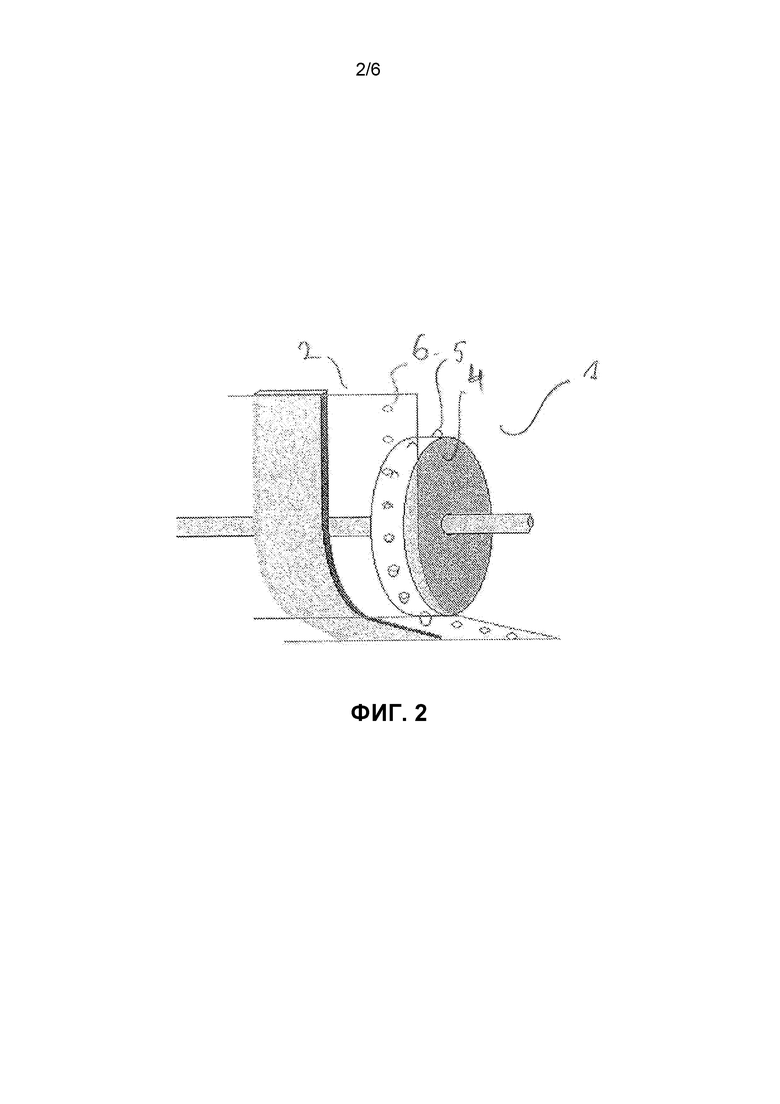
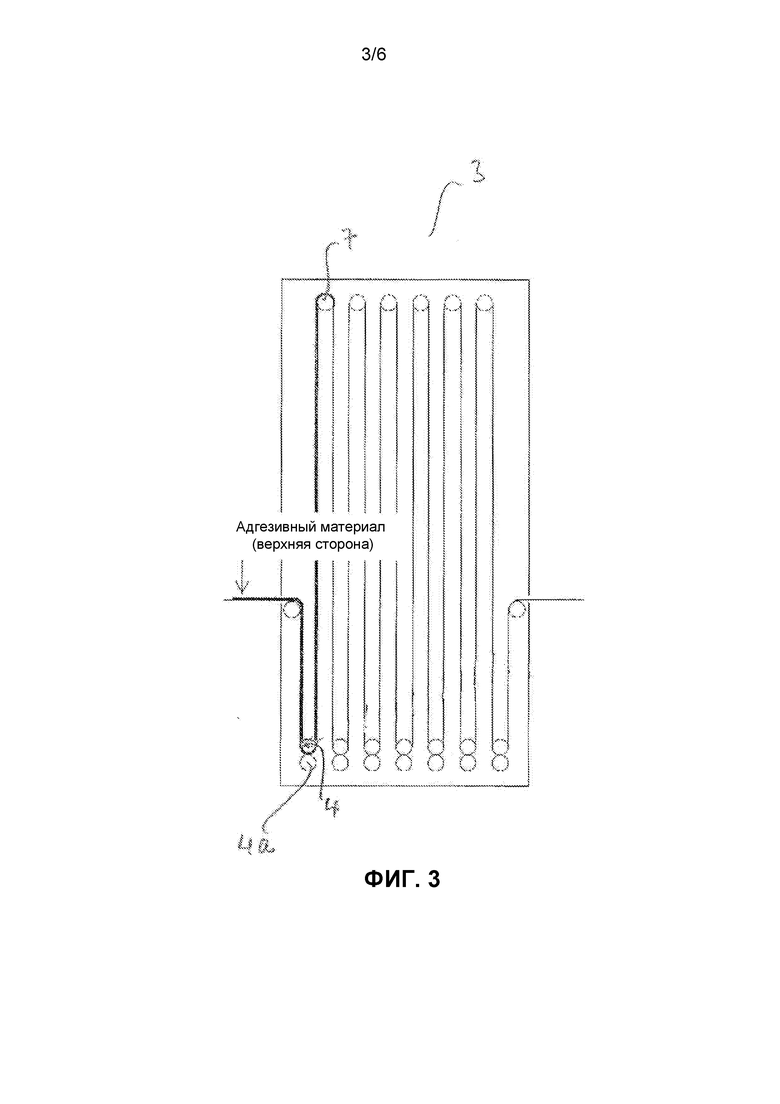
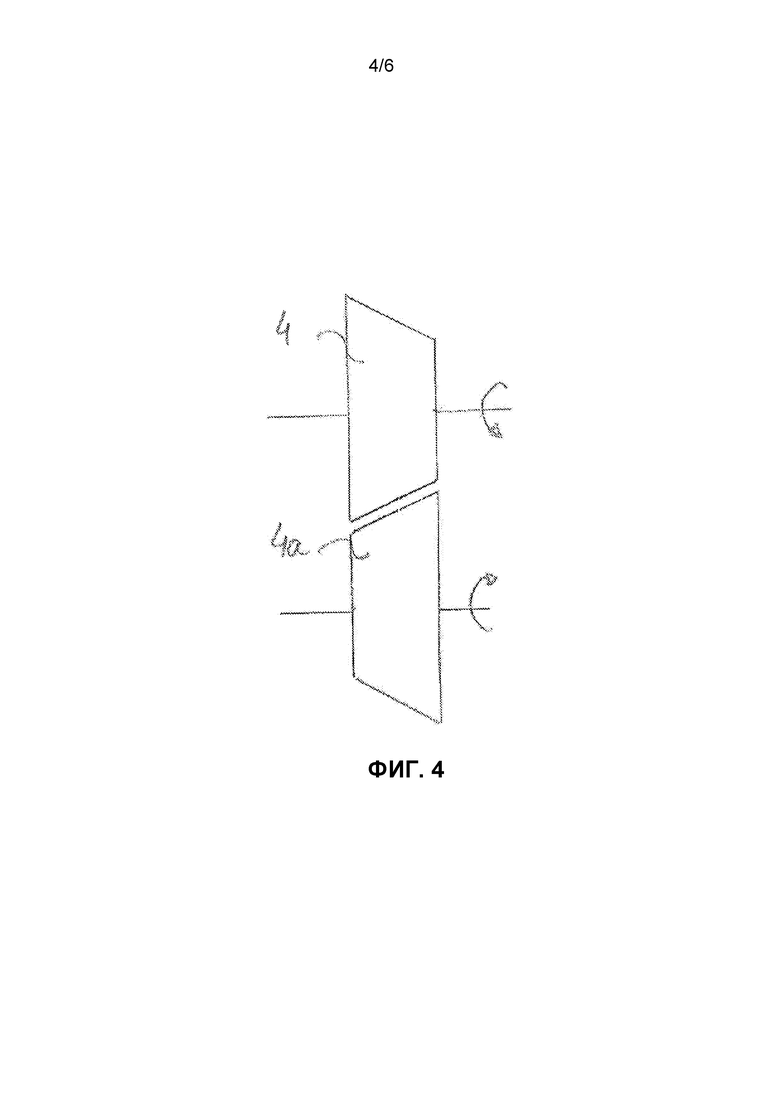
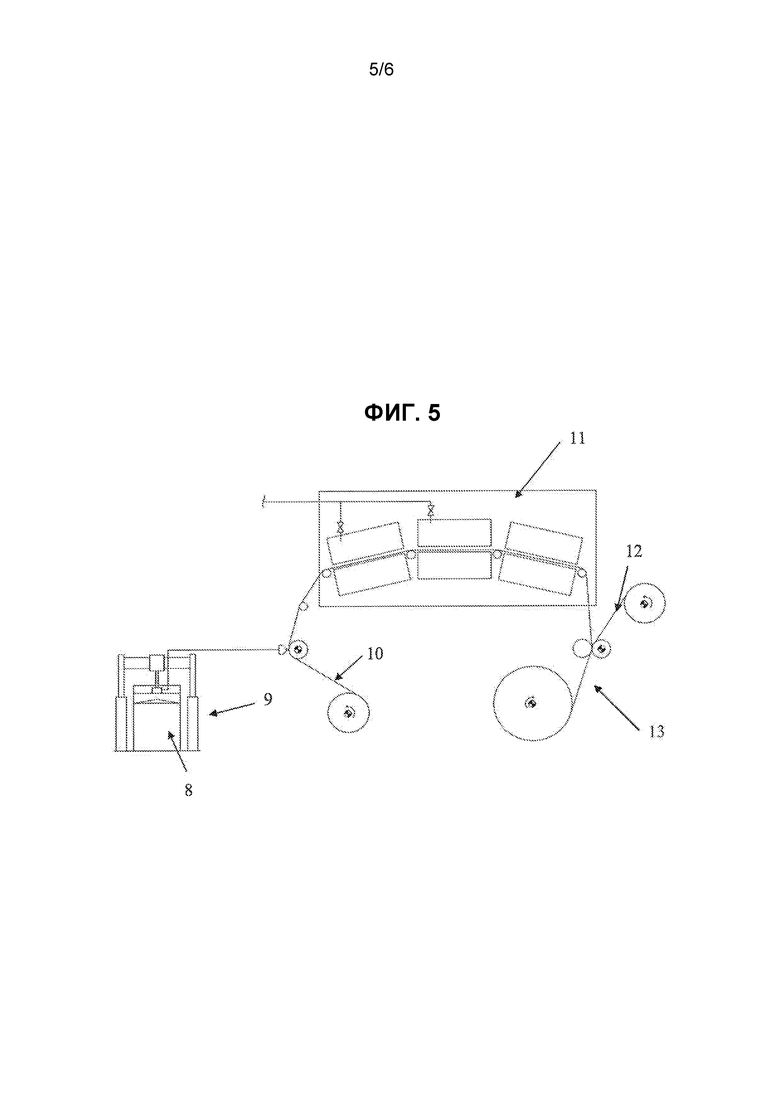
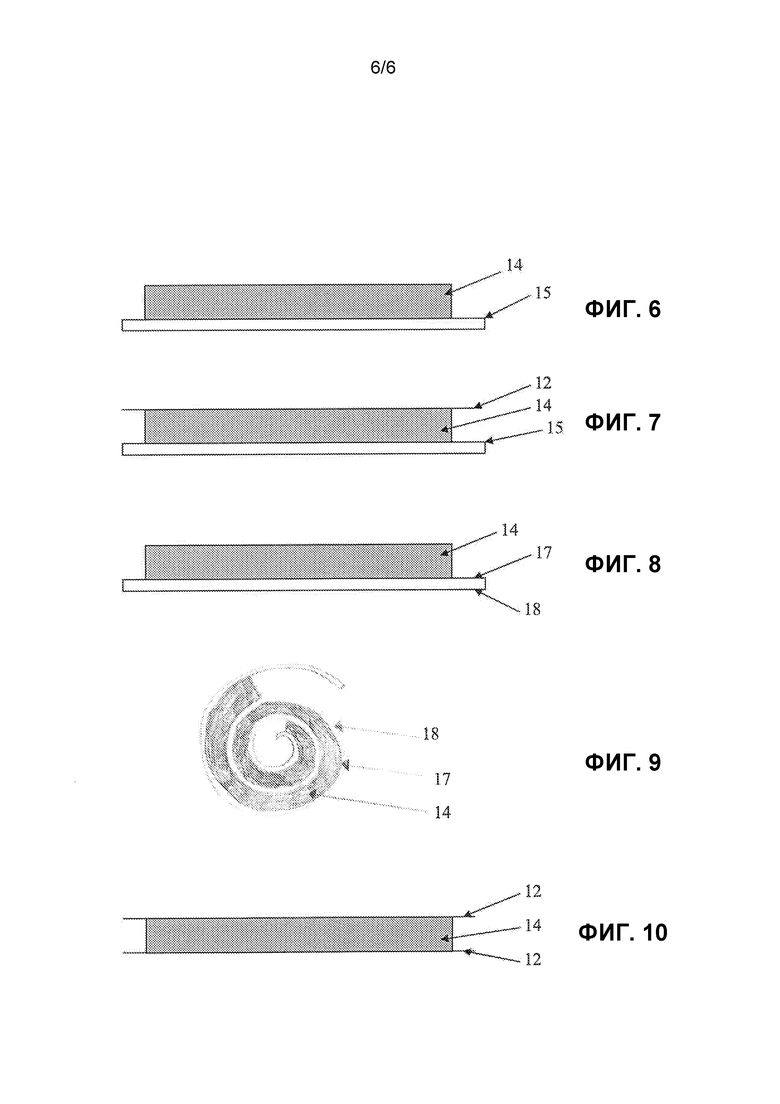
Изобретение относится к способу сшивания сшиваемых адгезивных композиций без растворителя на пленке, содержащему продвижение и/или направление указанной пленки в климатической камере при помощи приводного или направляющего устройства Керолла. Изобретение также относится к климатической камере, содержащей приводное или направляющее устройство Керолла. Указанное изобретение также относится к способу получения самоклеящегося продукта, содержащего, по меньшей мере, основу и адгезивный слой, при этом указанный способ содержит этапы a) выдерживания адгезивной композиции при температуре от 20 до 160°C, b) нанесения адгезивной композиции b1) на, по меньшей мере, часть основы или b2) на нелипкую подложку, подачи продукта, полученного на этапе b), в управляемую атмосферу. Настоящее изобретение также относится к самоклеящимся продуктам, обладающим высокими массами покровного слоя, и способам их присоединения. Преимуществом указанного изобретения является получение самоклеящегося продукта с гомогенным типом сшивания. 5 н. и 37 з.п. ф-лы, 10 ил., 3 табл.
1. Способ сшивания адгезивной композиции, которая способна сшиваться без растворителя на пленке, содержащий этапы, на которых: продвигают и/или направляют указанную пленку в климатическую камеру при помощи приводного или направляющего устройства Керолла.
2. Способ по п. 1, в котором адгезивная композиция представляет собой термоплавкую адгезивную композицию (ТПЧДА).
3. Способ по п. 1 или 2, в котором адгезивная композиция представляет собой адгезивную композицию, содержащую:
от 20 до 85 мас.% полиуретана или полиэфира, содержащего 2 концевые гидролизуемые алкоксисилановые группы;
от 15 до 80 мас.% совместимой смолы, повышающей клейкость, и
от 0,01 до 3 мас.% катализатора сшивания.
4. Способ по пп. 1 или 2, в котором температура в климатической камере составляет от 50 до 200°С, предпочтительно от 80 до 160°С и преимущественно от 100 до 150°С и/или относительная влажность составляет от 30 до 90%, предпочтительно приблизительно 50%.
5. Способ по п. 1, в котором пленка образует параллельные или зигзагообразные складки при прохождении через многочисленные натяжные валики.
6. Способ по п. 1, в котором климатическая камера содержит внизу серию валиков и обкаточных барабанов Керолла и наверху серию цельных цилиндров или другую серию валиков или обкаточных барабанов Керолла.
7. Способ по п. 6, в котором валики или обкаточные барабаны подвижно закреплены на опорном валу.
8. Способ по п. 6, в котором валики или обкаточные барабаны являются моторизованными или свободно движущимися.
9. Способ по п. 1, в котором пленка в приводном или направляющем устройстве Керолла обрезается при помощи вращающейся режущей системы с магнитным формным цилиндром и съемными пластинами.
10. Способ по п. 6, в котором валики или обкаточные барабаны связаны с поддерживающими валиками или поддерживающими обкаточными барабанами.
11. Способ по п. 1, содержащий этап двойного нанесения на обе стороны пленки.
12. Способ по п. 1, также содержащий этап обрезания по размеру.
13. Способ по п. 1, в котором вход и выход из камеры расположены на одной и той же стороне, на противоположных сторонах или на смежных сторонах.
14. Способ по п. 1, в котором пленка предварительно нагревается перед сшиванием до температуры, близкой к температуре камеры.
15. Способ по п. 1, в котором пленка перфорируется.
16. Климатическая камера, содержащая приводное или направляющее устройство Керолла, в которой температура составляет от 50 до 200°С и/или относительная влажность составляет от 30 до 90%.
17. Климатическая камера по п. 16, в которой температура составляет от 80 до 160°С и преимущественно от 100 до 150°С и/или относительная влажность составляет приблизительно 50%.
18. Камера по п. 16 или 17, содержащая внизу серию валиков или обкаточных барабанов Керолла и наверху серию цельных цилиндров или другую серию валиков или обкаточных барабанов Керолла.
19. Камера по п. 18, в которой валики или обкаточные барабаны подвижно закреплены на опорном валу.
20. Камера по п. 18, в которой валики или обкаточные барабаны являются моторизованными или свободно движущимися.
21. Камера по п. 18, содержащая многочисленные натяжные валики.
22. Камера по п. 16, связанная с режущим устройством с приводным или направляющим устройством Керолла, содержащим вращающуюся режущую систему с магнитным формным цилиндром и съемными пластинами.
23. Камера по п. 16, в которой валики или обкаточные барабаны связаны с поддерживающими валиками или поддерживающими обкаточными барабанами.
24. Камера по п. 16, связанная с режущим устройством для обрезания по размеру.
25. Способ получения самоклеящегося продукта, содержащего, по меньшей мере, основу и адгезивный слой, при этом указанный способ содержит этапы, на которых:
а) выдерживают адгезивную композицию, содержащую, по меньшей мере, силилсодержащий полимер, смолу, улучшающую клейкость, и катализатор, при температуре от 20 до 160°С;
b) наносят адгезивную композицию на:
b1) по меньшей мере, часть основы или
b2) на нелипкую подложку;
c) подвергают продукт, полученный на этапе b), воздействию температуры, составляющей от 20 до 200°С, и уровню влажности, характеризующемуся атмосферой, в которой от 5 до 100% молекул представляют собой молекулы воды, и
если выбран этап b2), тогда
d) укладывают основу на адгезивную композицию перед этапом с) или на адгезивный слой после этапа с).
26. Способ по п. 25, дополнительно содержащий этап е), на котором подвергают продукт, полученный после этапа с), воздействию температуры, составляющей от 20 до 200°С, предпочтительно от 30 до 180°С, более предпочтительно от 40 до 160°С.
27. Способ по п. 25 или 26, в котором нанесение на стадии b1) осуществляется на, по меньшей мере, 50% основы, предпочтительно, по меньшей мере, 75% основы, более предпочтительно, по меньшей мере, 95% основы.
28. Способ по п. 25, в котором покрытие основы осуществляется на, по меньшей мере, части обеих сторон основы.
29. Способ по п. 25, в котором основа представляет собой сетчатую, или ячеистую, или нетканую основу.
30. Способ по п. 25, в котором основа представляет собой антиадгезионный материал.
31. Способ по п. 25, в котором на этапе b1) или b2) количество адгезивной композиции, нанесенной на основу или нелипкую подложку, составляет от 10 до 1500 г/м2, предпочтительно от 50 до 1400 г/м2, более предпочтительно от 600 до 1300 г/м2.
32. Способ по п. 25, в котором на этапе с) уровень влажности характеризуется атмосферой, в которой от 10 до 90% молекул представляют собой молекулы воды, предпочтительно от 15 до 70% молекул представляют собой молекулы воды, и температура составляет от 30 до 180°С, предпочтительно от 40 до 160°С.
33. Способ по п. 25, в котором этап с) осуществляют в устройстве, оборудованном внешним вентиляционным контуром, содержащим теплообменник.
34. Способ по предшествующему пункту, в котором пар вводят во внешний вентиляционный контур.
35. Способ по предшествующему пункту, в котором пар представляет собой сухой пар.
36. Способ по п. 34 или 35, в котором введение пара регулируется при помощи пропорционально-интегрально-дифференциального регулятора (П.И.Д.).
37. Самоклеящийся продукт, который можно получить при помощи способа по любому из пп. 25-36, содержащий, по меньшей мере, основу и адгезивный слой, причем масса покрытия указанного адгезивного слоя составляет от 600 до 1500 г/м2.
38. Самоклеящийся продукт по предшествующему пункту, в котором масса покрытия адгезивного слоя составляет от 800 до 1300 г/м2.
39. Самоклеящийся продукт по п. 37 или 38, в котором адгезивный слой дополнительно покрыт антиадгезионным материалом.
40. Самоклеящийся продукт по п. 37 или 38, в котором задняя сторона основы представляет собой нелипкий слой.
41. Способ присоединения самоклеящегося продукта по любому из пп. 37-40 к поверхности, содержащий этапы, на которых:
a) удаляют защитный нелипкий слой, если указанный слой присутствует;
b) прикладывают указанный продукт на указанную поверхность и
c) прикладывают давление на указанный продукт.
42. Способ по предшествующему пункту, в котором адгезия самоклеящегося продукта к поверхности характеризуется прочностью на сдвиг при температуре окружающей среды под воздействием 1 кг в течение более 10 минут, предпочтительно более 1 дня, более предпочтительно более 10 дней.
| FR 1436624 A, 29.04.1966 | |||
| ФУНГИЦИДНЫЙ СОСТАВ | 2002 |
|
RU2245040C2 |
| Состав для бороалитирования стальных изделий | 1980 |
|
SU931800A1 |
| EP 1715015 A1, 25.10.2006 | |||
| КОМПОЗИЦИЯ ДЛЯ ЛИПКИХ МАТЕРИАЛОВ | 1992 |
|
RU2011672C1 |
| Устройство для транспортированияиздЕлий B КлиМАТичЕСКОй KAMEPE | 1979 |
|
SU819998A1 |

