Изобретение относится к области медицины, а именно к челюстно-лицевой ортопедии и может использоваться для коррекции деформаций носа при врожденных аномалиях развития у детей и приобретенных деформациях челюстно-лицевой области как у детей, так и у взрослых.
Известны способы изготовления назальных стентов для лечения пациентов с врожденными аномалиями развития и приобретенными деформациями челюстно-лицевой области, конструкции которых представляют собой полые неиндивидуализированные стенты в форме цилиндров или трубочек, имеющих сходную конструкцию и принцип действия, т.е. за счет своего каркаса только лишь поддерживающие форму и предотвращающие спадение кожно-хрящевого каркаса носа на непродолжительный период после проведенной операции [1-6]. Кроме того, использование указанных неиндивидуализированных назальных стентов ограничено в виду многоэтапного процесса их изготовления, а также недостаточной пластичности их материала, что приводит к нарушению целостности слизистой оболочки носовых ходов и дальнейшему образованию язв.
Известны также способы изготовления неиндивидуализированных назальных стентов, представленные на рынке в качестве коммерческих импортных продуктов, однако при изготовлении этих стентов не учитывают индивидуальное анатомическое строение носовых ходов и носовой перегородки, и, кроме того, способы изготовления данных стентов не предусматривают направленного эстетического моделирования индивидуальной формы хрящей носа, что крайне важно, особенно для растущих пациентов, и, более того, данные коммерческие назальные стенты имеют сравнительно высокую стоимость (более 7 тысяч рублей) [7-12].
Были предложены способы изготовления назальных стентов, которые обладали способностью к расширению при введении их в просвет носовых ходов, однако их применение значительно ограничивается при использовании у новорожденных и детей, так как требует непрерывного и обязательного контроля за их правильной постановкой [13, 14].
По наиболее близкой технической сущности в качестве прототипа нами выбран способ изготовления назального стента для применения у пациента после перенесенной операции септоринопластики, которая была проведена в связи с односторонней врожденной расщелиной верхней губы и неба в анамнезе. Способ заключается в выполнении слепка наружного носа и носовых ходов. Перед получением слепка наружного носа и носовых ходов кожно-слизистые покровы в области наружных носовых отверстий (ноздрей) обрабатывают с помощью ватной турунды, пропитанной бензин-содержащим желеобразным гелем, необходимым для комфортного выведения полученного слепка. Для надежного удержания слепочного материала в просвете носовых ходов во время получения слепка изгибают стальную проволоку в форме U, которую располагают поверх колумеллы носа. Перед выполнением слепка наружного носа и носовых ходов на стальную проволоку, а также на поверхность эластомерного оттискного материала наносят ложечный адгезив для полиэфиров. Используют мягкий эластомерный оттискной материал (Impregum Soft, 3M ESPE AG, Dental Product, Germany) для выполнения слепка наружного носа и носовых ходов. Сначала выполняют слепок носовых ходов, для чего перед введением в носовые ходы формируют мягкий эластомерный оттискной материал вокруг стальной проволоки. После чего накладывают на наружный нос пациента (вокруг крыльев носа) мягкий эластомерный оттискной материал, в результате чего получают слепок наружного носа и носовых ходов. Далее изготавливают гипсовую модель наружного носа, для этого в полученный слепок носа и носовых ходов помещают восковую полоску и располагают ее вертикально через центр левой ноздри. Такое расположение восковой полоски позволяет разделить слепок на два неравных сегмента: меньший сегмент, содержащий одну треть полученного слепка и больший сегмент, содержащий оставшиеся две трети. На каждой стороне восковой полоски наносят по две вертикальные линии-ориентиры, которые служат для облегчения расположения различных областей слепка при получении гипсовой модели. Далее восковую полоску удаляют и наносят на первую треть слепка бензин-содержащий желеобразный гель, который служит разделительной средой. Затем из оставшихся двух третей слепка также получают их гипсовую модель, используя для этого такую же восковую полоску с нанесенными на нее ориентирами, получая, таким образом, разборную 3-сегментную гипсовую модель наружного носа и носовых ходов. После чего изготавливают восковой шаблон для одного назального стента, заполняя воском один носовой ход, и получая, таким образом, восковой отпечаток для одного носового хода в гипсовой модели. Для создания полого воздухопроводящего туннеля внутри назального стента используют моделировочный воск. Далее сегменты гипсовой модели соединяют, и в результате процесса полимеризации происходит замена воска на пластмассу под давлением, создаваемым специальным поршнем. К восковому шаблону назального стента перед заменой воска на пластмассу прикрепляют предварительно согнутую по гипсовой модели стальную проволоку в виде крючка. После изготовления назального стента его поверхности шлифуют и полируют [15].
Способ изготовления назального стента, выбранный нами в качестве прототипа, может использоваться не только для пациентов с врожденными аномалиями развития, но также и приобретенными деформациями челюстно-лицевой области.
Недостатками способа, выбранного в качестве прототипа, являются:
• Недостаточно высокая точность изготовления назального стента, на которую влияет:
- использование в качестве оттискной массы эластомерного полиэфирного материала, что является повышенным риском деформации при выведении полученного слепка из носовых ходов одновременно со слепком наружного носа из-за высокой текучести материала и времени его затвердевания от начала смешивания, составляющего 6 мин., а также рабочим временем (включая время смешивания) - 2 мин. 45 сек. (согласно инструкции производителя), что позволяет сделать вывод о том, что в полости носовых ходов и при наложении на поверхности наружного носа для получения точного слепка оттискной материал должен находиться не менее 2 минут, что является крайне трудно реализуемо на практике, особенно у новорожденных и пациентов детского возраста;
- необходимость изготовления и использования восковой полоски-ориентира, что является риском ее неправильной установки;
- необходимость использования гипса при изготовлении гипсовой модели наружного носа и носовых ходов, так как из-за неизбежного неравномерного расширения гипса при его затвердевании, которое может варьировать от 22% до 71%, неминуемо снижается точность изготовления назального стента;
- необходимость изготовления разборной, то есть 3-сегментной, гипсовой модели наружного носа и носовых ходов, а при ее разборке на сегменты и последующей сборке возникает высокий риск деформации и/или раскола гипсовой модели;
- проведение лабораторного зуботехнического этапа замены воскового шаблона назального стента на пластмассу (т.е. литьевого способа формовки пластмассы); физико-химические и механические свойства готового назального стента напрямую зависят от тщательного соблюдения технологии формования и режима полимеризации пластмассы и, при нарушении технологического цикла на данном лабораторном этапе происходит повышение процента усадки пластмассы, что неизбежно приводит к образованию пор и нарушению структурной целостности готового назального стента, что в итоге приведет к несоответствию назального стента рельефу наружного носа и/или носового хода, а также к механической хрупкости готового изделия [16-20].
• Изготовление одного назального стента для одного носового хода, что не обеспечивает одновременную и симметричную коррекцию формы хрящей носа, а также не обеспечивает эффективного исправления и профилактику деформаций носа при врожденных аномалиях развития у детей и приобретенных деформациях челюстно-лицевой области как у детей, так и у взрослых.
• Отсутствие возможности оценки антропометрических параметров пациента, а также всех индивидуальных особенностей анатомического строения носовых ходов и носовой перегородки, что не позволяет, в свою очередь, конструировать назальный стент высокоточно и, таким образом, оказывать влияние на направленное изменение формы и положения хрящей носа и носовой перегородки в процессе роста у детей, а также проводить профилактику сужения просвета носовых ходов и послеоперационных осложнений у взрослых пациентов.
• Смазывание кожно-слизистых покровов у наружных носовых отверстий (ноздрей) на этапе получения слепка носовых ходов и этапе изготовления назального стента бензин-содержащим желеобразным гелем для обеспечения комфортного для пациента выведения полученного слепка наружного носа и носовых ходов, что исключает использование назального стента у новорожденных, а также может являться риском раздражения наружных кожных покровов и нарушения целостности слизистой оболочки носовых ходов у остальной возрастной категории пациентов и может привести к отказу от применения назального стента.
• Отсутствие возможности изготовления назального стента дистанционно.
• Способ достаточно длителен - 6-8 часов.
• Использование импортных материалов (мягкий эластомерный оттискной материал, ложечный адгезив для полиэфиров, гипс, моделировочный воск, пластмасса зарубежного производства);
• Способ достаточно трудоемок, так как включает в себя несколько лабораторных этапов (изготовление разборной 3-сегментной гипсовой модели наружного носа и носовых ходов, изготовление воскового шаблона для назального стента, полимеризация пластмассы), что требует участия зубного техника, а также дополнительного времени для изгибания вручную металлической проволоки во время получения слепка для надежного удержания слепочного материала в просвете носовых ходов, а также на этапах изготовления назального стента;
Задачей изобретения является:
• повышение точности изготовления назального стента;
• возможность коррекции формы и положения хрящей носа и носовой перегородки в процессе роста у детей, а также возможность проведения профилактики сужения просвета носовых ходов и послеоперационных осложнений у взрослых пациентов;
• возможность использования назального стента у новорожденных;
• сокращение времени изготовления назального стента и снижение трудоемкости его изготовления;
• возможность изготовления назального стента дистанционно.
Техническим результатом изобретения является:
• возможность оценки антропометрических параметров пациента, а также всех индивидуальных особенностей анатомического строения его носовых ходов и носовой перегородки;
• обеспечение одновременной и симметричной коррекции формы хрящей носа;
• снижение риска деформации полученного слепка при его выведении из носовых ходов одновременно со слепком наружного носа;
• исключение необходимости изготовления разборной 3-сегментной гипсовой модели наружного носа и носовых ходов, а также восковой полоски-ориентира на этапах изготовления назального стента;
• исключение использования бензин-содержащего геля, а также импортных материалов на этапах изготовления назального стента;
• снижение механической хрупкости готового изделия;
Технический результат изобретения достигается тем, что способ изготовления назального стента для лечения пациентов с врожденными аномалиями развития и приобретенными деформациями челюстно-лицевой области, включает выполнение слепка наружного носа и носовых ходов путем наложения на наружный нос пациента и введения в его носовые ходы оттискной массы. В качестве оттискной массы используют термопластическую массу, причем перед введением в носовые ходы ее предварительно формируют в форме двух конусов с диаметром основания 1,0-1,5 см, вокруг двух стальных проволок, закрывая концы металлических проволок термопластической массой. Термопластическую массу на металлических проволоках выводят из носовых ходов для затвердевания. После проверки слепков носовых ходов их снова вводят в носовые ходы уже затвердевшими и оставляют там. Перед наложением на наружный нос оттискную термопластическую массу формируют в форме двух треугольников и накладывают на латеральные поверхности носа с возможностью полного покрытия указанных поверхностей, а также с возможностью соединения вершин сформированных треугольников у кончика носа. После наложения оттискную термопластическую массу прижимают с обеих сторон в точке соединения боковых хрящей носа с малыми крыльными хрящами. При соединении вершин сформированных треугольников у кончика носа образуется избыток термопластической массы, который опускают по колумелле носа до основания носа, и затем данный избыток термопластической массы соединяют со слепком носовых ходов, таким образом получая единый слепок носовых ходов и наружного носа. Обхватив с двух сторон за обратные концы металлических проволок, выводят полученный единый слепок. Затем проводят 3-мерное лазерное сканирование полученного единого слепка носовых ходов и наружного носа и получают 3-мерную цифровую модель наружного носа и носовых ходов. После чего виртуально конструируют назальный стент с последующим его изготовлением с помощью фрезерного станка с числовым программным управлением из цельного массива заготовки ромбовидной формы.
Способ осуществляется следующим образом:
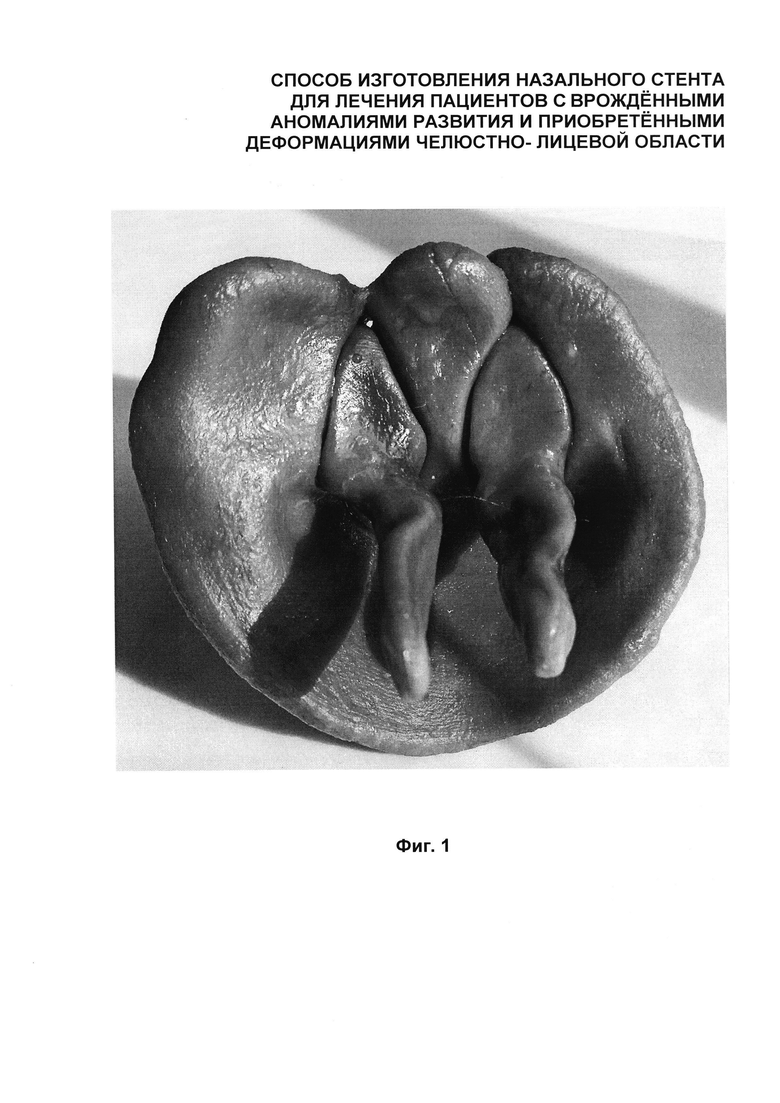
Термопластическую оттискную массу отечественного производства «Масстер» разогревают добавлением кипяченой воды температурой 100°С в течение 2 минут в пластмассовой термоустойчивой чаше до достижения термопластической оттискной массы мягкой пластичной консистенции. Сначала получают слепок носовых ходов, для чего разогретую порцию термопластической массы перед введением в носовые ходы предварительно формируют в форме двух конусов, с диаметром основания 1,0-1,5 см, вокруг двух стальных проволок, закрывая концы металлических проволок термопластической массой. К моменту введения в носовые ходы предварительно сформированная термопластическая масса на стальных проволоках в форме конуса приобретает температуру не более 50°С. Температура не более 50° обеспечивает достаточную пластичность оттискной термопластической массы, необходимую для получения точного слепка, и является комфортной для пациента, который испытывает ощущения сходные с теплым компрессом. После нескольких секунд, необходимых для мгновенного затвердевания (не более 3 секунд), термопластическую массу на металлических проволоках выводят из носовых ходов для затвердевания и опускают в чашу с водой комнатной температуры на 1 минуту для окончательного затвердевания. Затем слепки носовых ходов вынимают из воды и внимательно осматривают, проверяя целостность и качество отображенной на них поверхности. При малейшей деформации и/или неточности поверхностей слепков носовых ходов их рекомендуется повторить. После проверки слепков носовых ходов, их снова вводят в носовые ходы уже затвердевшими и оставляют там. Перед наложением на наружный нос оттискную термопластическую массу формируют в форме двух треугольников и накладывают на латеральные поверхности носа с возможностью полного покрытия указанных поверхностей, а также с возможностью соединения вершин сформированных треугольников у кончика носа. После наложения и полного покрытия латеральных поверхностей носа, два сформированных треугольника из термопластической массы прижимают с обеих сторон в точке соединения боковых хрящей носа с малыми крыльными хрящами. При соединении вершин сформированных треугольников у кончика носа образуется избыток термопластической массы, который опускают по колумелле носа до основания носа, затем данный избыток термопластической массы соединяют со слепком носовых ходов, таким образом получая единый слепок носовых ходов и наружного носа. После наложения термопластической массы на поверхности носа, ее оставляют не более 6 секунд для последующего затвердевания. После 6 секунд, обхватив с двух сторон за обратные концы металлических проволок указательным и средним пальцами правой руки легкими раскачивающими движениями, аккуратно выводят полученный единый слепок, состоящий из слепков носовых ходов и наружного носа, сразу погружая в воду комнатной температуры для окончательного затвердевания. На Фиг. 1 изображен единый слепок носовых ходов и наружного носа после окончательного затвердевания.
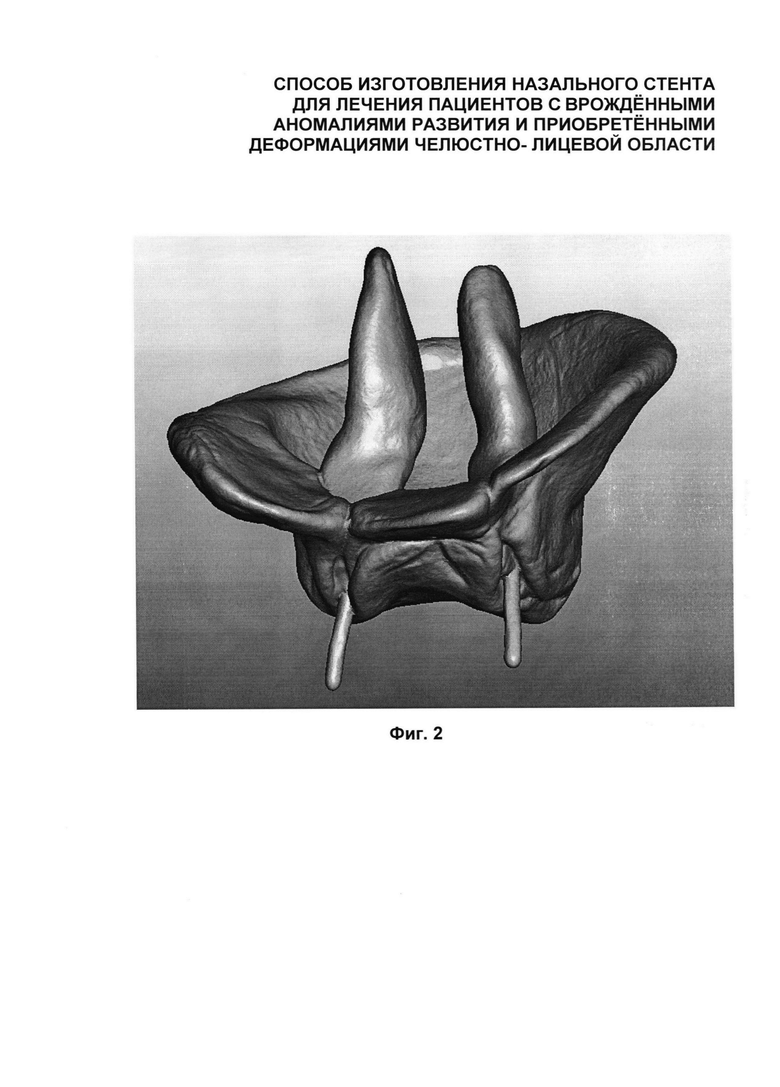
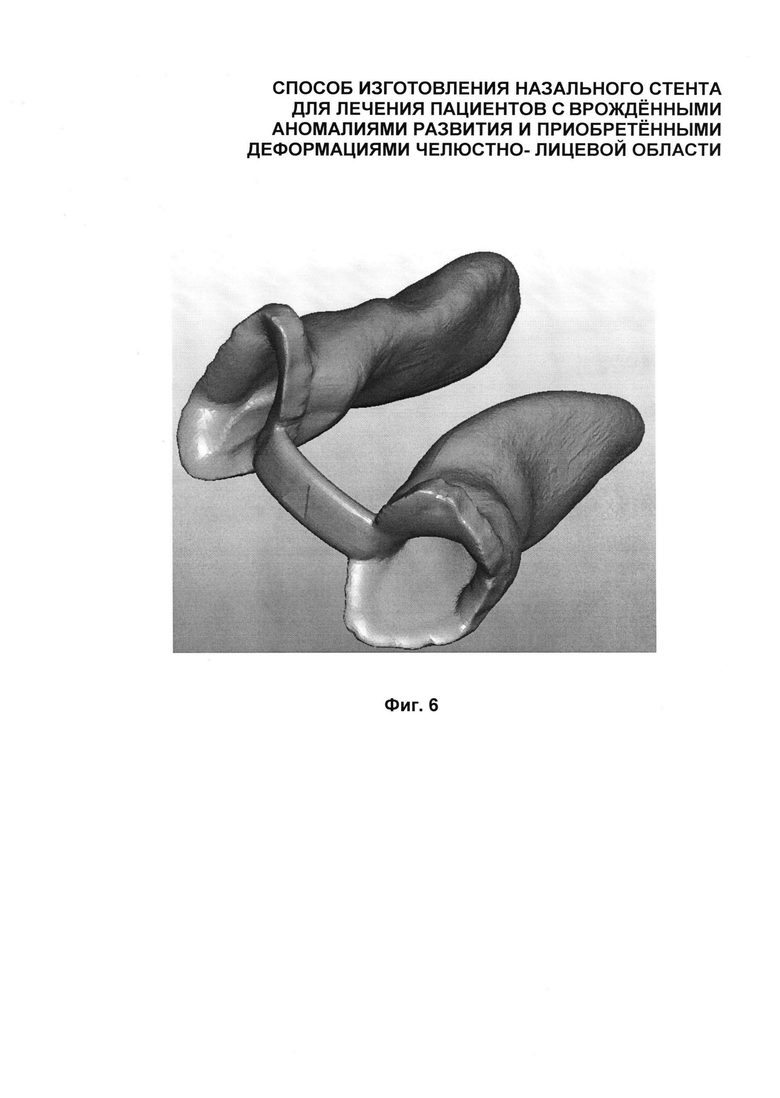
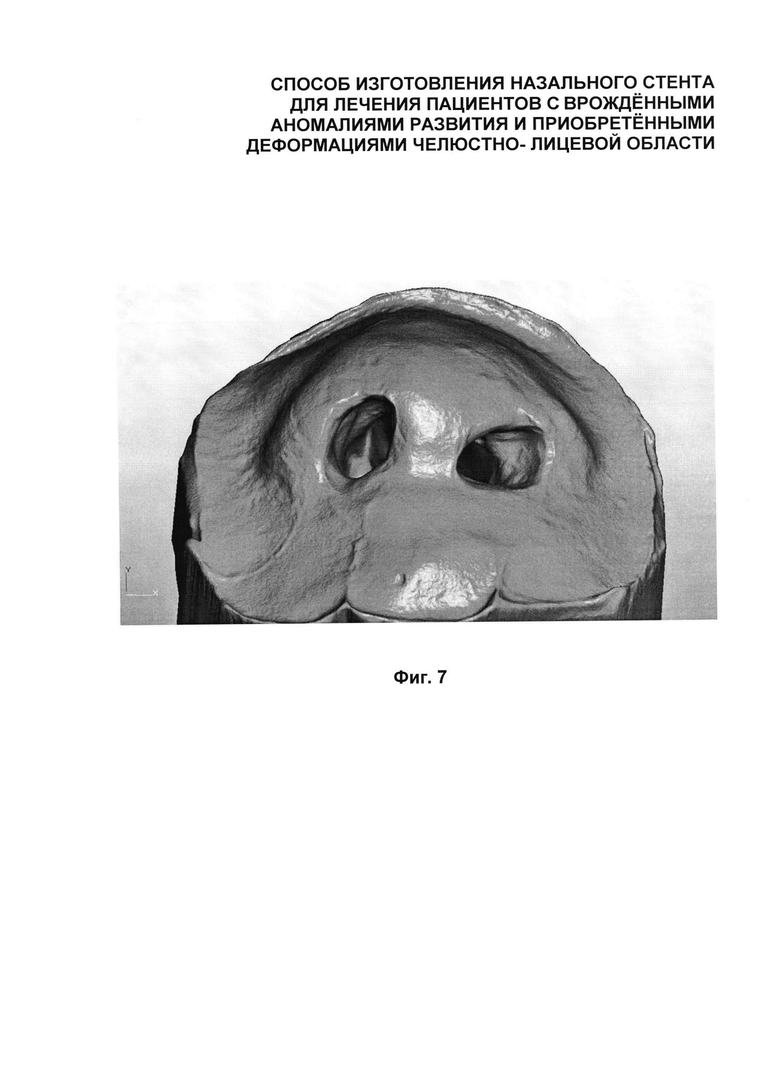
Затем проводят бесконтактное поверхностное 3-мерное лазерное сканирование полученного единого слепка носовых ходов и наружного носа с точностью лазера 0.50±0.25 мм, в результате которого получают объемную 3-мерную цифровую модель наружного носа и носовых ходов. На Фиг. 2 изображена объемная 3-мерная цифровая модель наружного носа и носовых ходов. Далее по цифровой модели носовых ходов и наружного носа с помощью компьютерной программы CATIA V5 (Dassault  ) осуществляют виртуальное конструирование назального стента в объемной трехмерной системе координат согласно всем индивидуальным анатомическим особенностям строения носовых ходов и наружного носа. На Фиг. 3, Фиг. 4, Фиг. 5, Фиг. 6 изображены основные этапы создания цифрового чертежа назального стента. По цифровой модели наружного носа выполняют антропометрические измерения и с учетом этого конструируют верхнюю границу назального стента для создания возможности направленного изменения формы хрящей носа в процессе лечения. На Фиг. 7 изображена цифровая модель наружного носа для проведения антропометрических измерений. После окончательного построения стенок и границ для назального стента, внутри назального стента моделируют воздухопроводящий туннель максимального диаметра для обеспечения наибольшего удобства и легкости использования у пациента, а также возможности свободного носового дыхания.
) осуществляют виртуальное конструирование назального стента в объемной трехмерной системе координат согласно всем индивидуальным анатомическим особенностям строения носовых ходов и наружного носа. На Фиг. 3, Фиг. 4, Фиг. 5, Фиг. 6 изображены основные этапы создания цифрового чертежа назального стента. По цифровой модели наружного носа выполняют антропометрические измерения и с учетом этого конструируют верхнюю границу назального стента для создания возможности направленного изменения формы хрящей носа в процессе лечения. На Фиг. 7 изображена цифровая модель наружного носа для проведения антропометрических измерений. После окончательного построения стенок и границ для назального стента, внутри назального стента моделируют воздухопроводящий туннель максимального диаметра для обеспечения наибольшего удобства и легкости использования у пациента, а также возможности свободного носового дыхания.
После конструирования назального стента происходит его подготовка для фрезерования на станке с числовым программным управлением. Процесс фрезерования производят из цельного массива пластмассовой заготовки ромбовидной формы, которую заранее изготавливают из пластмассы отечественного производства "СтомАкрил", фирмы производителя "СтомаДент", рекомендованной Комитетом по новой медицинской технике Минздрава России.
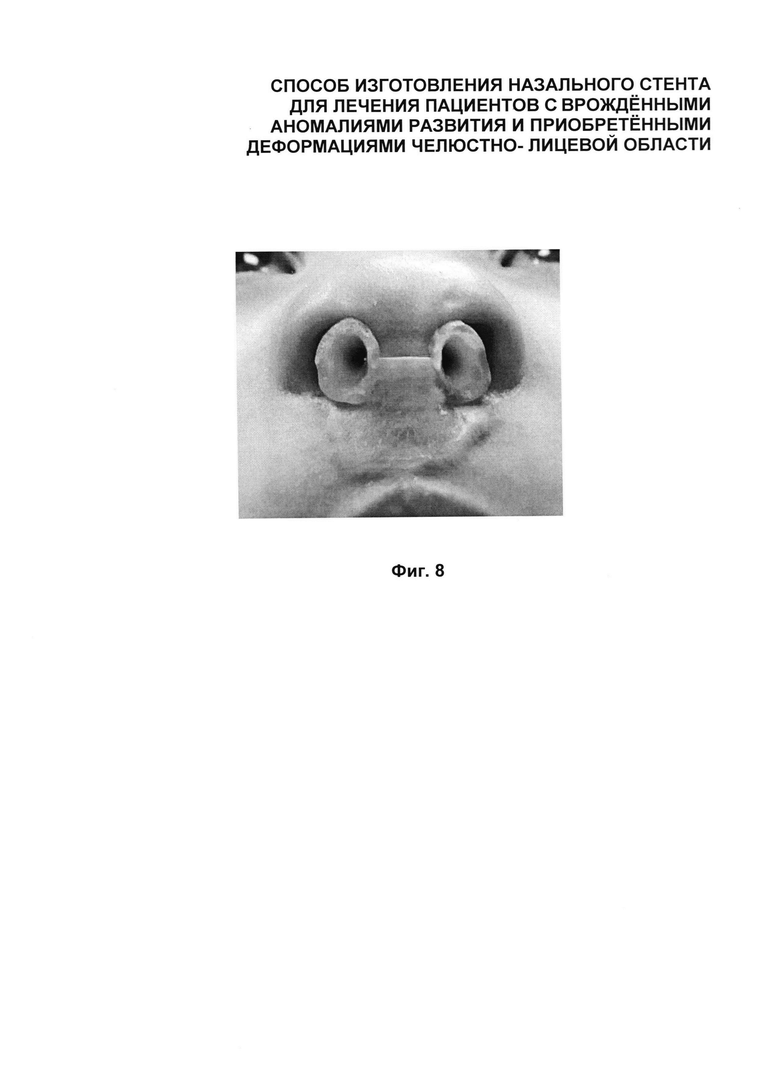
Получение пластмассовой заготовки для назального стента производят путем замешивания компонентов пластмассы, согласно инструкции, рекомендованной производителем с последующей полимеризацией пластмассы в ромбовидной форме в полимеризационной зуботехнической кастрюле под давлением 2 атмосферы и в течение 25 минут. Перед фрезерованием назального стента его цифровую модель загружают в управляющую программу для трехкоординатного фрезерного станка, в которой сначала определяется размер будущего изделия по осям X, Y и Z, после чего выбирается подходящий тип и размер фрезы. Диапазон толщин в будущем назальном стенте определен его цифровой моделью. Процесс фрезерования выполняют на программно-управляемом трехкоординатном фрезерно-гравировальном станке с точностью фрезеровки в диапазоне от 0,05-0,1 мм. Обработку пластмассовой заготовки будущего назального стента осуществляют по заданным координатам цифровой модели назального стента согласно осям X, Y, Z. Для начального фрезерования назального стента была выбрана скорость механообработки материала пластмассовой заготовки, составляющая 2400 мм/мин с использованием шаровидной фрезы диаметром 6 мм. В параметры управляющей программы задают глубину фрезерования за проход, которая для начальной фрезеровки составляет 0.5 мм. Далее обрабатывают пластмассовую заготовку фрезой меньшего диаметра на всю глубину обработки со скоростью 1200 мм/мин. На завершающем этапе фрезеровки получают воздухопроводящие отверстия максимального диаметра внутри назального стента. На Фиг. 8 изображен назальный стен у пациента в полости носа.
Существенные отличительные признаки заявляемого способа и причинно-следственная связь между ними и достигаемым результатом:
• В качестве оттискной массы используют термопластическую массу.
Использование термопластической массы, в отличие от способа прототипа, который применяет мягкий эластомерный оттискной материал для получения слепка наружного носа и носовых ходов, позволяет добиться максимальной точности при отображении поверхности носовых ходов и наружного носа при наименьшем времени застывания термопластической массы в просвете носовых ходов (не более 3 секунд) и на поверхностях кожно-хрящевого каркаса носа, при этом позволяет свести к минимуму риск деформации при выведении термопластической массы из просвета носовых ходов вместе со слепком наружного носа.
• Предварительное, то есть перед введением в носовые ходы, формирование термопластической массы в форме двух конусов, диаметр основания которых составляет 1,5-3 см, позволяет с наибольшим комфортом для пациента ввести термопластическую массу даже при резком сужении просвета носовых ходов и/или при отеке слизистой оболочки полости носа, а также у пациентов детского возраста без риска деформации термопластической массы после ее выведения. Сформированные из термопластической массы конусы обеспечивают точное отображение анатомического строения носовых ходов и носовой перегородки, а также равномерное давление термопластической массы при получении слепка носовых ходов.
• Термопластическую массу формируют в форме двух конусов, вокруг двух стальных проволок, закрывая концы металлических проволок термопластической массой, которую на металлических проволоках выводят из носовых ходов для затвердевания, после проверки слепков носовых ходов их снова вводят в носовые ходы уже затвердевшими и оставляют там.
Стальные проволоки обеспечивают надежную форму сформированным конусам, а их повторное введение в носовые ходы, то есть после затвердевания, необходимо для формирования в последующем единого слепка наружного носа и носовых ходов.
• Формирование термопластической массы в форме двух треугольников и ее наложение на латеральные поверхности наружного носа с возможностью их полного покрытия позволяет максимально точно и с наибольшим удобством в работе повторить сложную анатомическую форму строения хрящей носа с обеих сторон одновременно, которые образуют в совокупности форму носа в виде неправильной трехгранной пирамиды.
Наибольшая воспроизводимость индивидуальной формы и строения кожно-хрящевого каркаса носа обеспечивает, таким образом, высокоточное конструирование назального стента и, следовательно, прогнозируемое и направленное формомоделирование кожно-хрящевого каркаса носа в процессе лечения.
• С возможностью соединения вершин сформированных треугольников у кончика носа.
Соединение вершин сформированных треугольников из термопластической массы у кончика наружного носа обусловлено тем, что при этом образуется избыток термопластической массы, который опускают вниз по колумелле носа и впоследствии прикрепляют к основанию носа, соединяя со слепком носовых ходов, и, таким образом, получая единый слепок наружного носа и носовых ходов.
• После наложения оттискную термопластическую массу прижимают с обеих сторон в точке соединения боковых хрящей носа с малыми крыльными хрящами.
Прижатие сформированных треугольников из термопластической массы с обеих сторон в точке соединения боковых хрящей носа с малыми крыльными хрящами позволяет избежать излишнего расширения и избыточного напряжения тканей кожно-хрящевого каркаса носа при введении готового назального стента. Наблюдаемый эффект избыточного расширения кожно-хрящевого каркаса носа является негативным с точки зрения эстетики лица, и его практически всегда можно наблюдать при применении неиндивидуальных носовых стентов, а также при отсутствии избирательного удаления избытка материала по верхней границе назального стента.
• Избыток термопластической массы, образовавшийся у кончика носа при соединении вершин сформированных треугольников, опускают по колумелле носа до основания носа, и затем данный избыток термопластической массы соединяют со слепком носовых ходов, таким образом получая единый слепок носовых ходов и наружного носа, обхватив с двух сторон за обратные концы металлических проволок, выводят полученный единый слепок. Избыток термопластической массы используют для формирования единого слепка наружного носа и носовых ходов.
• После чего проводят 3-мерное лазерное сканирование полученного слепка носовых ходов и наружного носа, затем получают 3-мерную цифровую модель наружного носа и носовых ходов, после чего виртуально конструируют назальный стент, что исключает необходимость получения разборной 3-сегментной гипсовой модели носовых ходов и наружного носа на этапах изготовления назального стента, и позволяет сразу получить высокоточную цифровую модель наружного носа, а вместе с ней трехмерную модель носовых ходов. Трехмерная модель наружного носа предоставляет возможность оценить индивидуальные антропометрические параметры пациента, таким образом, направлено влиять на изменение положения и формы хрящей носа, благодаря проводимым математическим вычислениям. Разборная 3-сегментная гипсовая модель носовых ходов и наружного носа, несомненно, влияет на снижение точности изготовления назального стента, ее исключение позволит снизить временные и финансовые затраты на этапах изготовления назального стента.
• Виртуальное конструирование назального стента позволяет исключить трудоемкие лабораторные этапы изготовления назального стента, а трехмерное объемное изображение анатомического строения носовых ходов и положения носовой перегородки позволяет повысить точность изготовления назального стента, а также снизить временные и финансовые затраты на этапах его изготовления.
• Изготовление назального стента с помощью 3-координатного фрезерного станка с числовым программным управлением позволяет изготовить высокоточный назальный стент по его объемной цифровой модели не более чем за час, а также сформировать воздухопроводящий туннель внутри назальный стента максимального диаметра, таким образом, значительно снижая материальные и временные затраты, по сравнению с прототипом, а также аналогами.
• Использование цельного массива заготовки ромбовидной формы позволяет ускорить процесс изготовления назального стента, а также повысить его качество, так как заготовку получают заранее и согласно всем технологическим требованиям и режиму приготовления для нее пластмассы.
Ромбовидная форма пластмассовой заготовки является наиболее оптимальной с учетом наименьшего запаса материала при фрезеровании из нее назального стента, и, кроме того, не требует длительной механической обработки массива пластмассы.
Временные затраты на изготовление назального стента по заявляемому способу составляют не более 2 часов, а по способу прототипу - в среднем 6-8 часов.
Материальные затраты на изготовление одного назального стента с учетом стоимости расходных материалов на всех технологических этапах по заявляемому способу составляют не более 1450 рублей, а по способу прототипу - 14000-20000 рублей, по собственным данным.
Совокупность отличительных существенных признаков является новой и, в отличие от способа прототипа:
• позволяет проводить оценку антропометрических параметров пациента, а также всех индивидуальных особенностей анатомического строения его носовых ходов и носовой перегородки;
• обеспечивает одновременную и симметричную коррекцию формы хрящей носа;
• снижает риск деформации полученного слепка при его выведении из носовых ходов одновременно со слепком наружного носа;
• исключает необходимость изготовления разборной 3-сегментной гипсовой модели наружного носа и носовых ходов, а также восковой полоски-ориентира на этапах изготовления назального стента;
• исключает использование бензин-содержащего геля, а также импортных материалов на этапах изготовления назального стента;
• снижает механическую хрупкость готового изделия,
что, в свою очередь, позволяет:
• повысить точность изготовления назального стента;
• корректировать форму и положение хрящей носа и носовой перегородки в процессе роста у детей, а также проводить профилактику сужения просвета носовых ходов и послеоперационных осложнений у взрослых пациентов;
• использовать назальный стент у новорожденных;
• сократить время изготовления назального стента, а также снизить трудоемкость его изготовления;
• изготавливать назальный стент дистанционно.
Примеры конкретного выполнения способа:
Пример 1
Пациент Н., 3,5 месяца. Диагноз: Врожденная левосторонняя расщелина верхней губы и неба.
Для изготовления назального стента были получены слепки носовых ходов и наружного носа. После чего провели 3-мерное лазерное сканирование полученного слепка носовых ходов и наружного носа, в результате которого получили 3-мерную цифровую модель наружного носа и носовых ходов. По цифровой 3-мерной модели провели антропометрические измерения для последующего конструирования назального стента с учетом анатомического строения наружного носа и носовых ходов. С учетом проведенных измерений и индивидуальных особенностей строения хрящей носа и носовых ходов были смоделированы стенки назального стента, и затем полностью смоделирован назальный стент. Затем был виртуально удален участок внутри назального стента, представляющий собой воздухопроводящий туннель. Толщина стенок назального стента составила 1,2 мм, а диаметр воздухоносных отверстий - 6,8 мм в области наружных носовых отверстий. Диаметр воздухоносного туннеля внутри назального стента уменьшался по мере физиологического сужения просвета носа и носовых ходов, и составил в самом узком месте 2,5 мм, что позволяет добиться максимально возможного диаметра отверстий для обеспечения свободного носового дыхания. Далее был изготовлен назальный стент с помощью фрезерного станка с числовым программным управлением из цельного массива пластмассовой заготовки ромбовидной формы 30 мм в длину и 25 мм в ширину. Для начального фрезерования назального стента была выбрана скорость механообработки материала пластмассовой заготовки, составляющая 2400 мм/мин с использованием шаровидной фрезы диаметром 6 мм. На завершающем этапе фрезеровки была использована фреза диаметром 2 мм со скоростью механообработки 1200 мм/мин.
Данный клинический пример продемонстрировал, что, в отличие от прототипа, заявляемый способ дает возможность использовать назальный стент у новорожденных.
Изготовленный назальный стент успешно апробирован у данного пациента, так как по результатам объективного измерения носового дыхания (риноманометрии), а также отоларингологического обследования было отмечено значительное улучшение проходимости носовых ходов уже после 3 месяцев непрерывного ношения, восстановление свободного носового дыхания, а также увеличение просвета носовых ходов и состояния их слизистой оболочки, что, в свою очередь, обеспечивает эффективное выполнение носом своих функций. Результаты антропометрического исследования свидетельствуют, о статистически достоверном улучшении показателей эстетики назолабиальной области уже после 6 месяцев, а также значительное снижение индексов, характеризующих асимметрию носа. Наблюдалось также восстановление формы и периметра левого наружного носового хода (на стороне врожденной расщелины), не было отмечено негативных эффектов при внешнем осмотре пациента таких как опадение и/или девиация кончика носа, наклон кончика носа в сторону, расширение и неравномерный контур левой ноздри).
Пример 2
Пациент Л., 23 года. Диагноз: Искривление перегородки носа. Состояние после септопластики.
Для изготовления назального стента были получены слепки носовых ходов и наружного носа. После чего провели 3-мерное лазерное сканирование полученного слепка носовых ходов и наружного носа, в результате которого получили 3-мерную цифровую модель наружного носа и носовых ходов. По цифровой 3-мерной модели провели анализ анатомического строения носовых ходов и положения носовой перегородки и согласно этим данным был смоделирован назальный стент. Внутри назального стента были также смоделированы стенки согласно проведенным антропометрическим измерениям по цифровой модели наружного носа. Внутри назального стента после его окончательного конструирования был создан воздухопроводящий туннель с воздухоносными отверстиями максимально возможного диаметра, составивший у наружных носовых отверстий 12,3 мм. Диаметр воздухоносного туннеля внутри назального стента уменьшался по мере физиологического сужения просвета носа и носовых ходов и составил на противоположных концах назального стента 5 мм. По цифровой модели назального стента был получен готовый назальный стент из пластмассы методом механообработки из цельного массивы пластмассовой заготовки ромбовидной формы 30 мм в длину и 25 мм в ширину на фрезерном станке с числовым программным управлением. Начальное фрезерование было проведено со скоростью механообработки 2400 мм/мин с использованием шаровидной фрезы диаметром 6 мм, а на завершающем этапе фрезеровки с помощью пламевидной фрезы диаметром 4 мм со скоростью механообработки 1200 мм/мин.
Данный клинический пример продемонстрировал возможность использования назального стента, изготовленного по заявляемому способу, у взрослых пациентов после приобретенных деформаций носа.
Изготовленный назальный стент успешно апробирован у данного пациента. Отмечается правильное положение носовой перегородки, симметричная форма наружных носовых отверстий и наружного носа в целом, по результатам отоларингологического обследования. Показатели передней активной риноманометрии у данного пациента в норме, слизистая оболочка носовых ходов не изменена.
Пример 3
Пациент А., 8 лет. Диагноз: Укушенная рана в области носа справа с размозжением хрящей.
После проведения первичной хирургической обработки раны с первичной пластикой и ее ушиванием в реабилитационном периоде были получены слепки носовых ходов и наружного носа для изготовления назального стента. После проведения 3-мерного лазерного сканирования слепка носовых ходов и наружного носа была получена их цифровая объемная модель. По цифровой 3-мерной модели наружного носа и носовых ходов были проведены антропометрические измерения правой и левой половин носа для возможности направленного формомоделирования хрящей носа и с учетом этих расчетов были сконструированы назальные стенты, после чего был создан воздухопроводящий туннель внутри назального стента. Были также созданы воздухопроводящие отверстия максимально возможного диаметра, составившие у наружных носовых отверстий 5,9 мм и 1,7 мм в области сужения назального стента, соответствующей области физиологического сужения просвета носа и носовых ходов. Далее был изготовлен назальный стент с помощью фрезерного станка с числовым программным управлением из цельного массива пластмассовой заготовки ромбовидной формы 30 мм в длину и 25 мм в ширину. Для начального фрезерования назального стента была выбрана скорость механообработки материала пластмассовой заготовки, составляющая 2400 мм/мин с использованием шаровидной фрезы диаметром 6 мм. На завершающем этапе фрезеровки была использована фреза диаметром 1,5 мм со скоростью механообработки 1200 мм/мин.
Данный клинический пример продемонстрировал возможность использования назального стента, изготовленного по заявляемому способу, у детей с приобретенными деформациями челюстно-лицевой области.
Изготовленный назальный стент успешно апробирован у данного пациента. Было отмечено статистически значимое улучшение объективных показателей носового дыхания и, согласно данным антропометрических измерений, удалось достичь оптимизации формы и симметричности хрящей носа спустя 8 месяцев их применения.
Пример 4
Пациент Д., 1 год 6 месяцев. Диагноз: Врожденная двусторонняя расщелина верхней губы и неба.
Для изготовления назального стента были получены слепки носовых ходов и наружного носа. После чего было проведено 3-мерное лазерное сканирование единого слепка носовых ходов и наружного носа, в результате которого получили 3-мерную цифровую модель наружного носа и носовых ходов. По цифровой 3-мерной модели наружного носа провели антропометрические измерения для возможности конструирования назального стента для направленного моделирования кожно-хрящевого каркаса носа. С учетом проведенных измерений были построены стенки назального стента. Далее согласно индивидуальному строению носовых ходов и положения носовой перегородки был окончательно домоделирован назальный стент, после чего был виртуально создан воздухопроводящий туннель. Толщина стенок назального стента составила 1,3 мм, а диаметр воздухопроводящих отверстий максимально возможного диаметра в области наружных носовых отверстий составил 7,2 мм и 3,1 мм в области сужения назального стента, соответствующей области физиологического сужения просвета носа и носовых ходов. По цифровой модели назального стента с помощью фрезерного станка с числовым программным управлением был окончательно изготовлен назальный стент из цельного массива пластмассовой заготовки ромбовидной формы 30 мм в длину и 25 мм в ширину. Для начального фрезерования назального стента была выбрана скорость механообработки материала пластмассовой заготовки, составляющая 2400 мм/мин с использованием шаровидной фрезы диаметром 6 мм. На завершающем этапе фрезеровки была использована фреза диаметром 2 мм со скоростью механообработки 1200 мм/мин.
Данный клинический пример продемонстрировал возможность использования назального стента, изготовленного по заявляемому способу, у детей с врожденными аномалиями развития челюстно-лицевой области.
Изготовленный назальный стент успешно апробирован у данного пациента. Отмечено полное восстановление свободного носового дыхания спустя 6 месяцев его применения. После 1,5 лет применения назального стента было отмечено статистически достоверное улучшение антропометрических показателей: симметрии и периметра обоих наружных носовых ходов, произошла нормализация формы, контура ноздрей и наружного носа в целом, отсутствие опущения и девиации кончика носа, что является благоприятным прогностическим признаком направленного роста и развития хрящей носа.
Пример 5
Пациент М., 19 лет. Диагноз: Открытый перелом костей носа в результате автомобильной аварии.
В реабилитационном периоде был изготовлен назальный стент по цифровой 3-мерной модели носовых ходов и наружного носа, которая была получена по электронной почте из отделения челюстно-лицевой хирургии города Владивостока.
По цифровой 3-мерной модели наружного носа провели антропометрические измерения для возможности конструирования назального стента для направленного моделирования кожно-хрящевого каркаса носа. Далее согласно индивидуальному строению носовых ходов и положения носовой перегородки был смоделирован назальный стент для двух носовых ходов, соответственно, после чего был виртуально создан воздухопроводящий туннель. Толщина стенок назального стента составила 1,1 мм, а диаметр воздухопроводящих отверстий максимально возможного диаметра в области наружных носовых отверстий составил 9,5 мм и 4,7 мм в области сужения назального стента, соответствующей области физиологического сужения просвета носа и носовых ходов. По цифровой модели назального стента с помощью фрезерного станка с числовым программным управлением был окончательно изготовлен назальный стент из цельного массива пластмассовой заготовки ромбовидной формы 30 мм в длину и 25 мм в ширину. Для начального фрезерования назального стента была выбрана скорость механообработки материала пластмассовой заготовки, составляющая 2400 мм/мин с использованием шаровидной фрезы диаметром 6 мм. На завершающем этапе фрезеровки была использована фреза диаметром 2 мм со скоростью механообработки 1200 мм/мин.
Данный пример продемонстрировал возможность изготовления назального стента дистанционно.
Заявляемый способ успешно прошел клиническую апробацию у 93 детей и взрослых с положительными результатами.
У всех пациентов подтвердилось надежное удержание и комфортное нахождение назального стента в полости носа. Не зафиксированы раздражения и травматизация слизистой оболочки полости носа.
Как уже было указано выше, временные затраты на изготовление назального стента по заявляемому способу составляют не более 2 часов, а по способу прототипу - в среднем 6-8 часов.
Материальные затраты на изготовление одного назального стента с учетом стоимости расходных материалов на всех технологических этапах по заявляемому способу составляют не более 1450 рублей, а по способу прототипу - 14000-20000 рублей, по собственным данным.
Таким образом, заявляемый способ изготовления назального стента для лечения пациентов с врожденными аномалиями развития и приобретенными деформациями челюстно-лицевой области, в отличие от способа прототипа:
• позволяет проводить оценку антропометрических параметров пациента, а также всех индивидуальных особенностей анатомического строения его носовых ходов и носовой перегородки;
• обеспечивает одновременную и симметричную коррекцию формы хрящей носа;
• снижает риск деформации полученного слепка при его выведении из носовых ходов одновременно со слепком наружного носа;
• исключает необходимость изготовления разборной 3-сегментной гипсовой модели наружного носа и носовых ходов, а также восковой полоски-ориентира на этапах изготовления назального стента;
• исключает использование бензин-содержащего геля, а также импортных материалов на этапах изготовления назального стента;
• снижает механическую хрупкость готового изделия,
что, в свою очередь, позволяет:
• повысить точность изготовления назального стента;
• корректировать форму и положение хрящей носа и носовой перегородки в процессе роста у детей, а также проводить профилактику сужения просвета носовых ходов и послеоперационных осложнений у взрослых пациентов;
• использовать назальный стент у новорожденных;
• сократить время изготовления назального стента, а также снизить трудоемкость его изготовления;
• изготавливать назальный стент дистанционно.
Источники информации
1. Egan K.K., Kim D.W. A novel intranasal stent for functional rhinoplasty and nostril stenosis // Laryngoscope. - 2005. - Vol. 115(5). - P. 903-909.
2. Loftus J.M., Neale H.W. Cleft lip micronostril: the problem and proposed solution // Cleft Palate Craniofac J. - 1996. - Vol. 33(4). - P.348 -351.
3. Casey D.M., Schaaf N.G. Custom surgical stent for naris stenosis // Plast Reconstr Surg. - 1997. - Vol. 100(1). - P. 108-114.
4. Gregory G., Das Gupta R., Morgan В., Bounds G. Polyvinylsiloxane dental bite registration material used to splint a composite graft of the nasal rim // Br J Oral Maxillofac Surg. - 1999. - Vol. 37(2). - P. 139-141.
5. Bajaj A., Shetty V., Pahwa I., Bajaj M. The use of a simplified nasal stent in infants with complete unilateral cleft lip and palate // J Oral Maxillofac Surg. - 2012. - Vol. 70(7). - P. 415-418.
6. Bezuhly M. Rapid intraoperative fabrication of an inexpensive, reliable nasal stent for use after primary cleft nasal repair // Cleft Palate Craniofac J. - 2014. - Vol. 51(5). - P. 110-112.
7. Nakajima Т., Yoshimura Y., Sakakibara A. Augmentation of the nostril splint for retaining the corrected contour of the cleft lip nose // Plast Reconstr Surg. - 1990. - Vol. 85(2). - P. 182-186.
8. [Электронный ресурс] URL: http://www.stryker.com/en-us/gsdamretirement/index.htmstellent/groups/public/documents/web_prod/141937.pdf (дата обращения: 03.12.2015).
9. Yeow V.K., Chen P.K., Chen Y.R., Noordhoff S.M. The use of nasal splints in the primary management of unilateral cleft nasal deformity // Plast Reconstr Surg. - 1999. - Vol. 103(5). - P. 1347-1354.
10. Yuzuriha S., Matsuo K., Kondoh S. A newly designed nasal retainer to sustain the corrected shape of the nostril rim and anterior nasal recess for cleft lip patients // Plast Reconstr Surg. - 2001. - 108(2). - P. 452-455.
11. Salyer K.E., Genecov E.R., Genecov D.G.J Craniofac Surg. Unilateral cleft lip-nose repair: a 33-year experience // - 2003. - Vol. 14(4). - P. 549-558.
12. [Электронный ресурс] URL: http://nasofix.com/ (дата обращения: 03.12.2015).
13. Ramstad Т., Bretteville G. Nasal stenosis after operations on the nose: expansion and subsequent maintenance of the nasal airway. Case report // Scand J Plast Reconstr Surg Hand Surg. - 1994. - 28(3). - P. 235-238.
14. Wolfe S.A., Podda S., Mejia M. Correction of nostril stenosis and alteration of nostril shape with an orthonostric device // Plast Reconstr Surg. - 2008. - 121(6). - P. 1974-1977.
15. Rathee M., Bhoria M., Boora P. Post septorhinoplasty custom-made unilateral nasal stent for nasal deformity // N Am J Med Sci. - 2015. - Vol. 7(2). - P. 73-76.
16. Хорошилкина, Ф.Я. Ортодонтия: учебное пособие / Ф.Я. Хорошилкина, Л.С. Персии. М.: [ООО "Ортодент Инфо"], 2001. Кн. 3: Комплексное лечение зубочелюстнолицевых аномалий: ортодонтическое, хирургическое, ортопедическое. 172 с.
17. Хорошилкина Ф.Я., Персии Л.С. М.: ООО "ОртодентИнфо", 1999. Кн. 2: Лечение зубочелюстнолицевых аномалий современными ортодонтическими аппаратами. Клинические и технические этапы их изготовления. 270 с.
18. Трезубов В.Н. Ортопедическая стоматология. Пропедевтика и основы частного курса: Учебник / Трезубов В.Н., А.С. Щербаков, Л.М. Мишнев. - М:. ГЭОТАР, 2006.
19. Трезубов В.Н. Ортопедическая стоматология. Прикладное материаловедение: Учебник / В.Н. Трезубов, М.З. Штейнгарт, Л.М. Мишнев. - СПб.: Спецлит, 2006. - 351 с.
20. Копейкин В.Н. Зубопротезная техника: Учебник / В.Н. Копейкин, Л.М. Демнер. - М.: Триада-Х, 2003. - 416 с.
Изобретение относится к области медицины, к челюстно-лицевой ортопедии, может использоваться для коррекции деформаций носа как у детей, так и у взрослых. Способ изготовления назального стента для лечения пациентов с врожденными аномалиями развития и приобретенными деформациями челюстно-лицевой области включает выполнение слепка наружного носа и носовых ходов путем наложения на наружный нос пациента и введения в его носовые ходы оттискной массы. В качестве оттискной массы используют термопластическую массу. Перед введением в носовые ходы ее предварительно формируют в форме двух конусов, с диаметром основания 1,0-1,5 см вокруг двух стальных проволок, закрывая концы металлических проволок термопластической массой. Термопластическую массу на металлических проволоках выводят из носовых ходов для затвердевания. После проверки слепков носовых ходов их снова вводят в носовые ходы уже затвердевшими и оставляют там. Перед наложением на наружный нос оттискную термопластическую массу формируют в форме двух треугольников и накладывают на латеральные поверхности носа с возможностью полного покрытия указанных поверхностей, а также с возможностью соединения вершин сформированных треугольников у кончика носа. После наложения оттискную термопластическую массу прижимают с обеих сторон в точке соединения боковых хрящей носа с малыми крыльными хрящами. При соединении вершин сформированных треугольников у кончика носа образуется избыток термопластической массы, который опускают по колумелле носа до основания носа, и затем данный избыток термопластической массы соединяют со слепком носовых ходов, таким образом получая единый слепок носовых ходов и наружного носа. Обхватив с двух сторон за обратные концы металлических проволок, выводят полученный единый слепок. Затем проводят 3-мерное лазерное сканирование полученного единого слепка носовых ходов и наружного носа. Затем получают 3-мерную цифровую модель наружного носа и носовых ходов. После чего виртуально конструируют назальный стент с последующим его изготовлением с помощью фрезерного станка с числовым программным управлением из цельного массива заготовки ромбовидной формы. Изобретение обеспечивает повышение точности изготовления назального стента, возможность коррекции формы и положения хрящей носа и носовой перегородки в процессе роста у детей, возможность проведения профилактики сужения просвета носовых ходов и послеоперационных осложнений у взрослых пациентов; возможность использования назального стента у новорожденных; сокращение времени и снижение трудоемкости изготовления назального стента; возможность изготовления назального стента дистанционно. 8 ил., 5 прим.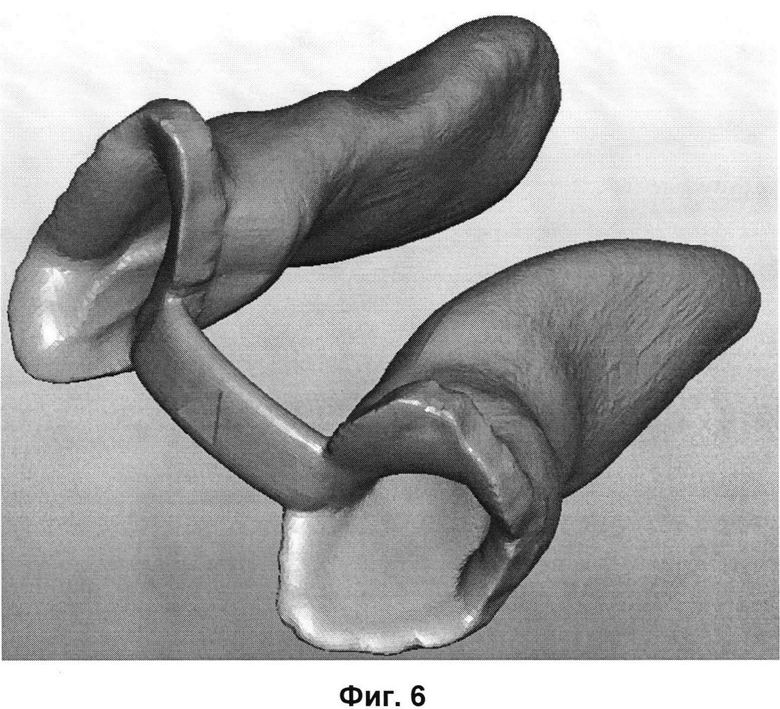
Способ изготовления назального стента для лечения пациентов с врожденными аномалиями развития и приобретенными деформациями челюстно-лицевой области, включающий выполнение слепка наружного носа и носовых ходов путем наложения на наружный нос пациента и введения в его носовые ходы оттискной массы, отличающийся тем, что в качестве оттискной массы используют термопластическую массу, причем перед введением в носовые ходы ее предварительно формируют в форме двух конусов с диаметром основания 1,0-1,5 см вокруг двух стальных проволок, закрывая концы металлических проволок термопластической массой, термопластическую массу на металлических проволоках выводят из носовых ходов для затвердевания, после проверки слепков носовых ходов их снова вводят в носовые ходы уже затвердевшими и оставляют там, перед наложением на наружный нос оттискную термопластическую массу формируют в форме двух треугольников и накладывают на латеральные поверхности носа с возможностью полного покрытия указанных поверхностей, а также с возможностью соединения вершин сформированных треугольников у кончика носа, после наложения оттискную термопластическую массу прижимают с обеих сторон в точке соединения боковых хрящей носа с малыми крыльными хрящами, при соединении вершин сформированных треугольников у кончика носа образуется избыток термопластической массы, который опускают по колумелле носа до основания носа, и затем данный избыток термопластической массы соединяют со слепком носовых ходов, таким образом получая единый слепок носовых ходов и наружного носа, обхватив с двух сторон за обратные концы металлических проволок, выводят полученный единый слепок, затем проводят 3-мерное лазерное сканирование полученного единого слепка носовых ходов и наружного носа, затем получают 3-мерную цифровую модель наружного носа и носовых ходов, после чего виртуально конструируют назальный стент с последующим его изготовлением с помощью фрезерного станка с числовым программным управлением из цельного массива заготовки ромбовидной формы.
| Rathee M., Bhoria M., Boora P | |||
| Post septorhinoplasty custom-made unilateral nasal stent for nasal deformity // N Am J Med Sci | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| - Vol | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| - P | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| УСТРОЙСТВО ДЛЯ НАЗОАЛЬВЕОЛЯРНОГО МОЛДИНГА ДЛЯ ПРЕДХИРУРГИЧЕСКОГО ОРТОДОНТИЧЕСКОГО ЛЕЧЕНИЯ ДЕТЕЙ С ВРОЖДЕННОЙ ОДНО/ДВУХСТОРОННЕЙ РАСЩЕЛИНОЙ ГУБЫ И НЁБА | 2008 |
|
RU2369347C1 |
| US 8998986 B1, 07.04.2015 | |||
| US 20130006293 A1, 03.01.2013 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ АКТИВНОСТИ ЛЕПРОЗНОГО ПРОЦЕССА | 2002 |
|
RU2231065C2 |
| CN 201684046 U, 29.12.2010 | |||
| US 5601594 A, 11.02.1997 | |||
| CN 203576704 U, 07.05.2014. | |||

