Изобретение относится к области обработки металлов давлением, а именно к определению пористости металлоизделия, полученного обработкой давлением литого изделия, и может быть использовано для определения влияния обработки давлением на пористость получаемого металлоизделия.
Известен способ получения сквозной пористости материала (RU 2035035, опубликовано 10.05.1995). Способ обладаем недостатками. При использовании указанного способа необходим слой вспомогательного пористого материала, образец необходимо предварительно высушивать, насыщать сорбатом, подвергать световому излучению только под определенным углом.
Известен способ определения пористости материалов (RU 2000108998 А, дата подачи 10.04.2000, дата публикации 10.03.2002). Недостатком данного способа является ряд дополнительных измерений, в том числе объема материала, объемной влажности, необходимость использования емкости постоянного давления с возможностью задания разрежения, а также дополнительного образца.
Известен спектроскопический способ определения пористости материалов (RU 2310188 С2, опубликовано 10.11.2007). Недостатком данного способа является необходимость наличия источника ИК-излучения, построение градуировочных зависимостей по эталонным монолитным образцам.
Известен способ определения пористости материалов (SU 1106246 А1, опубликовано 20.07.2005). Для реализации данного способа необходим источник лазерного излучения и оборудование для измерения параметра импульса электрического тока.
Известен способ определения показателей заполнения и пористости тканых полотен по компьютерному изображению (RU 2366946 С2, опубликован 10.09.2009). Недостатком данного способа является необходимость строить профили яркости и анализировать их, что требует от исследователя владения узкоспецифическими навыками. Нет данных, подтверждающих возможность применять данный способ для определения показателей пористости металлоизделий.
Техническим результатом изобретения является определение пористости металлоизделий в относительных единицах. При этом пористость определяется без применения дополнительного оборудования, эталонных образцов, существенных временных затрат и не требует от исследователя узкоспециализированных навыков обработки экспериментальных данных.
Технический результат достигается тем, что металлоизделие разрезается по плоскости, проходящей через тот объем металлоизделия, пористость которого необходимо определить. Полученная после разреза часть (или части) шлифуется в плоскости разреза, полируется, фотографируется, фотография сохраняется в виде файла на компьютере. После этого файл с фотографией открывают с помощью графического редактора. С помощью графического редактора рассчитывают количество пикселей, составляющих изображение шлифа. Те области, которые на графическом изображении соответствуют порам, закрашивают отличным от цвета шлифа цветом. С помощью графического редактора определяют количество пикселей цвета, которым закрасили изображения пор. Число, равное количеству пикселей цвета, которым закрасили изображения пор, делят на число, равное количеству пикселей, составляющих изображение шлифа. Полученное значение используют как показатель пористости исследуемого объема металлоизделия в относительных единицах.
При производстве металлоизделий из слитков или непрерывно литых заготовок актуальной является задача определения пористости получаемого изделия. Наличие зон с повышенной пористостью в объеме заготовки ведет к анизотропии свойств и повышает вероятность возникновения дополнительных концентраторов напряжений и в конечном итоге негативно сказывается на качестве получаемых металлоизделий. Предлагаемый способ определения пористости металлоизделий не требует больших временных затрат и использования специализированного оборудования. Для реализации способа необходимо изготовить макрошлифы, отполировать их и сфотографировать, затем полученное фото обработать в любом из удобных исследователю графических редакторах.
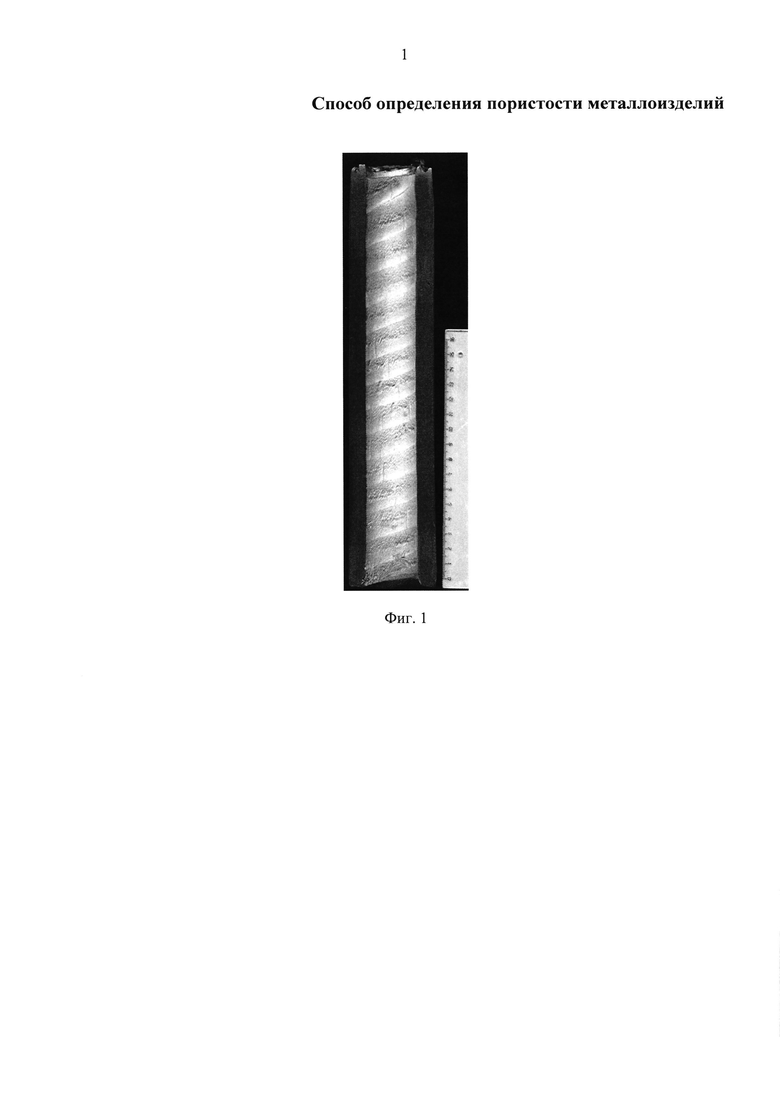
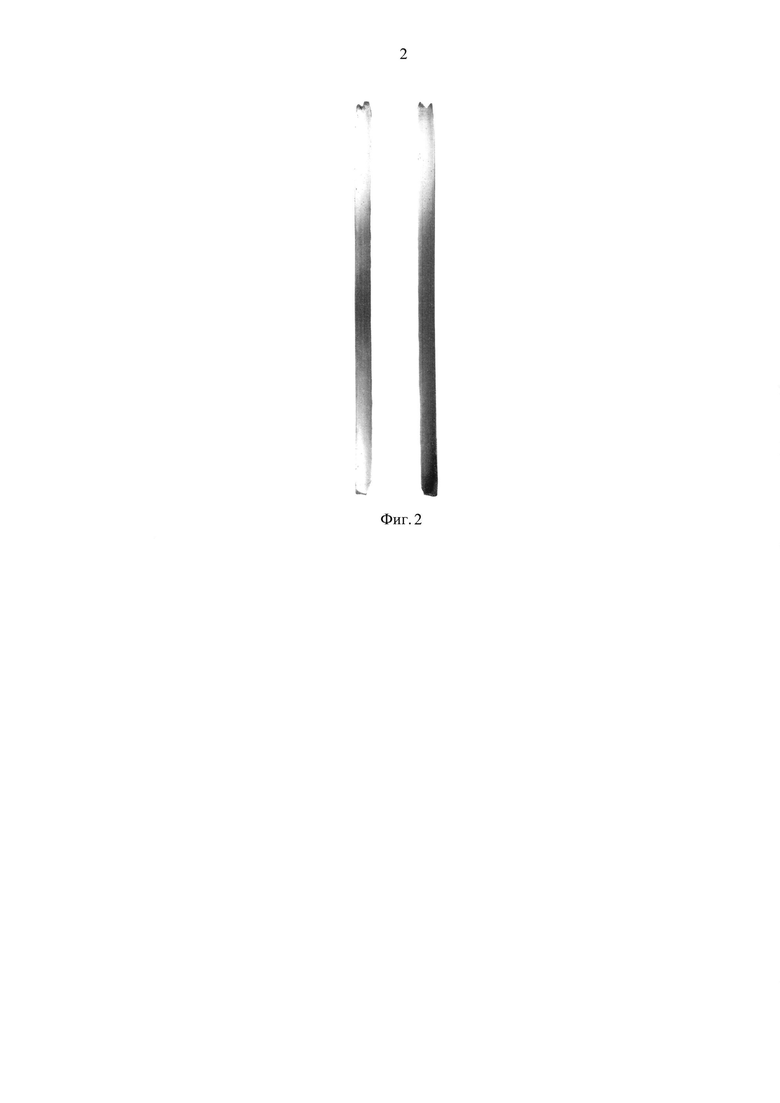
Изобретение пояснено чертежами на фиг. 1, где представлен макрошлиф половины полой трубной заготовки и фиг. 2, на котором представлено фото шлифа, обработанное с помощью графического редактора. Примером использования предлагаемого способа является определение пористости полых трубных заготовок (гильз), полученных прошивкой круглых слитков в стане винтовой прокатки. Прошивки проводились в двухвалковом стане винтовой прокатки МИСиС-130Д. Прошивали слитки из алюминия марки АД-31, которые перед прошивкой нагревали до 400°С. В ходе экспериментов для прошивки слитков использовались три различные оправки: традиционная сплошная оправка, оправка с углублением в торцевой части и полая оправка. После прошивки гильзы снимались с прошивных оправок и остужались до температуры 20-25°С.
Остывшие до комнатной температуры гильзы разрезали вдоль по диаметральному сечению на две части. Одну из частей гильзы шлифовали и полировали (фиг. 1). Полученный шлиф фотографировали и сохранили в виде файла на компьютере. Открыли сохраненный файл на компьютере с помощью графического редактора Paint, на фото удаляли все области, не относящиеся к шлифу. Сохранили файл. С помощью программы Image expert pro 3 открыли сохраненный файл и рассчитали количество пикселей, составляющих изображение шлифа. Сохранили файл. Открыли сохраненный файл в Paint, изображения пор на шлифе закрасили зеленым цветом (фиг. 2). Сохранили файл. С помощью программы Image expert pro 3 открыли сохраненный файл и рассчитали количество пикселей зеленого цвета. Число пикселей зеленого цвета поделили на число пикселей, составляющих изображение шлифа. Полученное число характеризует пористость всего объема гильзы в относительных единицах. При этом согласно расчетам, приведенным в С.А. Салтыков Стереометрическая металлография. М.: Металлургия, 1976 г., показано, что значение пористости, полученное в сечении, может быть использовано для характеристики пористости всего объема металлоизделия.
По результатам проведенных с помощью предлагаемого способа измерений установили, что при использовании полой оправки пористость составила 1,61%, сплошной оправки - 0,61% и оправки с углублением - 0,52%. Таким образом, установили, что предлагаемый способ может быть использован в ходе экспериментов при совершенствовании существующих и разработке новых технологий производства металлоизделий из слитков или непрерывно литых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЬЮТЕРНОГО ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ЦИКЛА ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ | 2013 |
|
RU2552167C2 |
| Способ определения диаметра отверстия полой оправки на её переднем торце при винтовой прошивке в трёхвалковом стане | 2022 |
|
RU2787931C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 2013 |
|
RU2554238C2 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 2014 |
|
RU2587702C1 |
| СПОСОБ КОЛИЧЕСТВЕННОЙ ОЦЕНКИ НЕЙРОГЕННЫХ ИЗМЕНЕНИЙ ВОЛОКОН СКЕЛЕТНЫХ МЫШЦ | 2012 |
|
RU2483305C1 |
| СПОСОБ КОЛИЧЕСТВЕННОЙ ОЦЕНКИ АКТИВНОСТИ РЕМОДЕЛИРОВАНИЯ КОСТИ | 2009 |
|
RU2399052C1 |
| ПУАНСОН ДЛЯ ПРОШИВКИ НА ПРЕССЕ | 2014 |
|
RU2549787C1 |
| СИСТЕМА, МАШИНОЧИТАЕМЫЙ НОСИТЕЛЬ И СПОСОБ АНАЛИЗА КЕРНА ПО ИЗОБРАЖЕНИЯМ | 2021 |
|
RU2760105C1 |
| Способ защиты системы связи, система связи и устройство преобразования файлов | 2018 |
|
RU2749496C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИЧЕСКОЙ ПЛОТНОСТИ ВЕТРОЗАЩИТНОГО БАРЬЕРА И АЖУРНОСТИ ЛЕСНЫХ ПОЛОС | 2004 |
|
RU2285389C2 |
Изобретение относится к области обработки металлов давлением, а именно к определению пористости металлоизделия, полученного обработкой давлением литого изделия, и может быть использовано для определения влияния обработки давлением на пористость получаемого металлоизделия. Способ заключается в том, что металлоизделие разрезается по плоскости, которая проходит через тот объем металлоизделия, пористость которого нужно оценить, полученную после разрезания часть шлифуют в плоскости разреза. Полученные шлифованные поверхности полируются, фотографируются, фото сохраняется в виде файла на компьютере. Файл с фото открывают в графическом редакторе. Подсчитывают количество пикселей, составляющих изображение шлифа. Закрашивают цветом те области, которые соответствуют изображениям пор. Подсчитывают количество пикселей, соответствующих цвету, которым закрасили изображения пор. Число пикселей, соответствующих цвету, которым закрасили изображения пор, делят на количество пикселей, составляющих изображение шлифа. Получаемое число характеризует пористость металлоизделия в относительных единицах. Техническим результатом является определение пористости металлоизделий в относительных единицах. 2 ил.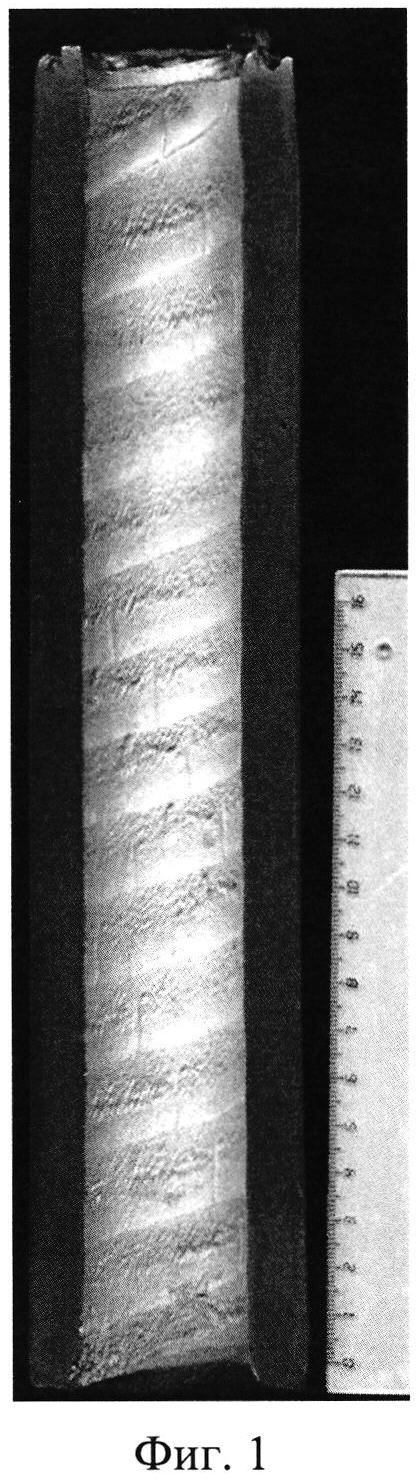
Способ определения пористости металлоизделия, обработанного давлением, отличающийся тем, что металлоизделие разрезается по плоскости, которая проходит через тот объем металлоизделия, пористость которого нужно оценить, полученную после разрезания часть шлифуют в плоскости разреза, полученные шлифованные поверхности полируются, фотографируются, фото сохраняется в виде файла на компьютере, файл с фото открывают в графическом редакторе, подсчитывают количество пикселей, составляющих изображение шлифа, закрашивают цветом те области, которые соответствуют изображениям пор, подсчитывают количество пикселей, соответствующих цвету, которым закрасили изображения пор, число пикселей, соответствующих цвету, которым закрасили изображения пор, делят на количество пикселей, составляющих изображение шлифа, получаемое число характеризует пористость металлоизделия в относительных единицах.
| CN 103969168 A 06.08.2014 | |||
| 0 |
|
SU153283A1 | |
| ПАТЕНТНО-ТГА;;:;-^ НйН• БИБЛИО.uKA | 0 |
|
SU339847A1 |
| JPH 01187455 A 26.07.1989. | |||

